Горячая штамповка: Горячая штамповка
Содержание
Фланцы методом штамповки
12 августа 2021, 12:33
Продолжим разговор про обработку металла давлением, применимым в технологии изготовления фланцев по ГОСТ 33259-15 кузнечно-штамповочным производством. Речь пойдет про горячую объемную штамповку. Такой метод возник уже после ковки. Зарождение технологии горячей штамповки в России появилось в начале XIX века, но крупномасштабное производство развилось только к середине XX века. Причиной послужило полуразрушенное состояние промышленности после Первой мировой и Гражданских войн. Практически все металлы и сплавы в промышленности могут быть обработаны методом штамповки.
Читать про метод ковки
В чем суть метода? С помощью горячей объемной штамповки заготовку деформируют на молотах и горячештамповочных прессах. В отличии от метода ковки, для технологии горячей объемной штамповки используются не универсальные, а в каждом разе уникальные виды инструментов для каждого типоразмера — штампы. Течение металла определяет тип штампа, это может быть: облойная штамповка открытого типа или безоблойная штамповка закрытого типа. Перед применением, металл нагревается. Материалом для заготовки служат нарезанный сортовой прокат или малогабаритные слитки из углеродистых, легированных и высоколегированных сталей.
Течение металла определяет тип штампа, это может быть: облойная штамповка открытого типа или безоблойная штамповка закрытого типа. Перед применением, металл нагревается. Материалом для заготовки служат нарезанный сортовой прокат или малогабаритные слитки из углеродистых, легированных и высоколегированных сталей.
Табл.1: Виды и характеристика заготовок для изготовления поковок по ГОСТ 7505-89 «Поковки стальные штампованные»
|
№ |
Характеристика заготовки |
Типовые представители |
|---|---|---|
|
1 |
Круглые |
Шестерни, ступицы, фланцы |
|
2 |
Квадратные, прямоугольные, многогранные |
Фланцы, ступицы, гайки |
|
3 |
С отверстиями, углублениями, поднутрениями, не оформляемыми в поковке при штамповке |
Полые валы, фланцы, блоки шестерен |
Открытая облойная штамповка
Весь процесс деформации штамп открыт. Неподвижная часть инструмента принимает нагретую заготовку, а верхняя находится в подвижном состоянии. Зазор между частями в процессе деформации меняется. Он образуется вокруг полости штампа и называется облойной канавкой, куда выходит избыточный металл заготовки. За счет выжимания излишков, к такому методу не предъявляют высоких требований к точности заготовки по массе. Масса облоя составляет от 10 до 30% и более от массы поковки. Чтобы удалить облой применяют штамп для срезки лишнего слоя.
Неподвижная часть инструмента принимает нагретую заготовку, а верхняя находится в подвижном состоянии. Зазор между частями в процессе деформации меняется. Он образуется вокруг полости штампа и называется облойной канавкой, куда выходит избыточный металл заготовки. За счет выжимания излишков, к такому методу не предъявляют высоких требований к точности заготовки по массе. Масса облоя составляет от 10 до 30% и более от массы поковки. Чтобы удалить облой применяют штамп для срезки лишнего слоя.
Закрытая безоблойная штамповка
Металл подвергается деформации в замкнутой полости штампа, где облой не образовывается. Следовательно, удалять ничего не требуется — отсюда второе название методики «безоблойная штамповка». Если пренебречь равенством объема заготовки и поковки, можно получить бракованную поковку. При недостатке — металл не заполнит все углы полости штампа. При избытке — есть риск получить большую высоту поковки, чем того требуют нормативные документы.
Табл. 2: Особенности открытой и закрытой штамповки
|
Тип горячей объемной штамповки |
Особенности метода |
|---|---|
|
|
Исходная заготовка должна быть очень точной по объему. |
|
Если материала излишне много — потребуются доп. обработка для удаления лишнего. | |
|
Может получиться бракованная поковка, если пренебречь точностью с размерами заготовки. Например — какие-то части будут не доштампованы (углы). | |
|
Контур поковки плавно обтекает границы штампа. | |
|
|
Исходная заготовка берется с некоторым запасом по объему по отношению к объему поковки |
|
Контур поковки обрезается из-за возникновения облоя. 
| |
|
Больше отходов материала, кот. скапливается в облой. |
Как и при ковке, готовые изделия после объемной штамповки называют поковками. Если требуется уточнить, говорят «штампованная поковка». Размеры поковок должны учитывать припуски на механическую обработку, допуски на размеры и технологические напуски для поковок изготовляемых горячей штамповкой по ГОСТ 7505-74 «Поковки стальные штампованные изготовленные горячей объемной штамповкой», а также напуски на пробы для контрольных испытаний. По механическим свойствам поковки, поставляемые после окончательной термической обработки, разделяются на категории прочности. Категории прочности, соответствующие им нормы механических свойств, определяемые при испытании на продольных образцах, и нормы твердости приведены.
Достоинства метода горячей объемной штамповки
- Высокая производительность и скорость. Поковка изготавливается за один удар молота или несколько нажатий пресса.

- Поковки методом штамповки получают более сложной конфигурации, чем после метода ковки. Некоторые формы закрытых штампов состоят из нескольких частей.
- Расходуется меньше материала.
- Требуется меньше припусков на мех. обработку. Такая обработка проводится только лишь по поверхностям сопряжения со смежными деталями. Остальные поверхности — чистые.
- Течение металла по всем направлениям ограничено поверхностью полости штампа, следовательно общее качество поковки будет лучше и меньше шероховатость поверхности.
- Никаких сложных манипуляций выполнять не требуется. Производят десятки и сотни поковок в час. Такие результаты достигаются за счет автоматизации производства.
- Напуски, припуски и допуски при штамповке существенно меньше, чем при ковке.
Недостатки метода горячей объемной штамповки
- Высокая стоимость штампов из-за материалов производства. Изготавливаются из прочных, жаростойких, труднообрабатываемых высоколегированных сталей и специальных сплавов.

-
Для каждого размера деталей изготавливается свой штамп — нельзя использовать универсальные инструменты. -
Небольшая масса и размеры поковки, в среднем от 0,5 до 20-30 кг.
Технический сериал ОНИКС. Процесс изготовления фланцев
Изделия, полученные штамповкой отличаются высокой прочностью и ударной вязкостью. Поэтому ее применяют в массовом производстве. Серийное производство воротниковых фланцев с полным циклом производства с использованием собственных штампов для поковок осуществляется благодаря усилиям сотрудников ОНИКС. Подробнее вы можете почитать здесь. Чтобы заказать плоские или воротниковые фланцы по ГОСТ 33259-15, отправьте заявку по почте [email protected] или свяжитесь с менеджерами отдела продаж. Скачать прайс-лист ОНИКС.
Скачать прайс-лист ОНИКС.
— Осколкова Анастасия, контент-менеджер «ОНИКС»
ЧИТАЙТЕ ТАКЖЕ
Расшифровка маркировки деталей трубопровода, как в ней разобраться? Подробный гайд
21.09.2022
Воротниковые фланцы на высокое давление. Стандарты ГОСТ, ASME, DIN, EN
12.09.2022
Фланцевые заглушки по ГОСТ 34785-21. Технические характеристики и особенности
20.07.2022
Замена группы ГОСТ 28759 для фланцев сосудов и аппаратов в 2022 году
28.06.2022
Page not found — Uddeholm Russia
Page not found — Uddeholm Russia
Search
Search …
We must confess one thing to you quite openly: You are looking for a site that unfortunately does not exist, may never have existed and may never exist.
The address you have chosen does not exist or no longer exists. Use our search form in the upper right corner, contact us or start from the home page.
Подписывайтесь на нас
- ОСНОВНОЕ
- Статистические файлы cookie
- ВНЕШНИЕ НОСИТЕЛИ
Принять все файлы cookie и сервисы
Разрешить только важные куки
Индивидуальный подбор
Детали куки
Политика конфиденциальности
выходные данные
Индивидуальный подбор
Здесь вы найдете обзор всех используемых файлов cookie. Вы можете применить индивидуальный подбор.
Вы можете применить индивидуальный подбор.
Принять все
Сохранить настройки и закрыть
Отмена
Храните только важные куки
ОСНОВНОЕ (1)
Основные файлы cookie предоставляют базовую функциональность и срочно необходимы для работы веб-сайта.
Показать информацию о файлах cookie
Скрыть информацию о файлах cookie
| Name | Borlabs Cookie |
|---|---|
| Provider | Владелец этого сайта («voestalpine High Performance Metals RUS») |
| Purpose | Сохраняет выбор посетителя. |
| Cookie Name | borlabs-cookie |
| Cookie Expiry | 1 год |
Статистические файлы cookie (1)
Статистические файлы cookie используются для анонимного сбора данных. Эта информация поможет вам понять, как посетители используют наш сайт и как мы можем оптимизировать его.
Показать информацию о файлах cookie
Скрыть информацию о файлах cookie
| Accept | |
|---|---|
| Name | Google Tag Manager |
| Provider | Google LLC |
| Purpose | Google cookie для расширенного управления сценариями и управления событиями. |
| Privacy Policy | https://policies.google.com/privacy |
| Cookie Name | _ga,_gat,_gid,_gac |
| Cookie Expiry | 1 год |
ВНЕШНИЕ НОСИТЕЛИ (2)
По умолчанию внешний мультимедийный контент заблокирован. Если внешние носители принимают файлы cookie, для доступа к внешнему контенту больше не требуется согласие вручную.
Если внешние носители принимают файлы cookie, для доступа к внешнему контенту больше не требуется согласие вручную.
Показать информацию о файлах cookie
Скрыть информацию о файлах cookie
| Accept | |
|---|---|
| Name | Google Maps |
| Provider | |
| Purpose | Used to unblock Google Maps content. |
| Privacy Policy | https://policies.google.com/privacy?hl=en&gl=en |
| Host(s) | .google.com |
| Cookie Name | NID |
| Cookie Expiry | 1 Year |
| Accept | |
|---|---|
| Name | YouTube |
| Provider | YouTube |
| Purpose | Используется для просмотра встроенного контента YouTube. |
| Privacy Policy | https://policies.google.com/privacy |
| Host(s) | google.com |
| Cookie Name | NID |
| Cookie Expiry | 1 год |
powered by Borlabs Cookie
Политика конфиденциальности
выходные данные
Please use a browser that is not outdated..jpg)
You are using an outdated web browser.
Errors may occur when using the website.
Горячая объемная штамповка и сущность процесса
Метод горячей объемной штамповки использует одно из основных физических свойств металлов — пластичность. Это свойство металлического поликристалла изменять свои размеры при приложении к нему усилия.
Горячая объемная штамповка
Пластичность растет с повышением температуры, поэтому для изготовления сложных объемных деталей заготовки нагревают.
Таким способом изготавливают детали самой разнообразной формы — от деталей часов до колесных дисков автомобиля.
Содержание
Процесс горячей объемной штамповки
Метод заключается в том, что при приложении высокого давления металл горячей болванки подвергается серии последовательных деформаций, и, не нарушая своей целостности, затекает в свободное пространство специально подготовленных штампов, повторяя их пространственную форму и приходя к заданным размерам. Выступы и впадины в соответствующих локальных областях штампа ограничивают и направляют движение металла, приближая с каждым проходом конфигурацию и габариты болванки к параметрам конечного изделия. При последнем рабочем проходе они формируют замкнутый единый ручей (полость), совпадающий с конфигурацией готового изделия.
Выступы и впадины в соответствующих локальных областях штампа ограничивают и направляют движение металла, приближая с каждым проходом конфигурацию и габариты болванки к параметрам конечного изделия. При последнем рабочем проходе они формируют замкнутый единый ручей (полость), совпадающий с конфигурацией готового изделия.
Технологический процесс горячей объемной штамповки
Термин горячая объемная штамповка металла указывает на то, что габариты и геометрия заготовки меняются не в одном, а в двух или трех измерениях.
Горячая штамповка в качестве болванок использует круглый или прямоугольный прокат, а также горячекатаный лист. Горячая объемная штамповка проводится и прямо из прутка, если конфигурация детали не очень сложная и достаточно одного-двух проходов. Впоследствии отдельные детали отрубают от прутка.
По своей форме конечные поковки подразделяют на два основных класса:
- Дисковые: фланцы, крышки, ступицы, прочие круглые (прямоугольные) поковки с длиной, малой относительно диаметра.
 Здесь выбирают базовую технологическую схему осадки в торец исходной болванки.
Здесь выбирают базовую технологическую схему осадки в торец исходной болванки. - Удлиненные: рычаги, валы, шатуны и похожие на них по конфигурации детали. Болванка располагается на штампе плашмя, и в ходе нескольких черновых и штамповочных операций ей придают окончательную форму. До завершающего прохода исполняют формовку в ручьях и на вальцах.
По технологическим схемам активно применяются две наиболее употребительных:
- штамповка в закрытых штампах
- штамповка в открытых штампах
Горячая объемная штамповка в закрытых штампах осуществляется в штампе с небольшим зазором между его половинами. Подразумевается, что объемы заготовки и готового изделия совпадают. Эту оснастку снабжают двумя поверхностями разъединения, находящимися под некоторым углом. Схема используется в производстве сравнительно несложных по своей форме деталей и позволяет добиться наибольшей однородности внутреннего строения детали и меньшей шероховатости.
Схема используется в производстве сравнительно несложных по своей форме деталей и позволяет добиться наибольшей однородности внутреннего строения детали и меньшей шероховатости.
При применении схемы горячей объемной штамповки в открытых штампах нет точного соответствия объемов между заготовкой и конечным изделием, происходит активное перераспределение массы металла между частями поковки. Часть металла выдавливается за пределы штампа в специальную канавку и называется облоем. Схема позволяет штамповать детали практически любой конфигурации, поскольку позволяет проводить большое количество черновых и завершающих проходов с промежуточным кантованием болванки.
Преимущества и недостатки процесса
Горячая объемная штамповка обладает такими достоинствами, как:
- Изготовление поковок весьма сложной формы.

