Гост шурупы с полукруглой головкой: ГОСТ 1144-80. Шуруп (саморез) с полукруглой головкой.
Содержание
Шурупы по ГОСТ 1144 с полукруглой головкой. Конструкция, применение
Издавна для соединения различных объектов использовались гвозди. Но полученным конструкциям не доставало надежности. В результате поиска нового решения был изобретен шуруп. Данный метиз предназначен для сопряжения, преимущественно, изделий из дерева. Сегодня разработано немалое количество его разновидностей. Шуруп с полукруглой шляпкой входит в число наиболее востребованных крепежных деталей.
Применение
Используются рассматриваемые соединительные элементы для скрепления:
-
сухой гипсовой штукатурки, известной под названием гипсокартонный лист; -
материалов, роль основы которых играют природные либо искусственно созданные высокомолекулярные соединения – это пластмассы; -
плит, произведенных из отходов деревообрабатывающей промышленности – ДCтП, ДBП; -
объектов из натурального дерева; -
тонких металлических листов;
Шурупы с полукруглой шляпкой нашли широкое применение в авиапроме, машиностроительной отрасли, мебельной индустрии и, конечно же, в бытовой сфере.
Конструкция
Конструктивное исполнение данных крепежных деталей включает следующие элементы:
-
стержень. На всей его поверхности либо на части проделана специальная резьба; -
заостренный конусообразный конец стержня; -
головку полукруглой конфигурации.
Одной из особенностей конструкции рассматриваемых шурупов является соотношение диаметров гладкого сегмента (обозначение dгл. с.) и этого же параметра резьбы (обозначение dр.). Оно должно быть таким: dгл. с.≥ dр.. Шлицы в шляпке бывают прямыми и крестообразными.
Исполнения по ГОСТу 1144-80
Положения ГОСТа 1144-80 устанавливают четыре исполнения шурупов с полукруглой шляпкой. Отличаются они длиной резьбовой нити и конфигурацией углублений в головке, служащих для передачи на стержень момента вращающего усилия.
Отличаются они длиной резьбовой нити и конфигурацией углублений в головке, служащих для передачи на стержень момента вращающего усилия.
У изделий первых двух вариантов шлиц прямой. В шляпках шурупов исполнений №3и №4 он крестообразный типа Phillips. Несколько иная ситуация с длиной резьбовой нити. Она частичная у крепежных деталей первого и третьего варианта. На шурупах исполнений №2 и №4 специальная резьба проделана по всей длине стержня – от конусообразного конца до опорной поверхности шляпки.
Определение «специальная» употребляется совместно со словом «резьба» неслучайно:
Размеры по ГОСТу 1144-80
Значения параметров шурупов с полусферической шляпкой, отображенные на чертежах исполнений, утвержденных ГОСТом 1144-80, представлены (в миллиметрах) в таблице.
|
|
|
|
|
|
|
|
|
|
|
| |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| ||
|
|
|
|
|
|
|
|
|
|
| ||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |
|
|
|
|
|
|
|
|
|
|
|
| |
|
|
|
|
|
|
|
|
|
|
|
| |
|
|
|
|
|
|
|
|
|
|
|
| |
|
|
|
|
|
|
| ||||||
|
|
|
|
|
|
|
|
|
|
|
| |
|
|
|
|
|
|
|
|
|
|
| ||
 30
30
Длина стержня шурупа (параметр L) изменяется в пределах 7,0 мм≤L≤100,0 мм. Величины предельных отклонений резьбового диаметра d по h14. Допуски на отклонения шага резьбы: ±0,20×Р.
Величины предельных отклонений резьбового диаметра d по h14. Допуски на отклонения шага резьбы: ±0,20×Р.
В таблице приняты следующие обозначения:
-
ГBKШKK – Глубина Внедрения Калибра в Шлиц Крестообразной Конфигурации; -
ДШKK – Диаметр Шлица Крестообразной Конфигурации; -
ДPB – Диаметр Резьбы Внутренний; -
ГШKK – Глубина Шлица Крестообразной Конфигурации; -
HШKK – Номер Шлица Крестообразной Конфигурации; -
символ «*» – не меньше; -
символы «**» – не больше.
Технические требования
Устанавливая к производству шурупов с полусферической шляпкой технические требования, Государственный стандарт №1144 от1980 года ссылается на положения ГОСТа 1147-80. Коротко рассмотрим их.
Коротко рассмотрим их.
Материал изготовления
В качестве сырья для изготовления данных метизов должен использоваться металл определенных видов. Это:
Стали нелегированные углеродистые качественные кипящие марок 10кп и 08кп, удовлетворяющие нормам ГОСТов №№ 10702-2016, 1050-2013;
Проволока для проведения холодной высадки углеродистая стальная, соответствующая условиям ГОСТа 5663-79;
Стали коррозионностойкие:
-
мартенситного класса, например, 12X11B2MФ и 18X11MHФБ; -
мартенситно-ферритные стали. Это могут быть 18X12BMБФP, 15X11MФ и др.; -
ферритного класса. Наиболее популярны такие стали марок 08X12T1 и 08X18ГБ; -
аустенитно-мартенситные стали, например, ЮX15h5AMЗ и 07X1-6H6; -
аустенитно-ферритного класса. К таковым относятся 08X18Г8h3T, 08X22H6T и другие;
К таковым относятся 08X18Г8h3T, 08X22H6T и другие;
-
аустенитные стали. В число самых популярных сплавов этого класса входят 12X18H9T, 12X18H9, 03X18h21 и ряд других;
Латуни:
-
проволока из этого металла марки Л63, используемая при производстве метизов методом холодной высадки; -
цинксодержащие сплавы на основе меди марок Л63, Л70, Л85, Л96 и др.
Допускается использование для производства шурупов с полусферической шляпкой материалов иных видов. Но их механические свойства должны быть не хуже по сравнению с вышеуказанными металлами. Кроме того, этот момент подлежит согласованию обеими сторонами контракта поставки – заказчиком и производителем.
Покрытия
Выпускать шурупы с полусферической шляпкой допускается с защитным покрытием и без такового.
Требования к поверхности металлической основы
Подлежащая покрытию металлическая поверхность метизов должна удовлетворять перечню требований, утвержденных ГОСТом 9.301-86. Речь идет, прежде всего, о степени ее шероховатости. Эта характеристика определяется по двум основным параметрам:
-
Rа
– соответствует значению подвергаемого исследованию профиля со среднеарифметическим отклонением. Отображается в микрометрах; -
Rz
– указывает (тоже в мкм) высоту измеряемых выступов/впадин. Определяется по десяти базовым точкам.
