Гост протяжки шлицевые прямобочные: ГОСТ 25970-83. Протяжки для шестишлицевых отверстий с прямобочным профилем с центрированием
Содержание
ГОСТ 25973-83 — Протяжки для десятишлицевых отверстий с прямобочным профилем с центрированием по внутреннему диаметру комбинированные переменного резания. Конструкция и размеры
ГОСТ 25973-83*
Группа Г23
ПРОТЯЖКИ ДЛЯ ДЕСЯТИШЛИЦЕВЫХ ОТВЕРСТИЙ
С ПРЯМОБОЧНЫМ ПРОФИЛЕМ С ЦЕНТРИРОВАНИЕМ ПО ВНУТРЕННЕМУ ДИАМЕТРУ КОМБИНИРОВАННЫЕ ПЕРЕМЕННОГО РЕЗАНИЯ
Конструкция и размеры
Combined alternatives broaches for 10 slitting holes with straightside profile
and centring at internal diameter. Design and dimensions
ОКП 39 2330
Постановлением Государственного комитета СССР по стандартам от 28 ноября 1983 г. N 5531 срок введения установлен с 01.01.86
ВЗАМЕН MH 4266-63
* ПЕРЕИЗДАНИЕ (январь 1994 г.) с Изменениями N 1, 2, утвержденными в марте 1986 г., сентябре 1987 г. (ИУС 7-86, 1-88).
1. Настоящий стандарт распространяется на комбинированные однопроходные протяжки переменного резания, универсального назначения, предназначенные для обработки десятишлицевых втулок с прямобочным профилем по ГОСТ 1139-80 с центрированием по внутреннему диаметру.
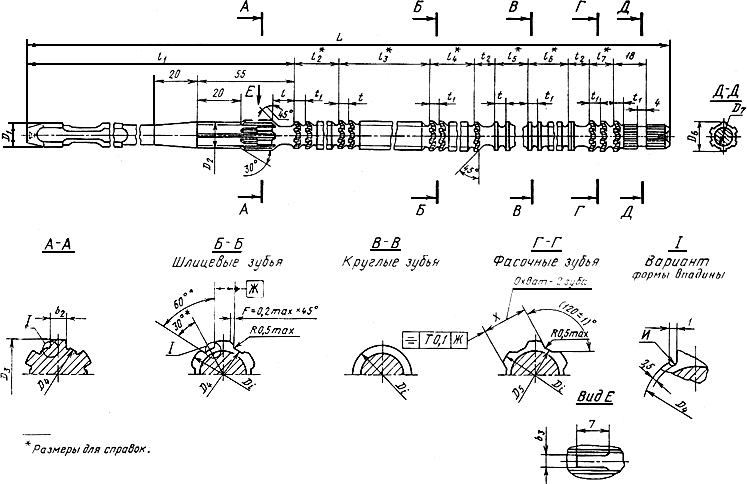
2. Основные параметры и размеры протяжек должны соответствовать указанным на черт.1, 2 и в табл.1, 2.
Схема резания Ф-Ш-К (фасочные, шлицевые и круглые зубья).
Допускается, по требованию заказчика, корректировка размеров (табл.1) и диаметров чистовых и калибрующих зубьев (табл.2)
1, 2. (Измененная редакция, Изм. N 1, 2).
3. Размеры протягиваемого отверстия и усилие протягивания должны соответствовать указанным на черт.3 и в табл.3.