- Снижение потерь материалов.
- Снижение удельной трудоемкости.
- Нет необходимости в высокой квалификации штамповщика.
- Точность соблюдения габаритов и конфигурации.
К минусам метода горячей объемной штамповки относят
- Сложность операций
- Значительная энергоемкость
- Существенная стоимость и трудоемкость проектирования и изготовления оснастки. Штамп приходится делать из высококачественных материалов, и применим он только к данному изделию.
- Необходимость использовать большее усилие, чем при ковке
- Лимит веса готового изделия до 3-4 тонн.
Преимущества и недостатки
В целом горячую объемную штамповку имеет смысл применять при выпуске средних и больших серий, а также, если сложность формы и толщина детали не допускают применение обойтись холодной формовкой.
Технологический процесс горячей объемной штамповки охватывает множество подготовительных и рабочих операций, от поступления материала и до получения конечного изделия.
Схема горячей объемной штамповки
Проработка технологии включает такие этапы, как:
- Определяется схема горячей объемной штамповки — в открытых штампах или закрытая, выпускается конструкторская документация.
- Определяют переходы процесса, с учетом допусков выставляют размеры болванки.
- Исходя из потребного усилия горячей объемной штамповки выбирают оборудование (пресс, молот, и т. д.).
- Проектируются штампы.
- Задается метод нагревания и температурно-временной режим для каждой операции.
- Определяются отделочно-завершающие операции.
- Определяются технико-экономические характеристики проектируемого техпроцесса.
Горячая объемная штамповка требует от технологов, конструкторов и цехового персонала глубоких знаний по материаловедению и обширного практического опыта работы с данным процессом.
Сам процесс горячей объемной штамповки разделяется на следующие этапы:
- Нарезка проката на болванки,
- Доведение заготовок до рабочей температуры
- Штамповочные операции
- Удаление облоя
- Коррекция формы (при необходимости)
- Термообработка
- Удаление окалины
- Калибровка,
- Прием службой технического контроля.

Смазка для процесса горячей объемной штамповки
До подачи на штамп болванки требуется полностью и равномерно прогреть. На современных предприятиях этим процессом управляет автоматика, обеспечивая заданных график повышения температуры, равномерное прогревание всех заготовок по всему их объему и исключение образования оксидных пленок и зон пониженного содержания углерода. В качестве нагревателей применяют:
- электроконтактные установки. Нагрев осуществляется путем включения болванки в электрическую цепь и прохождению по ней сильного тока.
- индукционные системы. Нагрев производится вихревыми токами, возбуждаемыми в приповерхностном слое заготовки;
- газовые печи. Повышение температуры проходит в изолированной от атмосферы камере, заполненной инертным газом, исключающим образование окалины.
Удаление облоя и пробивка пленок применяется в случае открытой схемы горячей объемной штамповки. При этом используют специальные обрезные и пробивные штампы и кривошипные прессы.
Иногда в ходе выемки изделий из штампа, обрубки облоя или термообработки происходит искривление осей изделия либо нарушение поперечных сечений. Тогда применяют операцию коррекции формы, или правку. Заготовки больших размеров либо изготовленные из высококачественных сталей подвергаются правке, будучи горячими. Операция проводится в чистовом ручье после удаления облоя. Иногда операцию правки совмещают с обрезкой. Изделия небольшого размера корректируют винтовыми прессами по окончании термообработки и остывания.
Термообработка в горячей объемной штамповке
Термообработку проводят с целью доведения физических свойств изделий до заданных параметров и для облегчения финальной обработки. Операция позволяет также снять остаточные напряжения, уменьшить зернистость, повысить вязкость и пластичность.
Объемная штамповка
Чтобы упростить операции контроля, обеспечить прецизионное позиционирование болванки и снизить износ инструмента на стадии механической обработки, проводят очистку изделий от окалины. Для этого применяются дробеструйные комплексы. В изолированной камере поковки воздухом под большим напором разгоняют стальную дробь и направляют ее на движущиеся, на транспортере изделия. Многочисленные соударения сбивают пленки и хлопья окислов в поверхности, придавая ей матовый внешний вид и одновременно уплотняя приповерхностный слой. Для мелких изделий применяют другую установку — галтовочный барабан. В нем большое количество деталей пересыпается вместе с добавляемыми к ним металлическими шариками или звездочками. Благодаря многочисленным соударениям деталей с них сбивается окалина.
Для этого применяются дробеструйные комплексы. В изолированной камере поковки воздухом под большим напором разгоняют стальную дробь и направляют ее на движущиеся, на транспортере изделия. Многочисленные соударения сбивают пленки и хлопья окислов в поверхности, придавая ей матовый внешний вид и одновременно уплотняя приповерхностный слой. Для мелких изделий применяют другую установку — галтовочный барабан. В нем большое количество деталей пересыпается вместе с добавляемыми к ним металлическими шариками или звездочками. Благодаря многочисленным соударениям деталей с них сбивается окалина.
Иногда в последовательность добавляют еще один переход — калибровку. Она проводится с целью избежать финишной обработки, оставляя только шлифовку. Посредством плоскостной калибровки достигают точности габаритов по вертикали. Объемная калибровка служит для доведения габаритов в нескольких направлениях, позволяя также и снизить шероховатость. Для калибровки используют специальные штампы с особо точными ручьями, повторяющими конфигурацию поковки.
Штамповочные ручьи и их виды
Для простых конфигураций изделий горячая объемная штамповка выполняется за один проход.
Штамповочные ручьи и их виды
Если же предстоит отштамповать замысловатое изделие с перепадами толщин и высот, выступы и изгибы — изготовление проводят за несколько проходов, в каждом из которых формовка делается отдельной впадиной на штампе — ручьем. Их подразделяются на два вида:
Заготовительные
Используются для фасонирования приведения материала болванки к пространственной конфигурации, позволяющей провести операции горячей объемной штамповки с минимальными потерями материала.
Заготовительные ручьи
Виды заготовительных ручьев:
- Протяжной — растягивает определенные части болванки, сужая их сечение. Применяется серия несильных ударов с переворотом болванки
- Податной — утолщает сечение болванки, «перегоняя» на это место материал с соседних участков. Применяется также серия несильных ударов с переворотом болванки
- Пережимной — плющит болванку в месте применения, вызывая увеличение местной ширины.
 Используется 1-3 сильных удара,
Используется 1-3 сильных удара, - Гибочный – используется для деталей с выгнутой осью
- Осадочный — применяется для изделий, близких к круглой форме. Уменьшает высоту болванки, добиваясь нужной высоты и радиуса
Штамповочные
Используются в завершающей формовке, бывают черновыми и чистовыми.
Черновой используется для изделий сложной конфигурации и в целях снижения износа чистового. Предназначен для приближения габаритов и конфигурации болванки к окончательному изделию. Он глубже и уже, чем чистовой ручей, обладает большими радиусами и уклонами. Эти меры применяются для свободного размещения болванки в чистовом ручье.
Штамповочные ручьи
Чистовой ручей используется для формовки конечной продукции, изготавливается с припуском на усадку при охлаждении. Устанавливается в середине штампа, поскольку давление и возникающие напряжения при чистовой штамповке максимальны. Для отвода выдавливаемого металла вокруг ручья расположена облойная канавка.
Схемы штамповки
Конкретная конфигурация горячей объемной штамповки выбирается опытным технологом, принимающим во внимание следующие параметры:
- Размеры детали.

- Материал.
- Форма.
- Доступное оборудование.
- Лимиты трудоемкости и материальных затрат.
На текущий момент применяется две основные схемы горячей объемной штамповки:
- с открытым штампом;
- с закрытым штампом.
Штамповка в закрытом штампе проводится с небольшим зазором между его половинами. Подразумевается, что объемы болванки и конечной детали точно совпадают. Иногда делают две линии примыкания, находящиеся под углом друг к другу. Схема используется для формовки сравнительно несложных по конфигурации поковок и позволяет добиться наибольшей однородности внутреннего строения детали и меньшей шероховатости.
Схема штамповки в закрытых штампах
При применении схемы горячей объемной штамповки в открытых штампах нет соответствия объемов болванки и конечного изделия, происходит активное перераспределение массы металла между ее частями. Некоторая часть металла выдавливается за пределы штампа в приспособленную для этого канавку и называется облоем. Схема позволяет штамповать детали практически любой конфигурации, поскольку позволяет проводить большое количество черновых и завершающих проходов с промежуточными поворотами болванки.
Оборудование, используемое для горячей объемной штамповки
Оборудование для горячей объемной штамповки включает в себя:
- Молоты
- Кривошипные прессы
- Горизонтально-ковочные машины
Технология применения каждого класса установок связана с их конструкцией. Молоты допускают такие схемы, как открытая штамповка и штамповка в закрытых штампах
Горячая объемная штамповка на молотах
Технология использует явление преобразования кинетической энергии падающего массивного молота в энергию ударной деформации заготовки. Молоты поднимаются в исходное состояние сжатым воздухом или паром и имеют массу от 0.5 до 25 тонн.
Горячая объемная штамповка на молотах
Изменяя высоту подъема молота, можно регулировать силу удара. Ход молота также регулируется, это дает возможность для поворота заготовки во время очередного подъема молота и более точной штамповки. Доступны все подготовительные операции, включая протяжку и подкат.
Точность изготовления деталей на молотах оставляет желать лучшего, что объясняется неминуемым сдвигом частей штампа друг относительно друга в момент удара. Допуски при использовании молотов приходится давать большими, а для обеспечения возможности выемки изделий из пресса делаются большие штамповочные уклоны.
Горячая объемная штамповка на прессах
Горячая штамповка металла проводится и на кривошипных прессах. Главная характеристика оборудования — это развиваемое им усилие, варьирующееся от 6 до 110 МН.
Горячая объемная штамповка на прессах
Конструкция кривошипного горячештамповочного пресса имеет жесткий привод и не дает возможности регулировать ход пресса и его усилие. Эти факторы исключают из перечня допустимых операций протяжку и подкат, поскольку для них нужно постепенно увеличиваемое давление.
Отсутствие ударов, постоянный ход штампа и использование направляющих исключает сдвиг, что позволяет добиться точности обработки, принципиально недостижимой на молотах.
Соответственно допустимо задание существенно меньших допусков, штамповочных радиусов и уклонов, что снижает потери материалов и повышает производительность оборудования.
Кроме того, статическая деформация глубже проникает в болванку, чем динамическая, и это делает доступными для обработки материалы с низкой пластичностью.
Отрицательными особенностями кривошипных горячештамповочных прессов являются:
- окалина запрессовывается в поверхность, для борьбы с этим применяют нагрев в инертной атмосфере или глубокую зачистку болванки;
- ввиду продолжительного соприкосновения с пуансоном болванка остывает, снижается ее пластичность и заполняемость.

Штамповка на горизонтально-ковочных машинах
При горячей объемной штамповке этим методом, установка также приводится в действие кривошипным механизмом, главное деформирующее усилие прикладывается по горизонтали. В дополнение к этому применяется еще один ползун, размещенный под прямым углом. Матрица соответственно также составлена из двух частей, одна из которых является подвижной.
Штамповка на горизонтально-ковочных машинах
Доступны такие переходы, как высадка, прошивка и пробивка. Для штамповки стержней, колец, труб с утолщениями и отверстиями в качестве заготовок применяют круглый или квадратный пруток.
Эти специализированные устройства позволяют добиваться существенного повышения эффективности. В качестве минусов можно отметить узкую применимость и дороговизну.
Горячая объемная штамповка и холодная штамповка деталей из листового металла
Горячая объемная штамповка представляет собой процесс намеренного деформирования нагретой заготовки из разного рода металла для изменения ее размеров и конфигурации.
Причем, геометрические характеристики изделия при этом меняются в нескольких измерениях, а не в одной плоскости. Технология нашла применение во многих отраслях промышленности и имеет весьма обширные перспективы для дальнейшего развития и совершенствования.
Содержание
- В каких областях промышленности технология нашла применение?
- Разновидности объемной штамповки
- Технологические схемы штамповки
- В закрытых штампах
- В открытых штампах, имеющих переменный зазор
- Инструменты и оборудование
- Подведем итог
В каких областях промышленности технология нашла применение?
Горячая объемная штамповка ‒ вид обработки металлозаготовок с помощью давления, который подразумевает использование специального инструмента, штампа, для формообразования поковки из разогретой заготовки.
Поверхности полостей и выступов отдельных частей штампа при этом ограничивают течение металла, поэтому в итоге операции происходит образование единственной замкнутой полости по конфигурации поковки. Такую полость называют ручьем.
Такую полость называют ручьем.
Для данного вида обработки необходимы специальные штамповочные заготовки. Их изготавливают с применением проката профилей разных форм путем разрезания прутков на отдельные изделия кривошипными пресс-ножницами, механическими пилами, газовой резкой и т.п.
Горячая объемная штамповка.
Достоинства такой технологии при сравнении заключается в следующем:
- высокие показатели производительности;
- более высокая точность изготовления деталей: допуски при штамповании поковок в 3 раза меньше, нежели при ковке.
Основными недостатками технологии являются дороговизна инструмента и его узкая направленность: конкретный штамповочный станок подходит для создания поковки одной формы и размера.
Помимо этого, для осуществления объемной горячей штамповки поковок потребуется в несколько раз больше усилий деформирования, нежели для ковки аналогичных поковок.
На заметку! Крупными называют поковки с массой в несколько сот килограммов, но они используются в редких случаях. Еще реже можно встретить изделия с массой 2-3 тонны. Наиболее распространенные формы имеют массу от 20 до 30 кг.
Еще реже можно встретить изделия с массой 2-3 тонны. Наиболее распространенные формы имеют массу от 20 до 30 кг.
Технология активно применяется на производственных предприятиях металлообрабатывающей промышленности, которые имеют дело с алюминиевыми сплавами, латунью.
С помощью горячей штамповки прессом изготовляются заготовки для деталей легковых автомобилей, тракторов и других видов сельскохозяйственных машин, самолетов, железнодорожных вагонов, станков и т.п.
С учетом тенденции к росту серийности в машиностроении штамповка в будущем приобретет еще большую популярность и развитие.
https://youtu.be/0-1fp3iKrT4
Разновидности объемной штамповки
Существуют разные виды объемной штамповки: и горячая. Первая технология менее распространена, нежели горячая, так как для нее не требуется очень мощное оборудование.
Помимо этого, стоит отметить склонность большинства сталей и сплавов поддаваться обработке именно в горячем состоянии. Поэтому именно горячий вид штамповки и ковки предпочтителен для множества предприятий металлургической отрасли, которые предполагают изготовление изделий из листов металла.
Но и свои достоинства у холодной технологии создания поковок из металла присутствуют:
- в процессе работы не происходит нагревание металла;
- металлическая поверхность не окисляется при контакте с кислородом;
- можно изготовить изделия с более точными параметрами;
- низкие показатели шероховатости металлической поверхности;
- низкий расход металла;
- низкая трудоемкость производства изделий.
Отметим! При холодной объемной штамповке изделиям не нужна финишная обработка.
Горячий метод штамповки поковок отличается:
- высокими показателями производительности;
- отменной однородностью и прочностью готовых поковок;
- возможностью получения поковки сложной формы;
- высокой автоматизации рабочих процессов.
Процесс горячей штамповки.
Различают разные способы горячей объемной штамповки, в зависимости от типа примененных штампов:
- открытая;
- закрытая;
- выдавливанием;
- прошивкой;
- в разъемных матрицах.

