Гвоздильный станок: Доступ временно заблокирован
Содержание
Автоматические гвоздильные станки с низким уровнем шума серии R94
Уведомление о праздновании Национального дня Тайваня
Наш офис будет закрыт с 8 по 10 октября в связи с национальным праздником, и мы вернемся к работе 11 октября.
Приносим извинения за неудобства.
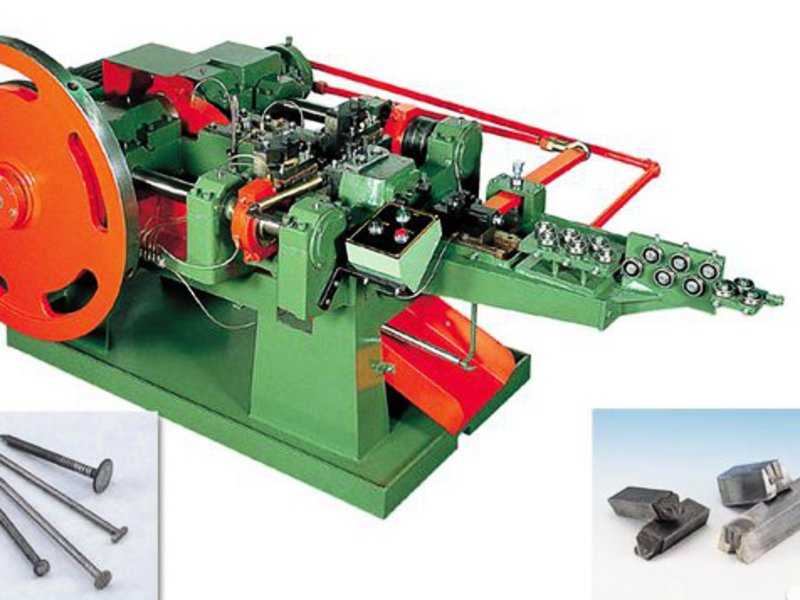
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ИЗГОТОВЛЕНИЯ ГВОЗДЕЙ
Линия высадки, накатки резьбы и сборки гвоздей в бобины для пневмопистолетов
ВЫСОКОСКОРОСТНЫЕ ГВОЗДИЛЬНЫЕ СТАНКИ
ПРОИЗВОДСТВО КРОВЕЛЬНЫХ ГВОЗДЕЙ
ПРОИЗВОДСТВО ГВОЗДЕЙ С ДВОЙНОЙ ШЛЯПКОЙ
ПРОИЗВОДСТВО U-образных / П-образных ГВОЗДЕЙ
ГВОЗДИЛЬНЫЕ АВТОМАТЫ ДЛЯ БОЛЬШИХ ГВОЗДЕЙ
ПРОИЗВОДСТВО ЕРШЁНЫХ И ВИНТОВЫХ ГВОЗДЕЙ
КОЛЛАТОРЫ ДЛЯ ПРОИЗВОДСТВА БОБИННЫХ ГВОЗДЕЙ
ПРОИЗВОДСТВО РЕЕЧНЫХ ГВОЗДЕЙ В БУМАЖНОЙ ОБОЙМЕ
УПАКОВКА ГВОЗДЕЙ В ПЛАСТИКОВУЮ ОБОЙМУ
ДОПОЛНИТЕЛЬНОЕ ОБОРУДОВАНИЕ ДЛЯ ПРОИЗВОДСТВА ГВОЗДЕЙ
R94-1C
R94-2C
R94-3C
R94-4C
R94-5.5C
R94-6C
Назначение и конструкция автоматических гвоздильных станков серии R94
Эти автоматические гвоздильные машины предназначены для изготовления как гвоздей стандартного вида, так и гвоздей специальной формы (скрученные гвозди, кровельные гвозди, П-образные гвозди, а также гвозди для бетона, для линолеума, с двойной шляпкой, гвозди, используемые в нейлерах (пневмопистолетах для забивания гвоздей) и иные).
Гвоздильный станок серии R94 прост и надежен в эксплуатации, имеет конструкцию, обеспечивающую высокую производительность, низкий уровень шума и минимальную вибрацию. Гвоздильный автомат относится к высокоскоростным электромеханическим станкам высокой производительности горизонтального действия, обладающим низким шумовым порогом.
Внешне автомат для изготовления гвоздей представляет собой металлическую станину с общей горизонтальной плитой, которая служит надежной основой для следующего спецоборудования:
- электродвигатель
- редуктор
- общий вал-шестерня
- силовая головка со сменной шестерней
- разматыватель для подачи проволоки из бухты
- кольцевой роторный инструмент
- роликоправильное устройство для выравнивания проволоки
- подающий механизм для направления проволоки к рабочей плоскости обрубных ножей
- обрубные ножи для получения на гвоздях острия
- высадочный ползун служит для получения формы шляпки
- противоскользящий молот для получения насечек на шляпках
- система электрического управления с кнопочным пультом, который размещен на станине гвоздильного автомата
Преимущества гвоздильных автоматов серии R94
- высокая точность работы, длительный срок службы
- все валы, кулачок и другие основные части изготовлены из высококачественной стали
- множественная система смазки, обеспечивающая бесперебойную работу машины
- простота эксплуатации и монтажа
- работает стабильно, безопасно и надежно, долговечно
- низкий уровень шума
- простота в ремонта и обслуживания
Спецификация гвоздильных автоматов серии R94
| Модель | R94-1C | R94-2C | R94-3C | R94-4C | R94-5. 5C 5C | R94-6C | R94-7C |
| Максимальный диаметр изготовления гвоздей, мм | 1.5 | 2.8 | 3.4 | 4.5 | 5.5 | 6.0 | 10 |
| Минимальный диаметр изготовления гвоздей, мм | 0.9 | 1.2 | 1.8 | 2.8 | 4.1 | 4.1 | 4.1 |
| Максимальная длина изготовления гвоздей, мм | 25 | 50 | 75 | 100 | 175 | 200 | 330 |
| Минимальная длина изготовления гвоздей, мм | 9 | 16 | 25 | 50 | 100 | 100 | 150 |
| Установленная производительность, шт/мин | 450 | 300 | 280 | 260 | 130 | 130 | 100 |
| Мощность двигателя, кВт | 1. 5 5 | 2.2 | 3 | 4 | 5.5 | 11 | 15 |
| Вес оборудования, кг | 750 | 950 | 1200 | 1900 | 2500 | 6000 | 10000 |
| Габариты оборудования, м | 1.5 * 1.2 * 1.1 | 1.82 * 1.2 * 1.1 | 2.06 * 1.25 * 1.3 | 2.35 * 1.5 * 1.35 | 2.4 * 1.55 * 1.65 | 3.51 * 1.94 * 2.015 | 5 * 2.3 * 2.3 |
Основными изнашиваемыми деталями оборудования являются формы для формирования гвоздя, ножи для гвоздей, и ударный пуансон.
Гвоздильный станок, барабан и зажимной элемент для крепления удерживающих губок для такого станка
Предложенные станок, барабан и зажимной элемент для этого станка относятся к механической обработке металлов и применяется для изготовления шляпок на удлиненных деталях, таких как гвозди или винты. Гвоздильный станок содержит барабан, вращающийся вокруг своей оси, и имеющий наружную и внутреннюю поверхности. Барабан содержит множество зажимных элементов, которые выполнены съемными по отношению к барабану. Кроме этого, барабан дополнительно содержит множество удерживающих губок и средства для позиционирования и фиксации удерживающих губок на некотором расстоянии друг от друга вдоль окружной периферии барабана. Каждая удерживающая губка имеет канавку для приема удлиненной детали в продольном направлении канавки, в результате чего удерживающая губка служит в качестве зажимной губки для фиксации и позиционирования удлиненной детали. Данный гвоздильный станок, содержащий данные зажимные элементы и барабан, позволяет получать изделия улучшенного качества. 3 с. и 12 з.п.ф-лы, 18 ил.
3 с. и 12 з.п.ф-лы, 18 ил.
Настоящее изобретение относится к гвоздильным станкам, барабану и зажимному элементу для такого гвоздильного станка.
Из Европейского патента 414670 известен гвоздильный станок, предназначенный для изготовления удлиненных деталей с головками и шляпками, таких как гвозди, винты, короткие гвозди с широкой шляпкой и другие удлиненные детали с головками, при этом станок имеет позицию резки, предназначенную для отрезки отдельных кусков проволоки, которые впоследствии поступают в устройство с роликами, которое содержит барабан, причем указанный барабан имеет ось вращения, при этом обеспечивается возможность вращения барабана вокруг этой оси, наружную и внутреннюю поверхности, которые обращены соответственно в сторону от оси вращения барабана и в направлении этой оси вращения, и поверхность, которая по существу перпендикулярна оси вращения; и при этом барабан дополнительно содержит множество удерживающих губок и средства для позиционирования и фиксации удерживающих губок на некотором расстоянии друг от друга вдоль окружной периферии барабана; и при этом каждая удерживающая губка имеет канавку для приема удлиненной детали в продольном направлении указанной канавки, в результате чего обеспечивается возможность использования удерживающей губки в качестве зажимной губки для фиксации и позиционирования удлиненной детали.
Тем самым удерживающая губка может способствовать фиксации отрезанного куска проволоки для обеспечения возможности формирования шляпки на нем с помощью роликов путем пластической деформации, при этом удерживающей губке придана такая конфигурация, что раскатывание шляпки происходит в полости, образованной на указанном удерживающем желобе.
Поскольку барабан в таких станках выполнен с возможностью вращения вокруг указанной оси вращения, обеспечивается возможность выполнения непрерывного процесса, при котором множество удерживающих губок последовательно проходят мимо места, в котором происходит разрезание проволоки на отрезки определенной длины, чтобы обеспечить возможность введения каждого полученного отрезка проволоки в удерживающую губку, после чего удерживающая губка смещается в сторону от позиции резки и в направлении позиции с роликами, где на полученном отрезке проволоки путем раскатывания формируется шляпка. Очевидно, что для достижения высокой производительности станка при данном процессе в станок поступает много отрезков проволоки в единицу времени, и непременным условием этого является вращение барабана со сравнительно высокой скоростью вращения. Это означает, что исключительно важное значение имеет обеспечение очень точного расположения отдельных удерживающих губок вдоль окружной периферии барабана.
Очевидно, что для достижения высокой производительности станка при данном процессе в станок поступает много отрезков проволоки в единицу времени, и непременным условием этого является вращение барабана со сравнительно высокой скоростью вращения. Это означает, что исключительно важное значение имеет обеспечение очень точного расположения отдельных удерживающих губок вдоль окружной периферии барабана.
Кроме того, очевидно, что удерживающие губки должны быть надежно закреплены для предотвращения их открепления и смещения в особенности в процессе раскатывания.
В станке, известном из уровня техники, эта проблема была решена за счет того, что барабан был выполнен с по существу цилиндрической и направленной радиально внутрь поверхностью на барабане; и при этом на ориентированной внутрь поверхности было выполнено множество удерживающих губок и соответствующее количество клинообразных проставочных плиток, которые были прочно закреплены на ориентированной внутрь поверхности с прижимом к ней с помощью одного или более машинных болтов, которые были ввинчены в барабан. При данном решении удерживающие губки и проставочные плитки устанавливают поочередно до тех пор, пока вся вышеупомянутая, ориентированная внутрь поверхность не будет покрыта удерживающими губками и проставочными плитками, которые упираются друг в друга. Когда впоследствии проставочные плитки будут зажаты относительно барабана, вышеописанная клинообразная форма проставочных плиток обеспечит прочное заклинивание удерживающих губок между проставочными плитками и соответственно путем ослабления и закрепления отдельных проставочных плиток можно регулировать расстояние между удерживающими желобами.
При данном решении удерживающие губки и проставочные плитки устанавливают поочередно до тех пор, пока вся вышеупомянутая, ориентированная внутрь поверхность не будет покрыта удерживающими губками и проставочными плитками, которые упираются друг в друга. Когда впоследствии проставочные плитки будут зажаты относительно барабана, вышеописанная клинообразная форма проставочных плиток обеспечит прочное заклинивание удерживающих губок между проставочными плитками и соответственно путем ослабления и закрепления отдельных проставочных плиток можно регулировать расстояние между удерживающими желобами.
Известен гвоздильный станок для изготовления шляпок на удлиненных деталях, таких как гвозди или винты, содержащий, по меньшей мере, один барабан, выполненный с возможностью вращения вокруг своей оси вращения и имеющий наружную и внутреннюю поверхности, обращенные соответственно в сторону от оси вращения барабана и в направлении этой оси, и поверхность, которая по существу перпендикулярна оси вращения, и при этом барабан содержит множество зажимных элементов, которые выполнены съемными по отношению к барабану, при этом барабан имеет опорную поверхность, которая позволяет каждому зажимному элементу опираться на опорную поверхность, выполненную сопряженной с опорной поверхностью на зажимном элементе и образованную с определенной конфигурацией на одной из поверхностей на барабане; и средство для крепления зажимного элемента на барабане (WO 8903734, кл. В 21 G 3/12, 05.05.1989).
В 21 G 3/12, 05.05.1989).