По ГОСТу 9.301-86 данные параметры должны быть такими:
-
для покрытий исключительно защитного предназначения: Rzприблизительно 40,0; Rа – не больше 10,0; -
для покрытий, выполняющих защитно-декоративные функции: Rz
не должен превышать 10,0. Допустимые значения параметра Rа
Допустимые значения параметра Rа
– не выше 2,50; -
для твердых покрытий и покрытий электроизоляционных анодно-окисного типа требования еще жестче: максимально допустимое значение показателя Rz
– 6,30, а Rа
– не больше 1,25.
Для контроля степени шероховатости и вычисления параметров Rz
и Rа
изучается сечение исследуемой поверхности. Его критичные характеристики отображены на рисунке.
Общие требования к состоянию поверхности
Независимо от технологии изготовления – предусмотрен ею этап нанесения защитного покрытия или нет – состояние поверхности конечной продукции должно удовлетворять ряду требований. В этом плане Государственный стандарт №1144, принятый в 1980 году опосредованно ссылается на нормы того же ГОСТа 9.301-86. Назовем их кратко.
Имеющиеся на метизах острые углы и края должны быть подвергнуты скруглению радиусом:
-
в общем случае равным либо бо̀льшим 0,3 мм; -
не меньше 0,5 мм, если технологической картой предусмотрено нанесение на поверхность шурупов с полусферической шляпкой твердого, а также электроизоляционного анодно-окисного покрытия.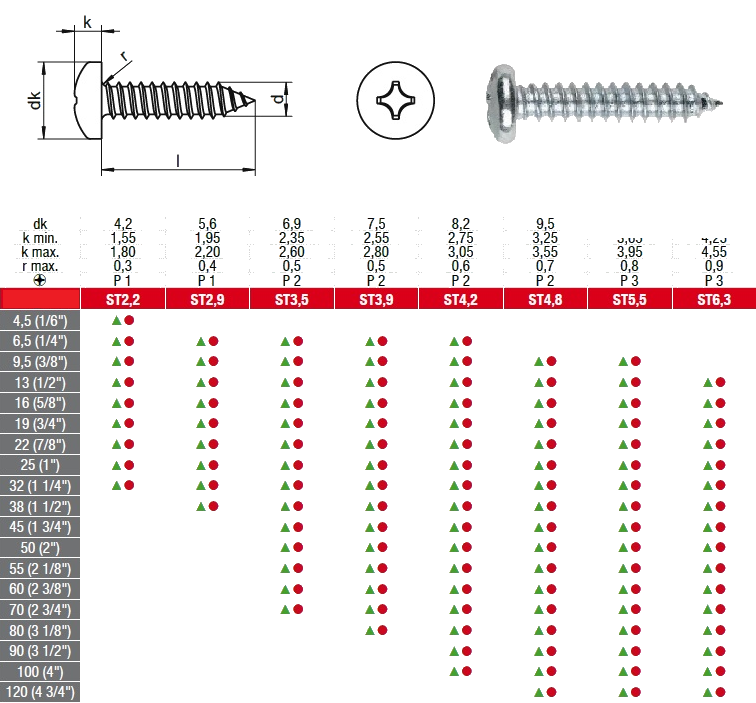
Недопустимо наличие на поверхности данных крепежных деталей:
-
излишков металла, оставшихся на кромках соединительных элементов после прохождения какого-нибудь этапа обработки – заусенцев; -
множественных малых по длине и площади склонных к отслаиванию дорожек – закатанной окалины; -
разрывов на металлической поверхности, связанных, в том числе, со структурными напряжениями – трещин; -
отделений слоев металла на краях и торцах заготовки, возникших по причине внутренних дефектов – расслоений; -
нарушений сплошности металла, различимых чаще всего в поперечном сечении – раковин; -
вытянутых либо шарообразных небольших по объему полостей, заполненных газом – пор; -
дефектов, вызванных контактом с агрессивными средами – коррозионных повреждений.
Весовые характеристики
Для обеспечения крепежными изделиями работ, проводимых на больших стройплощадках, их обычно закупают крупными партиями, расфасованными в ящики. На такой таре указан, как правило, общий вес метизов, а не количество штук. Иное дело, когда необходимо выполнить небольшой ремонт в своем доме. Тогда актуальны три подхода к решению задачи формирования запаса соединительных деталей.
1. Покупка шурупов, расфасованных в небольшие пакеты. Преимущество такого подхода очевидны – известно точное количество приобретаемых деталей. Чтобы узнать это число, достаточно изучить этикетку на упаковке. Но здесь имеется один существенный минус – стоимость единицы крепежа в несколько раз превышает усредненную цену на рынке стройматериалов.
2. Мелкооптовая покупка расфасованных шурупов. Этот вариант более выгоден с финансовой точки зрения: одно изделие в перерасчете обойдется в данном случае дешевле. Количество соединительных элементов в одной коробке зависит от их размеров и колеблется от 200-250 штук до двух-трех тысяч.
Количество соединительных элементов в одной коробке зависит от их размеров и колеблется от 200-250 штук до двух-трех тысяч.
Но бо̀льшая часть в будущем может просто не понадобиться. Таким образом, деньги тоже будут потрачены зря. Выбрасывать неиспользованный крепеж никто не станет. Поэтому нужно будет подыскать место для его долгосрочного хранения. Причем условия должны быть подходящие. От длительного пребывания на балконе шурупы поржавеют. А коробка, хранящаяся внутри помещения, уменьшает жизненное пространство.
3. Покупка шурупов на вес. Такой подход наиболее экономичен. Обычно домашние мастера предварительно создают проект будущей конструкции либо план проведения ремонтных работ. Поэтому количество точек крепления и, соответственно, необходимых крепежных деталей до момента посещения предприятия торговли, уже известно.
Что же касается веса одного шурупа, то узнать этот показатель можно, изучив соответствующий раздел ГОСТа 1144-80. Там указана теоретическая масса 1000 штук изделий (обозначение TM1000ШИ) всех типоразмеров. Алгоритм дальнейших действий выглядит так:
Там указана теоретическая масса 1000 штук изделий (обозначение TM1000ШИ) всех типоразмеров. Алгоритм дальнейших действий выглядит так:
В=(TM1000ШИ:1000)×N, где
ü отправляемся на рынок либо в магазин стройматериалов, торгующий метизами на развес, и озвучиваем работнику, стоящему за прилавком, полученное значение параметра В.
