Гост гладкая арматура: Гладкая арматура – технические характеристики, ГОСТ
Содержание
Арматура гладкая, 8 мм в наличии по цене руб. за метр в Москве — Евраз Маркет
Арматура А240/А-I – гладкая арматура, относится к классу А-I, представляет собой металлический профиль, для изготовления которого используется легированная сталь с пониженным количеством углерода. Это единственная разновидность арматуры, которая не имеет рифления. Арматура А240 трактуется так: А — обозначает горячекатаный прокат, 240 – указывает на предел текучести металла и составляет 240 Н/мм2. Производится такая арматура методом горячей прокатки с дополнительным низкотемпературным отпуском, и именно благодаря этому достигается красивая ровная гладкая поверхность. Готовая арматура должна быть ровной, гладкой, без трещин и пятен, с правильной геометрией, не должно быть сколов и ржавчины.
Гладкая арматура часто используют в качестве соединительных прутов для вязки каркаса, удерживая основные стержни в нужных местах. В качестве такого дополнительного компонента ее используют во многих типах сооружений, в том числе подземных и водных. Арматура А240 обладает рядом преимуществ: надежность, особенности производства позволяют использовать ее для создания сложных конструкций, расположенных на наиболее ответственных участках, устойчивость к любым видам коррозии, устойчивость перед воздействием химических и биологических факторов, отличная гибкость, твердость и высокий уровень прочности, доступная стоимость и довольно широкий ассортимент.
Арматура А240 обладает рядом преимуществ: надежность, особенности производства позволяют использовать ее для создания сложных конструкций, расположенных на наиболее ответственных участках, устойчивость к любым видам коррозии, устойчивость перед воздействием химических и биологических факторов, отличная гибкость, твердость и высокий уровень прочности, доступная стоимость и довольно широкий ассортимент.
Реализуется металлическая арматура либо в мотках, либо пачками в виде прутков.
Доставка и оплата
Доставка по адресу
Осуществляется на следующий день после оплаты или в указанную клиентом дату.
Способы оплаты при доставке:
Предоплата по счёту, предоплата банковской картой онлайн.
Самовывоз в Москве
Выбирайте удобное время самовывоза и забирайте металл на складе без очереди.
| Офис или склад | Контакты | Адрес | Время работы |
|---|---|---|---|
| Склад в Московской области в Ногинском р-не | 8 800 600 89 68 | Московская обл., Ногинский р-н, пос. Электроугли, ул. Заводская. | пн. — пт. с 8:00 до 20:00 (перерыв 12:00 — 13:00). Заезд на погрузку до 18:00. Заезд на погрузку до 18:00.
Суб. с 8:00 до 18:00; Заезд до 16:00. Воскр. с 8:00 до 16:00; Заезд до 14:00. |
| Склад в Московской области в Ногинском р-не Контакты 8 800 600 89 68 Адрес Московская обл., Ногинский р-н, пос. Электроугли, ул. Заводская. | |||
| Склад в Московской области в г. Ивантеевке | 8 800 600 89 68 | г. Ивантеевка, Центральный проезд, д. 27, стр. 7 | пн. — пт. с 8:00 до 17:00 (перерыв 12:00 — 13:00). Заезд на погрузку до 16:00. |
| Склад в Московской области в г. Ивантеевке Контакты 8 800 600 89 68 Адрес г. Время работы | |||
 Ивантеевка, Центральный проезд, д. 27, стр. 7
Ивантеевка, Центральный проезд, д. 27, стр. 7Способы оплаты при самовывозе:
Предоплата по счёту, предоплата банковской картой онлайн.
Гладкая арматура
Содержание:
- Воздействие на образцы стали
- Сортамент арматурных изделий гладкого типа
- 1 Области применения гладкой арматурной стали
- «Что в имени тебе моем?»
- ПРИЛОЖЕНИЕ 2 (обязательное).
 МЕТОДИКА определения статистических показателей прочностных характеристик механических свойств горячекатаного проката для армирования железобетонных конструкций
МЕТОДИКА определения статистических показателей прочностных характеристик механических свойств горячекатаного проката для армирования железобетонных конструкций - 1 Технические особенности арматуры
- 1.1 Классы материалов согласно стандартам
- Недостатки
- А как улучшить?
- Сравнение композиной и металлической арматуры
Воздействие на образцы стали
Чтобы улучшить показатели арматуры, прибегают к различным технологиям воздействия извне. В частности, широко распространена практика термического упрочнения. При этом прочность материала возрастает вдвое, а иногда и больше. Наиболее применимо это для низколегированных, углеродистых соединений. А вот стоимость материала растет всего на 10-12 %. Термическое упрочнение показывает лучшие показатели относительно механического, но для его реализации нужно располагать серьезным современным оборудованием и командой высококвалифицированных специалистов. Очень сильно на качество конечного продукта (и на репутацию его производителя) влияют даже мелкие ошибки технологического процесса.
Механическое упрочнение достигается использованием:
- лебедки;
- гидравлических домкратов;
- профилированных валков.
Последние нужны, чтобы сплющивать сталь. При упрочнении удается добиться пластических деформаций, благодаря которым прочность увеличивается на 50 % относительно первоначального значения.
Сортамент арматурных изделий гладкого типа
Арматура а500с: что это такое, для чего используется, технические характеристики
ГОСТ 5781-81 оговаривает не только технические и остальные характеристики арматурных изделий гладкого профиля, но и их сортамент, который включает в себя 20 типоразмеров такой арматуры. Так, положениями ГОСТ предусматривается выпуск гладкой арматуры следующих диаметров: 6, 8, 10, 12, 14, 16 мм, а также 18, 20, 22, 25, 28, 32, 36, 40, 45, 50, 55, 60, 70 и 80 мм. Площадь сечения арматуры каждого типоразмера и ее удельную массу (теоретические) тоже можно узнать из положений ГОСТ 5781-82. Для примера, теоретический вес арматуры, диметр которой составляет 16 мм, равен 1,58 кг, а изделия с диаметром 80 мм — 39,46 кг.
Вес погонного метра гладкой арматуры
Стандартом оговариваются и правила обозначения арматурных изделий, в качестве примеров которых можно рассмотреть маркировку нижеследующих элементов:
16-A-I (А240) ГОСТ 5781-82 — арматурный пруток диаметром 16 мм, соответствующий классу A-I;
22-A-IV (А600) ГОСТ 5781-82 — арматурный пруток класса A-IV, диаметр которого составляет 22 мм.
