Характеристики кругов шлифовальных: виды абразивных дисков, их марировки
Содержание
Станок для испытания шлифовальных кругов СИП 800К1Л — цена, отзывы, характеристики с фото, инструкция, видео
Однокамерный станок СИП800К1Л предназначен для испытания на прочность абразивных кругов на прочность вращением для обычного и скоростного шлифования.
Применяются на предприятиях, изготавливающих абразивные круги или использующих их на производстве. Станок имеет очень высокий уровень надёжности и безопасности. За счёт применения частотного преобразователя управлением асинхронным двигателем имеется бесступенчатое регулирование скорости вращения шпинделя.
Преимущества станка:
- Возможность испытания шлифовальных кругов для обычного и скоростного шлифования.
- Простота конструкции не требует специальных навыков и обучения работе и обслуживанию станка.
- Установка и снятие абразивных кругов на станок осуществляется вручную.
- Станина и испытательные камеры устанавливаются на фундамент.
- Абразивные круги устанавливаются на шпинделе испытательной камеры при помощи гильз, фланцев и распорных втулок.

- Настройка числа оборотов шпинделя производится с помощью выносного пульта управления программируемого частотного преобразователя.
- Испытательная камера на станке представляет собой стальной массивный кожух, предохраняющий от осколков при разрыве круга.
- Шпиндель получает вращение от электродвигателя через ременную передачу.
- Выбор числа оборотов шпинделя производится в соответствии с диаметром и рабочей скоростью испытываемого круга.
| Характеристика | СИП 800К1Л |
|---|---|
| Количество испытательных камер, шт | 1 |
| Количество шпинделей, шт | 1 |
| Предельная частота вращения шпинделя, об/мин. | 10000 |
| Регулирование частоты вращения шпинделя | бесступенчатое |
| Мощность, кВт | 11 |
| Наружный диаметр абразивного круга, мм | 150-800 |
| Наибольшая высота абразивного круга, мм | 200 |
| Скорость пробного пуска Vpr*, м/с | испытательная 42-96 |
| Габаритные размеры с приставным оборудованием (LxBxH), мм | 1680х1230х1600 |
| Масса СИП 800К1Л , кг | 1900 |
Примечание: Vpr=Vs fpr, где Vs — предельная рабочая скорость, fpr — коэффициент пробного пуска:
- 1,3 — при предельной рабочей скорости круга 32-50 м/с
- 1,2 — при предельной рабочей скорости круга 63-80 м/с
ГОСТ Р 525882011
Базовая комплектация
- сменные детали для крепления кругов,
- запчасти и принадлежности (оправки, шайбы, фланцы, втулки),
- инструмент,
- руководство по эксплуатации.

Комментарии и вопросы:
Комментариев пока нет, но ваш может быть первым.
Разметить комментарий или вопрос
Характеристики шлифовального круга в процессе шлифования
Как мы все знаем, шлифовальный круг является наиболее важным типом абразива в процессе шлифования. Шлифовальный круг представляет собой пористое тело, изготовленное путем добавления связующего вещества к абразиву, а затем формирования компакта, сушки и обжига. Из-за различных абразивов, связующих и производственных процессов характеристики шлифовальных кругов сильно различаются, что оказывает важное влияние на качество, производительность и экономичность шлифовальной обработки. Характеристики шлифовального круга в основном определяются такими факторами, как абразив, прочность, связующее вещество, твердость, организация, форма и размер.
По применяемым абразивам его можно разделить на обычные абразивы (корунд и карбид кремния и др.) шлифовальные круги и природные абразивы сверхтвердые абразивы и (алмаз и кубический нитрид бора и др. ) шлифовальные круги.
) шлифовальные круги.
По форме его можно разделить на плоские шлифовальные круги, скошенные шлифовальные круги, цилиндрические шлифовальные круги, чашеобразные шлифовальные круги, тарельчатые шлифовальные круги и т. д.; в зависимости от связующего агента можно разделить на керамические шлифовальные круги, шлифовальные круги из смолы, резиновые шлифовальные круги, металлические шлифовальные круги и т. д. Характерные параметры шлифовального круга в основном включают абразив, вязкость, твердость, связующее вещество, форму, размер и т. д. на.
