Горизонтально расточные станки: Горизонтально-расточные станки купить по выгодной цене с доставкой в Москве, по всей России и СНГ
Содержание
2А620Ф1 станок горизонтально-расточной с УЦИ. Паспорт, схемы, характеристики, описание
Сведения о производителе горизонтально-расточного станка 2А620Ф1
Производитель горизонтально-расточных станков 2А620Ф1 Ленинградский станкостроительный завод им. Свердлова, основанный в 1868 году.
С 1949 предприятие тяжёлого станкостроения. Начал выпуск металлорежущих станков собственной конструкции (горизонтально-расточных, координатно-расточных, копировально-фрезерных, типа «обрабатывающий центр» и др.
В 1962 на базе завода создано Ленинградское станкостроительное производственное объединение.
Объединение обладает замкнутым технологическим циклом, имеет литейное, заготовительное, гальваническое производства, все виды механической обработки, стендовую сборку станков, малярные и упаковочные участки.
Станки производства Ленинградского станкостроительного завода им. Свердлова
- 2А470 — станок координатно-расточной двухстоечный особо высокой точности, 1400 х 2240
- 2А614 — станок горизонтально-расточной универсальный, Ø 80
- 2А620 — станок горизонтально-расточной универсальный, Ø 90
- 2А620Ф1 — станок горизонтально-расточной с УЦИ, Ø 90
- 2А620Ф2 — станок горизонтально-расточной с ЧПУ, Ø 90
- 2А622 — станок горизонтально-расточной универсальный, Ø 110
- 2А622Ф1 — станок горизонтально-расточной универсальный, Ø 110
- 2А622Ф2 — станок горизонтально-расточной с ЧПУ, Ø 110
- 2А622Ф4 — станок горизонтально-расточной с ЧПУ, Ø 110
- 2А656Ф11, 2А656РФ11 — станок горизонтально-расточной тяжелый универсальный с подвижной стойкой, Ø 160
- 2В460 — станок координатно-расточной двухстоечный, 1000 х 1600
- 2В622Ф4 — станок горизонтально-расточной с ЧПУ, Ø 125
- 2Е460 — станок координатно-расточной двухстоечный, 1000 х 1600
- 2Е470 — станок координатно-расточной двухстоечный, 1400 х 2240
- 2Е656, 2Е656Р — станок горизонтально-расточной тяжелый универсальный с подвижной стойкой, Ø 160
- 262Г — станок горизонтально-расточной универсальный, Ø 85
- 2620, 2620А — станок горизонтально-расточной универсальный, Ø 90
- 2622, 2622А — станок горизонтально-расточной универсальный, Ø 110
- 2657 — станок горизонтально-расточной универсальный, Ø 150
- 6441Б — станок копировально-фрезерный горизонтальный с электронным управлением, 630 х 1200
- 6652 — станок продольно-фрезерный двухстоечный четырехшпиндельный, 1250 х 4250
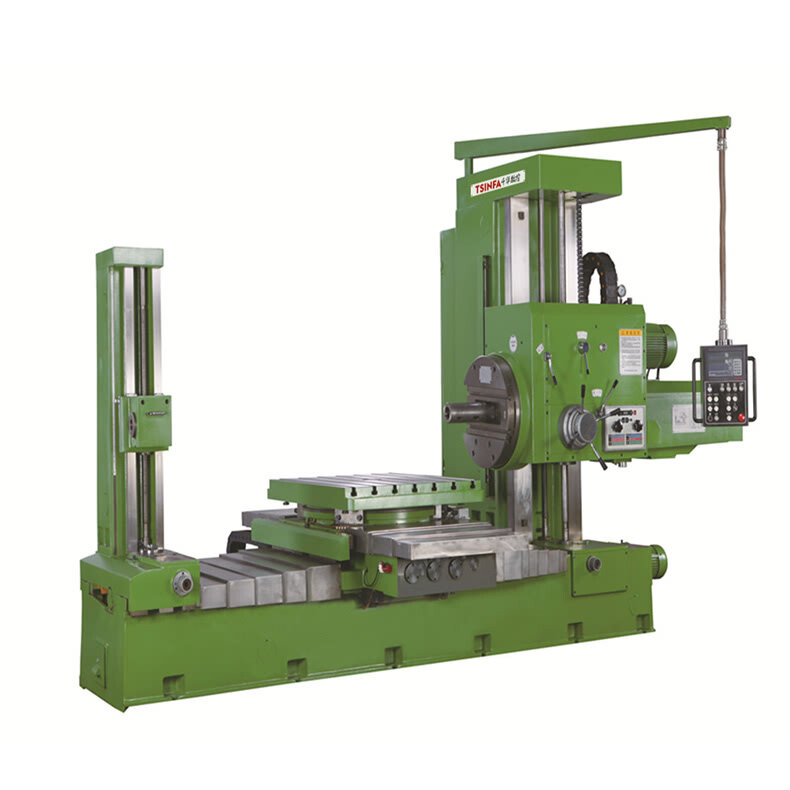
2А620ф1 Горизонтально-расточной станок c неподвижной передней стойкой, поворотным столом и УЦИ.
 Назначение, область применения
Назначение, область применения
Горизонтально-расточной станок 2А620ф1 сконструирован на основе базовой модели 2А620 с высокой степенью унификации функциональных узлов и деталей.
Горизонтально-расточные станки 2А620ф1 предназначены для консольной обработки различных крупных корпусных деталей массой до 4000 кг, имеющих точные отверстия, оси которых связаны между собой точными размерами.
Станки 2А620ф1 снабжены неподвижной передней стойкой и встроенным поворотным столом, имеющим продольное и поперечное перемещение относительно оси шпинделя.
На станках можно производить сверление, зенкерование, растачивание и развертывание точных отверстий по точным координатам, фрезерование и нарезание резьбы.
Конструкция станков 2А620ф1 позволяет производить фрезерование по восьмиугольному контуру с двумя подачами: поперечной — стола и вертикальной — шпиндельной бабки, а также фрезерование с круговой подачей стола.
Конструктивные и эксплуатационные особенности станков:
- расточный шпиндель с твердой азотированной поверхностью в стальных закаленных втулках большой длины;
- повышенная жесткость, виброустойчивость шпинделя;
- механизированный зажим инструмента;
- шариковинтовые пары;
- закаленные токами высокой частоты боковые направляющие качения для подвижных узлов;
- специальная прецизионная опора качения поворотного стола;
- автоматический поворот стола через 90°;
- автоматический зажим и отжим подвижных узлов станка на направляющих;
- подвесной жесткий электрический пульт;
- телескопическая защита направляющих;
- электрический штурвал для точной установки подвижных узлов с чувствительностью до 0,005 мм;
- централизованная, автоматизированная смазка направляющих;
- тиристорный привод подач.
Станки 2А620ф1 могут быть оснащены различными системами числового программного управления как отечественного, так и зарубежного производства.
Основные характеристики горизонтального расточного станка 2а620ф1
Производитель: Ленинградский станкостроительный завод им. Свердлова.
Горизонтально-расточной станок 2а620ф1 производился с основными параметрами по ГОСТ 7058-84. Станки горизонтально-расточные. Основные размеры..
- Диаметр выдвижного расточного шпинделя — 90 мм
- Наибольшее горизонтальное (осевое) перемещение шпинделя (Z`) — 710 мм
- Наибольшее вертикальное перемещение шпиндельной бабки (Y) (установочное) — 1000 мм
- Рабочая поверхность стола (ширина х длина) — 1120 х 1250 мм
- Наибольший продольный ход стола (Z, W) — 1000 мм
- Наибольший поперечный ход стола (X) — 1250 мм
- Наибольшая масса обрабатываемого изделия — 4000 кг
- Частота вращения шпинделя — 10…1600 об/мин (23 ступени)
- Электродвигатель привода шпинделя — 11 кВт; 1500 об/мин
- Вес станка — 17,5 т.

Основные характеристики устройства цифровой индикации (УЦИ) расточного станка 2а620ф1
- Дискретность цифровой индикации — 0,01 мм
- Число одновременно индицируемых координат — 3
- Смещение начала отсчета (плавающий нуль) — есть
Модификации горизонтально-расточного станка 2А620Ф1
Станки моделей 2А620, 2А620Ф1, 2А620Ф2 с радиальным суппортом на встроенной планшайбе с выдвижным шпинделем диаметром 90 мм отличаются большой универсальностью.
2А620, 2А620-1, 2А620Ф1-1, 2А620Ф2-1 — горизонтально-расточные станки производства станкостроительного завода «Свердлов»
2А620-2, 2А620Ф1-2 — горизонтально-расточные станки производства Чаренцаванского станкостроительного завода
- Станок модели 2А620-1 снабжен оптическим отсчетом координат.
- Станок модели 2А620Ф1-1 оснащается цифровой индикацией координат.
- Станок модели 2А620Ф2-1 оснащается системой числового программного управления.

Класс точности станков Н
В 1975 г. станкам моделей 2А620-1, 2А620Ф1-1 присвоен «Знак качества».
Посадочные и присоединительные базы горизонтально-расточного станка 2А620Ф1. Встроенная план-шайба
Посадочные и присоединительные базы станка 2А620Ф1
Фото горизонтально-расточного станка 2А620Ф1
Фото горизонтально-расточного станка 2А620Ф1
Фото горизонтально-расточного станка 2А620Ф1
Фото горизонтально-расточного станка 2А620Ф1
Фото горизонтально-расточного станка 2А620Ф1
Расположение составных частей горизонтально-расточного станка 2А620Ф1
Расположение составных частей расточного станка 2А620Ф1
Перечень составных частей горизонтально-расточного станка 2А620Ф1
- станина;
- стол;
- планшайба;
- подвеска пульта;
- передняя стойка;
- шпиндельная бабка:
- дополнительная направляющая станины
Расположение органов управления горизонтально-расточным станком 2А620ф1
Расположение органов управления расточным станком 2а620ф1
Перечень органов управления горизонтально-расточным станком 2А620ф1
- рукоятка включения нарезания резьбы;
- рукоятка включения план-шайбы:
- рукоятка выбора величины подачи;
- выбор скорости вращения шпинделя;
- лимб отсчета перемещения шпинделя;
- штурвал;
- пульт штурвала;
- лимб отсчета перемещения суппорта;
- отжим инструмента;
- зажим инструмента.

Управление горизонтально-расточным станками 2А620Ф1
Нa главном пульте сосредоточены все основные пусковые органы управления. Кроме главного пульта, на станке имеются еще несколько мест оперативного управления станком:
- на шпиндельной бабке расположен механизм переключения скоростей, механизм выбора величины подачи, кнопка включения штурвала, рукоятка включения планшайбы и рукоятка, включение которой дает возможность перемещать суппорт планшайбы от штурвала при нарезании резьбы столом;
- на нижних санях столах расположен доводочный оператор на гибком шланге для тонкой установки подвижных узлов;
- на оптических отсчетных устройствах имеются кнопки включения освещения оптики.
Описание пульта управления цифровой индикации и пульта устройства числового программного управления даны по второй части руководства по эксплуатации.
Органы управления на главном пульте
Избиратель рабочего органа
Избиратель предназначен для выбора рабочего органа и представляет собой кнопочный переключатель.
При выборе органа нажимом кнопки орган, соответствующий ранее нажатой кнопке, зажимается.
При нажиме на кнопку происходит подготовка электрической схемы привода выбранного органа к включению и отжим выбранного органа.
Оператор установочных перемещений
Оператор предназначен для управления установочными перемещениями подвижных органов станка.
Оператор выполняет следующие функции:
- выбор направления и включение движения — нажатием соответствующей кнопки на рукоятке оператора;
- изменение скорости медленного установочного движения в диапазоне скорости подачи — вращением рукоятки;
- включение быстрого установочного движения с наибольшей скоростью — одновременным нажатием двух кнопок.
Переключатель непрерывного фрезерования
Переключатель имеет восемь положений и предназначен для изменения направления непрерывной подачи при фрезеровании плоскостей торцовыми фрезами. Фрезерование плоскостей торцовыми фрезами с непрерывным вращением шпинделя и непрерывной подачей способствует повышению качества обработанной поверхности.
Переключатель позволяет осуществлять фрезерование плоскости:
- горизонтальными строчками;
- вертикальными строчками;
- обходом по контуру с возможностью изменения направления подачи через 45°;
- строчками, направленными под углом 45°.
Механизм переключения скоростей
Механизм расположен на шпиндельной бабке и предназначен для выбора и переключения скорости шпинделя посредством одной рукоятки 180 (рис. 9 и 10).
Вариатор подачи
Вариатор подачи предназначен для выбора величины подачи в миллиметрах на оборот шпинделя и изменения величины подачи в процессе резания (рис. 11).