Ниже представлены минимальные и максимальные величины теоретической массы тысячи штук шурупов всей номенклатуры размеров, установленной нормами ГОСТа 1144-80.
-
Для самого мелкого крепежа 1,6×7,0 TM1000ШИ=0,13 кг. -
Для наиболее крупных деталей типоразмера 10,0×100,0 TM1000ШИ=53,89 кг
Заключение
При работе с шурупами с полусферической шляпкой нужно руководствоваться правилами техники безопасности. Во-первых, нельзя использовать изделия с «зализанным» шлицем. Во-вторых, для ввинчивания следует применять ручной инструмент – отвертку – с жалом, соответствующим конфигурации шлица. В-третьих, при вкручивании необходимо контролировать, чтобы ось метиза располагалась в пространстве строго под углом 90° к плоскости фиксируемого объекта. В-четвертых, при завинчивании шуруповертом удерживать крепежную деталь рукой нельзя. И, в-пятых, по окончании работ, нужно убрать со шляпки заусенцы с помощью напильника либо наждачной бумаги.
Во-вторых, для ввинчивания следует применять ручной инструмент – отвертку – с жалом, соответствующим конфигурации шлица. В-третьих, при вкручивании необходимо контролировать, чтобы ось метиза располагалась в пространстве строго под углом 90° к плоскости фиксируемого объекта. В-четвертых, при завинчивании шуруповертом удерживать крепежную деталь рукой нельзя. И, в-пятых, по окончании работ, нужно убрать со шляпки заусенцы с помощью напильника либо наждачной бумаги.
Please enable JavaScript to view the comments powered by Disqus.comments powered by Disqus
ГОСТ 1144-80 Шуруп, саморез с полукруглой головкой
— Исполнение 1 (прямой шлиц), неполная резьба b≥0,6l.
— Исполнение 2 (прямой шлиц), полная резьба.
— Исполнение 3 (крестообразный шлиц), неполная резьба* b≥0,6l.
— Исполнение 4 (крестообразный шлиц), полная резьба*.
* Исполнение 3 и 4 применяется при производстве шурупов с l≤22 мм.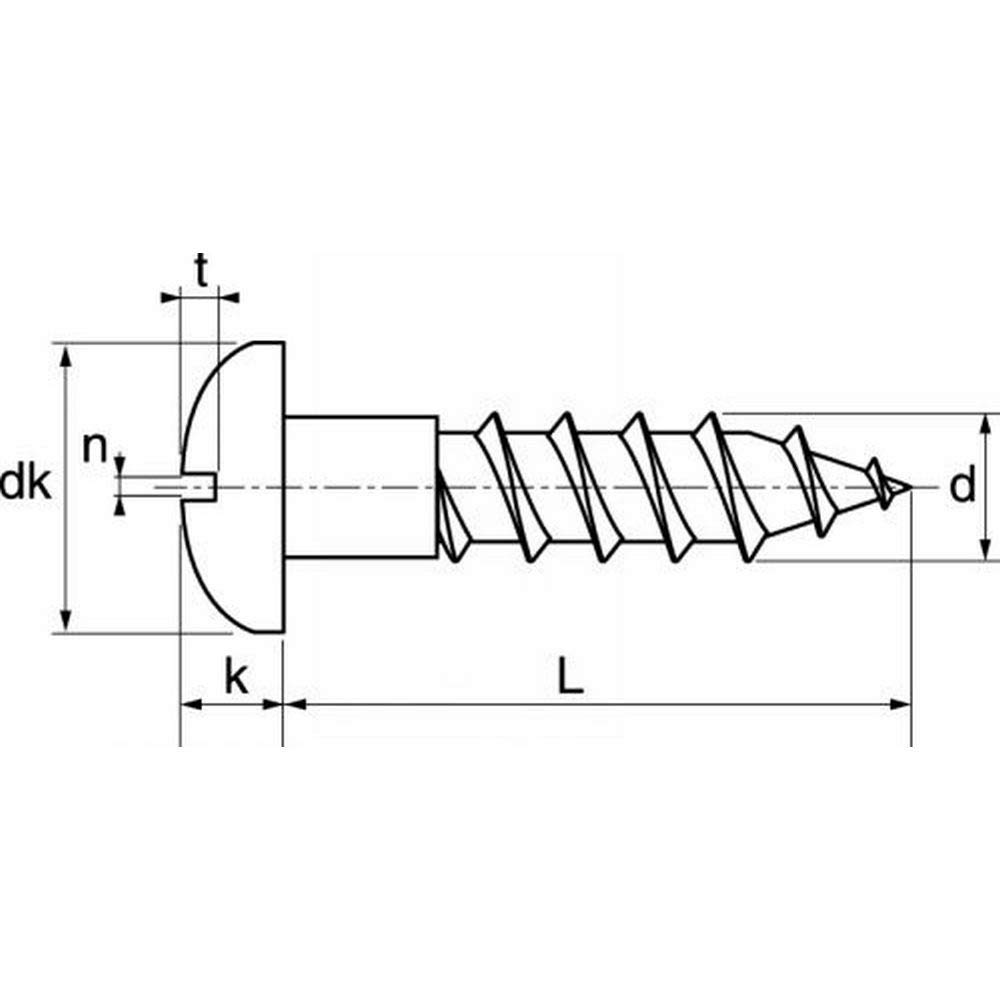
Материал: Латунь / Нержавеющая сталь / Сталь St
Покрытие: Без покрытия / Zn Цинк / Zn gelb Цинковое с желтым хроматированием
ГОСТ 1144-80 шурупы с полукруглой головкой самонарезающие имеют одновременно универсальное и узконаправленное применение, а именно используются при проведении широчайшего спектра работ по дереву и другим материалам. С их помощью осуществляется прочное крепление в мебельном производстве, монтаж деревянных конструкций, разнообразных листовых материалов типа фанеры, ДСП, ДВП, а также тонкого оцинкованного железа или пластика.