Поскольку шлифовальный круг обычно работает на высокой скорости, необходимо провести испытание на вращение (чтобы убедиться, что шлифовальный круг не сломается на самой высокой рабочей скорости) и испытание на статическую балансировку (для предотвращения вибрации станка во время работы). ) перед использованием. После работы в течение определенного периода времени шлифовальный круг следует подрезать, чтобы восстановить производительность шлифования и правильную геометрию.
Характеристики шлифовального круга, используемого на шлифовальном станке:
Из-за сильного трения температура в зоне шлифования очень высокая. Это вызовет напряжение и деформацию заготовки и даже вызовет ожоги на поверхности заготовки. Поэтому во время шлифования необходимо вводить большое количество охлаждающей жидкости, чтобы снизить температуру шлифования. СОЖ также может играть роль в удалении стружки и смазке.
Радиальная сила при шлифовании очень велика. Это вызовет упругое отступление системы станок-шлифовальный круг-заготовка, в результате чего фактическая глубина резания будет меньше номинальной глубины резания. Поэтому, когда шлифовка близится к завершению, не следует проводить гладкую шлифовку, чтобы устранить ошибку. После того, как абразивные зерна затупятся, шлифовальное усилие будет увеличиваться, в результате чего абразивные зерна ломаются или падают, снова обнажая острую кромку. Эта функция называется самозатачиванием. Самозатачивание позволяет нормально выполнять шлифовку в течение определенного периода времени. Однако после определенного рабочего времени следует проводить ручную обрезку, чтобы избежать вибрации, шума и повреждения качества поверхности заготовки из-за повышенного усилия шлифования.
Однако после определенного рабочего времени следует проводить ручную обрезку, чтобы избежать вибрации, шума и повреждения качества поверхности заготовки из-за повышенного усилия шлифования.
Поскольку абразивные частицы шлифовального круга обладают высокой твердостью и термостойкостью, шлифование может обрабатывать материалы с высокой твердостью, такие как закаленная сталь и твердый сплав. Характеристики шлифовального круга и шлифовального станка определяют, что система процесса шлифования может выполнять равномерную микрорезку, как правило, ap=0.001-0.005 мм; скорость шлифования очень высока, обычно до v=30-50 м/с; жесткость шлифовального станка хорошая; используется гидравлическая трансмиссия. Таким образом, шлифование может экономически обеспечить высокую точность обработки (IT6-IT5) и малую шероховатость поверхности (Ra=0.8-0.2m). Шлифовка – один из основных способов отделки деталей.
Состав шлифовального круга | КЕЙХИН КОГЁШО КО., ЛТД.
Три элемента шлифовального круга
Три элемента шлифовального круга
| Зерно | Связка | Пористость |
|---|---|---|
Очень твердый, действует как «лезвие» при шлифовальных работах.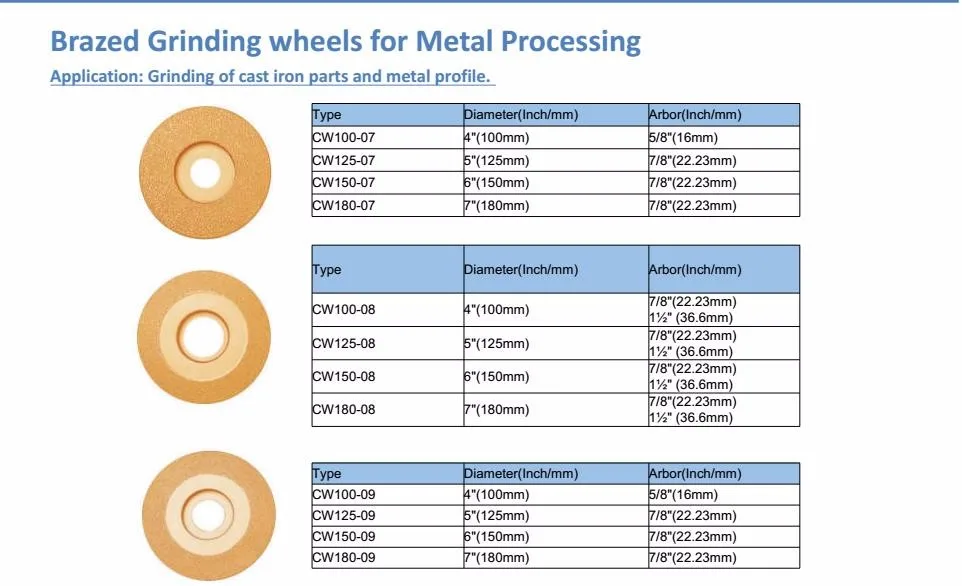 | Склеивает и удерживает абразивные зерна. | Функционирует как «карман для стружки» и способствует охлаждению шлифовального круга. |
Шлифовальный круг состоит из трех элементов: абразивного зерна, связки и поры, как показано на рис. 1. Поскольку круг вращается с высокой скоростью, его бесчисленные зерна быстро шлифуют заготовку до красивой поверхности и точных размеров.
