Хим никель покрытие: Химическое никелирование | Технология процесса, растворы
Содержание
Химическое никелирование | Технология процесса, растворы
Фазлутдинов К.К.
11.11.2019 (обновленно 11.05.2021)
12515 просмотров
Содержание:
1. Общие требования о химическом никелировании (Ni-P, Хим.Н.)
2. Растворы для химического никелирования и условия проведения процесса.
3. Кинетика процесса химического никелирования.
4. Состав и свойства осадков химического никеля.
1. Общие сведения о химическом никелировании (Ni-P, Хим.Н).
Внешне Ni-Р покрытие имеет желтовато-белый цвет и легкий блеск. Присутствие фосфора в покрытии приводит к заметному отклонению свойств покрытия от чистого никеля. Так, плотность покрытия, в зависимости от содержания фосфора в сплаве, колеблется в пределах от 7,9 до 8,2 г/см3. По электропроводности и магнитным характеристикам сплав Ni-Р уступает чистому Ni тем сильнее, чем выше в нем концентрация Р. Покрытия имеют минимальную пористость и высокие декоративные свойства (особенно при осаждении из свежеприготовленного раствора), поэтому применяются в качестве защитно-декоративных.
Покрытия имеют минимальную пористость и высокие декоративные свойства (особенно при осаждении из свежеприготовленного раствора), поэтому применяются в качестве защитно-декоративных.
Процесс химического никелирования позволяет осаждать покрытия равномерной толщины с отклонениями не более 10% на деталях сложной конфигурации. По сравнению с никелевыми покрытиями, полученными гальваническим способом они обладают более высокой твердостью и износостойкостью, поэтому могут применяться для деталей, работающих в условиях трения, особенно при отсутствии смазки.
Таблица 1 – Характеристики химникелевых покрытий на стали
|
Обозначение
|
Хим.Н
Ni-P
ENP (Electroless Nickel-Phosphorus)
|
|
Толщина
|
6-50мкм (возможна и большая толщина)
|
|
Микротвердость
|
6400 МПа
11000 МПа — в случае термообработки покрытия
|
|
Удельное электрическое сопротивление при 18°C
|
6,8-10-7 Ом⋅м
|
|
Допустимая рабочая температура
|
650°C
|
|
Коэффициент светоотражения
|
75%
|
|
Содержание фосфора в сплаве Ni-P
|
0-4% (кристаллические покрытия),
4-8% (имеют 2 фазы: кристаллическую и аморфную),
8-14% (аморфные покрытия)
|
Высокие защитные свойства наряду с небольшой пористостью позволяют применять никель-фосфорные покрытия в качестве защитных, в том числе в условиях перегретого пара и воздуха, вплоть до 700 °С. Для увеличения износоустойчивости и снижения коэффициента трения никель-фосфорное покрытие наносят на трущиеся поверхности. Незаменимо покрытие в полевых условиях и в небольших мастерских для восстановления размеров изношенных деталей. Целесообразно нанесение покрытия на крупногабаритные детали.
Для увеличения износоустойчивости и снижения коэффициента трения никель-фосфорное покрытие наносят на трущиеся поверхности. Незаменимо покрытие в полевых условиях и в небольших мастерских для восстановления размеров изношенных деталей. Целесообразно нанесение покрытия на крупногабаритные детали.
Сцепление никель-фосфорных покрытий сильнее сцепления электролитического никеля, так как осаждение происходит равномерно как внутри, так и снаружи детали, заполняя все микроуглубления и неровности. Отклонения толщин не превышают 10%, поэтому химический никель наносят на прецизионные детали, например на плунжерные пары топливных насосов двигателей, мелкие детали в часовой и оптической промышленности и т.п. Недостатком покрытия является его хрупкость, которая начинает проявляться при толщине слоя около 10 мкм и выше.
Химическое никелирование — автокаталитический топохимический процесс.
Реакция восстановления никеля является автокаталитической, т.е. для ее начала необходимо наличие катализатора на покрываемой поверхности. Каталитическими свойствами обычно обладает металл основы, например железо, титан, алюминий, а в дальнейшем — само никелевое покрытие (отсюда и название «автокаталитический» т.е. никель сам провоцирует свой рост на покрываемой детали).
