Характеристики шлифовальных кругов: 5.11.2 Характеристики шлифовальных кругов
Содержание
Шлифовальные круги для болгарки, характеристики, применение
Главная » Статьи » Шлифовальные круги для болгарки. Характеристики, применение
Угловая шлифовальная машина, за которой в России прочно закрепилось название «болгарка» является народным шлифовальным инструментом. Популярность вызвана ее доступной ценой, большим разнообразием всевозможных шлифовальных насадок для универсального использования. И скорее всего, имеющийся арсенал насадок не является пределом. Ежегодно появляются новые типы быстро вращающихся шлифовальных кругов или происходит их усовершенствование.
Классификацию шлифовальных кругов на болгарку можно определить исходя из разных методик. Мы рассмотрим вариант исходя из структуры сайта «Магазин Инструменты»
- гибкие шлифовальные круги (фибровые, самолипучие на бумажной основе, из нетканого волокна)
- зачистные круги на бакелитовой связке
- пористые зачистные круги
- чашечные шлифовальные круги
- угловые радиально-лепестковые круги
- полировальные
- алмазные шлифовальные круги
Каждый из перечисленных кругов способен выполнять работу по своему основному назначению, но не исключается возможность использования не по прямому назначению с соблюдением предписанных мер безопасности.
Гибкие абразивные шлифовальные круги
Эта группа шлифовальных насадок устанавливается на угловую шлифмашину через специальную насадку, которая обеспечивает опору для шлифования. Основой гибких шлифовальных кругов является фибра, бумага наждачная или другой гибкий материал, например пленка. Преимущество этой группы абразивных кругов является низкая цена за единицу. Широкий диапазон размеров абразивного зерна позволяет использовать их для промежуточного, финишного шлифования и полирования. Им нет равных по себестоимости при шлифовании больших поверхностей.
Зачистные круги на бакелитовой связке
Перед шлифовальными кругами на бакелитовой связке, армированными стекло сеткой ставится, прежде всего, задача чернового шлифования с высоким съемом материала, зачистка сварного шва и выполнение обдирочных работ. В зависимости от размера зерна, твердости связки круги подходят для обработки металлических и минеральных материалов. Они широко применяется в металлообработке и строительстве. Существуют комбинированные армированные абразивные круги, с помощью которых можно шлифовать и разрезать металл.
Существуют комбинированные армированные абразивные круги, с помощью которых можно шлифовать и разрезать металл.
Чашечные шлифкруги на бакелитовой связке
Еще боле высокие нагрузки способен выдержать чашечный шлифовальный круг. Высокая шлифовальная кромка высотой 55 мм легко справляется с высоким съемом материала за единицу времени. Чаще всего чашечные шлифовальные круги можно встретить на промышленных сталелитейных и металлообрабатывающих предприятиях, строительных объектах. Важным условием эффективного применения чашечных кругов является использование болгарки соответствующей мощности. Самой мощной ушм считается обладательница высокочастотного двигателя. Правда, сетевые электрические модели значительно прибавили в мощности.