Механизм заточки бруска
Этот процесс называется процессом заточки. По мере обработки зерна изнашиваются и откалываются, вследствие чего постоянно возникают новые зерна или «режущая кромка», что позволяет продолжать шлифование в том же состоянии. Самозатачивающаяся режущая кромка является уникальной характеристикой шлифовального круга, которой нет ни у одного другого режущего инструмента.
Пять факторов шлифовального круга
Характеристики шлифовального круга определяются следующими пятью факторами.
Пять факторов шлифовального круга
| зерно | Размер зерна | класс | Структура | Бонд |
|---|---|---|---|---|
| Природа абразивного зерна | Размер абразивного зерна (F или #) | Прочность на абразивное зерно. весь круг | Природа связующего |
Зерно
Природа абразивных зерен, их свойства и применение
| Новая керамика абразивное зерно | QB Абразивный состав на основе оксида алюминия новой формулы. 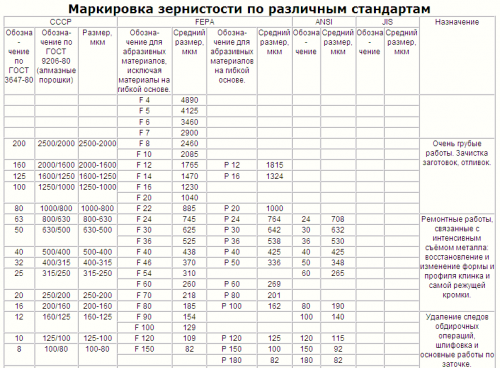 Мультикристаллический абразив. Демонстрирует выдающиеся способности в тяжелых условиях шлифование, а также прецизионное шлифование легированной стали, инструмент сталь, нержавеющая сталь и т. д. | |
|---|---|---|
| Плавленый оксид алюминия абразивное зерно | WA Очень рыхлая и острая режущая кромка. Прецизионное шлифование обычной закаленной стали | |
| A Стандартный абразив, отличная прочность. Свободное ручное шлифование, тяжелое шлифование и точность шлифование стали общего назначения | ||
| 19А Составной абразив с повышенной режущей способностью.  Прецизионное шлифование стали общего назначения и закаленной стали | ||
| ХА Составной абразив с высокой прочностью. Высокая режущая способность. Сверхмощное шлифование стали общего назначения и закаленная сталь | ||
| кВт И рыхлый, и жесткий. Высокая режущая способность. Прецизионное шлифование закаленной и легированной стали. | ||
| ПВ, РА Прочное зерно с высокой режущей способностью. Прецизионное шлифование легированной стали и инструментальной стали | ||
| ЮАР, КЭ Монокристаллическое абразивное зерно с твердостью и высокая прочность. /abrazivnye-diski-Makita.jpg) Шлифование трудно измельчаемых материалов, таких как легированная сталь, инструментальная сталь, закаленная сталь | ||
| карбид кремния абразивное зерно | GC Сверхвысокая твердость и высокая рыхлость. Шлифование спеченных твердых сплавов, чугуна, цветных металлов металл, керамика и т. д. | |
| С Стандартный абразив на основе карбида кремния. Шлифование чугуна, цветных металлов, керамики и т. д. |
Размер зерна
Размер зерна — это размер абразивного зерна, обычно обозначаемый буквой «F» или «сетка (#)». Размер зерна классифицируется, как показано в следующих таблицах, в соответствии с их диапазоном и распределением размера зерна.