В таблице, где представлен весь сортамент гладкой арматуры, можно узнать все размеры, соответствующие каждому классу изделий, а также их технические характеристики.
Механические свойства арматурной стали
Отклонения, которые может иметь по своему номинальному диаметру, оговариваются положениями стандарта 2590. Его требованиям обязан соответствовать весь горячекатаный прокат круглого сечения, диаметр которого находится в интервале 5–270 мм. Оговаривается стандартом и такой параметр круглых арматурных прутков, как их овальность, рассчитывающаяся следующим образом: берется разность между самым большим и наименьшим значениями фактических диаметров профиля, измеряемых в одном сечении. Такая разность, согласно требованиям ГОСТ, не должна быть больше суммы допусков (плюсового и минусового), оговоренных для данного диаметра.
Такая разность, согласно требованиям ГОСТ, не должна быть больше суммы допусков (плюсового и минусового), оговоренных для данного диаметра.
Арматурную сталь, относящуюся к разным классам, а также различного диаметра, производители выпускают в следующем виде:
- арматура, относящаяся к классам A-I и A-II, с поперечным размером до 12 мм, допускается к поставке заказчикам в прутках или мотках, а если ее диаметр больше — только в прутках;
- изделия, относящиеся к классу A-III с размером поперечного сечения до 10 мм, допускаются к поставке в мотках или в виде стержней, если диаметр больше — в прутках;
- арматура классов A-IV и A-V поставляется преимущественно в прутках, за исключением изделий с поперечным размером 6 и 8 мм, по предварительной договоренности с заказчиком такие изделия могут поставляться в виде мотков.
Арматура марки А1 диаметром 10 мм, поставляемая в бухтах
Длина стержней арматуры, которая может находиться в интервале 6–12 м, также обязана соответствовать определенным требованиям. Так, стержни могут отпускаться заказчику мерной и немерной длины, допускаются также партии мерной длины, где содержится не более 15% немерных стержней, длина которых не меньше 2 метров. Нормативным документом допускается, что по предварительной договоренности с заказчиком прутки гладкой арматуры могут нарезаться длиной, находящейся в интервале 5–25 м.
Так, стержни могут отпускаться заказчику мерной и немерной длины, допускаются также партии мерной длины, где содержится не более 15% немерных стержней, длина которых не меньше 2 метров. Нормативным документом допускается, что по предварительной договоренности с заказчиком прутки гладкой арматуры могут нарезаться длиной, находящейся в интервале 5–25 м.
На длину мерной продукции, которая может соответствовать обычной или повышенной точности, стандартом оговариваются нижеследующие допуски:
- арматурные прутки, длина которых не превышает 6 м: обычная точность — +50 мм, резка повышенной точности — +25 мм;
- изделия длиной более 6-ти метров: обычная точность — +70 мм, повышенная — +35 мм.
Оговаривается стандартом и кривизна стальных арматурных прутков, данный параметр не должен быть больше 0,6% их длины. Гладкие арматурные прутки из стали A-I-A-IV не подвергают последующей термической обработке, а для изделий класса A-V, производители выполняют низкотемпературный отпуск. Такую термическую обработку в соответствии с ГОСТ можно не выполнять, если после испытаний, которые необходимо провести в течение 12-ти часов после выпуска изделий, величина относительного удлинения арматуры составляет не менее 9%, а равномерного — минимум 2%.
Такую термическую обработку в соответствии с ГОСТ можно не выполнять, если после испытаний, которые необходимо провести в течение 12-ти часов после выпуска изделий, величина относительного удлинения арматуры составляет не менее 9%, а равномерного — минимум 2%.
Допустимая кривизна сортового стального проката для производства гладкой арматуры
1 Области применения гладкой арматурной стали
Виды огнетушителей: применение, технические характеристики и цены
Основное назначение арматуры – применение ее в качестве армирующих бетонные конструкции элементов. Их устанавливают в теле монолитных сооружений, частей зданий и объектов (фундаменте, колоннах, перекрытиях) и отдельных деталей последних (плитах, лестничных пролетах, балках), а также пустотелых изделий из бетона (плитах перекрытия, столбах, трубах).
Рифленая арматура за счет профиля своей поверхности гораздо лучше, чем гладкая, сцепляется с бетоном, то есть армирует его, что обеспечивает изготовление более прочных, надежных и долговечных конструкций. Однако она и дороже изделий правильного круглого сечения, использование которых по этим и ряду других соображений часто не только оправдано, но и имеет даже некоторые преимущества. Поэтому, когда из условий достаточности по прочности железобетонных конструкций либо изделий можно применить гладкую арматурную сталь, именно ее в них и устанавливают.
Однако она и дороже изделий правильного круглого сечения, использование которых по этим и ряду других соображений часто не только оправдано, но и имеет даже некоторые преимущества. Поэтому, когда из условий достаточности по прочности железобетонных конструкций либо изделий можно применить гладкую арматурную сталь, именно ее в них и устанавливают.
Рифленая арматура
Также без нее не обойтись при изготовлении слабонагруженных и декоративных элементов: бетонных бордюров, тротуарных плиток, строительных блоков, стяжек пола и стен, невысоких столбов и колонн, порогов. Гладкой сталью армируют не только железобетон, но и растворные швы. Этим обеспечивают более высокую прочность последних, а значит и элементов строения, в которых они используются. Как правило, это стены, выложенные из кирпичей или блоков. При этом арматура может быть уложена отдельными прутьями либо из нее изготавливают армирующую сетку.
Гладкая сталь используется не только для выполнения армирования. В отличие от рифленых изделий, область ее применения гораздо более многообразна. Часто она применяется:
Часто она применяется:
- в качестве сырья, из которого изготавливают различные метизные строительные и не только элементы – шпильки, гайки, болты, шайбы;
- как деталь при изготовлении разборных и стационарных металлоконструкций;
- для изготовления петель железобетонных, металлических и иных изделий;
- в качестве детали для возведения заборов и оград, сооружения различных конструкций;
- для установки заземления.
«Что в имени тебе моем?»
Гайки гост 9064-75
Арматурная сталь – это не просто сталь, но еще и большое количество других химических компонентов. О том, какие включения есть в материале, можно узнать из наименования. Были разработаны стандарты обозначения тех или иных добавок в названии материала. Примеры:
- Х – хром.