Именно такая классификация считается основной, потому что тип использованного в работе штампа является определяющим фактором для характера течения металла при формообразовании поковки.
Благодаря использованию технологии обработки металлов данным методом можно изготовить разнообразные по геометрическим параметрам поковки:
- Детали удлиненной формы: рычаги, шатуны. Для их производства потребуется штамповочный пресс.
Исходную заготовку поддают протягиванию и обрабатывают плашмя. В конце работы деталь фасонируют при помощи ковки. - Дисковые детали квадратной, круглой формы и небольшой длины: ступицы, шестеренки, фланцы, крышки.
Изготавливаются с помощью технологии осадки в торец заготовки. А их использование осуществляется с применением штамповочных переходов.
Путем штамповки крайне сложно изготовить абсолютно точные по размеру поковки, по этой причине существует такое понятие как допуски. Они учитывают недоштамповку изделия по высоте, износ ручья штампов, риск сдвига штампов в процессе использования и т.
п.
Если допуски обуславливают чистоту поверхности и точность поковки, что удовлетворяет общим требованиям к конечным результатам работы, то в дальнейшем иных припусков не предполагают.
Если же предполагаемые заранее допуски или чистота поверхности металла на деле оказались неудовлетворительными, стоит рассмотреть возможность получения более точных параметров поковок путем калибровки, чеканки, улучшения качества самого процесса и нагрева.
Если же это решение не позволяет решить вопрос, то назначаются припуски для последующей обработке путем резки.
Технологические схемы штамповки
Станок горячей штамповки металла функционирует с применением специальных рабочих схем. С их помощью выполняется ковка и штамповка различных металлических изделий. Исходя из характеристик примененной рабочей схемы, можно определить будущие параметры готовой поковки.
Исходя из характеристик примененной рабочей схемы, можно определить будущие параметры готовой поковки.
Классифицировать такие схемы можно по типу задействованных в работе штампов:
В закрытых штампах
Штамповка заготовки.
Полость штампа в процессе деформации закрыта, поэтому зазор между подвижной и неподвижной зонами минимален. Особенности устройства штампа закрытого типа определяет вид штамповочного станка.
В большинстве случаев верхняя часть штампа характеризуются выступом, а нижняя – представляет собой полость. Также можно встретить обратную ситуацию.
Применение подобных изделий на практике должно осуществляться с тщательной подготовкой и четким контролем над идентичностью объемов поковки и заготовки.
Несоблюдение данных требований может привести к частичному заполнению углов полости металлом, если его будет недостаточно.
Также проблемы могут возникнуть с высотой поковки при работе горячим методом: если металла будет чрезмерно много, высота поковки получится больше, чем запланировано. Чтобы штамповка проходила по оптимальной схеме, важно отрезать заготовки с максимальной точностью.
Чтобы штамповка проходила по оптимальной схеме, важно отрезать заготовки с максимальной точностью.
В открытых штампах, имеющих переменный зазор
В него вытекает определенный объем металла, что позволяет заполнить рабочую полость поковки в полной мере. Помимо этого, облой заполнится излишками металла на конечной стадии работы, что снизит запрос к точности заготовок по весу.
Холодная и горячая штамповка с применением таких изделий осуществляется в четыре стадии: осадка заготовки, совмещение стеночек изделия с заготовкой, вытекание лишнего металла в канавку при обжатии, удаление избыточного металла из полости.
Достоинством штампов для горячей штамповки является возможность произвести любой вид поковок.
Закрытые штампы также характеризуются определенными преимуществами:
- Более благоприятная структура поковок.
В данном случае не происходит перерезания волокон в облой в точке вытекания металла. Они обтекают поковочный контур, что позволяет достигнуть уникальной точности поверхности деталей без каких-либо видов шлифовки; - Отсутствие облоя при такой схеме.

Это позволяет значительным образом снизить расход металла. - Наличие возможности работать с малопластичными сплавами, характеризующимися высоким уровнем деформации под высоким напряжением неравномерного всестороннего сжатия.
Инструменты и оборудование
Штамповочное производство холодным и горячим методами требует наличия ряда инструментов и приспособлений. Применяемое для штамповки оборудование условно делится на основное и вспомогательное.
К первой группе инструментов причисляют штампы, разделяющиеся, в свою очередь, на ковочные для изготовления изделий и обрезные для ликвидации заусенцев после штамповки.
Все они предназначаются для создания исключительно заданной детали, но иногда можно встретить и варианты со съемными частями и блоками, которые позволяют выполнить переналадку.
Штамповочный инвентарь для горячей технологии производится из высококачественной легированной инструментальной стали, потому что на изделия в процессе эксплуатации оказывается высокое механическое давление и термическая нагрузка.
Но это довольно дорогой материал, поэтому для экономии денежных средств штампы производят со вставками из более дешевых металлов.
Холодная штамповка металла предполагает использование оборудования, работающего при высоких удельных нагрузках и обеспечивающего высокую точность форм и размеров изделий. Оно характеризуется высокой производительностью и увеличенным рабочим ходом, так как обладает высокой жесткостью конструкции.
Процесс получения объемных штампов.
Kо второй группе инструментов и приспособлений для осуществления штамповки относят:
- приспособления, позволяющие осуществить доставку и загрузку металла в печь, его подачу от печи к молоту и передачу заготовок от одного молота к последующему;
- инвентарь для подачи заготовок под штамповочный пресс с их последующим перекладыванием из одного ручья штампа в другой;
- инструменты для удаления поковки из штампов после изготовления;
- измерительные приборы и шаблоны для осуществления периодического контроля отштампованных поковок.

На заметку! В конструкции штампа необходимо иметь такие эксплуатационные параметры, чтобы она позволяла менять форму заготовки согласно конкретным требованиям, прочно фиксировалась на оборудовании, предоставляла возможность сохранить точность ее установки и комфортабельную транспортировку.
Для обработки деталей из металла методом горячей объемной штамповки потребуется следующее оборудование:
- молотовые штампы;
- горячештамповочные кривошипные прессы;
- горизонтально-ковочные агрегаты.
Самые распространенные варианты сегодня ‒ это паровоздушные молоты с двойным действием и простые приводные фрикционные молоты. Они работают за счет ударно-деформирующего воздействия на металлозаготовку.
Высококачественное перераспределение металла можно обеспечить при условии одновременного регулирования хода подвижных деталей и силы удара в сочетании с кантованием заготовки. Отметим, что молоты причисляются к категории довольно недорого штамповочного оборудования.
Также при горячем штамповании часто используются кривошипные прессы с жестким приводом, не позволяющим изменять направление ползуна.
Изготовленные с помощью прессов поковки отличаются большей точностью за счет жесткого хода. Это сводит к минимальной вероятности риск появления припусков на механическую обработку.
Недостаток такого оборудования заключается в необходимости проводить предварительную очистку заготовки от окалины, иначе она вжимается в тело поковки.
При соприкосновении разогретого металла со стеночками пресса происходит остывание заготовки из-за большого количества времени, потраченного на процесс деформации.
Подведем итог
Горячая и холодная штамповка – технологии, активно задействованные на предприятиях металлургической промышленности, в машино- и авиастроении и в иных производственных сферах при изготовлении разного типа деталей из стали и цветных металлов.
При этом горячая листовая штамповка встречается чаще, нежели холодная, так как позволяет работать практически со всеми металлами, и в том числе низкоплавкими.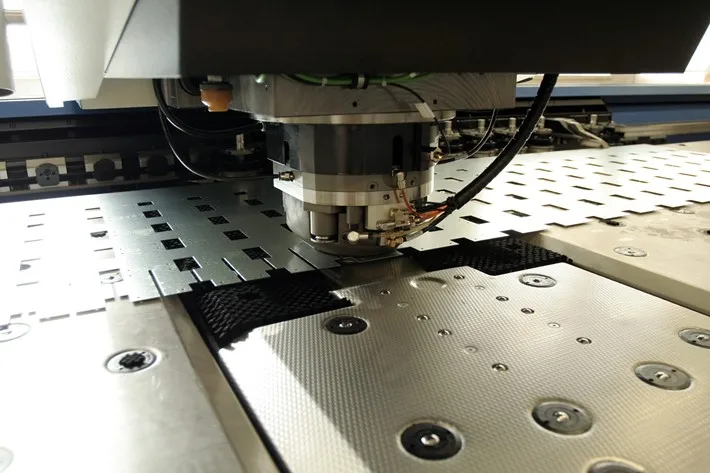
Штамповка металла (горячая, холодная) — технология, плюсы и минусы
Штамповка металла — процесс изменения формы и размеров металлических заготовок под действием давления. Подробное знакомство с технологией проведения работ поможет понять секреты популярности данного способа обработки металлопроката.
Содержание
- 1 Горячая объемная штамповка металла
- 1.1 Особенности горячего штампования
- 1.1.1 Закрытый способ
- 1.1.2 Открытый способ
- 1.2 Штамповочные ручьи
- 1.3 Дополнительные операции
- 1.4 Преимущества и недостатки горячей штамповки
- 1.1 Особенности горячего штампования
- 2 Холодная штамповка металла
- 2.1 Листовое штампование
- 2.1.1 Виды операций, проводимые во время листовой штамповки
- 2.
 2 Плюсы и минусы метода
2 Плюсы и минусы метода - 2.3 Объемная холодная штамповка
- 2.3.1 Холодное выдавливание
- 2.3.2 Высадка
- 2.3.3 Холодная объемная штамповка металла в открытых штампах
- 2.4 Достоинства и недостатки объемной штамповки
- 2.1 Листовое штампование
- 3 Заключение
Горячая объемная штамповка металла
Особенностью метода заключается в деформации заготовки после нагревания ее до определенной температуры. Формообразование происходит в результате принудительного перераспределения разогретого металла по выемкам внутренней поверхности штампа.
Особенности горячего штампования
Процесс основан на использовании пластичности металла, которая увеличивается при нагревании. Перед началом формовки болванки равномерно прогреваются на специальных установках с автоматическим управлением. Они обеспечивают поддержание необходимой температуры по всему объему заготовок и исключают образование оксидных пленок.
Оборудование, применяемое для термообработки:
- Электроконтактные установки.
 Нагрев осуществляется электрическим током, проходящим по заготовке.
Нагрев осуществляется электрическим током, проходящим по заготовке. - Индукционные системы. Прогревание болванки происходит за счет вихревых токов, возникающих в поверхностном слое болванки.
- Газовые печи. Температура заготовок повышается в изолированной камере, наполненной инертным газом.
Горячая объемная штамповка металла проводится обученным персоналом, обладающим практическими навыками и опытом работы на данном виде производства.
Данным способом производят два вида деталей:
- Удлиненные. Это могут быть: рычаги, валы, воротки и другие. Работа проводится плашмя и завершается фасонированием в заготовительных вальцах ковки.
- Дисковые. В их число входят: кольца, диски, шестерни, крышки. В данном случае применяется метод осадки в торец заготовки с применением штамповочных переходов.
Закрытый способ
Для получения изделий необходимой формы используются прессы с выступом наверху и пустотами внизу. Между неподвижной и подвижной частями имеется минимальный зазор. Полости для разъема располагаются по отношению друг к другу под углом 90°. Метод используется, в тех случаях, когда размеры готового изделия и поковки совпадают по параметрам.
Полости для разъема располагаются по отношению друг к другу под углом 90°. Метод используется, в тех случаях, когда размеры готового изделия и поковки совпадают по параметрам.
Открытый способ
В данном случае между рабочими деталями имеется больший зазор для стекания лишнего металла. Для удаления облоя используются обрезные и пробивные штампы и кривошипные прессы. Технология может применяться для штамповки изделий любого размера. Безупречная поверхность, однородная структура и экономия металла – преимущества открытого способа.
Штамповочные ручьи
Создание сложных форм с перепадами толщин и высот, выступами и изгибами осуществляется благодаря поверхностям, имеющим специальные впадины, заготовительные и штамповочные ручьи.
Они бывают нескольких видов:
- Протяжные. Применяются для увеличения длины отдельных участков путем нанесения частых ударов с одновременным кантованием детали.
- Заготовительные. Необходимы для фасонирования заготовки и придания готовому изделию формы с минимальным отходом металла.

- Пережимные. Используются для уменьшения высоты с одновременным увеличением ширины отдельного участка заготовки.
- Подкатные. Обеспечивают равномерное распределение металла по оси заготовки с увеличением диаметра отдельных частей.
- Гибочные. Применяются для формирования поковки, угол изгиба которой составляет 90°.
Окончательное необходимое формоизменение детали происходит в штамповочных ручьях. Они бывают:
- Черновые. Для приближения размеров заготовки к требуемым габаритам детали и снижения износа чистового ручья.
- Чистовые. Они устанавливаются в середине штампа, и используется окончательной формовки изделий. При его изготовлении учитываются припуски на усадку. Выдавливаемый металл оттекает через облойную канавку.
Дополнительные операции
На заключительном этапе после удаления лишнего материала в чистовом ручье проводится коррекция формы детали. Это требуется для правки ее искривленных осей. Изделия из легированных сталей и больших размеров обрабатываются в горячем состоянии. Продукция мелкого калибра корректируется после термообработки и остывания.
Продукция мелкого калибра корректируется после термообработки и остывания.
Доведение физических свойств до необходимых значений происходит во время заключительного нагревания. Термообработка снимает остаточное напряжение, уменьшает зернистость и повышает пластичность.
Очистка от окалины проводится механической обработкой. Процедура для крупных изделий проходит в дробеструйных комплексах. Мелкие детали очищаются в галтовочных барабанах.
Для снижения шероховатости и получения точных размеров применяется калибровка продукции. После нее не требуется проводить финишную обработку, достаточно отшлифовать полученные детали. Для работы применяются специальные штампы с особо точными ручьями, повторяющими конфигурацию поковки.
Преимущества и недостатки горячей штамповки
Достоинства:
- Экономия металла за счет снижения потерь.
- Возможность изготовления деталей сложных форм.
- Снижение трудоемкости.
- Получение изделий точной формы и конфигурации.