Грубая (единица измерения: микрометр)
| Grain Size | Grain Diameter |
|---|---|
| F 8 | 2,800-2,000 |
| F 10 | 2,360-1,700 |
| F 12 | 2,000-1,400 |
| F 14 | 1,700-1,180 |
| F 16 | 1,400-1,000 |
| F 20 | 1,180-850 |
| F 24 | 850-600 |
| F 30 | 710-500 |
| F 36 | 600-425 |
| F 46 | 425-300 |
| F 54 | 355-250 |
| F 60 | 300-212 |
| F 70 | 250-180 |
| F 80 | 212-150 |
| F 90 | 180-125 |
| F100 | 150-106 |
| F120 | 125-90 |
| Ф150 | 106-63 |
| F180 | 90-53 |
| F220 | 75-45 |
FINE (MINT: MICRO METER)
FINC



Значение dυ-50 = диаметр частиц в точке 50% кумулятивной высоты
Значение dυ-94 = диаметр частиц в точке 94% совокупной высоты
Размер зерна тесно связан с шероховатостью готовой поверхности. Как правило, более грубый круг обеспечивает большую эффективность и менее гладкую поверхность.
На рисунке справа показано общее применение размера зерна для каждой шлифовальной работы.
Зернистость и их применение
Марка
Марка представляет удерживающую способность связующего вещества, удерживающего абразивные зерна. Чем выше класс (сильнее удержание), тем тверже колесо и наоборот. Класс описывается в алфавитном порядке; А — самый мягкий, а Z — самый твердый.
Чем выше класс (сильнее удержание), тем тверже колесо и наоборот. Класс описывается в алфавитном порядке; А — самый мягкий, а Z — самый твердый.
| Very Soft | Soft | Medium | Hard | Very Hard |
|---|---|---|---|---|
| A B C D E F G | H I J K | L M N O | P Q R S | T U V W X Y Z |
The grade is the factor which has the наибольшее влияние на остроту резания шлифовального круга; таким образом, выбор сорта должен быть сделан обдуманно. Как правило, твердый материал требует круга низкого качества, а мягкий материал лучше всего шлифуется кругом высокого качества.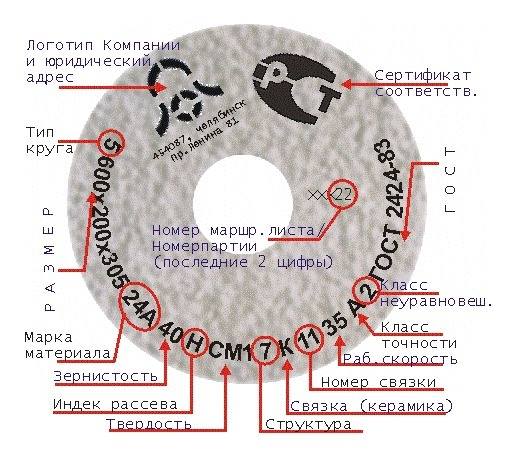 Общая тенденция выбора сорта показана в таблице выше.
Общая тенденция выбора сорта показана в таблице выше.
В зависимости от использования бывают случаи, когда поры заполняются пломбами. В таких случаях за кодом сорта следует вспомогательный код, указывающий наполнение.
например H + S (дополнительный код: S…Сера, P…Парафин, R…Смола)
Структура
Доля объема зерна в заданном объеме всего шлифовального круга называется коэффициентом зерна. .
Соотношение зерен распределено по 15 классам, а именно от 0 до 14, что является структурным номером шлифовального круга. Чем больше число, тем ниже соотношение зерен, т. е. больше расстояние между зернами. Пространство между зернами оказывает большое влияние на эффективность измельчения и степень нагрева.