Штурвал
Штурвал предназначен для перемещения от руки шпинделя, радиального суппорта, шпиндельной бабки и стола продольно (рис. 12).
На пульте под штурвалом расположены:
- тумблер выбора тонкого перемещения выбранного подвижного органа или быстрого перемещении только шпинделя;
- кнопка включения штурвала.

Доводочный оператор
На нижних санях станка расположен доводочный оператор — электрический штурвал для тонкого перемещения подвижных узлов.
Основные узлы горизонтально-расточных станка 2А620Ф1
Станина
Станина с четырьмя направляющими имеет замкнутое коробчатое сечение со стенками, усиленными системой продольных и поперечных ребер жесткости. Три ряда башмаков позволяют быстро и легко выверять направляющие станины с требуемой точностью.
При исполнении станков с увеличенным поперечным ходом стола с двух сторон основной станины расположены две дополнительные боковые направляющие, установленные на башмаках (рис. 13).
Станина имеет широкие плоские шлифованные направляющие с телескопической защитой, обеспечивающей длительное сохранение первоначальной точности.
На торце станины размещен редуктор с электродвигателем привода перемещения шпиндельной бабки, шпинделя, радиального суппорта и стола продольно.
Распределение движений производится посредством электромагнитных муфт.
Передняя стойка
Передняя стойка, несущая шпиндельную бабку, жестко закреплена на плоскости станины и имеет высокую жесткость и виброустойчивость.
Передние направляющие стойки — плоские, шлифованные; боковые направляющие представляют собой закаленные накладные стальные планки, по которым на роликах качения перемещается шпиндельная бабка.
Шпиндельная бабка
Шпиндельная бабка представляет собой узел, состоящий из связанных между собой механизмов, смонтированных внутри и снаружи корпуса бабки: привода механизма главного движения, шпиндельного устройства, механизмов перемещения шпиндельной бабки, расточного шпинделя, радиального суппорта планшайбы (для станков 2А620-1, 2А620Ф1-1 и 2А620Ф2-1), хвостовой части, механизмов управления и отсчета перемещений расточного шпинделя и радиального суппорта планшайбы.
Привод механизма главного движения шпиндельной бабки осуществляется от фланцевого односкоростного электродвигателя трехфазного тока при помощи пружинной муфты переменной жесткости через промежуточный редуктор с двумя электромагнитными муфтами, расположенный на боковой стенке корпуса шпиндельной бабки.
Шпиндельное устройство состоит из расточного и полого фрезерного шпинделей.
Расточный шпиндель из азотированной стали перемещается внутри термически обработанных втулок, запрессованных во фрезерном шпинделе.
Фрезерный шпиндель смонтирован в прецизионных цилиндрическом и коническом роликовых подшипниках.
Передний конец фрезерного шпинделя снабжен фланцем, имеющим посадочную цилиндрическую поверхность, торцовый шпоночный паз и резьбовые отверстия для закрепления инструмента и приспособлений.
Планшайба с радиальным суппортом монтируется на своем шпинделе.
Механизмы перемещения шпиндельной бабки, шпинделя и радиального суппорта кинематически связаны с электродвигателем постоянного тока через редуктор, расположенный на правом торце станины, и вертикальный вал.
Подача всех подвижных органов осуществляется при помощи электродвигателей постоянного тока с приводом широкого диапазона.
Вариатор величин подач подвижных органов расположен на шпиндельной бабке рядом с механизмом переключения скоростей и представляет собой двухрядный многоступенчатый переключатель со шкалой величин подач в миллиметрах на один оборот. Величина подачи подвижного органа может быть изменена в процессе резания. При изменении чисел оборотов шпинделя автоматически сохраняется постоянство величины подачи в миллиметрах на оборот при фактическом изменении величины подачи в миллиметрах в минуту.
Величина подачи подвижного органа может быть изменена в процессе резания. При изменении чисел оборотов шпинделя автоматически сохраняется постоянство величины подачи в миллиметрах на оборот при фактическом изменении величины подачи в миллиметрах в минуту.
Стол
Поворотный стол станка имеет продольное и поперечное перемещение и центрируется в опоре с прецизионным цилиндро-роликовым подшипником.
При исполнении станков с увеличенным поперечным ходом стола 1600 мм на нижних салазках стола установлены отъемные боковые опоры, перемещающиеся по двум дополнительным боковым направляющим,
Боковые направляющие нижних салазок стола представляют собой закаленные стальные планки, по которым на роликах качения перемещаются верхние салазки стола.
Продольное перемещение стола осуществляется от электродвигателя постоянного тока через редуктор, расположенный па правом торце станины. Поперечное перемещение и поворот стола—от электродвигателя постоянного тока через редуктор, расположенный на заднем торце нижних салазок. Распределение движения производится электромагнитными муфтами.
Распределение движения производится электромагнитными муфтами.
Кинематическая схема горизонтально-расточного станка 2А620Ф1
Кинематическая схема горизонтально-расточного станка 2а620ф1
Схема кинематическая горизонтально-расточного станка 2А620. Смотреть в увеличенном масштабе
Привод главного движения горизонтально-расточных станков 2А620Ф1
Привод вращения шпинделя и планшайбы осуществляется посредством двухступенчатого агрегата скоростей с электромагнитными муфтами, монтируемого на шпиндельной бабке. Кинематические схемы станков показаны на рис. 14, 15 и в табл. 2.
Для защиты от динамического воздействия в механизме главного привода имеется упругая муфта (рис. 16).
Передача движения на шпиндель осуществляется двумя парами зубчатых колес 63, 64 (100) и 65, 66 (69) (рис. 17, 18, 19). Большее колесо 64 (100) приводит во вращение шпиндель в нижнем диапазоне скоростей с большими моментами, а другое, меньшее колесо 66 (99) — в верхнем диапазоне скоростей с меньшими моментами. Передача движения на планшайбу осуществляется парой колес 36, 35. Для включения вращения планшайбы имеется специальная рукоятка.
Передача движения на планшайбу осуществляется парой колес 36, 35. Для включения вращения планшайбы имеется специальная рукоятка.
Привод подачи шпинделя, радиального суппорта, планшайбы, шпиндельной бабки и продольного перемещения стола
Осевое перемещение шпинделя, радиальное перемещение суппорта планшайбы (рис. 20), вертикальное перемещение шпиндельной бабки и продольное перемещение стола осуществляются от общего электродвигателя постоянного тока через редуктор, который размещен на станине станка (рис. 21).
Распределение движения в цепи перемещения шпинделя, шпиндельной бабки, радиального суппорта и стола продольно производится посредством электромагнитных муфт.
В кинематической цепи привода радиального суппорта имеется планетарный механизм с сателлитами 26 и 71, обеспечивающий возможность перемещения суппорта во время вращения планшайбы (рис. 22).
Осевое перемещение расточного шпинделя осуществляется шарико-винтовой передачей 86 и 84, расположенной в хвостовой части шпиндельной бабки (рис. 23).
23).
Вертикальное перемещение шпиндельной бабки осуществляется посредством вращающейся гайки, расположенной в редукторе на шпиндельной бабке, и неподвижного шарикового винта, закрепленного на стойке (рис. 24).
На станках смонтирован механизм предотвращения падения шпиндельной бабки при обрыве троса противовеса (рис. 25).
При подвешенном противовесе шпиндельной бабки деталь 243, соединенная с тросом противовеса, находится в верхнем положении, сжимая пакет тарельчатых пружин 244. При этом шарик 245, упираясь в бурт детали 243, через систему рычагов фиксирует смонтированную в редукторе шпиндельной бабки деталь 248 в верхнем положении.
При обрыве троса противовеса деталь 243 под воздействием пакета тарельчатых пружин 244 переместится вниз, освобождая шарик 245 и через систему рычагов деталь 248. Деталь 248 под воздействием пружины 249 переместится в нижнее положение и зацепится с деталью 247, фиксирующей вал 246 от проворота. При этом шпиндельная бабка надежно фиксируется от падения.
Привод поперечного перемещения и поворота стола
Поперечное перемещение стола и поворот стола осуществляются от общего электродвигателя постоянного тока через редуктор, который размещен на заднем торце нижних саней.
Распределение движения к цепи поперечного перемещения и поворота стола производится посредством электромагнитных муфт в редукторе (рис. 26).
Кинематика нарезания резьбы
Станок позволяет нарезать метрическую и дюймовую резьбу (см. „Таблица набора сменных шестерен для нарезания резьбы»).
Нарезание резьбы производится выдвижным шпинделем при его осевом перемещении или радиальным суппортом планшайбы при продольном перемещении стола.
Для нарезания резьбы цепь подачи шпинделя соединяется с приводом вращения шпинделя посредством гитары с набором сменных зубчатых колес, расположенной па переднем торце шпиндельной бабки.
Для нарезания левых резьб па гитаре устанавливается паразитная шестерня.
Для перемещения суппорта планшайбы от штурвала при нарезании резьбы подачей стола следует включить рукоятку, расположенную на крышке шпиндельной бабки.
Кинематика штурвала
На шпиндельной бабке имеется штурвальное устройство для перемещения от руки шпинделя, радиального суппорта, шпиндельной бабки и продольного перемещения стола.
турвал позволяет осуществлять тонкое перемещение подвижного органа и быстрое перемещение выдвижного шпинделя.
Включение штурвала осуществляется кнопкой с пульта на шпиндельной бабке.
Читайте также: Обозначения кинематических схем металлорежущих станков
2А620ф1 станок горизонтально-расточной. Видеоролик.
Технические характеристики горизонтально-расточных станков 2А620Ф1
| Наименование параметра | 2А620Ф1 | 2А622Ф1 |
|---|---|---|
| Основные параметры станка | ||
| Диаметр выдвижного расточного шпинделя, мм | 90 | 110 |
| Наибольший диаметр расточки шпинделем, мм | 240 | 320 |
| Наибольший диаметр расточки суппортом планшайбы, мм | — | |
| Наибольшая длина расточки и обточки суппортом планшайбы, мм | — | |
| Точность установки координат, мм | 0,025 | 0,025 |
| Точность установки поворотного стола, сек | 3 | 3 |
| Наибольший диаметр сверла (по конусу), мм | ||
| Стол | ||
| Рабочая поверхность стола, мм | 1120 х 1250 | 1120 х 1250 |
| Наибольшая масса обрабатываемого изделия, кг | 4000 | 4000 |
| Наибольшее перемещение стола, мм | 1000 х 1250 | 1000 х 1250 |
| Пределы рабочих подач стола (вдоль и поперек), мм/мин | 1,25. ..1250 ..1250 | 1,25…1250 |
| Наибольшее усиление подачи стола (вдоль и поперек), кгс | 2000 | 2000 |
| Деление шкалы лимба, мм | 0,025 | |
| Деление шкалы лимба поворота стола, град | 0,5° | 1° |
| Выключающие упоры | есть | есть |
| Скорость быстрых продольных перемещений, м/мин | 6,0 | 6,0 |
| Скорость быстрых поперечных перемещений, м/мин | 5,0 | 5,0 |
| Скорость быстрых установочных круговых перемещений, об/мин | 2,8 | |
| Шпиндель | ||
| Наибольшее горизонтальное (осевое) перемещение шпинделя, мм | 710 | 710 |
| Частота вращения шпинделя, об/мин | 10…1600 | 10…1250 |
| Количество скоростей шпинделя | 23 | 22 |
| Пределы рабочих подач шпинделя, мм/мин | 2. ..2000 ..2000 | 2…2000 |
| Пределы рабочих подач радиального суппорта, мм/мин | 0,8…800 | — |
| Пределы рабочих подач шпиндельной бабки, мм/мин | 1,4…1110 | 1,4…1110 |
| Наибольшее вертикальное перемещение шпиндельной бабки (установочное), мм | 1000 | 1000 |
| Скорость быстрых перемещений шпиндельной бабки, м/мин | 6,0 | 6,0 |
| Скорость быстрых перемещений шпинделя, м/мин | 4,0 | 4,0 |
| Скорость вращения планшайбы, об/мин | 6,3…160 | — |
| Количество скоростей планшайбы | 13 | 13 |
| Возможность отключения вращения планшайбы | есть | есть |
| Возможность одновременной подачи суппорта и шпинделя | есть | есть |
| Наибольшее перемещение радиального суппорта планшайбы, мм | 160 | — |
| Скорость быстрых перемещений радиального суппорта, м/мин | 1,39 | — |
| Наибольший крутящий момент на шпинделе, кгс*м | 140 | 180 |
| Наибольший крутящий момент на планшайбе, кгс*м | 250 | — |
| Наибольшее усиление подачи шпинделя, кгс | ||
| Наибольшее усиление подачи суппорта, кгс | ||
| Наибольшее усиление подачи бабки, кгс | ||
| Нарезаемая метрическая резьба, мм | 1. ..10 ..10 | 1…10 |
| Нарезаемая дюймовая резьба, число ниток на 1″ | 4…20 | 4…20 |
| Привод | ||
| Устройство цифровой индикации (УЦИ) | Ф5147 | Ф5147 |
| Устройство программного управления (УЧПУ) | 2П62-3И | 2П62-3И |
| Количество электродвигателей на станке | ||
| Электродвигатель привода главного движения Мощность, кВт | 11 | 11 |
| Электродвигатель привода продольной подачи стола и шпинделя, кВт | 3,8 | 3,8 |
| Электродвигатель привода поперечной подачи и поворота стола, кВт | 3,8 | 3,8 |
| Суммарная мощность электродвигателей, кВт | 25 | 25 |
| Габариты и масса станка | ||
| Габариты станка, включая ход стола и салазок, мм | 6070 х 3970 х 3220 | 6070 х 3970 х 3220 |
| Масса станка, кг | 18300 | 17800 |
- Станки горизонтально-расточные 2А622-1, 2А620-1, 2А622Ф2-1, 2А620Ф2-1, 2А622Ф1-1, 2А620Ф1-1, 2А622ПФ1-1.