Пористые зачистные круги
Пористая структура зачистных кругов обеспечивает деликатность обработки поверхности. В их основе находится полимерное волокно с агрессивным зерном карбид кремния. Эти свойства пористых кругов проявляются при удалении краски, лака, окалины, антикоррозийного покрытия.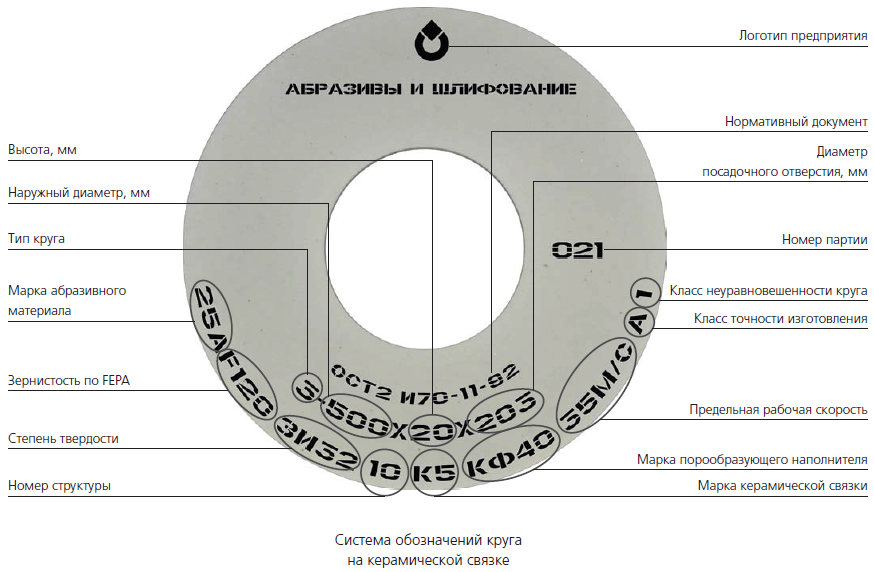 Благодаря пористой структуре круг не забивается продуктами шлифования, а твердая кромка агрессивно воздействует на обрабатываемую поверхность. Благодаря этим особенностям пористые зачистные круги нашли широкое применение в ремонте кузовов автомобиля, металлообработке, строительстве.
Благодаря пористой структуре круг не забивается продуктами шлифования, а твердая кромка агрессивно воздействует на обрабатываемую поверхность. Благодаря этим особенностям пористые зачистные круги нашли широкое применение в ремонте кузовов автомобиля, металлообработке, строительстве.
Радиально-лепестковые угловые круги
Круги с радиально расположенными лепестками из абразивной ткани скрепляются и надежно удерживаются сердечником из специальной смолы. Крепится лепестковый круг на болгарку непосредственно на ее шпиндель М14. Лепестковый угловой круг подходит для удаления заусенцев, продольного шлифования, обработки оголовка трубы и кромки. Быстрое вращение и свободное нахождение лепестков создают эффект закругления кромки, что препятствует возникновению обратного заусенца.
Войлочные полировальные круги
Войлочные полировальные круги вполне можно отнести к группе шлифовальные, т.к. процесс полирования можно отнести к операции супер финишного шлифования.
Условием эффективного применения полировального войлока является правильно подобранные обороты машинки и подходящая полировальная паста.
Алмазные чашечные круги
Для шлифования минеральных строительных материалов можно воспользоваться абразивными кругами, но чаще всего большей эффективности можно достичь при использовании алмазных чашечных кругов. Разные типы сегментов позволяют без труда отшлифовать бетонные стены, удалить остатки засохшего плиточного клея или сделать полы ровными. Чашечный алмазный круг можно устанавливать на угловую шлифовальную машинку или шлифовальный агрегат.
В этом обзоре мы постарались кратко рассказать о возможных типах абразивных и алмазных шлифовальных инструментах устанавливаемых на болгарку, которые доступны для заказа и покупки в «Магазин Инструменты». Мы считаем, что абразивные и алмазные инструменты нельзя однозначно характеризовать и определять их прямое назначение. Изменение рабочих параметров оборудования открывает новые возможности использования. Важным условием применения шлифовальных насадок на болгарку является строгое соблюдение предписанных мер безопасности, правил применения и хранения.
Приглашаем Вас посетить наш торговый павильон Б16 на ТВЦ «Гвоздь» на 67 км МКАД.
| |||||||||||||||||||||||||||||||
|
| ||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||
|
| ||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||
|
| ||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||
|
| ||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||
|
| ||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||
|
| ||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||
|
| ||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||
|
| ||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||
|
| ||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||
|
| ||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||
|
| ||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||
|
| ||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||
 ч. пропитанные серой: суперфиниширование
ч. пропитанные серой: суперфиниширование Обработанные поверхности отличаются низкой шероховатостью
Обработанные поверхности отличаются низкой шероховатостью рабочая
рабочая рабочая
рабочая ca
caШлифовальный круг. Абразивы, свойства, форма и структура
В металлообработке шлифование – это процесс удаления металла путем применения абразивов, связанных в виде вращающегося круга. В этом процессе шлифования металл удаляется с заготовки, когда вращающийся круг (абразивный) вступает в контакт с заготовкой. Многие из нас неправильно поняли, что в этом процессе шлифовки металл удаляется трением. Это неправильно. На самом деле процесс шлифования представляет собой такой же процесс резания, как и сверление, фрезерование и токарная обработка. В процессе шлифования шлифовальный круг является наиболее важным компонентом. Давайте обсудим более подробную информацию о шлифовальных кругах в этой статье, таких как абразивы, используемые на шлифовальном круге, свойства шлифовального круга, форма и структура шлифовального круга.