Каталитическими свойствами обычно обладает металл основы, например железо, титан, алюминий, а в дальнейшем — само никелевое покрытие (отсюда и название «автокаталитический» т.е. никель сам провоцирует свой рост на покрываемой детали).
Наносить химический никель можно и на те металлы, которые не являются катализаторами восстановительной реакции: медь, серебро и др. В этом случае необходим предварительный контакт детали с более отрицательным металлом, например с алюминием, или подача короткого импульса тока.
На свинце, кадмии, олове химникелевое покрытие получить невозможно.
Химический никель наносят и на неметаллические материалы: стекло, керамику и пластмассу. Перед нанесением покрытия поверхность подвергают активированию известными методами.
2. Составы растворов для химического никелирования и условия проведения процесса.
Ход процесса химического никелирования очень сильно зависит от температуры, рН и концентрации компонентов.
- Конкретные условия зависят от типа применяемого раствора.

- Химическое никелирование протекает при рН 4-7 и при рН 8-11, поэтому растворы, в которых происходит осаждение покрытия, делятся на кислые и щелочные.
Кислые растворы по сравнению со щелочными имеют ряд преимуществ: они более стабильны, имеют более высокую скорость осаждения и обладают более высокими защитными свойствами. Кислые растворы используют главным образом при нанесении покрытий на черные и некоторые цветные металлы (медь, латунь, бронза и др.), особенно когда покрытие должно обладать высокой твердостью, износостойкостью и коррозионной устойчивостью. Кислые растворы обеспечивают хорошую скорость металлизации. При рН<3-4 в кислых ваннах процесс осаждения прекращается. При рН>5,5 без лигандов начинается гидролиз солей никеля, при этом частицы гидроксида никеля становятся центрами разложения рабочего раствора и может произойти «саморазряд» ванны — выделение металлического никеля во всем объеме раствора.
Щелочные растворы кроме солей никеля и гипофосфита натрия содержат лиганды — аммиак и лимонную кислоту, что позволяет вести процесс осаждения длительное время. Накапливающийся фосфит не оказывает вредного влияния при концентрации менее 340 г/л.
Накапливающийся фосфит не оказывает вредного влияния при концентрации менее 340 г/л.
Щелочные растворы применяют в основном для покрытия металлов, имеющих на своей поверхности оксидную пленку: нержавеющей стали, алюминия, титана и пр. и для металлизации непроводящих материалов. Растворимость фосфитов в щелочных растворах значительно выше, чем в кислых.
- Содержание фосфора в покрытии также зависит от кислотности раствора, снижаясь с понижением рН. Возможно, это связано с тем, что скорость восстановления ионов никеля с ростом рН увеличивается быстрее, чем скорость восстановления фосфора.
- На скорость химического никелирования оказывают влияние температура, концентрация компонентов, соотношение гипофосфита натрия и ионов никеля, природа и количество органических добавок.
- Температуру рабочего раствора поддерживают равной 80-97° С. При повышении температуры с 80 до 90° С скорость осаждения увеличивается в 1,5 раза, а при снижении ее ниже 70° С процесс осаждения полностью прекращается.

Из чего состоит раствор для химического никелирования? (реактивы для никелирования)
• Основным компонентом в составе раствора является соль-носитель ионов никеля. В этом качестве используют либо сульфат в концентрации 0,05-0,1 моль/л , либо хлорид в концентрации 0,15-0,25 моль/л. Увеличение концентрации Ni повышает скорость осаждения покрытия.
• Второй важный компонент — восстановитель, под действием которого будет осаждаться покрытие. Чаще всего побочные продукты работы восстановителя встраиваются в покрытие, образуя сплав: никель-фосфор, никель-бор и пр. Восстановителем обычно служит гипофосфит натрия, что приводит, как уже указывалось, к образованию Ni-P сплава. С ростом концентрации гипофосфита скорость осаждения возрастает, однако сильно повышать концентрацию нецелесообразно, т.к. это может привести к разложению раствора. Чаще всего используют концентрацию гипофосфита в пределах 0,08-0,1 моль/л. Помимо гипофосфита, используют и другие восстановители. Так, с применением борогидрида натрия можно получить Ni-B покрытие, имеющее высокие механические и антикоррозионные свойства.