Руководство по эксплуатации 2А622-1.000.000 РЭ, 1976 - Бернштейн-Коган В.С. Электрооборудование координатно-расточных и резьбошлифовальных станков, 1969
- Глухов Н.М. Работа на координатно-расточных станках, 1953
- Григорьев С.П., Григорьев В.С. Практика координатно-расточных и фрезерных работ, 1980
- Ипатов С.С. Координатно-расточные станки в точном приборостроении, 1954
- Кашепава М.Я. Современные координатно-расточные станки, 1961
- Кудряшов А.А. Станки инструментального производства, 1968
- Смирнов В.К. Токарь-расточник. Учебник для технических училищ, 1982
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Зазерский Е.И., Гутнер Н.Г. Токарь-расточник, 1960
- Пономарев В.Ф. Справочник токаря-расточника,1969
- Смирнов В.
 К. Токарь-расточник. Учебник для технических училищ, 1982
К. Токарь-расточник. Учебник для технических училищ, 1982 - Богданов А.В. Расточное дело, 1960
Список литературы:
Связанные ссылки. Дополнительная информация
Горизонтально-расточный станок FCW 160 | Мир Станочника
Металлорежущее оборудование / Фрезерные станки / Горизонтально-расточные станки с ЧПУ / Горизонтально-расточный станок FCW 160
Сервис
Тайваньское оборудование отличается высокой надежностью, при его производстве используются хорошо зарекомендовавшие себя комплектующие.
Гарантийный срок на оборудование составляет 1 год с момента подписания акта приемо-сдаточных работ. В случае возникновения гарантийного случая запчасти и ремонт для клиента являются абсолютно бесплатными. Устранением неполадок занимается собственная сервисная служба Мир Станочника. Основные запчасти находятся на нашем складе, ремонт занимает непродолжительное время.
Лизинг
Мы имеем большой опыт поставок оборудования в Лизинг. Для получения подробной информации свяжитесь с нами.
Для получения подробной информации свяжитесь с нами.
Гарантия
Гарантийный срок на оборудование составляет 1 год с момента подписания акта приемо-сдаточных работ. В случае возникновения гарантийного случая запчасти и ремонт для клиента являются абсолютно бесплатными.
Инструмент и оснастка
Наши технологи и программисты бесплатно проработают технологию и напишут управляющие программы для изготовления Ваших деталей. В том числе мы можем поставить оборудование с технологией и выпуском партии деталей. Вы оплачиваете оборудование, оснастку и инструмент. Мир Станочника — официальный дилер ведущих производителей инструмента, поэтому мы можем предложить конкурентоспособные цены и сроки поставки.
Написание управляющих программ
Наши инженеры-программисты напишут управляющие программы под Ваши детали. Есть опыт реализации сложных проектов в оборонной и авиационной промышленности. При покупке у нас инструмента услуга является бесплатной.
При покупке у нас инструмента услуга является бесплатной.
Пуско-наладка
Пуско-наладка оборудования проходит в несколько этапов: монтаж оборудования, проверка точности и подписание акта проверки точности, изготовление деталей и подписание акта приемки оборудования. Обучение Ваших сотрудников происходит одновременно с пуско-наладкой и запуском деталей.
Доставка
Срок поставки большинства позиций составляет 10-12 календарных дней. Складские позиции поставляются за 1-2 рабочих дня с момента оплаты счета. При выставлении счета наш инженер-технолог в обязательном порядке проверяет наличие позиций на складе и информирует Вас. Доставка осуществляется курьерской службой за наш счет.
Написание управляющих программ
Наши инженеры-программисты напишут управляющие программы под Ваши детали. Есть опыт реализации сложных проектов в оборонной и авиационной промышленности. При покупке у нас инструмента услуга является бесплатной.
При покупке у нас инструмента услуга является бесплатной.
Гарантия
Мы гарантируем правильность подбора инструмента и оснастки, соответствие Вашим задачам. Бесплатная замена в случае ошибки.
Цена по запросу
Диаметр шпинделя (мм): 160/180
Мощность главного двигателя (кВт): 58/74
Максимум. скорость шпинделя (об / мин): 3 000/3 500
Страна: Тайвань
*Цена указана без НДС на стандартную комплектацию.
Сервис
Лизинг
Гарантия
Инструмент и оснастка
Написание управляющих программ
Пуско-наладка
- Описание
- Технические характеристики
- Видео
Product Description
Горизонтальные расточные станки FCW найдут применение в пыльных рабочих средах и рабочих местах, включая чугун, пластик или обработку GFK.
Они также являются лучшим решением для обработки коробчатых деталей сложных форм для различных отраслей промышленности, включая производство электроэнергии, судостроение, добычу полезных ископаемых, химическую промышленность, стрелы и производство транспортного оборудования.
- высокая надежность машины
- простое обслуживание
- оригинальный эстетический дизайн
- высокая эффективность цены и производительности
LM GUIDEWAYS
Линейные подшипники качения для перемещения колонны на машинном лотке и движение передней бабки на колонне
МАСТЕР-СЛАВЫЙ СИСТЕМ
Зубчатая рейка, вставленная в кровать, зацепляющая коробку смещения в колонном тракте (система Master-Slave)
UFK 5-AXIS MACHINING HEAD
Станок FCW может быть оснащен универсальным 5-осевым UFK 600 в качестве стандартного аксессуара для большей гибкости и изменчивости
Этот станок quill-type выполнен из монолитного чугунного литья. Автоматическая компенсация падения качания выполняется во время всего прохода бара в соответствии с весом применяемых технологических аксессуаров.
Шкала измерения Heidehain для прямого измерения расширения штока с компенсацией продольного теплового расширения штока является патентом Škoda.
Технические характеристики
| FCW 160 | |
|---|---|
| Диаметр шпинделя (мм) | 160/180 |
| Мощность главного двигателя (кВт) | 58/74 |
Максимум. скорость шпинделя (об / мин) скорость шпинделя (об / мин) | 3 000/3 500 |
| Длина втулки Z (мм) | 1 500 |
| Длина втулки W (мм) | 1000 |
| Максимум. ход шпиндельной головки Y (мм) | 6000 |
Видео
Инструментальная оснастка
Металлорежущий инструмент
© «Мир Станочника» 2006 — 2023
Scroll Up
Горизонтально-расточной станок с ЧПУ WRF 150
8 800 555-70-30
Единый колл-центр
C 8:30 до 17:30 мск.
Скачать презентациюСмотреть фильм
- RU-DRIVE сегодня
- Клиенты
- Партнеры
- Отзывы
- Поставщикам
- Документация
- Пресс центр
- Новости
- Статьи
- Команда RU-DRIVE
- Работа в компании
- j-GET — школа роботехники
- Миссия и ценности RU-DRIVE
- Реализованные проекты
- Политика конфиденциальности
- Приводная техника
- Устройства плавного пуска
- Преобразователи частоты
- Качество и надежность электроснабжения
- Cтатический тиристорный компенсатор реактивной мощности RU-DRIVE SVC (СТК)
- Динамический источник питания RU-DRIVE DOPS
- Низковольтные статические генераторы реактивной мощности 0,4 кВ
- Статические генераторы реактивной мощности (СТАТКОМ) 6-35 кВ
- Промышленная автоматизация
- Комплексная автоматизация
- АСУ ТП газотурбинных установок
- Диспетчеризация и цифровизация
- Испытательное оборудование
- Динамометры
- Стенды
- Вспомогательное оборудование
- Интеграция промышленных роботов
- Промышленные роботы
- Применение роботизированных комплексов
- Позиционеры
- Подвижные платформы
- Сварочное оборудование
- Металлообрабатывающее оборудование
- Гидравлические станции и гидроагрегаты
- Фрезерные станки
- Горизонтально-расточные станки
- Автоматические линии
- Линии для пищевых производств
- Линии для металлургических производств
- Линии для машиностроения
- Блок боксы
- Энергомодуль
- Блок-контейнер
- Блочно-модульное здание
- Блок-бокс UNIBOX
8-800-700-9876 (доб.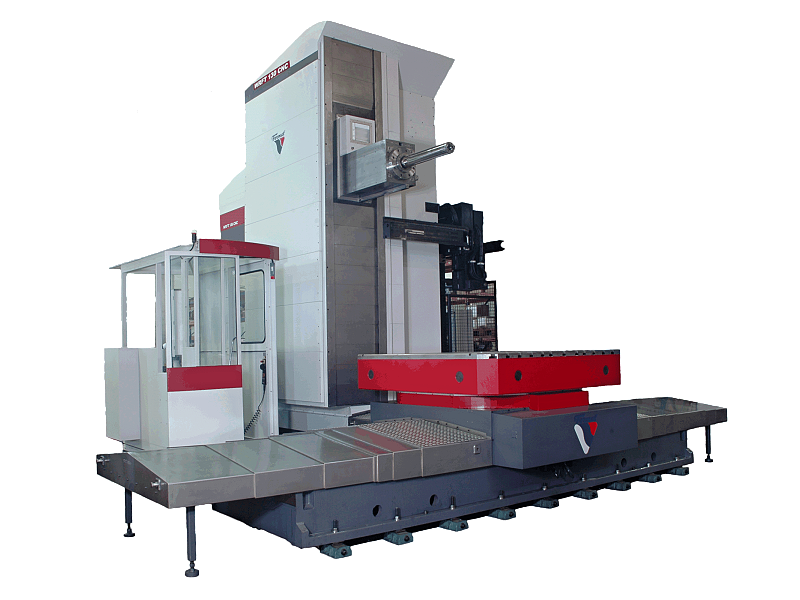 2503)
2503)
- Комплексное проектирование
- Комплексная автоматизация производства
- Разработка программного обеспечения
- Модернизация металлорежущего оборудования
- Диагностика оборудования
- Техническое обслуживание станков с ЧПУ
- Сервисное обслуживание
- ТЭЦ
- Химическая промышленность
- Пищевая промышленность
- Металлургия
- Нефтегазодобыча
- Горная промышленность
- Электростанции
- Машиностроение
- Альтернативная энергия
- Котельные станции
- ГЭС
- Водоканалы
- Нефтехимия
Главная
►
Продукты и решения
►
Горизонтально-расточные станки
►
Горизонтально-расточной станок с ЧПУ WRF 150
Возможно создание конфигурации станка под индивидуальные требования
Высокая надежность и длительный срок службы оборудования
Максимальная автоматизация процесса обработки металла
- Технические характеристики
- Общее описание
- Комплектация станка
|
Модельный ряд |
Диаметр шпинделя |
|
WRF 150 CNC |
150 мм |
ОСНОВНЫЕ ХАРАКТЕРИСТИКИ
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
РАБОЧИЙ ДИАПАЗОН
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
УПРАВЛЕНИЕ
|
|
|
|
|
|
|
|
|
ДОПОЛНИТЕЛЬНЫЕ ХАРАКТЕРИСТИКИ
|
|
|
|
|
|
|
|
|
|
|
|

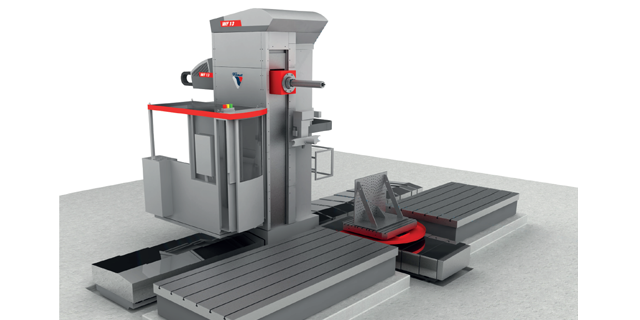
Горизонтально-расточный станок FERMAT WRF 150 CNC является универсальным фрезерно-расточным станком, который позволяет эффективно обрабатывать для крупногабаритные и тяжелые заготовки из стали, литой стали и чугуна. Станок WRF 150 с зажимной плитой предназначены для обработки габаритных металлоконструкций, больших мостовых кранов, частей кораблей, частей нефтяных и газовых площадок и подобных конструкций.