Шлифовальный круг
В процессе шлифования в качестве режущего инструмента используется наждачный или корундовый круг. Наждак и корунд являются природными абразивами и представляют собой нечистые формы оксида алюминия Al 2 O 3 . Шлифовальный круг состоит из тысяч мельчайших абразивных частиц, встроенных в матрицу, называемую «связкой». Абразив — чрезвычайно твердый материал, уступающий по твердости только алмазу.
Наждак и корунд являются природными абразивами и представляют собой нечистые формы оксида алюминия Al 2 O 3 . Шлифовальный круг состоит из тысяч мельчайших абразивных частиц, встроенных в матрицу, называемую «связкой». Абразив — чрезвычайно твердый материал, уступающий по твердости только алмазу.
Шлифовальные круги
Края абразивных частиц выступают за периферию шлифовального круга, и когда шлифовальный круг вращается, каждая из частиц действует как крошечный режущий инструмент, удаляющий материал с поверхности заготовки. Невооруженным глазом срезанный материал выглядит как металлическая пыль, смешанная с порошком от шлифовального круга. Однако металлическая пыль, рассматриваемая под увеличительным стеклом, демонстрирует все характеристики металлической стружки, полученной в других процессах механической обработки. Процесс шлифования действительно является процессом обработки с образованием стружки.
В процессе шлифования можно получить очень точные размеры, одинаково точную геометрию, такую как плоскостность или округлость, и идеальное качество поверхности. Шлифовальный круг способен обрабатывать закаленную сталь и даже закаленную быстрорежущую сталь, чего не могут другие процессы обработки.
Шлифовальный круг способен обрабатывать закаленную сталь и даже закаленную быстрорежущую сталь, чего не могут другие процессы обработки.
При воздействии на заготовку шлифовального круга острые края абразивных зерен, которые являются режущими, со временем теряют свое режущее действие и затупляются. На этом этапе абразивное зерно должно либо расколоться и образовать новые грани, либо оторваться от круга, открывая следующий слой зерен для выполнения своей работы. Если притупившиеся зерна остаются в круге, они просто продолжают тереться во время работы, но не режут. Этот дефект известен как «остекление». С другой стороны, если абразивные зерна отрываются от круга или преждевременно расщепляются до того, как они затупятся, это приводит к сокращению срока службы шлифовального круга.
Абразивные материалы для шлифовального круга
Как мы упоминали выше, наждак и корунд больше не используются в современных шлифовальных кругах. Вместо этого используются искусственно изготовленные абразивы из-за их высокой чистоты. Эти абразивы:
Эти абразивы:
- Карбид кремния (зеленовато-черный цвет)
- Оксид алюминия, Al 2 O 3 (Красновато-коричневый цвет)
Карбид кремния зеленовато-черный3 красновато-коричневый. Карбид кремния более твердый и хрупкий, чем оксид алюминия. По этой причине он используется для шлифования материалов с низким сопротивлением шлифованию, таких как чугун, латунь, медь и т. д.
Дефекты абразивного шлифования. Опасности …
Пожалуйста, включите JavaScript
Абразивный материал на основе оксида алюминия больше подходит для шлифования большинства сталей из-за его большей ударной вязкости, позволяющей справиться с повышенным сопротивлением шлифованию. Код карбида кремния — C, а кругов Al 2 O 3 — A. Помимо абразива, характеристики шлифовальных кругов также зависят от многих других факторов. Важно, чтобы для конкретного применения был выбран подходящий шлифовальный круг.