- Высокий уровень производительности.
К минусам метода относятся:
- Высокая стоимость проектирования и изготовления оснастки.
- Сложность и энергоемкость процесса.
- Максимальный вес не превышает 4 тонны.
Горячий метод используется для выпуска больших серий и в случаях, когда сложность форм и толщина изделий не позволяет провести штампование холодным способом.
Холодная штамповка металла
Холодный способ представляет собой технологическую операцию, при которой металлическая заготовка без предварительного нагрева подвергается деформации.
Листовое штампование
Детали данным методом изготовляют прессованием металлических листов, полос или рулонов. Толщина получаемой продукции не превышает 10 мм. Листовая штамповка металла востребована при массовом производстве изделий, абсолютно идентичных по форме и размерам.
Для проведения работ используется два вида прессов:
- Универсальные.
 Они предназначены для вырубки, сгибания и вытяжки.
Они предназначены для вырубки, сгибания и вытяжки. - Специальные. С их помощью осуществляется глубокая вытяжка и специфическое выгибание деталей.
Листовая штамповка металла может проводиться на механизированном оборудовании или на пресс-автоматах.
Заготовки для работ при необходимости нарезаются с помощью механических или гидравлических ножниц. Широкие листы режутся на дисковых инструментах с цилиндрическими ножками. Криволинейный контур выполняется дисковыми или коническими ножницами.
Виды операций, проводимые во время листовой штамповки
Детали изготавливают двумя способами:
- Формоизменяющий. К нему относятся: скручивание, прогибание, навивание, обжим, формование, вытягивание, отбортовка. За время прохождения операции материал заготовки не разрушается, меняется только форма и размер.
- Разделяющий. В него входят: нарезка, прокалывание, обрезка, пробивка и зачистка. Заготовки в данном случае разделяются во время сдвига по заданному контуру.

Плюсы и минусы метода
К недостаткам холодного листового штампования металла относится высокая стоимость оборудования. Окупаемость процесса происходит быстро только в серийном производстве.
Преимуществами данного метода являются:
- Возможность выполнять параллельно несколько операций.
- Получение взаимозаменяемых деталей.
- Рост производительности и эффективности.
- Экономичность массового и серийного производства.
- Получение прочных деталей с сохранением их минимальной массы.
- Точность размеров и высокое качество поверхности.
Холодное штампование рассчитано на производство изделий массой, не превышающей 1 тонну. Производство изделий большего веса не рекомендуется.
Объемная холодная штамповка
Этот универсальный метод востребован в производстве разнообразных изделий из металла. Существует несколько видов объемного штампования.
Холодное выдавливание
Заготовка помещается в полость, из которой металл выдавливается в отверстия, расположенные в рабочем механизме. Проводится на кривошипных или гидравлических прессах. Различают четыре варианта выдавливания:
Проводится на кривошипных или гидравлических прессах. Различают четыре варианта выдавливания:
- прямое;
- обратное;
- боковое;
- комбинированное.
Возможность получения изделий без разрушения и деформации заготовок – плюсы выдавливания.
Высадка
Процесс осуществляется на специальных автоматах. Штамповке подвергается прут или проволока. Они размещаются в рабочую зону и разрезаются на заготовки установленных размеров. Отрезанные части переносятся в штамповочный механизм.
Холодная объемная штамповка металла в открытых штампах
Способ основан на формовании деталей путем заполнения металлом полости штампа. Чтобы облегчить процесс и ослабить сопротивление металлической основы, детали расчленяют на переходы, между которыми они подвергаются отжигу. Благодаря этому повышается пластичность металла, сокращается риск разрушения деталей и увеличивается допустимая степень формоизменения.
Холодное объемное штампование осуществляется в открытых штампах.
В условиях холодной деформации закрытая штамповка используются для получения изделий из цветных металлов.
Достоинства и недостатки объемной штамповки
Основным минусом данного метода является быстрое изнашивание штампов. Причиной тому служат значительные механические нагрузки, которые испытывает на себе применяемое оборудование.
Преимущества объемной штамповки:
- Получение высококачественных изделий без окалины.
- Прочность произведенных деталей и точность размеров за счет отсутствия окисления.
- Высокая производительность.
- Минимальная шероховатость поверхности изделий.
- Возможность полной или частичной автоматизации.
- Не нужно нагревать материал.
- Эффективность использования металла.
Качество изготовления продукции зависит от правильной сборки и работы штампа.
Заключение
Штамповка металла – востребованный способ для выпуска продукции. Секрет популярности данного способа обработки деталей состоит в высокой скорости производства изделий любых размеров и форм.
Используемая литература и источники:
- Холодная объемная штамповка. Справочник под редакцией Навроцкого Г. А., Машиностроение, 1973.
- Основы технологии автоматизированного холодновысадочного производства Амиров М. Г., Лавриненко Ю. А. Уфа.: 1992
- Пластичность, её прогнозирование и использование при обработке металлов давлением Дзугутов М. Я., Металлургия, 1984.
- Статья на Википедии про штамповку
Горячая штамповка металла и ее технология
Штамповка горячим способом металлической заготовки способствует ее деформации в нагретом состоянии, чтобы придать соответствующую форму изделию. Эти технологии применяются в тяжелом машиностроении, и они по-своему уникальны.
- Суть технологии
- Выбор технологии
- О схемах штампов
- Применяемое оборудование
- О работе механизмов
Суть технологии
Горячая штамповка металла заключается в нагревании изделия и давлением заданного штампа формируется деталь. При этом изменение температурного режима производится до состояния, который бы образовался при ковке.
При этом изменение температурного режима производится до состояния, который бы образовался при ковке.
Чтобы не было вытекания металла, в конструкции штампа предусматриваются специальные полости в виде выступов. Так формируется поверхность в виде ручья соответствующая замкнутому типу, а конфигурация выполненного изделия соответствует его форме.
Исполнение горячей штамповки производиться из разнопрофильных брусков сечения: прямоугольного, квадратного или круглого. В исключительных случаях технологический процесс штамповки изделий выполняется из прутка. Для начала производят поковку с заданными размерами, а после ее делят на части. Заготовки для штампов выполняют обычно из металлического прутка.
Эффективность технологического процесса заключается в том, что ее можно применять в производстве серийных заготовок.
При применении этой технологии предприятия имеют множество преимуществ:
- Снижается процент образования металлических отходов.
- Производительность труда растет.

- Возможность выполнения сложных конструктивных элементов.
- Обеспечение точности геометрических размеров.
- Заготовки отличаются высоким качеством поверхности.
Технология изготовления детали объемной штамповкой следующая:
- резка заготовки в размер;
- нагревание в печи;
- 1 переход;
- 2 переход;
- 3 переход;
- устранение облоя и обработка металла.
По технологии штамповки выполняется огромный перечень действий от загрузки болванки в обрабатываемую зону, завершая изыманием из печи. Алгоритм подразумевает выполнение работ:
- Штампы используются с закрытым или открытым ручьями.
- Выполнить конструкторскую документацию на разработку поковки.
- Продумать за какое количество переходов выполняется заготовка.
- Выбрать подходящее оборудование, продумать, какие использовать штампы.
- Произвести нагрев поковки, выбирая способ нагрева штампа и режимов работы оборудования.

- Исходя из требований качества обработки детали, произвести оценку, какие завершающие операции проводить.
- Подсчитать технико-экономические показатели заданного техпроцесса.
По отношению к ковке метод горячего штампования обладает своими достоинствами и недочетами:
| № п/п | Достоинства | Недостатки |
| 1. | Высокая производительность трудового процесса | Лимиты по массе получаемых деталей и заготовок, не более — 3,5 тонн |
| 2. | Качество обрабатываемой поверхности, допуском и припусков почти в 4 раза меньше; при выполнении калибровки получаемые допуски составляют 0,05 мм, поэтому мехобработке подвергаются лишь места сопряжений со смежными изделиями, а остальных поверхностей достаточная шероховатость и точность | Деформация выше, исходя из этого, используется мощное оборудование, это происходит, потому что деформации подвергается заготовка полностью, при этом течь металла подвергается сопротивлению, создаваемого стенками штампа |
3. | Возможность получения конструктивных элементов сложной конфигурации | Достаточно высокая цена оборудования, так как оно сложное и выполняется из качественного материала, а применяется лишь для изготовления одного вида изделия |
| 4. | Простота выполняемых операций, для этого необязательно иметь большой стаж работы, программа обучения штамповщика несложная |
Для горячей штамповки металла применяется несколько известных технологий, зависимых от следующих параметров:
- выбора оборудования;
- геометрических размеров;
- материала заготовки.
Выбор технологии
По выбранной технологии можно производить несколько типов деталей:
► Удлиненные — к ним относятся рычаги, валы, воротки и иные. Обработка производится плашмя при использовании штамповочного пресса. Последним этапом этой работы является фасонирование, исполняемое в заготовительных вальцах для ковки.
► Дисковые – к ним относятся кольца, диски, шестерни, крышки и иные изделия. При выполнении данной операции используется метод осадки, производимый в торец заготовки. Для этого процесса применяются штамповочные переходы.
При выполнении данной операции используется метод осадки, производимый в торец заготовки. Для этого процесса применяются штамповочные переходы.
Таблица типовых изделий для разной формы поковок с подробным описанием:
| № п/п | Краткое описание характеристики | Типовые изделия |
| Изделия удлиненной конфигурации | ||
| 1. | Прямая ось | Балки, валы, втулки, шатуны |
| 2. | Изогнутые по оси | Рычаги, предназначенные для рулевого управления |
| Симметричные | ||
| 1. | Круглые изделия | Фланцы, шестеренки и ступицы |
| 2. | Квадратные и многоугольные | Гайки, фланцевые соединения и ступицы |
| 3. | Изделия, имеющие отростки | Типа вилки и крестовины |
| Иные изделия | ||
| 1. | Комбинированной формы | Коленвалы, поворотные кулачки |
| 2. | С количеством необрабатываемых поверхностей большего объема | Рычажные элементы для переключения передач, крюки для буксира и балки для параллельных осей |
| 3. | С внутренними отверстиями и заглублениями | Валы с полостями, шестеренчатые блоки и детали для фланцевых соединений |
► Штамповочные ручьи, которые в свою очередь подразделяются на:
- Протяжные (увеличивается длина отдельных элементов на обрабатываемой заготовки, именно по этой части производится нанесение ударов с кантованием детали).
- Заготовительные (выполнение фасонирования детали или равномерное перераспределение металлической массы с минимальными потерями).
- Пережимные (при этом одновременно уменьшается высота и увеличивается ширины обрабатываемой заготовки).
- Подкатные (диаметр отдельных участков увеличивается при распределении металла по оси заготовки).

- Гибочные (производится формирование поковки заготовки с изгибом по оси под 90 0).
► Разновидности штамповочных ручьев:
- Черновые – конфигурация обрабатываемого материала в большей степени приближена к форме поковки. К особенностям относятся увеличенная глубина, радиусы и уклоны по отношению к параметрам изделия, выполненного начисто.
- Чистовые – при приобретении требуемой формы увеличиваются размеры на ту величину, на которую увеличиваются усадки металлической заготовки. Металлопрокат располагают в центральной оси штампа, так как на его оказываются максимальные усилия.
О схемах штампов
► В производственном процессе применяются две схемы горячего штампования:
- Закрытого типа – по заданной технологии между частями штампа неподвижной и подвижной просвечиваются небольшие зазоры минимальны. Для исполнения изделий применяются прессы с выступом наверху рабочего инструмента, а внизу размещена полость. Или, напротив, на молотах при выступе снизу, в полости в верхней части используемого инструмента.
 Этот способ применяется, когда объемы готового изделия и поковки соответствуют по параметрам. Штампы этой разновидности имеют одновременно две полости для разъема, расположенные под углом 900, относительно друг друга.
Этот способ применяется, когда объемы готового изделия и поковки соответствуют по параметрам. Штампы этой разновидности имеют одновременно две полости для разъема, расположенные под углом 900, относительно друг друга. - Открытого типа – принцип их работы основан на том, что между неподвижной и подвижной частями обеспечивается зазор, в который выливается лишний металл. Их можно применять для поковок любого размера.
► Преимущества производства с использованием открытых типом штампов:
- Безупречное качество поверхности.
- Однородная структура материала.
- Экономия металла.
- Возможность применения материалов с невысокими показателями пластичности, так как воздействует высокое напряжение и обеспечивается неравномерность при сжатии.
Применяемое оборудование
Даже если обрабатываемый материал имеет мягкую структуру, использование оборудования для придания заданной формы обязательно. К этому оборудованию можно отнести:
- Гидравлические прессы.

