Характеристики 16к20: Токарный станок 16К20 – технические характеристики, паспорт, фото
Содержание
Станок токарно-винторезный 16К20 (РМЦ 1400)
- Главная /
- Справочник
- Станки советские, российские, импортные — справочная информация
- Станки советские, российские, импортные — справочная информация
- Станок токарно-винторезный 16К20 (РМЦ 1400)
Универсальный токарно-винторезный станок модели 16К20 разработан специалистами Московского станкостроительного завода КРАСНЫЙ ПРОЛЕТАРИЙ и предназначен для выполнения различных токарных работ и нарезания метрической, модульной , дюймовой и питчевой резьб. Детали устанавливаются в центрах или патроне.
Технические характеристики токарно-винторезного станка 16К20 с РМЦ 1400
| Параметр | Значение |
|---|---|
| Класс точности станка по ГОСТ 8-82 (Н, П, В, А, С) | Н |
| Наибольший диаметр детали обрабатываемой над станиной, мм | 400 |
| Наибольший диаметр детали обрабатываемой над суппортом, мм | 220 |
| Наибольшая длина обрабатываемой детали, мм | 1400 |
| ЧПУ | — |
Пределы частот вращения шпинделя Min/Max, об/мин. | 16 — 2000 |
| Мощность, кВт | 6 |
| Габариты, мм | 3195_1198_1810 |
| Масса, кг | 3225 |
| Начало серийного выпуска, год | 1973 |
| Завод-производитель | Красный пролетарий АОКП, ОАО |
Предлагаем купить новые или после капремонта аналоги оборудования типа Станок токарно-винторезный 16К20 (РМЦ 1400) по выгодной цене. Подбор подходящей модели можно произвести самостоятельно на нашем сайте в разделе КАТАЛОГ, или получив консультацию у сотрудников коммерческого отдела нашей компании.
Продажа аналогов станка модели 16К20 (РМЦ 1400) производится при 100% предоплате при наличии оборудования на складе и 50% предоплате при запуске станка в производство на заводе-изготовителе и оплате оставшихся 50% после сообщения о его готовности к отгрузке. Возможен другой совместно согласованный порядок оплаты.
Гарантия на продукцию, аналогичную изделию — Станок токарно-винторезный 16К20 (РМЦ 1400) составляет:
- новые станки — 12 мес.,
- после капитального ремонта — 6-12 мес..
Предприятия-производители оставляют за собой право на изменение стандартной комплектации и места производства оборудования без уведомления!
Обращаем Ваше внимание на то, что цены, указанные у нас на сайте, не являются публичной офертой, а стоимость оборудования уточняйте у наших менеджеров по продаже станков и кузнечно-прессового оборудования!
Если Вам необходимо купить Станок токарно-винторезный 16К20 (РМЦ 1400) звоните по телефонам:
в Москве +7 (499) 372-31-73
в Санкт-Петербурге +7 (812) 245-28-87
в Минске +375 (17) 276-70-09
в Екатеринбурге +7 (343) 289-16-76
в Новосибирске +7 (383) 284-08-84
в Челябинске +7 (351) 951-00-26
в Тюмени +7 (3452) 514-886
в Нижнем Новгороде +7 (831) 218-06-78
в Самаре +7 (846) 201-07-64
в Перми +7 (342) 207-43-05
в Ростове-на-Дону +7 (863) 310-03-86
в Воронеже +7 (473) 202-33-64
в Красноярске +7 (391) 216-42-04
в Нур-Султане +7 (7172) 69-62-30;
в Абакане, Альметьевске, Архангельске, Астрахани, Барнауле, Белгороде, Благовещенске, Брянске, Владивостоке, Владимире, Волгограде, Вологде, Иваново, Ижевске, Иркутске, Йошкар-Оле, Казани, Калуге, Кемерово, Кирове, Краснодаре, Красноярске, Кургане, Курске, Кызыле, Липецке, Магадане, Магнитогорске, Майкопе, Мурманске, Набережных Челнах, Нижнекамске, Великом Новгороде, Новокузнецке, Новороссийске, Новом Уренгое, Норильске, Омске, Орле, Оренбурге, Пензе, Перми, Петрозаводске, Пскове, Рязани, Саранске, Саратове, Севастополе, Симферополе, Смоленске, Сыктывкаре, Тамбове, Твери, Томске, Туле, Улан-Удэ, Ульяновске, Уфе, Хабаровске, Чебоксарах, Чите, Элисте, Якутске, Ярославле и в других городах
По всей России бесплатный номер 8 (800) 775-16-64.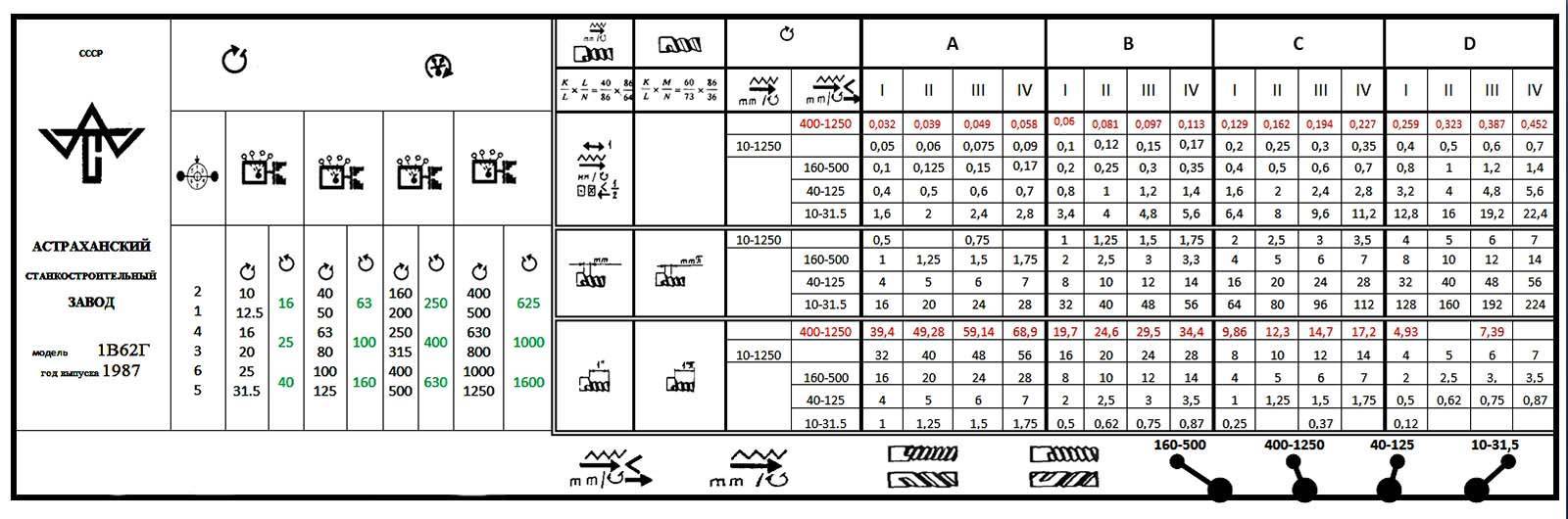
В странах СНГ — Беларуси, Казахстане, Туркменистане, Узбекистане, Украине, Таджикистане, Молдове, Азербайджане, Кыргызстане, Армении в городах Нур-Султан, Бишкек, Баку, Ереван, Минск, Ашхабад, Кишинев, Душанбе, Ташкент, Киев и других для покупки оборудования типа Станок токарно-винторезный 16К20 (РМЦ 1400) звоните на любой удобный номер, указанный на нашем сайте, или оставьте свои контакты под кнопкой ЗАКАЗАТЬ ЗВОНОК вверху сайта — мы сами Вам перезвоним.
Аналоги 16К20 (РМЦ 1400)
-
В наличии
-
-
Спецпредложение
-
-
-
Популярные модели
Станок 16к20 технические характеристики
Токарный станок 16К20: технические характеристики, схемы, работа
Предшественниками токарного станка 16к20, выпускаемого советскими машиностроителями, был ряд токарно-винторезных станков, оснащенных шестеренчатой коробкой перемены передач. Эти металлорежущие машины носили наименования от ДИП-200 до ДИП-500. Аббревиатура названий говорила о стремлении руководства, поддерживая лозунг 1-й пятилетки догнать и перегнать лидеров капитализма.
Эти металлорежущие машины носили наименования от ДИП-200 до ДИП-500. Аббревиатура названий говорила о стремлении руководства, поддерживая лозунг 1-й пятилетки догнать и перегнать лидеров капитализма.
Число, следующие за буквенной частью названия соответствовало высоте центров станка относительно станины в мм. Станки с такими наименованиями выпускались с 32 по 37 год прошлого века. Смена названий произошла вследствие разработки и утверждения «Единой системы условных обозначений станков» (ЕСУОС). Согласно принятому документу родоначальник поколения изменил название ДИП-200 на 1Д62. Однако устаревшее наименование до сих пор используется как обобщенное название токарных станков с высотой центров около 200 мм.
Назначение станка
В начале 70-х советский машзавод «Красный пролетарий» после нескольких модификаций моделей ДИП запустил в серию выпуск токарно-винторезного 16к20.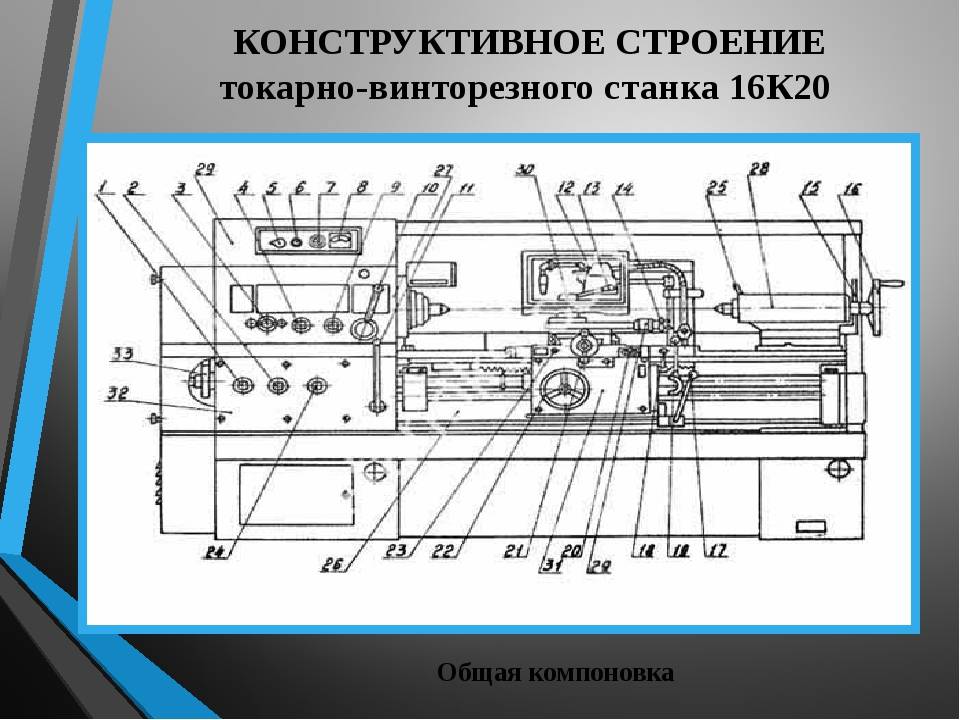 Который в 1972 г. получил золотую медаль на международной ярмарке в Лейпциге.
Который в 1972 г. получил золотую медаль на международной ярмарке в Лейпциге.
Предназначаясь для проведения разнообразных токарных работ, он позволял выполнять точение различных простых и сложных поверхностей в патроне, на планшайбе и в центрах. А кроме того, растачивание, торцевание, отрезку, и нарезку всевозможной резьбы. Его конструкция получилась столь удачной, что в СССР он долго считался лучшим оборудованием своего типа. От прочих представителей токарной группы винторезные отличаются большей универсальностью.
Поэтому их применение рациональнее в мелкосерийном или штучном производстве.
Заводская маркировка и обозначения
В соответствии с ЕСУОС обозначение станка или его индекс состоит из нескольких цифр и букв. Первый символ – это номер группы. Токарному оборудованию присвоен №1. Второй обозначает разновидность или тип устройства в группе, например, 6 соответствует универсальному токарно-винторезному оборудованию. Далее размещается число, характеризующее важнейший размерный параметр. У токарных им является высота центров над плоскостью основания.
У токарных им является высота центров над плоскостью основания.
Буква, расположенная между первой и второй цифрой индекса, говорит о том, что модель получена путем усовершенствования ее предшественника. Расположение буквы в конце обозначения указывает на то, что эта модель является результатом модификации базовой. Литера, расположенная посередине – признак того, что это модель базовая и служит именем поколения. Таким образом, индекс 16к20 имеет базовая модель токарно-винторезного станка нового поколения «К» с высотой центров 200 мм.
Обозначение точности
По допускам работы токарное оборудование принято делить на такие категории:
- Н – нормальная точность;
- П – повышенная;
- В – высокая;
- А – особо высокая.
- С – особо точные (мастер).
Технические характеристики
- Группа точности – Н.
- Высота центров (мм) – 215.
- Ø штатного патрона – 200 либо 250 мм.
- Диапазон скоростей вращения шпиндельного вала прямого направления (об/
мин) – 12,5–1,6*103. Регулировка дискретная число передач 24.
Регулировка дискретная число передач 24.
Причем как в прямом, так и в обратном направлении имеется по 2 передачи с частотой 500 и 630 об/мин. Поэтому некоторые источники говорят о 22 передачах прямого и 11 обратного направления.
- Диапазон скоростей вращения шпиндельного вала обратного направления (об/мин) – 19–1,9*103. Регулировка дискретная количество передач 12.
- Интервал значений подач (мм/об): вдоль оси – 0,05–2,8; поперек 0,025–1,4.
- Диапазон шагов метрической резьбы – 0,5–112 мм.
- Диапазон шагов модульной резьбы – 0,5–112 модулей.
- Диапазон шагов дюймовой резьбы – 56–0,5 ниток/дюйм.
- Диапазон шагов питчевой резьбы – 56–0,5 питчей.
Предельные параметры
- Максимально-допустимый диаметр заготовки вида «диск», обтачиваемой над станиной – 400 мм.
- Максимальный диаметр заготовки вида «вал», обтачиваемой над суппортом – 220 мм.
- Предельная длина обтачиваемой заготовки (мм) – 710, 1000, 1400, 2000.

- Предельная длина обтачивания (мм) – 645,935, 1335, 1935.
- Ø заготовки типа «пруток» не более – 50 мм.
- Вес заготовки, фиксируемой для обработки в центрах (не более) – 460, 650, 900, 1300 кг.
- Вес болванки, фиксируемой для обработки в патроне (не более) – 200 кг.
- Сила, развиваемая узлом подачи в упоре (не более) – вдоль оси 800 кгс, поперек 460 кгс.
- Сила, развиваемая узлом подачи на резце (не более) – вдоль оси 600 кгс, поперек 360 кгс.
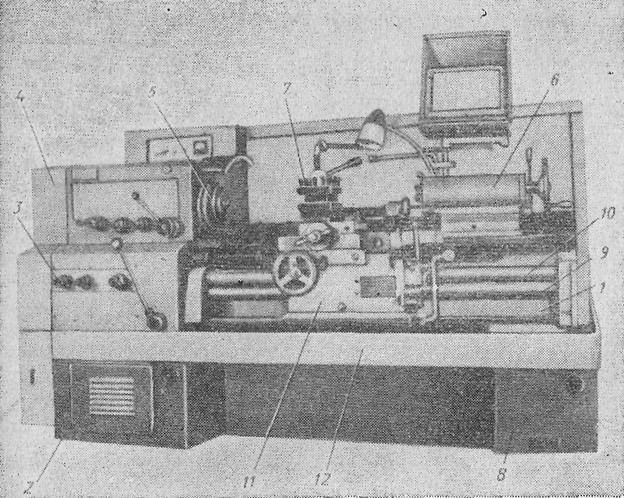
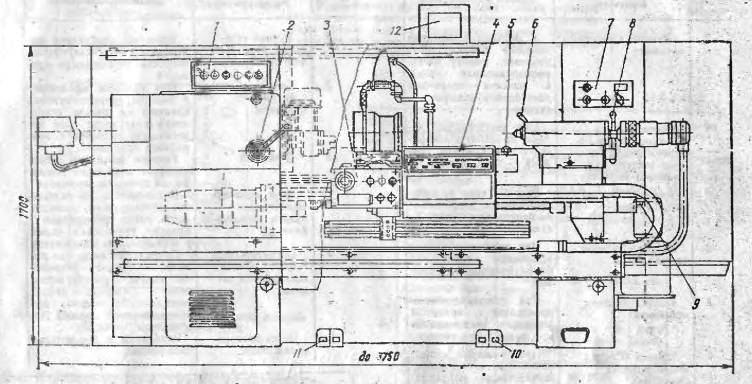
Конструкция станка
Основой устройства является прочная станина П-образного сечения с 2 закаленными отшлифованными направляющими сверху. Она устанавливается на тумбах в литую металлическую опору, использующуюся как корыто для эмульсии и сбора стружки. В тумбе со стороны бабки изделия располагается основной электропривод.
Габариты токарно-винторезного станка 16К20
Размеры станка: длина 2505, 2795, 3195 или 3795 мм; ширина 1190 мм; высота 1500 мм. Вес станка зависит от его длины и может быть 2,835; 3,005; 3,225 или 3,685 на 103 кг.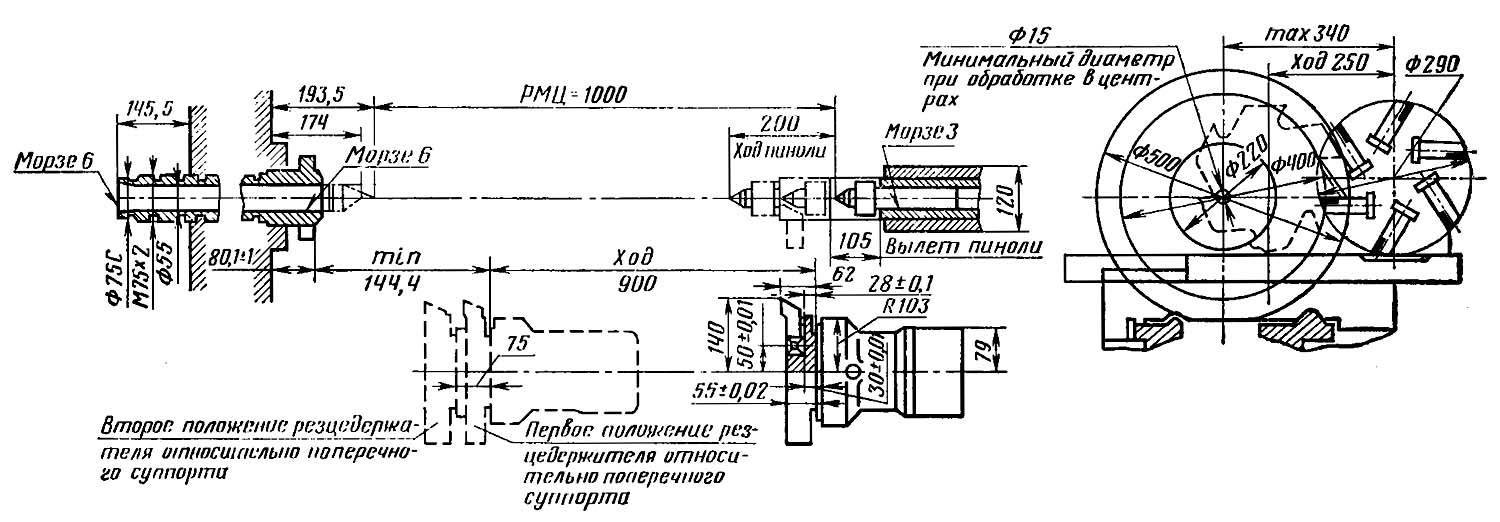
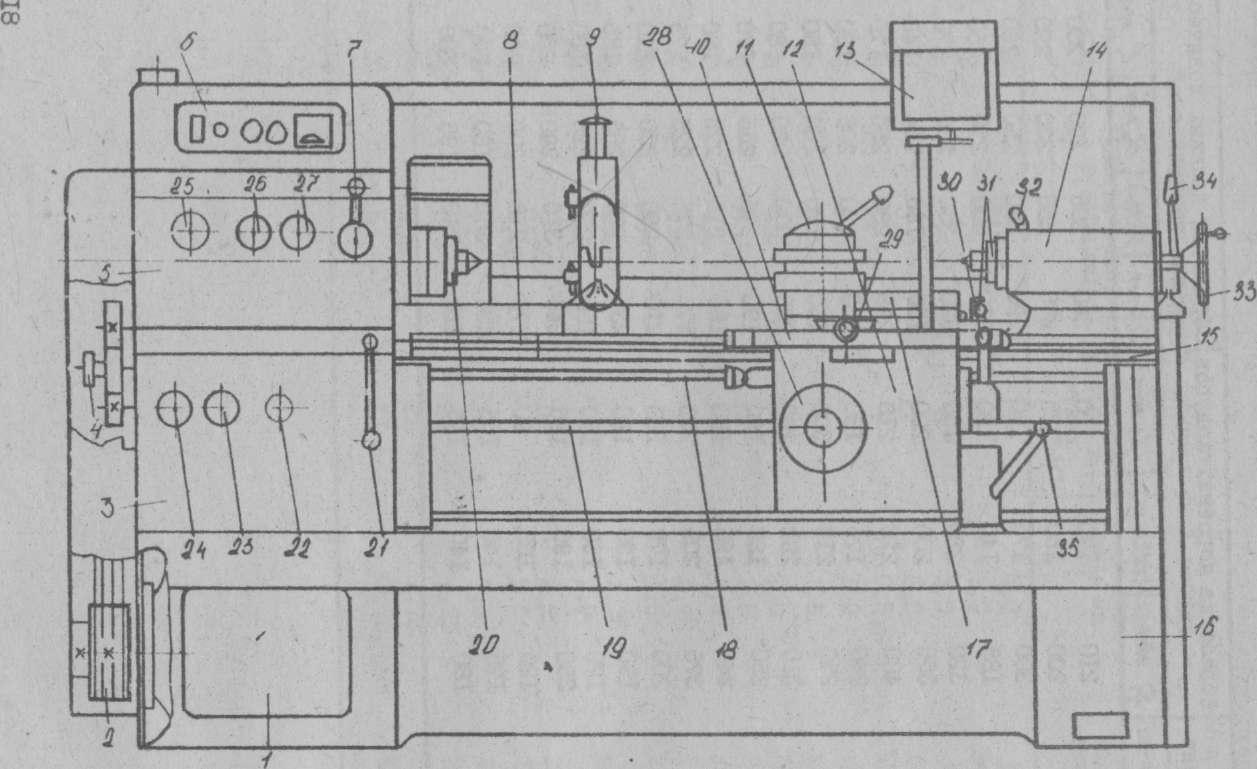
Основные узлы
К станине крепятся перечисленные ниже узлы и агрегаты, входящие в состав станка.
Шпиндель
Шпиндельный вал стальной со сквозным продольным отверстием, сквозь которое пропускают пруток, используемый как заготовку, или выколотку при выбивании переднего центра. Для вращения шпинделя в этом станке применяются специализированные прецизионные подшипники трения качения. Они отличаются высокой точностью изготовления и износостойкостью, поэтому не требуют периодической регулировки во время техобслуживаний в эксплуатационный период.
Смазывание опор вала происходит маслом, подающимся на них под давлением насоса. Передний конец шпиндельного вала сделан соответственно ГОСТ 12593 – с коротким центрующим конусом 1:4.
Шпиндельная бабка
Передняя бабка или бабка изделия служит для фиксации одного конца заготовки и передачи на нее вращающего момента. В ней размещаются шпиндель, переборная коробка и другие компоненты. Снаружи на ней находятся рычаги переключения переборной коробки.
Выходной вал бабки изделия через шестерни связан с редуктором подач. Последний позволяет суппорту выполнять движение подачи при помощи ходового вала при точении. Или посредством ходового винта для нарезания резьбы. Который при этом может подключаться к коробке подач без промежуточных звеньев.
Фартук
Этот агрегат необходим для передвижения суппорта с резцедержателем как вдоль, так и поперек оси вращения детали. Он преобразует вращательное движение винта в линейное смещение суппорта. Перемещать последний можно не только вручную, но и отбирая часть момента вращения от шпинделя. Фартук этого станка комплектуется устройством отключения подачи высокой точности срабатывания на упоре, не встречавшейся ранее конструкции.
Суппорт
Предназначен для удержания резцедержателя с закрепленным в нем резцом у обрабатываемой детали. Обладая несколькими степенями свободы, он может перемещаться под воздействием фартука для формирования нужного характера поверхности детали резцом. Для контроля величины перемещения узел оснащен масштабными линейками с визирными устройствами, повышающими точность и удобство считывания показаний.
Для контроля величины перемещения узел оснащен масштабными линейками с визирными устройствами, повышающими точность и удобство считывания показаний.
Задняя бабка
Она же упорная бабка. Устанавливается на направляющих, позволяющих ей двигаться вдоль станка. Имеет конусное отверстие соосное выходному валу передней бабки. Которое позволяет установить центр для опоры второго конца болванки. Или развертку, метчик, сверло и другое подобное им для выполнения операций со стороны открытого торца заготовки.
Схема электрическая принципиальная
В электрическом оборудовании действует 3 рабочих напряжения:
- Питание двигателей –380В.
- Автоматика – 110В.
- Освещение рабочего места – 24В.
Перечень компонентов электрооборудования станка:
- Р – Индикатор нагрузки Э38022 (амперметр ~20А).
- F1 – Автомат защиты по току АЕ-20-43-12.
- F2 – Автомат АЕ-20-33-10.
- F3, F4 – Е2782—6/380 – плавкая вставка в предохранитель.
- F5 – ТРН-40 – электротепловая защита.
- F6, F7 – ТРН-10 – электротепловая защита.
- Н1 – устройство предохранительное светосигнальное УПС-3.
- Н2 – НКСО1Х100/П00-09 – электросветильник с лампой С24-25.
- Н3 – КМ24-90 – коммутационная лампа.
- К1 – ПАЕ-312 – дистанционный магнитный пускатель.
- К2 – ПМЕ-012 – дистанционный пускатель.
- КЗ – РВП72-3121-00У4 – реле выдержки времени (Лимит работы электромотора главного движения без нагрузки).
- К4 – РПК-1—111 – пускатель двигателя.
- М1 – Электродвигатель главного движения 4А132 М4, номинальной мощностью 11 кВт.
- М2 – 4А71В4 – электродвигатель (ускоренное смещение суппорта).
- М3 – Помпа электрическая ПА-22 (подача эмульсии).
- М4 – 4А80А4УЗ – асинхронный электродвигатель.
- S1 – ВПК-4240 – концевой выключатель (Дверца распределительного устройства).
- S2 – ПЕ-041 – поворотный переключатель управления (деблокирующий S1).
- S3 и S4 – ПКЕ-622-2 – блок управления кнопочный.

- S5 – МП-1203 – микровыключатель.
- S6 – ВПК-2111 – концевой выключатель нажимной.
- S7 – ПЕ-011 – поворотный переключатель управления.
- S8 – ВПК-2010 концевой выключатель нажимной.
- Т – ТБСЗ-0,16 – трансформатор понижающий.
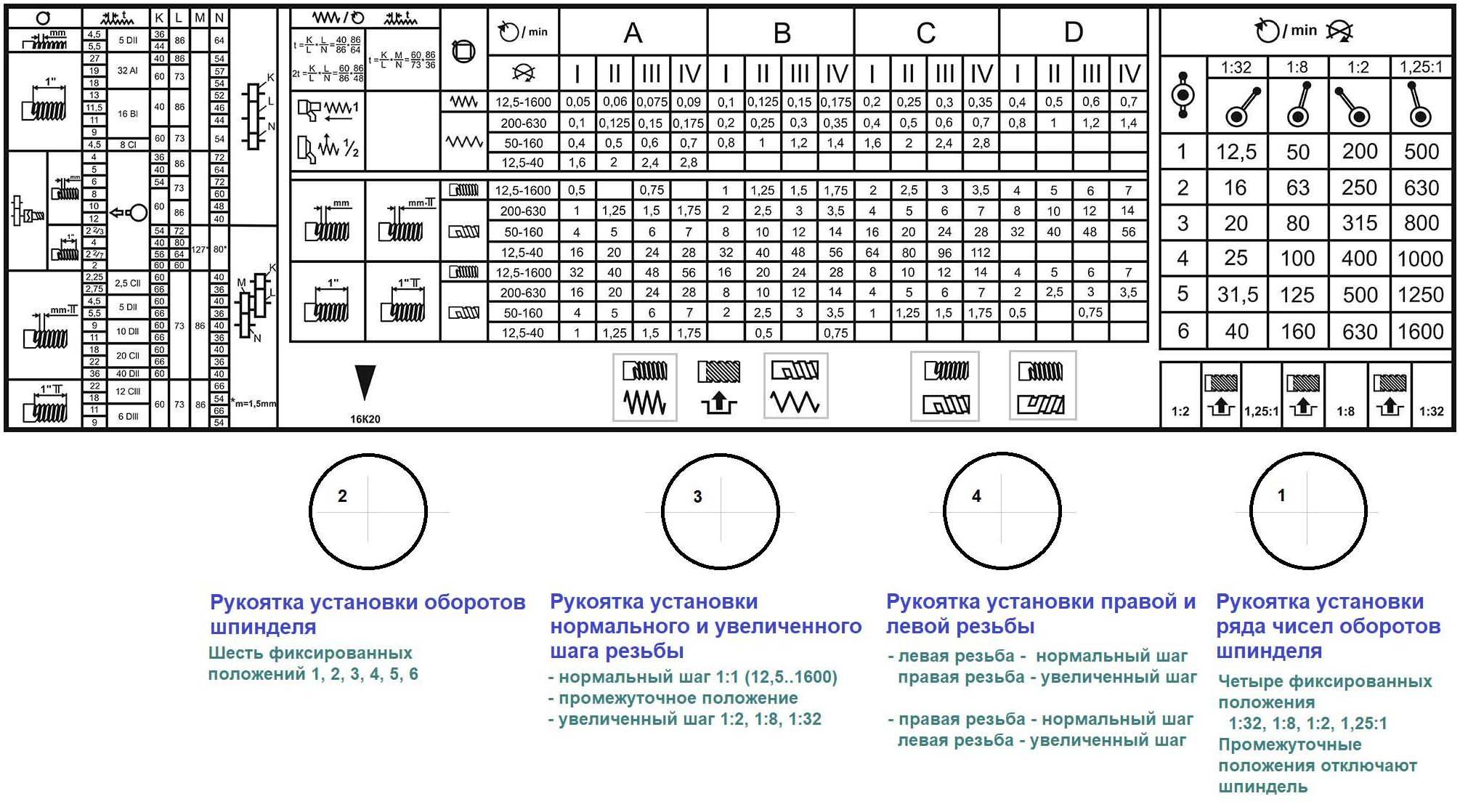
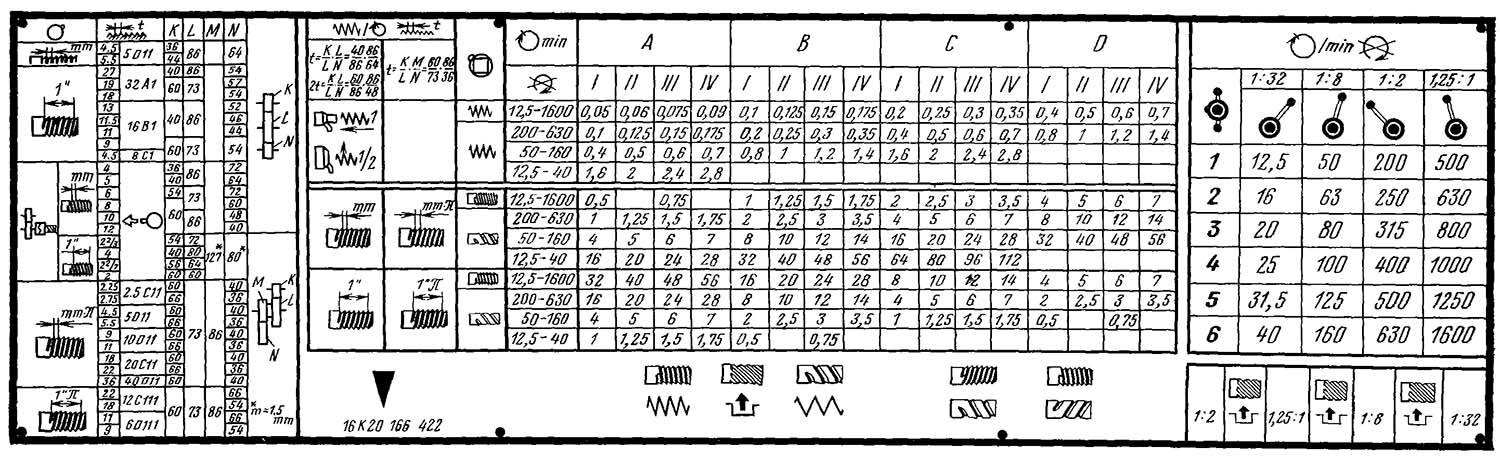
Схема органов управления токарным станком
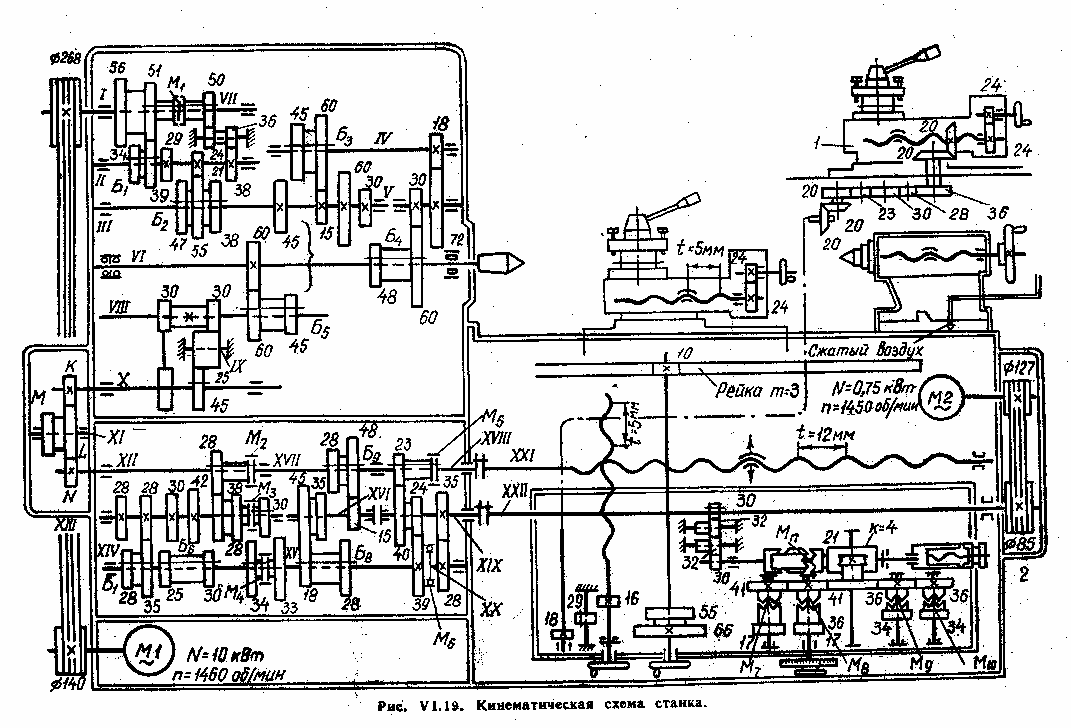
Схема кинематическая
Чертеж на рисунке отображает механические связи между ключевыми компонентами и наглядно показывает их взаимодействие. Условные обозначения общепринятые. Под выноской рядом со звездочкой указано число заходов червяка, а над ним количество зубьев шестерни.
Принцип работы станка
Изготовление деталей на этом станке происходит методом обработки резанием. Он состоит в том, что с поверхности заготовки снимается верхний слой металла, называемый припуском. Результатом будет изделие, являющееся телом вращения необходимой формы. Для этого зафиксированную заготовку вращают, а режущей инструмент перемещают вдоль оси ее вращения, при необходимости меняя глубину резания.
Эксплуатация
Небольшое увеличение зазоров между сопряженными деталями, приводящее к снижению точности обработки, устраняется регулировкой. А значительный износ требует ремонта или замены деталей. Для сокращения изнашивания и предупреждения механических поломок при работе необходимо выполнять правила ухода за оборудованием.
Главное движение
Так как процесс резания происходит за счет энергии вращения болванки его принято называть главным движением оборудования токарной группы. Привод главного движения состоит из односкоростного асинхронного электродвигателя трехфазного тока, укомплектованного механической коробкой передач.
Движение подачи
Поступательное перемещение инструмента, обеспечивающее контакт резца с поверхностью заготовки в нужной точке, называют движением подачи. Его привод переключается в зависимости от выполняемой задачи и может быть ручной или механический за счет мощности главного привода.
Подачи и главное движение являются основными движениями оборудования токарной группы.
Продольная и поперечная подачи суппорта
Для перемещения суппорта вдоль и поперек оси вращения болванки служат соответственно продольные и поперечные салазки. Каждые из них оснащены своим направляющими и винтовым приводом. Поперечная подача позволяет менять глубину резания и в комбинации с продольной формировать необходимую поверхность детали.
Нарезание многозаходной резьбы
Подбор сменных шестерен делается также как для нарезки однозаходной резьбы. С той разницей, что для определения хода резьбы ее шаг нужно умножить на число заходов. Если привод верхних салазок суппорта не слишком изношен, деление на заходы можно сделать, установив последние параллельно оси вращения детали. После нарезки канавки первого захода резец, отведенный от металла, возвращают к ее началу. Затем отводят резец на расстояние равное шагу резьбы от первого захода. После чего начинают резать второй.
Обработка фасонных поверхностей
производство изделий со сложными поверхностями возможно несколькими способами:
- Обычными резцами при помощи чередования продольной и поперечной ручной подачи.
 Способ имеет низкую точность и производительность. Требует отработанной техники исполнения.
Способ имеет низкую точность и производительность. Требует отработанной техники исполнения. - Специальными фасонными резцами. Метод высокопроизводительный, но требует наличия нестандартных резцов.
- Обычными резцами с помощью копиров или приспособлений для круговой подачи. Метод высокопроизводительный, но требует изготовления или наличия приспособлений.
Профилактика и ремонт
Мероприятия ежедневного ухода
Перед началом работы:
- Осмотр станка.
- Смазка ходового винта и валика.
- Контроль количества масла.
- Включение с проверкой узлов без нагрузки.
Во время работы:
- Переключать подачи и передачи только после окончательной остановки движущихся узлов.
- Работая с чугуном или абразивными материалами накрывать направляющие плотной тканью.
После окончания рабочего времени: отключить электропитание, убрать стружку, протереть ветошью, смоченной в керосине, и смазать маслом открытые направляющие.
Неисправности и их устранение
| Симптомы | Причина | Метод исправления |
| Овальность детали или растачиваемого отверстия. | Биение болванки в патроне. | Расточка кулачков. |
| Люфт пиноли или непрочность крепления упорной бабки. | Регулировка или ремонт пиноли. | |
| Смещение оси отверстия. | Несоосность шпиндельного вала и задней бабки. | Регулировка. Либо ремонт с регулировкой. |
| Значительный конус цилиндрических деталей. | Несовпадение центров шпиндельного вала и упорной бабки. | Регулировка. |
| Износ направляющих суппорта или станины | Регулировка или ремонт. | |
| Нестабильность размера при торцевании. | Осевой люфт шпиндельного вала. | Замена опор вращения. |
Незначительное увеличение зазоров суппорта устраняется регулировкой клиньями в направляющих поперечных или верхних салазках, и юстировочными винтами задней направляющей продольных салазок. Затем отводя салазки на максимальное расстояние, убеждаются в плавности их перемещения. Неплотность винтового привода поперечных салазок устраняют регулировкой винтами, находящимися за площадкой резцедержателя.
Затем отводя салазки на максимальное расстояние, убеждаются в плавности их перемещения. Неплотность винтового привода поперечных салазок устраняют регулировкой винтами, находящимися за площадкой резцедержателя.
Аналоги токарно-винторезного станка 16К20
Удачная конструкция 16К20 способствовала тому, что машиностроительной промышленностью СССР, а позднее и России часто выпускалось идентичное ему оборудование. Это и современники, например, 1К62, 1В62, 1К625, 1В625, 16В20, ГС526. И его преемник TRENS SN 50C выпуск, которого начался после снятия с производства 16К20.
Краткое описание и основные технические характеристики 16К20 Универсальный токарно-винторезный станок
16K20Проектирован для замены устаревшего 1K62. Его выпуск начался в 1973 году на заводе «Красный пролетарий» в Москве. Как следует из обозначения, станок имел расстояние между осью шпинделя и направляющими на раме 200 мм.
Выпуск станка был огромен, и он быстро стал основным металлорежущим оборудованием на предприятиях СССР. Для удовлетворения спроса производство ряда единиц осуществлялось на дополнительном заводе в Гомеле.После ликвидации основного завода «Красный пролетарий» все оставшееся оснащение было перенесено туда. В настоящее время на Гомельском заводе выпускается машина GS526U, глубоко модернизированная 16K20.
Для удовлетворения спроса производство ряда единиц осуществлялось на дополнительном заводе в Гомеле.После ликвидации основного завода «Красный пролетарий» все оставшееся оснащение было перенесено туда. В настоящее время на Гомельском заводе выпускается машина GS526U, глубоко модернизированная 16K20.
Область применения станка очень широка и включает в себя различные токарные работы и резьбу резьбы по деталям. Технические характеристики токарного станка 16К20 позволили использовать его для единичного и крупносерийного производства деталей.
Нижняя часть машины
Основание машины представляет собой коробчатую раму, установленную на монолитной основе.Благодаря своей форме эта конструкция обладает высокой жесткостью, что очень важно для станков. Материал для кровати и основания — высокопрочный чугун. На основании имеются точки крепления оборудования к фундаменту или полу.
Главный двигатель расположен у основания машины и поддона для сбора стружки и использованной смазочно-охлаждающей жидкости (охлаждающей жидкости). На правой стороне рамы расположен дополнительный электродвигатель для ускоренного перемещения опоры, что позволило улучшить технические характеристики 16К20.Сверху рамы смонтированы полированные направляющие, по которым движутся фартук и задняя бабка.
На правой стороне рамы расположен дополнительный электродвигатель для ускоренного перемещения опоры, что позволило улучшить технические характеристики 16К20.Сверху рамы смонтированы полированные направляющие, по которым движутся фартук и задняя бабка.
Улучшение условий труда
Машина оснащена стальным фиксированным защитным экраном, установленным за рамой. Кроме того, на подставке машины имеется отдельный прозрачный клапан. Этот щит зафиксирован и может быть откинут.
При разработке станка было уделено внимание уменьшению количества манипуляций при настройке режимов резания. Для этого все регулировочные столы и ручки для выбора скорости вращения и подачи компактно размещаются на передней части бабки.Для быстрого перемещения задней бабки может использоваться так называемая «воздушная подушка» — подача сжатого воздуха (от заводской линии) между направляющими рамы и передней бабкой. Благодаря этим и ряду других улучшений удалось улучшить основные технические характеристики 16К20.
Электрооборудование
Электрооборудование машины размещено на отдельной панели управления, прикрепленной к задней стенке бабки.
Высокие технические характеристики станка 16К20 обеспечиваются мощным мотором главного привода.Мотор развивает мощность до 10 кВт при скорости вращения вала 1600 об / мин. По специальному заказу был установлен еще более вращающийся двигатель — до 2000 оборотов.
Кинематика главной цепи движения
От главного двигателя вращение передается ременной передачей на главный вал редуктора. Для обеспечения технических характеристик вал 16К20 оснащен многодисковой двусторонней муфтой. Это устройство обеспечивает обратимую работу машины. На двух дополнительных валах коробки имеются редукторы.Переключая эти блоки, станок получает 12 основных скоростей вращения шпинделя — шесть высоких и шесть низких.
.
Краткое описание и основные технические характеристики 16К20 Универсальный токарно-винторезный станок
16K20Проектирован для замены устаревшего 1K62. Его выпуск начался в 1973 году на заводе «Красный пролетарий» в Москве. Как следует из обозначения, станок имел расстояние между осью шпинделя и направляющими на раме 200 мм.
Его выпуск начался в 1973 году на заводе «Красный пролетарий» в Москве. Как следует из обозначения, станок имел расстояние между осью шпинделя и направляющими на раме 200 мм.
Выпуск станка был огромен, и он быстро стал основным металлорежущим оборудованием на предприятиях СССР. Для удовлетворения спроса производство ряда единиц осуществлялось на дополнительном заводе в Гомеле.После ликвидации основного завода «Красный пролетарий» все оставшееся оснащение было перенесено туда. В настоящее время на Гомельском заводе выпускается машина GS526U, глубоко модернизированная 16K20.
Область применения станка очень широка и включает в себя различные токарные работы и резьбу резьбы по деталям. Технические характеристики токарного станка 16К20 позволили использовать его для единичного и крупносерийного производства деталей.
Нижняя часть машины
Основание машины представляет собой коробчатую раму, установленную на монолитной основе.Благодаря своей форме эта конструкция обладает высокой жесткостью, что очень важно для станков. Материал для кровати и основания — высокопрочный чугун. На основании имеются точки крепления оборудования к фундаменту или полу.
Материал для кровати и основания — высокопрочный чугун. На основании имеются точки крепления оборудования к фундаменту или полу.
Главный двигатель расположен у основания машины и поддона для сбора стружки и использованной смазочно-охлаждающей жидкости (охлаждающей жидкости). На правой стороне рамы расположен дополнительный электродвигатель для ускоренного перемещения опоры, что позволило улучшить технические характеристики 16К20.Сверху рамы смонтированы полированные направляющие, по которым движутся фартук и задняя бабка.
Улучшение условий труда
Машина оснащена стальным фиксированным защитным экраном, установленным за рамой. Кроме того, на подставке машины имеется отдельный прозрачный клапан. Этот щит зафиксирован и может быть откинут.
При разработке станка было уделено внимание уменьшению количества манипуляций при настройке режимов резания. Для этого все регулировочные таблицы и ручки для выбора s
.
Станок 16К20Ф3: технические характеристики и описание Токарно-винторезный станок
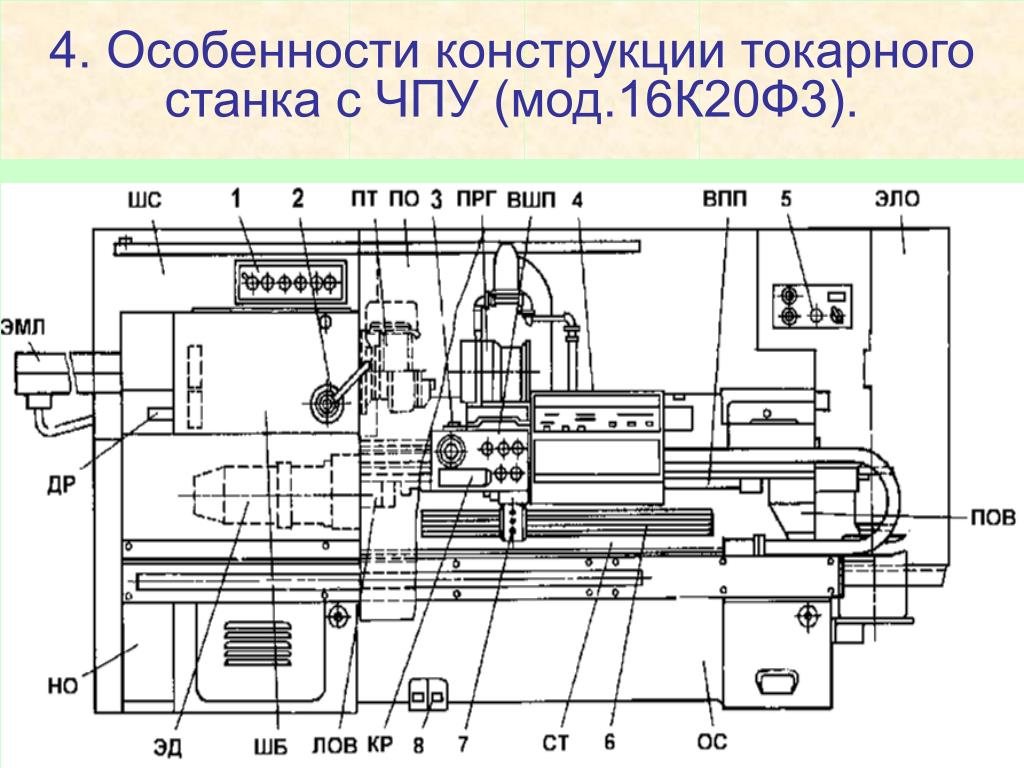
16К20Ф3, технические характеристики которого будут рассмотрены ниже, создан на базе агрегата 16К20, он используется в основном в мелкосерийном производстве.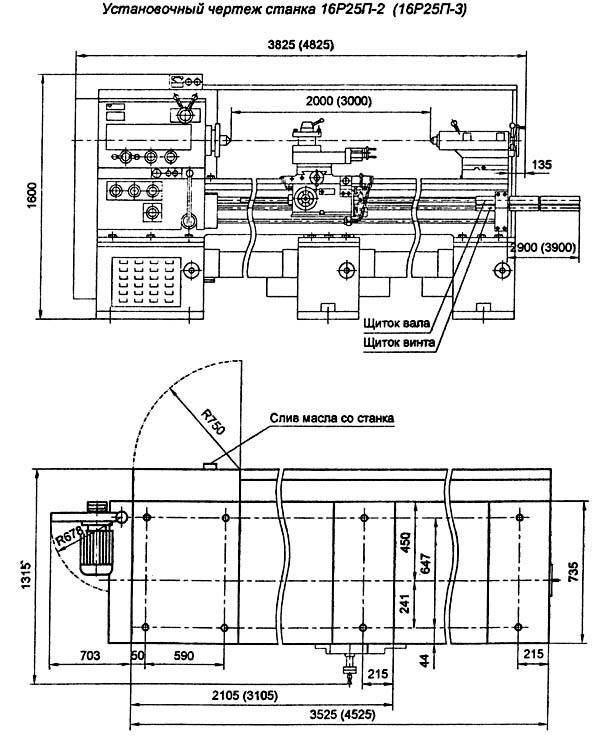 Обе машины имеют единую конструктивную часть и общий принцип работы. Устройство позволяет обрабатывать внешние и внутренние поверхности заготовок длиной до 1000 миллиметров. Числовое программное обеспечение предоставляет дополнительные функции и облегчает обслуживание устройства.
Обе машины имеют единую конструктивную часть и общий принцип работы. Устройство позволяет обрабатывать внешние и внутренние поверхности заготовок длиной до 1000 миллиметров. Числовое программное обеспечение предоставляет дополнительные функции и облегчает обслуживание устройства.
Из чего он состоит?
Технические характеристики 16K20F3 обусловлены конструкцией и кинематической схемой машины. Устройство выполнено в традиционной компоновке, которая соответствует универсальным стандартам, а также позволяет производить широкий спектр операций.
Комплектующие:
- Рама (рама).
- Рама.
- Каретка опоры.
- Держатель инструмента поворотного типа.
- Задняя и шпиндельная головка.
- Автоматическая раздаточная коробка.
- Направляющие элементы.
- Электромагнитные муфты.
- Поперечные и продольные приводы.
- Гидравлический усилитель мощности.
Принцип работы
Станок 16K20F3, технические характеристики которого позволяют выбирать до 9 скоростей вращения вала, работает следующим образом:
- Металлическая деталь установлена в шпинделе, приводимом клиноременным приводом от электрический двигатель.
- Скорость обработки корректируется с помощью автоматической коробки и шпинделя в сборе.
- Автоматическая коробка оснащена шестью электромагнитными муфтами, комбинированное включение которых позволяет выбрать необходимую скорость.
- Для увеличения или уменьшения пульсации используются шестерни головки шпинделя. Они управляются вручную, регулируют до 12 позиций.
- Каретка агрегата приспособлена для продольного перемещения с помощью электромагнитного привода.
- Поперечное скольжение суппорта и держателя инструмента осуществляется через привод, зубчатое колесо и ходовой винт.
- Поворотный держатель зубила может быть установлен в нескольких положениях с изменением углов обработки и горизонтальной оси вращения плоскости. Кроме того, в этих манипуляциях монтируется поперечная опора.
- Держатель инструмента расположен на держателе инструмента, рассчитанном на использование не более шести резцов, обрабатывающих заготовку в соответствии с указанной программой.

Гидравлический привод
Этот узел токарного станка 16К20Ф3, технические характеристики которого подтверждают, обеспечивают все основные процессы, связанные с функционированием рабочих элементов.Гидравлический привод состоит из следующих частей:
- Пары гидроусилителя.
- Управляющий насос.
- Драйв.
- Бак с маслом.
- Контрольное оборудование.
Маркировка
Токарный агрегат 16К20Ф3, технические характеристики которого будут рассмотрены далее, имеет маркировку. Его декодирование выглядит следующим образом:
- Индекс «1» — токарный станок.
- 6 — винторезный.
- К — производство.
- 20 — указатель роста по центрам в сантиметрах.
- F3 — оборудование с ЧПУ.
Оборудование данной категории имеет стандартную мощность в пределах 10-11 кВт, класс точности соответствует ГОСТ 8-82-П.
Станки с ЧПУ 16K20F3: технические характеристики
Параметры рассматриваемого оборудования:
- Размеры — 3,7 / 2,2 / 1,65 м.
- Вес — 400 кг.
- Количество скоростей -22.
- Диаметр отверстия 53 мм.
- Центр перо — Морзе 5.
- Рабочий диапазон от 12.От 5 до 2000 об / мин, в зависимости от выбранной скорости.
- Размер шага 0,01-40 мм.
- Высота инструмента 25 мм.
- Продольные / поперечные ходы — 5000/7500 мм / мин.
Описание
Токарный станок 16К20ФЗ, технические характеристики которого указаны выше, оснащен чугунной станиной, которая подвергается шлифованию, что обеспечивает длительный период эксплуатации. Главный привод — электродвигатель мощностью 11 кВт. Гарантирует крутящий момент до 800 Нм.Это позволяет отрегулировать обработку заготовки с максимальной точностью до требуемых размеров.
Шпиндель агрегата имеет диаметр отверстия 55 мм с возможностью крепления штифтов различного диаметра. Специальные турели используются для специальных операций, значительно расширяя возможности токарного оборудования. Это устройство наиболее подвержено износу, поскольку планетарная коробка передач деформируется в результате вымирания зубов или разрушения эксцентрика. Во избежание таких последствий поможет регулярно следить за состоянием механизмов и своевременной профилактической работой.Смазка деталей осуществляется при включении оборудования на разные элементы. Программа управления в автоматическом режиме определяет цикл подачи смазки на узлы оборудования.
Во избежание таких последствий поможет регулярно следить за состоянием механизмов и своевременной профилактической работой.Смазка деталей осуществляется при включении оборудования на разные элементы. Программа управления в автоматическом режиме определяет цикл подачи смазки на узлы оборудования.
Краткое описание и основные технические характеристики 16К20
Станок токарно-винторезный универсальный 16К20Разработан взамен устаревшего 1К62. Его выпуск начался в 1973 году на заводе «Красный пролетарий» в Москве. Как следует из обозначения, станок имел расстояние между осью шпинделя и направляющими на станине 200 мм.
Его выпуск начался в 1973 году на заводе «Красный пролетарий» в Москве. Как следует из обозначения, станок имел расстояние между осью шпинделя и направляющими на станине 200 мм.
Производительность станка была огромной, и он быстро стал основным металлорежущим оборудованием на предприятиях СССР. Для удовлетворения спроса производство ряда агрегатов было осуществлено дополнительным заводом в Гомеле. После ликвидации главного завода «Красный пролетарий» туда была переведена вся оставшаяся оснастка. В настоящее время Гомельский завод выпускает машину ГС526У, представляющую собой глубоко модернизированную 16К20.
Область применения станка очень широка и включает в себя различные токарные работы и нарезание резьбы на деталях. Технические характеристики токарного станка 16К20 позволяли использовать его для единичного и крупносерийного изготовления деталей.
Нижняя часть станка
Основой станка является коробчатая рама, установленная на монолитном основании. Благодаря своей форме эта конструкция обладает высокой жесткостью, что очень важно для станков. Материал станины и основания – высокопрочный чугун. На основании имеются точки крепления оборудования к фундаменту или полу.
Благодаря своей форме эта конструкция обладает высокой жесткостью, что очень важно для станков. Материал станины и основания – высокопрочный чугун. На основании имеются точки крепления оборудования к фундаменту или полу.
Главный двигатель расположен в основании станка и поддон для сбора стружки и отработанной смазочно-охлаждающей жидкости (СОЖ). С правой стороны рамы установлен дополнительный электродвигатель для ускоренного перемещения опоры, что позволило улучшить технические характеристики 16К20. Сверху на раме установлены полированные направляющие, по которым перемещается фартук и задняя бабка.
Улучшение условий труда
Машина оборудована стальным несъемным защитным щитом, установленным за рамой. Кроме того, на подставке машины имеется отдельный прозрачный лючок. Этот щит закреплен и может быть откинут.
При разработке станка уделялось внимание уменьшению количества манипуляций при настройке режимов резания. Для этого все регулировочные таблицы и ручки выбора скоростей вращения и подачи компактно размещены на передней части передней бабки. Для быстрого перемещения задней бабки может использоваться так называемая «воздушная подушка» — подача сжатого воздуха (из заводской магистрали) между направляющими рамы и передней бабкой. Благодаря этим и ряду других доработок удалось улучшить основные технические характеристики 16К20.
Для быстрого перемещения задней бабки может использоваться так называемая «воздушная подушка» — подача сжатого воздуха (из заводской магистрали) между направляющими рамы и передней бабкой. Благодаря этим и ряду других доработок удалось улучшить основные технические характеристики 16К20.
Электрооборудование
Электрооборудование станка размещено в отдельном щите управления, закрепленном на задней стенке передней бабки.
Высокие технические характеристики станка 16К20 обеспечиваются мощным двигателем главного привода. Двигатель развивает мощность до 10 кВт при частоте вращения вала 1600 об/мин. По специальному заказу был установлен еще более оборотистый двигатель — до 2000 оборотов.
Кинематика цепи главного движения
От главного двигателя вращение передается ременной передачей на главный вал коробки передач. Для обеспечения технических характеристик вал 16К20 оснащен многодисковой муфтой двухстороннего действия. Это устройство обеспечивает реверсивность работы машины. На двух дополнительных валах коробки установлены блоки шестерен. Переключая эти блоки, станок получает 12 основных скоростей вращения шпинделя — шесть высоких и шесть низких.
На двух дополнительных валах коробки установлены блоки шестерен. Переключая эти блоки, станок получает 12 основных скоростей вращения шпинделя — шесть высоких и шесть низких.
Для расширения сферы применения и более полной реализации технических характеристик коробка передач 16К20 имеет так называемую увеличенную группу шестерен. Перебор позволяет получить 12 дополнительных скоростей — шесть из них будут в восемь раз медленнее, а шесть раз в 32 раза медленнее. Всего коробка имеет 24 скорости и позволяет изменять скорость вращения шпинделя в диапазоне 12,5-1600 оборотов. Когда машина реверсирована, переборочная группа не используется.
16К20 в наши дни
Несмотря на появление более точного и функционального оборудования, станок широко используется в наше время на многих машиностроительных предприятиях. По соотношению «цена — точность обработки» 16К20 находится в очень выгодном положении. Оборудование крайне неприхотливое, обслуживание не дорогое.
Одним из больших недостатков 16К20 была ненадежность электрики. Поэтому предпочтительнее использовать машины после проведенного капитального ремонта с заменой всех ненадежных узлов и узлов.
Исследование связанных термогидромеханических динамических характеристик насыщенных пористых глубоководных отложений при вибрации горнодобывающей машины
Исследование связанных термогидромеханических динамических характеристик насыщенных пористых глубоководных отложений при вибрации горной машины
Скачать PDF
Скачать PDF
- Открытый доступ
- Опубликовано:
- Вэй Чжу 1 ,
- Синьюй Ши 2 ,
- Жун Хуан 3 ,
- Лиюэ Хуан 4 и
- …
- Венбо Ма 4
Прикладная математика и механика
том 42 , страницы 1349–1362 (2021)Процитировать эту статью
294 доступа
8 цитирований
Сведения о показателях
Abstract
Чрезмерная деформация глубоководных отложений, вызванная вибрацией горной машины, отрицательно скажется на эффективности и безопасности горных работ. В сочетании с глубоководной средой исследуется сопряженная термогидромеханическая задача для насыщенных пористых глубоководных отложений, подверженных вибрации горнодобывающей машины. На основе обобщенной теории термоупругости Грина-Линдсея (Г-Л) и закона Дарси создана модель термогидромеханических динамических откликов насыщенных пористых глубоководных отложений при вибрации горнодобывающей машины. Мы получаем аналитические решения безразмерного вертикального смещения, избыточного порового давления воды, вертикального напряжения, температуры и изменения поля объемной доли с помощью метода анализа нормального режима и изображаем их графически. Метод анализа нормального режима использует каноническое преобразование координат для решения уравнения, которое может быстро разделить уравнение, игнорируя модальный эффект связи на основе канонического режима. Результаты показывают, что частота вибрации оказывает очевидное влияние на вертикальное смещение, избыточное поровое давление воды, вертикальное напряжение и изменение поля объемной доли.
В сочетании с глубоководной средой исследуется сопряженная термогидромеханическая задача для насыщенных пористых глубоководных отложений, подверженных вибрации горнодобывающей машины. На основе обобщенной теории термоупругости Грина-Линдсея (Г-Л) и закона Дарси создана модель термогидромеханических динамических откликов насыщенных пористых глубоководных отложений при вибрации горнодобывающей машины. Мы получаем аналитические решения безразмерного вертикального смещения, избыточного порового давления воды, вертикального напряжения, температуры и изменения поля объемной доли с помощью метода анализа нормального режима и изображаем их графически. Метод анализа нормального режима использует каноническое преобразование координат для решения уравнения, которое может быстро разделить уравнение, игнорируя модальный эффект связи на основе канонического режима. Результаты показывают, что частота вибрации оказывает очевидное влияние на вертикальное смещение, избыточное поровое давление воды, вертикальное напряжение и изменение поля объемной доли. Амплитуда нагрузки оказывает большое влияние на физические величины в фундаменте, и изменения физических величин увеличиваются с увеличением амплитуды нагрузки.
Амплитуда нагрузки оказывает большое влияние на физические величины в фундаменте, и изменения физических величин увеличиваются с увеличением амплитуды нагрузки.
Скачайте, чтобы прочитать полный текст статьи
Справочные материалы
WATZEL, R., RUHLEMANN, C. и VINK, A. Добыча полезных ископаемых с морского дна: возможности и проблемы. Морская политика , 114 , 103828 (2020)
Статья
Google Scholar
ХАЙН, Дж. Р., КОНРАД, Т. А., и СТАУДИГЕЛЬ, Х. Месторождения полезных ископаемых в подводных горах: источник редких металлов для высокотехнологичных отраслей. Океанография , 23 (1), 184–189 (2010)
Статья
Google Scholar
ТОРО, Н., РОБЛЕС, П. и ДЖЕЛДРЕС, Р.
 И. Минеральные ресурсы морского дна, альтернатива возобновляемым источникам энергии в будущем: критический обзор. Обзоры рудной геологии , 126 , 103699 (2020)
И. Минеральные ресурсы морского дна, альтернатива возобновляемым источникам энергии в будущем: критический обзор. Обзоры рудной геологии , 126 , 103699 (2020)Статья
Google Scholar
ЛЮ, Ю. С., ЛУО, Г. Л., и ЧЖУАН, Ю. Состояние и прогноз эксплуатации Китаем возобновляемых морских энергетических ресурсов. Journal of Coastal Research , 73 , 193–196 (2015)
Статья
Google Scholar
ПЕТЕРСЕН С., КРТШЕЛЛ А., АВГУСТИН Н., ДЖЕЙМИСОН Дж., ХАЙН Дж. Р. и ХАННИНГТОН М. Д. Новости геологических характеристик морского дна и ресурсного потенциала глубоководных минеральных ресурсов. Морская политика , 70 , 175–187 (2016)
Статья
Google Scholar
WANG, S.L., BAI, F.L., HUANG, W.X., и SUN, Z.T.
 Текущее состояние и проблемы разведки и разработки минеральных ресурсов металлов в мировом океане. Морская геология и четвертичная геология , 40 (3), 160–170 (2020)
Текущее состояние и проблемы разведки и разработки минеральных ресурсов металлов в мировом океане. Морская геология и четвертичная геология , 40 (3), 160–170 (2020)Google Scholar
MO, L. и LIU, S. Q. Сотрудничество с островными странами южной части Тихого океана в разведке и разработке глубоководных минеральных ресурсов (на китайском языке). China Mining Magazine , 18 (6), 43–45 (2009)
Google Scholar
ЛАСТИ, П. А. Дж. и Мертон, Б. Дж. Глубоководные месторождения полезных ископаемых: ресурсы металлов и окна в земные процессы. Элементы , 14 (25), 301–306 (2018)
Артикул
Google Scholar
НАГЕНДЕР, Н. Б. и ШАРМА, Р. Окружающая среда и глубоководная добыча полезных ископаемых: перспектива.
 Морские георесурсы и геотехнология , 18 (3), 285–294 (2000)
Морские георесурсы и геотехнология , 18 (3), 285–294 (2000)Статья
Google Scholar
ФЭН, Ю. Л., ЛИ, Х. Р., и Чжан, В. М. Будущие тенденции в технологии глубоководной разработки морского дна. Journal of the University of Science and Technology Beijing , 6 (1), 4–7 (1999)
Google Scholar
LIU, S.J., LIU, C., и DAI, Y. Состояние и прогресс в исследованиях и разработках оборудования для глубоководной добычи (на китайском языке). Журнал машиностроения , 50 (2), 8–12 (2014)
Статья
Google Scholar
DAI, Y., LI, X.Y., YIN, W.W., HUANG, Z.H., и XIE, Y. Динамический анализ системы глубоководных горных трубопроводов с учетом как внутреннего, так и внешнего потока. Морская геотехнология , 39 (4), 408–418 (2021)
Статья
Google Scholar
YANG, GS, CHEN, D.
 D., LI, WH, и LIU, X. Исследование общей конструкции глубоководного горнодобывающего судна на основе системы гидравлического подъема трубопровода (на китайском языке). Судостроение , 41 (1), 23–27 (2019)
D., LI, WH, и LIU, X. Исследование общей конструкции глубоководного горнодобывающего судна на основе системы гидравлического подъема трубопровода (на китайском языке). Судостроение , 41 (1), 23–27 (2019)Google Scholar
ДИН, Л. Х. и ГАО, Ю. К. Исследование и разработка глубоководного коллектора для добычи полезных ископаемых (на китайском языке). Исследования и разработки в области горного дела , A1 , 52–56 (2006)
Google Scholar
WANG, Z. Q., LU, Y. и BAI, CH. Численный анализ разжижения почвы, вызванного взрывом. Компьютеры и геотехника , 35 (2), 196–209 (2008)
Статья
Google Scholar
ХАКАМ А., ЮЛИЕТ Р., РИСАЯНТИ, ПУТРА Х. Г. и СУНАРЕ. Устойчивость фундамента на песчаном грунте из-за избыточного порового давления воды: лабораторные наблюдения.
 Серия конференций IOP: Науки о Земле и окружающей среде , 361 (1), 012011 (2019)
Серия конференций IOP: Науки о Земле и окружающей среде , 361 (1), 012011 (2019)Google Scholar
КУНГА А., СВОБОДОВА К., ЛЕБРЕА Э., ВАЛЕНТА Р., КЕМПА Д. и ОВЕНА Дж. Р. Управление глубоководной добычей полезных ископаемых в условиях неопределенности. Journal of Environmental Management , 279 , 111593 (2020)
Статья
Google Scholar
ДЖОНС, Д. О. Б., ДЕРДЕН, Дж. М., МЕРФИ, К., ГЬЕРДЕ, К. М., ГЕБИКА, А., КОЛОКО, А., МОРАТО, Т., КУВЕЛЬЕ, Д., и БИЛЛЕТ, Д. С. М. Существующие подходы к управлению окружающей средой, относящиеся к глубоководная добыча. Морская политика , 103 , 172–181 (2019)
Статья
Google Scholar
СМИТ Ч. Р., ТУННИКЛИФФ В., КОЛАКО А., ДРАЗЕН Дж. К., ГОЛЛНЕР С., ЛЕВИН Л.
 А., МЕСТРЕ Н. К., МЕТАКСАС А., МОЛОДЦОВА Т. Н., МОРАТО Т., СВИТМАН , A.K., WASHBURN, T., и AMON, D.J. Глубоководные заблуждения вызывают недооценку воздействия добычи на морском дне. Trends in Ecology & Evolution , 35 (10), 853–857 (2020)
А., МЕСТРЕ Н. К., МЕТАКСАС А., МОЛОДЦОВА Т. Н., МОРАТО Т., СВИТМАН , A.K., WASHBURN, T., и AMON, D.J. Глубоководные заблуждения вызывают недооценку воздействия добычи на морском дне. Trends in Ecology & Evolution , 35 (10), 853–857 (2020)Статья
Google Scholar
ВАТАНАБЕ Х.К., ШИГЕНО С., ФУДЗИКУРА К., МАЦУИ Т., КАТО С. и ЯМАМОТО Х. Состав фауны глубоководных гидротермальных жерл на дуге Идзу-Бонин-Мариана , северо-западная часть Тихого океана. Deep-Sea Research Part I, Oceanographic Research Papers , 149 , 103050 (2019)
Статья
Google Scholar
. ИАДАКИ, М • Воздействие глубоководной добычи полезных ископаемых на микробные экосистемные услуги. Лимнология и океанография , 65 (7), 1489–1510 (2020)
Статья
Google Scholar
БИОТ, М.
 А. Термоупругость и необратимая термодинамика. Journal of Applied Physics , 27 (3), 240–253 (1956)
А. Термоупругость и необратимая термодинамика. Journal of Applied Physics , 27 (3), 240–253 (1956)Статья
MathSciNet
МАТЕМАТИКАGoogle Scholar
ЛОРД Х.В. и ШУЛЬМАН Ю. Обобщенная динамическая теория термоупругости. Journal of the Mechanics and Physics of Solids , 15 , 299–309 (1967)
Статья
МАТЕМАТИКАGoogle Scholar
ГРИН А. Э. и ЛИНДСЕЙ К. А. Термоупругость. Journal of Elasticity , 2 (1), 1–7 (1927)
Статья
МАТЕМАТИКАGoogle Scholar
ГРИН А. Э. и НАГДИ П. М. Пересмотр основных постулатов термомеханики. Proceedings of the Royal Society: Mathematical and Physical Sciences , 432 (1885), 171–194 (1991)
MathSciNet
МАТЕМАТИКАGoogle Scholar
ГРИН А.
 Е. и НАГДИ П.М. О незатухающих тепловых волнах в упругом твердом теле. Journal of Thermal Stresses , 15 (2), 253–264 (1992)
Е. и НАГДИ П.М. О незатухающих тепловых волнах в упругом твердом теле. Journal of Thermal Stresses , 15 (2), 253–264 (1992)Статья
MathSciNetGoogle Scholar
ГРИН А. Э. и НАГДИ П. М. Термоупругость без диссипации энергии. Journal of Elasticity , 31 (3), 189–208 (1993)
Статья
MathSciNet
МАТЕМАТИКАGoogle Scholar
GUO, Y., ZHU, H.B., XIONG, C.B., and YU, L.N. Двумерная обобщенная термогидромеханическая связанная задача для пороупругого полупространства. Волны в случайных и сложных средах , 30 (4), 738–758 (2020)
Статья
MathSciNetGoogle Scholar
LIU, G.B., YAO, HL, YANG, Y. и LU, Z. Сопряжение термогидромеханического динамического отклика пористой упругой среды (на китайском языке).
 Механика горных пород и грунтов , 28 (9), 1784–1788 (2007)
Механика горных пород и грунтов , 28 (9), 1784–1788 (2007)Google Scholar
WANG, XC, GE, ZJ, и WU, HW. Алгебраический многосеточный метод для связанных термогидромеханических задач. Прикладная математика и механика ( английское издание ), 23 (12), 1464–1471 (2002) https://doi.org/10.1007/BF02438387
Статья
МАТЕМАТИКАGoogle Scholar
LU, Z., YAO, HL, LIU, G.B. и LUO, XW. Исследование характеристик пористого основания, подверженного подвижным нагрузкам, на основе обобщенной теории термоупругости (на китайском языке). Китайский журнал горной механики и инженерии , 28 (A2), 4014–4020 (2009)
Google Scholar
БАИ, Б. Флуктуационные реакции насыщенных пористых сред, подвергающихся циклической тепловой нагрузке.
 Компьютеры и геотехника , 33 (8), 396–403 (2006)
Компьютеры и геотехника , 33 (8), 396–403 (2006)Статья
Google Scholar
CHEN, W. Z., TAN, X. J., YU, H. D., WU, G. J. и JIA, X. P. Полностью связанная термогидромеханическая модель для ненасыщенных пористых сред. Journal of Rock Mechanics and Geotechnical Engineering , 1 (1), 31–40 (2009)
Статья
Google Scholar
XIONG, CB, GUO, Y. и DIAO, Y. Динамические реакции насыщенных пористых оснований при сопряженных термогидромеханических воздействиях (на китайском языке). Прикладная математика и механика , 39 (6), 689–699 (2018)
Google Scholar
XIONG, CB, HU, JJ, and GUO, Y. Динамический отклик насыщенного пористого эластичного основания в условиях анизотропии пористости (на китайском языке).
 Китайский журнал теоретической и прикладной механики , 52 (4), 1120–1130 (2020)
Китайский журнал теоретической и прикладной механики , 52 (4), 1120–1130 (2020)Google Scholar
QIN, B., CHEN, Z.H., FANG, Z.D., SUN, S.G., FANG, X.W. и WANG, J. Анализ связанного термогидромеханического поведения ненасыщенных грунтов на основе теории смесей I. Applied Mathematics and Mechanics ( English Edition ), 31 (12), 1561–1576 (2010) https://doi.org/10.1007/s10483-010-1384-6
Статья
MathSciNet
МАТЕМАТИКАGoogle Scholar
IESAN, D. Теория термоупругих материалов с пустотами. Acta Mechanica , 60 (1–2), 67–89 (1986)
Артикул
Google Scholar
РАЙЛИ, Дж. П. и СКИРРОУ, Г. Химическая океанография, том I , Academic Press, Нью-Йорк, 1–38 (1998)
Google Scholar
NI, JY, ZHOU, HY, PAN, JM, ZHAO, HQ, HU, CY, и WANG, FG.
 Геохимические характеристики отложений из зарегистрированного COMRA пионерного района (CRPA), экваториальная северо-восточная часть Тихого океана. Acta Oceanologics Sinica , 20 (4), 553–561 (2001)
Геохимические характеристики отложений из зарегистрированного COMRA пионерного района (CRPA), экваториальная северо-восточная часть Тихого океана. Acta Oceanologics Sinica , 20 (4), 553–561 (2001)Google Scholar
LIANG, E. J. Материалы с отрицательным тепловым расширением и их применение: обзор последних патентов. Последние патенты в области материаловедения , 3 (2), 106–128 (2010)
Google Scholar
WEI, S., KONG, X., WANG, H., MAO, Y., CHAO, M., GUO, J. и LIANG, E. Отрицательное тепловое расширение CuMoO 4 . Оптик , 160 , 61–67 (2018)
Артикул
Google Scholar
КУМАР, Р. и РАНИ, Л. Деформация, вызванная механическими и тепловыми источниками в обобщенном термоупругом полупространстве с пустотами.
 Journal of Thermal Stresses , 28 (2), 123–145 (2005)
Journal of Thermal Stresses , 28 (2), 123–145 (2005)Статья
МАТЕМАТИКАGoogle Scholar
Скачать ссылки
Информация об авторе
Авторы и организации
Постдокторская исследовательская станция статистики, Школа математики и вычислительных наук, Университет Сянтань, Сянтань, провинция Хунань, 411105, Китай
Вэй Чжу 900 03
Школа математики и вычислительных наук, Сянтанский университет, Сянтань, провинция Хунань, 411105, Китай
Синьюй Ши
Школа математических и вычислительных наук, Хунаньский научно-технический университет, Сянтань, провинция Хунань, 411201, Китай
Ронг Хуан
Колледж гражданского строительства и механики, Университет Сянтань, Сянтань, провинция Хунань, 411105, Китай
Лию Хуан и Вэньбо Ма
Авторы
- Вэй Чжу
Посмотреть публикации автора
Вы также можете искать этого автора в
PubMed Google Scholar - Xinyu Shi
Просмотр публикаций автора
Вы также можете искать этого автора в
PubMed Google Академия - Ронг Хуан
Посмотреть публикации автора
Вы также можете искать этого автора в
PubMed Google Scholar - Liyue Huang
Просмотр публикаций автора
Вы также можете искать этого автора в
PubMed Google Scholar - Wenbo Ma
Просмотр публикаций автора
Вы также можете искать этого автора в
PubMed Google Scholar
Автор, ответственный за переписку
Связь с
Венбо Ма.
Дополнительная информация
Образец цитирования: ZHU, W., SHI, X.Y., HUANG, R., HUANG, L.Y., and MA, W.B. Исследование связанных термогидромеханических динамических характеристик насыщенных пористых глубоководных отложений при вибрации горнодобывающей техники. Прикладная математика и механика ( English Edition ), 42 (9), 1349–1362 (2021) https://doi.org/10.1007/s10483-021-2768-5
Проект поддерживается Национальный Фонд естественных наук Китая (№ 12072309), Молодежный фонд Фонда образования Бюро провинции Хунань, Китай (№ 19B546), и Проект по сбору талантов высокого уровня в провинции Хунань, Китай (№ 2019RS1059)
Права и разрешения
Открытый доступ Это Статья находится под лицензией Creative Commons Attribution 4.0 International License, которая разрешает использование, совместное использование, адаптацию, распространение и воспроизведение на любом носителе или в любом формате при условии, что вы укажете автора(ов) оригинала и источник, а также предоставите ссылку к лицензии Creative Commons и указать, были ли внесены изменения.