Характеристики шлифовального круга
Ниже приведены различные характеристики шлифовального круга, которые полезны для классификации кругов.
Зернистость
Зернистость указывает размер абразивного зерна. Обозначается цифрой. Чем выше число, тем меньше размер зерен. Абразивы мельче 200 называются «мукой» и обозначаются буквами F, FF и FFF. Эти и более мелкие абразивные «муки» используются ювелирами. Для чистовой обработки отшлифованной поверхности используются абразивные круги с меньшей зернистостью. Но их режущая способность по металлу ограничена. Абразивные круги большего размера обеспечивают шероховатость, но скорость съема металла выше.
Связка и марка
Связка относится к веществу, из которого изготовлена матрица шлифовального круга. Степень твердости, которой обладает связка, называется классом круга и указывает на силу сцепления, с которым абразивные зерна удерживаются в связке.
В производстве шлифовальных кругов обычно используются следующие связки:
- Керамическая связка: Обозначается буквой V, и около 80% кругов, используемых в промышленности, имеют эту связку.

- Силикатная связка: Обозначается буквой S, а силикат соды (широко известный как жидкое стекло) является основным компонентом этой связки.
- Связка Shellac: Обозначается буквой E, а шеллак (естественно доступный материал) является основным компонентом связки.
- Резиновая лента: Здесь абразив замешан в резине и из этого материала отлиты колеса. Обозначается буквой R.
- Резиноидная связка: Эти колеса изготовлены из бакелита и другого смолистого материала. Обозначается буквой B.
Твердость или степень связки обычно обозначается буквами английского алфавита. A представляет собой очень мягкий сорт, а Z — очень твердый, M и N — средний класс твердости.
Структура шлифовального круга
Доля связующего материала в круге варьируется от 10% до 30% от его общего объема. Структура колеса зависит от этого процента. Если абразивные зерна расположены слишком плотно, процентное содержание связующего материала будет ниже.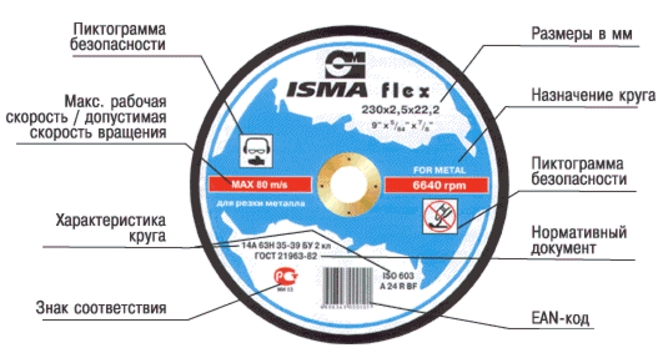 Такая структура называется закрытой. Если абразивные зерна менее плотно упакованы в том же объеме, говорят, что круги имеют открытую структуру. Структура обозначается числом от 1 (очень закрытая структура) до 15 (очень открытая структура).
Такая структура называется закрытой. Если абразивные зерна менее плотно упакованы в том же объеме, говорят, что круги имеют открытую структуру. Структура обозначается числом от 1 (очень закрытая структура) до 15 (очень открытая структура).
На каждом шлифовальном круге производители обязаны указывать следующую информацию в указанной последовательности о
(a) Используемый абразив (A или C)
(b) Номер зерна (например, 46)
(c) Класс (от A до Z)
(d) Структура (от 1 до 15)
(e) Тип связки (указанными буквами).
Кроме того, производитель может предоставить некоторую дополнительную информацию в виде префиксов или суффиксов к вышеуказанной информации.
Формы шлифовальных кругов
Шлифовальные круги изготавливаются самых разных форм, подходящих для самых разнообразных работ и специальных
особенности станков, на которых должны использоваться колеса. Многие распространенные формы показаны на следующем рисунке.