- Гильотины.
- Кривошипно-шатунные механизмы.
Также нужно правильно выполнять расчеты по расходу материалов и выполнять чертежи, с учетом требований государственных стандартов.
Если рассматривать штамповочный станок, то в его состав входят следующие конструктивные элементы:
- исполнительный механизм, соответствующий типу станка;
- мотор для приведения оборудования в движение;
- передачи, обеспечивающей движение от одного механизма к другому.
Видео: горячая штамповка металла — автоматизированные линии.
О работе механизмов
► Кривошипно — шатунные прессы. Принцип действия его заключается во вращении привода, который, в свою очередь, преобразует движение в возвратно-поступательное на установленном ползуне. Детали технического устройства выполняются из стали прочной структуры с ребрами жесткости.
Движется ползун по заданному режиму, при этом на него воздействует усилие в 8000 т. Установки кривошипного типа, используемые на производствах, снижают себестоимость деталей, а также упрощают их изготовление. Экономия составляет около 30%. Станки подразделяются на: простые, с двойным действием или с тройным действием.
С помощью технического устройства можно выполнять следующие технологические решения:
- Производство штампованных деталей при открытых или закрытых матрицах.
- Исполнение заусенца.
- Выдавливание заготовок.
- Прошивку.
- Обработку одновременно несколькими способами.
Под воздействием одной ударной нагрузки механические прессы производят работу, но при ударе меньшей силой от гидравлического пресса получается лучшие эффект. В связи с этим гидравлику используют для крупногабаритных и толстостенных деталей.
► Гидравлические прессы. Завод — изготовитель выпускает оборудование для ковки, создания продавливающих усилий и проштамповывания поверхности. Переработка металлических отходов с их помощью тоже результативна. Принцип действия заключается в увеличении силы давления на изделие в несколько раз.
Переработка металлических отходов с их помощью тоже результативна. Принцип действия заключается в увеличении силы давления на изделие в несколько раз.
Выглядит пресс следующим образом: это два цилиндра, заполненные водой и между ними расположена труба. В каждом цилиндре находятся поршни, а основа принципа работы заложена на законе Паскаля.
► Радиально-ковочные механизмы. Заготовка располагается в модуле, в котором осуществляется нагрев по принципу индукции. После того как материал становиться мягким она подается на захват через конвейерный механизм непосредственно в зону обработки. В процессе приобретения нужной формы заготовка вращается, что обеспечивает ее равномерную обработку. Ковка детали осуществляется бойками.
Функционирование пресса производиться от мотора, присоединенного к клиноременным передачам. Их вертикальное размещение передает движение на боек и шатунный механизм. Для синхронности работы в устройстве расположены копирные барабаны. Червячные передачи приводят в работу держатель электромотором. Притормаживание движений осуществляется пружинной муфтой.
Притормаживание движений осуществляется пружинной муфтой.
Republished by Blog Post Promoter
Все о горячей штамповке в производстве
Что такое горячее тиснение?
Горячее тиснение — это процесс литографической печати, в котором используются нагретые формы для изображений или штампы для тиснения для переноса металлической фольги или предварительно высушенных красок на поверхность.
Обычно процесс работает следующим образом: машина для горячего тиснения нагревает форму или штамп с гравировкой, которые затем прижимают маркировочную фольгу к поверхности. Фольга наносится только там, где горячий штамп соприкасается с материалом изделия, что позволяет инженерам создавать элегантные тисненые рисунки на деталях и узлах на этапе постпроизводства. Фольга для горячего тиснения имеет три слоя: цветной слой (который может быть пигментным или металлическим), адгезионная основа и разделительный слой. Инновации в цифровой печати позволяют даже горячее тиснение трехмерных изображений голографической фольгой.
Горячее тиснение — это универсальный, точный и эффективный метод печати на поверхностях, который часто используется для персонализации или украшения продуктов. Вот краткое изложение некоторых ключевых преимуществ процесса горячего тиснения, а также основных соображений, о которых следует помнить.
Четыре ключевых преимущества горячего тиснения
Одним из наиболее значительных преимуществ горячего тиснения является то, что его можно использовать для обработки широкого спектра обычных материалов, включая пластмассы, резину и металлы, в дополнение к более специализированным материалам, таким как дерево, кожа и стекло. Фольгу для горячего тиснения можно наносить даже на объекты с покрытием, не повреждая покрытие. Таким образом, его можно эффективно наносить на детали, начиная от карандашей и книжных переплетов и заканчивая косметической упаковкой и кабельными стяжками.
Преимущество №1
Горячее тиснение также является чистым и невероятно эффективным процессом. Поскольку машины для горячего тиснения фольгой работают с рулонами металлической фольги или с предварительно высушенными красками, инженеры могут избежать смешивания жидких красок и очистки грязных пятен.
Поскольку машины для горячего тиснения фольгой работают с рулонами металлической фольги или с предварительно высушенными красками, инженеры могут избежать смешивания жидких красок и очистки грязных пятен.
Пособие №2
Горячее тиснение
также неизменно дает высококачественные результаты — независимо от пигмента или металлической окраски фольги, адгезивные основы созданы для надежного сцепления с поверхностью продукта. Тем не менее, некоторые материалы, такие как кожа, требуют специальной фольги для правильного приклеивания, что важно помнить менеджерам по продукции.
Преимущество №3
Хотя фольга для маркировки рассчитана на долговечность, условия окружающей среды могут привести к ее выцветанию со временем. В тех случаях, когда металлическая матрица вдавливается в пластмассовые или деревянные детали, матрица может фактически оставить клеймо на материале, гарантируя, что метка останется, даже если фольга стирается.
Пособие №4
Несмотря на то, что метод горячего тиснения в основном используется для отделки, он также имеет и другие применения. Например, в автомобилестроении можно использовать горячую штамповку, чтобы максимизировать ковкость стали. Процесс похож на теплую формовку; однако штампы холодные при вдавливании в нагретую сталь, что создает мартенситные микроструктуры в стали, которые придают детали исключительную прочность. Это делает горячую штамповку полезной при производстве прочных кабин транспортных средств и каркасов безопасности, а также других деталей.
Например, в автомобилестроении можно использовать горячую штамповку, чтобы максимизировать ковкость стали. Процесс похож на теплую формовку; однако штампы холодные при вдавливании в нагретую сталь, что создает мартенситные микроструктуры в стали, которые придают детали исключительную прочность. Это делает горячую штамповку полезной при производстве прочных кабин транспортных средств и каркасов безопасности, а также других деталей.
Ограничения и соображения по горячему тиснению
Единственным существенным ограничением процесса изготовления фольги для горячего тиснения является то, что он не позволяет печатать очень маленькие буквы без потери четкости. В противном случае, если рисунок можно превратить в форму или штамп, его, как правило, можно без проблем использовать для переноса фольги для тиснения. Если требуется мелкий шрифт высокой четкости, более подходящими вариантами могут быть тампопечать или трафаретная печать.
Еще одним ключевым моментом является выбор материала матрицы, прижимающей фольгу для тиснения. Обычно используются такие металлы, как латунь, медь, магний и сталь. Магниевые штампы проще и дешевле всего изготовить, но они менее долговечны. Медь и латунь обладают большей долговечностью и требуют больших затрат на производство, в то время как штампы из закаленной стали практически не поддаются разрушению и обеспечивают наилучший перенос фольги. Стальные штампы дороги в производстве, но благодаря своей долговечности становятся невероятно рентабельными при использовании в крупносерийном производстве.
Обычно используются такие металлы, как латунь, медь, магний и сталь. Магниевые штампы проще и дешевле всего изготовить, но они менее долговечны. Медь и латунь обладают большей долговечностью и требуют больших затрат на производство, в то время как штампы из закаленной стали практически не поддаются разрушению и обеспечивают наилучший перенос фольги. Стальные штампы дороги в производстве, но благодаря своей долговечности становятся невероятно рентабельными при использовании в крупносерийном производстве.
Изделия для горячего тиснения со сложными формами или не идеально плоскими поверхностями представляют собой сложную задачу. Однако производители часто преодолевают это препятствие, используя штампы на силиконовой основе. Поскольку они по своей природе мягче металлических штампов, силиконовые штампы лучше подходят для неровных поверхностей или форм, что обеспечивает более точный перенос.
Комплексное и непревзойденное производственное обслуживание по запросу с помощью Fast Radius
В конечном счете, горячее тиснение является эффективным средством индивидуальной настройки или украшения деталей или повышения пластичности таких материалов, как сталь. В любом случае процесс универсален и относительно прост.
В любом случае процесс универсален и относительно прост.
Производственные группы, надеющиеся использовать горячую штамповку в своем следующем проекте, не должны смотреть дальше. Fast Radius работает над расширением границ возможностей современного производства. Наша команда инженеров и дизайнеров тесно сотрудничает с каждым клиентом на каждом этапе жизненного цикла продукции — от проектирования до постпроизводственной отделки. Мы создаем больше, чем просто детали — мы строим доверительные партнерские отношения, ориентированные на своевременное производство высококачественных компонентов и узлов. Мы даже можем обновить устаревшие продукты, используя новые инновационные методы производства. Свяжитесь с нами сегодня, чтобы начать выпуск следующего продукта.
Посетите ресурсный центр Fast Radius, чтобы узнать о нашем обширном списке предложений по производственным процессам, включая Digital Light Synthesis™ от Carbon, а также о разнообразии материалов, с которыми мы работаем.
Готовы создавать детали с помощью Fast Radius?
Начать расчет стоимости
Горячее тиснение 101 | Macrodyne
Что такое горячее тиснение?
Горячая штамповка, известная как закалка под прессом в Европе и горячая штамповка в Азии, представляет собой процесс термической формовки листового металла, при котором формование и металлургическая термообработка происходят во время процесса штамповки. Закалка под прессом была первоначально разработана в 1970-х годов для производства сельскохозяйственных инструментов из закаленной стали, но с тех пор он оказал большое коммерческое влияние на производство легких и высокопрочных белых кузовов в автомобильной промышленности. Снижение расхода топлива и безопасность транспортных средств привели к универсальному использованию компонентов из сверхвысокопрочной стали, что стало возможным благодаря появлению процесса горячей штамповки.
Раннее развитие и совершенствование технологии горячей штамповки было сосредоточено на низкоуглеродистой легированной марганцем и бором стали 22MnB5 из-за традиционного использования и доступности в секторе белого тела. При нагреве листа 22MnB5 выше 900 °C микроструктура металла преобразуется из ферритной стали в аустенитную, затем при быстром охлаждении в штампе стальная фаза превращается в мартенсит с прочностью до 1500 МПа [220 KSI]. С тех пор были разработаны марки стали с более высоким содержанием углерода со специальными покрытиями и усовершенствованными химическими составами с прочностью до 2000 МПа [290 KSI] и многими значительными технологическими преимуществами и преимуществами свойств материалов.
При нагреве листа 22MnB5 выше 900 °C микроструктура металла преобразуется из ферритной стали в аустенитную, затем при быстром охлаждении в штампе стальная фаза превращается в мартенсит с прочностью до 1500 МПа [220 KSI]. С тех пор были разработаны марки стали с более высоким содержанием углерода со специальными покрытиями и усовершенствованными химическими составами с прочностью до 2000 МПа [290 KSI] и многими значительными технологическими преимуществами и преимуществами свойств материалов.
Для горячей штамповки требуется программируемый сервогидравлический пресс с высокой скоростью подачи и возможностью выдержки для многократного контроля веса в процессах горячей штамповки и охлаждения. Вспомогательное оборудование обычно включает в себя печь с роликовым подом или штабелированную печь для нагрева листового металла, робототехнику или устройства подачи материала, систему охлаждения матрицы и операции обрезки деталей. Тип рамы пресса, системы направляющих, скорость, грузоподъемность, направление подачи материала, быстрая смена матрицы и возможность загрузки вне центра должны быть тщательно оценены, чтобы убедиться, что пресс оптимизирован для конкретных операций горячего тиснения.
Соображения по материалам
Любой металл, поддающийся термообработке или трудно поддающийся формованию, может выиграть от горячей штамповки, когда производство сложных высокопрочных деталей является преимуществом. Некоторые примеры материалов представлены в таблице 1 ниже.
| Материал | Сравнение | Прочность | ||||||||||||||||
| Boron Alloy Steel, 0,22% C | ||||||||||||||||||
| 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 | |
| .0082 | ||||||||||||||||||
| Boron Alloy Steel, 0.30% C | 30MnB5 | 1800 MPa | ||||||||||||||||
| Boron Alloy Steel, 0.37% C | 37MnB5 | 2000 MPa | ||||||||||||||||
| Aluminum Alloy, 6000 series | 6061-T6 | 300 MPa | ||||||||||||||||
| Aluminum Alloy, 7000 series | 7075-T76 | 500 MPa | ||||||||||||||||
| Magnesium Alloy | AZ31B-H | 300 MPa | ||||||||||||||||
| Titanium Alloy | Ti-6Al-4V | 900 МПа | ||||||||||||||||
| Медно-никелевый сплав | C71500 | 500 МПа |
 Добавление бора в углеродистые стали способствует фазовому превращению в мартенсит при быстром охлаждении. Стальные листы, не легированные для фазового превращения, не могут быть закалены до сверхвысокой прочности, однако регулировка твердости посредством зонного охлаждения и нагрева может использоваться для управления микроструктурой и, следовательно, свойствами материала. Большинство сплавов цветных металлов будут демонстрировать ограниченное улучшение твердости, но горячее штампование может улучшить формуемость сложных форм, устранить пружинение и уменьшить количество дефектов во многих областях применения.
Добавление бора в углеродистые стали способствует фазовому превращению в мартенсит при быстром охлаждении. Стальные листы, не легированные для фазового превращения, не могут быть закалены до сверхвысокой прочности, однако регулировка твердости посредством зонного охлаждения и нагрева может использоваться для управления микроструктурой и, следовательно, свойствами материала. Большинство сплавов цветных металлов будут демонстрировать ограниченное улучшение твердости, но горячее штампование может улучшить формуемость сложных форм, устранить пружинение и уменьшить количество дефектов во многих областях применения. Добавление определенных легирующих элементов также может уменьшить коррозию и в некоторых случаях снизить потребность в охлаждении, необходимом для поддержания твердости, и сделать возможным многоэтапное формование.
Добавление определенных легирующих элементов также может уменьшить коррозию и в некоторых случаях снизить потребность в охлаждении, необходимом для поддержания твердости, и сделать возможным многоэтапное формование. Повышенная прочность горячештампованных деталей позволяет снизить вес компонентов за счет использования более тонкого листового металла, сохраняя при этом как структурную целостность, так и ударопрочность. Другие преимущества перечислены ниже:
Повышенная прочность горячештампованных деталей позволяет снизить вес компонентов за счет использования более тонкого листового металла, сохраняя при этом как структурную целостность, так и ударопрочность. Другие преимущества перечислены ниже: См. рисунок 2 ниже для примера деталей, подходящих для облегчения веса.
См. рисунок 2 ниже для примера деталей, подходящих для облегчения веса. Предварительно сформированные и адаптированные заготовки часто желательны для получения оптимальных свойств материала детали. Горячештампованные детали часто слишком тверды, чтобы их можно было обрезать на прессе, поэтому после формовки может потребоваться специальная лазерная обрезка.
Предварительно сформированные и адаптированные заготовки часто желательны для получения оптимальных свойств материала детали. Горячештампованные детали часто слишком тверды, чтобы их можно было обрезать на прессе, поэтому после формовки может потребоваться специальная лазерная обрезка.
 Когда этот процесс завершен, закаленный компонент автоматически выгружается из гидравлического пресса с помощью системы разгрузки пресса для окончательной обработки. На рисунке 3 ниже показаны основные элементы горячего тиснения.
Когда этот процесс завершен, закаленный компонент автоматически выгружается из гидравлического пресса с помощью системы разгрузки пресса для окончательной обработки. На рисунке 3 ниже показаны основные элементы горячего тиснения. В автомобильном секторе это означает лучшую экономию топлива и повышенную безопасность пассажиров. Высокая прочность на растяжение – не единственное требование. Ударопрочность также зависит от энергопоглощающих свойств пластичной стали, присутствующих в зонах деформации. Усовершенствованные высокопрочные стали должны отвечать обеим этим требованиям. Ключевыми методами для достижения этих результатов являются специальные заготовки и зональная термообработка в закалочной оснастке.
В автомобильном секторе это означает лучшую экономию топлива и повышенную безопасность пассажиров. Высокая прочность на растяжение – не единственное требование. Ударопрочность также зависит от энергопоглощающих свойств пластичной стали, присутствующих в зонах деформации. Усовершенствованные высокопрочные стали должны отвечать обеим этим требованиям. Ключевыми методами для достижения этих результатов являются специальные заготовки и зональная термообработка в закалочной оснастке. Рабочие поверхности инструмента часто упрочняют азотированием и другими методами осаждения материала, чтобы противостоять истиранию и увеличить срок службы инструмента.
Рабочие поверхности инструмента часто упрочняют азотированием и другими методами осаждения материала, чтобы противостоять истиранию и увеличить срок службы инструмента.
 Если листовой металл остывает слишком быстро до завершения формовки, то, вероятно, произойдет затвердевание и растрескивание детали. Если трение при формовании нельзя контролировать или уменьшить эффективно, на деталях появятся морщины.
Если листовой металл остывает слишком быстро до завершения формовки, то, вероятно, произойдет затвердевание и растрескивание детали. Если трение при формовании нельзя контролировать или уменьшить эффективно, на деталях появятся морщины. Сжатие материала во время охлаждения может затруднить контроль геометрии детали. В сочетании с этой проблемой износ инструмента в результате истирания и термоциклирования может сократить срок службы инструмента и ухудшить качество детали. Инструментальные стали для горячей обработки обычно требуются для минимизации эффектов теплового удара, деформаций при деформации и износа. Износ можно еще больше уменьшить, применяя упрочняющую обработку поверхности, такую как азотирование, к готовым полостям матрицы. Поддержание хорошего качества поверхности позволяет сократить продолжительность циклов и более контролируемое упрочнение деталей во время закалки.
Сжатие материала во время охлаждения может затруднить контроль геометрии детали. В сочетании с этой проблемой износ инструмента в результате истирания и термоциклирования может сократить срок службы инструмента и ухудшить качество детали. Инструментальные стали для горячей обработки обычно требуются для минимизации эффектов теплового удара, деформаций при деформации и износа. Износ можно еще больше уменьшить, применяя упрочняющую обработку поверхности, такую как азотирование, к готовым полостям матрицы. Поддержание хорошего качества поверхности позволяет сократить продолжительность циклов и более контролируемое упрочнение деталей во время закалки.Дизайн элемент | Контролируемый выпуск |
IIZE | |
| 9 IISIS 9008 | |
99999999199999999199919991999919999991999999999999991999999999999999999999999999999999999999999999999999999999999999. | Уменьшение трения |
Прокладки для открытых зазоров на фланцах | Ограничение высоты складок |
Close Gap Pads на фланцах | Гластые морщины |
Централизованные палочки | Blank Location |
PINC OR EDGE | |
PIN -штифт OR EDGE | |
PINC OR EDGE | |
PINE OR EDGE OR EDGE | |
4000. Калибровка | Усадка |
Упрочнение поверхности штампа | Износ инструмента / время цикла |
Ограничение использования прижимных пластин | Снижение трения |
Таблица 2: Стратегии проектирования деталей и инструментов.
Обновлено в сентябре 2021 г.
Конфигурация пресса
Основные параметры
Настройка пресса для производства горячештампованных деталей начинается с требований к процессу изготовления детали. Для конфигурации требуется информация о типе материала, спецификациях деталей, объеме производства, скорости производства и целевых ценах. Затем эти факторы оказывают непосредственное влияние на требования к обработке, формованию и закалке, которые, в свою очередь, влияют на характеристики установки и оснастки. На приведенной ниже диаграмме зависимости температуры от времени процесса показаны этапы процесса, которые будут определять требования к процессу и достижимую производительность.
Для конфигурации требуется информация о типе материала, спецификациях деталей, объеме производства, скорости производства и целевых ценах. Затем эти факторы оказывают непосредственное влияние на требования к обработке, формованию и закалке, которые, в свою очередь, влияют на характеристики установки и оснастки. На приведенной ниже диаграмме зависимости температуры от времени процесса показаны этапы процесса, которые будут определять требования к процессу и достижимую производительность.
Рис. 4: Температура в зависимости от времени процесса горячего прессования
При покупке пресса для горячего тиснения или полностью автоматизированной линии для горячего тиснения следует учитывать несколько ключевых переменных.
- Гидравлические системы и системы управления пресса для горячего тиснения должны быть полностью программируемыми и обеспечивать воспроизводимое управление усилием, по этой причине во многих приложениях для горячего тиснения используются сервогидравлические прессы.
 В этих системах масло должно быть очень чистым, и в дополнение к стандартным картриджным фильтрам, возможно, стоит рассмотреть возможность использования онлайновых или автономных систем фильтрации.
В этих системах масло должно быть очень чистым, и в дополнение к стандартным картриджным фильтрам, возможно, стоит рассмотреть возможность использования онлайновых или автономных систем фильтрации. - Сервогидравлика, как правило, имеет гораздо более сложную конструкцию, и большинству клиентов нравится удаленное подключение от OEM-производителя к прессу для устранения неполадок.
- Несмотря на то, что существует множество различных конструкций схем, обычно прессу требуется схема предварительного прессования, которую при необходимости можно быстро переключить на прессование с полной нагрузкой.
- Поскольку прессы для горячего тиснения дороги и обычно требуют обработки нескольких изделий с несколькими матрицами, тележки для матриц вместе с автоматическими системами зажима матриц популярны для сокращения времени смены матриц и увеличения годового производства.
Рис. 5: Линия пресса Macrodyne 1000 тонн для горячего тиснения
Размер станины
Станина пресса должна вмещать в себя самый большой предполагаемый набор инструментов. Для прямоугольных или сложных форм заготовок ориентация детали внутри станины будет определять общие размеры станины. Грубая оценка размера кровати может быть рассчитана на основе размера бланка. Широкий доступ к станине со всех четырех сторон пресса для горячего тиснения выгоден для автоматизированной передачи материала и быстрой смены инструмента.
Для прямоугольных или сложных форм заготовок ориентация детали внутри станины будет определять общие размеры станины. Грубая оценка размера кровати может быть рассчитана на основе размера бланка. Широкий доступ к станине со всех четырех сторон пресса для горячего тиснения выгоден для автоматизированной передачи материала и быстрой смены инструмента.
Тоннаж и скорость
Система управления гидравлическим прессом для горячей штамповки должна обеспечивать полностью программируемое и воспроизводимое управление тоннажем для оптимизации процесса и снижения энергопотребления. Пресс должен быть в состоянии произвести достаточное усилие, чтобы сформировать деталь и удерживать/затвердеть, но следует избегать чрезмерного усилия. Тоннаж, который применяется сверх необходимого, может привести к избыточному потреблению энергии и износу инструмента. Типичный диапазон тоннажа для горячей штамповки составляет от 500 до 1500 тонн.
Нагретая заготовка начинает быстро остывать сразу после извлечения из печи, поэтому очень важно, чтобы пресс закрывался и создавал массу для очень быстрого формования детали. Автоматическая загрузка деталей обычно требует, чтобы пресс был открыт на значительную величину, чтобы обеспечить достаточный зазор. Этот большой зазор делает еще более важным, чтобы пресс мог открываться и закрываться очень быстро. Обычно требуется скорость закрытия от 500 до 1000 мм в секунду. Быстрые скорости возврата несколько медленнее, но они оптимизированы для сокращения времени цикла.
Автоматическая загрузка деталей обычно требует, чтобы пресс был открыт на значительную величину, чтобы обеспечить достаточный зазор. Этот большой зазор делает еще более важным, чтобы пресс мог открываться и закрываться очень быстро. Обычно требуется скорость закрытия от 500 до 1000 мм в секунду. Быстрые скорости возврата несколько медленнее, но они оптимизированы для сокращения времени цикла.
Ход и дневной свет
Между полностью втянутым пуансоном и поверхностью штампа должно быть достаточно дневного света, чтобы можно было снять готовую деталь с пресса. На практике это соответствует дневному свету, который примерно в три раза превышает ход пресса. Если пресс будет использоваться для производства более чем одной детали, ход и дневной свет должны соответствовать ожидаемому размеру инструмента. Дополнительные зазоры могут потребоваться для обеспечения охлаждения штампа, нагрева штампа, доступа к роботу или подающему устройству, а также быстросменного инструмента.
Расширенные возможности
Некоторые расширенные возможности горячей штамповки включают:
- Многоэтапное формование перед закалкой с использованием современных сталей, препятствующих потере мартенсита при более высоких температурах.