- Ц – цирконий.
- Т – титан.
После марки записываются цифры. Они отражают, как много углерода содержится в материале. Обозначаются сотые доли. Далее пишут буквы. Они обозначают химический элемент, после которого указано, как много его содержится в составе арматуры. Если никакой цифры не указано, можно сделать вывод, что это вещество включено в объеме менее одного процента.
Если никакой цифры не указано, можно сделать вывод, что это вещество включено в объеме менее одного процента.
Пример: «сталь арматурная 35ГС» расшифровывается как сталь, в составе которой присутствует углерод в концентрации 0,35 %, а также есть кремний и марганец, но процентное содержание обоих компонентов незначительно, поэтому уточненных данных нет (они присутствуют в объеме менее процента от общего количества материала).
ПРИЛОЖЕНИЕ 2 (обязательное). МЕТОДИКА определения статистических показателей прочностных характеристик механических свойств горячекатаного проката для армирования железобетонных конструкций
ПРИЛОЖЕНИЕ 2Обязательное
Настоящая методика распространяется на горячекатаный, ускоренно-охлажденный, термомеханически и термически упрочненный прокат периодического профиля, изготовленного в мотках или стержнях. Методику применяют при оценке надежности механических свойств в каждой партии-плавке и стали в целом, контроля стабильности технологического процесса.
1. Для определения статистических показателей механических свойств (предела текучести физического или условного , временного сопротивления разрыву ) используют контрольные результаты испытаний, называемые генеральными совокупностями.
2. Соответствие механических свойств проката требованиям нормативно-технической документации определяют на основании статистической обработки результатов испытаний, образующих выборку из генеральной совокупности. Все выводы, результаты и заключения, сделанные на основании выборки, относят ко всей генеральной совокупности.
3. Выборка — совокупность результатов контрольных испытаний, образующих информационный массив, подлежащий обработке. В выборку входят результаты сдаточных испытаний проката одного класса, одной марки и способа выплавки, прокатанного на один или группы близких профилеразмеров.
4. Выборка, на основании которой производят расчет статистических показателей, должна быть представительной и охватывать достаточно длительный промежуток времени, но не менее 3 мес, в течение которого технологический процесс не изменяют. При необходимости промежуток времени для выборки можно увеличить. Проверка однородности выборки — по нормативно-технической документации.
При необходимости промежуток времени для выборки можно увеличить. Проверка однородности выборки — по нормативно-технической документации.
5. Количество партий-плавок в каждой выборке должно быть не менее 50.
6. При формировании выборки должно соблюдаться условие случайного отбора проб от партии-плавки. Оценку анормальности результатов испытаний проводят по нормативно-технической документации.
7. При статистической обработке определяют среднее значение , среднеквадратическое отклонение каждой выборки (генеральной совокупности), средне квадратическое отклонение внутри партии-плавки , а также среднеквадратическое отклонение плавочных средних . Величину определяют по формуле
.
Величины , определяют по нормативно-технической документации.
8. Проверку стабильности характеристик и проводят в соответствии с ОСТ 14-34.
9. Величину определяют для ускоренно-охлажденной, термомеханически и термически упрочненной арматурной стали только экспериментальным методом, для горячекатаной — экспериментальным методом и методом размаха по формуле , где и — соответственно средне значение и среднееквадратическое отклонение распределения размаха по двум испытаниям от партии. Минимальное значение равно 1.
Минимальное значение равно 1.
10. Определение величины экспериментальным методом проводят не менее чем на двух плавках для каждой марки стали, класса и профилеразмера проката путем случайного отбора не менее 100 проб от каждой плавки.
11. Величину минимального среднего значения прочностных характеристик ((), ) в каждой партии-плавке определяют из условия , где — величина квантиля 1,64 для вероятности 0,95.
12. Минимальное значение результатов испытаний на растяжение двух образцов (=2) каждой партии, подвергаемой контролю, должно быть не менее , определяемого по формуле
.
13. Для обеспечения гарантии потребителю механических свойств должны удовлетворяться следующие условия:
;
;
,
где — браковочное значение () и , указанное в соответствующей нормативно-технической документации. Приложение 2. (Введено дополнительно, Изм. N 3). сверен по:официальное изданиеСталь углеродистая обыкновенного качества и низколегированная: Сб. ГОСТов. -М.: Стандартинформ, 2009
-М.: Стандартинформ, 2009
| Электронный текст документа подготовлен информационным порталом GostExpert.ru 2014 г.Online версия ГОСТ 5781-82 |
1 Технические особенности арматуры
Под арматурой объединяют достаточно широкую группу изделий, объединяющую прутики с надсечками, а также различными видами профилей.
Для ее производства используют горячекатаную сталь, в которой содержание углерода в обязательном порядке должно быть ниже 0,22%.
Согласно действующему ГОСТ 5781 82, для данной цели используются следующие виды стали 35ГС, А500 С, АТ800, а также а 400 и А400С. Согласно тому же стандарту 5781 82, требования к полученным изделиям предусматривают:
- Устойчивость к коррозии всех выпущенных в данном сегменте элементов.
- Повышенную прочность, прежде всего, к механическим нагрузкам.
- Низкий уровень распорности в бетоне.
- Хорошую свариваемость для всех марок стали, в том числе, А500.
- Прочность, а также повышенную жёсткость сцепления с бетоном, поскольку только так можно достичь нужного уровня безопасности конструкции, предусмотренной имеющимся стандартам за 2006 и 2012 год.

Арматура, указываемая в чертежах, в том числе, типа А500 из сталей по ГОСТ 5781 82 дополнительно разделяется на огромное количество элементов.
Таблица веса метра стальной арматуры
По стандарту 2006 и 2012 года в их число входят:
- жёсткие: уголки, швеллеры, двутавры;
- гибкие: сварные, вязанные арматурные сетки, каркасы, стержни гладкого, а также периодического профиля.
Как и другие виды изделий, арматура разделяется на различные классы в соответствии со своими техническими характеристиками. Предлагаем рассмотреть их более подробно.
1.1 Классы материалов согласно стандартам
Действующим ГОСТ 52544 предусмотрено обозначение несколько классов образцов в зависимости от технических характеристики входящих в них элементов.