Тип 1
Черт.1
Тип 2
Черт.2
Таблица 1
Размеры в мм
Обозна- чение протяжки | При- меняе- мость | Ис- пол- не- ние | Тип | Соче- тание полей допус- ков раз- меров и | , не бо- лее | ||||||||||||||
2402-2551 | 1 | 1 | 10х72х78 | Н7D9 | 12,093 | 71 | 72 | 70,8 | 1400 | 9,5 | 395 | 238 | 434 | 70 | 56 | 120 | 60 | 300 | |
2402-2552 | 2 | 1525 | |||||||||||||||||
2402-2553 | 1 | Н7F10 | 12,086 | 1400 | |||||||||||||||
2402-2554 | 2 | 1525 | |||||||||||||||||
2402-2555 | 1 | H8D9 | 12,093 | 1400 | |||||||||||||||
2402-2556 | 2 | 1525 | |||||||||||||||||
2402-2557 | 1 | H8D10 | 12,120 | 1400 | |||||||||||||||
2402-2558 | 2 | 1525 | |||||||||||||||||
2402-2559 | 1 | 2 | 10х82х88 | H7D9 | 12,093 | 81 | 82 | 80,8 | 1425 | 392 | 406 | 98 | |||||||
2402-2561 | 2 | 1550 | |||||||||||||||||
2402-2562 | 1 | H7F10 | 12,086 | 1425 | |||||||||||||||
2402-2563 | 2 | 1550 | |||||||||||||||||
2402-2564 | 1 | H8D9 | 12,093 | 1425 | |||||||||||||||
2402-2565 | 2 | 1550 | |||||||||||||||||
2402-2566 | 1 | H8D10 | 12,120 | 1425 | |||||||||||||||
2402-2567 | 2 | 1550 |
Продолжение табл. 1
1
Размеры в мм
Обозна- чение протяжки | Зубья черновые | Зубья чистовые | (пред. откл. -0,05) | |||||||||||
Число зубьев | Но- мер про- филя | Число зубьев | Но- мер про- филя | |||||||||||
фасоч- ных | шли- цевых | круг- лых | шли- цевых | круг- лых | ||||||||||
2402-2551 | 18 | 31 | 4 | 14 | 10 | 8 | 13 | 10 | 7 | 21 | 52,20 | 1,07 | 0,48 | 40 |
2402-2552 | 1,17 | 0,52 | ||||||||||||
2402-2553 | 1,07 | 0,48 | ||||||||||||
2402-2554 | 1,17 | 0,52 | ||||||||||||
2402-2555 | 1,07 | 0,48 | ||||||||||||
2402-2556 | 1,17 | 0,52 | ||||||||||||
2402-2557 | 1,07 | 0,48 | ||||||||||||
2402-2558 | 1,17 | 0,52 | ||||||||||||
2402-2559 | 29 | 7 | 22 | 58,18 | 1,10 | 0,50 | 39 | |||||||
2402-2561 | 1,20 | 0,54 | ||||||||||||
2402-2562 | 1,10 | 0,50 | ||||||||||||
2402-2563 | 1,20 | 0,54 | ||||||||||||
2402-2564 | 1,10 | 0,50 | ||||||||||||
2402-2565 | 1,20 | 0,54 | ||||||||||||
2402-2566 | 1,10 | 0,50 | ||||||||||||
2402-2567 | 1,20 | 0,54 | ||||||||||||
Примечания:
1. и — величины подъема заднего центра на длине при шлифовании фасонным кругом боковых поверхностей, соответственно фасочных и шлицевых (вариант 2) зубьев.
и — величины подъема заднего центра на длине при шлифовании фасонным кругом боковых поверхностей, соответственно фасочных и шлицевых (вариант 2) зубьев.
2. Диаметр относится к первому фасочному и к первому шлицевому зубьям.
3. Размер относится к последнему фасочному зубу.
4. Полный размер фаски — на калибрующих зубьях. Номер последнего режущего зуба без следов фаски — .
5. В протяжках по варианту 2 ширина шлица должна быть выдержана на зубьях без следов фаски .
6. Размеры профиля (глубина и радиусы) зубьев с шагом одинаковы с размерами профиля зубьев с шагом .
7. Допускается выполнение впадины зуба с канадкой .
Пример условного обозначения протяжки длиной =1400 мм для шлицевого соединения с числом зубьев =10, внутренним диаметром =72 мм, наружным диаметром =78 мм, шириной зуба =12 мм, с центрированием по внутреннему диаметру, с посадкой по центрирующему диаметру Н7 и размеру D9, группы заточки II, исполнения 1:
Протяжка 2402-2551 II ГОСТ 25973- 83
То же, протяжки с откорректированными исполнительными размерами:
Протяжка 2402-2551 К II ГОСТ 25973-83
Таблица 2
Размеры в мм
Продолжение табл. 2
2
Размеры в мм
________________
* Диаметр отверстия до протягивания (для справок).