Так, с применением борогидрида натрия можно получить Ni-B покрытие, имеющее высокие механические и антикоррозионные свойства.
• Так как во время химического никелирования все время выделяется кислота, необходимо вводить различные буферные добавки. В кислых растворах для поддержания постоянства рН используют ацетат натрия, органические кислоты (молочную, янтарную и пр.), в щелочных — хлорид аммония, аммиак и др. Помимо буферных свойств, некоторые из них сильно влияют на скорость нанесения покрытий. Например, с ростом концентрации CH3COONa от 0 до 20 г/л скорость никелирования меняется от 2 до 10 мкм/ч.
• Введение в раствор комплексообразователей препятствует образованию фосфита никеля, который, выпадая в осадок, делает его непригодным для дальнейшего использования.
• Кроме буферных добавок и комплексообразователей в растворы вводят в очень малых количествах специальные добавки-стабилизаторы. Стабилизаторы — это вещества, предотвращающие спонтанное протекание реакции в объеме раствора, благодаря чему удлиняется его срок службы. Стабилизаторами могут служить сульфид и хромат свинца, тиосульфат натрия, тиомочевина, катионы сурьмы, висмута, мышьяка и др. Их вводят в весьма малых концентрациях (порядка 10-4 — 10-3 г/л). Некоторые из добавок, например, соли свинца, одновременно со стабилизацией раствора улучшают внешний вид осадка. Это, как правило, каталитические яды, которые адсорбируются на образующихся в растворе микрочастицах взвесей и препятствуют их росту. Особенностью действия стабилизирующих добавок является то, что они тормозят образование зародышей металлической фазы на начальной стадии их образования, в особенности в объеме раствора. Стабилизаторами могут являться вещества самой разной природы, соответственно и механизм их действия может быть различным, например, связывание в комплекс или окисление продуктов, выпадающих в осадок. При удачном подборе стабилизаторов они полностью тормозят реакцию в объёме и лишь частично снижают скорость реакции на рабочей поверхности. Наибольшего эффекта добиваются при одновременном использовании нескольких стабилизаторов разного типа.
Стабилизаторами могут служить сульфид и хромат свинца, тиосульфат натрия, тиомочевина, катионы сурьмы, висмута, мышьяка и др. Их вводят в весьма малых концентрациях (порядка 10-4 — 10-3 г/л). Некоторые из добавок, например, соли свинца, одновременно со стабилизацией раствора улучшают внешний вид осадка. Это, как правило, каталитические яды, которые адсорбируются на образующихся в растворе микрочастицах взвесей и препятствуют их росту. Особенностью действия стабилизирующих добавок является то, что они тормозят образование зародышей металлической фазы на начальной стадии их образования, в особенности в объеме раствора. Стабилизаторами могут являться вещества самой разной природы, соответственно и механизм их действия может быть различным, например, связывание в комплекс или окисление продуктов, выпадающих в осадок. При удачном подборе стабилизаторов они полностью тормозят реакцию в объёме и лишь частично снижают скорость реакции на рабочей поверхности. Наибольшего эффекта добиваются при одновременном использовании нескольких стабилизаторов разного типа.
• В процессе работы ванны в ней копятся фосфиты. Они оказывают решающее негативное влияние на процесс осаждения: взвешенные частицы труднорастворимых фосфитов оседают на деталях, делая поверхность серой и шероховатой.
Химическое никелирование может выполняться в одноразовом и многоразовом растворе:
• В первом случае процесс ведется в ограниченном объеме раствора без корректировки по основным компонентам. В результате их выработки скорость реакции постепенно падает, раствор приходит в негодность. При этом 10-15% исходных компонентов теряется, а буферные добавки пропадают полностью. Для характеристики одноразовых растворов вводят термин “коэффициент использования”, т.е. отношение того количества металла, которое реально осадилось из данного раствора к исходному количеству металла в растворе. До недавнего времени однократная организация процесса использовалась повсеместно.