Сюда относят следующие распространенные виды изделий:
- Арматура А-I (А240) – горячекатаный тип, который обычно выпускается в круглом профиле. Выпускается и в мотках, и прутках. Также вы упускается в образцах диаметром 6-40 мм.

- Арматура А-I (А400). Один из наиболее популярных видов арматуры, выпускаемых из стали марок 35ГС и сталь 25Г2С. Используется именно в конструкциях с большим защитным слоем бетона. Изготавливается обычно путем вытяжки в холодном состоянии. Выпускаются изделия данного типа в диаметрах от 6 мм и до 40 м. обычно имеет рифлёный профиль. Применяется практически во всех отраслях строительства.
- Арматура А-I (А800) – рифлёная арматура, которая также была подвержена уплотнению в процессе обработки.
Также обозначены стандартом и технические требования к менее распространенным классам: А300 и А600.
Кроме того, выпускается в настоящее время образец А500 С (не путать с маркировкой А500), который не имеет аналогов согласно ГОСТ 52544.
data-ad-client=»ca-pub-8514915293567855″
data-ad-slot=»1955705077″>
Классы арматурной стали
Его производят из боле дешевой углеродистой стали. Однако популярностью данный вид пользуется благодаря высоким возможностям сварки, а также невысокой цены.
Как правило, содержит отметку об изготовлении не по действующему стандарту государственному, а по техническим условиям.
Недостатки
У стержневой арматуры есть несколько недостатков, которые необходимо учитывать:
- При отсутствии антикоррозийного покрытия прутки подвергаются окислению при контакте с водой. Процессы могут начаться даже от воздействия воды в составе цемента во время его затвердевания.
- Невозможность выполнять функции стержневыми изделиями при неправильном выборе класса прутка и его диаметра.
- Чрезмерно напряженная арматура способна дать обратный эффект и образовать трещины в бетонной конструкции.
- Требуется соблюдение защитного слоя бетона – не менее 2 диаметров размера сечения для предотвращения попадания воды к стержням.
А как улучшить?
Чтобы арматурная сталь имела лучшее качество, в сплав можно добавить дополнительные составляющие. В качестве легирующих компонентов принято применять:
- вольфрам;
- ванадий;
- хром;
- никель.

В некоторые сплавы добавляют лишь один-два дополнительных компонента, в другие – смесь из 5-6 металлов. Это позволяет получить высококачественную легированную сталь с высокими показателями:
- прочности;
- твердости;
- стойкости к коррозии.
Чтобы получить легированную сталь, можно включить в сырье кремний, марганец. В зависимости от того, насколько много добавок содержится в веществе, принято говорить о принадлежности материала к одному из следующих классов:
- низколегированная арматурная сталь, содержащая не более пяти процентов включений;
- среднелегированная, в которой количество добавок варьируется в границах 5-10 %;
- высоколегированная, на одну десятую и больше состоящая из дополнительных компонентов.
Сравнение композиной и металлической арматуры
Композитную арматуру в частном домостроении целесообразно использовать только в отдельных случаях или в качестве вспомогательного каркаса, фибры и так далее. Полностью заменить прутки из металла она не может. Учитывая ее особенности, лучше применять данный материал при сооружении нежилых объектов. Например, различные вспомогательные постройки на участке, укрепление берега водоема. Кто захочет более детально ознакомиться со спецификой применения стеклопластиковой арматуры, дополнительную информацию сможет найти в СНиП от 2003 года за № 52-01. Хотя и там в основном – общие правила.
Полностью заменить прутки из металла она не может. Учитывая ее особенности, лучше применять данный материал при сооружении нежилых объектов. Например, различные вспомогательные постройки на участке, укрепление берега водоема. Кто захочет более детально ознакомиться со спецификой применения стеклопластиковой арматуры, дополнительную информацию сможет найти в СНиП от 2003 года за № 52-01. Хотя и там в основном – общие правила.
ИНСТРУКЦИИ ПО УСТАНОВКЕ РАЗЪЕМА
— Ghost Inc
Эти инструкции подходят для разъемов 42/43 Pro и Edge.
Вам нужно будет удалить только два штифта, а спусковая пружина заменена листовой пружиной.
Pro для G42/43 также имеет совершенно другую отделку, поэтому, пожалуйста, ознакомьтесь с инструкциями по конкретному продукту.
EVO ELITE, PRO 3.3, ROCKET, TACTICAL И ВСЕ ДРУГИЕ ТРИГГЕРНЫЕ РАЗЪЕМЫ ИНСТРУКЦИИ ПО УСТАНОВКЕ
Введение
GHOST EVO ELITE, PRO 3.
 3, ROCKET & TACTICAL не являются частями, которые можно вставить, они устанавливаются путем укорачивания выступа/стопа управления триггером (TCT) EVO ELITE, PRO 3.3, ROCKET или TACTICAL.
3, ROCKET & TACTICAL не являются частями, которые можно вставить, они устанавливаются путем укорачивания выступа/стопа управления триггером (TCT) EVO ELITE, PRO 3.3, ROCKET или TACTICAL.В пистолет Glock не внесены изменения. Для установки выполните все шаги, описанные в РАЗДЕЛАХ с I по IV (для вставных триггеров используйте РАЗДЕЛ I и соберите).
ПРИЗРАК 3,5 фунта. ТРИГГЕР, 3,5 ФУНТА. ULTIMATE, EDGE 3,5, 4,5 фунта. Рейнджер и 5,0 фунтов. PATROL — это вставные триггерные соединители. Вставка означает, что установка НЕ требуется.
Для правильного функционирования этих триггерных разъемов не требуется удалять какой-либо материал. Для установки выполните все шаги, описанные в РАЗДЕЛЕ I.
ЧАСТЬ модифицированная не Глок.
Пожалуйста, полностью прочитайте эти инструкции перед началом.
Уведомление:
Если вы установили Evo Elite, PRO 3.
 3, Rocket или Tactical до того, как укоротили язычок/стопор управления триггером (TCT), как рекомендовано в РАЗДЕЛ II: УСТАНОВКА EVO ELITE, PRO 3.3, ROCKET & TACTICAL
3, Rocket или Tactical до того, как укоротили язычок/стопор управления триггером (TCT), как рекомендовано в РАЗДЕЛ II: УСТАНОВКА EVO ELITE, PRO 3.3, ROCKET & TACTICAL И ваш пистолет не будет стрелять, поэтому вы не сможете разобрать свой пистолет (обычные процедуры разборки требуют, чтобы вы выстрелили из пустого пистолета, чтобы вы могли снять затвор, вы не можете разобрать пистолет со взведенным курком).