Черт.3
Таблица 3
Размеры в мм
Обозна- чение протяжки | Сочетание полей допусков размеров и | (поле допуска h21) | Длина протягивания | Усилие протягивания , Н (кгс), при переднем угле | |||||
Сталь и алюминиевые сплавы | Чугун, бронза, латунь, медь | 20° | 15° | 10° | |||||
2402-2551 | 107278 | H7D9 | 12 | 71 | 38-80 | 38-95 | 229260 (23370) | 250550 (25540) | 269340 (27455) |
2402-2552 | |||||||||
2402-2553 | Н7F10 | ||||||||
2402-2554 | |||||||||
2402-2555 | H8D9 | ||||||||
2402-2556 | |||||||||
2402-2557 | H8D10 | ||||||||
2402-2558 | |||||||||
2402-2559 | 108288 | H7D9 | 81 | 40-77 | 40-100 | 181142 (18465) | 197966 (20180) | 212818 (21694) | |
2402-2561 | |||||||||
2402-2562 | H7F10 | ||||||||
2402-2563 | |||||||||
2402-2564 | H8D9 | ||||||||
2402-2565 | |||||||||
2402-2566 | H8D10 | ||||||||
2402-2567 | |||||||||
Примечание. Поле допуска размера — h22.
Поле допуска размера — h22.
4. Наибольшие расчетные усилия протягивания указаны для обработки деталей из стали I-IV групп обрабатываемости в отожженном, нормализованном и горячекатаном состоянии — по ГОСТ 20365-74.
Для определения усилия протягивания для закаленных сталей и других материалов величину следует умножить на коэффициент , указанный в ГОСТ 25969-83.
5. Центровые отверстия — по ГОСТ 14034-74, форма В или Т.
6. Хвостовики — по ГОСТ 4044-70, тип 2 исполнение 1.
Хвостовики типа 2 исполнений 2, 3, 4 изготовляются по заказу потребителя.
Лыски на хвостовиках должны располагаться перпендикулярно оси впадины профиля протяжки.
Допуск перпендикулярности на 10 мм ширины лыски не должен превышать 0,015 мм.
7. Неуказанные предельные отклонения размеров: отверстий Н16, валов h26, остальных .
(Измененная редакция, Изм. N 2).
8. Форма и размеры профиля зубьев протяжек, группы заточки и форма передней грани зубьев протяжек — по ГОСТ 20365-74.
9. Задний угол зубьев протяжек должен быть:
черновых и переходных | 3° | |||
чистовых | 2° | |||
калибрующих | 1° | |||
10. Пределы длины протягивания заготовок из чугуна, бронзы и латуни — справочные.
Для протягивания заготовок из этих материалов с длиной протягивания, превышающей верхний предел длин протягивания по стали, следует заказывать специальные протяжки с увеличенной длиной до первого зуба и соответственно общей длиной протяжки.
Примечание. Длины протягивания указаны для протяжек из быстрорежущей стали по ГОСТ 19265-73 и стали марки ХВГ по ГОСТ 5950-73.
11. Протяжки для сочетаний полей допусков H7D9 и H8D9 изготовлять без боковой ленточки не рекомендуется.
12. Типовой чертеж протяжки указан в справочном приложении к ГОСТ 25974-83.
13. Технические требования — по ГОСТ 28442-90.