Близкие аналоги (ISO, DIN, EN ISO):
| Стандарт | Наименование | Примечание |
DIN 96 | Шуруп с полукруглой головкой и прямым шлицем | ГОСТ 1144-80 (исполнение 1) соответствует DIN 96. Существуют незначительные различия в параметрах. |
DIN 7996 | Шуруп с полукруглой головкой и крестообразным шлицем | ГОСТ 1144-80 (исполнение 3) соответствует DIN 7996. Существуют незначительные различия в параметрах. |
DIN 7981 (ISO 7049) | Шуруп (саморез) с полукруглой головкой и крестообразным шлицем | ГОСТ 1144-80 (исполнение 4) соответствует DIN 7981 (ISO 7049), форма C (с заостренным концом). Существуют различия в параметрах. |
DIN 7971 (ISO 1481) | Шуруп (саморез) с цилиндрической головкой и прямым шлицем | ГОСТ 1144-80 (исполнение 2) соответствует DIN 7971 (ISO 1481), форма C (с заостренным концом). Существуют различия в параметрах. |
Характеристикии и размеры шурупа ГОСТ 1144-80:
| Параметры шурупа | Номинальный диаметр резьбы, d | |||||||||
1,6 | 2 | 2,5 | 3 | 3,5 | 4 | 5 | 6 | 8 | 10 | |
| Шаг резьбы, P | 0,8 | 1 | 1,25 | 1,25 | 1,5 | 1,75 | 2 | 2,5 | 3,5 | 4,5 |
| d2, максимум | 1,1 | 1,4 | 1,7 | 2,1 | 2,4 | 2,8 | 3,5 | 4,2 | 5,6 | 7 |
| D | 3,2 | 4 | 5 | 6 | 7 | 8 | 10 | 12 | 16 | 20 |
| k | 1,1 | 1,4 | 1,7 | 2,1 | 2,4 | 2,8 | 3,5 | 4,2 | 5,6 | 7 |
| R1 | 2,6 | 3,2 | 4 | 4,8 | 5,6 | 6,4 | 8 | 9,6 | 12,8 | 16 |
| R2 | 1,3 | 1,6 | 2 | 2,4 | 2,8 | 3,2 | 4 | 4,8 | 6,4 | 8 |
| Номер крестообразного шлица* | — | 0 | 1 | 1 | 2 | 2 | 2 | 3 | 3 | 4 |
| Диаметр крестообразного шлица m* | — | 2 | 2,6 | 3 | 4,1 | 4,6 | 5,2 | 7 | 8,2 | 10,6 |
| Глубина крестообразного шлица h, не более* | — | 1,2 | 1,3 | 1,7 | 1,8 | 2,2 | 2,8 | 3,2 | 4,6 | 5,6 |
* Характеристики крестообразного шлица (исполнение 3, 4).
Все параметры в таблице указаны в мм.
Масса самонарезающих шурупов
ГОСТ 1144-80:
Длина шурупа l, мм | Теоретическая масса 1000 шт. шурупов, кг. при номинальном диаметре резьбы d | |||||||||
1,6 | 2 | 2,5 | 3 | 3,5 | 4 | 5 | 6 | 8 | 10 | |
7 | 0,13 | 0,20 | 0,33 | |||||||
10 | 0,16 | 0,26 | 0,42 | 0,64 | 0,89 | |||||
13 | 0,20 | 0,32 | 0,51 | 0,77 | 1,07 | 1,44 | 2,40 | |||
16 | 0,38 | 0,60 | 0,90 | 1,25 | 1,67 | 2,76 | ||||
18 | 0,66 | 0,99 | 1,36 | 1,83 | 3,00 | 4,53 | ||||
20 | 0,71 | 1,08 | 1,48 | 1,98 | 3,24 | 4,88 | ||||
22 | 0,77 | 1,16 | 1,60 | 2,14 | 3,49 | 5,22 | ||||
25 | 0,86 | 1,30 | 1,78 | 2,36 | 3,85 | 5,74 | ||||
30 | 1,52 | 1,07 | 2,75 | 4,45 | 6,61 | |||||
35 | 2,36 | 3,14 | 5,06 | 7,47 | ||||||
40 | 2,66 | 3,52 | 5,67 | 8,34 | ||||||
45 | 3,91 | 6,27 | 9,20 | |||||||
50 | 4,29 | 6,88 | 10,07 | 18,47 | ||||||
60 | 5,06 | 8,09 | 11,80 | 21,52 | ||||||
70 | 9,30 | 13,53 | 24,57 | |||||||
80 | 15,26 | 27,63 | 44,39 | |||||||
90 | 16,99 | 30,68 | 49,14 | |||||||
100 | 18,72 | 33,73 | 53,89 | |||||||
Дополнительную информацию о технических характеристиках шурупа можно получить у менеджеров компании.
Обращаем ваше внимание на то, что интернет-ресурс texkomstroy.ru носит исключительно информационный характер и ни при каких условиях не является публичной офертой, определяемой положениями Статьи 437 (2) Гражданского кодекса Российской Федерации. Для получения подробной информации о наличии и стоимости указанных товаров и (или) услуг, пожалуйста, обращайтесь к менеджерам с помощью контактной формы или по телефонам.
Copyright © 2021 ООО «ТехКомСтрой»
DIN 85 Крепежные винты с плоской головкой из нержавеющей стали со шлицем — Высшие винты | Винты Производитель
Винты с цилиндрической головкой из нержавеющей стали с прорезями
Особенности винта: Шестигранная головка с прорезями | Полукруглая головка с выемчатым прямым пазом | Полностью резьбовой | Используется в приложениях из листового металла | Простота сборки | Профессиональное качество | Универсальный винт | Доступен широкий диапазон размеров | Устойчив к коррозии | ГОСТ 17473-80, EN ISO 1580 и ISO 1580 | Идеальная заправка | Доступен в версии из нержавеющей стали (A2, A4) | Нестандартные размеры | Доступны специальные материалы и отделка | Индивидуализация доступна для оптовых заказов
Каталог продукции
Мы Ваш любимый магазин.

Компания Supreme Screws является ведущим производителем и поставщиком винтов с плоской головкой из нержавеющей стали с прорезями различного диаметра, длины и отделки в соответствии с требованиями заказчика. Наши винты DIN 85 изготовлены из высококачественной нержавеющей стали. Крепежные винты представляют собой тип крепежных изделий с полной внешней резьбой.
На винте имеется цилиндрическая головка и продольное отверстие под шлицевую отвертку.
Мы Ваш любимый магазин.
Крепежные винты предназначены для сопряжения с резьбовыми гайками или резьбовыми отверстиями в деталях, для удержания которых они предназначены. Их можно закрепить, повернув их непосредственно с помощью отвертки или используя гайку и болт с внешней резьбой.
At Supreme Screws мы предлагаем заплаты для фиксации резьбы и специальное химическое чернение для всех наших крепежных винтов из нержавеющей стали в соответствии с требованиями заказчика.