Поскольку выступ/упор управления спусковым крючком (TCT) на Evo Elite, PRO 3.3, Rocket или Tactical ограничивает перемещение спускового крючка назад, для разборки пистолета необходимо снять узел ударника, чтобы можно было снять узел затвора.
См. номер 4 в Разделе II. После того, как слайд удален, вы можете начать с Раздела II.
ПРИМЕЧАНИЕ :
Рекомендуемое оборудование:
Нажмите на предметы, чтобы приобрести
Раздел I: Пистолетный разбор
1. Не загрузите Glock Pistol
Не загрузите Glock Pistol
- Verify It Roaded!
2. Снимите направляющую
- Используйте руководство пользователя или руководство оружейника для справки по названиям/изображениям деталей.
3. Снятие штифта блокируемого блока
4. Снятие штифта триггера
5. Снятие остановки. упор поднимется из приемника. 6. Снятие блокирующего блока 7. Удаление штифта корпуса спускового крючка 8. 9. Отделение спускового крючка вместе со стержнем спускового крючка от корпуса спускового крючка Потяните вперед спусковой крючок со спусковой скобой, одновременно вращая спусковую скобу против часовой стрелки. Теперь вы можете вынуть спусковой крючок из корпуса спускового крючка. Спиральная пружина спускового крючка все еще прикреплена. Отсоедините пружину от спускового крючка. Обратите внимание, как он крепится к спусковой скобе. Если смотреть с правой стороны, то образует букву «s». Верхняя часть «s» зацеплена за спусковую скобу, а нижняя часть «s» зацеплена за корпус спускового крючка. Пружина должна быть снова присоединена таким образом, чтобы пистолет функционировал должным образом. 10. Лучший способ снять разъем — использовать другой разъем, вытолкнув один разъем из корпуса спускового крючка другим. С помощью длинного монтажного выступа в нижней части разъема. Вставьте разъем в прямоугольную прорезь кожуха спускового крючка, расположенную со стороны выбрасывателя кожуха. Вытолкните установленный разъем из корпуса. Не сгибайте и не пытайтесь вытащить разъем из корпуса. Он может сломаться. Выполните действия в обратном порядке и соберите пистолет. Сухой огонь и проверка функций. См. РАЗДЕЛ III: ПОИСК И УСТРАНЕНИЕ НЕИСПРАВНОСТЕЙ EVO ELITE, PRO 3.3, ROCKET & TACTICAL приспособлены для предотвращения этого чрезмерного движения спускового крючка путем постепенного укорочения выступа/упора управления спусковым крючком (TCT). Снятие узла спускового крючка
Снятие узла спускового крючка 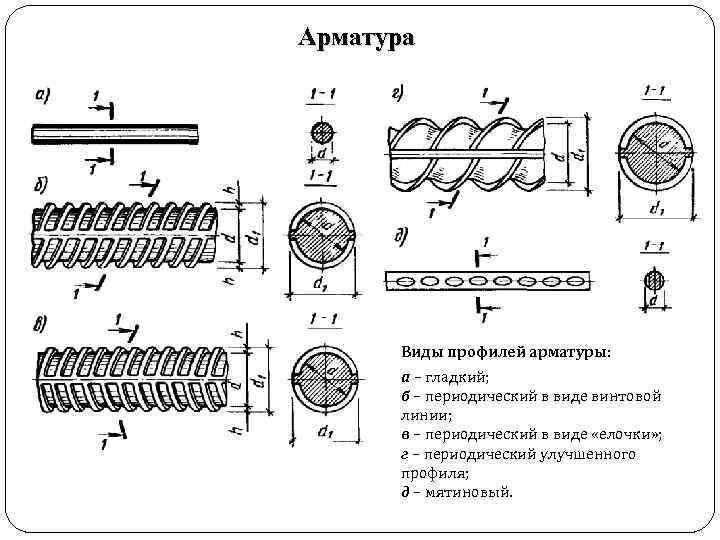 Снятие разъема
Снятие разъема
Примечание : При установке вставного разъема спускового крючка заменить снятый разъем на вставной и вдавить нижнюю часть разъема заподлицо с корпусом спускового механизма. РАЗДЕЛ II: УСТАНОВКА EVO ELITE, PRO 3.
 3, ROCKET & TACTICAL
3, ROCKET & TACTICAL
1. РАКЕТА/ТАКТИЧЕСКАЯ изображена выше.
2. Вставка Evo Elite/Pro 3.3/Rocket/Tactical Connector
— Измерение угла изгиба —
9004 — Проверка угла изгиба с листом бумаги —
44
-Регулировка угла изгиба-
Слишком сильно загнутый внутрь разъем является наиболее распространенной проблемой клиентов. Разъемы созданы по образцу разъемов Glock.
Имеются небольшие различия в корпусах спускового механизма, которые могут повлиять на окончательные углы изгиба.

Используйте описанную выше технику, чтобы убедиться, что угол изгиба разъема правильный.
Взгляните на свой текущий угол перед началом регулировки, чтобы вы могли сравнить и узнать, сдвинули ли вы его в том направлении, в котором намеревались его переместить.
Чтобы отрегулировать разъем, нужно потянуть или нажать на него.
Помните, что вам не нужно использовать плоскогубцы или тиски для выполнения этой регулировки. Это обычная регулировка, которая никак не повлияет на надежность вашего оружия.
3. TCT длиннее, чем необходимо, чтобы обеспечить большую регулировку.
A. Определение величины первоначального укорочения выступа
- Укоротите TCT ровно настолько, чтобы спусковой крючок мог немного сместиться назад из паза предохранителя.

- Это гарантирует, что после повторной сборки пистолета вы сможете нажать на спусковую скобу, чтобы высвободить ударник после повторной установки кожуха в пистолет.
B. Вкладка постепенно укорачивается
4. Снятие скользящей пластины
A. Снимите стандартную скользящую пластину, нажав на распорную втулку (черное пластиковое кольцо, выглядящее перед ножкой ударника в канале ударника на нижней стороне затвора) в направлении морда, как показано на верхнем рисунке ниже.