Из этой же публикации известен барабан для крепления предпочтительно удлиненных деталей в станке, предназначенном для получения шляпок на удлиненных деталях, таких как гвозди или винты, имеющий ось вращения, вокруг которой он вращается, наружную и внутреннюю поверхности, которые обращены в сторону от оси вращения барабана и в направлении этой оси, и поверхность, которая по существу перпендикулярна по отношению к оси вращения, при этом барабан содержит множество зажимных элементов, которые выполнены съемными по отношению к барабану, при этом барабан имеет опорную поверхность, которая позволяет зажимному элементу опираться на опорную поверхность, выполненную сопряженной по отношению к опорной поверхности на зажимном элементе и образованной с определенной конфигурацией на одной из поверхностей на барабане; и средство для крепления зажимного элемента на барабане.
Известен также зажимной элемент, предназначенный для использования в станке или на барабане и имеющий средство для приема и фиксации, по меньшей мере, одной удерживающей губки в зажимном элементе и опорную поверхность, которая позволяет зажимному элементу опираться на опорную поверхность, являющуюся сопряженной по отношению к опорной поверхности на зажимном элементе (ЕР 0406202, кл. В 21 G 3/12).
В 21 G 3/12).
Однако в этих технических решениях процесс зажима является очень трудоемким и на практике он может быть выполнен в соответствии со стандартами (на высоком уровне) только оператором, имеющим значительный опыт работы. Кроме того, в том случае, если отдельная плита или удерживающая губка расфиксируется, будет раздавлена или деформируется во время использования станка, это может привести к необходимости впоследствии отрегулирования всех проставочных плиток и удерживающих губок на барабане после крепления или фиксации ослабленной или разрушенной проставочной плитки или удерживающего желоба.
Кроме того, зажим удерживающих губок в таком барабане может вызвать деформации в самом барабане вследствие заклинивания в нем отдельного удерживающего желоба, что означает, что в данном случае также необходимо очень точно зажать отдельный удерживающий желоб для обеспечения возможно наилучшего качества изготовления отдельных гвоздей, винтов, коротких гвоздей с широкой шляпкой и аналогичных деталей.
Задачей настоящего изобретения является разработка станка, в котором указанные недостатки будут полностью или частично устранены.
Поставленная задача достигается за счет того, что в гвоздильном станке для изготовления шляпок на удлиненных деталях, таких как гвозди или винты, содержащем, по меньшей мере, один барабан, выполненный с возможностью вращения вокруг своей оси вращения, и имеющем наружную и внутреннюю поверхности, обращенные соответственно в сторону от оси вращения барабана и в направлении этой оси, и поверхность, которая по существу перпендикулярна оси вращения, причем барабан содержит множество зажимных элементов, которые выполнены съемными по отношению к барабану, при этом барабан имеет опорную поверхность, которая позволяет каждому зажимному элементу опираться на опорную поверхность, выполненную сопряженной с опорной поверхностью на зажимном элементе и образованную с определенной конфигурацией на одной из поверхностей на барабане; и средство для крепления зажимного элемента на барабане, барабан дополнительно содержит множество удерживающих губок и средства для позиционирования и фиксации удерживающих губок на некотором расстоянии друг от друга вдоль окружной периферии барабана, и при этом каждая удерживающая губка имеет канавку для приема удлиненной детали в продольном направлении канавки, в результате чего удерживающая губка служит в качестве зажимной губки для фиксации и позиционирования удлиненной детали, при этом каждый из указанных зажимных элементов имеет средство для приема и фиксации, по меньшей мере, одной удерживающей губки в зажимном элементе, при этом зажимной элемент имеет, по меньшей мере, одну поверхность зажима, которая противоположна опорной поверхности; при этом средство для зажима зажимного элемента на барабане содержит первый элемент, конфигурация которого позволяет ему опираться на поверхность зажима зажимного элемента, и второй элемент, конфигурация которого позволяет ему проходить от поверхности зажима и мимо опорной поверхности и входить в контакт с элементом на барабане, предназначенным для этого.
Тем самым фактически обеспечивается то, что силы, необходимые для гарантирования эффективного крепления отдельных губок, в максимально возможной степени воспринимаются в пределах самого отдельного зажимного элемента, и поэтому данные силы не передаются в какой-либо существенной степени как изгибающие силы барабану.
Кроме того, сам зажим и установка отдельных зажимных элементов предъявляют меньше требований к оператору, поскольку отдельные зажимные элементы и соответствующие удерживающие губки могут быть заменены по отдельности, и при этом не возникает необходимости регулирования остальных удерживающих желобов, а также поскольку такие небольшие колебания силы зажима приводят к возникновению лишь незначительных изгибающих усилий, действующих на барабан.
Возможным является выполнение опорной поверхности на зажимном элементе и сопряженной опорной поверхности на барабане с такой конфигурацией, что после установки зажимного элемента на барабане зажимной элемент будет расположен полностью снаружи по отношению к той поверхности на барабане, на которой он установлен.
Кроме того, барабан и зажимной элемент в предпочтительном варианте могут иметь сопряженные направляющие поверхности, которые обеспечивают надлежащее позиционирование зажимного элемента при установке его на барабане.
В предпочтительном варианте осуществления гвоздильного станка согласно изобретению такой станок содержит два барабана, расположенных напротив друг друга таким образом, что их соответствующие оси вращения пересекаются под тупым углом таким образом, что противолежащие удерживающие губки на двух барабанах прижаты друг к другу только вдоль части периферии барабанов.
Поставленная задача решается также за счет того, что барабан для крепления предпочтительно удлиненных деталей в станке, предназначенном для получения шляпок на удлиненных деталях, таких как гвозди или винты, имеющий ось вращения, вокруг которой он вращается, наружную и внутреннюю поверхности, которые обращены в сторону от оси вращения барабана и в направлении этой оси, и поверхность, которая по существу перпендикулярна по отношению к оси вращения, при этом барабан содержит множество зажимных элементов, которые выполнены съемными по отношению к барабану, при этом барабан имеет опорную поверхность, которая позволяет зажимному элементу опираться на опорную поверхность, выполненную сопряженной по отношению к опорной поверхности на зажимном элементе и образованной с определенной конфигурацией на одной из поверхностей на барабане; и средство для крепления зажимного элемента на барабане, дополнительно содержит множество удерживающих губок и средства для позиционирования и фиксации удерживающих губок на некотором расстоянии друг от друга вдоль периферии барабана, причем каждая удерживающая губка имеет канавку для приема удлиненной детали в продольном направлении канавки, в результате чего удерживающая губка служит в качестве зажимной губки для фиксации и позиционирования удлиненной детали, при этом каждый из указанных зажимных элементов имеет средство приема и фиксации, по меньшей мере, одной удерживающей губки в зажимном элементе, при этом элемент имеет, по меньшей мере, одну поверхность зажима, которая противоположна опорной поверхности; при этом средство для зажима зажимного элемента на барабане содержит первый элемент, конфигурация которого позволяет ему опираться на поверхность зажима зажимного элемента, и второй элемент, конфигурация которого позволяет ему проходить от поверхности зажима и мимо опорной поверхности и входить в контакт с частью на барабане, предназначенной для этого.
Возможным является выполнение опорной поверхности на зажимном элементе и сопряженной опорной поверхности на барабане с такой конфигурацией, что после установки зажимного элемента на барабане зажимной элемент будет расположен полностью снаружи по отношению к той поверхности на барабане, на которой он установлен.
Барабан и зажимной элемент могут иметь сопряженные направляющие поверхности, обеспечивающие надлежащее позиционирование зажимного элемента при установке его на барабане.
Кроме того, установочные отверстия могут быть выполнены на сопряженных опорных поверхностях барабана, при этом указанные установочные отверстия выполнены для вставки машинных болтов, предназначенных для закрепления зажимного элемента на барабане; а установочное отверстие расположено по существу перпендикулярно к сопряженной опорной поверхности на барабане.
Поставленная задача решается также за счет того, что зажимной элемент, предназначенный для использования в станке или на барабане и имеющий средство для приема и фиксации, по меньшей мере, одной удерживающей губки в зажимном элементе и опорную поверхность, которая позволяет зажимному элементу опираться на опорную поверхность, являющуюся сопряженной по отношению к опорной поверхности на зажимном элементе, имеет средство прижима зажимного элемента к сопряженной опорной поверхности, причем зажимной элемент имеет, по меньшей мере, одну поверхность зажима, которая противоположна опорной поверхности; и при этом средство для зажима зажимного элемента на барабане содержит первый элемент, конфигурация которого позволяет ему опираться на поверхность зажима зажимного элемента, и второй элемент, конфигурация которого позволяет ему проходить от поверхности зажима и мимо опорной поверхности и входить в контакт с элементом на барабане, предназначенном для этого.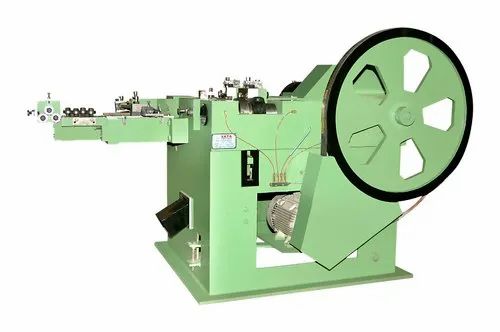
В соответствии с дополнительным предпочтительным вариантом осуществления изобретения зажимной элемент имеет две поверхности зажима, которые обращены друг к другу, причем зажимной элемент имеет средство для смещения двух поверхностей зажима в направлении друг к другу таким образом, что удерживающая губка прочно зажата между двумя поверхностями зажима; и при этом зажимной элемент выполнен в виде скобы с двумя лапками и проставочным элементом, который проходит между двумя лапками; и при этом поверхности зажима выполнены на конце каждой лапки таким образом, что в проставочном элементе создается тяговое усилие, когда удерживающая губка зажата между поверхностями зажима.
В данном случае опорная поверхность зажимного элемента может быть образована на проставочном элементе.
Кроме того, поверхности зажима могут быть образованы на той стороне проставочного элемента, которая расположена напротив опорной поверхности зажимного элемента, в результате чего после установки зажимного элемента проставочный элемент расположен между удерживающей губкой и сопряженной опорной поверхностью.
В соответствии с еще одним вариантом осуществления изобретения зажимной элемент может иметь установочные отверстия для вставки машинных болтов, при этом указанные установочные отверстия проходят через зажимной элемент и по существу перпендикулярно к опорной поверхности зажимного элемента и расположены таким образом, что они соответствуют установочным отверстиям на барабане, в результате чего обеспечивается возможность вставки машинных болтов через каждое установочное отверстие в зажимном элементе и в соответствующее установочное отверстие на барабане, так что опорная поверхность зажимного элемента поджата к соответствующей сопряженной опорной поверхности на барабане после установки зажимного элемента на барабане.
В соответствии с альтернативным вариантом осуществления зажимной элемент может быть выполнен с возможностью приема только одного удерживающего желоба, причем лапки зажимного элемента проходят поперек проставочного элемента на некотором расстоянии от него, при этом установочные отверстия включают в себя одно установочное отверстие для каждой лапки, причем указанное установочное отверстие проходит через лапку, а также через проставочный элемент таким образом, что лапка прижата в направлении к проставочному элементу при зажиме зажимного элемента, и при этом две поверхности зажима сходятся друг к другу в направлении в сторону от проставочного элемента.
В соответствии с еще одним вариантом осуществления изобретения зажимной элемент может быть выполнен с возможностью приема двух или более удерживающих желобов, причем зажимной элемент содержит некоторое количество незакрепленных зажимных планок, каждая из которых имеет две поверхности зажима, которые обращены в сторону друг от друга, при этом указанные незакрепленные зажимные планки выполнены с такой конфигурацией, которая позволяет размещать их между лапками скобы для установки и зажима удерживающей губки между зажимными планками и между зажимными планками и лапками скобы.