Связка
Связующее вещество скрепляет абразивные зерна вместе, так что абразивные зерна могут показывать достаточную эффективность шлифования.
В настоящее время используются следующие виды и свойства облигаций;
1. Керамическая связка
(1) Метод витрифицированной связки (стеклянная связка)
Керамическая связка представлена символом «V».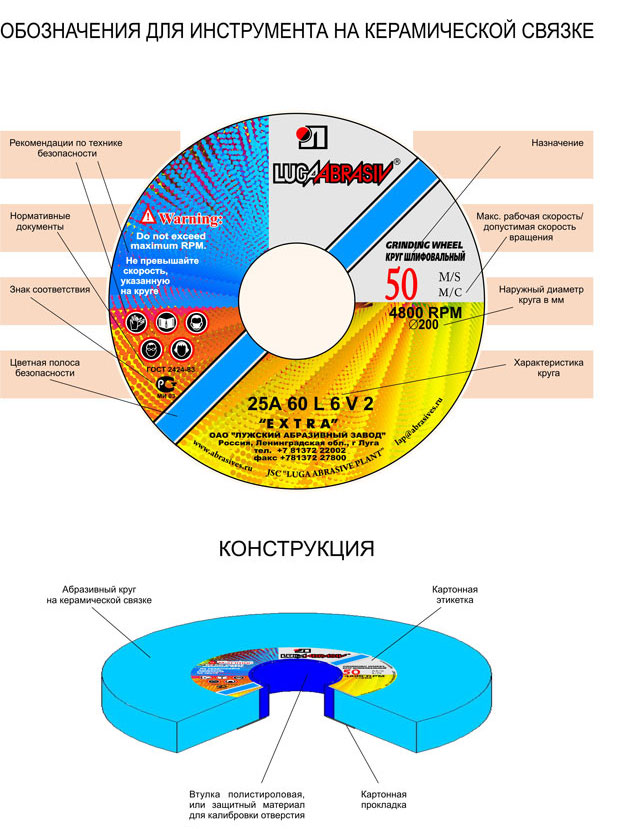
В этом методе керамика, такая как полевой шпат и глина, обжигается, чтобы связать абразивные зерна вместе.
Продукты на керамической связке широко используются в области общего шлифования, включая прецизионное шлифование, поскольку связка позволяет легко регулировать сортность и структуру, а продукты на керамической связке имеют многочисленные поры, которые предотвращают пригорание, и на них не влияют ни вода, ни щелочи, ни кислоты. или масло.
У нас есть все виды зерна, включая керамическое зерно QB.
Мы предоставляем продукты, подходящие для вашей заготовки.
2. Соединение на основе синтетической смолы
(1) Резиноидный метод (связка на основе смолы)
Связка на основе смолы обозначена символом «B».
При этом способе изделия изготавливают путем закалки или термореактивного бакелита (фенолформалина).
По сравнению со стеклянными, изделия на резиноидной связке эластичны и обладают высокой прочностью на растяжение и могут использоваться при высоких рабочих скоростях. Таким образом, резиноидная связка подходит для тонких шлифовальных кругов, таких как отрезные круги и круги с вогнутым центром. Поскольку круги со связкой из резины легко подвергаются воздействию тепла и масла, вы должны быть осторожны с шлифовальной жидкостью.
Таким образом, резиноидная связка подходит для тонких шлифовальных кругов, таких как отрезные круги и круги с вогнутым центром. Поскольку круги со связкой из резины легко подвергаются воздействию тепла и масла, вы должны быть осторожны с шлифовальной жидкостью.
(2) Резиновый метод (резиновая связка)
Резиновая связка обозначена символом «R».
В этом методе изделия изготавливаются путем отверждения или термореактивного натурального или синтетического каучука, закаленного зернами.
Так как круги на резиновой связке легко подвергаются воздействию тепла и масла, вы должны быть осторожны с шлифовальной жидкостью.
(3) Метод вспенивания
Связка методом вспенивания обозначена символом «UP».
В этом методе продукты изготавливаются из синтетической смолы (например, уретановой смолы).