На станок WRF 150 с ЧПУ добавляется опционально горизонтально и вертикально подвижная кабина оператора. Станки могут быть оснащены большим количеством технических приспособлений, которые значительно повышают производительность и функциональность станков.
Современные системы управления (Heidenhain iTNC 530 / FANUC 31i / Siemens 840D) обеспечивают удобную манипуляцию станком и предоставляют пользователю множество полезных функций.
Конструкция напольного горизонтального фрезерно-расточного станка с выдвижным ползуном и выдвижным рабочим шпинделем моделей WRF гарантирует высокие эксплуатационные характеристики и комфорт оператора. Данный станок изготавливается под заказчика и его требования – модульность конструкции позволяет создать широкий выбор конфигурации станка по конкретному пожеланию заказчика.
Обрабатываемые изделия можно крепить к напольной плите или к поворотным столам разных размеров. Варианты можно комбинировать. Станок предназначен для эффективной обработки габаритных и тяжелых заготовок из чугуна, стали и других материалов. Имеет широкие технологические возможности при операциях фрезерования, сверления, расточки, нарезания резьбы (в том числе резьбофрезерования).
В горизонтально — расточном станке модели WRF 150 представлены самые прогрессивные концепции и технологии станков напольного произведения, которые встречаются сегодня на рынке. Мощная шпиндельная головка состоит из выдвижного ползуна (ось — Z), и выдвижного шпинделя (ось — W).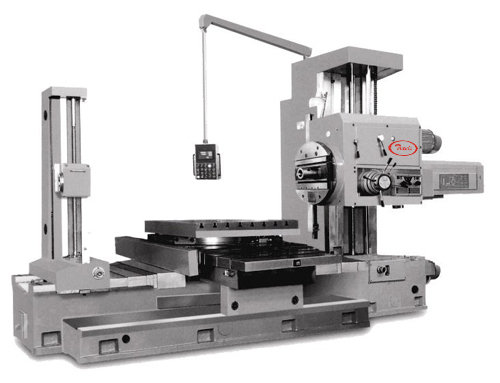 Провисание шпинделя, возникающее в следствии изгибающей силу, автоматически компенсируется системой стабилизации провисания шпинделя. Станок осуществляет движение поперек, стойка продольно (ось — X) и стол поперечно (ось — V/ ось — B).
Провисание шпинделя, возникающее в следствии изгибающей силу, автоматически компенсируется системой стабилизации провисания шпинделя. Станок осуществляет движение поперек, стойка продольно (ось — X) и стол поперечно (ось — V/ ось — B).
Подвижная стальная стойка станка WRF 150 выполнена в виде прочной сварной конструкции. Станина произведена как Х — армированная конструкция из серого высокопрочного чугуна с линейными направляющими. Используются жесткие направляющие от компании «Schneeberger», которые обеспечивают производительность и точность на весь срок эксплуатации станка. Ползун изготовлен из стального литья высокой жесткости, и его конструкция помогает особенно при обработке с большим вылетом. При конструкции станка был использован метод конечных элементов.
Модульность конструкции позволяет создать конфигурацию станка по конкретному пожеланию заказчика. Например перемещение стойки (ось — Х) можно подобрать от 2 400 до 28 100 мм, дальше выбор шпиндельной головки и выбор величины ее перемещения (ось — Y), выбор стола и напольных плит.![]() Высокой точности станка способствуют также оптические линейки «Heidenhain», термомониторная система шпинделя и автоматическая компенсация провисания шпинделя.
Высокой точности станка способствуют также оптические линейки «Heidenhain», термомониторная система шпинделя и автоматическая компенсация провисания шпинделя.
Компанией FERMAT разработана уникальная конструкция колонны вместе с кареткой с двумя ШВП у станков с диаметром шпинделя 150 мм. Данная компоновка обеспечивает максимальную жесткость конструкции и высокую точность обработки деталей.
Стандартная комплектация:
-
Линейные шкалы на осях X, Y, Z -
Стружкоуборочный конвейер с тележкой -
Масляное охлаждение шпинделя -
Автоматическое отключение питания -
Гидравлическая система -
Система охлаждения -
Система смазки -
Аварийный сигнализационный светофор -
Подсветка рабочей зоны -
Маховик M. P.G
P.G
-
Интерфейс RS232 -
Инструментальный магазин : 40 позиций -
Инструкция по эксплуатации -
Регулировочные болты и опоры -
Теплообменник для электрошкафа -
Коробка с инструментами
Опции:
-
Инструментальный магазин : 120 позиций -
Смазка масляным туманом -
Дополнительный стол -
Кондиционер для электрошкафа -
Оправка увеличения длины шпинделя 250мм/300мм -
Подача СОЖ через шпиндель -
Фрезерная головка 90° (ручного типа)
Проекты
2012 г.
ПАО «Фортум». Челябинская ТЭЦ-2.
2013 — 2015 гг.
ОАО «Северсталь». АО «Карельский Окатыш».
2011 г.
ОАО «Башкирэнерго». Приуфимская ТЭЦ. ПЭН-4
2011 г.
ОАО «Лукойл». Урайское месторождение.
2012 г.
ОАО «ТГК-16». Казанская ТЭЦ-3.
2015 г.
ПАО «Т Плюс». Ижевская ТЭЦ-2.
2014 г.
ОАО «Лукойл-Коми». Возейское месторождение.
Возейское месторождение.
2015 г.
ОАО «Русэлпром». НПО «ЛЭЗ»
2017 г.
ТОО «Грундфос Казахстан». ГПК «Костанай СУ».
2018 г.
ОАО «Роснефть». ООО «РН-Юганскнефтегаз». Кузоваткинское месторождение.
2008 г.
ОАО «Набережночелнинская теплосетевая компания». ПНС-5
2008 г.
ОАО «Набережночелнинская теплосетевая компания». ПНС-5
2015 г.
ОАО «Набережночелнинская теплосетевая компания». ПНС-9
ПНС-9
2015 г.
ОАО «Набережночелнинская теплосетевая компания». ПНС-9
2011 г.
ОАО «Водоканалсервис». Джалильское ПТС
2010 г.
ОАО «Набережночелнинское ПТС»
2011 г.
ООО «Башкирская генерирующая компания». ООО «БашРТС». НС-4
2013 г.
ПАО «Фортум». «Тюменские тепловые сети». ПНС-5
2014 г.
АО «Татэнерго». «Нижнекамские тепловые сети». ПНС-3
«Нижнекамские тепловые сети». ПНС-3
2015 г.
ПАО «Квадра». Смоленская ТЭЦ.
2011 г.
ОАО «ТГК-16». Нижнекамская ТЭЦ-2
2015 г.
АО «Татэнерго». Заинская ГРЭС
2017 г.
ОАО «ТГК-16». Казанская ТЭЦ-3
2017 г.
АО «Интер РАО — Электрогенерация». АО «Нижневартовская ГРЭС»
2011 г.
АО «Башкирэнерго». Ново-Стерлитамакская ТЭЦ
2011 г.
АО «Башкирэнерго». Кумертауская ТЭЦ
2011 г.
АО «Башкирэнерго». Уфимская ТЭЦ-2
2011 г.
АО «Башкирэнерго». Салаватская ТЭЦ
2013 г.
ПАО «Фортум». Аргаяшская ТЭЦ
2010 г.
ОАО «ТГК-16». Казанская ТЭЦ-3
2017 г.
АО «Энерго-Газ-Ноябрьск».
2012 г.
ОАО «Елабуга-Водоканал». ПНС «Сарсаз»
ПНС «Сарсаз»
2013 г.
ОАО «Елабуга-Водоканал». Водозабор «Тураево»
2015 г.
ОАО «Нижегородский водоканал». Ново-Сормовская водопроводная станция
2018 г.
ТОО «Грундфос Казахстан». ГПК «Бастау»
2018 г.
ТОО «Грундфос Казахстан». ГПК «Бастау»
2012 г.
МУП «Городской Водоканал» города Кстово. Водозабор
2015 г.
ООО «ЭКОИН-НОРСИ». Водозабор №1, №2
Водозабор №1, №2
2016 г.
МУП «Городской водоканал г. Волгограда». ВОС «Латошинка»
2016 г.
АО «Таргин». ООО «Таргин Бурение».
2009 г.
ПАО «Татнефть». ООО «Татнефть-Бурение».
2015 г.
ОАО «Газпромнефть-Хантос». Мессояхское месторождение
2015 г.
ЗАО «Таманьнефтегаз». Таманский перегрузочный комплекс ГК «ОТЭКО»
2015 г.
ОАО «Лукойл-Коми». Верхневозейское месторождение
Верхневозейское месторождение
2017 г.
ОАО «Лукойл-Коми». Верхневозейское месторождение
2013 г.
ПАО «Северсталь». ОАО «Карельский Окатыш»
2014 г.
ПАО «Северсталь». ОАО «Карельский Окатыш»
2013 г.
АО «Узбекский металлургический комбинат».
2019 г.
АО «ССГПО»
2019 г.
«Федерал Могул Набережные Челны». Литейный цех.
Литейный цех.
2018 г.
ООО «Камский моторный завод»
2019 г.
АО «СУЭК». АО «Разрез Тугнуйский». ПС Никольская-1
2019 г.
ООО УК «МЕТАЛЛОИНВЕСТ». АО «Лебединский ГОК».
2019 г.
ООО «УГМК-Холдинг». ПАО «Гайский ГОК».
2015 г.
ОАО «Набережночелнинская теплосетевая компания». ПНС-9
2012 г.
АО НПП “Биотехпрогресс”. Краснополянские очистные сооружения.
Краснополянские очистные сооружения.
2016 г.
Биологические очистные сооружения ПАО «Нижнекамскнефтехим»
2016 г.
МУП «Водоканал» (г. Казань)
2015 г.
МУП «ЖКХ ИНЖЕНЕРНЫЕ СЕТИ»
2016 г.
ЧИСТОПОЛЬ-ВОДОКАНАЛ
2017 г.
ТВЕРЬ-ВОДОКАНАЛ
2017 г.
АО «Узметкомбинат»
2017 г.
Казанская ТЭЦ-2. АО «ГЕНЕРИРУЮЩАЯ КОМПАНИЯ»
2018 г.
АО «Марийский целлюлозно-бумажный комбинат»
2013 г.
Туапсинский НПЗ. АО «Роснефть»
2014 г.
Ачинский НПЗ. АО «Роснефть»
2014 г.
Комсомольский НПЗ. АО «Роснефть»
2008 г.
Набережночелнинская ТЭЦ. АО «ГЕНЕРИРУЮЩАЯ КОМПАНИЯ»
2012 г.
ОАО «ТГК-16». Нижнекамская ТЭЦ-1
Нижнекамская ТЭЦ-1
2013 г.
АО «Татнефть». Нижнекамская ТЭЦ-2
2017 г.
ЗАОр «НП НЧ КБК им.С.П.Титова»
2014 г.
АО «Аммоний»
2015 г.
Амурский гидрометаллургический комбинат. АО «Полиметалл»
2015 г.
ОАО «Газпромнефть-Хантос». Мессояхское месторождение
2016 г.
АО «ЗапСибНефтехим»
2017 г.
АО «Генерирующая компания». Казанская ТЭЦ-1
2011 г.
АО «Самаранефтегаз»
2011 г.
ОАО «ТГК-16» Нижнекамская ТЭЦ-1
2013 г.
ОАО «Лукойл-Западная Сибирь», Нивагальское нефтяное месторождение
2013 г.
ОАО «Иркутская нефтяная компания»
2014 г.
ООО «Газпромнефть-Хантос». УПСВ Южно-Киняминское месторождение.
2014 г.
Филиал ОАО «БГК», Уфимская ТЭЦ-4
2014 г.
ОАО «Иркутская нефтяная компания». Ярактинское НГКМ.
2015 г.
ОАО «Лукойл-Коми». НШУ «ЯРЕГАНЕФТЬ».
2015 г.
ОАО «Лукойл-Коми». ТПП «ЛУКОЙЛ-Усинскнефтегаз».
2015 г.
АО «Аммофос-Максам»
2015 г.
ООО «Башнефть-Полюс»
2016 г.
ОАО НК «Роснефть». Юрубчено-Тохомское месторождение.
Юрубчено-Тохомское месторождение.
2018 г.
ООО «РН-Ставропольнефтегаз»
2017 г.