Другие преимущества и особенности изобретения изложены в последующем описании различных вариантов осуществления изобретения, приведенных только в качестве не ограничивающих примеров и представленных на прилагаемых чертежах, на которых: фиг. 1 представляет собой выполненное в перспективе, поясняющее эскизное изображение гвоздильного станка, принцип работы которого известен и который оснащен барабаном; фиг. 2 представляет собой эскиз, иллюстрирующий часть первого варианта осуществления барабана с зажимным элементом согласно изобретению, предназначенного для гвоздильного станка типа показанного на фиг.1; фиг. 3а представляет собой вид сверху зажимного элемента, показанного на фиг.2; фиг. 3b представляет собой выполненное вдоль линии А-А сечение зажимного элемента, показанного на фиг.3а; фиг. 3с представляет собой вид сбоку зажимного элемента, показанного на фиг.3а и 3b; фиг. 3d представляет собой выполненное по линии В-В сечение зажимного элемента, показанного на фиг.3а, 3b и 3с; фиг. 4а представляет собой вид сверху альтернативного варианта осуществления зажимного элемента согласно настоящему изобретению; фиг. 4b представляет собой выполненное вдоль линии А-А сечение зажимного элемента, показанного на фиг.4а; фиг. 4с представляет собой вид сбоку зажимного элемента, показанного на фиг.4а и 4b;
2 представляет собой эскиз, иллюстрирующий часть первого варианта осуществления барабана с зажимным элементом согласно изобретению, предназначенного для гвоздильного станка типа показанного на фиг.1; фиг. 3а представляет собой вид сверху зажимного элемента, показанного на фиг.2; фиг. 3b представляет собой выполненное вдоль линии А-А сечение зажимного элемента, показанного на фиг.3а; фиг. 3с представляет собой вид сбоку зажимного элемента, показанного на фиг.3а и 3b; фиг. 3d представляет собой выполненное по линии В-В сечение зажимного элемента, показанного на фиг.3а, 3b и 3с; фиг. 4а представляет собой вид сверху альтернативного варианта осуществления зажимного элемента согласно настоящему изобретению; фиг. 4b представляет собой выполненное вдоль линии А-А сечение зажимного элемента, показанного на фиг.4а; фиг. 4с представляет собой вид сбоку зажимного элемента, показанного на фиг.4а и 4b;
фиг. 4d. представляет собой выполненное по линии В-В сечение зажимного элемента, показанного на фиг. 4 a, b и с;
4 a, b и с;
фиг. 5а представляет собой вид сверху второго альтернативного варианта осуществления зажимного элемента согласно настоящему изобретению;
фиг. 5b представляет собой выполненное вдоль линии А-А сечение зажимного элемента, показанного на фиг.5а;
фиг. 5с представляет собой вид сбоку зажимного элемента, показанного на фиг.5а и 5b;
фиг. 5d представляет собой выполненное по линии В-В сечение зажимного элемента, показанного на фиг.5а, b и с;
фиг. 6 представляет собой вид сверху эскизного изображения части второго варианта осуществления барабана с зажимным элементом согласно изобретению, предназначенного для гвоздильного станка по фиг.1;
фиг. 7 представляет собой сечение, схематично показывающее барабан, изображенный на фиг. 6, с зажимным элементом, при этом сечение выполнено вдоль линии А-А, показанной на фиг.6;
фиг.8 представляет собой вид сверху эскизного изображения части третьего варианта осуществления барабана с зажимным элементом согласно изобретению, предназначенного для гвоздильного станка по фиг. 1;
1;
фиг. 9 представляет собой сечение, схематично показывающее барабан, изображенный на фиг. 8, с зажимным элементом, при этом сечение выполнено вдоль линии А-А, показанной на фиг.8.
На фиг.1 показан гвоздильный станок 1, который включает в себя позицию 2 растяжения, через которую металлическая проволока 3 протягивается с помощью конструкции из приводных роликов 4 из непоказанного бунта проволоки, и при этом металлическая проволока 3 распрямляется и растягивается до по существу полностью выпрямленного куска проволоки. После приводных роликов 4 металлическая проволока 3 перемещается для прохождения через устройство для резки проволоки, состоящее из двух вращающихся элементов (ножниц) 5 для резки проволоки, и от вращающихся элементов 5 для резки проволоки куски проволоки 6, отрезанные от проволоки 3, вставляются в барабан 7, который вращается по часовой стрелке в варианте осуществления, показанном в данной заявке. Отдельные отрезки проволоки 6 могут быть зафиксированы и установлены в заданное положение с помощью ролика 8, предназначенного для этой цели, в результате чего отрезки проволоки 6 будут выступать на одинаковые расстояния в направлении центра барабана. В самой нижней зоне барабана расположен ролик 9, которому придана конфигурация, позволяющая ему взаимодействовать с барабаном 7 для раскатывания шляпок на отдельных отрезках проволоки 6. После этого отрезки проволоки 6, на которых образованы шляпки, перемещаются дальше в барабане и вверх до самой верхней части барабана 7, где отрезок проволоки, снабженный шляпкой, выпускается из барабана и падает на лоток 10, тем самым отрезок проволоки удаляется из гвоздильного станка.
В самой нижней зоне барабана расположен ролик 9, которому придана конфигурация, позволяющая ему взаимодействовать с барабаном 7 для раскатывания шляпок на отдельных отрезках проволоки 6. После этого отрезки проволоки 6, на которых образованы шляпки, перемещаются дальше в барабане и вверх до самой верхней части барабана 7, где отрезок проволоки, снабженный шляпкой, выпускается из барабана и падает на лоток 10, тем самым отрезок проволоки удаляется из гвоздильного станка.
Вышеупомянутый станок и его функционирование в принципе хорошо известны, и по этой причине они не являются предметом описания в данном документе. Однако настоящее изобретение в особенности относится к барабану, при этом в таком гвоздильном станке обычно имеются два подобных барабана, и они расположены напротив друг друга таким образом, что они могут синхронно вращаться вокруг своих осей вращения, которые обычно пересекаются под тупым углом. В результате обеспечивается возможность того, что отдельные полученные отрезки проволоки 6, имеющие определенную длину, могут быть зажаты между двумя барабанами вдоль незначительной части периферии барабанов, которая подвергается воздействию очень высокого опорного давления, в результате чего гарантируется то, что кусок проволоки будет прочно зафиксирован во время самой процедуры раскатывания.
Вдоль периферии барабана расположен ряд удерживающих губок, при этом губки обычно изготовлены из очень твердого и износостойкого металла. Такие удерживающие губки выполнены с канавкой для приема и фиксации отдельных отрезков проволоки 6, и, помимо этого, в канавке, удерживающей губки, имеется полость, в которой отрезок проволоки пластически деформируется таким образом, что полость определяет форму нижней стороны шляпки, раскатанной на отрезке проволоки 6.
Таким образом, эти удерживающие губки подвергаются воздействию очень больших сил и в очень значительной степени подвергаются износу, и поэтому их, как было указано выше, изготавливают из очень твердого и износостойкого материала. Вследствие того, что удерживающие губки должны обладать способностью захватывать и прочно фиксировать отдельные отрезки проволоки 6 с очень высокой степенью точности, исключительно важно, чтобы удерживающие губки были расположены правильно и точно вдоль периферии барабана.
Фиг. 2 представляет собой сечение барабана 7 в соответствии с изобретением, при этом указанный барабан 7 предусмотрен с зажимным элементом 10, в котором смонтирована удерживающая губка 11. Кроме того, на фигуре также показано, как кусок проволоки 6 располагается в удерживающей губке 11, и что имеется механизм захвата, который содержит зафиксированную удерживающую губку 12 и подвижную удерживающую губку 13, которые с помощью подпружиненного механизма 14 смещения и кулачка 15, который зафиксирован относительно рамы гвоздильного станка, могут быть смещены для обеспечения фиксации и расфиксации куска проволоки 6.
В соответствии с изобретением зажимной элемент 10 смонтирован с возможностью съема на барабане 7 с помощью двух болтов 16, и тем самым зажимной элемент 10 и удерживающая губка 11 образуют поверхность 17 для раскатывания с тем, чтобы гарантировать, что самый внутренний конец 18 куска проволоки 6 с помощью ролика 9, показанного на фиг. 1, будет раскатан по поверхности 17 раскатывания.
1, будет раскатан по поверхности 17 раскатывания.
На фиг. 3а, b, с и d подробно изображен зажимной элемент 10, показанный на фиг. 2 и содержащий удерживающую губку, смонтированную вместе с зажимным элементом 10. Как показано в данном варианте осуществления, зажимной элемент 10 выполнен с по существу плоской опорной поверхностью 19, которая после установки зажимного элемента на барабане 7, показанном на фиг.2, будет опираться на сопряженную опорную поверхность на барабане 7, которая выполнена с соответствующей конфигурацией. Кроме того, зажимной элемент 10 выполнен в виде скобы, которая содержит нижнюю часть 20, на которой образована опорная поверхность 19 с определенной конфигурацией. Сверху на нижней части 20 между двумя поверхностями 21 зажима, которые образованы на паре упругих лапок 22, которые проходят до обеих сторон удерживающих желобов, расположена удерживающая губка 11, которая максимально удалена относительно места крепления удерживающей губки к нижней части 20 зажимного элемента 10. Как показано на фиг.2, отверстия 23 выполнены для вставки болтов 16, тем самым указанные болты 16 одновременно обеспечивают возможность крепления зажимного элемента 10 к барабану 7, так и прочный зажим удерживающей губки 11 в зажимном элементе между двумя поверхностями 21 зажима на упругих лапках 22.
Как показано на фиг.2, отверстия 23 выполнены для вставки болтов 16, тем самым указанные болты 16 одновременно обеспечивают возможность крепления зажимного элемента 10 к барабану 7, так и прочный зажим удерживающей губки 11 в зажимном элементе между двумя поверхностями 21 зажима на упругих лапках 22.
Очевидно, что благодаря конструкции зажимного элемента 10 при установке зажимного элемента 10 на барабане 7 зажимной элемент 10 будет передавать сравнительно небольшие изгибающие усилия на барабан 7.
На фиг.4а, b, с и d изображен альтернативный вариант осуществления зажимного элемента 30 для барабана в соответствии с настоящим изобретением, причем указанный зажимной элемент 30 точно соответствует показанному на фиг. 3а, b, c и d, и поэтому на данной фигуре используются в основном те же ссылочные номера. Однако зажимной элемент, показанный на фиг.4а, b, c и d, имеет одно отличие, заключающееся в том, что одна из упругих лапок, показанных на фиг. 3а, b, c и d, выполнена неупругой и выполнена за одно целое с нижней частью 20, в результате чего гарантируется достижение более точного позиционирования удерживающей губки 11 относительно зажимного элемента 30.
3а, b, c и d, выполнена неупругой и выполнена за одно целое с нижней частью 20, в результате чего гарантируется достижение более точного позиционирования удерживающей губки 11 относительно зажимного элемента 30.
На фиг.5а, b, с и d показан дополнительный альтернативный вариант осуществления зажимного элемента 40 в соответствии с настоящим изобретением, причем отличием указанного зажимного элемента 40 является то, что обеспечивается возможность вставки двух удерживающих губок 11 в один и тот же зажимной элемент. Как показано, зажимной элемент содержит две отдельные части, скобообразную нижнюю часть 41 и зажимную планку 42, но за исключением данных элементов зажимной элемент 40 соответствует зажимному элементу 10, показанному на фиг.3а, b, с и d, и зажимному элементу 30, показанному на фиг.4 а, b, с и d; при этом зажимной элемент 40 согласно фиг.5а, b, с и d имеет нижнюю часть 20 с опорной поверхностью 19 и отверстия 23 для приема болтов, предназначенных для прочного зажима зажимного элемента на барабане 7 согласно фиг. 2 и одновременно для прочного зажима удерживающих губок 11 в зажимном элементе 40.
2 и одновременно для прочного зажима удерживающих губок 11 в зажимном элементе 40.
Однако скобообразная нижняя часть 41 выполнена таким образом, что она образует две противолежащие поверхности 43 зажима, которые являются стационарными по отношению к скобообразной нижней части 41, и при этом зажимная планка 42 с противолежащими поверхностями 44 зажима может быть установлена между двумя поверхностями 43 зажима на скобообразной нижней части 41 таким образом, что каждая из удерживающих губок 11 будет прочно заклинена между поверхностями 43 зажима на скобообразной нижней части 41 и поверхностями 44 зажима на зажимной планке 42, когда зажимная планка прочно зажимается с помощью болта, вставленного в выполненное в ней отверстие 23 под болт.
Таким образом, в принципе могут быть сконструированы зажимные элементы, которые будут содержать три и более удерживающих губок за счет установки соответственно большего количества зажимных планок. То обстоятельство, что показанный зажимной элемент используется только для двух удерживающих губок, означает, что достигается очень хорошее позиционирование отдельных удерживающих губок, поскольку они всегда будут располагаться, устойчиво опираясь на две постоянные поверхности 43 зажима на скобообразной нижней части 41.
То обстоятельство, что показанный зажимной элемент используется только для двух удерживающих губок, означает, что достигается очень хорошее позиционирование отдельных удерживающих губок, поскольку они всегда будут располагаться, устойчиво опираясь на две постоянные поверхности 43 зажима на скобообразной нижней части 41.
Очевидно вышеупомянутые варианты осуществления зажимных элементов не являются ограничивающими с точки зрения ограничения свободы того, как зажимные элементы могут быть расположены на барабане.
На фиг.6 и 7 показано альтернативное расположение отдельных зажимных элементов на барабане, при этом на фиг.6 показана часть барабана 46 с установленным на нем зажимным элементом 45 при виде сверху, и из этого изображения видно, что зажимной элемент закреплен радиально в направлении внутренней стороны барабана. На фиг. 7 проиллюстрирован вариант осуществления, показанный на фиг.6, при этом данный вариант показан в сечении по линии А-А на фиг.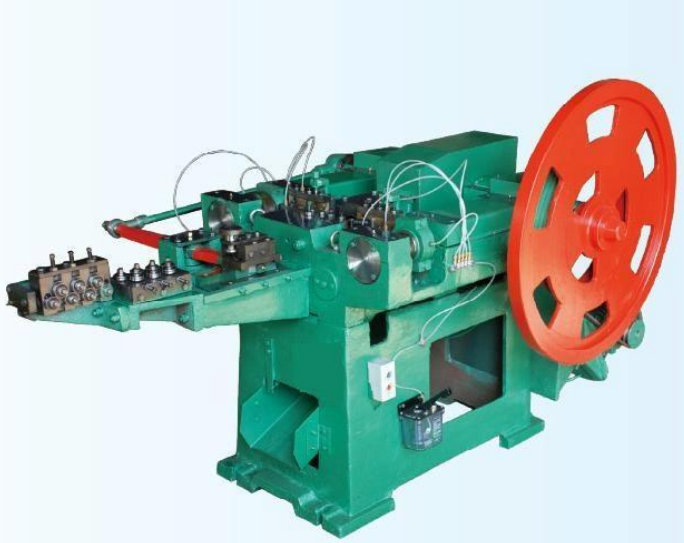 6, и из этого изображения видно, что зажимной элемент 45 имеет опорную поверхность 47, которая опирается на выполненную с сопряженной конфигурацией опорную поверхность 48 на барабане 46, и зажимной элемент 45 прикреплен к барабану 46 посредством двух болтов 49, как показано на фиг.6. В данном случае болты, как показано на предшествующих фигурах, одновременно выполняют функцию прижима зажимного элемента 45 к барабану, а также функцию крепления удерживающей губки 11 в зажимном элементе 45.