Поскольку продукты обладают высокой эластичностью и водостойкостью, их используют для шлифования цветных металлов, таких как алюминий.
Стандартные формы и профили шлифовальных кругов
Форма и профиль шлифовального круга представлены соответствующим номером типа формы и символом профиля.
Щелкните, чтобы открыть PDF-файл
Щелкните здесь, чтобы получить контактную форму
Шлифовальный круг – абразивы, свойства, форма и структура
В металлообработке шлифование – это процесс удаления металла путем применения абразивов, связанных в виде вращающегося круга. . В этом процессе шлифования металл удаляется с заготовки, когда вращающийся круг (абразивный) вступает в контакт с заготовкой. Многие из нас неправильно поняли, что в этом процессе шлифовки металл удаляется трением. Это неправильно. На самом деле процесс шлифования представляет собой такой же процесс резания, как и сверление, фрезерование и токарная обработка. В процессе шлифования шлифовальный круг является наиболее важным компонентом. Давайте обсудим более подробную информацию о шлифовальных кругах в этой статье, таких как абразивы, используемые на шлифовальном круге, свойства шлифовального круга, форма и структура шлифовального круга.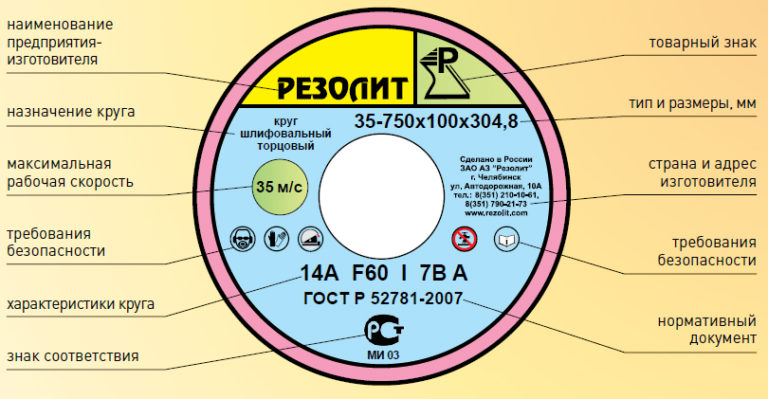
Шлифовальный круг
В процессе шлифования в качестве режущего инструмента используется наждачный или корундовый круг. Наждак и корунд являются природными абразивами и представляют собой нечистые формы оксида алюминия Al 2 O 3 . Шлифовальный круг состоит из тысяч мельчайших абразивных частиц, встроенных в матрицу, называемую «связкой». Абразив — чрезвычайно твердый материал, уступающий по твердости только алмазу.
Шлифовальные круги
Края абразивных частиц выступают за периферию шлифовального круга, и когда шлифовальный круг вращается, каждая из частиц действует как крошечный режущий инструмент, удаляющий материал с поверхности заготовки. Невооруженным глазом срезанный материал выглядит как металлическая пыль, смешанная с порошком от шлифовального круга. Однако металлическая пыль, рассматриваемая под увеличительным стеклом, демонстрирует все характеристики металлической стружки, полученной в других процессах механической обработки. Процесс шлифования действительно является процессом обработки с образованием стружки.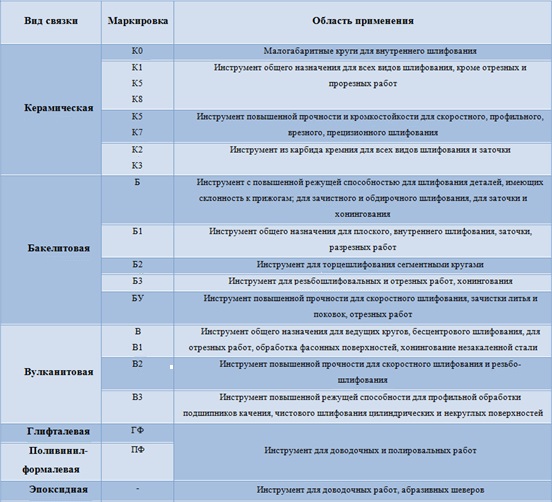
В процессе шлифования можно получить очень точные размеры, одинаково точную геометрию, такую как плоскостность или округлость, и идеальное качество поверхности. Шлифовальный круг способен обрабатывать закаленную сталь и даже закаленную быстрорежущую сталь, чего не могут другие процессы обработки.