ГОСТ 28442-90 Протяжки для цилиндрических, шлицевых и гранных отверстий. Технические условия
ГОСТ 28442-90
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ПРОТЯЖКИ ДЛЯ ЦИЛИНДРИЧЕСКИХ, ШЛИЦЕВЫХ И ГРАННЫХ ОТВЕРСТИЙ
ТЕХНИЧЕСКИЕ УСЛОВИЯ
Москва
Стандартинформ
2005
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
| ПРОТЯЖКИ ДЛЯ ЦИЛИНДРИЧЕСКИХ, ШЛИЦЕВЫХ И ГРАННЫХ ОТВЕРСТИЙ Технические условия Broaches for cylindrical, slitting and polyhedral profile holes. Specifications | ГОСТ 28442-90 |
Дата введения 01.01.91
Настоящий стандарт распространяется на протяжки универсального назначения для цилиндрических, шлицевых прямобочных (по ГОСТ 1139) и эвольвентных (по ГОСТ 6033), острошлицевых и гранных отверстий.
Стандарт не распространяется на протяжки для шлицевых прямобочных отверстий с полем допуска центрирующего диаметра Н6 и для шлицевых эвольвентных отверстий с полем допуска ширины впадины 7Н.
Требования к протяжкам с поверхностным упрочнением или износостойким покрытием устанавливаются соответствующими техническими условиями, утвержденными в установленном порядке.
Другие ГОСТы
ГОСТ 28442-90 Протяжки для цилиндрических, шлицевых и гранных отверстий. Технические условия ГОСТ 25970-83 Протяжки для шестишлицевых отверстий с прямобочным профилем с центрированием по внутреннему диаметру комбинированные переменного резания двухпроходные. Конструкция и размеры ГОСТ 25969-83 Протяжки для шестишлицевых отверстий с прямобочным профилем с центрированием по внутреннему диаметру комбинированные переменного резания. Конструкция и размеры ГОСТ 24819-81 Протяжки для шестишлицевых отверстий с прямобочным профилем с центрированием по наружному диаметру комбинированные переменного резания. Двухпроходные. Конструкция и размеры ГОСТ 24818-81 Протяжки для шестишлицевых отверстий с прямобочным профилем с центрированием по наружному диаметру комбинированные переменного резания. Конструкция и размеры ГОСТ 25157-82 Протяжки для шлицевых отверстий с эвольвентным профилем диаметром 12 и 14 мм, модулем 1 мм с центрированием по наружному диаметру двухпроходные. Конструкция и размеры ГОСТ 25159-82 Протяжки для шлицевых отверстий с эвольвентным профилем диаметром от 15 до 90 мм, модулем от 1 до 2,5 мм с центрированием по наружному диаметру двухпроходные. Конструкция и размеры ГОСТ 28050-89 Протяжки с навертным хвостовиком для шлицевых отверстий с эвольвентным профилем диаметром от 55 до 130 мм модулем от 3 до 5 мм с центрированием по наружному диаметру. Конструкция ГОСТ Р 50035-92 Протяжки с навертным хвостовиком для шлицевых отверстий с эвольвентным профилем диаметром от 50 до 120 мм, модулем от 1,5 до 2,5 мм с центрированием по наружному диаметру комбинированные. Конструкция ГОСТ 28048-89 Протяжки с навертным хвостовиком для шлицевых отверстий с эвольвентным профилем диаметром от 50 до 120 мм модулем от 1,5 до 2,5 мм с центрированием по наружному диаметру. Конструкция ГОСТ 20365-74 Протяжки круглые переменного резания диаметром от 14 до 90 мм.