• Более прогрессивным является непрерывный (многоразоовый) процесс, когда проводится периодическая или непрерывная корректировка раствора по расходуемым реагентам. В этом случае срок службы раствора может быть продлен до нескольких недель, а в идеале — и месяцев.
В этом случае срок службы раствора может быть продлен до нескольких недель, а в идеале — и месяцев.
Скорость осаждения при химическом никелировании колеблется в зависимости от состава электролита составляет от 10 до 25 мкм/ч.
Химическое никелирование проводят в проточных и непроточных растворах. В проточных растворах постоянство состава поддерживается при помощи циркуляции раствора по замкнутому циклу: из реактора, в котором происходит осаждение, в теплообменник, где раствор охлаждается до 55 °С. Затем насосом раствор перекачивается через фильтр, оттуда самотеком стекает в корректировочный бак и возвращается в реактор. Установка снабжается приборами автоматического регулирования рН и температуры.
3. Кинетика процесса химического никелирования.
В ходе химического никелирования зависимость между массой получаемого металла и временем осаждения имеет сложный вид (рисунок 1). После погружения детали в раствор в течение некоторого времени отсутствуют внешние признаки протекания реакции (участок 1). Видимое протекание реакции ХОМ начинается с некоторого момента Τ0.
Видимое протекание реакции ХОМ начинается с некоторого момента Τ0.
Рисунок 1 — Схематичная зависимость массы осаждаемого никеля при химникелировании от времени.
Кривую можно разбить на несколько участков:
- Индукционный период (I). Отрезок времени между 0 и Τ0. Это время, необходимое для того, чтобы образовались устойчивые малые частицы твердого продукта, обладающие каталитической активностью.
- Период активного роста покрытия (II). После его образования скорость осаждения быстро возрастает.
- Период торможения процесса (III). Объясняется изработкой реагентов в ограниченном объёме раствора. Если проводится периодическая корректировка раствора, торможения может и не быть.
3.1 Кислые растворы.
В настоящее время для описания процесса химического никелирования предложены два основных механизма: химический и электрохимический.
Химический механизм заключается в химическом взаимодействии восстановителя с восстанавливаемым ионом, при котором происходит непосредственный переход электронов от первого ко второму:
• Гипофосфит натрия гидролизуется в воде с образованием фосфита натрия и атомарного водорода по химической реакции:
NaH2PO2 + Н2О = NaH2PO3 + 2Нат.
• Атомарный водород, адсорбированный на поверхности покрываемой детали, восстанавливает ионы никеля по химической реакции:
Ni2+ + 2Нат → Ni + 2Н+
• Одновременно атомарный водород взаимодействует с анионами Н2РО2- и Н2РО3-, восстанавливая фосфор до элементарного состояния, который в последствии входит в состав покрытия.
• При химическом никелировании всегда выделяется водород:
2Нат → H2
На эту реакцию расходуется более 60% выделяющегося по реакции атомарного водорода.
Электрохимический механизм (более вероятный) предполагает протекание на каталитической поверхности отдельных электрохимических реакций (анодного окисления восстановителя и катодного восстановления ионов металла) путем их сопряжения (рисунок 2)
Рисунок 2 — Сопряжение катодного и анодного процессов в ходе химического никелирования: 1 — катодное восстановление металла; 2 — анодное окисление восстановителя; Есм — смешанный потенциал (|ik|=|ia|).
Передача электронов осуществляется с обязательным участием поверхности. Движущей силой процесса является анодное окисление восстановителя, создающее отрицательный потенциал для восстановления ионов металла. Скорость всего процесса определяется способностью данного металла катализировать процесс анодного окисления восстановителя.
При сопряжении катодного и анодного процессов в отсутствие внешнего тока в системе устанавливается стационарное состояние, при котором абсолютные значения катодной и анодной плотности тока равны:
|ik | = |ia |,
ik + ia = 0,
а металл приобретает смешанный потенциал Есм.
Эта плотность тока и определяет скорость реакции химического никелирования. Если скорость процесса, найденная при сопряжении поляризационных кривых, равна реальной скорости металлизации, это служит подтверждением электрохимического механизма процесса. Однако в ряде случаев скорость осаждения металла в модельных системах заметно отличается от реальной, что свидетельствует о частичном или полном протекании процесса по иному механизму.