Колеса с (a) по (h) являются дисковыми, и шлифование должно выполняться по периферии колеса. Круги от (j) до (l) в основном используются на чашечных шлифовальных станках. Круги (м), (н) и (р) служат для заточки инструмента и резцов. Тонкий круг, показанный в (r), используется на абразивных фрезах для продольной резки и отрезки.
Круги от (j) до (l) в основном используются на чашечных шлифовальных станках. Круги (м), (н) и (р) служат для заточки инструмента и резцов. Тонкий круг, показанный в (r), используется на абразивных фрезах для продольной резки и отрезки.
Выбор шлифовального круга
Это означает выбор наиболее подходящего круга для конкретной шлифовальной операции. Очевидно, что выбор круга будет зависеть от того, какой абразив требуется, и других характеристик кругов. Но это также зависит от многих условий эксплуатации, таких как круг и рабочая скорость, относительные диаметры круга и работы, тип и состояние машин и т. д. Поэтому лучше всего обратиться к производителю колес и следовать его рекомендациям. Правило большого пальца состоит в том, чтобы использовать твердый круг для мягкого материала и мягкий круг для твердого материала. Твердый круг удерживает абразивы, поскольку они не затупляются на мягком материале.
Заключение
Выбор круга, наиболее подходящего для конкретной шлифовальной операции, является первостепенной задачей, и ее можно решить, только зная требуемый абразивный материал. мы четко описали абразивные материалы и их характеристики. мы также обсудили различные размеры и формы шлифовальных кругов. Дайте нам знать, что вы думаете об этой статье в разделе комментариев ниже.
мы четко описали абразивные материалы и их характеристики. мы также обсудили различные размеры и формы шлифовальных кругов. Дайте нам знать, что вы думаете об этой статье в разделе комментариев ниже.
Состав шлифовального круга | КЕЙХИН КОГЁШО КО., ЛТД.
Три элемента шлифовального круга
Три элемента шлифовального круга
| Зернистость | Связка | Пористый |
|---|---|---|
| Очень твердый, служит «режущей кромкой» при шлифовальных работах. | Склеивает и удерживает абразивные зерна. | Выполняет функцию кармана для стружки и способствует охлаждению шлифовального круга. |
Шлифовальный круг состоит из трех элементов: абразивного зерна, связки и поры, как показано на рис.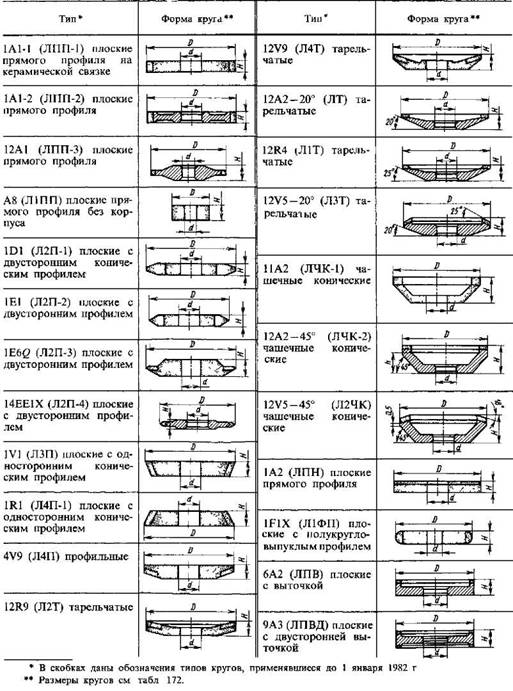 1. Поскольку круг вращается с высокой скоростью, его бесчисленные зерна быстро шлифуют заготовку до красивой поверхности и точных размеров.
1. Поскольку круг вращается с высокой скоростью, его бесчисленные зерна быстро шлифуют заготовку до красивой поверхности и точных размеров.
Механизм заточки бруска
Этот процесс называется процессом заточки. По мере обработки зерна изнашиваются и откалываются, вследствие чего постоянно возникают новые зерна или «режущая кромка», что позволяет продолжать шлифование в том же состоянии. Самозатачивающаяся режущая кромка является уникальной характеристикой шлифовального круга, которой нет ни у одного другого режущего инструмента.