МУП «Городской водоканал г. Волгограда». ВОС «Латошинка»
2017 г.
АО «Оскольский электрометаллургический комбинат»
2017 г.
ОАО ТК «Татмелиорация»
2017 г.
АО «Узметкомбинат»
2017 г.
ООО «Корпорация Уралтехнострой»
2017 г.
ОАО «Речной порт «Сарапул»
2013 г.
ОАО «Казанькомпрессормаш» для ОАО «Ангарский НПЗ» (Роснефть)
2013 г.
Бакинский нефтеперерабатывающий завод имени Гейдара Алиева
2013 г.
ООО «Завод Аквинта» для котельных г. Сочи
2015 г.
АО «Приокский Завод Цветных Металлов»
2017 г.
АО «Елабужское предприятие Теловых Сетей»
2013-2015 г.
ГК «Туркменнебит». Месторождение «Кеймир»
2015-2016 г.
ГК «Туркменнебит». Месторождение «Корпедже»
2016 г.
ГК «Туркменнебит». Месторождение «Корпедже»
2018 г.
ГК «Туркменнебит». Месторождение «Барсагельмез»
2018 г.
ГК «Туркменнебит». Месторождение «Готурдепе»
2020 г.
ПАО «Туймазинский завод автобетоновозов»
2020 г.
ООО «Ишимбайский станкоремонтный завод»
2020 г.
МУП г. Ижевска «Ижводоканал»
2022 г.
ЗАО «ПТФК «ЗТЭО»
2022 г.
ОАО «Узметкомбинат»
2019 г.
АО «Сибирский Антрацит»
2021 г.
АО «УК «Кузбассразрезуголь»
2020 г.
Группа ГАЗ ООО «ОИЦ»
2019 г.
Группа ГАЗ ООО «ОИЦ»
2019 г.
ФГУП «НАМИ»
Все проекты
Оставьте заявку на заказ
Горизонтально-расточные станки HB-серия | HNK-CIS.RU
Поставка, пуско-наладка и гарантийное обслуживание станков по металлообработке.
(812) 294-60-33
заказать звонок
Станок серии HB идеален как для прецизионной, так и для силовой обработки при расточных и фрезерных работах. Шпиндельная бабка и стол обеспечивают широкие возможности обработки, а сверхточные сдвоенные шпиндельные подши-пники гарантируют низкую термическую дефо-рмацию и высокую точность обработки.
Габаритные размеры
Развернуть
- HB-110
- HB-130
- HB-130A
- HB-130P
- HB-130PX
- HB-130S
- HB-130X
- HB-130С
- HB-130СX
- HB-150
Характеристики | HB-110 |
| Cтол продольно,ось X (мм) | 1600 |
| Вертикальное перемещение шпинделя, осьY (мм) | 1500 |
| Перемещение стойки, ось Z (мм) | 1200 |
| Выдвижение шпинделя, ось W (мм) | 500 |
| Диаметр шпинделя(мм) | 110 |
| Обороты шпинделя(мм) | 5~3000 |
| Конус шпинделя | ISO 50 |
Рабочая | 1150×1250 |
| Нагрузка на стол (кг) | 5000 |
Точность угловых | 0,001°. Реперная точка через каждые 90° Реперная точка через каждые 90° |
| Мощность гл. двигателя (кВт) | 22/18.5 (30/25) |
| Магазин инструмента (шт) | 40 / 60 / 90 / 120 |
| ЧПУ | Fanuc 18iMB [Fanuc 31iA, Siemens 840 DE] |
| Вес станка(кг) | 25000 |
Характеристики | HB-130 |
| Cтол продольно,ось X (мм) | 3000 |
| Вертикальное перемещение шпинделя, осьY (мм) | 2000 |
| Перемещение стойки, ось Z (мм) | 1300 |
| Выдвижение шпинделя, ось W (мм) | 700 |
| Диаметр шпинделя(мм) | 130 |
| Обороты шпинделя(мм) | 5~2500(3000) |
| Конус шпинделя | ISO 50 |
Рабочая | 1600×1800 |
| Нагрузка на стол (кг) | 12000 |
Точность угловых | 0,001°. Реперная точка через каждые 90° Реперная точка через каждые 90° |
| Мощность гл. двигателя (кВт) | 26/22 (35/30) |
| Магазин инструмента (шт) | 40 / 60 / 90 / 120 |
| ЧПУ | Fanuc 18iMB [Fanuc 31iA, Siemens 840 DE] |
| Вес станка(кг) | 38000 |
Характеристики | HB-130A |
| Cтол продольно,ось X (мм) | 3000 |
| Вертикальное перемещение шпинделя, осьY (мм) | 2000 |
| Перемещение стойки, ось Z (мм) | 1300 |
| Выдвижение шпинделя, ось W (мм) | 700 |
| Диаметр шпинделя(мм) | 130 |
| Обороты шпинделя(мм) | 5~4000 |
| Конус шпинделя | ISO 50 |
Рабочая | 1600×1800 |
| Нагрузка на стол (кг) | 12000 |
Точность угловых | 0,001°. Реперная точка через каждые 90° Реперная точка через каждые 90° |
| Мощность гл. двигателя (кВт) | 22/30 (30/40) |
| Магазин инструмента (шт) | 40 / 60 / 90 / 120 |
| ЧПУ | Fanuc 18iMB [Fanuc 31iA, Siemens 840 DE] |
| Вес станка(кг) | 38000 |
Характеристики | HB-130P |
| Cтол продольно,ось X (мм) | 3000 |
Вертикальное перемещение | 2000 |
| Перемещение стойки, ось Z (мм) | 1300 |
| Выдвижение шпинделя, ось W (мм) | 700 |
| Диаметр шпинделя(мм) | 130 |
| Обороты шпинделя(мм) | 5~2500(3000) |
| Конус шпинделя | ISO 50 |
Рабочая | 1400×3000 |
| Нагрузка на стол (кг) | 12000 |
Точность угловых | 0,001°. Реперная точка через каждые 90° Реперная точка через каждые 90° |
| Мощность гл. двигателя (кВт) | 26/22 (35/30) |
| Магазин инструмента (шт) | 40 / 60 / 90 / 120 |
| ЧПУ | Fanuc 18iMB [Fanuc 31iA, Siemens 840 DE] |
| Вес станка(кг) | 38000 |
Характеристики | HB-130PX |
| Cтол продольно,ось X (мм) | 4000 |
Вертикальное перемещение | 2300 |
| Перемещение стойки, ось Z (мм) | 1300 |
| Выдвижение шпинделя, ось W (мм) | 700 |
| Диаметр шпинделя(мм) | 130 |
| Обороты шпинделя(мм) | 5~2500(3000) |
| Конус шпинделя | ISO 50 |
Рабочая | 1600×4000 |
| Нагрузка на стол (кг) | 20000 |
Точность угловых | 0,001°. Реперная точка через каждые 90° Реперная точка через каждые 90° |
| Мощность гл. двигателя (кВт) | 26/22 (35/30) |
| Магазин инструмента (шт) | 40 / 60 / 90 / 120 |
| ЧПУ | Fanuc 18iMB [Fanuc 31iA, Siemens 840 DE] |
| Вес станка(кг) | 47000 |
Характеристики | HB-130S |
| Cтол продольно,ось X (мм) | 2000 |
| Вертикальное перемещение шпинделя, осьY (мм) | 1500 |
| Перемещение стойки, ось Z (мм) | 1300 |
| Выдвижение шпинделя, ось W (мм) | 700 |
| Диаметр шпинделя(мм) | 130 |
| Обороты шпинделя(мм) | 5~2500(3000) |
| Конус шпинделя | ISO 50 |
Рабочая | 1400×1600 |
| Нагрузка на стол (кг) | 7000 |
Точность угловых | 0,001°.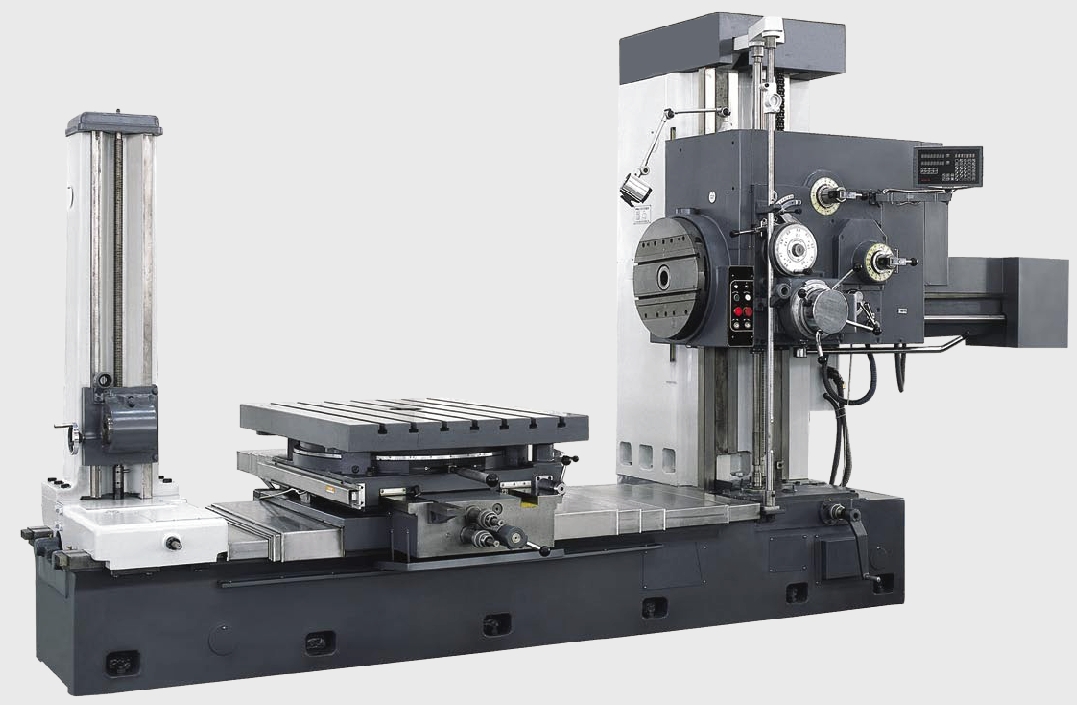 Реперная точка через каждые 90° Реперная точка через каждые 90° |
| Мощность гл. двигателя (кВт) | 26/22 (35/30) |
| Магазин инструмента (шт) | 40 / 60 / 90 / 120 |
| ЧПУ | Fanuc 18iMB [Fanuc 31iA, Siemens 840 DE] |
| Вес станка(кг) | 28000 |
Характеристики | HB-130X |
| Cтол продольно,ось X (мм) | 3000 (4000) |
| Вертикальное перемещение шпинделя, осьY (мм) | 2000 (2300) |
| Перемещение стойки, ось Z (мм) | 1300 |
| Выдвижение шпинделя, ось W (мм) | 700 |
| Диаметр шпинделя(мм) | 130 |
| Обороты шпинделя(мм) | 5~2500(3000) |
| Конус шпинделя | ISO 50 |
Рабочая | 2000×2200 |
| Нагрузка на стол (кг) | 15000 |
Точность угловых | 0,001°. Реперная точка через каждые 90° Реперная точка через каждые 90° |
| Мощность гл. двигателя (кВт) | 26/22 (35/30) |
| Магазин инструмента (шт) | 40 / 60 / 90 / 120 |
| ЧПУ | Fanuc 18iMB [Fanuc 31iA, Siemens 840 DE] |
| Вес станка(кг) | 40000 |
Характеристики | HB-130С |
| Cтол продольно,ось X (мм) | 3000 |
Вертикальное перемещение | 2000 |
| Перемещение стойки, ось Z (мм) | 1300 |
| Выдвижение шпинделя, ось W (мм) | 700 |
| Диаметр шпинделя(мм) | 130 |
| Обороты шпинделя(мм) | 5~2500(3000) |
| Конус шпинделя | ISO 50 |
Рабочая | 1400×3000 |
| Нагрузка на стол (кг) | 10000 |
Точность угловых | 0,001°. Реперная точка через каждые 90° Реперная точка через каждые 90° |
| Мощность гл. двигателя (кВт) | 26/22 (35/30) |
| Магазин инструмента (шт) | 40 / 60 / 90 / 120 |
| ЧПУ | Fanuc 18iMB [Fanuc 31iA, Siemens 840 DE] |
| Вес станка(кг) | 41000 |
Характеристики | HB-130СX |
| Cтол продольно,ось X (мм) | 4000 |
Вертикальное перемещение | 2300 |
| Перемещение стойки, ось Z (мм) | 1300 |
| Выдвижение шпинделя, ось W (мм) | 700 |
| Диаметр шпинделя(мм) | 130 |
| Обороты шпинделя(мм) | 5~2500(3000) |
| Конус шпинделя | ISO 50 |
Рабочая | 1600×4000 |
| Нагрузка на стол (кг) | 15000 |
Точность угловых | 0,001°. Реперная точка через каждые 90° Реперная точка через каждые 90° |
| Мощность гл. двигателя (кВт) | 26/22 (35/30) |
| Магазин инструмента (шт) | 40 / 60 / 90 / 120 |
| ЧПУ | Fanuc 18iMB [Fanuc 31iA, Siemens 840 DE] |
| Вес станка(кг) | 50000 |
Характеристики | HB-150 |
| Cтол продольно,ось X (мм) | 3000 (4000) |
Вертикальное перемещение | 2300 (2500) |
| Перемещение стойки, ось Z (мм) | 1600 |
| Выдвижение шпинделя, ось W (мм) | 1000 |
| Диаметр шпинделя(мм) | 150 |
| Обороты шпинделя(мм) | 5~2000(2500) |
| Конус шпинделя | ISO 50 |
Рабочая | 2000×2200 |
| Нагрузка на стол (кг) | 15000 |
Точность угловых | 0,001°. Реперная точка через каждые 90° Реперная точка через каждые 90° |
| Мощность гл. двигателя (кВт) | 45/37 (60/50) |
| Магазин инструмента (шт) | 40 / 60 / 90 / 120 |
| ЧПУ | Fanuc 18iMB [Fanuc 31iA, Siemens 840 DE] |
| Вес станка(кг) | 42000 |
Подробные технические характеристики по запросу
Запросить
ГОРИЗОНТАЛЬНО-РАСТОЧНЫЕ СТАНКИ | Florida Machinery
R130 ГОРИЗОНТАЛЬНО-РАСТОЧНЫЙ СТАНОК
(1) Одношпиндельная головка
Цанга с внутренней резьбой 7/16-14
1 л.с. Двигатель привода шпинделя, TEFC
0-2″ Регулируемая глубина сверления
Рабочий стол 8″ X 20″
(4) Ограничители позиционирования материала
Проводной 1-фазный 110 В, 60 Гц.