6, и из этого изображения видно, что зажимной элемент 45 имеет опорную поверхность 47, которая опирается на выполненную с сопряженной конфигурацией опорную поверхность 48 на барабане 46, и зажимной элемент 45 прикреплен к барабану 46 посредством двух болтов 49, как показано на фиг.6. В данном случае болты, как показано на предшествующих фигурах, одновременно выполняют функцию прижима зажимного элемента 45 к барабану, а также функцию крепления удерживающей губки 11 в зажимном элементе 45.
На фиг.8 и 9 проиллюстрирована альтернативная установка зажимного элемента 50 согласно изобретению на барабане 51. Из данных изображений видно, что зажимной элемент может быть размещен и закреплен на поверхности барабана 51, которая ориентирована радиально наружу по отношению к центру барабана, при этом зажимной элемент 50 имеет опорную поверхность, которая прижимается к имеющей сопряженную конфигурацию опорной поверхности 52 на барабане 51.
Таким же образом, как показано в варианте осуществления, проиллюстрированном на фиг. 2, варианты осуществления, показанные на фиг.6-9, создают преимущества, заключающиеся в том, что значительная часть величины сил, требуемых для обеспечения фиксации удерживающей губки 11 в зажимном элементе 45, 50, воспринимается внутри самого зажимного элемента 45, 50, и, таким образом, только незначительная часть этих сил передается собственно барабану 46, 51.
2, варианты осуществления, показанные на фиг.6-9, создают преимущества, заключающиеся в том, что значительная часть величины сил, требуемых для обеспечения фиксации удерживающей губки 11 в зажимном элементе 45, 50, воспринимается внутри самого зажимного элемента 45, 50, и, таким образом, только незначительная часть этих сил передается собственно барабану 46, 51.
Из вышесказанного очевидно, что настоящее изобретение может быть реализовано в различных вариантах, отличных от описанных выше, при этом возможны изменения в местоположении и конфигурации отдельных зажимных элементов в соответствии с конкретной ситуацией.
Формула изобретения
1. Гвоздильный станок для изготовления шляпок на удлиненных деталях, таких, как гвозди или винты, содержащий, по меньшей мере, один барабан, выполненный с возможностью вращения вокруг своей оси вращения и имеющий наружную и внутреннюю поверхности, обращенные соответственно в сторону от оси вращения барабана и в направлении этой оси, и поверхность, которая по существу перпендикулярна оси вращения, и при этом барабан содержит множество зажимных элементов, которые выполнены съемными по отношению к барабану, при этом барабан имеет опорную поверхность, которая позволяет каждому зажимному элементу опираться на опорную поверхность, выполненную сопряженной с опорной поверхностью на зажимном элементе и образованную с определенной конфигурацией на одной из поверхностей на барабане, и средство для крепления зажимного элемента на барабане, отличающийся тем, что барабан дополнительно содержит множество удерживающих губок и средства для позиционирования и фиксации удерживающих губок на некотором расстоянии друг от друга вдоль окружной периферии барабана, и при этом каждая удерживающая губка имеет канавку для приема удлиненной детали в продольном направлении канавки, в результате чего удерживающая губка служит в качестве зажимной губки для фиксации и позиционирования удлиненной детали, при этом каждый из указанных зажимных элементов имеет средство приема и фиксации, по меньшей мере, одной удерживающей губки в зажимном элементе, при этом зажимной элемент имеет, по меньшей мере, одну поверхность зажима, которая противоположна опорной поверхности, при этом средство для зажима зажимного элемента на барабане содержит первый элемент, конфигурация которого позволяет ему опираться на поверхность зажима зажимного элемента, и второй элемент, конфигурация которого позволяет ему проходить от поверхности зажима и мимо опорной поверхности и входить в контакт с элементом на барабане, предназначенным для этого.
2. Гвоздильный станок по п. 1, отличающийся тем, что опорная поверхность на зажимном элементе и сопряженная опорная поверхность на барабане выполнены с такой конфигурацией, что после установки зажимного элемента на барабане зажимной элемент расположен полностью снаружи по отношению к той поверхности на барабане, на которой он установлен.
3. Гвоздильный станок по п. 1 или 2, отличающийся тем, что барабан и зажимной элемент имеют сопряженные направляющие поверхности, которые обеспечивают надлежащее позиционирование зажимного элемента при установке его на барабане.
4. Гвоздильный станок по любому из пп. 1-3, отличающийся тем, что станок содержит два барабана, расположенных напротив друг друга таким образом, что их соответствующие оси вращения пересекаются под тупым углом таким образом, что противолежащие удерживающие губки на двух барабанах прижаты друг к другу только вдоль части периферии барабанов.
5. Барабан для крепления предпочтительно удлиненных деталей в станке, предназначенном для получения шляпок на удлиненных деталях, таких, как гвозди или винты, имеющий ось вращения, вокруг которой он вращается, наружную и внутреннюю поверхности, которые обращены в сторону от оси вращения барабана и в направлении этой оси, и поверхность, которая по существу перпендикулярна по отношению к оси вращения, при этом барабан содержит множество зажимных элементов, которые выполнены съемными по отношению к барабану, при этом барабан имеет опорную поверхность, которая позволяет зажимному элементу опираться на опорную поверхность, выполненную сопряженной по отношению к опорной поверхности на зажимном элементе и образованной с определенной конфигурацией на одной из поверхностей на барабане, и средство крепления зажимного элемента на барабане, отличающийся тем, что барабан дополнительно содержит множество удерживающих губок и средства для позиционирования и фиксации удерживающих губок на некотором расстоянии друг от друга вдоль периферии барабана, причем каждая удерживающая губка имеет канавку для приема удлиненной детали в продольном направлении канавки, в результате чего удерживающая губка служит в качестве зажимной губки для фиксации и позиционирования удлиненной детали, при этом каждый из указанных зажимных элементов имеет средство приема и фиксации, по меньшей мере, одной удерживающей губки в зажимном элементе, при этом элемент имеет, по меньшей мере, одну поверхность зажима, которая противоположна опорной поверхности, при этом средство для зажима зажимного элемента на барабане содержит первый элемент, конфигурация которого позволяет ему опираться на поверхность зажима зажимного элемента, и второй элемент, конфигурация которого позволяет ему проходить от поверхности зажима и мимо опорной поверхности и входить в контакт с частью на барабане, предназначенной для этого.
6. Барабан по п. 5, отличающийся тем, что опорная поверхность на зажимном элементе и сопряженная поверхность на барабане выполнены с такой конфигурацией, что после установки зажимного элемента на барабане зажимной элемент расположен полностью снаружи по отношению к той поверхности на барабане, на которой он установлен.
7. Барабан по п. 5 или 6, отличающийся тем, что барабан и зажимной элемент имеют сопряженные направляющие поверхности, обеспечивающие надлежащее позиционирование зажимного элемента при установке его на барабане.
8. Барабан по любому из пп. 5-7, отличающийся тем, что установочные отверстия выполнены на сопряженных опорных поверхностях барабана, причем указанные установочные отверстия выполнены для вставки машинных болтов, предназначенных для закрепления зажимного элемента на барабане, при этом установочное отверстие расположено по существу перпендикулярно к сопряженной опорной поверхности на барабане.
9. Зажимной элемент, предназначенный для использования в станке или на барабане и имеющий средство для приема и фиксации, по меньшей мере, одной удерживающей губки в зажимном элементе и опорную поверхность, которая позволяет зажимному элементу опираться на опорную поверхность, являющуюся сопряженной по отношению к опорной поверхности на зажимном элементе, отличающийся тем, что зажимной элемент имеет средство прижима зажимного элемента к сопряженной опорной поверхности, при этом зажимной элемент имеет, по меньшей мере, одну поверхность зажима, которая противоположна опорной поверхности, и при этом средство для зажима зажимного элемента на барабане содержит первый элемент, конфигурация которого позволяет ему опираться на поверхность зажима зажимного элемента, и второй элемент, конфигурация которого позволяет ему проходить от поверхности зажима и мимо опорной поверхности и входить в контакт с элементом на барабане, предназначенным для этого.
10. Зажимной элемент по п. 9, отличающийся тем, что зажимной элемент имеет две поверхности зажима, которые обращены друг к другу, причем зажимной элемент имеет средство для смещения двух поверхностей зажима в направлении друг к другу таким образом, что удерживающая губка прочно зажата между двумя поверхностями зажима, и при этом зажимной элемент выполнен в виде скобы с двумя лапками и проставочным элементом, который проходит между двумя лапками, и при этом поверхности зажима выполнены на конце каждой лапки таким образом, что в проставочном элементе создается тяговое усилие, когда удерживающая губка зажата между поверхностями зажима.
Зажимной элемент по п. 9, отличающийся тем, что зажимной элемент имеет две поверхности зажима, которые обращены друг к другу, причем зажимной элемент имеет средство для смещения двух поверхностей зажима в направлении друг к другу таким образом, что удерживающая губка прочно зажата между двумя поверхностями зажима, и при этом зажимной элемент выполнен в виде скобы с двумя лапками и проставочным элементом, который проходит между двумя лапками, и при этом поверхности зажима выполнены на конце каждой лапки таким образом, что в проставочном элементе создается тяговое усилие, когда удерживающая губка зажата между поверхностями зажима.
11. Зажимной элемент по п. 9 или 10, отличающийся тем, что опорная поверхность зажимного элемента образована на проставочном элементе.
12. Зажимной элемент по п. 10, отличающийся тем, что поверхности зажима образованы на той стороне проставочного элемента, которая расположена напротив опорной поверхности зажимного элемента, в результате чего после установки зажимного элемента проставочный элемент расположен между удерживающей губкой и сопряженной поверхностью.
13. Зажимной элемент по любому из пп. 9-11, отличающийся тем, что зажимной элемент имеет установочные отверстия для вставки машинных болтов, при этом указанные установочные отверстия проходят через зажимной элемент и по существу перпендикулярно к опорной поверхности зажимного элемента и расположены таким образом, что они соответствуют установочным отверстиям на барабане, в результате чего обеспечивается возможность вставки машинных болтов через каждое установочное отверстие в зажимном элементе и в соответствующее установочное отверстие на барабане так, что опорная поверхность зажимного элемента поджата к соответствующей сопряженной опорной поверхности на барабане после установки зажимного элемента на барабане.
14. Зажимной элемент по п. 12 или 13, отличающийся тем, что зажимной элемент выполнен с возможностью приема только одного удерживающего желоба, причем лапки зажимного элемента проходят поперек проставочного элемента на некотором расстоянии от него, при этом установочные отверстия включают в себя одно установочное отверстие для каждой лапки, причем указанное установочное отверстие проходит через лапку, а также через проставочный элемент таким образом, что лапка прижата в направлении к проставочному элементу при зажиме зажимного элемента, и при этом две поверхности зажима сходятся друг к другу в направлении в сторону от проставочного элемента.
15. Зажимной элемент по п. 12 или 13, отличающийся тем, что зажимной элемент выполнен с возможностью приема двух или более удерживающих желобов, причем зажимной элемент содержит некоторое количество незакрепленных зажимных планок, каждая из которых имеет две поверхности зажима, которые обращены в сторону друг друга, при этом указанные незакрепленные зажимные планки выполнены с такой конфигурацией, которая позволяет размещать их между лапками скобы для установки и зажима удерживающей губки между зажимными планками и между зажимными планками и лапками скобы.
РИСУНКИ
Рисунок 1, Рисунок 2, Рисунок 3, Рисунок 4, Рисунок 5, Рисунок 6, Рисунок 7, Рисунок 8, Рисунок 9
Схема и устройство станка для изготовления гвоздей из проволоки
Принцип действая ударного станка для серийного производства проволочных гвоздей разных размеров – весьма прост и понятен. А следовательно и усройтсво станка освоить совсем не сложно. Он не требует высокой квалификации для его настройки и обслуживания. Поэтому данный вид оборудованния можно смело преобретать в б/у состоянии, тогда его цена начинается от 2800$. Стартуя с этой цены можно приобрести станки для изготовления гвоздей из проволоки диаметром до 4мм и длинной до 120мм. Серийное производство гвоздей на собственном станке – это стабильный источник дохода в гараже или в домашних услвоиях.