Широкий выбор размеров и вариантов покрытия от Supreme Screws
2. 3
3
+
Варианты размеров
+
Типы головок
+
Варианты покрытия
Непревзойденное качество и индивидуальный дизайн
Идеальная форма головы и резьба
Высококачественная нержавеющая сталь
Согласно пользовательскому чертежу и образцам
Лучше всего подходит для конструкций из дерева, металла, пластика
Экономичность и низкие эксплуатационные расходы
Лучшие винты
Лучшие винты
Лучшие винты
Лучшие винты
Лучшие винты
ЭКВИВАЛЕНТНЫЕ СТАНДАРТЫ:
ИСО 1580
ЧСН 021137
№ 82219
УНИ 6108
Широкий ассортимент винтов
Доступный диаметр: от 3 мм до 10 мм
Длина: 3 ММ ДО 80 ММ
Класс: А2 и А4
Тип головы: панорамная головка
Доступные диски: слот-диск
Быстрая доставка
100% своевременная доставка
Стандарты ИСО
100% гарантия
Огромная экономия
По самой низкой цене
Качество
Высококачественные материалы
Получить предложение для вашего винта
Получить предложение
ОТРАСЛИ, ГДЕ ПРИМЕНЯЮТСЯ НАШИ ВИНТЫ:
Сельскохозяйственная техника
Автомобильный
Электрические установки
Печатные платы
САМОРЕЗ DIN 7972 ХАРАКТЕРИСТИКИ:
Простота установки
Долгий срок службы
Максимальное сопротивление вытягиванию благодаря глубокой канавке
Непревзойденное качество и надежность в каждом винте
Просмотреть все стандарты винтов
Почему вы должны выбрать винты Supreme?
Преимущества выбора винтов из нержавеющей стали Supreme | Непревзойденное качество и производительность с винтами Supreme
Долговечность
Наша высококачественная нержавеющая сталь обладает высокой устойчивостью к коррозии и ржавчине, что обеспечивает долгий срок службы.
Обеспечение качества
Наша приверженность качеству проявляется в каждом произведенном нами винте, и мы отвечаем за нашу продукцию гарантией и обслуживанием клиентов.
Ориентация на клиента
Наше стремление удовлетворить и превзойти потребности наших клиентов, включая качество наших винтов и уровень обслуживания клиентов.
Посмотреть больше
Часто задаваемые вопросы!
Какие варианты класса материала доступны?
- A2/304 Саморезы из нержавеющей стали
- A4/316 Саморезы из нержавеющей стали
Какие варианты упаковки материалов доступны?
картонные коробки/оптовая упаковка согласно требованиям заказчика
Какие типы резьбы доступны для винтов DIN 85?
• MM-метрическая резьба
• UNC-унифицированная крупная резьба
• UNF-унифицированная мелкая резьба
• BSW-британский стандарт Whitworth
Какие варианты отделки доступны?
- Однотонный
- Черный
- Серебристый
- Другие по запросу
Каков минимальный объем заказа (MOQ)?
10000 шт. (возможна поставка по запросу при наличии на складе)
(возможна поставка по запросу при наличии на складе)
Consequat nesciunt fusce facilisi?
Я предмет содержания. Нажмите кнопку редактирования, чтобы изменить этот текст. Lorem ipsum dolor sit amet, consectetur adipiscing elit. Ut luctus nec ullamcorper mattis, pulvinar dapibus leo.
Виды саморезов по дереву, металлу, для гипсокартона, размеры, вес, выбор
Шурупы, шурупы, болты — эти виды крепежа используются давно, но есть и саморезы. Что это такое и в чем их особенности? Какие виды шурупов существуют, как их выбрать?
Содержание статьи
- 1 Чем саморез отличается от шурупа
- 2 Виды саморезов
- 2.1 Для дерева и металла — отличие
- 2.2 Металл и способ обработки
90 043 2.3 Типы саморезов: головка и шлиц
- 3.1 Размеры саморезов: наиболее применимые варианты
- 6.
 1 Резьба и другие «навороты»
1 Резьба и другие «навороты»
- 7.1 Саморезы с пресс-шайбой (семена)
- 7.2 Саморезы для профилей ГКЛ
- 7.3 Саморезы черные для крепления ГКЛ к каркасу
- 7.4 Кровельные саморезы
Чем саморез отличается от шурупа
Начнем с определений. Винт – это крепежный элемент с нанесённой на стержень наружной резьбой. При соединении деталей наружная резьба винта совмещается с внутренней резьбой на отверстии детали или деталей. Так что для установки шурупа нужно заранее просверлить отверстие. Винт отличается от винта тем, что имеет гладкую конусность на конце и более редкую резьбу.
Чем отличается саморез от шурупа: резьба и материал
Теперь внимание. Саморез сокращенно от саморез. Отличается тем, что не требует предварительно просверленного отверстия для установки. При ввинчивании он сам прорезает необходимые пазы. Отсюда и термин — саморез. А чтобы саморез мог сам «вгрызаться» в материал, резьба у него треугольная, с острыми краями и, как правило, более глубокая. Итак, саморез — это тип шурупа, который сам просверливает отверстие в материале по мере его вкручивания.
Отсюда и термин — саморез. А чтобы саморез мог сам «вгрызаться» в материал, резьба у него треугольная, с острыми краями и, как правило, более глубокая. Итак, саморез — это тип шурупа, который сам просверливает отверстие в материале по мере его вкручивания.
Саморез — это винт, который просверливает себе отверстие
Если говорить о разнице между саморезами и шурупами, то у самореза более вытянутая и острая кромка. С такой формой легче «вгрызаться» в материал. Для установки саморезов обычно используется шуруповерт, который позволяет выполнять большой объем работы, в отличие от использования обычного шуруповерта. Преодолеть сопротивление материала при вырезании отверстия непросто.
Типы саморезов
Разделите саморезы по области применения. Они универсальные, для дерева, металла. Это три основные и большие группы. Есть еще более узкоспециализированные — для бетона, гипсокартона (ГКЛ) и гипсоволокнистых листов (ГВЛ) . Есть отдельные группы для оконных профилей и кровельных материалов.
Однако имейте в виду, что если мы говорим о саморезах по металлу, то имеем в виду листовой металл или профили из него. И потом, в листах большой толщины часто предварительно сверлят отверстия. Проще и быстрее установить крепеж, особенно если он не блещет качеством.
Существует множество типов винтов. Итак, какие выбрать?