Сверлильный станок с ножным приводом
Инструменты не включены
Разработано и изготовлено в США
Размеры в ящике: 38″ X 38″ X 55″ и 381 фунт
Ritter R130 — прочный одношпиндельный горизонтально-расточной станок, известный как рабочая лошадка в мастерской. Многочисленные области применения этого станка включают сверление перекрытий и рельсов, установку штифтов в мебель, сверление линий, определение местоположения штифтов стола и другие функции для чистого и точного сверления деревянных компонентов. Заготовка прочно удерживается на столе с помощью пневматического зажима, и имеется полная регулировка индексных упоров, высоты станины и глубины резания.
Многочисленные области применения этого станка включают сверление перекрытий и рельсов, установку штифтов в мебель, сверление линий, определение местоположения штифтов стола и другие функции для чистого и точного сверления деревянных компонентов. Заготовка прочно удерживается на столе с помощью пневматического зажима, и имеется полная регулировка индексных упоров, высоты станины и глубины резания.
R131 ТРОЙНОЙ РАСТОЧНЫЙ СТАНОК
Приводной двигатель шпинделя 3/4 л.с., TEFC
(1)-Трехшпиндельная зубчатая головка
Центр шпинделя 1″ на редукторе
7/16-14 Внутренняя резьба
Цанги (2) Л/В (1) П/В
0-2″ Регулируемая глубина сверления
Рабочий стол 8″ X 20″
(4) Ограничители позиционирования материала
Зажимной цилиндр с отверстием 3,00″
Ручное управление двигателем
Проводной 1-фазный 110 В, 60 Гц.

Цикл сверления с ножной педалью
Инструменты не включены
Разработано и изготовлено в США
Ritter R131 — прочный трехшпиндельный горизонтально-расточной станок, известный как рабочая лошадка в мастерской. Многочисленные области применения этого станка включают сверление перекрытий и рельсов, установку штифтов в мебель, сверление линий, определение местоположения штифтов стола и другие функции для чистого и точного сверления деревянных компонентов. Заготовка прочно удерживается на столе с помощью пневматического зажима, и имеется полная регулировка индексных упоров, высоты станины и глубины резания.
R132 ТРОЙНОЙ РАСТОЧНЫЙ СТАНОК
(1)-Трехшпиндельная зубчатая головка
Центр шпинделя 32 мм на головке редуктора
10 мм расточенные цанги с установочным винтом
1 л.с. Двигатель привода шпинделя, TEFC
0-2″ Регулируемая глубина сверления
Рабочий стол 8″ X 20″
(4) Ограничители позиционирования материала
Зажимной цилиндр с внутренним диаметром 3,00″
Проводной 1-фазный 110 В, 60 Гц.

Цикл сверления с ножной педалью
Инструменты не включены
Разработано и изготовлено в США
Размеры ящика: 38″ X 38″ X 55″ и 381 фунт
Ritter R132 — прочный трехшпиндельный горизонтально-расточной станок, известный как рабочая лошадка в мастерской. Многочисленные области применения этого станка включают сверление перекрытий и рельсов, установку штифтов в мебель, сверление линий, определение местоположения штифтов стола и другие функции для чистого и точного сверления деревянных компонентов. Заготовка прочно удерживается на столе с помощью пневматического зажима, и имеется полная регулировка индексных упоров, высоты станины и глубины резания.
R8023 СВЕРХПРОЧНЫЙ ДВУХШПИНДЕЛЬ
ГОРИЗОНТАЛЬНО-РАСТОЧНЫЙ СТАНОК
(2) Двигатели шпинделя мощностью 1 л.с., TEFC
Набор угловых тройников
(2)-Расточная головка с одним шпинделем
Регулируемый центр шпинделя 2″-11″
Цанги с внутренней резьбой 7/16-14 R/H
0-3″ Регулируемая глубина сверления
0-2″ Регулировка высоты шпинделя
36-дюймовый фиксированный рабочий стол
Стальной рабочий стол размером 12″ X 24″
(2) Зажимной цилиндр с внутренним диаметром 2,00″
(2) Т-образные упоры для сверления концов
Ручное управление двигателем
Проводной 3-фазный 220/440 В, 60 Гц.

Цикл сверления с ножной педалью
Инструменты не включены
Разработано и изготовлено в США
Ritter R8023 — прочный двухшпиндельный горизонтально-сверлильный станок с двумя двигателями, известный как рабочая лошадка в мастерской. Многочисленные области применения этого станка включают сверление перекрытий и рельсов, установку штифтов в мебель, сверление линий, определение местоположения штифтов стола и другие функции для чистого и точного сверления деревянных компонентов. Заготовка прочно удерживается на столе с помощью пневматического зажима, и имеется полная регулировка индексных упоров, высоты станины и глубины резания.
R8043 ГОРИЗОНТАЛЬНО-РАСТОЧНЫЙ СТАНОК С ЧЕТЫРЬМЯ ШПИНДЕЛЯМИ
(2) Двигатели шпинделя мощностью 1 л.с.
Набор угловых тройников
(2) — Головка редуктора с двумя шпинделями
Центр шпинделя 1″ на редукторе
1-1/4″-11″ регулируемые центры шпинделя
Цанги с внутренней резьбой 7/16-14 R/H
0-3″ Регулируемая глубина сверления
0-2″ Регулировка высоты шпинделя
36-дюймовый фиксированный рабочий стол
Стальной рабочий стол размером 12″ X 24″
(2) Зажимной цилиндр с внутренним диаметром 2,00″
(2) Т-образные упоры для сверления концов
Ручное управление двигателем
Проводной 3-фазный 220/440 В, 60 Гц.

Цикл сверления с ножной педалью
Инструменты не включены
Разработано и изготовлено в США
Ritter R8043 — прочный четырехшпиндельный горизонтально-сверлильный станок с двумя двигателями, известный как рабочая лошадка в мастерской. Многочисленные области применения этого станка включают сверление перекрытий и рельсов, установку штифтов в мебель, сверление линий, определение местоположения штифтов стола и другие функции для чистого и точного сверления деревянных компонентов. Заготовка прочно удерживается на столе с помощью пневматического зажима, и имеется полная регулировка индексных упоров, высоты станины и глубины резания.
R823 ГОРИЗОНТАЛЬНО-РАСТОЧНЫЙ СТАНОК
23-горизонтальные шпиндели с зубчатым приводом
Центр шпинделя 32 мм
Расточенные цанги 10 мм
(12) правое исполнение, (11) левое исполнение
3450 об/мин шпинделя
3 л.
 с. Двигатель привода шпинделя, TEFC
с. Двигатель привода шпинделя, TEFC0-2″ Регулируемая глубина сверления
20″ X 42″ Прецизионный шлифовальный стол
Губа заднего ограждения
(2) Концевые упоры
(1) 5-тонный регулировочный домкрат
(4) Зажимной цилиндр с внутренним диаметром 2,00″
Проводной 3-фазный 480 В, 60 Гц. (опционально однофазный)
Цикл сверления с ножной педалью
Инструменты не включены
Разработано и изготовлено в США
Размеры ящика: 54″ X 54″ X 55″ Вес: 1485 фунтов
Ritter R823 — это прочный 23-шпиндельный горизонтальный сверлильный станок, предназначенный для использования в качестве дополнительного сверлильного станка для фрезерных станков с ЧПУ и двухточечных сверлильных станков, обеспечивающий чистое и точное сверление деревянных компонентов. Заготовка прочно удерживается на столе с помощью пневматических зажимов, и имеется полная регулировка индексных упоров, высоты станины и глубины резания.
Заготовка прочно удерживается на столе с помощью пневматических зажимов, и имеется полная регулировка индексных упоров, высоты станины и глубины резания.
Цикл сверления и зажима с ножным приводом
(13) — Головка редуктора шпинделя
Центр шпинделя 32 мм на редукторе
(7) правое исполнение, (6) левое исполнение
Расточенные цанги 10 мм
Приводной двигатель шпинделя, 2 л.с., TEFC
Револьверная головка с регулируемой глубиной растачивания 0-2″
1/2″ – 3/4″ толстые боковины для ящиков
14″ Максимальная высота ящика
Стальной рабочий стол размером 12″ X 24″
Рабочая высота 34″
Система горизонтальных/вертикальных бурильных упоров
Система горизонтального/вертикального зажима материала
Проводной 3-фазный 230 В, 60 Гц.

Инструменты не включены
Разработано и изготовлено в США
Дополнительные опции для этой машины включают:
Ritter R853 — прочный 13-шпиндельный горизонтальный сверлильный станок, предназначенный для быстрого и точного горизонтального и вертикального сверления ящиков для выдвижных ящиков. Последовательность операций помогает устранить дорогостоящие ошибки и бракованные детали, а также повысить производительность и эффективность. Идеально подходит для сборки ящиков и других функций для чистого и точного сверления деревянных компонентов. Станок оснащен универсальной системой зажима, не требующей смены наладки с горизонтального на вертикальное сверление. Заготовка прочно удерживается на столе с помощью пневматических зажимов, и имеется полная регулировка индексных упоров, высоты станины и глубины резания.
Горизонтально-направленные расточные и разрывные станки
800-620-4773
360-828-5732
канализационные камеры, водопроводные канализационные змеи, канализационные промывочные машины, машины для сварки труб, машины для разрыва труб, направленное горизонтальное бурение, биофильтры для контроля запаха, детекторы утечек воды
Коммунальное оборудование
Машины для направленного горизонтального бурения и разрыва труб для бестраншейной замены труб Power Mole от RJM.
Направленное бурение труб
Направленное бурение и разрыв трубы с использованием одного и того же оборудования.
Избегайте затрат времени и средств на восстановление путем растачивания или разрыва новой трубы.
Преимущества станков Power Mole для разрыва и бурения труб:
- Пробки могут оставаться проблемой, если труба разрывается, вкручивается новая труба любого необходимого качества.
- Если существующая труба разрушена или препятствия блокируют прохождение кабеля, что приводит к разрыву трубы, протолкните стержни или просверлите новую трубу.
- Трубы разрывные чугунные, бетонные, ПЭНД, асбестоцементные, ПВХ, ВЧ, оранжевые и глиняные трубы и другие.
- Не требуется дополнительное пространство перед соединением для управления буром
- Работает от стандартной гидравлической системы экскаватора или использует наши переносные гидравлические агрегаты.
- Легко разбирается на более мелкие и легкие части для удобства транспортировки и хранения.

- 50-летний опыт строительство бестраншейного оборудования
- Прочный дизайн и конструкция
- Без реставрации между ямами
- Более безопасно, чем горизонтальное бурение, поскольку новая труба проходит в том же месте, что и старая.
- Увеличить размер трубы
- Стальные стержни более долговечны, чем канатные пряди
- Не уменьшает диаметр трубы, как футеровка трубы.