Конструкция и размеры ГОСТ 25157-82 Протяжки для шлицевых отверстий с эвольвентным профилем диаметром 12 и 14 мм, модулем 1 мм с центрированием по наружному диаметру двухпроходные. Конструкция и размеры ГОСТ 25159-82 Протяжки для шлицевых отверстий с эвольвентным профилем диаметром от 15 до 90 мм, модулем от 1 до 2,5 мм с центрированием по наружному диаметру двухпроходные. Конструкция и размеры ГОСТ 28050-89 Протяжки с навертным хвостовиком для шлицевых отверстий с эвольвентным профилем диаметром от 55 до 130 мм модулем от 3 до 5 мм с центрированием по наружному диаметру. Конструкция ГОСТ Р 50035-92 Протяжки с навертным хвостовиком для шлицевых отверстий с эвольвентным профилем диаметром от 50 до 120 мм, модулем от 1,5 до 2,5 мм с центрированием по наружному диаметру комбинированные. Конструкция ГОСТ 28048-89 Протяжки с навертным хвостовиком для шлицевых отверстий с эвольвентным профилем диаметром от 50 до 120 мм модулем от 1,5 до 2,5 мм с центрированием по наружному диаметру. Конструкция ГОСТ 20365-74 Протяжки круглые переменного резания диаметром от 14 до 90 мм. Конструкция и размеры ГОСТ 20364-74 Протяжки круглые переменного резания диаметром от 10 до 13 мм. Конструкция и размеры ГОСТ 25161-82 Протяжки для шлицевых отверстий с эвольвентным профилем диаметром от 70 до 90 мм, модулем от 3,5 до 5 мм с центрированием по наружному диаметру двухпроходные. Конструкция и размеры ГОСТ 25160-82 Протяжки для шлицевых отверстий с эвольвентным профилем диаметром от 45 до 90 мм, модулем от 3 до 5 мм с центрированием по наружному диаметру. Конструкция и размеры
Конструкция и размеры ГОСТ 20364-74 Протяжки круглые переменного резания диаметром от 10 до 13 мм. Конструкция и размеры ГОСТ 25161-82 Протяжки для шлицевых отверстий с эвольвентным профилем диаметром от 70 до 90 мм, модулем от 3,5 до 5 мм с центрированием по наружному диаметру двухпроходные. Конструкция и размеры ГОСТ 25160-82 Протяжки для шлицевых отверстий с эвольвентным профилем диаметром от 45 до 90 мм, модулем от 3 до 5 мм с центрированием по наружному диаметру. Конструкция и размеры
Протяжка — металлорежущий инструмент, снабженный рядом последовательно расположенных режущих кромок, расположенным перпендикулярно по отношению к скорости главного движения. Протяжки применяются для обработки при плавном или вращательном движении лезвия и отсутствующем движении подачи. Выделяют наружные и внутренние протяжки. Протяжки обрабатывают фасонные поверхности. В зависимости от протягиваемых поверхностей и стоимости протяжки также делятся на шпоночные, круглые, квадратные, шлицевые и т. д. Протяжка, выполняющая за один рабочий такт ряд поверхностей называется комбинированной. В зависимости от схемы резания при протягивании протяжки бывают профильной, ступенчатой и групповой схем резания. Поскольку протяжка является режущим инструментом, некоторые классификационные признаки режущих кромок сами являются основой для классификации протяжек.
д. Протяжка, выполняющая за один рабочий такт ряд поверхностей называется комбинированной. В зависимости от схемы резания при протягивании протяжки бывают профильной, ступенчатой и групповой схем резания. Поскольку протяжка является режущим инструментом, некоторые классификационные признаки режущих кромок сами являются основой для классификации протяжек.