А следовательно и усройтсво станка освоить совсем не сложно. Он не требует высокой квалификации для его настройки и обслуживания. Поэтому данный вид оборудованния можно смело преобретать в б/у состоянии, тогда его цена начинается от 2800$. Стартуя с этой цены можно приобрести станки для изготовления гвоздей из проволоки диаметром до 4мм и длинной до 120мм. Серийное производство гвоздей на собственном станке – это стабильный источник дохода в гараже или в домашних услвоиях.
Схема гвоздильного станка с описанием принципа действия
Схематическое изображение устройства ударного аппарата.
Проволочные гвозди производят на ударных и прессовальных машинах. Наиболее распространены ударные станки, формирующие гвоздь ударом двумя молотами.
Проволоку пропускают между двух рядов роликов а, а. Далее она попадает в подаватель А (образованный собачкой б и прижимающей ее пружиной в), который совершает колебания, амплитудой, равной длине гвоздя с запасом для формирования шляпки. Для увеличения/уменьшения амплитуды служит палец кривошипа е. В движение подаватель приводят кривошип е, тяга д, система рычагов г.
Для увеличения/уменьшения амплитуды служит палец кривошипа е. В движение подаватель приводят кривошип е, тяга д, система рычагов г.
Пройдя подаватель, проволока прогоняется между зажимными щеками ж, ж’, причем ж – статична, на ж’- воздействует прижимная сила рычага з, движимого фигурной шайбой к (фигура 14).
Щеки оснащены зубчатыми канавками, позволяющими фиксировать проволоку при расклепывании головки. Также в щеках имеется форма, соответствующая геометрии нижней части шляпки.
За щеками расположены ножи п, п’, движимые соответственно рычагами о, о’, которые приходят в движение под воздействием шайб с и с’, на внешней поверхности которой прорезаны фигурные канавки (фигура 14).
Ножи имеют пирамидальную форму (фигура 16). Вырез а служит для прессования острого конца, лезвия б – срезают лишнее. Оставшиеся «лепестки» убираются во время полировки.
Избежать быстрого затупления ножей позволяет конструктивная особенность, при которой ножи едва касаются друг друга. Такая конструкция не позволяет полностью отрезать гвоздь. Окончательное отделение изделия от проволоки происходит с помощью выбрасывателя т, движение которому сообщают рычаги у и тяга ф, приводимые в действие кулачком х.
Такая конструкция не позволяет полностью отрезать гвоздь. Окончательное отделение изделия от проволоки происходит с помощью выбрасывателя т, движение которому сообщают рычаги у и тяга ф, приводимые в действие кулачком х.
По выступу молота л ударяет рессора н, н’, сообщая ему импульс. Молот ударяет по гвоздю, формируя шляпку. Деревянная рессора (в некоторых машинах стальная) сжимается с помощью кулачка м. (фигура 15, кривая Д).
На графике (фигура 15) изображен порядок отдельно взятых рабочих ходов станка для производства гвоздей. Подавателю, который подает проволоку вперед, соответствует кривая А.
Ходы щек, удерживающих проволоку, описаны кривой В (когда подаватель двигает проволоку в обратном направлении, щеки ее не фиксируют).
Рабочий ход ножниц с момента фиксации проволоки описан кривой Г.
Работа выбрасывателя, отделяющего готовое изделие, показана кривой Б.
Последовательность работы молота видна на кривой Д.
Далее подаватель занимает крайнюю рабочую точку, щеки размыкаются, рабочий цикл начинается с начала (кривая В).
Разница между номинальной и реальной производительностью составляет порядка 20-40%. Причиной тому простои, обусловленные заменой и установкой инструмента, заправка станков новыми кругами проволоки, браком и пр. При изготовлении гвоздей, от 2,5% до 3,5% материала теряется на «лепестках». До 1% доходят потери на брак.
Преимущества и недостатки прессовального станка для производства гвоздей
Прессовальные машины обладают более высокой производительность, но требуют частой замены матриц и щек. Высокие нагрузки на формирующие элементы станков приводят к их быстрому износу.
Прессовальные машины устроены аналогично, но в них вместо молота, установлен штамп, формирующий головку гвоздя постепенным нажимом. Штамп приводится в действие фигурной шайбой либо эксцентриком. В обратном направлении проволока подается принудительно (в отличие от ударных станков, где оно происходит под действием пружины). Такая конструкция повышает производительность практически в 2 раза. В прессовальных машинах отбросы производства составляют порядка 3% от веса использованной проволоки. Это «лепестки» и брак.
В прессовальных машинах отбросы производства составляют порядка 3% от веса использованной проволоки. Это «лепестки» и брак.
Промышленное изготовление проволочных гвоздей в домашних условиях
Обыкновенные гвозди изготавливают из необожженной проволоки. Материалом служит литое железо с характеристиками:
- С 0,18-0,25%;
- Р 0,02 – 0,06%;
- сопротивление на разрыв при удлинении не более 28%, 45-50 кг/мм2, полученное томасовским процессом.
Зазубренные гвозди производят из проволоки, которую после волочения отжигают, подвергают травлению разбавленной серной кислотой с последующим гашением известковым молоком и сушкой. Затем протягивают и выпрямляют на деревянных щеках.
Гвозди с тонкими шляпками большого диаметра, включая толевые, изготавливают из высококачественного Сименс-мартеновскую литого железа с характеристиками:
- С 0,03%;
- Р до 0,03%;
- сопротивление на разрыв при удлинении до 34% и одновременном уменьшении диаметра до 75%, 34-37 кг/мм2.

После волочения до диаметра, близкого к заданному, проволоку отжигают, удаляют с нее окалину и повышают жесткость, протягивая в 1 ход.
На штукатурные, трубные, бочарные костыльки идет проволока из литого железа, полученная томасовским методом, которую подвергают отжигу, снова протягивают и дважды волочат до получения установленного диаметра.
Для гвоздей с большими шляпками различных форм (полукруглая, алмазная и пр.) берут волоченную не отожженную Сименс-мартеновскую проволоку.
Отожженная и оцинкованная проволока используется при производстве скоб, фиксирующих колючую проволоку на столбах при установке проволочных заграждений.
лучших пистолетов для ногтей 2022 | Отзывы о беспроводном пистолете для ногтей
Редакторы, одержимые Gear, выбирают каждый продукт, который мы рассматриваем. Мы можем заработать комиссию, если вы покупаете по ссылке. Почему стоит доверять нам? №
Самый быстрый и аккуратный способ закрепить деревянную отделку — использовать пневматический или аккумуляторный пистолет для забивания гвоздей. Инструмент забивает гвоздь и погружает головку крепежа под поверхность за одну операцию. Преимущество беспроводных гвоздезабивных пистолетов в том, что они являются идеальным мобильным инструментом для обрезки. В отличие от пневматического варианта, в комнате с вами нет компрессора, и у вас нет шланга, извивающегося за инструментом или свисающего с него. Вы можете понять, почему плотники и столяры-сделай сам взялись за эти инструменты. Они легко и быстро прибивают дверные и оконные наличники, карнизы стульев, плинтусы и справляются с различными креплениями при ремонте и мебельных проектах.
Инструмент забивает гвоздь и погружает головку крепежа под поверхность за одну операцию. Преимущество беспроводных гвоздезабивных пистолетов в том, что они являются идеальным мобильным инструментом для обрезки. В отличие от пневматического варианта, в комнате с вами нет компрессора, и у вас нет шланга, извивающегося за инструментом или свисающего с него. Вы можете понять, почему плотники и столяры-сделай сам взялись за эти инструменты. Они легко и быстро прибивают дверные и оконные наличники, карнизы стульев, плинтусы и справляются с различными креплениями при ремонте и мебельных проектах.
Нажмите на ссылки ниже, чтобы быстро просмотреть лучшие беспроводные пистолеты для забивания гвоздей из нашего теста, затем прокрутите вниз, чтобы прочитать о нашем процессе тестирования, а также подробные обзоры.
Лучшие беспроводные оружия для ногтей
- Лучший в целом: Metabo-HPT NT1850DF
- Наиболее мощный: Milwaukee 2746-21CT
- Самый надежный: DeWalt DCN680D1916
- SOST INTFOUD: CRNAMMAN: DEWALT DCN680D1
- SOSTSMAN.

- Лучший в труднодоступных местах: Makita XNB02RJ
Различия в пистолетах для гвоздей
В нашем тесте мы сосредоточились на гвоздезабивных инструментах, электроинструментах, которые стреляют гвоздями 18-го калибра — очень тонким крепежным элементам, которые имеют преимущество в достаточно сильной силе крепления, но легко скрывают гвозди. Эти застежки бывают разной длины и продаются полосками, которые вставляются в магазин гвоздезабивателя. Ширина полосы — это длина каждого стержня (скажем, 2 дюйма), а длина полосы равна количеству застежек. Коробка с этими застежками может содержать от нескольких сотен застежек до пары тысяч.
Аккумуляторные и пневматические гвоздезабиватели, стреляющие более толстым крепежом (15 и 16 калибра), являются финишными гвоздезабивателями. Эти более тяжелые гвоздевые пистолеты предпочтительнее для крепления толстых кусков отделки из мягкой и твердой древесины, особенно молдингов. Все типы гвоздезабивателей подпадают под категорию электроинструментов для гвоздезабивных пистолетов, которая включает в себя гвоздезабиватели для штифтов, финишные гвоздезабиватели, гвоздезабиватели для катушек (для крепления кровли и сайдинга), гвоздезабиватели для каркаса (для крепления кусков дерева для каркаса друг к другу), гвоздезабиватели без головки. (для очень тонких работ) и бетонные гвоздезабиватели (для крепления дерева к бетону).
Все типы гвоздезабивателей подпадают под категорию электроинструментов для гвоздезабивных пистолетов, которая включает в себя гвоздезабиватели для штифтов, финишные гвоздезабиватели, гвоздезабиватели для катушек (для крепления кровли и сайдинга), гвоздезабиватели для каркаса (для крепления кусков дерева для каркаса друг к другу), гвоздезабиватели без головки. (для очень тонких работ) и бетонные гвоздезабиватели (для крепления дерева к бетону).
Мы протестировали гвоздезабивные гвоздезабивные пистолеты 18-го калибра на том простом основании, что эти инструменты легкие, простые в обращении и обеспечивают превосходную силу крепления для отделки плинтуса, отделки дверей, отделки окон, молдинга для обуви и небольших коронок. Тем не менее, чтобы прикрепить тяжелый молдинг короны или составной молдинг в сборе, используйте финишный гвоздезабиватель.
Похожие статьи
- Когда использовать гвозди против. Шурупы
- Metabo-HPT NT1850DF — инструмент мечты плотника
- Лучшие инструменты 2022 года
Как мы тестируем
Каждый пистолет для гвоздей в этом списке был тщательно изучен, оценен и использован нашей командой редакторов тестов. Кроме того, мы изучаем отзывы пользователей и общаемся с менеджерами по продуктам и дизайнерами.
Кроме того, мы изучаем отзывы пользователей и общаемся с менеджерами по продуктам и дизайнерами.
После того, как у нас был пул гвоздометов для испытаний, мы хотели убедиться, что наш протокол будет более жестким, чем то, с чем эти пистолеты обычно сталкиваются в течение дня. Например, при тестировании способности забивать гвозди мы медленно и методично стреляли в красный дуб толщиной 3/4 дюйма и толщиной 1,5 дюйма. Когда мы увеличили длину гвоздя, мы удвоили дуб, чтобы ружье стреляло либо в дуб толщиной 1,5 дюйма, либо в 3 дюйма (чтобы убедиться, что ружья, рассчитанные на более длинные гвозди, действительно могут раззенковать крепежный элемент, когда крепежный элемент длиннее 2 дюймов).
Для имитации стрельбы мы подготовили полосы из различных материалов, таких как белая сосна, лучистая сосна, березовая и еловая фанера и МДФ (древесноволокнистая плита средней плотности). В этих случаях нас больше заботили точность и скорость инструмента, чем его грубая мощность. Однако, на всякий случай, всякий раз, когда мы моделировали тест отделки или конструкции встроенного шкафа, мы помещали наши тестовые материалы (либо в виде одного слоя, либо в виде сэндвича из различных материалов) на пихту Дугласа, распространенную и прочный каркасный материал. Таким образом, мы могли быть уверены, что гвоздезабиватель способен простреливать не только тестовые материалы на передней части стены, но и каркас в самой стене.
Однако, на всякий случай, всякий раз, когда мы моделировали тест отделки или конструкции встроенного шкафа, мы помещали наши тестовые материалы (либо в виде одного слоя, либо в виде сэндвича из различных материалов) на пихту Дугласа, распространенную и прочный каркасный материал. Таким образом, мы могли быть уверены, что гвоздезабиватель способен простреливать не только тестовые материалы на передней части стены, но и каркас в самой стене.
―ЛУЧШИЙ ОБЩИЙ ОБЪЕМ ―
Metabo-HPT NT1850DF
Вес: 6,2 фунта | Батарея: 3 AH
Metabo-HPT NT1850DF беспроводной гвоздь
Metabo-HPT NT1850DF беспроводной гвоздь
Купить сейчас
Pros
- Легко использовать в жестких местах
7 легко занял место в нашей номинации «Инструменты 2022» благодаря легкому весу, простоте в обращении и способности утопить крепеж в самой прочной древесине. В наших тестах на клен и красный дуб он вонзил все свои гвозди. Бесщеточный двигатель увеличивает его долговечность, поскольку он улучшает (и без того впечатляющую) скорость стрельбы. С этим электроинструментом вы получаете гвоздезабивной инструмент, который такой же легкий, как пневматический инструмент, но без воздушного шланга.