- Держите большой палец на защитной пластине слайда, когда сдвинете крышку вниз из слайда. Будьте осторожны, потому что подпружиненный подшипник, показанный на втором рисунке ниже, может выскочить из ползуна.
- Установите пластину Ghost Armorer’s Очистите защитную пластину Armorer, нажав на распорную втулку (первый объект, с которым контактирует пластина), затем нажмите на подпружиненный подшипник и сдвиньте пластину вверх до упора.

B. Соберите пистолет, следуя инструкциям по разборке в обратном порядке, за исключением того, что сначала вставьте стопорный штифт. Если пистолет не будет стрелять после сборки.
- Это связано с тем, что TCT слишком длинный и не позволяет спусковой скобе перемещаться достаточно далеко назад, чтобы высвободить ударник.
- Это хорошо. Теперь вы можете отрегулировать TCT, постепенно укорачивая его точно до желаемого ощущения спускового крючка.
C. Определение контакта шептала и ударника.
- Используйте прозрачную пластину затвора и визуально определите, насколько дальше спусковой рычаг/шептало (шептало — это самая задняя часть пластины шептала, изображенная выше).
- Шептало соприкасается с ударником.) должно двигаться назад, чтобы освободить ударник.
- После того, как вы определили это расстояние, удалите половину этого количества из TCT (спусковой крючок представляет собой рычаг и перемещает планку на большее расстояние на заднем конце).

- Определяется толщиной шептала, которое соприкасается и удерживает ударник сзади.
D. Вставьте инструмент/пробойник вашего оружейника под защитную пластину затвора, но поверх спусковой скобы, и нажмите на спусковую скобу, одновременно нажимая и удерживая спусковой крючок назад.
- Это освободит ударник.
4D. Нажатие на спусковой крючок
ПРИМЕЧАНИЕ:
Если у вас нет прозрачной или оранжевой пластины, которая позволила бы вам нажать на спусковой крючок, чтобы освободить ударник (см. фото 4 d.), чтобы вы могли снять затвор и разобрать пистолет.
Затем вам, возможно, придется снять крышку затвора и узел ударника, чтобы снять затвор с пистолета (см. выше).
Это связано с тем, что если пистолет не стреляет всухую, вы не можете снять затвор, потому что ударник удерживается спусковым крючком с планкой, которую нельзя сдвинуть назад, потому что TCT слишком длинный (см. фото 3 а. )
фото 3 а. ) Чтобы снять защитную пластину, см. фото № 4 выше.
Чтобы снять узел ударника, вытащите весь узел из отверстия, образовавшегося при снятии пластины затворной крышки.
E. Снимите корпус спускового крючка
- Далее вы снимите корпус спускового крючка и спусковой крючок со стержнем.
F. Укорачивать упор постепенно
4F. Постепенно укорачивая стопорный язычок — с помощью спускового механизма
корпус в качестве держателя, прижмите разъем к закрепленному режущему инструменту —
a Дремель или настольная шлифовальная машина
5. Полировка упора
6. Пистолет должен стрелять точно.
ПРИМЕЧАНИЕ:
Вы можете укоротить TCT по своему вкусу, вы не повредите разъем курка, вы просто увеличите ход.
7. Смажьте и запустите Glock
ВАЖНО!!
ЕСЛИ ПИСТОЛЕТ ИСПОЛЬЗУЕТСЯ ДЛЯ СЛУЖБЫ ИЛИ САМООБОРОНЫ, ПО КРАЙНЕЙ МЕРЕ 300 ПАТРОНОВ ИЗ
, БОЕПРИПАСЫ ДОЛЖНЫ ИСПОЛЬЗОВАТЬСЯ ДЛЯ ЭТИХ ЦЕЛЕЙ, ЧТОБЫ ОБЕСПЕЧИТЬ ПРАВИЛЬНОЕ ФУНКЦИОНИРОВАНИЕ.
РАЗДЕЛ III: УСТРАНЕНИЕ НЕИСПРАВНОСТЕЙ
ПРОБЛЕМА: Пистолет не стреляет
РЕШЕНИЕ: TCT слишком длинный или разъем слишком сильно загнут внутрь. Укоротите TCT или отогните разъем наружу.
ПРОБЛЕМА: Пистолет стреляет медленно
РЕШЕНИЕ: TCT может быть слишком длинным. Сократить ТСТ.
ПРОБЛЕМА : Триггер не сбрасывается или сбрасывается с более тихим, чем обычно, (легкий приглушенный щелчок) «щелчком».
РЕШЕНИЕ : Возможно, разъем слишком сильно загнут внутрь. СМ. РАЗДЕЛ II № 2 Примечание: 2.
СМ. РАЗДЕЛ II № 2 Примечание: 2.
ПРОБЛЕМА: Спусковой крючок сбрасывается с более громким, чем обычно, щелчком, и заметно увеличивается перетаскивание затвора при нажатии.
РЕШЕНИЕ: Возможно, разъем слишком сильно выгнут наружу. СМ. РАЗДЕЛ II № 2. Примечание: 2.
ПРОБЛЕМА : Легкий капсюль
РЕШЕНИЕ: Замените пружину ударника на пружину повышенной мощности или Вариант 2 — укоротите TCT еще на 0,001 или до выстрела из пистолета.
ПРОБЛЕМА: Спусковой крючок неровный
РЕШЕНИЕ: Проверьте поверхности разъема и спускового крючка на наличие заусенцев металла, вызванных укорачиванием или производственным процессом. Удалите заусенцы и/или замените спусковой крючок.
ПРИМЕЧАНИЕ:
В Glock калибра 45/10 мм используется ударник, который на 9% тяжелее ударника в Glock калибра 9 мм/40/357, но они используют ту же пружину ударника. Эти более тяжелые ударники вызывают более быстрое ослабление пружины ударника, что может привести к легким ударам капсюля.
Эти более тяжелые ударники вызывают более быстрое ослабление пружины ударника, что может привести к легким ударам капсюля.
Если вы собираетесь использовать одно из этих 45/10-мм орудий для установки Evo Elite/ Pro 3.3/ Rocket/Tactical, мы рекомендуем вам приобрести дополнительную пружину бойка/ударника весом 6,0 фунтов только для того, чтобы добавить дополнительный запас прочности и надежности*.