При воздействии на заготовку шлифовального круга острые края абразивных зерен, которые являются режущими, со временем теряют свое режущее действие и затупляются. На этом этапе абразивное зерно должно либо расколоться и образовать новые грани, либо оторваться от круга, открывая следующий слой зерен для выполнения своей работы. Если притупившиеся зерна остаются в круге, они просто продолжают тереться во время работы, но не режут. Этот дефект известен как «остекление». С другой стороны, если абразивные зерна отрываются от круга или преждевременно расщепляются до того, как они затупятся, это приводит к сокращению срока службы шлифовального круга.
Абразивные материалы для шлифовального круга
Как мы упоминали выше, наждак и корунд больше не используются в современных шлифовальных кругах.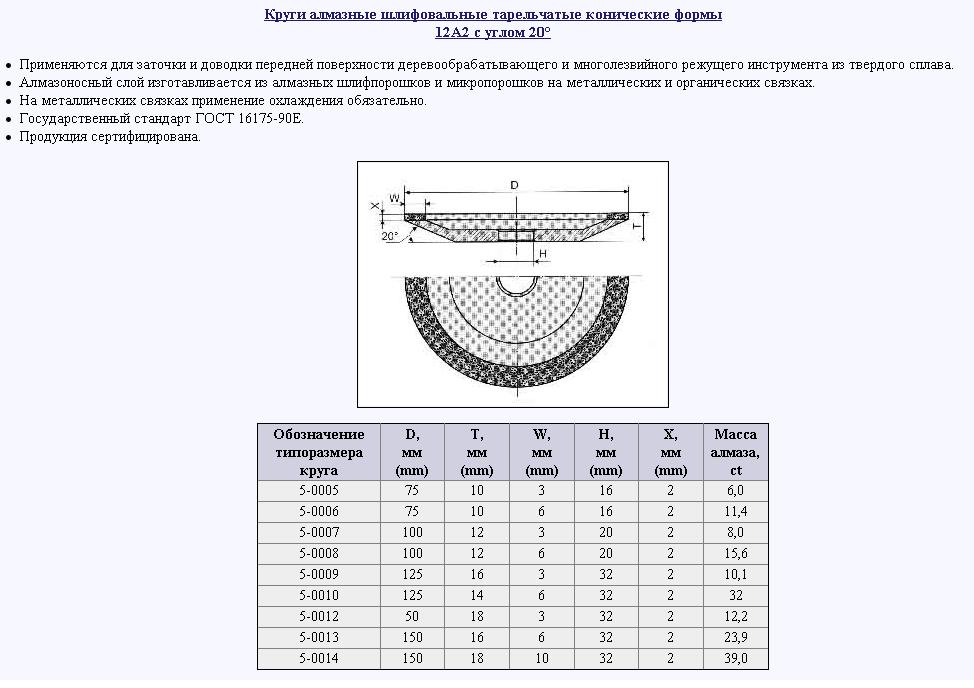 Вместо этого используются искусственно изготовленные абразивы из-за их высокой чистоты. Эти абразивы:
Вместо этого используются искусственно изготовленные абразивы из-за их высокой чистоты. Эти абразивы:
- Карбид кремния (зеленовато-черный цвет)
- Оксид алюминия, Al 2 O 3 (красновато-коричневый цвет)
Карбид кремния зеленовато-черный 906 красновато-коричневый. Карбид кремния более твердый и хрупкий, чем оксид алюминия. По этой причине он используется для шлифования материалов с низким сопротивлением шлифованию, таких как чугун, латунь, медь и т. д.