Более того, в древесине часто сверлят отверстия под саморезы. В плотной древесине, такой как дуб, это почти непреложное правило. Плотность такой древесины высокая и в противном случае процесс идет слишком медленно. В мягкой древесине отверстия для установки саморезов сверлят по другой причине – чтобы дерево не треснуло. Когда саморезы ставят почти на край, такое возможно. Так они застрахованы. В любом случае диаметр отверстия для установки самореза должен быть на 1-2 мм меньше диаметра крепежа. Только при этом условии его будет легко монтировать, а прочность соединения будет нормальной.
Также есть универсальные винты. Но это не значит, что они «для всего». Это значит, что они оптимальны, когда необходимо совместить дерево и металл. А для соединений металл-металл, дерево-дерево — лучше взять свой узкопрофильный крепеж.
Это значит, что они оптимальны, когда необходимо совместить дерево и металл. А для соединений металл-металл, дерево-дерево — лучше взять свой узкопрофильный крепеж.
Для дерева и металла — разница
Чем отличаются саморезы для дерева и металла? Во-первых, с разным шагом резьбы. Для установки в древесину резьба используется реже. Этого вполне достаточно для закрепления в волокнистой структуре. Саморез по металлу имеет более плотную резьбу. Еще одно отличие заключается в металле, используемом для изготовления креплений.
В чем разница между шурупами по дереву и металлу. Первое, что бросается в глаза, это плотность нити. Второе — диаметр штифта, третье — высота профиля резьбы
Саморезы по металлу также могут иметь не просто сужение с наносимой резьбой, а дополнительные плоскости — сверло. Эти крепежные детали позволяют просверливать отверстия в листовом металле толщиной до 5 мм. Чтобы острие самореза не скользило по поверхности металла (и дерева тоже), место установки «прикручивается». Пробойником и молотком осталась небольшая вмятина. Вовсе не обязательно пробивать металл. Достаточно, чтобы саморез ушел вниз в углубление.
Пробойником и молотком осталась небольшая вмятина. Вовсе не обязательно пробивать металл. Достаточно, чтобы саморез ушел вниз в углубление.
Металл и способ обработки
Саморезы изготавливаются из углеродистой стали, нержавеющей стали и латуни. В подавляющем большинстве случаев мы используем винты из углеродистой стали. Они не такие дорогие, как нержавеющая сталь, но достаточно прочные, если правильно подобрать. Однако стальные шурупы могут быть разного цвета: белого, желтого и черного. Они получают цвет после обработки. Черные получают оксидированием и фосфатированием, желтые — анодированием, а белые обычно гальванизируют. Есть и желтые оцинкованные.
Также нужно помнить о способе обработки металла
Какой цвет саморезов лучше выбрать? Это смотря какой материал. Если для дерева, лучший выбор – анодированный. Они желтые. Да, они намного дороже черных. А вот черные оксидированные на древесине остаются ржавчина и пот. Для металла это не критично, так как обычно стыки прокрашивают, чтобы не ржавели. Но есть еще такой момент: черные оксидированные саморезы могут быть ломкими. Если его «покрутить» при установке, то голова может слететь. Это может произойти не только во время установки, но и под нагрузкой. Например, когда пол прикручивали к лагам черными оксидированными саморезами. Известно, что доски гнутся и высыхают. А это приводит к повышенным нагрузкам на крепеж. И шляпки черных винтов часто слетают. Это можно увидеть при восстановлении пола. А также из-за того, что некоторые доски начинают сильнее гнуться или раскачиваться и скрипеть. Шляпки отломились и застежки не держат.
Для металла это не критично, так как обычно стыки прокрашивают, чтобы не ржавели. Но есть еще такой момент: черные оксидированные саморезы могут быть ломкими. Если его «покрутить» при установке, то голова может слететь. Это может произойти не только во время установки, но и под нагрузкой. Например, когда пол прикручивали к лагам черными оксидированными саморезами. Известно, что доски гнутся и высыхают. А это приводит к повышенным нагрузкам на крепеж. И шляпки черных винтов часто слетают. Это можно увидеть при восстановлении пола. А также из-за того, что некоторые доски начинают сильнее гнуться или раскачиваться и скрипеть. Шляпки отломились и застежки не держат.
Для монтажа металлического листового материала имеет смысл взять оцинкованные саморезы. Не будет конфликта между покрытиями и химическими реакциями. В этом случае обычно берут белые. Желтые используются из эстетических соображений – при установке дверных петель, замков, ручек и другой подобной фурнитуры желтого цвета.
Типы саморезов: головка и шлиц
Саморезы также делятся по типу головки. Видов много, но стоит помнить, что есть скрытые, полускрытые и выступающие (полусферические, полуцилиндрические и т.д.). Также доступны с шестигранными головками. Применяются для монтажа кровельного материала, поликарбоната, крепления материалов к заборам, обшивки каркасов. В общем, там, где важна жесткая фиксация. Это саморезы с шестигранными головками, которые обычно комплектуются уплотнительными шайбами с резиновыми прокладками.
Типы головок саморезов
Саморезы с потайной головкой при установке прячутся в древесине. В этом случае нет необходимости предварительно сверлить отверстия большего диаметра для цоколя. Чтобы шапка подошла «как по маслу», возьмите потайные головки с насечками.
Типы шлицов на саморезах. Имеет смысл брать те, для которых у вас есть инструмент
В колпачках есть углубление для инструмента — это и есть прорезь. Этот параметр выбирается на основе доступного инструмента или биты. Купить их — биты — конечно, можно, но об этом следует подумать заранее. А затем обзавестись крепежом и битами. Если говорить о том, какой шлиц лучше, то на данный момент лучшим считается Torx (торкс), так как он передает лучший крутящий момент. Это важно при работе с твердым материалом.
Этот параметр выбирается на основе доступного инструмента или биты. Купить их — биты — конечно, можно, но об этом следует подумать заранее. А затем обзавестись крепежом и битами. Если говорить о том, какой шлиц лучше, то на данный момент лучшим считается Torx (торкс), так как он передает лучший крутящий момент. Это важно при работе с твердым материалом.
Выбор длины шурупов
Для выбора длины шурупов существует несколько правил, применимых в разных ситуациях. При соединении/стыковке двух не очень массивных деталей работают следующие правила подбора:
Если к массивному основанию крепится тонкая деталь, работает другое правило. Тогда длина застежки должна быть в 2-2,5 раза больше присоединяемой детали. Так что подбирать длину самореза надо, если вы что-то крепите к стене, скажем, или к бетонному полу. В этом случае для крепления той же доски 28 мм к стене длина крепежа составляет 56-70 мм. В этом разница.