- Горячая штамповка и горячая обрезка перед закалкой и закалкой деталей.
- Индукционные печи, которые могут предварительно нагревать заготовки до различных температур по зонам для производства деталей с множественной микроструктурой.
Ссылки на изображения
- Рис. 1: HS101-F1, Garcia Aranda L, Chastel Y, Fernandez Pascual J, Dal Negro T, 2002 Эксперименты и моделирование горячей штамповки закалочных сталей. Передовые технологии пластичности 2, 1135-40
- Рис. 2: HS101-F2, А. Нагатан и Л. Пентер, Глава 7: Горячая штамповка», в книге «Процессы и приложения формовки листового металла» (Т. Алтан и А. Теккая, ред.), стр. 153{163, ASM International, 2012.
- Рис. 3: HS101-F3, Х. Энгельс, О. Шальмин, К. Мюллер-Болленхаген, «Контроль и мониторинг процесса горячей штамповки Термически обработанные стали, легированные бором», Международная конференция «Новые разработки в технологии формовки листового металла», стр. 135~150, Штутгарт, Германия, 2006 г.

- Рис. 4: HS101-F5, Erhardt, R., Boke, J.: Промышленное применение моделирования горячего штамповки, 1 st International Conference on Hot Sheet Metal Forming of High-Performance, Steel, Kassel, Germany, (2008) стр. 83–88.
- Рис. 5: HS101-F6, линия прессов горячего тиснения Macrodyne 1000 тонн
Посетите нашу страницу «Прессы горячего тиснения», чтобы узнать больше о специальных прессах горячего тиснения.
Свяжитесь с нами, чтобы узнать о ваших потребностях в гидравлическом прессе.
Горячее тиснение фольгой — Процесс горячего тиснения фольгой
Обладая более чем сорокалетним опытом разработки и производства машин для тиснения фольгой, компания BOBST постоянно находится в авангарде достижений в этой технологии. От BOBST SP 1260 BM 1960-х годов до современного высокотехнологичного оборудования плоскопечатные прессы BOBST и ротационные линии расширили границы процесса горячего тиснения фольгой.
Благодаря интенсивным исследованиям и разработкам, знаниям и опыту сотрудников BOBST, а также постоянному вниманию к мнениям и потребностям наших пользователей это развитие продолжается и сегодня.
Образец работы
Процесс горячего тиснения фольгой
В принципе, горячее тиснение фольгой представляет собой процесс использования тепла и давления для нанесения металлической фольги или голограмм на такие материалы, как легкая бумага, картон, ламинированный картон, пластик и гофрированный картон.
Термин горячее тиснение фольгой включает:
- Простое плоское тиснение фольгой
- Глубокое тиснение или тиснение в сочетании с тиснением фольгой
- Нанесение голограммы и голографической фольги
- Тиснение фольгой в сочетании с микро- и структурным тиснением
Области применения
Этот процесс используется для создания декоративной отделки и защиты от подделки широкого спектра продуктов. В упаковочной промышленности применяются упаковки для продуктов питания, фармацевтических препаратов, табачных изделий и предметов роскоши, а также этикетки для таких продуктов, как вино и спиртные напитки. Помимо упаковки, горячее тиснение фольгой широко используется на банкнотах, поздравительных открытках и в коммерческой печати.
Машины для горячего тиснения фольгой
Фольга для горячего тиснения и голографическая фольга состоят из нескольких слоев. К ним относятся полиэфирная основа, разделительный слой, несколько слоев лака, изображения и металла, а также внешний клейкий проклеивающий слой. Во время процесса горячего тиснения фольгой нагретая матрица прижимает фольгу к подложке, которая поддерживается контрплитой или контрцилиндром. Комбинация этого давления и активации адгезивной проклейки заставляет фольгу прикрепляться к подложке, чему способствует плавление разделительного слоя. Штампы, используемые для горячего тиснения фольгой, преимущественно изготавливаются из латуни и изготавливаются путем травления или гравировки с использованием ручной работы или систем с ЧПУ.
Машина для горячего тиснения фольгой может быть автономной, автономной машиной или может быть встроена в печатную машину и/или другие устройства. В то время как в основном листовая подача, некоторые высокоскоростные машины для горячего тиснения фольгой имеют рулонную подачу. Будь то листовая или рулонная, сложные системы обработки необходимы для размещения подложки и фольги между пластиной или цилиндром, в котором находятся штампы, и цилиндром, обеспечивающим противодавление.
Будь то листовая или рулонная, сложные системы обработки необходимы для размещения подложки и фольги между пластиной или цилиндром, в котором находятся штампы, и цилиндром, обеспечивающим противодавление.
Принципы работы
В машинах для тиснения фольгой используются три различных принципа работы, которые обычно называются плоско-плоскими, круглыми-плоскими и круглыми-круглыми.
- Плоско-плоские машины для тиснения фольгой работают по тому же принципу, что и плоские высекальные машины, при этом некоторые машины могут переключаться между обеими функциями, а другие являются полностью специализированными прессами для тиснения фольгой. При плоском фольгировании штампы для фольгирования либо прикрепляются к плоской сотовой канавке, позволяющей изменять положение, либо в фиксированных положениях на плоской металлической пластине для повторных работ. Какой бы тип держателя матрицы ни использовался, лист и фольга помещаются между ним и нижней ответной пластиной.
 Он либо полностью плоский для плоского фольгирования, либо установлен с ответами на штампы для рельефного фольгирования. Затем пресс соединяет верхний и нижний элементы вместе, обеспечивая равномерное давление по всему листу
Он либо полностью плоский для плоского фольгирования, либо установлен с ответами на штампы для рельефного фольгирования. Затем пресс соединяет верхний и нижний элементы вместе, обеспечивая равномерное давление по всему листу - В круглом плоском горячем тиснении фольгой плоская ответная пластина заменена вращающимся цилиндром. Выемка штампа движется горизонтально синхронно с этим, создавая узкую линейную зону давления, где штамп, фольга, подложка и цилиндр встречаются
- которые используются типографиями. Здесь штампы установлены на цилиндре, который вращается синхронно с ответным цилиндром. Подложка и фольга соединяются между собой в узком месте зажима 9.0180
Преимущества
Каждый принцип имеет свои преимущества:
- Плоско-плоское Горячее тиснение фольгой обеспечивает простоту настройки и легкодоступность инструментов.
- Кругло-плоские машины горячего тиснения фольгой идеально подходят для небольших тиражей и ограниченных серий.