Весь процесс восстановления никеля гипофосфитом по электрохимическому механизму может быть представлен двумя сопряженными реакциями:
• Анодный процесс окисления гипофосфита:
H2PO2- + 2H2O → H2PO3- + Hадс +h4O+ + e (2)
• Катодный процесс восстановления никеля:
Ni + 2e → Ni (3)
На катоде протекают побочные процессы:
H2PO2- + 2H3O+ +e → P + 4H2O (4)
2H3O+ +2e → H2 + 2H2O (5)
Сопряжение реакций (2) и (3) дает суммарную реакцию окислительно-восстановительного процесса:
Ni2+ + 2H2PO2- + 4H2O → Ni+ 2H2PO3- + H2 + 2H3O+ (6)
Cопряжение реакций (2) и (4) дает реакцию образования фосфора:
2Н2РО2- + Н3О+ → Р + Н2РО3- + Надс + 2Н2О (7)
Сопряжение реакций (2) и (5) – реакцию разложения гипофосфита.
Непосредственное электрохимическое моделирование каталитического процесса показало, что скорость как реакции (2), так и реакции (3) в разделенных системах значительно ниже скорости каталитического восстановления Ni(II) из раствора. Однако при совместном протекании в условиях, при которых проводится никелирование, эти реакции взаимоускоряются, и можно полагать, что каталитический процесс в основном идет путем сопряжения реакций (2) и (3).
Гидрофосфит-ион H2PO32-, образующийся по реакции (2), (7), (в кислой среде реакция идет с образованием фосфит-иона РО32-), реагируя с ионами Ni2+, образует нерастворимый осадок, что ухудшает качество покрытия и ведет к разложению раствора. Для предотвращения выпадения фосфита никеля в раствор вводят лиганды, например, цитрат натрия, глицин, соли аминокислот – в кислые растворы, хлорид аммония, пирофосфат натрия – в щелочные.
3.2 Особеннсти химического никелирования из щелочных растворов.

На рисунке 3а и 3б приведена диаграмма Е-рН (Е — окислительно-восстановительный потенциал системы). Линии на диаграмме отражают равновесия определенных ОВ реакций в зависимости от рН раствора. На диаграмму нанесены состояния никеля (рисунок 3а), цитратного комплекса никеля (рисунок 3б) и гипофосфита, отвечающие равновесным реакциям, приведенным в таблице 2.
На рисунке 3 заштрихована область — это область, где никель находится в восстановленном (металлическом) состоянии, в гипофосфит — в окисленном, т. е. область возможного протекания реакций химического восстановления. Сравнение рисунков показывает, что в присутствии лиганда (цитрат-иона) исчезают оксидные соединения никеля, а область протекания реакции заметно расширяется как по потенциалам, так и по интервалам рН.
a б
Рисунок 3 — Диаграмма Е-рН: а — для системы никель — вода, гипофосфит-вода, б — для системы никель — вода, цитратный комплекс никеля — вода, гипофосфит-вода. Номера кривых на диаграмме соответствуют номерам равновесий в табл. 2 состояния никеля (1 — 9) и состояния гипофосфита (10-14).
Номера кривых на диаграмме соответствуют номерам равновесий в табл. 2 состояния никеля (1 — 9) и состояния гипофосфита (10-14).
Таблица 2 – Уравнения, описывающие равновесия в системах никель-вода и гипофосфит-вода.