По Вашему заказу Гомельский завод специнструмента и технологической оснастки может изготовить протяжки, как стандартного исполнения по ГОСТ, так и по разработанным чертежам, изготовление протяжек осуществляется на современном немецком оборудовании Arthur Klink BM 2000 CNC, Reform RSM-2000K:
Протяжки для шлицевых отверстий с эвольвентным профилем диаметром 12…14 мм m=1 и c центрированием по наружному диаметру ГОСТ25157-82 2403-0301 12х1 2403-304 14х1 Протяжки для шлицевых отверстий с эвольвентным профилем диаметром от 15 до 90 мм, m=1 до 2,5 и с центрированием по наружному диаметру ГОСТ25158-82 2403-0307…0394 ( исп 1) (15х1)…(28х1) 2403-0319…0395 (исп 2) (20х1)…(28х1) 2403-0396…0509 (исп1) (17х1,25)…(50х1,25) 2403-0402…0511 (исп2) (20х1,25)…(50х1,25) 2403-0512…0643 (исп1) (20х1,5)…(60х1,5) 2403-0515…0644 (исп2) (22х1,5)…(60х1,5) 2403-0645…0789 (исп1) (28х2)…(80х2) 2403-0646…0791 (исп2) (28х2)…(80х2) 2403-0792…0925 (исп1) (35х2,5)…(90х2,5) 2403-0793…0926 (исп2) (35х2,5)…(90х2,5) Протяжки для шлицевых отверстий с эвольвентным профилем диаметром от 15 до 90 мм, модулем от 1 до 2,5 мм, с центрированием по наружному диаметру, двупроходные ГОСТ 25159-82 2403-0927…0957 15х1;16х1;18х1;17х1,25;18х1,25;20х1,25;20х1,5;90х2,5) 2403-0928…0959 (15х1; 16х1; 18х1; 17х1,25; 18х1,25 ;20х1,25;20х1,5;90х2,5) Протяжки для шлицевых отверстий с эвольвентным профилем диаметром от 45 до 90 мм, m=3 до 5 мм, с центрированием по наружному диаметру ГОСТ25160-82 2403-0961…1059 (исп1) (45х3)…(90х3) 2403-0962…1057 (исп2) (43х5)…(90х3) 2403-1061…1109 (исп1) (55х3,5)…(90х3,5) 2403-1062…1111 (исп2) (55х3,5)…(90х3,5) 2403-1112…1145 (исп1) (60х4)… (90х4) 2403-1113…1146 (исп2) (60х4)…(90х4) 2403-1147…1157 (исп1) (70х5)…(90х5) Протяжки для шлицевых отверстий с эвольвентным профилем диаметром от 70 до 90 мм, модулем от 3,5 до 5 мм, с центрированием по наружному диаметру, двупроходные ГОСТ25161-82 2403-1158…1208 (исп1)(90х3,5;70х4;75х4;80х4;85х4;90х4;70х5;75х5;80х5;85х5;90х5) 2403-1162…1188 (исп2)(90х3,5;70х4;75х4;80х4;85х4) 2403-1159…1211 (исп1) (90х3,5;70х4;75х4;80х4;85х4;90х4;70х5;75х5;80х5;90х5) 2403-1163…1191 (исп2) (90х3,5; 70х4;75х4;80х4;85х4) Протяжки шпоночные ГОСТ18217-80, в=6…50 2405-1051…1209 Протяжки шпоночные с утолщенным телом ГОСТ18218-80, в=5…10 2405-1259…1292 Протяжки шпоночные с фасочными зубьями ГОСТ18219-80, в=3…10 2405-1311…1352 Протяжки шпоночные для пазов повышенной чистоты, в=6…50 2405-1401…1546,
и другие.
По вопросам разработки и изготовления протяжек обращаться в отдел маркетинга и внешних связей по тел.-83, либо Email
Будем рады сотрудничеству!
Литштамп Инструмент и Оснастка
Протяжка универсального назначения, переменного резания, основным назначением которой является обработка цилиндрических отверстий, изготавливается в соответствии стандартов ГОСТ 20364-74- ГОСТ 20365-74. Данный инструмент имеет равную стойкость черновой и чистовой частей. Диаметр обрабатываемого отверстия составляет от 10мм до 90мм. Исполнение протяжки может быть однопроходным и двухпроходным.
Данный инструмент имеет равную стойкость черновой и чистовой частей. Диаметр обрабатываемого отверстия составляет от 10мм до 90мм. Исполнение протяжки может быть однопроходным и двухпроходным.
Протяжка универсального назначения, основным назначением которой является обработка квадратных отверстий, изготавливается в соответствии стандартов ГОСТ 26478-85 — ГОСТ 26480-85. Сторона обрабатываемого отверстия составляет от 10мм до 41мм. Исполнение протяжки может быть однопроходным и двухпроходным.
Протяжка универсального назначения, комбинированная переменного резания для шестишлицевого отверстия имеющего прямобочный профиль, изготавливается в соответствии стандартов ГОСТ 24818-81 — ГОСТ 24819-81, если центрирование выполняется по наружному диаметру, и ГОСТ 25969-83 ГОСТ 25970-83 — с центрированием по внутреннему диаметру. Исполнение протяжки может быть однопроходным и двухпроходным.