- Машины для тиснения фольгой, использующие принцип round-round , обеспечивают очень высокую производительность и позволяют наносить очень мелкие детали рядом с крупными твердыми телами.
Опыт и знания BOBST
Прессы для горячего тиснения фольгой BOBST охватывают весь спектр производственных потребностей, от простого тиснения фольгой до нанесения голограмм с высочайшей точностью и создания очень сложных эффектов фольги.
Машины данной линейки обеспечивают непревзойденный уровень качества готовой продукции, а также производительность, универсальность и надежность, которые требуются современному производству.
Следите за нашими новостями
Горячее тиснение
принимать
Эти файлы cookie необходимы для бесперебойной работы нашего веб-сайта.
| Имя | Назначение | Срок службы | Тип | Провайдер |
|---|---|---|---|---|
| CookieConsent | Сохраняет ваше согласие на использование файлов cookie. | 1 год | HTML | Веб-сайт |
принимать
| Имя | Назначение | Срок службы | Тип | Провайдер |
|---|---|---|---|---|
| _gcl_au | Используется Google AdSense для экспериментов с эффективностью рекламы. | 3 месяцы | HTML | |
| AMP_TOKEN | Содержит токен, который можно использовать для получения идентификатора клиента из службы идентификатора клиента AMP. Другие возможные значения указывают на отказ, запрос в процессе или ошибку при получении идентификатора клиента из службы идентификатора клиента AMP. | 1 год | HTML | |
| _dc_gtm_—идентификатор свойства— | Используется DoubleClick (Диспетчером тегов Google) для идентификации посетителей по возрасту, полу или интересам. | 2 годы | HTML | |
| _га | Используется для различения пользователей. | 2 годы | HTML | |
| _gat | Используется для регулирования скорости запросов. | 1 день | HTML | |
| _гид | Используется для различения пользователей. | 1 день | HTML | |
| _ga_—идентификатор-контейнера— | Сохраняет состояние сеанса. | 2 годы | HTML | |
| _gac_—идентификатор свойства— | Содержит связанную с кампанией информацию для пользователя. Если вы связали свои учетные записи Google Analytics и Google Ads, теги конверсии веб-сайта Google Ads будут считывать этот файл cookie, если вы не откажетесь. | 3 месяцы | HTML |
принимать
| Имя | Назначение | Срок службы | Тип | Провайдер |
|---|---|---|---|---|
| YouTube | Используется для подключения к YouTube и отображения видео. | никто | Связь | YouTube |
Горячее тиснение фольгой по сравнению с холодным тиснением фольгой
Обилие декоративных эффектов, доступных вам, действительно делает складную коробку вашим холстом. Вы можете комбинировать чернила, специальные покрытия и структурный дизайн, чтобы поднять свой бренд и привлечь потребителей в любых условиях, в розничной торговле или в Интернете.
Вы можете комбинировать чернила, специальные покрытия и структурный дизайн, чтобы поднять свой бренд и привлечь потребителей в любых условиях, в розничной торговле или в Интернете.
До тех пор, пока слово «блеск» ассоциируется у людей с качеством, тиснение фольгой будет оставаться популярным декором для компаний. Это проверенный веками метод, а инновации расширяют его применение и сегодня. Когда-то это было прерогативой роскошных брендов и кондитерских компаний класса люкс (вспомните те элитные шоколадные конфеты, популярные в День святого Валентина), теперь украшение фольгой стало гораздо более распространенным явлением для широкого спектра упаковок повседневных продуктов.
Расширение отражает как технологические усовершенствования в применении фольги, которые привели к снижению затрат, так и растущую потребность в дифференциации продукции. В то время как многие полиграфические и упаковочные компании используют традиционное горячее тиснение фольгой, все больше компаний также предлагают новейшие технологии холодного тиснения фольгой.
Вот что вам нужно знать о горячем тиснении фольгой и холодном тиснении фольгой, если вы планируете придать блеск своим картонным коробкам или печатным материалам.
О горячем тиснении фольгой
Времена, когда листы буквального золота прикреплялись к обложкам книг с помощью молотка и высечки, давно прошли, но сама техника остается относительно неизменной.
В современном процессе фольга распределяется по подложке на контрплите. Чеканка, установленная с помощью специального штампа (т. е. того, что вы хотите видеть в фольге), быстро штампуется с применением тепла и давления, позволяя определенной области прилипать к бумаге, в то время как излишки фольги удаляются. Оставляет чистую, роскошную отделку.
Это эффективная система, использующая преимущества технологических достижений. Матрицы могут быть настроены для захвата даже самых сложных деталей. Сама фольга, хотя мы думаем о ней как о металлической, на самом деле бывает разных цветов, отделок и текстур. Вы также можете комбинировать горячее тиснение фольгой с тиснением или тиснением за один проход, чтобы придать вашим картонным коробкам или печатным материалам буквальное измерение.
Вы также можете комбинировать горячее тиснение фольгой с тиснением или тиснением за один проход, чтобы придать вашим картонным коробкам или печатным материалам буквальное измерение.
О холодном тиснении фольгой
Одно из самых больших различий между методами горячего тиснения фольгой и холодным тиснением фольгой заключается в терминах. «Горячий» относится к теплу и давлению, необходимым в этом процессе, в то время как холодная фольга зависит от ультрафиолетового света, а не от температуры.
Будь то листовая литографическая или флексографическая печать, холодная фольга может применяться в линию. Фольга выдается из рулона, установленного в линию, и укладывается на подложку, на которую нанесен УФ-клей с нанесенным желаемым рисунком. Прижимной валик приклеивает фольгу к листу перед тем, как воздействие УФ-лампы отвердит клей и зафиксирует рисунок на месте.
Фольгу можно персонализировать, применяя цвета CMYK или PMS к традиционной серебряной или золотой фольге.
Отрасли, использующие фольгу на картонной упаковке
Многие отрасли промышленности полагаются на фольгу для улучшения качества своих складных коробок, включая продукты питания и напитки, косметику и косметику, каннабис, марочные вина, ремесленное пиво и спиртные напитки.
Производители продуктов питания и напитков используют фольгу, чтобы намекнуть на высочайшее качество своей продукции.
Косметические компании часто интегрируют фольгу в логотипы или небольшие визуальные элементы, контрастируя с более темным и минималистичным фоном подложки.
Даже бренды каннабиса обращаются к фольге, чтобы продемонстрировать высококачественный или сложный продукт в этой развивающейся конкурентной отрасли.
Изысканное вино, ремесленное пиво и спиртные напитки обнаруживают, что упаковка из фольги может стать запоминающейся, например, компания Virginia Distillery использует 18pt SBS с серебряной холодной фольгой и лаковым матовым покрытием для своего односолодового виски.
Посмотреть этот пост в Instagram
Пост, опубликованный Oliver Inc. (@oliverinc_)
Внедрение тиснения фольгой сразу же сообщает потребителям изысканность и класс.
Какой процесс подходит именно вам?
Итак, горячее или холодное тиснение фольгой подходит для вашего проекта?
Нет ни одной детали, которая заставила бы вашего партнера по полиграфии и упаковке предложить то или иное. Однако общее эмпирическое правило связано с размером области, которую вы хотите покрыть фольгой. Горячее тиснение фольгой отлично подходит для точных применений, определенных рисунков на небольших площадях. С другой стороны, холодная фольга является предпочтительной техникой для больших площадей, например, для умеренного или полного покрытия складных картонных коробок.
Кроме того, есть соображения по индивидуальной настройке: горячее тиснение фольгой позволяет выполнять тиснение или тиснение за один проход; холодная фольга дает вам контроль над цветом.
Все начинается с общения с опытным партнером по печати и упаковке. Oliver Inc. обладает опытом и технологиями печати, чтобы применить горячее тиснение фольгой для повышения узнаваемости бренда или встроенное холодное тиснение фольгой для продвижения вашего бренда. Оливер также разрабатывает инновационные структуры, предлагает широкий выбор декоративных эффектов (включая краски, покрытия и т. д.) и детальную отделку для создания креативных упаковочных решений и незабываемых впечатлений от распаковки.
Свяжитесь с нами сегодня, чтобы узнать, как мы можем помочь вашей продукции выделиться на полках и привлечь внимание покупателей.
Основы горячего тиснения » Декорирование пластмасс
Нила Мидора
Подобно трафаретной печати, горячее тиснение имеет историческое название, которое указывает на происхождение процесса. Было время, когда шелк действительно использовался для изготовления трафаретной печати, и было время, когда тиснение под высоким давлением действительно было жизненно важной частью горячего тиснения. Было время, когда золотую фольгу называли сусальным золотом, потому что это действительно было чеканное золото. Дело здесь в том, что современное горячее тиснение, вопреки своему названию, представляет собой усовершенствованный процесс печати, который требует хорошего контроля процесса, механической стабильности и очень точной настройки для получения максимально легкого последовательно достижимого оттиска.
Было время, когда шелк действительно использовался для изготовления трафаретной печати, и было время, когда тиснение под высоким давлением действительно было жизненно важной частью горячего тиснения. Было время, когда золотую фольгу называли сусальным золотом, потому что это действительно было чеканное золото. Дело здесь в том, что современное горячее тиснение, вопреки своему названию, представляет собой усовершенствованный процесс печати, который требует хорошего контроля процесса, механической стабильности и очень точной настройки для получения максимально легкого последовательно достижимого оттиска.
«Штамповка» часто ассоциируется с крупнотоннажными прессами, выжиганием изображений, металлическими штампами и печатью с рваными краями. Высокотоннажные и рваные изображения просто не являются частью современного процесса горячего тиснения. Текущие методы нанесения включают в себя традиционную работу прессованием наряду с очень качественным декорированием круглых, овальных и квадратных поверхностей с помощью валика за одну непрерывную операцию.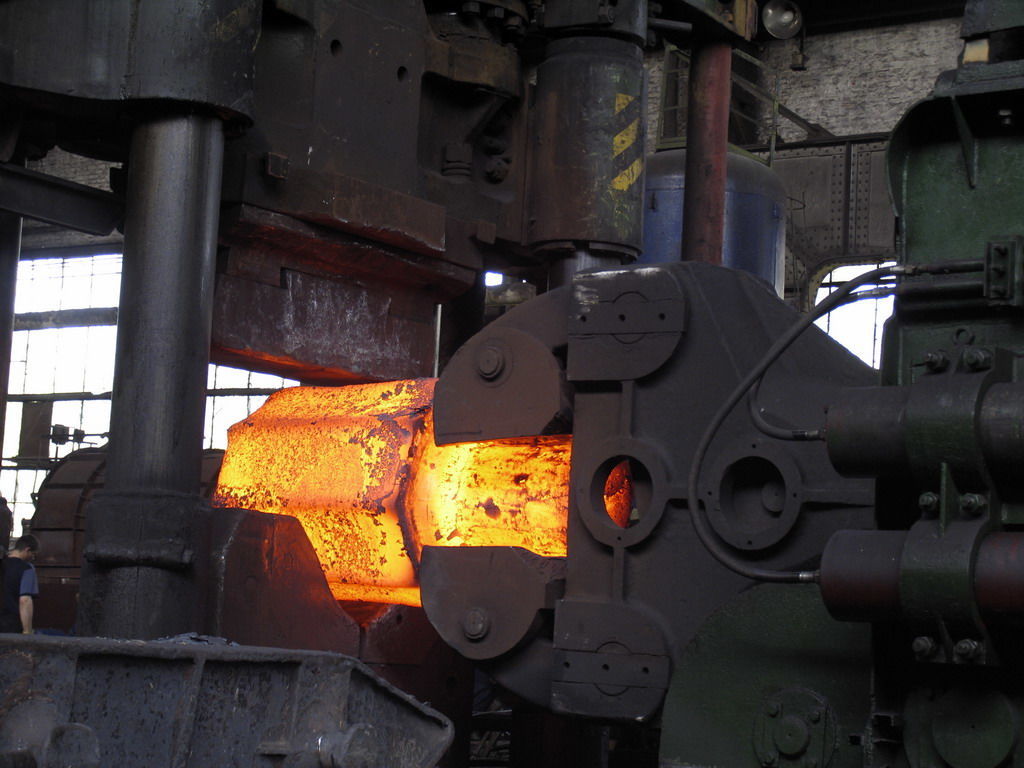 В этих приложениях давление печати больше не измеряется в тоннах, а скорее в унциях и граммах. Некоторые машины могут контролировать давление печати с помощью датчиков силы в инструментах или в головках с сервоприводом с замкнутым контуром.
В этих приложениях давление печати больше не измеряется в тоннах, а скорее в унциях и граммах. Некоторые машины могут контролировать давление печати с помощью датчиков силы в инструментах или в головках с сервоприводом с замкнутым контуром.
Независимо от машины для нанесения, преимущества горячего тиснения сохраняются. Это сухой процесс, очень постоянный и долговечный процесс. Изображение термически сплавляется с подложкой. Даже после многих лет пребывания на открытом воздухе или полного отказа и вымывания пигмента с течением времени на детали часто остается читаемое изображение. Горячее тиснение нарушает молекулярную структуру материала за счет нагревания и поверхностного плавления. Таким образом, термоклейкое покрытие фольги совмещается непосредственно с декорируемой подложкой.
Горячее тиснение лучше описать как процесс селективной теплопередачи штампа. Перенос происходит только там, где матрица соприкасается с деталью. В своей простейшей форме горячее тиснение использует нагретую матрицу, обычно устанавливаемую на верхнюю плиту пресса. Многослойная фольга сжимается между матрицей и деталью, закрепленной на рабочем столе пресса. Фольга удерживается зажатой между матрицей и закрепленной частью в течение периода времени, известного как время выдержки. По истечении времени выдержки пресс открывается, и пигментные слои фольги связываются с деталью под действием тепла и давления только там, где матрица соприкасается. Затем носитель из фольги отделяется вверх от детали. Во время операции зачистки пигментированные слои фольги будут отделяться от носителя только в тех местах, где были применены тепло и давление. Полотно фольги на самом деле не «выбивается» в областях контакта с головкой, скорее, определенные слои активируются под действием тепла и давления, чтобы прилипнуть к детали и отделиться от материала полотна, на котором изготовлена фольга, обычно это полиэфирная пленка. После печати на использованной фольге будут видны участки прозрачного носителя, на которые был перенесен пигмент.
Многослойная фольга сжимается между матрицей и деталью, закрепленной на рабочем столе пресса. Фольга удерживается зажатой между матрицей и закрепленной частью в течение периода времени, известного как время выдержки. По истечении времени выдержки пресс открывается, и пигментные слои фольги связываются с деталью под действием тепла и давления только там, где матрица соприкасается. Затем носитель из фольги отделяется вверх от детали. Во время операции зачистки пигментированные слои фольги будут отделяться от носителя только в тех местах, где были применены тепло и давление. Полотно фольги на самом деле не «выбивается» в областях контакта с головкой, скорее, определенные слои активируются под действием тепла и давления, чтобы прилипнуть к детали и отделиться от материала полотна, на котором изготовлена фольга, обычно это полиэфирная пленка. После печати на использованной фольге будут видны участки прозрачного носителя, на которые был перенесен пигмент.
Фольга, используемая для горячего тиснения, состоит из трех основных слоев. В практическом применении большинство производителей используют другие слои между тремя основными слоями, но они часто используются для улучшения характеристик, устойчивости к атмосферным воздействиям и непрозрачности. В простой форме фольга состоит из слоев в порядке, обратном тому, в каком они будут на готовой детали. То есть первый слой, нанесенный на фольгу при изготовлении, является верхним слоем или отделкой нанесенного украшения. Первый слой покрытия, который наносится на майлар во время производства, называется разделительным слоем. Это материал, который при нагревании становится достаточно жидким, чтобы можно было снимать с носителя последующие слои. Опять же, разделительный слой фактически является верхним или финишным слоем при нанесении горячего тиснения. Следующий слой в фольге — это цветной слой, это может быть вакуумный металлизированный слой, как в ярком серебре и золоте, или однотонный в случае пигментной фольги. Последний наносимый слой называется проклейкой, наклейкой или клеевым слоем.