|
№
|
Равновесие
|
Уравнение, описывающее равновесие
|
|
1
|
Ni2+ + 2e + Ni
|
E = -0,250 + 0,0295lg[Ni2+]
|
|
2
|
Ni(OH)2 + 2H+ + 2e = Ni + 2H2O
|
E = 0,110-0,059lgpH
|
|
3
|
Ni3O4 + 2H2O + 2H+ + 2e = 3Ni(OH)2
|
E = 0,897-0,059lgpH
|
|
4
|
Ni3O4 + H+ + 2e = 3Ni2+ + 4H2O
|
E = 1,977-0,264pH — 0,08861lg[Ni2+]
|
|
5
|
2Ni2O3 + 2H+ + 2e = 2Ni3O4 + H2O
|
E = 1,305 — 0,059 pH
|
|
6
|
2NiO2 + 2H+ + 2e = Ni2O3 + H2O
|
E = 1,434 — 0,059 pH
|
|
7
|
Ni(OH)2 + 2H+ = Ni2++ 2H2O
|
lg[Ni2+] = 12,18 — 2 pH
|
|
8
|
NiO2 + 4H+ + 2e = Ni2+ + 2h3O
|
E = 1,593-0,118pH — 0,0295lg[Ni2+]
|
|
9
|
[NiCit]—+ 2e = Ni + Cit3-
|
E = -0,37 + 0,295lg[NiCit-/Cit3-]
|
|
10
|
H2PO3— + 2H+ + 2e = H2PO2— + H2O
|
E = -0,31 — 0,059 pH
|
|
11
|
HPO32- + 3H+ + 2e = H2PO3— + H2O
|
E = -0,276 — 0,87 pH
|
|
12
|
H2PO4— + 2H+ + 2e = H2PO3— + H2O
|
E = -0,26-0,059pH + 0,0295lg[H2PO4-]/ [H2PO3-]
|
|
13
|
HPO42- + 2H+ + 2e = HPO32- + H2O
|
E = 0,234 — 0,059pH + 0,0295lg [HPO42-]/ [HPO32-]
|
|
14
|
PO43- + 2H2O + 2e = HPO32- + 3OH—
|
E = 0,14 — 0,087pH
|
4.
 Состав и свойства осадков химического никеля.
Состав и свойства осадков химического никеля.
Покрытия, полученные при химическом никелировании, имеют слоистую аморфную структуру. Содержание фосфора в покрытии 3-8% для щелочных и 8-10 % для кислых растворов. С ростом кислотности раствора содержание Р в осадке возрастает. Иногда можно получать осадки с содержанием фосфора до 15%.
Термообработка сильно меняет свойства осадка. На стальных деталей она производится при температуре 300-400 °С, алюминиевых — при 275-280 °С, а деталей из дюраля — при 375-385 °С. Время выдержки во всех случаях 1 ч. Структурные превращения в покрытиях сопровождаются выделением тепла и изменением объема, поэтому при очень быстром нагреве возможно разрушение покрытий.
В каждом конкретном случае с учетом содержания фосфора в покрытии и путем подбора режима термообработки можно добиться заданных характеристик покрытия — механических, защитных, антифрикционных. Таким образом, осаждение сплава Ni-Р позволяет создать широкий спектр функциональных покрытий при хороших антифрикционных свойствах, что невозможно при осаждении чистого никеля.
Исходное Ni-Р покрытие имеет слоистую структуру. При этом в осадке возникают внутренние напряжения, что приводит к повышенной хрупкости покрытия и, иногда, его недостаточному сцеплению с основой. Термообработка при 500-600° С полностью устраняет слоистость. Внутренние напряжения в покрытии резко снижаются. Одновременно повышается пластичность осадка, снижается хрупкость, улучшается его сцепление с основой. Это связано с образованием равномерной мелкокристаллической структуры, удалением частиц газа из приграничного слоя и заполнением появившихся пустот частицами металла.
Микроизображение химического никелевого покрытия с толщиной 20 мкм, осажденное на алюминиевую подложку, приведено на рисунке 4.
Рисунок 4 — Микроизображение химического никелевого покрытия на алюминии, полученное в режиме топографического контраста.
Одна из важнейших эксплуатационных характеристик Ni-Р покрытий — микротвердость. В свежеосажденном покрытии она превышает микротвердость чистого никеля в 1,5-2 раза и составляет 4500-5000 МПа. Термическая обработка позволяет повысить микротвердость покрытий до 8400-11800 МПа. Подобным же образом термообработка может улучшить и другие механические характеристики — предел прочности, антифрикционные свойства и др., а также снизить пористость осадка, т.е. улучшить защитные характеристики.