Пять факторов шлифовального круга
Характеристики шлифовального круга определяются следующими пятью факторами.
Пять факторов шлифовального круга
| зерно | Размер зерна | Стал | Структура | БОНГ |
|---|---|---|---|---|
| ГРИНДА 0 2 9013. | Тип связующего |
 колесо целиком
колесо целикомЗерно
Природа абразивных зерен, их свойства и применение
| Новая керамика абразивное зерно | QB Абразивный состав на основе оксида алюминия новой формулы. Мультикристаллический абразив. Демонстрирует выдающиеся способности в тяжелых условиях шлифование, а также прецизионное шлифование легированной стали, инструмент сталь, нержавеющая сталь и т. д. | |
|---|---|---|
| Плавленый оксид алюминия абразивное зерно | WA Очень рыхлая и острая режущая кромка. Прецизионное шлифование обычной закаленной стали | |
| A Стандартный абразив, отличная прочность.  Свободное ручное шлифование, тяжелое шлифование и точность шлифование стали общего назначения | ||
| 19А Составной абразив с повышенной режущей способностью. Прецизионное шлифование стали общего назначения и закаленной стали | ||
| ХА Составной абразив с высокой прочностью. Высокая режущая способность. Сверхмощное шлифование стали общего назначения и закаленная сталь | ||
| кВт И рыхлый, и жесткий. Высокая режущая способность. Прецизионное шлифование закаленной и легированной стали. | ||
| ПВ, РА Прочное зерно с высокой режущей способностью.  Прецизионное шлифование легированной стали и инструментальной стали | ||
| ЮАР,КЭ Монокристаллическое абразивное зерно с твердостью и высокая прочность. Шлифование трудно измельчаемых материалов, таких как легированная сталь, инструментальная сталь, закаленная сталь | ||
| карбид кремния абразивное зерно | GC Сверхвысокая твердость и высокая рыхлость. Шлифование спеченных твердых сплавов, чугуна, цветных металлов металл, керамика и т. д. | |