В этом разница.
Размеры шурупов: наиболее применимые варианты
Как выбрать длину саморезов должно быть понятно. Теперь о том, что они из себя представляют вообще. Ситуация здесь запутанная. Ни шурупы, ни саморезы не имеют общего стандарта. Существует несколько стандартов «изношенных» годов выпуска, в которых прописаны размеры некоторых видов саморезов.
- ГОСТ 1145-80. Саморезы с потайной головкой.
- ГОСТ 1144-80. Винты с круглой головкой.
- ГОСТ 1146-80. Винты с полупотайной головкой.
Сегодня ситуация такова, что каждый производитель выпускает свою «линейку». Они ориентированы, конечно, на спрос. Ну и параметры головок обычно делаются по тому или иному ГОСТу. Это как-то стабилизирует ситуацию. Иногда ассортимент — диаметры и длины тоже изготавливаются по стандарту. При этом в описании саморезов указываются диаметры, в которых они вообще выпускаются, а затем идет приписка: соответствует такому-то ГОСТу. Это означает, что головки соответствуют указанному стандарту, а также ассортимент соответствует.
Диаметры и длины саморезов с потайной головкой ГОСТ 1145-80 и полупотайной головкой ГОСТ 1146-80 самонарезающий винт диаметр, мм
Как же тогда выбираются саморезы по длине и диаметру? Рассчитайте / определите необходимую длину, определяемую типом головки. Потом смотрят на диаметры и делают окончательный выбор. Сразу скажем, что принцип «чем толще, тем лучше» для дерева не работает. Это можно применить к металлу. Для дерева лучше тоньше, но с хорошей резьбой и хорошим металлом. Это идеально.
Потом смотрят на диаметры и делают окончательный выбор. Сразу скажем, что принцип «чем толще, тем лучше» для дерева не работает. Это можно применить к металлу. Для дерева лучше тоньше, но с хорошей резьбой и хорошим металлом. Это идеально.
Если у производителя есть свои параметры саморезов, они указаны в описании
Но этого недостаточно. Магазин обычно предлагает до десятка вариантов одного размера, но от разных производителей. И если с металлом и видом обработки определиться более-менее легко, то какую марку брать сложно. Есть, конечно, и проверенные, но они дорогие. Хотя, если брать дешевые, 30-50% может уйти в брак. Какой брак? То гнутся, то колпачки слетают. Это не всегда, но часто. Если вам «посчастливилось» столкнуться с таким крепежом, получается, что покупка «дорогих» не будет дороже. Ну или не более того.
Длины и диаметры саморезов с полукруглой головкой по ГОСТ 1144-80
| Диаметр самореза, мм | Длина прутка, мм | Диаметр самореза, мм | |
|---|---|---|---|
| 1,6 | 7, 10, 13 | 4,0 | 13, 16, (18), 20, (22), 25, 30, 35, 40, 4 5, 50, 60 |
| 2,0 | 7, 10, 13, 16 | 5,0 | 13, 16, (18), 20, (22), 25, 30, 35, 40, 45, 50, 60, 70 |
| 2,5 | 7, 10, 13, 16, (18), 20, (22), 25 | 6,0 | (18), 20, (22), 25, 30, 35, 40, 45, 50, 60, 70, 80, 90, 100 |
| 3,0 | 10, 13, 16, (18), 20, (22), 25, 30 | 8,0 | 50, 60, 70, 80, 90, 100 9040 0 |
| 3,5 | 10, 13, 16, (18), 20, (22), 25, 30, 35, 40 | 10,0 | 80, 90, 100 |
Теперь сравните две таблицы. Они составлены по разным ГОСТам. Как видите, диаметры и длины совпадают. Это облегчает жизнь. Если при производстве крепежа придерживались стандарта по соотношению диаметр/длина, то тут все просто. Если нет, то производитель в описании винтов прилагает таблицу с размерами (как на картинке выше).
Они составлены по разным ГОСТам. Как видите, диаметры и длины совпадают. Это облегчает жизнь. Если при производстве крепежа придерживались стандарта по соотношению диаметр/длина, то тут все просто. Если нет, то производитель в описании винтов прилагает таблицу с размерами (как на картинке выше).
Как выбрать шурупы для дерева
Для крепления дерева не следует использовать металлические шурупы или универсальные шурупы. Универсальные хороши, когда нужно скрутить дерево и металл. А при скручивании двух деревяшек работают хуже. В том смысле, что специализированные крепления будут лучше держать древесину. То есть мы рассматриваем только шурупы по дереву. Поверьте, выбрать будет из чего.
Шурупы лучше желтого (да, дорогого) или белого (чуть дешевле)
Как уже было сказано, у шурупов более редкая резьба с более высоким профилем (пазы между витками глубже). Их применяют не только для дерева, но и для всех видов листовых материалов: гипсоволокнистых плит, фанеры, ОСП (OSB), ДВП и ДСП. Теперь о том, какие из них работают лучше.
Теперь о том, какие из них работают лучше.
Нитки и прочие «навороты»
Сначала нужно выбрать тип шапки. Потайные или с пресс-шайбой, цилиндрические, полусферические – выбирайте исходя из того, какое соединение вам нужно сделать. Также рекомендуется выбирать шлиц типа TORX, так как он лучше всего передает крутящий момент от электроинструмента. Далее по порядку.
Нужны ли эти навороты или деньги на ветер? Незавершенные темы — это не новость. Одна деталь «сидит» поверх другой намного плотнее. Попробуйте остальные. Только на собственном опыте вы поймете, работает это или нет, и что именно вам больше подходит.
И практические советы по выбору шурупов. Важно, чтобы нить шла прямо от кончика. Если первый оборот слишком далеко или наконечник тупой, не берите его. Будут сплошные мучения, а не работа.
Выбор саморезов по металлу
Видов саморезов по металлу больше, так что разбирать и разбирать. Они точно не из латуни — металл слишком мягкий. Саморезы по металлу производятся из углеродистой и нержавеющей стали. Присутствуют все типы головок, слоты тоже почти все в наличии. Наконечники бывают двух видов — с острым концом и сверлом. Также они делятся по области применения – для внутренних и наружных работ. Они отличаются толщиной защитного слоя. Для наружного применения покрытие должно быть более густым. Рассмотрим самые распространенные виды саморезов по металлу.