Термическая обработка позволяет повысить микротвердость покрытий до 8400-11800 МПа. Подобным же образом термообработка может улучшить и другие механические характеристики — предел прочности, антифрикционные свойства и др., а также снизить пористость осадка, т.е. улучшить защитные характеристики.
Свежеосажденный сплав представляет собой твердый раствор замещения Р в гексагональном a-Ni с сильным искажением периодичности решетки. В результате нагрева происходит распад твердого раствора с образованием равновесной двухфазной эвтектической системы, состоящей из Ni с небольшим содержанием фосфора и интерметаллического соединения фосфида Ni3Р.
Рентгенограммы покрытий Ni-P с содержанием фосфора 10-12 %масс. представлены на рисунке 5.
Рисунок 5 — Рентгенограммы покрытий Ni-P с содержанием фосфора 10-12 %масс. Толщина покрытия 20, 30, 40 мкм.
В случае образцов с толщиной 20, 30 и 40 мкм на рентгенограммах обнаруживается широкий пик на угле 2θ = 45,11°. Этот пик характерен для химического никель-фосфорного покрытия с содержанием фосфора >7%. Средние размеры кристаллов в таких покрытиях, рассчитанные по уравнению Шеррера при 2θ = 45,11°, меньше 2 нм. В этих условиях образцы не имеют достаточного количества унитарных клеточных повторений, чтобы рассматриваться как кристаллические материалы. Поэтому покрытия Ni-P — нанокристаллические образования.
Этот пик характерен для химического никель-фосфорного покрытия с содержанием фосфора >7%. Средние размеры кристаллов в таких покрытиях, рассчитанные по уравнению Шеррера при 2θ = 45,11°, меньше 2 нм. В этих условиях образцы не имеют достаточного количества унитарных клеточных повторений, чтобы рассматриваться как кристаллические материалы. Поэтому покрытия Ni-P — нанокристаллические образования.
Аналогичные результаты описаны в литературе для покрытий с содержанием фосфора более 10%. Так, имеются сведения, что химические покрытия Ni-P на Al-подложках, имеют нанокристаллическую структуру с кристаллитами 1,5 нм при содержании фосфора 10,2 %масс. и 10,03 %масс.
При снижении содержания Р ниже 7% или термообработке сплавов выше 350° С наблюдается значительное усиление отражения при 2θ = 45,11°, что свидетельствует о переходе структуры химникеля из нанокристаллической в кристаллическую. В этом переходе рентгенограммы выявили набор текстур, соответствующих гранецентрированной кубической решетке никеля, то есть плоскостям отражения Ni{111}, Ni{200} и Ni{220}, а также фазе Ni3P. Ширина пика при 2θ = 45,11° может быть связана с отражением Ni{111} (ICDD № 01-087-0712), таким образом, нанокристаллы могут быть текстурированы в {111}. Этот факт можно было бы подтвердить, подвергнув покрытие термообработке при 400° С и проверив появление других пиков при 2θ = 51,8° и 76,38°, соответствующих отражениям {200} и {220} соответственно (ICDD № 01-087-0712).
Ширина пика при 2θ = 45,11° может быть связана с отражением Ni{111} (ICDD № 01-087-0712), таким образом, нанокристаллы могут быть текстурированы в {111}. Этот факт можно было бы подтвердить, подвергнув покрытие термообработке при 400° С и проверив появление других пиков при 2θ = 51,8° и 76,38°, соответствующих отражениям {200} и {220} соответственно (ICDD № 01-087-0712).
После проведении коррозионных испытаний (80° С) алюминия с химникелевым покрытием микроструктурных изменений в покрытии не обнаруживалось.
Конец статьи
Понравилась статья?
Оцените статью. Всего 1 клик!
Нажмите на звезду
Средняя оценка:
4,77
Всего оценок:
35
Данная статья является интеллектуальной собственностью ООО «НПП Электрохимия». Любое копирование информации возможно только с разрешения владельца сайта. Размещение активной индексируемой ссылки на https://zctc.ru обязательно.
Любое копирование информации возможно только с разрешения владельца сайта. Размещение активной индексируемой ссылки на https://zctc.ru обязательно.