- Низкие эксплуатационные расходы и затраты на техническое обслуживание
- Значительно более низкая цена, чем у станков для наклонно-направленного бурения в сборе.
системы начинаются с 12 500 долл. США
Подземное наклонно-направленное бурение Power Mole и разрыв труб
машины заменяют существующие трубы или устанавливают новые трубы, не повреждая
проезжие части, проезды, озеленение, здания, тротуары и другие
конструкций, сокращающих время и стоимость проекта. Крот силы
наклонно-направленные горизонтально-сверлильные станки стоят намного дешевле, чем наклонно-направленные
буровые машины.
Направленное горизонтальное бурение с рулением
Сначала направьте бурильные штанги, совместив их с задней частью
корректировки. Инструмент для наведения стержня и цель делают точным
выравнивание легкое. Во время фазы толкания стержня направление
стержни при необходимости можно отрегулировать, вращая стержни. Вращая
асимметричная расточная головка регулирует направление буровых штанг.
DataSonde направленного отслеживания iTrack обеспечивает точную глубину,
информация о местоположении и направлении для точного направления бурильных штанг
к целевому местоположению.
Горизонтально-сверлильный станок для разрыва труб
Power Mole PD-4
- Управляемый горизонтальный бур
- Трубы до 4 дюймов
- 37 700 фунтов. сила
Пример трубосверлильного станка ПД-4, видео 34 сек,
Брошюра о горизонтально-направленном бурильном станке ПД-4, ПД-6
Горизонтально-расточной и труборазрушительный станок
Power Mole PD-6
- До 8 дюймовая труба
- Управляемый горизонтальный бур
- 84 822 фунта.
 силы
силы
Толкатель для горизонтально-расточных станков ПД-4 или ПД-6.
- Защищает операторов на глубине до 12 футов, что соответствует требованиям OSHA или превышает их
- PD-4 или PD-6 установлены на карданном подвесе для удобного выравнивания независимо от коробки
- 70 футов толкателей можно хранить внутри толкателя
- Гнездо регулирующего клапана
- Лестница
- Подъемные D-образные кольца
- Толкатель: высота 4 фута, ширина 3 фута, длина 6 футов
- Удлинитель: 2 в высоту x 3 фута в ширину x 6 футов в длину
Брошюра о ящике для горизонтального бурения траншей
Принадлежности для горизонтально-направленного бурения
- Прицел и цель: Точно направьте бур на точку выхода
- Локатор и зонд для отслеживания бурения
- Вытягивающие проушины
- Расширяющие конусы
- Комплект для переоборудования в машины для разрыва кабельных труб
- При установке нескольких воздуховодов: оттяните новую трубу или кабелепровод.

со стержнями, расположенными на расстоянии 6,5 или 8 дюймов, затем переместите трубу Power Mole
сверлильный станок сбоку и соедините с установленными стержнями и потяните за
дюйм следующей трубы (доступно от 2 до 5 дюймов) - Ящики для хранения стержней: поместите все стержни в пределах досягаемости трубы.
сверлильный станок за один шаг и оставайтесь эффективными и организованными.
Направленное горизонтальное бурение/разрыв труб Аренда оборудования:
- Информация, цены на аренду, закупочные цены, наличие по телефону.
- 70 футов толкателей и ящик для хранения
- Закрытый грузовой прицеп размером 5 x 10 футов
- Переносной гидравлический агрегат Honda мощностью 20 л.с.
- Станок для горизонтально-направленного бурения/разрыва труб.
- Проушины для 1″, 3″, 4″ труб/кабелепроводов.
Каталог оборудования для водоснабжения и канализации RJM
Связанные страницы:
Оборудование для разрыва труб
Локатор направленного бурения
Гидравлические силовые установки
Машины для сварки труб
Канализационные камеры,
Утилита Локатор,
Сантехник Змеи,
канализационные водометы,
Детекторы утечки воды
Правила техники безопасности на горизонтально-сверлильных станках
ИНЖЕНЕРНАЯ ПОДДЕРЖКА SHOPSMITH
Запишитесь на прием сегодня!
12:00 — 15:00
Понедельник — пятница • Восточное стандартное время
Всего 19,99 долларов США за первые 15 минут и 1 доллар США за минуту после
Записаться на прием | (937) 890-5197 Если наша техническая команда разговаривает по телефону, оставьте сообщение . |
 Они перезвонят вам.
Они перезвонят вам. КАК ЭТО РАБОТАЕТ:
| ✓ ГАРАНТИЯ | ✓ БЕЗ ГАРАНТИИ |
|---|---|
| Если ваше оборудование находится на гарантии, позвоните в нашу службу поддержки клиентов по телефону (937) 890-5197 бесплатно для вас. | Если ваше оборудование не находится на гарантии или вы приобрели его не у Shopsmith, , обратитесь к техническому эксперту Shopsmith. |
ВЫ ПРОСИЛИ, МЫ ДОСТАВЛЯЕМ
Имея более чем 63-летний опыт работы и более 600 000 машин в обращении, наши клиенты просили расширить доступ к службе поддержки инженеров Shopsmith, чтобы:
- Дайте рекомендации по поддержанию оптимальной эффективности вашей машины
- Помощь в выполнении процедуры
- Помощь с исходными материалами, такими как диаграммы, руководства и т.
 д.
д. - Помощь в выборе деталей для решения технических проблем
- Направляйте вас к богатству материалов «Начало работы»
- Или даже просто рассказать, как начать!
Инженерную группу Shopsmith возглавляет наш инженер Shopsmith, ведущий специалист по обеспечению качества и ветеран Shopsmith со стажем более 40 лет. Если его команда не может помочь, скорее всего, никто не сможет.
Хоть мы и хотели бы разливать экспертов по магазинам и иметь неограниченные ресурсы, они просто недоступны.
Поэтому мы создали специальную Линию технической поддержки Shopsmith, специально предназначенную для оборудования.
Больше не на гарантии. (Наше оборудование такого высокого качества, оно длится и длится!)
| # | ЧТО | КАК |
|---|---|---|
| 1 | Назначить встречу | Забронировать онлайн |
| Позвоните в службу поддержки клиентов по телефону (937) 890-5197, чтобы записаться на прием | ||
| 2 | Оплата кредитной картой | Предоставьте информацию о своей кредитной карте для выставления счетов за:
|
| 3 | Получите максимум от своего звонка! | При самостоятельном онлайн-планировании вы сможете:
|
Непосредственный вызов инженерной технической поддержки позволит вам получить немедленный ответ, если они доступны и не имеют запланированной встречи, в 12:00 и 15:00, с понедельника по пятницу, по восточному поясному времени. | ||
| Позвонив в нашу общую службу поддержки клиентов, вы сможете попросить представителей запланировать встречу для технической поддержки Shopsmith, чтобы вам не приходилось этого делать. Они расскажут вам, как предоставить информацию группе технической поддержки Shopsmith. |
Мы с нетерпением ждем возможности поговорить с вами!
ЦЕНТР РЕМОНТНОГО ОБСЛУЖИВАНИЯ КЛИЕНТА
▷ Бывшие в употреблении горизонтально-расточные станки
- Домашняя страница
- Все машины
- Металл
- Сверлильные станки
- Горизонтально-расточные станки
Сортировать по:
Актуальность
Показать на карте
вид
Бельгия, 8750 Zwevezele
Union BFT 90-2 Bench Borge Mill
Германия, 73340 Amstetten
Pfeifer Bader Mill
Belgium, 9800 Deinze
1.
 Южная Корея, 153803 Сеул
Южная Корея, 153803 Сеул
DOOSAN DBC-130L Настольно-сверлильный станок с ЧПУ
Не нашли то, что ищете?
Подпишитесь на поиск с текущим выбором фильтра и получайте новые товары по электронной почте.
Текущий поиск успешно подписан
Подписаться на поиск
- Определение: Горизонтально-расточные станки
- Используется для общего строительства машин
- История, развитие и предыстория горизонтально-расточного станка
- Области применения и примеры этих станков
- Известные производители горизонтально-расточных станков
Горизонтально-расточные станки считаются специальными станками для обработки заготовок малого и среднего размера . Диаметр шпинделя, масса станка, грузоподъемность стола и рабочая поверхность у горизонтально-расточных станков малогабаритных имеют меньшие габариты, чем у расточных станков напольного типа. Расточный станок с горизонтальной конструкцией характеризуется наличием стола, перемещаемого по осям X/Y, а главный шпиндель установлен на неподвижном основании станка. Современные горизонтально-расточные станки ведущих производителей, таких как SCHARMANN, UNION (BFT) или WMW, отличаются эффективными системами управления ЧПУ , как у HEIDENHAIN. В Surplex вы найдете бывшие в употреблении расточные станки с соответствующими техническими данными (скорость вращения шпинделя, общая потребляемая мощность и т. д.).
Расточный станок с горизонтальной конструкцией характеризуется наличием стола, перемещаемого по осям X/Y, а главный шпиндель установлен на неподвижном основании станка. Современные горизонтально-расточные станки ведущих производителей, таких как SCHARMANN, UNION (BFT) или WMW, отличаются эффективными системами управления ЧПУ , как у HEIDENHAIN. В Surplex вы найдете бывшие в употреблении расточные станки с соответствующими техническими данными (скорость вращения шпинделя, общая потребляемая мощность и т. д.).
Горизонтально-сверлильный станок обычно используется для изготовления машин. Характерно, что работы по сверлению и фрезерованию можно выполнять на горизонтально зажатой заготовке. Подвижная колонна используется для крепления шпиндельной бабки с приемником заготовки. Управление и подача осуществляется над шпиндельной бабкой. Приемник для заготовки может вмещать целый ряд режущих инструментов, включая сверла, бурильные штанги, фрезерные валы и токарные инструменты.
- Область применения: общее машиностроение
- Может вмещать несколько инструментов для расточки
- Используется для изготовления корпусов и инструментов
Качество Отличные предложения Персонализированные
Поэтому держатель инструмента стандартизирован и обычно оснащен конусом Морзе . Горизонтально-расточные станки теперь также имеют возможность переключения инструментов с помощью технологии ЧПУ. Обрабатывающий стол (зажимной стол) имеет возможность зажимать заготовку с помощью зажимных винтов или других приспособлений. Открытая конструкция позволяет обрабатывать очень большие заготовки. Эти машины могут быть высотой до 10 метров и иметь большую монтажную поверхность. Корпус станка очень прочный и, как и колонна, может использоваться для размещения шпинделя. Монтажный стол может регулироваться с помощью различных осей и иметь фиксированное положение. В настоящее время большинство станков управляются ЧПУ, что обеспечивает эффективную работу.
Горизонтально-расточные станки теперь также имеют возможность переключения инструментов с помощью технологии ЧПУ. Обрабатывающий стол (зажимной стол) имеет возможность зажимать заготовку с помощью зажимных винтов или других приспособлений. Открытая конструкция позволяет обрабатывать очень большие заготовки. Эти машины могут быть высотой до 10 метров и иметь большую монтажную поверхность. Корпус станка очень прочный и, как и колонна, может использоваться для размещения шпинделя. Монтажный стол может регулироваться с помощью различных осей и иметь фиксированное положение. В настоящее время большинство станков управляются ЧПУ, что обеспечивает эффективную работу.
TOS VARNSDORF Горизонтально-расточной станок в эксплуатации
Развитие станка вращалось главным образом вокруг растущего числа задач, которые он мог выполнять, и его разработок в области машиностроения. Впервые расточной станок был разработан и произведен в Германии в 1875 году. Станкостроительный завод UNION сыграл очень важную роль в разработке современного горизонтально-расточного станка. В настоящее время UNION производит горизонтально-расточные станки со сверлильными шпинделями диаметром до 250 мм. Эта функция перемещается по оси X (40 м) и оси Y (10 м). Таким образом, вес заготовки может достигать 250 тонн. Станок управляется ЧПУ и поставляется известными поставщиками, такими как SIEMENS.
В настоящее время UNION производит горизонтально-расточные станки со сверлильными шпинделями диаметром до 250 мм. Эта функция перемещается по оси X (40 м) и оси Y (10 м). Таким образом, вес заготовки может достигать 250 тонн. Станок управляется ЧПУ и поставляется известными поставщиками, такими как SIEMENS.
Общее машиностроение является основной областью применения этих больших машин. Это включает в себя различные отрасли, такие как корпуса для коробок передач или производство инструментов. Он может быть универсальным, так как существует множество различных рабочих стадий, которые можно выполнять на горизонтально-расточном станке в каждом типе промышленного производства. Точное позиционирование является важным критерием при изготовлении режущих и пробивных инструментов. Даже при формовании требуются расточные станки для точного позиционирования и обработки направляющих стоек и отверстий выталкивающих штифтов.