В наших тестах на клен и красный дуб он вонзил все свои гвозди. Бесщеточный двигатель увеличивает его долговечность, поскольку он улучшает (и без того впечатляющую) скорость стрельбы. С этим электроинструментом вы получаете гвоздезабивной инструмент, который такой же легкий, как пневматический инструмент, но без воздушного шланга.
—САМЫЙ МОЩНЫЙ—
Milwaukee 2746-21CT
Вес: 4,6 фунта | Батарея: 2 AH
Milwaukee 2746-20 беспроводной гвоздь
Milwaukee 2746-20 беспроводной гвоздь
Купить сейчас
Pros
- . Повторяясь в твердой и мягкой древесине. Продукция Electric Tool, мы знаем, что бренд не склонен к преувеличениям. Тем не менее, мы с подозрением отнеслись к его заявлению о том, что этот гвоздезабивной пистолет 18-го калибра может надежно стрелять в 2-дюймовый дуб. Что ж, 2746 не только делает это, но и фиксирует каждый ноготь с безупречной и четкой полостью над головкой, идеально подходящей для приема наполнителя.
 На этом наша короткая карьера скептиков Милуоки заканчивается. Другие примечательные особенности этого инструмента включают его механизм, который открывает всю верхнюю часть носа гвоздезабивателя для полного и легкого доступа к застрявшим гвоздям (кстати, с этим мы не сталкивались). Он также имеет тонкий профиль и удобную форму рукоятки, что делает его легким в обращении. 2746 превращает обрезку гвоздей в удовольствие.
На этом наша короткая карьера скептиков Милуоки заканчивается. Другие примечательные особенности этого инструмента включают его механизм, который открывает всю верхнюю часть носа гвоздезабивателя для полного и легкого доступа к застрявшим гвоздям (кстати, с этим мы не сталкивались). Он также имеет тонкий профиль и удобную форму рукоятки, что делает его легким в обращении. 2746 превращает обрезку гвоздей в удовольствие.—САМЫЙ НАДЕЖНЫЙ—
DeWalt DCN680D1
Вес: 6 фунтов | Аккумулятор: 2 AH
DeWalt DCN680D1 беспроводной гвоздь
DeWalt DCN680D1 Цитерн-ноговой пурик
Buy Now 9003
- All-All-All-Alar-All-All-All-All-All-All-All-All-All-All-All-All-All-Nail
9038
- All-All-All-All-All-All-All-All-All-All-All-All-All-Nail
- . Чем длиннее гвоздь, тем сложнее пистолету для гвоздей надежно вонзить тонкие предметы в твердую древесину без осечки и заедания в носу или без попадания гвоздя в материал, но не установив его должным образом под поверхностью.
 Этот DeWalt отличается тем, что без проблем последовательно забивает один гвоздь за другим в красный дуб. Его тонкая рукоятка, распределение веса и баланс являются выдающимися, повышая нашу производительность, которая также была улучшена благодаря прочному приводному механизму инструмента и отсутствию отдачи. Поместите пистолет и стреляйте, затем переходите к следующему гвоздю. С DCN680D1 все просто.
Этот DeWalt отличается тем, что без проблем последовательно забивает один гвоздь за другим в красный дуб. Его тонкая рукоятка, распределение веса и баланс являются выдающимися, повышая нашу производительность, которая также была улучшена благодаря прочному приводному механизму инструмента и отсутствию отдачи. Поместите пистолет и стреляйте, затем переходите к следующему гвоздю. С DCN680D1 все просто.—САМОЕ УЛУЧШЕННОЕ—
Мастер CMCN616C1
Вес: 5,6 фунта | Battery: 1.5 Ah
Craftsman CMCN616C1 Cordless Nail Gun
Craftsman CMCN616C1 Cordless Nail Gun
Buy Now
Pros
- More nail-driving power and a better sight line than its predecessor
Cons
- Некоторые гвозди не вошли ниже поверхности дерева
CMCN616C1 от Craftsman заслуживает прозвища «самый улучшенный», если учесть его предшественника, C3 Speed Shot.
 Не поймите нас неправильно; это был неплохой маленький продукт. Но новый Craftsman обладает большей силой забивания гвоздей, лучшей линией обзора на кончике и более удобной ручкой. Мы надежно забивали гвозди в мягкую древесину толщиной до 2,5 дюймов и в дуб толщиной до 1,5. Просто имейте в виду, что, когда мы забивали 2,5-дюймовые гвозди в более твердый красный дуб, головка большинства креплений располагалась заподлицо или почти заподлицо с поверхностью, а не чуть ниже поверхности, как в идеале. Эти гвозди, шляпки которых «гордятся» поверхностью, потребовали от нас старомодного набора гвоздей и молотка, чтобы закончить их забивание. Кроме того, это хороший, крепкий и надежный гвоздезабиватель.
Не поймите нас неправильно; это был неплохой маленький продукт. Но новый Craftsman обладает большей силой забивания гвоздей, лучшей линией обзора на кончике и более удобной ручкой. Мы надежно забивали гвозди в мягкую древесину толщиной до 2,5 дюймов и в дуб толщиной до 1,5. Просто имейте в виду, что, когда мы забивали 2,5-дюймовые гвозди в более твердый красный дуб, головка большинства креплений располагалась заподлицо или почти заподлицо с поверхностью, а не чуть ниже поверхности, как в идеале. Эти гвозди, шляпки которых «гордятся» поверхностью, потребовали от нас старомодного набора гвоздей и молотка, чтобы закончить их забивание. Кроме того, это хороший, крепкий и надежный гвоздезабиватель.—ЛУЧШАЯ ЦЕННОСТЬ―
Ryobi P320
Вес: 6,2 фунта | Battery: 1.5 Ah
Ryobi P320 Cordless Nail Gun
Ryobi P320 Cordless Nail Gun
Buy Now
Pros
- Inexpensive
Cons
- Hatch for clearing jammed nails in uncomfortably stiff
Ryobi — это гвоздезабивной инструмент, который можно сделать своими руками.
 Ему не хватает мощности длинных гвоздей лучших финишеров нашего теста. Но он недорогой и достаточно эффективный для большинства работ, для которых он вам понадобится при скреплении двух кусков хвойной древесины вокруг шланга — подумайте о ремесленных работах, при креплении молдинга для обуви и при прибивании гвоздей к дверному и оконному молдингу из мягкой древесины, плинтусу и т. и малая лепнина короны. Ремесленники-любители и домашние мастера оценят отсутствие громоздкости инструмента; он немного короче и тоньше профессиональных гвоздезабивных пистолетов. Кроме того, циферблат на задней панели инструмента позволяет быстро и легко регулировать давление воздуха на выходе для контроля глубины забивания гвоздя. Поворот диска по часовой стрелке увеличивает давление воздуха и мощность привода, а поворот против часовой стрелки имеет противоположный эффект. Простой и интуитивно понятный.
Ему не хватает мощности длинных гвоздей лучших финишеров нашего теста. Но он недорогой и достаточно эффективный для большинства работ, для которых он вам понадобится при скреплении двух кусков хвойной древесины вокруг шланга — подумайте о ремесленных работах, при креплении молдинга для обуви и при прибивании гвоздей к дверному и оконному молдингу из мягкой древесины, плинтусу и т. и малая лепнина короны. Ремесленники-любители и домашние мастера оценят отсутствие громоздкости инструмента; он немного короче и тоньше профессиональных гвоздезабивных пистолетов. Кроме того, циферблат на задней панели инструмента позволяет быстро и легко регулировать давление воздуха на выходе для контроля глубины забивания гвоздя. Поворот диска по часовой стрелке увеличивает давление воздуха и мощность привода, а поворот против часовой стрелки имеет противоположный эффект. Простой и интуитивно понятный.—ЛУЧШИЙ В ТРУДНОМ ПРОСТРАНСТВЕ—
Makita XNB02RJ
Вес: 6,2 фунта | Аккумулятор: 1,5 AH
Makita xnb02rj беспроводной гвоздь
Makita xnb02rj беспроводной гвоздь
.
 тяжелая задняя часть
тяжелая задняя часть
Компактность XNB02RJ помогает ему преуспеть в ограниченном пространстве и под неудобными углами, например, когда вы прибиваете отделку на уровне пола. И большая часть его поверхности, особенно его основание и боковые стороны, покрыта резиной, защищающей как инструмент, так и поверхность, на которую вы его кладете. Комплектная версия инструмента поставляется с двумя тонкими батареями емкостью 2 Ач, что хорошо, потому что мы заметили смещение назад, когда пробовали инструмент с большей батареей. Это не должно быть проблемой, если вы купите комплект; две батареи обеспечивают более чем достаточную мощность для дневной работы. Это больше проблема для людей, которые покупают инструмент голым и вставляют в него большую батарею.
Рой БерендсонСтарший домашний редактор
Рой Берендсон более 25 лет проработал в Popular Mechanics, где он писал о столярных работах, каменной кладке, покраске, сантехнике, электрике, деревообработке, кузнечном деле, сварке, уходе за газоном, использовании бензопилы и наружных работах.
 силовое оборудование. Когда он не работает над собственным домом, он работает волонтером в Sovereign Grace Church, занимаясь ремонтом домов для семей в сельской местности, пригородах и городах по всему центральному и южному Нью-Джерси.
силовое оборудование. Когда он не работает над собственным домом, он работает волонтером в Sovereign Grace Church, занимаясь ремонтом домов для семей в сельской местности, пригородах и городах по всему центральному и южному Нью-Джерси.Аккумуляторный монтажный гвоздезабивной инструмент XP с углом наклона 30 градусов
- Дом
- Инструменты
- Аккумуляторный гвоздезабивной инструмент XP с углом наклона 30 градусов
Модель : CFN325XP
|
Артикул № :
- . Чем длиннее гвоздь, тем сложнее пистолету для гвоздей надежно вонзить тонкие предметы в твердую древесину без осечки и заедания в носу или без попадания гвоздя в материал, но не установив его должным образом под поверхностью.
- Весит всего 7,2 фунта
- Забивает 9000 гвоздей на полностью заряженном аккумуляторе
- Забивает 1200 гвоздей на полном топливном элементе
- Уменьшите количество замятий и пропусков зажигания, используя оригинальные гвозди Paslode
0
Cordless XP 30-градусный гвоздезабивной пистолет — самый легкий аккумуляторный гвоздезабивной инструмент на рынке. Его постоянная глубина привода поддерживает мощность от первого выстрела до последнего, а это означает, что вам не нужно возвращаться, чтобы забить стоячие гвозди.
Благодаря топливной системе Paslode наши аккумуляторные гвоздезабиватели легче, надежнее и долговечнее, чем гвоздезабиватели, работающие только от аккумулятора.
 Мы настолько уверены в нашей топливной системе, что даем на каждый из наших аккумуляторных гвоздезабивателей двухлетнюю гарантию обслуживания. Если что-то пойдет не так с вашим гвоздезабивателем, мы починим его бесплатно.
Мы настолько уверены в нашей топливной системе, что даем на каждый из наших аккумуляторных гвоздезабивателей двухлетнюю гарантию обслуживания. Если что-то пойдет не так с вашим гвоздезабивателем, мы починим его бесплатно.Где купить
- All-All-All-All-All-All-All-All-All-All-All-All-All-Nail
- Регулируемая без инструментов глубина забивки – быстро установите нужную глубину забивания
- Наконечник с агрессивными зубьями – идеально подходит для забивания пальцев ног
- Длительное время работы вентилятора — смешивает воздух с топливом и обеспечивает охлаждение для повышения производительности
- Байпасный толкатель – быстрая и простая загрузка
- Компактный дизайн – подходит для 16″ O.C. (в центре) шпильки, балки и фермы крыши
- Эргономичная рукоятка – двухсторонняя резиновая рукоятка обеспечивает превосходную маневренность
- Поясной крюк – удерживает инструмент под рукой
- Встраиваемая топливная система — быстрая и простая загрузка
- Литий-ионный аккумулятор — подходит для всех аккумуляторных гвоздезабивателей Paslode
- Быстрая зарядка аккумулятора — 2 минуты дают 200 дополнительных гвоздей
- Стеновые шпильки
- Крепления фермы
- Стеновые панели
- Балки обода и пола
- Настил крыши
- Блокировка
- Ограждение
0
Аккумуляторный гвоздезабивной пистолет XP с углом наклона 30 градусов
Где купить
Аккумуляторный 30-градусный гвоздезабиватель XP
Купить в Интернете
Купить в Интернете
Купить в Интернете
Найти местных розничных продавцов
Возможности и области применения
ПРОИЗВОДИТЕЛЬНОСТЬ
Доказано, что они противостоят износу как никакие другие, что позволяет вам работать весь день по сравнению с гвоздезабивателями, работающими только от аккумулятора.
МОЩНОСТЬ
Топливная система обеспечивает постоянную мощность для забивания гвоздей заподлицо даже в пиломатериалы.