Что такое токарный станок? Металлургия 101
Пожалуйста, включите JavaScript
Абразивный материал на основе оксида алюминия больше подходит для шлифования большинства сталей из-за его большей прочности, чтобы справиться с повышенным сопротивлением шлифованию. Код карбида кремния — C, а кругов Al 2 O 3 — A. Помимо абразива, характеристики шлифовальных кругов также зависят от многих других факторов. Важно, чтобы для конкретного применения был выбран подходящий шлифовальный круг.
Важно, чтобы для конкретного применения был выбран подходящий шлифовальный круг.
Характеристики шлифовального круга
Ниже приведены различные характеристики шлифовального круга, которые полезны для классификации кругов.
Зернистость
Зернистость указывает размер абразивного зерна. Обозначается цифрой. Чем выше число, тем меньше размер зерен. Абразивы мельче 200 называются «мукой» и обозначаются буквами F, FF и FFF. Эти и более мелкие абразивные «муки» используются ювелирами. Для чистовой обработки отшлифованной поверхности используются абразивные круги с меньшей зернистостью. Но их режущая способность по металлу ограничена. Абразивные круги большего размера обеспечивают шероховатость, но скорость съема металла выше.
Связка и марка
Связка относится к веществу, из которого изготовлена матрица шлифовального круга. Степень твердости, которой обладает связка, называется классом круга и указывает на силу сцепления, с которым абразивные зерна удерживаются в связке.
В производстве шлифовальных кругов обычно используются следующие связки:
- Керамическая связка: Обозначается буквой V, и около 80% кругов, используемых в промышленности, имеют эту связку.
- Силикатная связка: Обозначается буквой S, а силикат соды (широко известный как жидкое стекло) является основным компонентом этой связки.
- Связка Shellac: Обозначается буквой E, а шеллак (естественно доступный материал) является основным компонентом связки.
- Резиновая лента: Здесь абразив замешан в резине и из этого материала отлиты колеса. Обозначается буквой R.
- Резиноидная связка: Эти колеса изготовлены из бакелита и другого смолистого материала. Обозначается буквой B.
Твердость или степень связки обычно обозначается буквами английского алфавита. A представляет собой очень мягкий сорт, а Z — очень твердый, M и N — средний класс твердости.
Структура шлифовального круга
Доля связующего материала в круге варьируется от 10% до 30% от его общего объема. Структура колеса зависит от этого процента. Если абразивные зерна расположены слишком плотно, процентное содержание связующего материала будет ниже. Такая структура называется закрытой. Если абразивные зерна менее плотно упакованы в том же объеме, говорят, что круги имеют открытую структуру. Структура обозначается числом от 1 (очень закрытая структура) до 15 (очень открытая структура).
На каждом шлифовальном круге производители обязаны указывать следующую информацию в указанной последовательности о
(a) Используемый абразив (A или C)
(b) Номер зерна (например, 46)
(c) Класс (от A до Z)
(d) Структура (от 1 до 15)
(e) Тип связки (указанными буквами).
Кроме того, производитель может предоставить некоторую дополнительную информацию в виде префиксов или суффиксов к вышеуказанной информации.
Формы шлифовальных кругов
Шлифовальные круги изготавливаются самых разных форм, подходящих для широкого спектра работ и специальных
особенности станков, на которых должны использоваться колеса. Многие распространенные формы показаны на следующем рисунке.
Многие распространенные формы показаны на следующем рисунке.
Колеса с (a) по (h) являются дисковыми, и шлифование должно выполняться по периферии колеса. Круги от (j) до (l) в основном используются на чашечных шлифовальных станках. Круги (м), (н) и (р) служат для заточки инструмента и резцов. Тонкий круг, показанный в (r), используется на абразивных фрезах для продольной резки и отрезки.
Выбор шлифовального круга
Это означает выбор наиболее подходящего круга для конкретной шлифовальной операции. Очевидно, что выбор круга будет зависеть от того, какой абразив требуется, и других характеристик кругов. Но это также зависит от многих условий эксплуатации, таких как круг и рабочая скорость, относительные диаметры круга и работы, тип и состояние машин и т. д. Поэтому лучше всего обратиться к производителю колес и следовать его рекомендациям. Правило большого пальца состоит в том, чтобы использовать твердый круг для мягкого материала и мягкий круг для твердого материала.