| С Стандартный абразив на основе карбида кремния. Шлифование чугуна, цветных металлов, керамики и т. 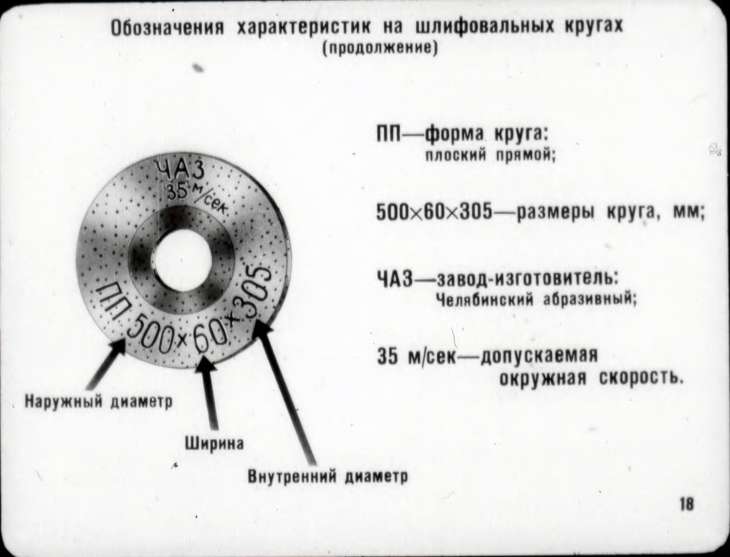 д. д. |
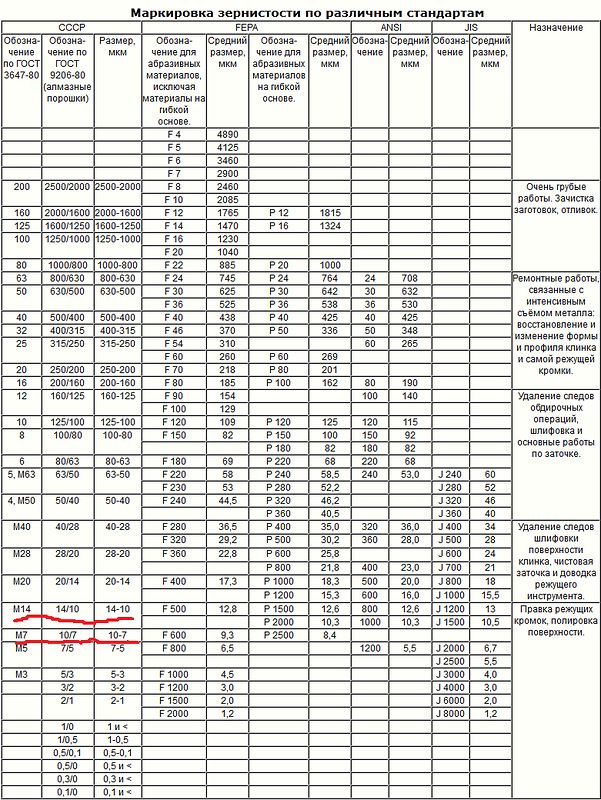
Размер зерна
Размер зерна — это размер абразивного зерна, обычно обозначаемый буквой «F» или «сетка (#)». Размер зерна классифицируется, как показано в следующих таблицах, в соответствии с их диапазоном и распределением размера зерна.
Грубая (единица измерения: микрометр)
| Grain Size | Grain Diameter |
|---|---|
| F 8 | 2,800-2,000 |
| F 10 | 2,360-1,700 |
| F 12 | 2,000-1,400 |
| F 14 | 1,700-1,180 |
| F 16 | 1,400-1,000 |
| F 20 | 1,180-850 |
| F 24 | 850-600 |
| F 30 | 710-500 |
| F 36 | 600-425 |
| F 46 | 425-300 |
| F 54 | 355-250 |
| F 60 | 300-212 |
| F 70 | 250-180 |
| F 80 | 212-150 |
| F 90 | 180-125 |
| F100 | 150-106 |
| F120 | 125-90 |
| Ф150 | 106-63 |
| F180 | 90-53 |
| F220 | 75-45 |
Fine (unit:micro meter)
| Grain Size | dυ-50 value | Значение dυ-94 |
|---|---|---|
| #240 | 57,0+-3,0 | 40 мин. |
| #280 | 48,0+-3,0 | 33 мин. |
| #320 | 40,0+-2,5 | 27мин. |
| #360 | 35,0+-2,0 | 23 мин. |
| #400 | 30,0+-2,0 | 20 мин. |
| #500 | 25,0+-2,0 | 16 мин. |
| #600 | 20,0+-1,5 | 13 мин. |
| #700 | 17,0+-1,3 | 11мин. |
| #800 | 14,0+-1,0 | 9,0мин. |
| #1000 | 11,5+-1,0 | 7,0 мин. |
| #1200 | 9,5+-0,8 | 5,5 мин. |
| #1500 | 8,0+-0,6 | 4,5 мин. |
| #2000 | 6,7+-0,6 | 4,0мин.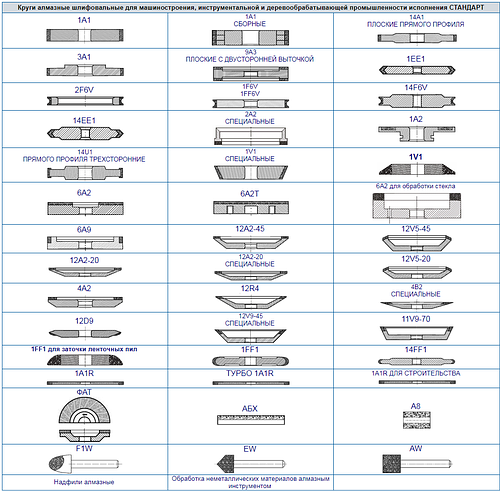 |
| #2500 | 5,5+-0,5 | 3,0 мин. |
| #3000 | 4,0+-0,5 | 2,0 мин. |
| #4000 | 3,0+-0,4 | 1,3 мин. |
Значение dυ-50 = диаметр частиц в точке 50% кумулятивной высоты
Значение dυ-94 = диаметр частиц в точке 94% совокупной высоты
Размер зерна тесно связан с шероховатостью готовой поверхности. Как правило, более грубый круг обеспечивает большую эффективность и менее гладкую поверхность.