В практическом применении большинство производителей используют другие слои между тремя основными слоями, но они часто используются для улучшения характеристик, устойчивости к атмосферным воздействиям и непрозрачности. В простой форме фольга состоит из слоев в порядке, обратном тому, в каком они будут на готовой детали. То есть первый слой, нанесенный на фольгу при изготовлении, является верхним слоем или отделкой нанесенного украшения. Первый слой покрытия, который наносится на майлар во время производства, называется разделительным слоем. Это материал, который при нагревании становится достаточно жидким, чтобы можно было снимать с носителя последующие слои. Опять же, разделительный слой фактически является верхним или финишным слоем при нанесении горячего тиснения. Следующий слой в фольге — это цветной слой, это может быть вакуумный металлизированный слой, как в ярком серебре и золоте, или однотонный в случае пигментной фольги. Последний наносимый слой называется проклейкой, наклейкой или клеевым слоем. Это слой, который фактически приклеится к печатаемому изделию. В частности, этот слой должен быть совместим с декорируемым материалом.
Это слой, который фактически приклеится к печатаемому изделию. В частности, этот слой должен быть совместим с декорируемым материалом.
Когда фольга находится в контакте с деталью и штампом, тепло передается от штампа через фольгу к детали. Когда фольга нагревается, разделительный слой становится жидким, клейкий слой активируется и прилипает к детали, а цветной слой перемещается между ними. В нужный момент в процессе нанесения матрица отделяется от детали, удаляя источник тепла, затем фольга снимается с детали, в то время как разделительный слой все еще остается жидким, но клеевой слой «схватывается». снятый с фольги, захваченный между клеем и разделителем, прочно приклеенный к детали.
Процесс прямого удара является самой элементарной формой горячего тиснения. Он имеет свое место в ряду различных применений, но он ограничен плоскими поверхностями, цилиндрическими сечениями менее 90 градусов и очень ограниченным применением на выпуклых составных криволинейных поверхностях. Очень большие области твердой копии имеют тенденцию задерживать воздух. Существуют методы изготовления штампов, которые могут помочь в этом, но они резко увеличивают требуемое давление. Контурные штампы, изготовленные для цилиндрических секций или небольших участков составных поверхностей, требуют абсолютно точного выравнивания штампа по поверхности печатаемой детали. В таких обстоятельствах вариации партий недопустимы. Прямое горячее тиснение является наиболее экономичным методом для начала, а большие печатные машины с плоскими тиглями являются опорой на рынках поздравительных открыток, переплетов книг и настольных рекламных материалов. Применение контурных штампов с прямым попаданием широко распространено в производстве косметических компактов, предметов домашнего обихода, бытовой техники и идентификации промышленных продуктов.
Очень большие области твердой копии имеют тенденцию задерживать воздух. Существуют методы изготовления штампов, которые могут помочь в этом, но они резко увеличивают требуемое давление. Контурные штампы, изготовленные для цилиндрических секций или небольших участков составных поверхностей, требуют абсолютно точного выравнивания штампа по поверхности печатаемой детали. В таких обстоятельствах вариации партий недопустимы. Прямое горячее тиснение является наиболее экономичным методом для начала, а большие печатные машины с плоскими тиглями являются опорой на рынках поздравительных открыток, переплетов книг и настольных рекламных материалов. Применение контурных штампов с прямым попаданием широко распространено в производстве косметических компактов, предметов домашнего обихода, бытовой техники и идентификации промышленных продуктов.
Матрицы для горячего тиснения доступны двух основных типов: твердые и мягкие. Обычными твердыми материалами для штампов являются магний, латунь, медь и закаленная сталь с фотогравировкой или машинной гравировкой. Твердые штампы не компенсируют любые различия в деталях или приспособлениях. Мягкими материалами для штампов являются силикон, который обладает превосходными термостойкими свойствами, а недавно некоторые фотополимеры, которые имеют короткий срок службы при температурах, необходимых для получения хороших результатов. Вулканизированный силикон, используемый для штампов горячего тиснения, варьируется от 40 до 9.5 твердомер. Большим преимуществом силиконовых штампов является способность прилегать к поверхности детали без чрезмерного давления. Это дает некоторую свободу действий при изменении деталей и подгонке приспособлений. Недостатком силикона является то, что это потрясающий изолятор. Поддержание температуры поверхности на высокоскоростной линии требует закачки большого количества калорий в матрицу, и чем больше тепла вы пропускаете через силиконовую матрицу, тем быстрее она «высыхает» и затвердевает до такой степени, что становится бесполезной.
Твердые штампы не компенсируют любые различия в деталях или приспособлениях. Мягкими материалами для штампов являются силикон, который обладает превосходными термостойкими свойствами, а недавно некоторые фотополимеры, которые имеют короткий срок службы при температурах, необходимых для получения хороших результатов. Вулканизированный силикон, используемый для штампов горячего тиснения, варьируется от 40 до 9.5 твердомер. Большим преимуществом силиконовых штампов является способность прилегать к поверхности детали без чрезмерного давления. Это дает некоторую свободу действий при изменении деталей и подгонке приспособлений. Недостатком силикона является то, что это потрясающий изолятор. Поддержание температуры поверхности на высокоскоростной линии требует закачки большого количества калорий в матрицу, и чем больше тепла вы пропускаете через силиконовую матрицу, тем быстрее она «высыхает» и затвердевает до такой степени, что становится бесполезной.
Типирование методом прямого удара или типирование фольгой, как его иногда называют, представляет собой вариант горячего тиснения, для которого не требуется штамп, поскольку печатаемая деталь действует как штамп. Хорошим примером чаевых являются новинки и рекламные рамки автомобильных номерных знаков. Обычно буквы на рамке номерного знака приподняты над поверхностью на 0,040–0,100 дюйма. Обычно они штампуются методом горячего тиснения с использованием яркой внешней металлической фольги. Для выполнения этого типа тиснения все, что нужно для штампа, — это плоский кусок силикона, размер которого немного больше, чем внешние границы области, на которую нужно нанести наконечник. Плоская матрица или прокладка крепятся к нагревательному блоку. Поскольку плоская подушка будет касаться только верхушек выпуклых букв (если давление установлено правильно), фольга будет перемещаться только на верхние части букв, отсюда и название типпинг.
Хорошим примером чаевых являются новинки и рекламные рамки автомобильных номерных знаков. Обычно буквы на рамке номерного знака приподняты над поверхностью на 0,040–0,100 дюйма. Обычно они штампуются методом горячего тиснения с использованием яркой внешней металлической фольги. Для выполнения этого типа тиснения все, что нужно для штампа, — это плоский кусок силикона, размер которого немного больше, чем внешние границы области, на которую нужно нанести наконечник. Плоская матрица или прокладка крепятся к нагревательному блоку. Поскольку плоская подушка будет касаться только верхушек выпуклых букв (если давление установлено правильно), фольга будет перемещаться только на верхние части букв, отсюда и название типпинг.
В следующем методе нанесения используется силиконовый валик с внешним подогревом. Этот метод нанесения лучше всего подходит, когда необходимо покрыть большие относительно плоские участки от края до края. Этот метод часто используется в производстве бытовой техники для изготовления лицевых панелей, штампованных методом горячей штамповки с текстурой дерева и матовым металлом. В другом варианте роликовые головки используются для нанесения рисунка под дерево и других узоров полностью вокруг телевизионных шкафов и цветочных горшков. Существует два разных подхода при использовании аппликатора с нагретым валиком. В одном подходе плоская деталь удерживается неподвижно, фольга накрывается на деталь, и нагретый валик прокатывается по детали, прижимая фольгу к поверхности. Фольга снимается после того, как аппликационный валик проходит над деталью. В другом подходе используется стационарный валик, и деталь и фольга перемещаются относительно валика. Ни один из методов по своей сути не лучше другого, но лучший выбор делается с учетом операций восходящего и нисходящего потока, которые могут быть связаны с машиной для декорирования.
В другом варианте роликовые головки используются для нанесения рисунка под дерево и других узоров полностью вокруг телевизионных шкафов и цветочных горшков. Существует два разных подхода при использовании аппликатора с нагретым валиком. В одном подходе плоская деталь удерживается неподвижно, фольга накрывается на деталь, и нагретый валик прокатывается по детали, прижимая фольгу к поверхности. Фольга снимается после того, как аппликационный валик проходит над деталью. В другом подходе используется стационарный валик, и деталь и фольга перемещаются относительно валика. Ни один из методов по своей сути не лучше другого, но лучший выбор делается с учетом операций восходящего и нисходящего потока, которые могут быть связаны с машиной для декорирования.
Подобно тому, как плоские поверхности декорируются перемещением по ним цилиндрического валика, цилиндрические предметы, такие как крышки, баночки, флаконы из-под туши, шприцы и пипетки, декорируются путем прокатки круглой части по плоской матрице. В этих приложениях детали загружаются на набор роликов, на оправку или между центрами. Плоская матрица соприкасается с деталью, и она перемещается по матрице. В некоторых станках матрица перемещается поперек детали. Обычно используется привод вращения, чтобы деталь катилась по матрице без проскальзывания или проскальзывания. Современные многоосевые периферийные машины горячего тиснения с сервоприводом используют одну ось сервопривода для приведения штампа в контакт с деталью, одну ось для обеспечения вращательного привода и одну ось для перемещения вращающейся части к штампу. В других машинах используются различные методы линейных и вращательных приводов, включая пневматические цилиндры, гидравлические пневматические цилиндры, шаговые двигатели, тросы, шкивы и шестерни.
Последним предостережением при периферийном горячем тиснении является применение непрерывного горячего тиснения по периферии некруглой детали. Типичными применениями этого метода являются окантовка овальных и квадратных косметических колпачков, позолота краев компактов, полное обертывание флаконов из-под туши для ресниц и крупные изделия, такие как телевизионные шкафы, автомобили и детали бытовой техники. Этот процесс может быть выполнен с использованием зубчатых колес или кулачков специальной формы, хотя большинство машиностроителей в настоящее время используют многоосевые сервоприводы, работающие в режиме одновременного контурирования. Машины создают правильный профиль движения, чтобы овальная или квадратная деталь «катилась» по матрице или по нагретому валку, как если бы она была круглой. Эти машины оснащены некоторым типом обучающего или обучающего устройства, которое позволяет машине «чувствовать» свой путь вокруг детали, создавая математическую модель детали. Затем эти данные используются для расчета правильных скоростей и расстояний для нескольких сегментов контурного пути. Подобно датчику силы в машинах прямого удара, некоторые производители встраивают в машину системы датчиков, которые фактически определяют каждую деталь отдельно во время печати и, следовательно, устраняют требования к обучению или обучению.
Для начала работы с горячим тиснением вам понадобятся пять компонентов:
1. Продукт для тиснения. Продукты, которые очень хорошо подходят для горячего тиснения, обычно разрабатываются таким образом с самого начала. Украшение всегда должно учитываться в дизайне любой начальной детали.
2. Работа и штамп. Если у вас нет большого опыта, проконсультируйтесь с производителем штампов или машин для горячего тиснения. Существуют минимальные размеры элементов, некоторые особенно сложные шаблоны и некоторые рекомендации по интервалам между шрифтами и блокировке, которые, если они будут изменены до первой печати, могут избавить вас от многих проблем позже.
3. Фольга нужного вам цвета, совместимая с продуктом, который вы хотите штамповать. Фольга доступна практически в любом цвете и блеске, от матового до яркого металлического серебра и золота, а также со специальными эффектами, такими как голограммы, опалесценты и непрерывные узоры. Независимо от выбранного вами цвета фольги, он должен быть совместим с подложкой, которую вы собираетесь штамповать. Производители фольги изготавливают различные составы для ПЭТ, ПП, ПЭ, дерева, бумаги и многих других.
4. Приспособление или гнездо для удержания детали во время цикла штамповки. Здесь было написано несколько хороших статей о креплении горячим штампом. (Октябрь/ноябрь 2003 г. Приспособления для раскроя – ключ к работам по горячему тиснению.) Наиболее важным аспектом приспособления для раскроя является то, что оно обеспечивает полный плотный контакт и жесткую опору под областью печати и предотвращает смещение детали при контакте штампа с и покидает часть. Это справедливо как для базовой прямой штамповки, так и для многоосевых контурных станков.
5. Машина, чтобы собрать все воедино. Сегодняшние машины горячего тиснения варьируются от машин с ручным рычажным управлением, пневматических машин прямого действия, пневматических и гидравлических гибридов, различных пневматических и механических рычажных и клиновых подходов, а в последнее время все прессы с электронным сервоприводом и многоосевые центры декорирования. Выбор правильной машины для задания может зависеть от количества первого задания, которое вам нужно выполнить, и других продуктов, для которых вы можете рассмотреть возможность использования машины в будущем. Рекомендуется рассмотреть все продукты, которые вы, возможно, захотите печатать на одной машине. Затем свяжитесь с производителем декоративных машин и позвольте ему предложить, какая машина в ее линейке будет для вас лучшим выбором.
Горячее тиснение — это гораздо больше, чем просто пресс и штамп. Многие приложения сегодня вообще не используют пресс и не делают ничего, что отдаленно напоминает штамповку под высоким давлением. Современная горячая штамповка — это зрелый процесс, параметры которого были четко определены более 50 лет как основной процесс. Когда-то считавшаяся искусством, горячая штамповка теперь стала точной наукой, в которой хорошая инженерия и разумные принципы дают стабильные и предсказуемые результаты.
Нил Мидор — инженер, который всю свою карьеру занимался декорированием.