*Надежно означает боеприпасы, которые вы ежедневно носите с собой для службы или самообороны. Боеприпасы некоторых марок, например Fiocchi, не очень хорошо работают со стандартными деталями Glock.
Если у вас есть какие-либо вопросы, пожалуйста, свяжитесь со мной.
РАЗДЕЛ IV: ЗАКЛЮЧЕНИЕ
Если вы решите установить эти детали самостоятельно, прочтите инструкции и работайте очень медленно. Позвоните нам, если у вас есть какие-либо вопросы перед началом. Ваше удовлетворение гарантировано на 100%!
С уважением,
Ghost Inc.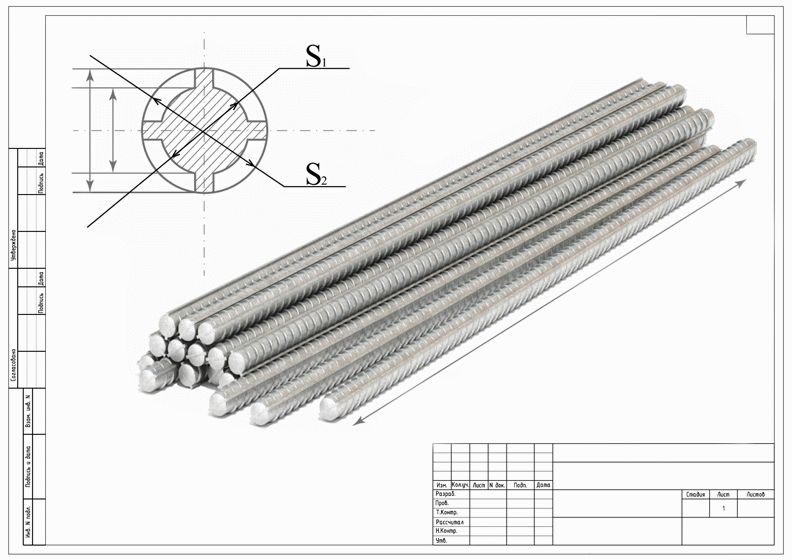
Если у вас есть вопросы, звоните Оливеру по телефону 305-252-7422 или пишите по электронной почте: [email protected].
Fittings GOST 5781-82 » Metallurgprom
INTERNATIONAL STANDARD
HOT-ROLLED STEEL FOR REINFORCEMENT CONCRETE STRUCTURES
Specifications
INTERNATIONAL STANDARD
This standard applies to hot- прокат круглый гладкого и периодического профиля, предназначенный для армирования обычных и предварительно напряженных железобетонных конструкций (арматурная сталь).
В отношении норм химического состава низколегированных сталей стандарт также распространяется на слитки, блюмы и заготовки.
(Измененное издание, ред. № 4).
1. КЛАССИФИКАЦИЯ И РАЗНООБРАЗИЕ
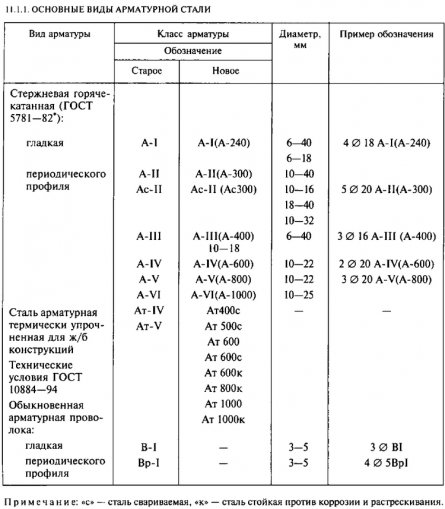
1.1. В зависимости от механических свойств арматурную сталь подразделяют на классы АИ (А240), А-II (А300), А-III (А400), А-IV (А600), АВ (А800), А-VI (А1000).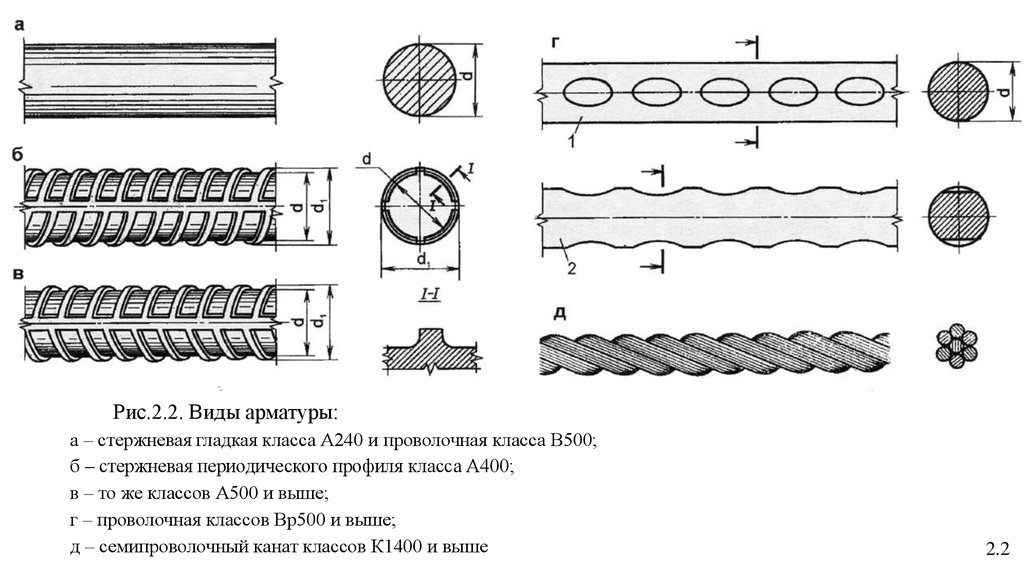
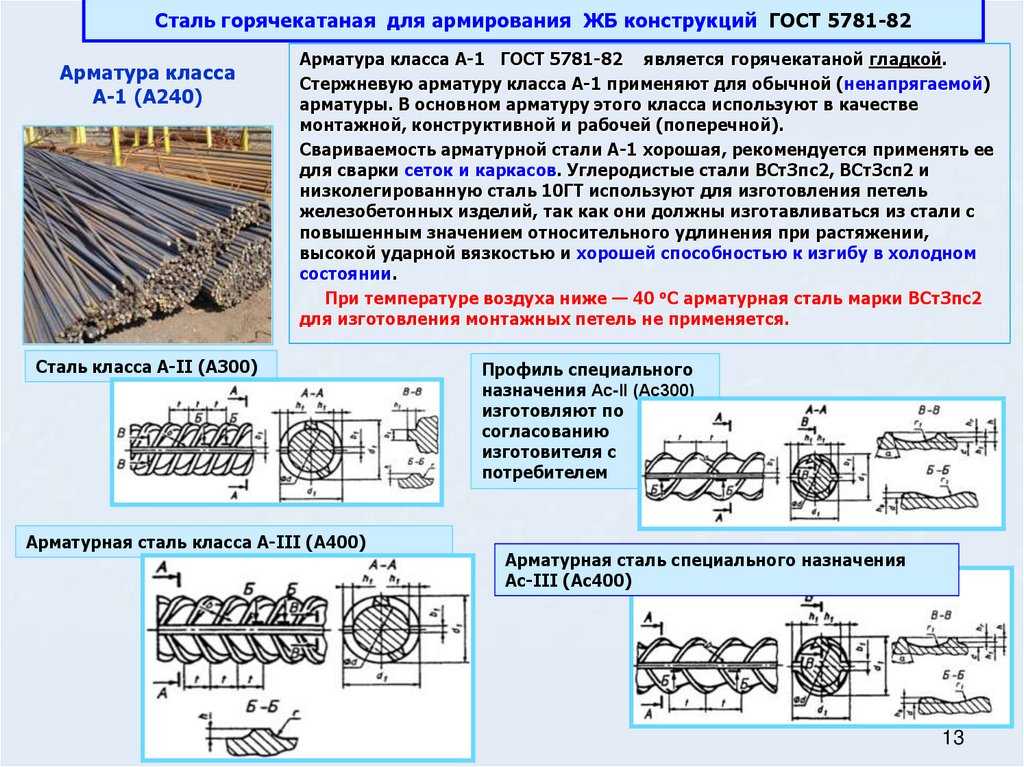
1.2. Арматурную сталь производят в стержнях или бухтах. Арматурную сталь класса АИ (А240) делают гладкой, классов А-II (А300), А-III (А400), А-IV (А600), АВ (А800) и А-VI (А1000) — периодического профиля.
По требованию потребителя сталь классов А-II (А300), А-III (А400), А-IV (А600) и А-V (А1000) делают гладкой.
1.1, 1.2. (Измененное издание, ред. № 5) .
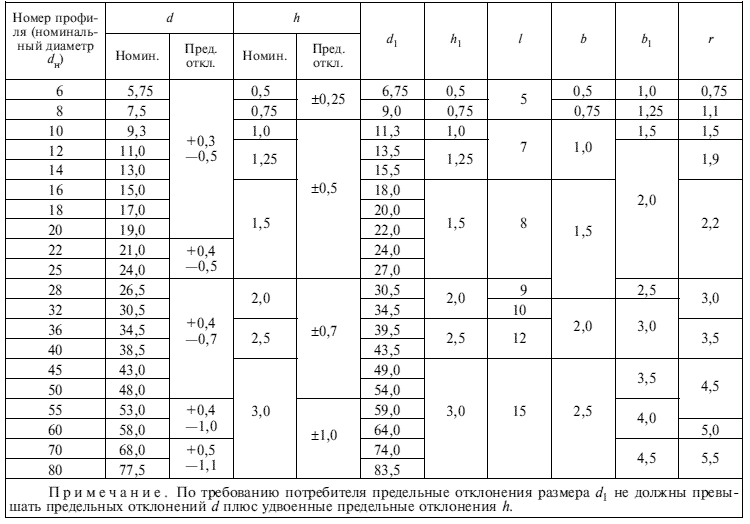
1.3. Номера профилей, площади сечений, масса 1 м длины арматурной стали гладкого и периодического профиля, а также предельные отклонения по массе для периодических профилей должны соответствовать указанным в табл. 1.
1.4. Номинальные диаметры периодических профилей должны соответствовать номинальным диаметрам гладких профилей равной площади поперечного сечения.