На рисунке справа показано общее применение размера зерна для каждой шлифовальной работы.
Зернистость и их применение
Марка
Марка представляет удерживающую способность связующего вещества, удерживающего абразивные зерна. Чем выше класс (сильнее удержание), тем тверже колесо и наоборот. Класс описывается в алфавитном порядке; А — самый мягкий, а Z — самый твердый.
Чем выше класс (сильнее удержание), тем тверже колесо и наоборот. Класс описывается в алфавитном порядке; А — самый мягкий, а Z — самый твердый.
| Very Soft | Soft | Medium | Hard | Very Hard |
|---|---|---|---|---|
| A B C D E F G | H I J K | L M N O | P Q R S | T U V W X Y Z |
The grade is the factor which has the наибольшее влияние на остроту резания шлифовального круга; таким образом, выбор сорта должен быть сделан обдуманно. Как правило, твердый материал требует круга низкого качества, а мягкий материал лучше всего шлифуется кругом высокого качества. Общая тенденция выбора сорта показана в таблице выше.
Общая тенденция выбора сорта показана в таблице выше.
В зависимости от использования бывают случаи, когда поры заполняются пломбами. В таких случаях за кодом сорта следует вспомогательный код, указывающий наполнение.
например H + S (дополнительный код: S…Сера, P…Парафин, R…Смола)
Структура
Доля объема зерна в заданном объеме всего шлифовального круга называется коэффициентом зерна. .
Соотношение зерен распределено по 15 классам, а именно от 0 до 14, что является структурным номером шлифовального круга. Чем больше число, тем ниже соотношение зерен, т. е. больше расстояние между зернами. Пространство между зернами оказывает большое влияние на эффективность измельчения и степень нагрева.
Связующее вещество
Связующее вещество удерживает абразивные зерна вместе, так что абразивные зерна могут показывать достаточную эффективность шлифования.
В настоящее время используются следующие виды и свойства облигаций;
1. Керамическая связка
(1) Метод витрификации (витрифицированная связка)
Керамическая связка представлена символом «V».
В этом методе керамика, такая как полевой шпат и глина, обжигается, чтобы связать абразивные зерна вместе.
Продукты на керамической связке широко используются в области общего шлифования, включая прецизионное шлифование, поскольку связка позволяет легко регулировать сортность и структуру, а продукты на керамической связке имеют многочисленные поры, которые предотвращают пригорание, и на них не влияют ни вода, ни щелочи, ни кислоты. или масло.
У нас есть все виды зерна, включая керамическое зерно QB.
Мы предоставляем продукты, подходящие для вашей заготовки.
2. Связка из синтетической смолы
(1) Резиноидный метод (связка на основе смолы)
Связка на основе смолы обозначена символом «B».
При этом способе изделия изготавливают путем закалки или термореактивного бакелита (фенолформалина).
По сравнению со стеклянными, изделия на резиноидной связке эластичны и обладают высокой прочностью на растяжение и могут использоваться при высоких рабочих скоростях. Таким образом, резиноидная связка подходит для тонких шлифовальных кругов, таких как отрезные круги и круги с вогнутым центром. Поскольку круги со связкой из резины легко подвергаются воздействию тепла и масла, вы должны быть осторожны с шлифовальной жидкостью.
(2) Резиновый метод (резиновая связка)
Резиновая связка обозначена символом «R».
В этом методе изделия изготавливаются путем отверждения или термореактивного натурального или синтетического каучука, закаленного зернами.
Так как круги на резиновой связке легко подвергаются воздействию тепла и масла, вы должны быть осторожны с шлифовальной жидкостью.
(3) Метод вспенивания
Связка методом вспенивания обозначена символом «UP».
В этом методе продукты изготавливаются из синтетической смолы (например, уретановой смолы).