Протяжка универсального назначения, комбинированная переменного резания для обработки восьмишлицевого отверстия имеющего прямобочный профиль, изготавливается в соответствии стандартов ГОСТ 24820-81 ГОСТ 24821-81, если центрирование выполняется по наружному диаметру, ГОСТ 25971-83 — ГОСТ 25972-83 — с центрированием по внутреннему диаметру. Исполнение протяжки может быть однопроходным и двухпроходным.
Исполнение протяжки может быть однопроходным и двухпроходным.
Протяжка универсального назначения, комбинированная переменного резания для десятишлицевого отверстия имеющего прямобочный профиль, изготавливается в соответствии стандартов ГОСТ 24822-81 ГОСТ 24823-81, если центрирование выполняется по наружному диаметру, и ГОСТ 25973-83 — ГОСТ 25974-83 — с центрированием по внутреннему диаметру. Исполнение протяжки может быть однопроходным и двухпроходным.
Протяжка сборная комбинированная переменного резания для обработки десятишлицевого отверстия, имеющая прямобочный профиль, изготавливается в соответствии стандартов ГОСТ 28044-89 — ГОСТ 28046-89. Центрирование выполняется по внутреннему диаметру. По исполнению могут быть одно-, двух-¸ трех- и четырехпроходными.
Протяжка для обработки шпоночных пазов, универсального назначения изготавливается в соответствии стандарту ГОСТ 18217-90 — ГОСТ 18220-90. Данный инструмент может иметь фасочные зубья, быть с утолщенным телом, а также изготовляться для обработки пазов повышенной чистоты. Технические условия шпоночных протяжек регламентированы ГОСТ 16791-80.
Технические условия шпоночных протяжек регламентированы ГОСТ 16791-80.
Протяжка универсального назначения, для шлицевых отверстий, имеющих эвольвентный профиль, изготавливается в соответствии стандартов ГОСТ 25157-82 — ГОСТ 25161-82 Диаметр протяжки может составлять от 12мм до 90мм. модуль протяжки в зависимости от ее диаметра составляет от 1 до 5 мм. Центрирование выполняется по наружному диаметру. Исполнение протяжки может быть однопроходным и двухпроходным.
Протяжка с навертным хвостовиком для обработки шлицевого отверстия имеющего эвольвентный профиль изготавливается в соответствии стандартов ГОСТ 28048-89 — ГОСТ 28051-89, а также ГОСТ Р 50035-92 — ГОСТ Р 50038-92. Диаметр обрабатываемого отверстия — от 50мм до 130мм. Центрирование выполняется по наружному диаметру. По исполнению могут быть одно- и двухпроходными.
ПО Литштамп реализует протяжки собственного производства, любого исполнения, отвечающие всем требованиям регламентированными стандартами ГОСТ и ГОСТ Р . В процессе производства используются только современные технологии, высокоточное оборудование и высококачественные материалы. В результате заказчик получает самый лучший и надежный металлорежущий инструмент, по оптимальным ценам от производителя.
В процессе производства используются только современные технологии, высокоточное оборудование и высококачественные материалы. В результате заказчик получает самый лучший и надежный металлорежущий инструмент, по оптимальным ценам от производителя.
Предыдущие статьи:
- Протяжка шлицевая
- Протяжка шпоночная
Похожие статьи:
- Фреза угловая
- Фреза фасонная ГОСТ 9305
- Ролики накатные ГОСТ 12482 — 3291
- Ролики резьбонакатные ГОСТ 9539-72
- Протяжка инструмент
Следующие статьи:
- Ножи рубильные
- Сборные протяжки
- Фрезы резьбовые гребенчатые
- Фрезы цилиндрические
- Фрезы угловые двусторонние
Следующая страница >>
ПРИЕМКА
2.1. Правила приемки — по ГОСТ 23726.