Таблица 1
(Измененное издание, ред. № 3).
1.5. Масса 1 м профиля рассчитана по номинальным размерам при плотности стали равной 7,85×10 3 кг/м 3 . Вероятность предоставления массы 1 м должна быть не менее 0,9.
Вероятность предоставления массы 1 м должна быть не менее 0,9.
(Измененное издание, ред. № 3).
1.6. Предельные отклонения диаметра гладких профилей должны соответствовать ГОСТ 259.0-88 для нормальной точности прокатки.
1.7. Арматурная сталь периодического профиля представляет собой круговой профиль с двумя продольными ребрами и поперечными выступами, идущими по трехзаходной винтовой линии. Для профилей диаметром 6 мм допускаются выступы по однозаходной винтовой линии, диаметром 8 мм — по двухзаходной винтовой линии.
1.8. Арматурная сталь класса А-II (А300), выполненная в обычном исполнении, с профилем, показанным на рис. 1 a , и специальный профиль Ac-II (Ac300), показанный на рис. 2 и должны иметь выступы, идущие по винтовым линиям с одинаковым подходом с обеих сторон профиля.
Сталь класса А-III (А400), изготовленная с профилем, показанным на рис. 1 б , и классов А-IV (А600), А-V (А800), А-VI (А1000) с профилем, показанным на рис. 1 б , 2 б , должны иметь выступы по винтовым линиям, имея с одной стороны профиля правый, а с другой — левый заходы.
1 б , 2 б , должны иметь выступы по винтовым линиям, имея с одной стороны профиля правый, а с другой — левый заходы.
Черт. 1
Черт. 2
Арматурная сталь специального назначения класса Ас-II (Ас300) изготавливается по профилям, показанным на рис. 1 или 2 .
Профиль, показанный на рис. 2 и специального назначения изготавливается по согласованию между изготовителем и потребителем. Форма и размеры профилей, показанных на рис. 2 , и , , могут быть изменены.
1.9. Размеры и предельные отклонения размеров арматурной стали периодического профиля, изготавливаемой по чертежу. 1 а и б должны соответствовать приведенным в табл. 2, но блин. 2 a и b — приведены в табл. 3.
Таблица 2
Размеры , мм
Примечание. По требованию потребителя предельные отклонения размера d 1 не должны превышать предельных отклонений d плюс двукратное превышение предельных отклонений h .