ЛЕГКИЙ
Самый легкий аккумуляторный монтажный пистолет на рынке, даже легче пневматического.
Характеристики
Рабочие характеристики
Конструктивные особенности
Характеристики источника питания
Применение
Руководства и технические характеристики
Руководства и документация
Руководство по эксплуатации в формате PDF
СКАЧАТЬ
Схема инструмента PDF
СКАЧАТЬ
Руководство по очистке PDF
СКАЧАТЬ
Гарантия PDF
СКАЧАТЬ
Руководство по эксплуатации PDF
СКАЧАТЬ
Схема инструмента PDF
СКАЧАТЬ
Руководство по очистке PDF
СКАЧАТЬ
Гарантия PDF
СКАЧАТЬ
Технические характеристики изделия
Модель инструмента
CFN325XP
Вес инструмента
7,2 фунта.

Артикул №
- All-All-All-Alar-All-All-All-All-All-All-All-All-All-All-All-All-All-Nail
- 219305 / Комплект для настройки беспроводного каркаса для
- 0 (IMCT)
- 219235/для комплекта для ремонта
- 219426 / Для F350S / 50100 Premium Rebuild с главным клапаном в сборе
- 219224 / Ремкомплект пускового клапана для моделей серии 3000, 4000, 5000, F350S
- 219377 / Комплект для настройки беспроводного каркаса для моделей CF325/CF325Li/XP — Для PF350S / 502000 и DF350S
- 219352 / 502000
- Сайт запасных частей Paslode
- Онлайн-дилеры Paslode
- Проверить срок годности топливных элементов
- Проверьте пустой топливный бак, постукивая клапаном вверх по твердому предмету (ищите туман)
- Заряд батареи – проверьте наличие зеленого индикатора
- Грязный фильтр
- Гвозди загружены правильно (никогда не используйте прямые гвозди)
- Застревание гвоздей – ознакомьтесь с инструкцией по технике безопасности
- Восстановленные на заводе Аккумуляторные и пневматические гвоздезабиватели
- Запасные части
- Наборы для настройки и аксессуары для гвоздезабивателей для каркаса и обрезки/финишной обработки
- Ремонтный центр
- 219305 / Комплект для настройки беспроводного каркаса для
- 0 (IMCT)
- 219377 / Комплект для настройки беспроводного каркаса для моделей CF325/CF325Li/XP
- 219409 / Аккумуляторный литий-ионный гвоздезабивной инструмент Набор для настройки для всех вариантов отделки
- Сайт запасных частей Paslode
- Онлайн-дилеры Paslode
- Футляр для переноски
- Прозрачные защитные очки
- Зарядное устройство
- Аккумуляторная батарея
- Шестигранный ключ
- Руководство пользователя
- Справочное руководство по инструменту
- Монтажный гвоздезабивной инструмент — CFN325 Монтажный гвоздезабивной инструмент (деталь № 9)06300), монтажный гвоздезабивной пистолет CF325 (деталь №
0) и литий-ионный аккумулятор CF325 ((
- Старый гвоздезабивной инструмент (детали №
- 0, 404400, 404600 или
9) => красные топливные элементы (детали № 816000 или 816050)
- 16ga Угловой гвоздезабивной пистолет (деталь №
- 16ga Angled Finish Nailer (деталь №
0) => короткие желтые топливные элементы (деталь № 650039), 16ga Straight Finish Nailer (деталь №
0) => короткие желтые топливные элементы (деталь № 650039))
- Старая модель 16ga Straight Finish Nailer (деталь №
- 0 или
5) => высокие желтые топливные элементы (деталь № 816001)
- Гвоздезабивной пистолет 18ga (деталь №
0) => Короткие желтые топливные элементы (деталь № 650039)
- Степлер 16ga (деталь № 8) => высокие желтые топливные элементы (деталь № 816001)
- Если ваш инструмент не имеет блокировки, убедитесь, что у вас не закончились крепежи
- Возможно, застрявший гвоздь препятствует продвижению креплений вперед. Для получения информации об устранении застрявшего гвоздя посетите страницу Руководства по инструментам и обратитесь к Руководству по эксплуатации вашего инструмента
- Аккумуляторные гвоздезабиватели могут нуждаться в очистке. Если инструмент забил 10 000 гвоздей и более, может потребоваться очистка.
- Отделка внутренних окон и дверей
- Установка четвертей и плинтусов
- Молдинг короны
- Корпусные и мебельные работы
- Регулятор давления воздуха: Регулирует количество воздуха, выбрасываемого при нажатии на курок. Большее давление воздуха означает более глубокие стержни; меньшее давление означает более высокие штифты.
- Ограничитель глубины : Регулирует расстояние гвоздезабивателя от обрабатываемого материала.
- Журнал : В эту секцию загружаются штрипсы.
- Замок магазина : Нажмите, чтобы зарядить пистолет. Не путайте это с другим замком на другом конце магазина, который используется только для очистки магазина от застрявших скоб.
- Соберите отходы, такие же, как и ваша предполагаемая заготовка. Это важно, потому что материалы имеют разную толщину и плотность, что влияет на глубину стержня.
- Начните с манометра. Отрегулируйте его до средней точки между высоким и низким.
- Затем установите ограничитель глубины в среднее положение.

- Пробный выстрел. Если штифт выступает, отрегулируйте давление воздуха до более высокого уровня. Если погрузились слишком далеко, уменьшите давление воздуха. Используйте давление воздуха в качестве основного средства регулировки глубины.
- Как только вы окажетесь в общем диапазоне, вы можете использовать глубиномер для точной настройки глубины.
- Выступающая головка нежелательна. Если вы попытаетесь забить штифт до конца, вы согнете штифт. Помните, это тонкая проволока, а не финишный гвоздь. Мало того, вы поцарапаете свою заготовку. Избегайте любой ценой.
- Погружение головки — это хорошо, но если она находится слишком далеко от поверхности, гвоздь не будет достаточно удерживать материал на месте, особенно если материал представляет собой мягкое вещество, такое как МДФ.

0
Размеры инструмента
12″ x 4″ x 14,5″
Гарантия на инструмент
1 год полной гарантии; 5 лет расширенной ограниченной гарантии
Скорость инструмента
До 3 гвоздей в секунду
Спецификации мощности
Тип топлива
Опроверенный топливный элемент с беспроводным каркасом
Аккумулятор
Берег 7 В Lii-ion Batter код на нижней части топливного элемента)
Срок службы батареи
9000 выстрелов
Гвоздей на топливный элемент
До 1200 гвоздей
Режим стрельбы
Последовательный
9 Крепеж0311
Тип крепежа
Paslode RoundRive® 30 ° С смещенная головка (британская или оцинкованная), подрезанная головная бриганка 30 ° Фрэм -гвозди
емкость крепежа
1 Стрип
Фастер Диаметр
. Длина
2″ — 3-1/4″
Уголок крепления
Бумажная лента 30°
Демонстрации и видеоролики
Демонстрационные видеоролики
Аккумуляторный гвоздезабивной инструмент XP Framing Nailer Обслуживание
Аккумуляторный гвоздезабивной инструмент XP, глубина забивки
Аккумуляторный гвоздезабивной инструмент XP,
Обслуживание аккумуляторного гвоздезабивателя XP
Аккумуляторный гвоздезабивной инструмент XP, глубина забивки
Аккумуляторный гвоздезабивной инструмент XP, забивной
Совместимые продукты
Топливо + наборы гвоздей
Brite 30-градусное топливо для каркаса RoundDrive® + набор гвоздей
Горячеоцинкованное окунанием 30-градусное горючее для каркаса RoundDrive® + набор гвоздей
Brite 30-градусное топливо для каркаса RoundDrive® + набор гвоздей
Оцинкованное горячим способом 30-градусное горючее для каркаса RoundDrive® + набор гвоздей
Крепеж
Гвозди для обрамления Brite 30 градусов
Каркасные гвозди RoundDrive®, оцинкованные горячим способом, 30 градусов
Гвозди для каркаса Brite 30 градусов
Каркасные гвозди RoundDrive®, оцинкованные горячим способом, 30 градусов
Принадлежности
Аккумуляторный каркасный топливный элемент
Аккумуляторная литий-ионная батарея 7 В
Беспроводное зарядное устройство для литий-ионных аккумуляторов 7 В
Смазочное масло для аккумуляторных инструментов 4 унции
Аккумуляторный очиститель для инструментов, 12 унций
Аккумуляторный каркасный топливный элемент
Аккумуляторная литий-ионная батарея 7 В
Беспроводное зарядное устройство для литий-ионных аккумуляторов 7 В
Смазочное масло для аккумуляторных инструментов, 4 унции
Аккумуляторный очиститель для инструментов, 12 унций
Часто задаваемые вопросы
Paslode предлагает следующие ремонтные комплекты:
Ф350С/501000
Наборы можно приобрести в ближайшем к вам магазине или онлайн:
Проверьте эти 6 вещей, чтобы ваш гвоздезабивной станок снова заработал.
Мы также предлагаем бесплатное обслуживание соответствующих аккумуляторных инструментов. Посетите нашу страницу 2-летнего обслуживания, чтобы узнать больше.
Paslode предлагает отремонтированные на заводе инструменты на сайте itwconstructionparts.com. Все инструменты восстанавливаются обученными техниками заводского обслуживания Paslode. При необходимости используются оригинальные запасные части Paslode, а инструменты очищаются, чтобы они выглядели как новые.
Предлагаемые продукты включают:
Оригинальные запасные части Paslode, наборы для настройки, аксессуары и услуги по ремонту можно приобрести в Интернете на сайте itwconstructionparts. com.
com.
Paslode предлагает наборы для настройки аккумуляторных гвоздезабивных машинок для каркаса и обрезки/финишной обработки. Наборы содержат 12 унций обезжиривающего очистителя; 10 мл масла для аккумуляторных инструментов; воздушный фильтр; переходник твэла; свеча зажигания; и инструкции по набору для настройки. Каталожные номера набора для настройки:
0,
0,
0,
0
Наборы можно приобрести в ближайшем к вам магазине или онлайн:
В комплект нового аккумуляторного гвоздезабивателя входит следующее:
Серийный номер выгравирован на корпусе двигателя гвоздезабивателя. Он находится с правой стороны (со стороны батарейного отсека). Самый простой способ найти номер — держать инструмент аккумуляторной стороной вверх и носиком вправо. Посмотрите примерно на 1 дюйм ниже буквы «P» на этикетке Paslode и в сторону рукоятки. На модели CF325 он расположен под носиком гвоздезабивателя. Серийный номер 9или более цифр.
Он находится с правой стороны (со стороны батарейного отсека). Самый простой способ найти номер — держать инструмент аккумуляторной стороной вверх и носиком вправо. Посмотрите примерно на 1 дюйм ниже буквы «P» на этикетке Paslode и в сторону рукоятки. На модели CF325 он расположен под носиком гвоздезабивателя. Серийный номер 9или более цифр.
Аккумуляторный гвоздезабивной пистолет поставляется предварительно смазанным на заводе. Нередко можно увидеть небольшое количество масла, которое просочилось в корпус. Поскольку топливо содержит небольшое количество масла, нет необходимости смазывать инструмент при обычном использовании. Инструмент нужно смазывать только после того, как он был очищен.
Paslode рекомендует использовать очиститель Paslode Degreaser Cleaner номер по каталогу
219348.
Очиститель Paslode Degreaser Cleaner специально разработан для аккумуляторных и пневматических гвоздезабивателей Paslode. Другие продукты могут повредить электрические компоненты, пластиковые и резиновые детали. Они также могут оставить осадок, который может привести к повреждению гвоздезабивателя или травме оператора гвоздезабивателя.
Они также могут оставить осадок, который может привести к повреждению гвоздезабивателя или травме оператора гвоздезабивателя.
Используйте только смазочное масло для аккумуляторных инструментов Paslode, артикул 401482. Оно специально разработано, чтобы выдерживать высокие температуры, создаваемые аккумуляторными гвоздезабивателями. Использование других масел может привести к быстрому накоплению продуктов сгорания, что приведет к плохой работе гвоздезабивателя и более частым чисткам.
Как правило, топливные элементы с ОРАНЖЕВОЙ маркировкой предназначены для монтажных гвоздезабивателей, а топливные элементы с ЖЕЛТОЙ маркировкой предназначены для гвоздезабивателей и степлеров.
0) => аккумуляторные каркасные топливные элементы (816008)
0) => Аккумуляторные топливные элементы Finish (деталь № 816007)
Топливные элементы имеют дату «Срок использования», напечатанную на дне банки. Топливный элемент часто будет работать после этой даты, но если инструмент начинает работать с перебоями, это может быть связано с тем, что срок службы топливного элемента истек. Топливный элемент с истекшим сроком годности потерял достаточно внутреннего давления, чтобы ухудшить его характеристики.
Топливный элемент часто будет работать после этой даты, но если инструмент начинает работать с перебоями, это может быть связано с тем, что срок службы топливного элемента истек. Топливный элемент с истекшим сроком годности потерял достаточно внутреннего давления, чтобы ухудшить его характеристики.