Они точно не из латуни — металл слишком мягкий. Саморезы по металлу производятся из углеродистой и нержавеющей стали. Присутствуют все типы головок, слоты тоже почти все в наличии. Наконечники бывают двух видов — с острым концом и сверлом. Также они делятся по области применения – для внутренних и наружных работ. Они отличаются толщиной защитного слоя. Для наружного применения покрытие должно быть более густым. Рассмотрим самые распространенные виды саморезов по металлу.
Наиболее популярные виды саморезов по металлу
Саморезы с пресс-шайбой (семена)
Отличаются головкой — она широкая и плоская. По его краю формируется валик, который прижимает детали. Этот вид метизов используется не только для крепления листового металла и изделий из него (например, собирается каркас для гипсокартона). Также его можно использовать, если нужно закрепить пластик, фанеру или ДВП к деревянным брускам, металлическому или деревянному каркасу. Плоская и широкая головка хорошо удерживает материалы в месте стыка.
Так выглядят саморезы с пресс-шайбой
Если внимательно посмотреть на головку крепежа на фото справа, то видно, что деталь имеет округлую и почти плоскую форму. Их, кстати, больше всего в магазинах и на рынке. Но это не лучший вариант для этой застежки, хотя она и дешевая. Таких достойных продуктов очень мало. Часто шлиц представляет собой неглубокий необработанный металл, который ломается или гнется. Но самое главное, что даже белые оцинкованные саморезы имеют очень тонкий слой оцинковки – 3 мкм. Он быстро разрушается и металл начинает ржаветь.
Саморезы с пресс-шайбой выпускаются только одного диаметра — 4,2 мм, но длина может быть разной
Если посмотреть на более дорогие саморезы по металлу с пресс-шайбой (на фото слева), они имеют трапециевидную головку. Он выше, что позволяет сделать более глубокую прорезь. Их еще называют «армированными». Качество такого крепежа намного выше. Более глубокие шлицы обеспечивают лучшую передачу крутящего момента. Это дает возможность стягивать детали даже без увеличения размера винта.![]() Какими средствами? За счет того, что усиленная конструкция выдерживает больший крутящий момент.
Какими средствами? За счет того, что усиленная конструкция выдерживает больший крутящий момент.
Размеры саморезов по металлу с пресс-шайбой не радуют. Обычно диаметр всего 4,2 мм, а длина может быть 13, 16, 19, 25, 32, 38, 41, 50, 57, 75 мм. Вес упаковки зависит от количества штук. Это также может быть одним из критериев оценки качества. В любом случае плотность металла и насколько точны размеры. Потому что очень часто стержень делают не 4,2 мм, а 3,8-4,0 м, тоже в длину. И толщина шляпки меньше. В общем, обратите внимание на вес винтов.
Саморезы для профилей ГКЛ
Это маленькие черные метизы. Размеры не балуют разнообразием. Есть один диаметр — 3,5 мм и две возможные длины — 9,5 и 11 мм. За небольшой размер их называют «жуками». Изготавливаются из оцинкованной или фосфатированной стали. Головка — усеченный конус, прорезь — крестообразная. На нижней стороне головы можно сделать вырез. Он служит для торможения — начинает цепляться за рельеф на саморезе, который отключает вращение шуруповерта.
Он служит для торможения — начинает цепляться за рельеф на саморезе, который отключает вращение шуруповерта.
Внешний вид и чертеж
Есть остроконечный винт, есть винт. Несмотря на небольшой размер, они сверлят металл толщиной до 0,9 мм, а крепеж сверлом – до 2,0 мм. Но это если они нормального качества. Обратите внимание, что это оборудование предназначено для использования внутри помещений. Он быстро заржавеет снаружи, поэтому не используйте его снаружи.
Черные саморезы для крепления гипсокартона к каркасу
Каркас из гипсокартона собирается с помощью «жуков» или саморезов с пресс-шайбами. Сами листы крепятся к каркасу с помощью черных шурупов с потайной головкой с острым концом. Изготавливаются из фосфатированной стали, есть и оцинкованные. Собственно, это саморезы по дереву или металлу. Что взять для крепления гипсокартона? Зависит от того, какая рама была собрана. Для деревянных брусков берите по дереву, для профилей – по металлу.
Так выглядят саморезы для крепления листов гипсокартона к каркасу
Если вы штукатурите обычное жилое помещение, хорошим выбором будут черные фосфатированные саморезы. Если каркас собирается в ванной, кухне, туалете, лучше брать оцинкованные. При высокой влажности черные быстро ржавеют, потом головы отлетают.
Если каркас собирается в ванной, кухне, туалете, лучше брать оцинкованные. При высокой влажности черные быстро ржавеют, потом головы отлетают.
Наиболее распространенные размеры саморезов для гипсокартона, которыми крепится деревянная обрешетка
Какие размеры саморезов для крепления гипсокартона? Оптимальные диаметры 3,8, 4,0 и 4,2 мм. Длина может быть 16, 19, 25, 32, 35, 41,45, 51, 55, 61, 65, 70 и др. до 100 мм. Какая длина самореза нужна для крепления листа ГКЛ к профилю? Используйте общее эмпирическое правило: удвойте длину прикрепляемого материала. Если вы крепите гипсокартон толщиной 12 мм, то саморез не короче 25 мм. Можно дольше? Да, но почему?
Кровельные шурупы
Это тип крепежа для наружного применения. Это означает, что защитный слой толще. Кровельные саморезы легко отличить по внешнему виду. Они имеют шестигранную головку и уплотнительную шайбу. Шайба может быть резиновой или силиконовой. Силикон намного прочнее, но и дороже. Хорошая резина, кстати, тоже может десятилетиями не трескаться. Просто трудно определить, хороший он или нет.
Шайба может быть резиновой или силиконовой. Силикон намного прочнее, но и дороже. Хорошая резина, кстати, тоже может десятилетиями не трескаться. Просто трудно определить, хороший он или нет.
Саморезы кровельные бывают разных типов и предназначены для крепления различных материалов к каркасам разной жесткости. Различают такие виды кровельных саморезов:
Виды саморезов для кровли и области их применения
- Заостренные. Предназначен для крепления мягкого материала к деревянной обрешетке.
- С коротким винтом. Этот тип предназначен для крепления металлического листа к дереву.
- С длинным винтом. Это для фиксации металла к металлу. Чаще используется для крепления профлиста к каркасу забора.
Длина и диаметр различных типов кровельных саморезов
| Тип кровельного самореза | Диаметр кровельного самореза, мм | Длина кровельного самореза, мм |
|---|---|---|
| Заостренный | 4,8 и 5,5 | 25, 38, 50, 65, 80 .  |