Несколько компаний специализируются на производстве горизонтально-расточных станков. Некоторые из наиболее рекомендуемых поставщиков включают UNION, SCHARMANN, GIDDINGS + LEWIS, DAEWOO, SACEM. Вы регулярно можете найти подержанные машины в хорошем состоянии на наших многочисленных промышленных аукционах. Для получения дополнительной помощи, пожалуйста, не стесняйтесь обращаться в нашу службу поддержки клиентов Surplex в любое время, когда у вас есть вопросы.
Некоторые из наиболее рекомендуемых поставщиков включают UNION, SCHARMANN, GIDDINGS + LEWIS, DAEWOO, SACEM. Вы регулярно можете найти подержанные машины в хорошем состоянии на наших многочисленных промышленных аукционах. Для получения дополнительной помощи, пожалуйста, не стесняйтесь обращаться в нашу службу поддержки клиентов Surplex в любое время, когда у вас есть вопросы.
Для этого товара сохранена резервная цена. Если эта цена не будет достигнута в рамках аукциона, ставки принимаются по предварительному заказу.
После окончания аукциона продавец уведомляется о самой высокой ставке и может принять решение о продаже товара по этой цене. Surplex информирует участника, предложившего самую высокую цену, как потенциального покупателя в течение 2 рабочих дней после окончания аукциона, если он выиграл товар. До этого момента клиент привязан к своей заданной ставке.
Для этого товара сохранена резервная цена. Если эта цена не будет достигнута в рамках аукциона, ставки принимаются по предварительному заказу.
После окончания аукциона продавец уведомляется о самой высокой ставке и может принять решение о продаже товара по этой цене. Surplex информирует участника, предложившего самую высокую цену, как потенциального покупателя в течение 2 рабочих дней после окончания аукциона, если он выиграл товар. До этого момента клиент привязан к своей заданной ставке.
Другой участник торгов сделал идентичную ставку до вас. Если вы увеличите максимальную ставку, у вас будет шанс выиграть этот лот.
ГОРИЗОНТАЛЬНО-РАСТОЧНЫЕ СТАНКИ CHESTER HB130/HB130/2
Перейти к содержимому
Подвесной пульт управления.
Высокоточный стол и шпиндель.
Цифровой считыватель Newall DP700.
Эргономичный дизайн.
Пожалуйста, свяжитесь с нами для получения дополнительной информации.
Категории: Сверлильные станки, Ручные горизонтальные
Теги: РАСТОЧНЫЙ, сверлильный станок, HB130/HB130/2 Горизонтально-сверлильный станок, станок, станки
Описание
Документы
Видео
Горизонтально-расточные станки с ЧПУ с подвесным пультом управления, высокоточным столом и шпинделем, а также цифровым считывающим устройством Newall DP700.
| Модель | HB130 | HB130/2 |
| Шпиндель | ||
| Диаметр шпинделя | 130 мм | 130 мм |
| Конус шпинделя | Метрическая 80 (дополнительно ISO7: 24No50 | Метрическая 80 (дополнительно ISO7: 24No50 |
| Макс. Крутящий момент шпинделя | 3136 Н·м | 3136 Н·м |
| Макс. Упор шпинделя | 31360Н | 31360Н |
| Число оборотов шпинделя | 24 | 24 |
| Диапазон скорости вращения шпинделя | 4-800 об/мин | 4-800 об/мин |
| Мощность главного двигателя | 15кВт | 15кВт |
| Торцевая головка | ||
Макс. Торцевая головка Torque Торцевая головка Torque | 4900 Н·м | 4900 Н·м |
| Диаметр торцевой головки | 750 мм | 750 мм |
| Диапазон скорости вращения головки | 2,5–125 мм | 2,5–125 мм |
| Число оборотов головки | 18 | 18 |
| Стол | ||
| Рабочая поверхность стола (Д × Ш) | 1600×1400 мм | 1800×1600 мм |
| Макс. Допустимая нагрузка на стол | 8000 кг | 10000 кг |
| Т-образный паз | 28 мм | 28 мм |
| Количество Т-образных пазов | 9 | 9 |
| Рабочий диапазон | ||
| Перемещение по оси X (крест) | 1600 мм | 2000мм |
| Перемещение по оси Y (вертикальное) | 1400 мм | 1800 мм |
| Перемещение по оси Z без задней бабки (продольное) | 2000мм | 2000мм |
| Перемещение по оси Z с задней бабкой (продольное) | 1500 мм | 1500 мм |
| Перемещение по оси W (перемещение шпинделя) | 900 мм | 900 мм |
| Перемещение по оси U (лицом к салазкам) | 250 мм | 250 мм |
| Поворотный рабочий стол с осью B | 360 (4×90) мм | 360 (4×90) мм |
| Расстояние между осью шпинделя и поверхностью стола | 0–1400 мм | 0–1800 мм |
| Диапазон подачи вращения | ||
| Быстрое перемещение (X/Y/Z/W) | 2500мм | 2500 мм |
| Диапазон скоростей осей на один оборот шпинделя (X/Y/Z/W) | 0,05–8/0,01–2 мм | 0,05–8/0,01–2 мм |
| Точность | ||
| Точность показаний измерительной системы (X/Y/Z) | 0,005 | 0,005 |
| Точность считывания по оси B (дополнительно) | 0,001 | 0,001 |
| Размеры машины (Д × Ш × В) | 6995x3647x3442мм | 7030x4665x3800 мм |
| Вес нетто | 24500 кг | 29300 кг |
Standard Accessories
• Face Plate
• DP700 DRO from Newall(UK)
• Rear Column
• Concentrated Control Panel
• Lubrication System
• Tool Kits
• Foundation Books
• Руководства по эксплуатации
Дополнительные принадлежности
• Конус шпинделя: ISO 7:24 #50
• УЦИ по оси Z
• УЦИ по оси B
• Угловой стол 1000×630×800 мм
• Переключение передач (используется для держателя инструмента для нарезания резьбы) )
• Резьбонарезной держатель для шпинделя
• Державки для торцевой головки
• Универсальная расточная головка (метрическая № 80 или ISO 7:24 № 50)
• Расточные инструменты (12 шт. )
)
• Переходная втулка ( 80#~7:24)
• Расточные оправки
Нажмите на ссылки ниже, чтобы загрузить определенные документы.
HB-Series.pdf
В настоящее время к этому продукту не прикреплено видео. Пожалуйста, проверяйте его в будущем.
Веб-сайт inLIFE Web Design Staffordshire
Подземные буровые установки UnderWunder
- Фото
- Краткий обзор
- Детали
- Часто задаваемые вопросы
- Аксессуары
ОРИГИНАЛЬНЫЙ ПОРТАТИВНЫЙ РАСТОЧНЫЙ СТАНОК АМЕРИКАНСКОГО ПРОИЗВОДСТВА
С 1970 года проверенная конструкция буровых станков для простого подземного бурения под существующими конструкциями с диаметром отверстий от 2 до 6 дюймов!
ИСПОЛЬЗУЕТСЯ ВО ВСЕХ ВИДАХ ПРОМЫШЛЕННОСТИ
Ландшафтное орошение, Ландшафтное освещение, Кабели и оптоволокно, Сантехника, управление водными ресурсами и многое другое!
ЭКОНОМИТ ВРЕМЯ И СОТРУДНИКОВ
Время – деньги. UnderWunder весом 96 фунтов, твердосплавные коронки, бурильная штанга с толстыми стенками и инструменты для центровки, обеспечивающие точность и безопасность, по доступным ценам помогут вам сэкономить время, энергию и
UnderWunder весом 96 фунтов, твердосплавные коронки, бурильная штанга с толстыми стенками и инструменты для центровки, обеспечивающие точность и безопасность, по доступным ценам помогут вам сэкономить время, энергию и
деньги.
ВСЕ О НАШИХ РАСТОЧНЫХ СТАНКАХ
Наша миссия – предоставить качественное оборудование по доступной цене. С 1970 года мы установили стандарты долговечности и функциональности. Все наши продукты
разработан опытным специалистом по ирригации. Мы не предлагаем глупые гаджеты или готовые концепции, а только то, что вам нужно, когда вам это нужно. Мы с гордостью заявляем, что подавляющее большинство
компоненты, входящие в состав нашей линии, производятся на месте.
ТЕХНИЧЕСКАЯ ИНФОРМАЦИЯ
Наши машины весят 96 фунтов. и специально разработаны для перевозки без использования прицепа. Наши долота трехлопастные и имеют передние кромки с твердосплавными напайками, расположенные в
зубчатый узор. Вода используется для охлаждения бит и для создания шлама. Наша бурильная штанга изготовлена из сверхтяжелой отечественной стальной трубы с наружным диаметром 1 дюйм и имеет такие размеры, что
Наша бурильная штанга изготовлена из сверхтяжелой отечественной стальной трубы с наружным диаметром 1 дюйм и имеет такие размеры, что
трубная стойка не нужна.
ВСЕГДА ИДЕАЛЬНЫЕ ОТВЕРСТИЯ!!
Используя наш сверлильный станок на строительных площадках, вы сможете предложить вам и вашим клиентам способ сохранить их существующие конструкции (кустарники, деревья, тротуары, дороги и т. д.) в хорошем состоянии.
идеальный! больше не нужно тратить время на резку бетона и неприглядных бетонных заплат. Завершите горизонтальное бурение за несколько минут, а не часов, и покиньте рабочую площадку так, как будто вы
никогда там не были.
Наш выбор твердосплавных долот и разверток удаляет только то количество почвы, которое вам нужно, оставляя почву под существующей конструкцией нетронутой. Наши биты
прорезает большинство камней, корней деревьев и почвенных условий.
Позвольте нашей машине сделать работу за вас. он приводится в движение лебедкой и не требует от оператора применения грубой силы.![]() Больше не нужно тратить энергию на
Больше не нужно тратить энергию на
молоток, диск или сила, пытающаяся проложить трубу под землей. Снимите бремя сверления с оператора и поместите его на станок.
| Хонда, Бриггс и Stratton и Kohler (испытания) различных размеров, каждая с редуктором и гибкой муфтой для особо тяжелых условий эксплуатации. | Надежный, Легкий вес, мощная проверенная конструкция для удовлетворения ваших потребностей в горизонтальном подземном бурении! | Очень низкий выход поставить, чтобы свести к минимуму необходимость чрезмерного перенаправления и ручную лебедку, поэтому ручное толкание не требуется! |
| Биты и Развертки изготовлены из запатентованной сверхпрочной стали и сегментированных твердосплавных зубьев на трех лезвиях для увеличения зубчатого режущего действия. | Очень тяжелый бурильные штанги со стенками для долговечности и необходимой гибкости.  Каждая бурильная штанга имеет приварные муфты с наружной и внутренней резьбой шестигранной формы для облегчения разборки. Каждая бурильная штанга имеет приварные муфты с наружной и внутренней резьбой шестигранной формы для облегчения разборки. | У клиентов есть вопросы, у вас есть ответы. Отображение наиболее часто задаваемых вопросов, чтобы все были в выигрыше |
Часто задаваемые вопросы
- Почему в вашей машине используется двигатель мощностью 5,5 л.с.?
- Благодаря почти 40-летнему опыту было доказано, что использование двигателя мощностью 5,5 л.с. достаточно для безопасного выполнения работы.
- Почему ваши долота состоят из нескольких кусков карбида, а не из одного большого куска?
- Карбид — очень твердое вещество, но он может расколоться. Наш опыт показал нам, что использование нескольких кусков карбида и стратегически
их расположение в шахматном порядке по поверхности долота будет работать как зазубренный нож, чтобы отколоть и прорезать скалу и жесткие условия, тем самым ограничивая повреждение самого карбида.
- Почему вы рекомендуете пакет из 4 частей «Прицел и юстировка»?
- Эта принадлежность помогает удерживать бурильную штангу на цели, удерживая оператора вдали от вращающихся частей.
- Как далеко я могу скучать с вашей машиной?
- Мы обнаружили, что большинство горизонтально-расточных станков, выполненных с помощью нашего станка, обычно не превышают 50 футов. Операторы нашей машины часто
комментировать скучно более 100 минут. - Что я могу утомить?
- Наша машина легко просверлит грязь, почву, глину, корни, песчаник и большинство типов камней.
- Для чего нужна лебедка?
- Лебедка обеспечивает более 300 фунтов переднего давления. При весе 96 фунтов трансмиссия не будет работать так, как это делают машины наклонно-направленного бурения.
- Почему бы не использовать сцепление?
- Наша машина спроектирована так, чтобы быть эффективной, а не чрезмерной. При 5,5 л.с. и 96 фунтах нет необходимости в сцеплении для предотвращения опрокидывания, поэтому нет необходимости
есть гусеницы, как машины для бурения тоннелей.