Мы рекомендуем покупать столько топлива, сколько необходимо для завершения работы. Всегда проверяйте дату на дне банки перед покупкой или использованием топливного элемента, чтобы убедиться, что он не просрочен.
Гвоздезабиватели и крепежи Paslode разработаны для совместной работы как единой системы. Гвозди других марок могут быть разработаны или изготовлены не в соответствии с теми же спецификациями или стандартами качества, что и Paslode. Использование гвоздей, не соответствующих спецификации Paslode, может привести к повреждению инструмента и травмам оператора или окружающих, а также к аннулированию гарантии.
Топливо Paslode разработано для аккумуляторных гвоздезабивателей Paslode. Использование топлива других марок может повредить ваш инструмент или увеличить частоту его обслуживания.
Использование топлива других марок может повредить ваш инструмент или увеличить частоту его обслуживания.
Для полной зарядки нового аккумулятора требуется до 2 часов. Для полной зарядки частично разряженной батареи требуется от 5 минут до 2 часов в зависимости от степени разрядки.
Быстрая зарядка за 2 минуты позволяет забить до 200 гвоздей.
В среднем полностью заряженная батарея способна прикрутить 4000 креплений, прежде чем потребуется ее подзарядка.
Гвоздезабиватели лучше работают при температуре выше 32 градусов по Фаренгейту. Если вы планируете использовать гвоздезабиватели при температуре ниже 32F, их следует прогреть перед использованием (например, поместить их в кабину грузовика по дороге на работу). Топливные элементы можно согреть, поместив их во внутренний карман пальто. Никогда не размещайте инструмент или топливо вблизи огня или открытого нагревательного элемента.
Аккумуляторные гвоздезабиватели не будут работать на высоте более 5000 футов.
Есть несколько причин, по которым гвоздезабивной молоток может «зажечь холостой огонь»:
.
Это может быть вызвано несколькими причинами, но чаще всего это заедание ногтей. Удалите топливо и аккумулятор, затем удалите застрявший гвоздь (гвозди) из инструмента. Если лезвие привода находится в нижнем положении, инструмент не сработает. Вытащив из инструмента топливо и аккумулятор, полностью вставьте приводной диск в инструмент и проверьте инструмент.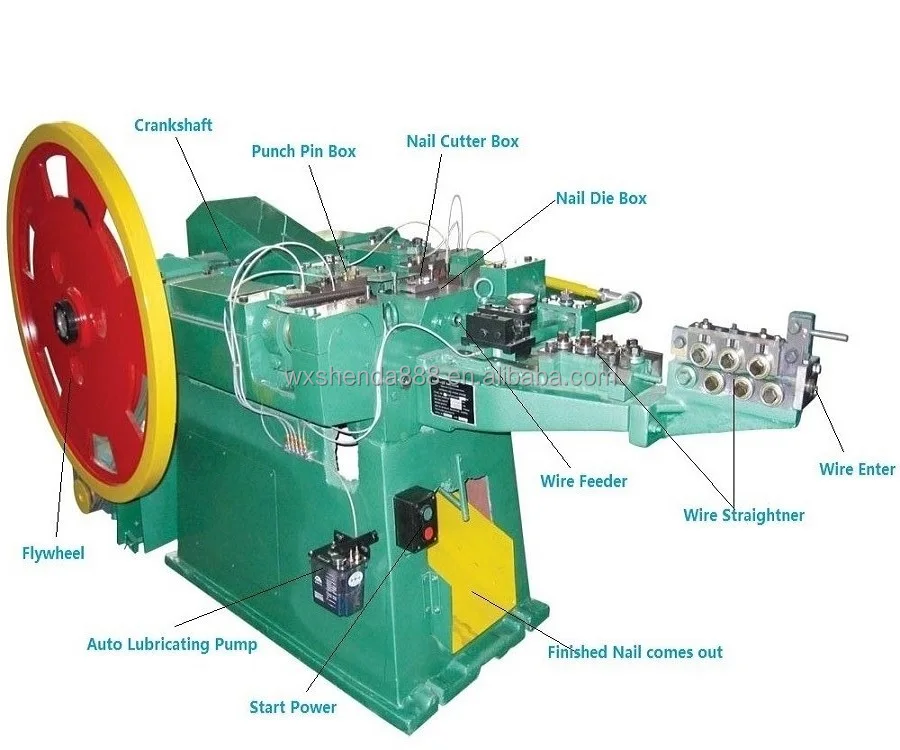
Сначала удалите топливо, аккумулятор и оставшиеся гвозди в магазине. С помощью шестигранного ключа 5/32 открутите два винта по обе стороны от рабочего контакта. Затем одной рукой возьмитесь за рабочий контакт, а другой за нижнюю часть магазина. Потяните их друг от друга, и магазин отделится от носа. Это позволит выпасть застрявшему гвоздю. Осмотрите лезвие привода и задвиньте его обратно в инструмент. Установите два носовых винта.
Для получения дополнительной информации посетите страницу Руководства по инструментам и обратитесь к Руководству по эксплуатации вашего инструмента.
Электрическая система гвоздезабивателя перешла в режим защиты от перегрузки. Возможно, что-то не так с двигателем вентилятора или проводами, идущими к двигателю вентилятора. Удалите аккумулятор, топливо и гвозди. Затем снимите крышку и решетку, чтобы осмотреть красный и черный провода двигателя вентилятора. Если провода пережаты или сломаны, это может быть проблемой.
Мигание индикаторов на зарядном устройстве красным/зеленым светом до 20 минут является нормальным явлением. Зарядное устройство медленно накапливает заряд в аккумуляторе, пока аккумулятор не сможет принять полную мощность зарядного устройства. Это защищает батарею и увеличивает срок службы батареи. Если индикаторы продолжают мигать красным/зеленым через 20 минут, но после извлечения аккумулятора становятся постоянно зелеными, скорее всего, возникла проблема с аккумулятором.
Зарядное устройство медленно накапливает заряд в аккумуляторе, пока аккумулятор не сможет принять полную мощность зарядного устройства. Это защищает батарею и увеличивает срок службы батареи. Если индикаторы продолжают мигать красным/зеленым через 20 минут, но после извлечения аккумулятора становятся постоянно зелеными, скорее всего, возникла проблема с аккумулятором.
Чтобы найти ближайший к вам сервисный центр, нажмите на вкладку «Найти сервисный центр» на странице «Где купить» и введите свой почтовый индекс. Paslode рекомендует ремонтировать инструменты, нуждающиеся в обслуживании, через местную авторизованную сервисную сеть завода-изготовителя.
ЗАГРУЗИТЕ ЕЩЕ
Бесплатный сервис Без вопросов
Узнайте, как пользоваться электрическим гвоздезабивателем
Если вы всегда использовали ручной метод забивания гвоздей в отделку, вы можете быть в восторге, узнав, что есть лучший способ закрепить отделку: с помощью электрического гвоздезабивателя. Его проще использовать, чем гвоздезабиватели, для которых требуются системы сжатого воздуха и воздушные шланги.
Гвоздезабивной пистолет — это электрический инструмент, который забивает скобы 18-го калибра (без скоб). Беспроводной или проводной, этот инструмент загружает камеру сжатия воздуха с помощью электрического заряда. Сила, которая стреляет в штифт, исходит от разрядки патронника. Штифты имеют размер 18 и могут достигать 2 дюймов в длину. Эти инструменты стоят от 50 до 120 долларов, а модели со шнуром дешевле.
Ниже вы узнаете, как правильно пользоваться гвоздезабивателем, включая его основные функции.
Что такое Брэд Нейлер?
Гвоздезабивной пистолет — это электрический пистолет для забивания гвоздей 18-го калибра (маленькие гвозди). Нейлер может быть беспроводным или проводным, и он загружает камеру сжатия воздуха посредством электрического заряда.
Когда использовать Brad Nailer
В идеале вы будете использовать гвоздодер для:
Он не предназначен для крепления изоляции, пластиковой пленки или тонкого материала, такого как шпон.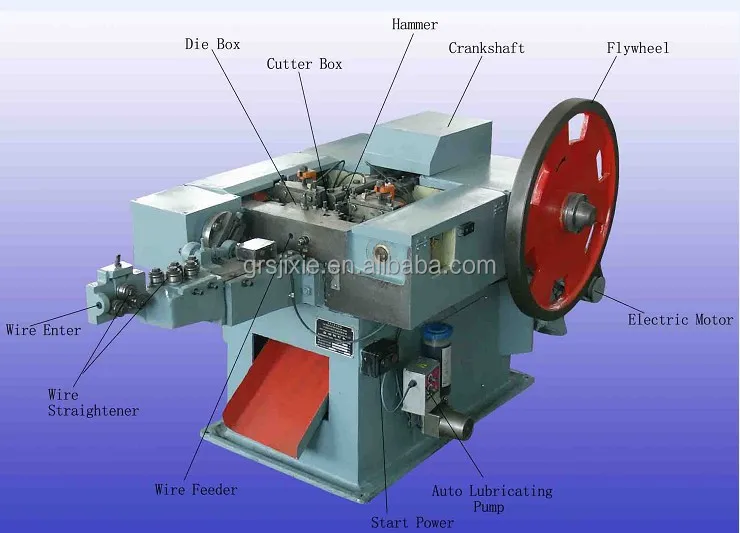 Для этого используйте степлер/шпильку. Эти скобы с двумя штырями необходимы для ультратонких материалов, чтобы предотвратить их разрыв. Кроме того, они стреляют однозубыми штифтами до 1/2 дюйма более или менее.
Для этого используйте степлер/шпильку. Эти скобы с двумя штырями необходимы для ультратонких материалов, чтобы предотвратить их разрыв. Кроме того, они стреляют однозубыми штифтами до 1/2 дюйма более или менее.
Это не для строительных работ, таких как каркас дома или гвозди 2×4. Для этого вам понадобится пневматический гвоздезабиватель с магазином для стержней или катушек, способный забивать гвозди от 1 1/2 до 3 1/2 дюймов.
Основные характеристики
Как загрузить электрический гвоздезабивной
Все гвоздезабиватели загружаются по-разному, но это общие моменты для правильной загрузки гвоздезабивателя.
Ель / Ли Уоллендер
Шаг 1. Убедитесь, что стержни имеют достаточную длину
Убедитесь, что ваши брэды находятся в правильном диапазоне длины. Показанный здесь инструмент подходит для стержней размером от 5/8 до 2 дюймов. Все, что больше 2 дюймов, просто не подойдет. Но как насчет гвоздей короче нижнего конца диапазона? Хотя они могут поместиться в магазин, они не будут стрелять должным образом. Скорее всего, они застрянут в конце магазина.
Калибр, или толщина штифтов, также имеет жизненно важное значение. Существует большая разница между штифтами 16 и 18 калибра. Когда вы доберетесь до стержней 16-го калибра (более низкие значения калибра означают более толстые стержни), вам понадобится совершенно другой гвоздезабивной инструмент, чтобы использовать их.
Шаг 2. Попробуйте использовать непрерывные полоски
Аккуратно обращайтесь с лентой, чтобы она не порвалась. Не обязательно, чтобы полоса оставалась непрерывной — вы можете соединить более короткие куски, как показано здесь, точно так же, как с помощью офисного степлера. Но вы можете обеспечить более плавную подачу штифтов, если полоса остается целой.
Не обязательно, чтобы полоса оставалась непрерывной — вы можете соединить более короткие куски, как показано здесь, точно так же, как с помощью офисного степлера. Но вы можете обеспечить более плавную подачу штифтов, если полоса остается целой.
Шаг 3: Толкайте Брэда Стрипа вперед
Как правило, вы продвигаете ленту настолько далеко вперед (в направлении пускового конца гвоздезабивателя), насколько это возможно.
Этап 4. Осторожно закройте скользящий магазин
Заманчиво энергично захлопнуть журнал. И, да, вам нужно будет сдвинуть его с некоторым усилием, чтобы он зафиксировался на месте. Но слишком большое усилие может привести к тому, что полоска для гвоздей выпадет со своего места (особенно в случае несплошных полос) и заклинит гвоздезабивной инструмент.
Правильное положение и регулировка глубины
Две функции управления глубиной: шкала давления воздуха и глубиномер. Сбалансировать эти две функции может быть сложно, поскольку иногда они работают вопреки друг другу.
Ель / Ли Уоллендер
Шаг 1: Положение на заготовке
Во-первых, найдите точку контакта с заготовкой на «дульном» конце гвоздезабивателя. Эта точка контакта вдавливается, когда вы прижимаете гвоздезабивной инструмент к заготовке. Из соображений безопасности пистолет не может стрелять, если контактная точка не нажата.
Имейте в виду, что штифт срабатывает немного в стороне от точки контакта. На прилагаемом изображении обратите внимание, что штифт срабатывает примерно на 1/4 дюйма выше точки контакта — полностью отсутствует отделка.
Шаг 2: Найдите идеальную глубину
Вот как проверить, стреляет ли ваш гвоздь на нужной глубине.
Шаг 3. Внедрение штифтов в проект
Желаемая глубина забивания гвоздей может варьироваться от проекта к проекту. В некоторых случаях вы можете захотеть, чтобы головка гвоздя находилась на одном уровне с поверхностью дерева. В других голова должна быть немного утоплена для более законченного вида. При проверке настройки глубины помните о следующих советах:
