Характеристики инвертора сварочного: Сварочный инвертор – устройство и характеристики профессиональных аппаратов инверторного типа + Видео
Содержание
Сварочный инвертор Foxweld ВД 301 И
Сварочный инвертор Foxweld ВД 301 И
| Артикул | 4497 |
Первый в линейке аппаратов ручной дуговой сварки для сети 380в. Небольшие габариты и вес, инверторный сварочный аппарат последнего поколения, с контролируемой туннельной вентиляцией. Наличие дополнительных регулировок, режима VRD, возможность управления дистанционно.
Новинка 2013 года!
Описание сварочного инвертора
ВД 301И – современные инверторные источники для ручной дуговой сварки. Это аппараты последнего поколения, построенные на мощных IGBT модулях, что дает высокую динамику, оптимальные характеристики вольт-амперной характеристики.
Коэффициент полезного действия машин более 85%, они являются энергосберегающими по сравнению с традиционными трансформаторными установками. Использование и развитие инверторной технологии в сварке также существенно уменьшает объем и вес главных частей. Поэтому эти сварочные аппараты легче и более эффективны по сравнению с традиционными.
Использование и развитие инверторной технологии в сварке также существенно уменьшает объем и вес главных частей. Поэтому эти сварочные аппараты легче и более эффективны по сравнению с традиционными.
Данные аппараты имеют функции форсажа дуги, режим облегченного поджига дуги, режим VRD, возможность подключения пульта дистанционного управления.
Аппараты имеют повышенную защищенность электроники от попадания внутрь пыли, стружки и влаги.
Туннельная вентиляция: как правило, большинство современных инверторных аппаратов выходят из строя из-за попадания внутрь грязи, пыли, стружки, снега, дождевых брызг и пр. В случае, если управляющая и силовая электроника находится в одном общем отсеке, защищенность такого аппарата от таких факторов очень низкая. Поэтому аппараты последнего поколения строятся по принципу тоннельной вентиляции: управляющая электроника находится в верхнем изолированном отсеке, а силовые компоненты расположены вдоль радиаторов.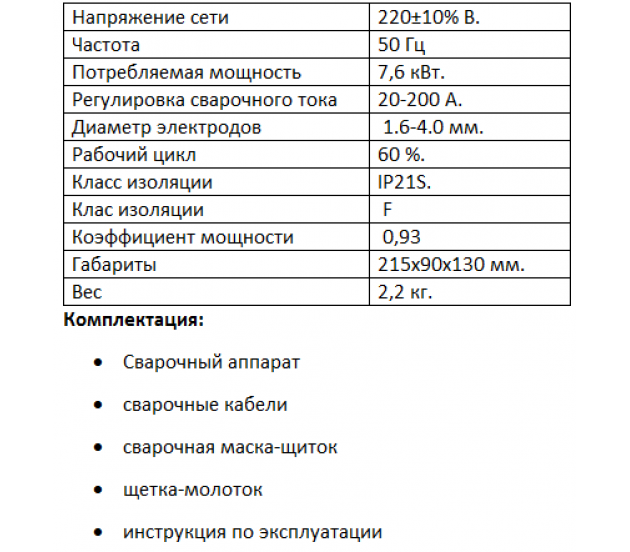 Таким образом достигается максимальная защита от пыли и грязи.
Таким образом достигается максимальная защита от пыли и грязи.
Особенности:
- Питание от трехфазной сети 380В с пониженным электропотреблением
- Высокая мощность при небольших габаритах и весе
- Цифровой дисплей – помогает при установке сварочного тока
- Плавная регулировка сварочного тока, управление характеристиками дуги — регулируемые функции поджига дуги (Hot-Start), форсажа дуги (Arc-Force)
- Режим VRD (блок снижения холостого хода)
- Туннельная вентиляция, возможность использования в сложных условиях
- Предусмотрено использование пульта дистанционного управления
Режим VRD: Этот режим необходим для проведения сварочных работ во влажных условиях. В обычном режиме, напряжение холостого хода составляет 68В. Но при повышенной опасности поражения сварочным током, режим VRD переводит аппарат в режим, снижающий напряжение холостого хода до 13В. Данная функция рекомендуется для монтажных высотных работ, проведения сварочных работ на судостроительных верфях, работах в климатических зонах с повышенной влажностью.
Данная функция рекомендуется для монтажных высотных работ, проведения сварочных работ на судостроительных верфях, работах в климатических зонах с повышенной влажностью.
Область применения сварочного аппарата
- Сварка любыми электродами, любых материалов
- Производство
- Машиностроение, заводы металлоизделий, строительные площадки
- Судостроительные верфи
- Ремонтно-монтажные работы, в том числе высотные, ремонт и монтаж канализационных систем, коммунальные работы
- Железные дороги, сооружение трубопроводов
Стандартная комплектация:
- Источник с сетевым кабелем
- Обратный кабель с зажимом
- Электрододержатель для ручной дуговой сварки (ММА)
|
Напряжение питания |
380V±15% 50/60Hz |
|
Напряжение холостого хода, В |
68 |
|
Продолжительность нагрузки (ПН, %) |
60 |
|
Диапазон сварочного тока, А |
20-280 |
|
Функция Arc-force, % |
0-100 |
|
Вес, кг |
20,0 |
|
Класс изоляции / защиты |
F / IP21S |
|
КПД (%) / Коэффициент мощности (cos ?) |
85 / 0.  93 93
|
|
Размер, мм |
550х280х440 |
|
Номинальная мощность, кВа |
11 |
|
Серия |
FoxWeld |
|
Порядок |
45 |
Гарантия: 12 месяцев
Производитель: FoxWeld
Реальные характеристики сварочных инверторов Ресанта
Сварочные инверторы Ресанта пользуются сегодня большой популярностью у сварщиков и именно поэтому невозможно не уделить внимание этой торговой марке более подробно. Аппараты реализуются по достаточно лояльной и доступной цене, качество же остается приемлемым, если сложить в сумме все плюсы и минусы. Это не реклама Ресанты, тем более что у пользователей интернета, тем более у сварщиков, сформировался уже «негативный условный рефлекс» на навязчивые и необъективные материалы рекламного характера, ориентированные на продажи, а не на поиск истины. Чтобы к последней приблизиться, протестируем линейку аппаратов Ресанта серии К, отчет о проделанной работе предлагаем вашему вниманию. Выводы о соответствии реальных характеристик Ресант заявленным вы сможете сделать самостоятельно.
Чтобы к последней приблизиться, протестируем линейку аппаратов Ресанта серии К, отчет о проделанной работе предлагаем вашему вниманию. Выводы о соответствии реальных характеристик Ресант заявленным вы сможете сделать самостоятельно.
К серии относится 4 аппарата САИ 160К; САИ 190К; САИ 220К; САИ 250К. Буква «К» в данном случае означает «компактный». С актуальной стоимостью этих устройств вы всегда можете ознакомиться на официальном сайте, поэтому не будем приводить здесь какие-то цифры.
Начнем с исследования комплектации
Все аппараты поставляются в картонных коробках с одинаковой комплектацией: инструкция по эксплуатации, ремень для переноски, сварочные кабели. Длина кабелей держака у всех аппаратов 190 см; кабеля массы – 120 см. Пакеты кабелей не промаркированы, но заметно отличаются по сечению:
- У инвертора 160К в комплекте очень тонкие кабели сечением 10-12 кв. мм;
- Инвертор 190К и 220К укомплектован кабелем 14 кв. мм;
- У 250К самое большое сечение – около 16 кв.
 мм.
мм.
Нужно отметить, что омедненные алюминиевые сварочные кабели имеют недостаточные сечения и во время работы будут греться. Стоит также отметить, что байонетные разъемы инверторов на 220 и 250А должны быть большего сечения, иначе не избежать выгорания контактов при серьезной эксплуатации. Что касается кабеля питания, то полутораметровый провод имеет недостаточное сечение 1,5 кв мм на моделях 160К и 190К. На аппарате 220К стоит странный кабель сечением 3х1,8 кв. мм. К питающему кабелю к аппарату на 250А вопросов нет, его сечение составляет 2,5 кв. мм.
Особенности устройства аппаратов
Среди плюсов линейки «К» следует отметить аккуратную машинную сборку, достаточный уровень ремонтопригодности, применение нового поколения IGBT-транзисторов GT50JR22 фирмы «Тошиба». Новые элементы отличаются повышенным быстродействием и невысоким напряжением насыщения по сравнению с традиционными FGh50N60.
Новые транзисторы позволяют повысить тактовую частоту инвертора и уменьшить габариты реактивных элементов: входных конденсаторов, импульсного трансформатора и т. д. Однако в погоне за малыми габаритами разработчики ухудшили условия охлаждения. Радиаторы стали меньше в сравнении с полноформатной версией аппаратов, а мощность вентилятора не изменилась. Для того, чтобы предотвратить вечный перегрев компактного источника инженерам пришлось снизить максимальные сварочные токи с помощью ШИМ-контроллера. То есть 160А; 190А; 220А; 250А инверторы смогут выдать всего 120А; 130А; 170А; 180А.
д. Однако в погоне за малыми габаритами разработчики ухудшили условия охлаждения. Радиаторы стали меньше в сравнении с полноформатной версией аппаратов, а мощность вентилятора не изменилась. Для того, чтобы предотвратить вечный перегрев компактного источника инженерам пришлось снизить максимальные сварочные токи с помощью ШИМ-контроллера. То есть 160А; 190А; 220А; 250А инверторы смогут выдать всего 120А; 130А; 170А; 180А.
Чтобы выяснить, что представляют собой источники, подключим их к регистратору сварочных процессов AWR-224MD, нагрузим током с помощью балластных реостатов и снимем вольт-амперные характеристики.
Начнем с напряжения холостого хода
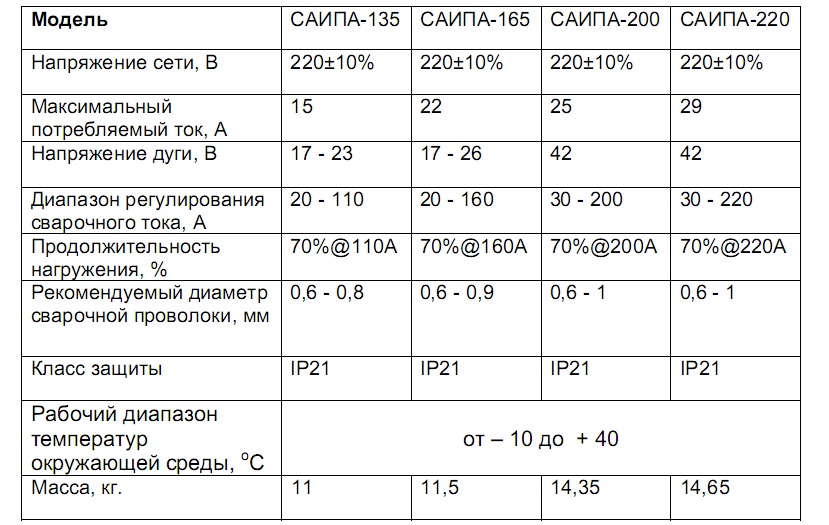
| Модель Ресанта | Заявлено Uхх, В | Фактически Uхх, В |
| САИ 160К | 85 | 82 |
| САИ 190К | 80 | 65 |
| САИ 220К | 80 | 82 |
| САИ 250К | 80 | 82 |
Можно сказать, что напряжение ХХ трех аппаратов соответствует заявленному производителем. Ресанта 190К выдает Uхх ниже заявленного значения, но все-же в допустимых пределах.
Ресанта 190К выдает Uхх ниже заявленного значения, но все-же в допустимых пределах.
Сварочные токи и форма ВАХ
Рассмотрим вольт-амперные характеристики аппаратов и сделаем выводы о их рабочих свойствах.
| Характеристики | САИ 160К | САИ 190К | САИ 220К | САИ 250К |
| Максимальный сварочный ток, А | 120 (заявл. 160) | 138 (заявл. 190) | 162 (заявл.220)
| 183 (заявл.250)
|
| Ток короткого замыкания на макс. токе, А | 160 | 164 | 235 | 233 |
Подводя итог можно сказать, что ни один из участников теста не выдержал проверки. Можете сами подсчитать, сколько ампер по номинальному току не добирает каждый из инверторов. То есть в цену сварочных источников питания заложен чистый китайский воздух, который составляет от 25 до 35% цены аппаратов. Что касается формы ВАХ, можно предположить, что процесс поджига и стабильность горения дуги должны быть на приемлемом уровне.
Проверка ПН
Поскольку токовые характеристики всех инверторов завышены, ПН, указанный на шильдах инверторов, также не соответствует действительности. Чтобы представить, какой продолжительностью нагрузки обладают источники, рассчитаем их приблизительный режим работы. Для этого все аппараты будут нагружены их реальным максимальным током и помещены в термокамеру (при температуре 40 градусов). Исходя из времени, которое каждый источник сможет продержаться в тепловом контуре не отключаясь, сделаем выводы о реальном ПН.
Приходя в магазин за новым сварочным инвертором, сварщик-профессионал обращает внимание на ток длительной нагрузки, который указан на шильде. Цифры, указанные там, обозначают пороговые значения тока, которые сварщик может выставить на источнике не опасаясь отключения аппарата по перегреву независимо от времени работы. Неверные данные, обозначенные в графе ПН100% могут ввести сварщика в заблуждение и привести к вынужденным простоям в работе.
Результаты испытаний, полученных в термокамере
| Инвертор | Iмакс, А (максимальный ток инвертора в термокамере)
| Время нахождения в камере до включения индикатора перегрева | Реальное значение ПН, % на макс.
| Заявленное значение ПН, % на макс. токе | Реальный ПН 100% (ток длительной нагрузки), А | Заявленное ПН100%, (Ток длительной нагрузки), А |
| САИ160К | 120 | 2 мин 36 сек | 26
| 70
| 61
| 100 |
| САИ 190К | 140 | 2 мин 14 сек | 22 | 70 | 65
| 120 |
| САИ 220К | 160 | 1 мин 56 сек | 19 | 70
| 70 | 140 |
| САИ 250К | 183 | 3 мин 13 сек | 32 | 70 | 101 | 160 |
 токе
токеРабота при низком напряжении в электросети
Все аппараты серии «К» выдерживают просадку до 160В, кроме модели САИ160К ( при сварке рутиловыми электродами ок46.00). Поджиг у САИ 160К становится неудовлетворительным, а сварочная дуга часто рвется.
Доп. Функционал
В инструкции сказано, что все СварАппы оснащены функциями «анти-стик, «хот-старт» и «форсаж дуги».
Фактическое наличие
| Модель | анти-залипание | Хот-старт | Форсаж-дуги | VRD |
| Инверторы серии «К» | Да | Нет | Нет | Нет |
Практическая сварка
Все аппараты хорошо справляются со сваркой стальных пластин (встык) толщиной 4 мм электродами ОК46.00, УОНИИ 13/55 диаметром 2,5 мм. Поджиг уверенный, дуга стабильная и эластичная. Что касается электродов диаметром 4 мм, на моделях 160К и 190К ощутима нехватка тока, регуляторы приходится выставлять на максимальные значения, два других инвертора со сваркой четырехмиллиметровым электродом справляются нормально (процесс достаточно комфортен).
Заключение
Большинство характеристик аппаратов Ресанта серии «К» не соответствует заявленным. Расхождение обещанного и реального функционала касается как максимальных сварочных токов и ПН инвертора, так и отсутствия дополнительных функций форсажа дуги и горячего старта.
Источник: Aurora Online Channel
Полное руководство по инверторам для дуговой сварки
Обзор инверторов для дуговой сварки
Изготовление металла: сварка TIG …
Пожалуйста, включите JavaScript
Изготовление металла: сварка TIG (тизер серии) инвертора для дуговой сварки :
Преобразование постоянного тока (DC) в переменный ток (AC) называется инверсией. Устройство, осуществляющее это преобразование, называется инвертором. Инвертор, который обеспечивает электрическую энергию для сварочных дуг и имеет необходимые электрические характеристики для процессов дуговой сварки, называется инвертором для дуговой сварки.
Особый характер инвертора для дуговой сварки:
Объектом питания для сварки является особая дуговая нагрузка, особенно для дуговой сварки с переходом короткого замыкания, которая требует, чтобы инвертор выдерживал интенсивную динамическую нагрузку, которая постоянно изменяется . Условия работы очень сложные.
Условия работы очень сложные.
Основные компоненты и их функции инверторов для дуговой сварки
Основные компоненты включают систему электропитания, электронную систему питания, электронную систему управления, цепь обратной связи, заданную цепь и сварочную дугу.
Рисунок 1: Блок-схема основных компонентов и основных принципов инвертора для дуговой сварки
Из схемы видно, что основные компоненты и их функции инвертора для дуговой сварки следующие:
Основная цепь инвертора: Состоит из системы электропитания, электронной системы питания и сварочной дуги, отвечает за передачу и преобразование электрической энергии.
Электронная система управления: Обеспечивает достаточное количество импульсных сигналов переключения для электронной системы питания (главная цепь инвертора) в соответствии с законом изменения, требуемым дугой, управляющей работой главной цепи инвертора.
Обратная связь и заданная система: Состоит из цепи обнаружения (M), заданной цепи (G), схемы сравнения и усиления (N) и т.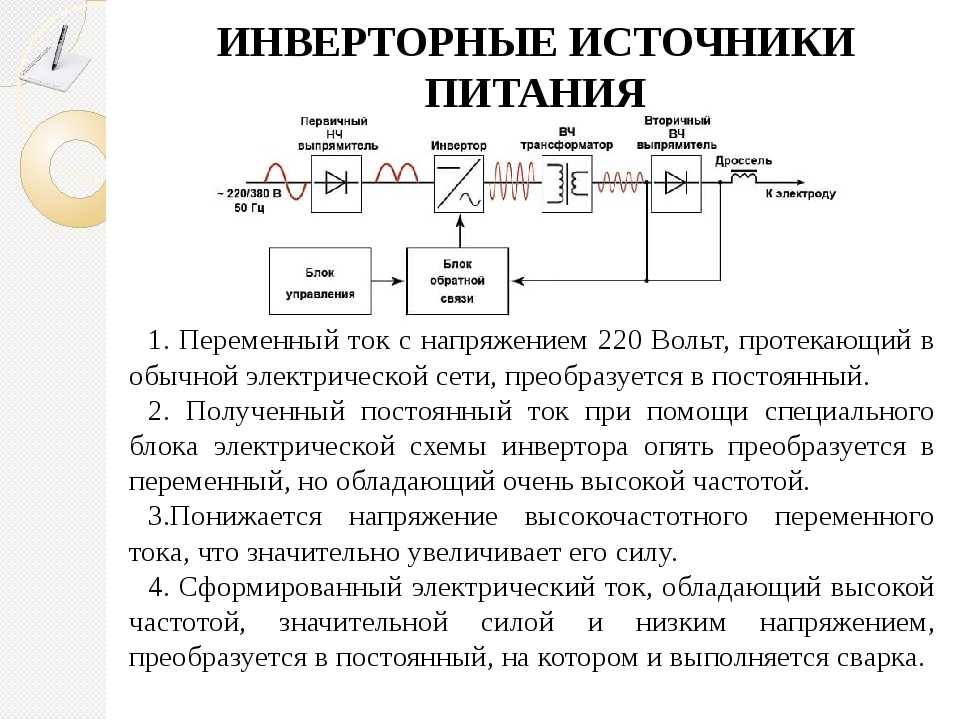 д. Вместе с электронной системой управления реализует замкнутый контур управления инвертор дуговой сварки, и позволяет получить требуемые внешние и динамические характеристики.
д. Вместе с электронной системой управления реализует замкнутый контур управления инвертор дуговой сварки, и позволяет получить требуемые внешние и динамические характеристики.
Основные принципы работы инверторов для дуговой сварки
Основные принципы работы инверторов для дуговой сварки можно резюмировать на блок-схеме, показанной на рис. 1.
В системе электроснабжения однофазный (или трехфазный) переменный ток частотой 50Гц или 60Гц напряжением 220В (или трехфазный 380В) выпрямляется и фильтруется входным выпрямителем (UR1) и фильтром (LC1), получая плавное постоянное напряжение около 310В (или около 520В для трехфазного выпрямления), которое требуется основной цепи инвертора.
Затем напряжение постоянного тока преобразуется в напряжение переменного тока высокой частоты в диапазоне от нескольких килогерц до двухсот килогерц за счет переменного коммутационного действия мощных переключающих электронных устройств (таких как тиристоры, транзисторы, полевые транзисторы или IGBT) в Основная цепь инвертора Q электронной системы питания.
После этого напряжение понижают до десятков вольт, пригодных для сварки, через трансформатор высокой (средней) частоты (Т), а затем через схему управления и возбуждения получают требуемые для процесса дуговой сварки внешние и динамические характеристики обратная связь и заданный контур (М, Г, Н и т. д.) электронной системы управления, а также импеданс сварочного контура.
Если для сварки требуется постоянный ток, переменный ток высокой (средней) частоты преобразуется в выходной постоянный ток выходным выпрямителем U и фильтром индуктивности L2 и конденсатором C2.
Процесс выпрямления инверторов для дуговой сварки можно просто описать следующим образом: вход переменного тока → выпрямление в постоянный ток → преобразование переменного тока высокой/средней частоты → снижение напряжения → выход переменного тока → снова выпрямление в постоянный.
Существуют инверторы трех типов, которые можно использовать в инверторах для дуговой сварки:
- AC-DC-AC
- AC-DC-AC-DC
- AC-DC-AC-DC-AC (прямоугольная волна AC) ).
Выходные электрические характеристики инверторов для дуговой сварки
Чтобы соответствовать требованиям процесса дуговой сварки, электрические выходные характеристики (производительность) инверторов для дуговой сварки должны иметь соответствующую адаптивность. Электрические выходные характеристики в основном включают внешние характеристики, характеристики регулирования и динамические характеристики.
1. Внешние характеристики инверторов для дуговой сварки
В инверторах для дуговой сварки используются электронные системы управления и обратная связь по току и напряжению для выполнения замкнутого цикла управления электронной системой питания (инвертором) для получения различных форм кривых внешних характеристик.
Основываясь на базовой принципиальной блок-схеме инвертора для дуговой сварки (рис. 1), замкнутую систему управления инвертором для дуговой сварки можно описать с помощью блок-схем и уравнений, как показано на рис. 2.
Рис. 2: Схема схема замкнутой системы управления инвертором дуговой сварки
Балансная зависимость замкнутой системы управления устанавливается следующим образом: напряжение дуги (U f ) подается на схему отрицательной обратной связью, а выходное напряжение дискретизируется (обычно с помощью делителя напряжения) для получения величины обратной связи (мU ф ) пропорционально ему. Ток дуги (I f ) также подается отрицательно, а выходной ток измеряется (обычно с помощью шунта или элемента Холла) для получения величины обратной связи (nI f ), пропорциональной ему. Величины обратной связи mU f и nI f затем сравниваются и усиливаются с заданным значением напряжения дуги (U gu ) и заданным значением тока дуги (U gi ) соответственно, в результате чего получается K1(U gu -mU f ) и K2(U gi -n) выходы. Наконец, управляющее напряжение (U k ) получается путем синтеза и усиления, а затем вводится в схему управления для управления работой электронной системы питания (инвертора). Рисунок 3: Внешние характеристики инвертора для дуговой сварки.
Ток дуги (I f ) также подается отрицательно, а выходной ток измеряется (обычно с помощью шунта или элемента Холла) для получения величины обратной связи (nI f ), пропорциональной ему. Величины обратной связи mU f и nI f затем сравниваются и усиливаются с заданным значением напряжения дуги (U gu ) и заданным значением тока дуги (U gi ) соответственно, в результате чего получается K1(U gu -mU f ) и K2(U gi -n) выходы. Наконец, управляющее напряжение (U k ) получается путем синтеза и усиления, а затем вводится в схему управления для управления работой электронной системы питания (инвертора). Рисунок 3: Внешние характеристики инвертора для дуговой сварки.
Получение характеристик постоянного напряжения, постоянного тока и плавного сброса:
1 – Характеристика постоянного напряжения
2 – Характеристика постоянного тока
3 – Характеристика плавного сброса
4 – Постоянный ток с внешней характеристикой сопротивления
2.
 Нормативная характеристика инвертора для дуговой сварки
Нормативная характеристика инвертора для дуговой сварки
по внешней характеристике инвертора дуговой сварки можно сделать вывод, что для заданного значения напряжения характеристики постоянного напряжения определяется величина выходного напряжения дуги. Другими словами, если заданное напряжение высокое, напряжение дуги также высокое, и наоборот. Например, если Ugu1 < Ugu2, кривая внешней характеристики перемещается от кривой 1 к кривой 2, как показано на рис. 4а, а устойчивая рабочая точка перемещается от A1 к A2.
Для характеристики постоянного тока размер значения напряжения для данного тока определяет величину выходного сварочного тока. Другими словами, если Ugi велико, выходной сварочный ток также велик, и наоборот. Например, если Ugi1 < Ugi2, кривая внешней характеристики перемещается от кривой 1 к кривой 2, как показано на рис. 6-4b, а устойчивая рабочая точка перемещается от AI к A2.
Как правило, различные типы инверторов для дуговой сварки используют разные системы регулирования для достижения контроля внешних характеристик и регулировки параметров процесса для удовлетворения различных требований процесса сварки. Мы представим принципы работы различных типов инверторов для дуговой сварки один за другим.
Мы представим принципы работы различных типов инверторов для дуговой сварки один за другим.
3. Динамические характеристики инверторов для дуговой сварки
Когда инверторы для дуговой сварки используются для процессов дуговой сварки с переходами короткого замыкания с участием расплавленных капель, к их динамическим характеристикам должны предъявляться строгие требования. Основным параметром, влияющим на переход к короткому замыканию при сварке MAG/CO2, является скорость нарастания тока короткого замыкания (di sd /dt), которая напрямую связана с постоянной времени T (T=L’/R f , где L’ — эквивалентная индуктивность сварочного контура, а Rf — сопротивление дуги). р f зависит от сварочного тока и не может быть изменен произвольно, в то время как L’ можно изменить, добавив катушки индуктивности в сварочную цепь. Кроме того, di sd /dt можно изменить, отрегулировав постоянную времени системы с обратной связью.
Обычно существует два способа улучшения и управления динамическими характеристиками инверторов для дуговой сварки:
- Добавление индукторов в сварочный контур.
 Катушки индуктивности обычно добавляют не только для улучшения динамических характеристик, но и в целях фильтрации.
Катушки индуктивности обычно добавляют не только для улучшения динамических характеристик, но и в целях фильтрации. - Разработка электронных индукторных инверторов для дуговой сварки, в которых используются электронные схемы вместо индукторов с железным сердечником для управления di sd /dt, что демонстрирует их превосходные характеристики управления.
4. Внешние характеристики, регулировочные характеристики и режим управления выходными импульсами
Обычно в инверторах для дуговой сварки используются три режима управления регулировкой для управления внешними характеристиками, регулировочными характеристиками (регулировка параметров процесса) и формированием форм выходных импульсов:
- Частотная модуляция с фиксированной шириной импульса: ширина импульса напряжения остается неизменной, а форма внешней характеристики, характеристики настройки (регулировка параметров процесса) и форма выходного импульса формируются путем изменения частоты переключения инвертора.
- Широтно-импульсная модуляция с фиксированной частотой: частота импульсного напряжения остается неизменной, а форма внешней характеристики, регулировочные характеристики (регулировка параметров процесса) и форма выходного импульса формируются путем изменения коэффициента заполнения (коэффициента длительности импульса) импульс переключения инвертора.
- Гибридная регулировка: для регулировки используется комбинация частотной модуляции с фиксированной шириной импульса и широтно-импульсной модуляции с фиксированной частотой.
Основная форма главной цепи инвертора для дуговой сварки
Несколько часто используемых основных форм главных цепей инвертора показаны на рисунке 6. Рисунок 6 Обычно используемые основные формы главных цепей инвертора
b) Полумостовой тип
c) Полумостовой тип
d) Параллельный тип.
Основная цепь одностороннего прямого инвертора:
Как показано на рис. 6а, силовые переключающие транзисторы (обозначенные символами электронного переключателя) V1 и V2 периодически включаются и выключаются на промежуточной частоте, тем самым инвертируя входное напряжение постоянного тока. в прерывистое напряжение промежуточной частоты. Затем напряжение понижается трансформатором промежуточной частоты Т, выпрямляется быстрым диодом VD1, фильтруется катушкой индуктивности и подается на дугу в виде постоянного напряжения. Два переключающих транзистора одновременно несут входное напряжение, требуя относительно низкого сопротивления по напряжению, что делает его подходящим для инверторов средней и малой мощности.
6а, силовые переключающие транзисторы (обозначенные символами электронного переключателя) V1 и V2 периодически включаются и выключаются на промежуточной частоте, тем самым инвертируя входное напряжение постоянного тока. в прерывистое напряжение промежуточной частоты. Затем напряжение понижается трансформатором промежуточной частоты Т, выпрямляется быстрым диодом VD1, фильтруется катушкой индуктивности и подается на дугу в виде постоянного напряжения. Два переключающих транзистора одновременно несут входное напряжение, требуя относительно низкого сопротивления по напряжению, что делает его подходящим для инверторов средней и малой мощности.
Основная цепь полумостового инвертора:
Как показано на рисунке 6b, входное постоянное напряжение делится поровну между двумя наборами электролитических конденсаторов. Два силовых переключающих транзистора V1 и V2 попеременно включаются и выключаются, формируя переменное напряжение прямоугольной формы.
После понижения T двухполупериодное выпрямление с помощью VD1 и VD2 обеспечивает выход постоянного тока. VD1 и VD2 должны быть быстродействующими диодами, способными выдерживать удвоенную амплитуду выходного напряжения. V1 и V2 выдерживают только 1Ud/2 и имеют относительно низкие требования к сопротивлению напряжению.
VD1 и VD2 должны быть быстродействующими диодами, способными выдерживать удвоенную амплитуду выходного напряжения. V1 и V2 выдерживают только 1Ud/2 и имеют относительно низкие требования к сопротивлению напряжению.
Основная цепь мостового инвертора:
Как показано на рисунке 6c, две пары силовых переключающих транзисторов V1, V4 и V2, V3 на противоположных плечах моста периодически включаются и выключаются на промежуточной частоте. В остальном операция аналогична полумосту. Мощные переключающие транзисторы также выдерживают только определенное напряжение, что делает их пригодными для сварки на средних и высоких мощностях.
Параллельная главная цепь инвертора:
Как показано на рис. 6d, этот тип главной цепи также известен как двухтактная главная цепь инвертора. Силовые переключающие транзисторы V1 и V2 периодически включаются и выключаются на промежуточной частоте.
После понижения T, VD1 и VD2 выполняют двухполупериодное выпрямление для получения выходного постоянного напряжения. Переключающие транзисторы выдерживают более чем в два раза большее напряжение, что требует высокого сопротивления. Как правило, он используется только в инверторах тиристорного типа.
Переключающие транзисторы выдерживают более чем в два раза большее напряжение, что требует высокого сопротивления. Как правило, он используется только в инверторах тиристорного типа.
Цепь управления и привода инвертора для дуговой сварки
Электронная система управления инвертором для дуговой сварки фактически включает в себя как электронные схемы управления, так и цепи привода. Они являются еще одним важным компонентом для достижения электрических характеристик инвертора для дуговой сварки. Следовательно, необходимо иметь глубокое представление о функциональных требованиях к этим схемам и о том, как лучше выполнить эти требования.
1.
Основные функциональные требования к электронным схемам управления
Роль электронных схем управления заключается в обеспечении пары прямоугольных последовательностей импульсов (за исключением тиристорных инверторов) с крутыми передними и задними фронтами, разностью фаз 180°, симметрией , и переменная ширина или фазовый сдвиг в цепи привода инвертора дуговой сварки.
Для некоторых инверторов, таких как полумостовые и полномостовые инверторы, последовательности импульсов должны быть изолированы друг от друга. Для однотактного инвертора требуется только один набор импульсов.
Цель расчета достигается за счет взаимосвязи между наличием или отсутствием парных импульсных напряжений, узких и широких импульсов, величиной изменения ширины импульса, либо изменением частоты или фазы импульса, а также взаимосвязью между базовой шириной импульса , минимальная ширина импульса и скорость, с которой ширина импульса увеличивается от минимальной до номинальной ширины, а также соотношение между минимальной и номинальной частотой импульсов.
В частности, схема управления должна иметь следующие основные функции:
- Цепь возбуждения обеспечивает последовательность импульсов с крутыми передним и задним фронтами, разностью фаз 180° и симметрией. В зависимости от типа инвертора и системы регулировки ширина импульса может быть переменной или частота может регулироваться.

- Схема должна иметь достаточный коэффициент усиления, чтобы выходное напряжение и ток инвертора дуговой сварки достигали заданной точности в пределах допустимого диапазона изменений входного напряжения сети и тока нагрузки.
- Получите указанный диапазон регулирования выходного напряжения и тока.
- Реализовать плавный пуск для входного и выходного напряжения.
- Он должен выводить электрические характеристики (внешние характеристики, характеристики регулировки, динамические характеристики и форму сигнала), необходимые для процесса дуговой сварки.
- Когда мощность нагрузки (включая напряжение дуги и ток) превышает номинальное значение, выходная мощность должна быть автоматически ограничена или питание главной цепи должно быть отключено.
- Цепь управления должна обеспечивать гальваническую развязку и изоляцию между выходом и входом обратной связи в общих случаях.
- Включение и выключение питания основных цепей и питания цепей управления в заданной последовательности.

- При роботизированной, полуавтоматической и автоматической сварке оператор должен управлять инвертором через пульт дистанционного управления, соблюдая безопасное расстояние от инвертора для дуговой сварки.
- Должны быть сильные и слабые электрические интерфейсы, которые подключаются к периферийным устройствам.
Другие функции:
- Для мостовых или двухтактных главных цепей инвертора схема управления должна иметь возможность автоматической балансировки при наличии асимметрии в двух полупериодах.
- Контроль температуры (контроль температуры ключевых компонентов, таких как мощные переключающие лампы и высокочастотные трансформаторы).
- Предупреждения и индикация состояний ограничения тока, перегрузки и обрыва фазы также следует учитывать при необходимости.
2. Основные функциональные требования к схемам управления
Импульсные управляющие сигналы, обеспечиваемые схемой управления, должны иметь достаточную мощность. Однако из-за различных типов, моделей и мощностей переключающих ламп требования к мощности импульсных сигналов возбуждения также различаются.
Однако из-за различных типов, моделей и мощностей переключающих ламп требования к мощности импульсных сигналов возбуждения также различаются.
Различные типы главных цепей инвертора также имеют разные требования к изоляции импульсных сигналов привода.
Например, в полномостовых и полумостовых силовых схемах инвертора переключающие трубки, расположенные под высоким и низким потенциалами, требуют надежной изоляции сигналов импульсов возбуждения.
Схемы управления тиристорными и транзисторными инверторами имеют разные характеристики и требования.
Требования к схеме привода инверторов на тиристорах:
- Сигнал запускающего импульса должен иметь достаточную мощность (напряжение и ток).
- Сигнал запускающего импульса должен иметь достаточную ширину для обеспечения надежной проводимости тиристора.
- Форма запускающего импульса должна обеспечивать проводимость тиристора. В параллельной цепи сильноточных тиристоров параллельные компоненты должны работать одновременно, что позволяет переключающей трубке работать в допустимом диапазоне.

- Необходимо обеспечить надежное отключение тиристора в случае необходимости.
Требования к схеме привода транзисторных инверторов:
Роль схемы привода транзисторных инверторов заключается в усилении выходного импульса схемы управления до уровня, достаточного для возбуждения высоковольтных переключающих ламп. . Амплитуда и форма сигнала управляющего импульса связаны с рабочими характеристиками транзистора, такими как падение напряжения насыщения, время хранения, скорость нарастания и спада напряжения и тока коллектора или эмиттера в момент открытия и закрытия, что непосредственно влияют на его потери и тепловыделение.
Схема привода является одним из основных факторов, определяющих производительность инверторов PWM.
Характеристики, классификация и применение инверторов для дуговой сварки
Характеристики инверторов для дуговой сварки:
По сравнению с традиционными источниками питания для дуговой сварки, которые используют частоту 50 Гц или 60 Гц для передачи энергии и изменения электрических параметров, инверторы для дуговой сварки увеличивают частоты до нескольких тысяч-двухсот тысяч Гц для передачи и преобразования энергии.
Это увеличение частоты обеспечивает инверторы для дуговой сварки выдающимися характеристиками с точки зрения конструкции и производительности, включая высокую эффективность и экономию энергии, легкую конструкцию и экономию материалов, быстрый динамический отклик и отличные электрические и сварочные характеристики.
В частности, по сравнению с традиционными источниками питания для дуговой сварки, такими как трансформаторы для дуговой сварки, генераторы для дуговой сварки постоянным током, кремниевые выпрямители для дуговой сварки и тиристорные выпрямители для дуговой сварки, инверторы для дуговой сварки имеют следующие важные характеристики и преимущества:
- Высокая эффективность и экономия энергии: с коэффициентом полезного действия от 80% до 92% инверторы для дуговой сварки могут экономить от 20% до 35% энергии (в зависимости от размера нагрузки) и имеют минимальное энергопотребление на холостом ходу, обычно от нескольких десятков до нескольких сотен ватт, что составляет лишь небольшую часть традиционных источников питания для дуговой сварки.

- Легкая и компактная конструкция: вес среднечастотного трансформатора составляет лишь небольшую долю веса традиционного источника питания для дуговой сварки, обычно от 1/10 до 1/3, а его объем составляет всего от 1/5 до 1/3. 3, что делает его очень удобным для перемещения.
- Отличные электрические характеристики.
- Отличные характеристики сварочного процесса.
Классификация инверторов для дуговой сварки:
Инверторы для дуговой сварки можно классифицировать по различным признакам:
- В зависимости от используемых мощных коммутационных устройств, общие типы включают:
- Тиристорная дуговая сварка (SCR) инверторы
- Транзисторные (GTR) инверторы для дуговой сварки
- Полевые транзисторы (MOSFET) инверторы для дуговой сварки
- Инверторы для дуговой сварки на биполярных транзисторах с изолированным затвором (IGBT)
- Другие типы, такие как инверторы для дуговой сварки IGH, GTO, SITH, MCT и MGT, появившиеся с появлением новых устройств переключения мощности.
- В зависимости от типа выходного тока они могут быть классифицированы как:
- инверторы для дуговой сварки постоянным током
- инверторы для импульсной дуговой сварки
- низкочастотные инверторы для импульсной дуговой сварки
-900 сварочные инверторы
- Инверторы для высокочастотной импульсной дуговой сварки
- низкочастотные инверторы для импульсной дуговой сварки
- Инверторы для дуговой сварки переменным током с прямоугольной волной
- На основании различных форм выходных характеристик их можно классифицировать как: Инверторы для дуговой сварки с постоянным напряжением
- Инверторы для дуговой сварки с медленным спадом (включая постоянный ток плюс внешнее сопротивление)
- Многофункциональные инверторы для дуговой сварки.
Связанное чтение: Типы инверторов для дуговой сварки
Применение инверторов для дуговой сварки:
Благодаря отличным электрическим характеристикам, хорошим характеристикам управления, способности получать различные формы выходных характеристик, различные типы напряжения и тока дуги формы волны (постоянный, импульсный, прямоугольный переменный ток) и отличные динамические характеристики, инверторы для дуговой сварки могут выдавать сварочный ток до 1000 А и более.
Таким образом, он может практически заменить все существующие источники питания для дуговой сварки и использоваться для различных методов дуговой сварки, таких как ручная дуговая сварка металлическим электродом, сварка TIG, сварка MAG/C02/MIG/порошковой проволокой, плазменная дуговая сварка и резка, автоматическая сварка под флюсом, роботизированная сварка и другие.
Он может сваривать различные металлические материалы и сплавы, особенно в условиях ограниченного рабочего пространства, работы на большой высоте или при нехватке электроэнергии и потребности в мобильных сварочных аппаратах.
0
акции
Инверторный или трансформаторный сварочный аппарат | expondo.co.uk
Выбор подходящего сварочного аппарата может быть сложным для новичков, поскольку на выбор предлагается множество различных моделей, отличающихся не только ценой, но также функциями и способами использования. Сварочные аппараты также можно разделить по их технологическим признакам, то есть инверторные или трансформаторные сварочные аппараты. Но каковы их особенности? И чем они отличаются друг от друга? Давайте посмотрим поближе.
Сварочные аппараты также можно разделить по их технологическим признакам, то есть инверторные или трансформаторные сварочные аппараты. Но каковы их особенности? И чем они отличаются друг от друга? Давайте посмотрим поближе.
Инверторные сварочные аппараты
Этот тип в настоящее время является стандартным в сварочной промышленности. Инверторный сварочный аппарат — это современная машина с технологически продвинутой электронной системой, задачей которой является повышение частоты электрического тока из сети и преобразование его в ток, пригодный для сварки. Это, конечно, только общий обзор, потому что весь процесс происходит в несколько этапов.
В первую очередь фильтруется и выпрямляется переменное напряжение из сети. Затем инвертор меняет его обратно на переменный ток, но значительно увеличивает его частоту. Это позволяет пользователю определить точные параметры сварочного аппарата в любой момент. На следующем этапе напряжение направляется на трансформатор, где оно снова снижается до уровня, позволяющего зажечь дугу. Это позволяет устанавливать сварочный ток с точностью до 1 А, что идеально подходит для склеивания небольших элементов.
Это позволяет устанавливать сварочный ток с точностью до 1 А, что идеально подходит для склеивания небольших элементов.
Благодаря своей конструкции инверторные сварочные аппараты обычно небольшие и относительно легкие, что делает их очень мобильными. Таким образом, они идеально подходят для использования на ходу или когда вам нужно изменить положение сварки.
ZAPISZ MNIE
Преимущество инверторных сварочных аппаратов заключается в том, что их можно подключать к стандартным розеткам с напряжением 230 В, которые есть в каждом доме. По этой причине инверторные сварочные аппараты популярны как среди профессиональных сварщиков, так и среди любителей.
Сварочные инверторы также имеют ряд полезных функций, которые значительно упрощают использование. Точный список функций зависит от конкретной модели.
Благодаря использованию электронных систем инверторные сварочные аппараты также устойчивы к скачкам напряжения. Их можно использовать с генераторами электроэнергии, а также можно подключить к длинному удлинительному кабелю. Генерируемая дуга стабильна, что гарантирует точные и чистые сварные швы.
Генерируемая дуга стабильна, что гарантирует точные и чистые сварные швы.
Сварочные аппараты инверторного типа также потребляют относительно мало электроэнергии. Кроме того, что они потребляют меньше энергии, это также означает, что они не перегреваются. Это делает их экономичными и эффективными, обеспечивая рабочий цикл от 60 до 100%.
Как правило, это очень надежное оборудование. Однако это не означает, что они никогда не ломаются, а когда это происходит, ремонт может быть довольно дорогим. Кроме того, инверторные сварочные аппараты чувствительны к погодным условиям, а также подвержены механическим повреждениям. Поэтому при использовании рекомендуется соблюдать осторожность, что является самым большим недостатком этого типа сварочного аппарата.
Трансформаторные сварочные аппараты
Второй тип – трансформаторные сварочные аппараты. У них очень простая конструкция, что делает их относительно дешевыми и, следовательно, более популярными среди любителей, которым нужен сварочный аппарат для частного использования. Благодаря ограниченному количеству сложных компонентов их легко ремонтировать в случае каких-либо технических сбоев.
Благодаря ограниченному количеству сложных компонентов их легко ремонтировать в случае каких-либо технических сбоев.
Большой трансформатор означает, что этот тип машины имеет тенденцию нагреваться довольно быстро. Поэтому необходимы короткие, но частые перерывы для охлаждения устройства. Рабочий цикл в этом случае составляет от 25 до 35%, а трансформаторные сварщики используют ток 160А с защитой 25А.
Сварочные аппараты трансформатора также обладают высокой устойчивостью к погодным условиям и механическим повреждениям. Поэтому они подходят для использования в суровых условиях работы и могут эксплуатироваться при низких температурах, а также в местах с высоким уровнем запыленности и даже влажностью.
Трансформаторные сварочные аппараты также обычно очень большие и поэтому обычно используются как стационарные устройства. Для их перевозки используются специальные тележки из-за их чрезмерного веса. По некоторым мнениям, трансформаторные сварщики не дадут качественно сварить сварные швы. Однако качество сварного шва в этом случае зависит от качества электродов и опыта сварщика.
Однако качество сварного шва в этом случае зависит от качества электродов и опыта сварщика.
Различия между инверторными и трансформаторными сварочными аппаратами
Обладая базовыми знаниями об основных характеристиках каждого типа сварочного аппарата, определить различия между инверторным и трансформаторным сварочным аппаратом относительно легко. Первое отличие, заметное с первого взгляда, это их габариты. Сварочные аппараты-трансформеры намного крупнее и поэтому менее мобильны, чем сварочные аппараты, оснащенные инвертором.
Второе отличие заключается в дизайне. Трансформаторные сварочные аппараты значительно менее технологически сложны, чем инверторные сварочные аппараты, в которых используются передовые электронные системы. В результате последние позволяют более точно установить сварочный ток, а также предлагают ряд очень полезных функций, облегчающих сварку.
В результате последние позволяют более точно установить сварочный ток, а также предлагают ряд очень полезных функций, облегчающих сварку.
Еще одним отличием инверторных сварочных аппаратов от трансформаторных является их устойчивость к механическим повреждениям и погодным условиям, таким как перепад температур, влажность воздуха или запыленность. Сварщики-трансформеры в этих случаях намного лучше. В отличие от инверторных сварочных аппаратов, они охватывают все эти функции. Кроме того, в случае выхода из строя, ремонт трансформаторных сварочных аппаратов намного проще и дешевле.
Четвертое отличие, о котором стоит упомянуть, это рабочий цикл. В случае трансформаторных сварочных аппаратов он составляет от 25 до 35 %, в то время как инверторные сварочные аппараты предлагают рабочий цикл в диапазоне от 60 до 100 %. Это связано с тем, что инверторные сварочные аппараты не перегреваются во время использования, что позволяет вести сварку в течение длительного времени без остановки. При использовании трансформаторных сварочных аппаратов необходимо соответствующее планирование работ, чтобы часто охлаждать аппарат, так как этот тип аппарата очень быстро нагревается.
При использовании трансформаторных сварочных аппаратов необходимо соответствующее планирование работ, чтобы часто охлаждать аппарат, так как этот тип аппарата очень быстро нагревается.
Последним, но не менее важным отличием является цена. Инверторные сварочные аппараты намного дороже трансформаторных сварочных аппаратов. Благодаря этому последние пользуются большей популярностью у сварщиков-любителей, которые планируют использовать их только в личных целях.
STAMOS WELDERS
ДЛЯ НАЧИНАЮЩИХ И ПРОФЕССИОНАЛОВ
Инверторный или трансформаторный сварочный аппарат? Резюме
Ваш выбор сварочного аппарата должен зависеть не только от вашего бюджета, но и от типа и частоты работ, которые вы планируете выполнять. Имея в вашем распоряжении широкий спектр сварочных аппаратов, вы можете выбрать инверторный сварочный аппарат со всеми новейшими технологическими решениями или традиционный сварочный аппарат с трансформатором.