2.2. Испытания протяжек на среднюю наработку на отказ должны проводиться один раз в три года, на установленную безотказную наработку — один раз в год не менее чем на трех протяжках.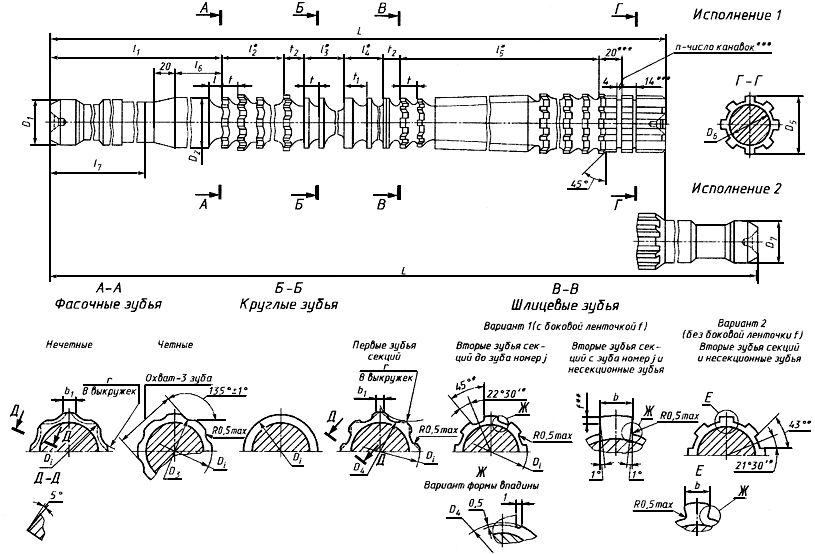
2.3. Испытаниям должны подвергаться протяжки одного (любого) типоразмера каждого вида протяжек.
Испытания острошлицевых протяжек допускается не проводить.
2.4. Испытание протяжек допускается проводить у потребителя в производственных условиях.
МЕТОДЫ КОНТРОЛЯ И ИСПЫТАНИЙ
3.1. Испытания протяжек на работоспособность, среднюю наработку на отказ и установленную безотказную наработку должны проводиться на станках, соответствующих установленным для них нормам точности и жесткости, на образцах из стали марки 45 по ГОСТ 1050 твердостью 197… 217 НВ с длиной протягивания для отверстий:
цилиндрических — по ГОСТ 20364, ГОСТ 20365
шлицевых прямобочных — по ГОСТ 24818 — ГОСТ 24823 или
ГОСТ 25969 — ГОСТ 25974
шлицевых эвольвентных — по ГОСТ 25157 — ГОСТ 25161
гранных — по ГОСТ 26478 — ГОСТ 26480
Скорость резания — 6 м/мин.
3.2. Испытания протяжек на работоспособность проводятся на одной заготовке с длиной протягивания по стандартам, перечисленным в п. 3.1.
3.1.
3.3. После испытания на работоспособность на зубьях не должно быть смятых и выкрошенных режущих кромок и протяжка должна быть пригодна для дальнейшей работы.
3.4. В качестве смазочно-охлаждающей жидкости должен применяться сульфофрезол или трех — десятипроцентный (по массе) раствор эмульсола «Укринол 1» в воде с расходом не менее 5 л/мин.
3.5. При испытании протяжек на среднюю наработку на отказ и установленную безотказную наработку, протянутые отверстия контролируются по точности соответствующими предельными и комплексными калибрами-пробками, измерительными роликами или проволочками по ГОСТ 2475.
3.6. Параметр шероховатости R
aобработанных протяжкой поверхностей заготовок из стали марки 45 не должен быть более, мкм, у отверстий:
цилиндрических с полями допусков Н7 и Н8, шлицевых прямобочных и эвольвентных
для центрирующих диаметров и центрирующих боковых поверхностей зубьев………………………………………………………………………………………………………………………. 2,5
цилиндрических с полем допуска Н9, шлицевых прямобочных и эвольвентных для нецентрирующих диаметров и нецентрирующих боковых поверхностей зубьев, острошлицевых и гранных……………………………………………………………………………………………………………………….