Химический никель
Никелевое покрытие, полученное химическим способом, используют как износостойкое, высокостойкое к коррозии покрытие и наносят на сталь, медь, алюминий, титан, пластик и другие материалы. Покрытие осаждается равномерным слоем на деталях сложного профиля и содержит от 3 до 15% фосфора в виде фосфида никеля. Твёрдость химического никеля в основном составляет от 500 HV и благодаря термической обработке может быть увеличена до уровня свыше 1000 HV. Внешний вид покрытия зачастую зависит от предварительной механической обработки металла и может иметь цвет от матового до зеркального.
Проспект процессов химического никелирования
DURNI-COAT® инновационный процесс химического никелирования, предназначенный для специализированных областей применения
Химическое никелирование с низким содержанием фосфора
Высокая устойчивость к истиранию, покрытия соответствуют строгим техническим требованиям
Никелевые покрытия с низким содержанием фосфора на уровне 1 — 6 % характеризуются высокой твердостью сразу после их образования, а также превосходной абразивной стойкостью. Эти процессы подходят для арматуры, горношахтного оборудования и сплавов цветных металлов.
Эти процессы подходят для арматуры, горношахтного оборудования и сплавов цветных металлов.
Процесс химического никелирования DURNI-COAT® DNC 771
Составление: DNC 771 Make up Solution — 20 об.-%
DNC 771 Replenisher 1 — 4,2 об.-%
Корректировка: DNC 771 Replenisher 1
DNC 771 Replenisher 2
Температура: 85-90 оС
Скорость осаждения: 15-20 мкм/ч (зависит от рН и температуры)
- процесс блестящего никелирования, предназначенный для функционального применения
- процесс не содержит свинец и кадмий
- твердость 680+/-50 HV (в момент осаждения)
- скорость осаждения 15-20 мкм/ч
- содержание фосфора 3-6%
- простота в обслуживании
Процесс химического никелирования DURNI-COAT® DNC 700-B
Составление: DNC 700-B Make up A — 5 об. -%
-%
DNC 700-B Make up B — 4,2 об.-%
Корректировка: DNC 700-B Replenisher 1
DNC 700-B Replenisher 2
Температура: 86-92 оС
Скорость осаждения: 16-20 мкм/ч (зависит от рН и температуры)
- процесс полублестящего никелирования, предназначенный для функционального применения
- процесс не содержит свинец и кадмий
- твердость 700+/-50 HV (в момент осаждения)
- скорость осаждения 16-20 мкм/ч
- содержание фосфора 3-6%
- простота в обслуживании
Химическое никелирование со средним содержанием фосфора
Широкий спектр применения, низкий уровень истирания и хорошая защита от коррозии
Никелевые покрытия с содержанием фосфора от 5 до 10 % обладают хорошими механическими свойствами и коррозионной стойкостью. Рабочие параметры электролитов стабильны, очень широкий спектр применения, в том числе автомобильная или электротехническая промышленность.
Рабочие параметры электролитов стабильны, очень широкий спектр применения, в том числе автомобильная или электротехническая промышленность.
Процесс химического никелирования DURNI-COAT® DNC 571-11-47
Составление: DNC 571-11-47 Make up А — 20 об.-%
DNC 571-11-47 Make up В — 20 об.-%
Корректировка: DNC 571-11-47 Replenisher 1
DNC 571-11-47 Replenisher 2
Температура: 88-94 оС
Скорость осаждения: 18-25 мкм/ч (зависит от рН и температуры)
- процесс блестящего никелирования, предназначенный для функционального применения
- процесс не содержит свинец и кадмий
- твердость 570+/-50 HV (в момент осаждения), до 1000+/-50 HV (после термообработки)
- скорость осаждения 18-25 мкм/ч
- содержание фосфора 6-8%
- коррозионная стойкость более 500 часов (нейтральное испытание в камере соляного тумана)
Процесс химического никелирования DURNI-COAT® DNC 520-12-50
Составление: DNC 520-12-50 Make up — 18 об. -%
-%
DNC 520-12-50 Replenisher 1 — 4,2 об.-%
Корректировка: DNC 520-12-50 Replenisher 1
DNC 520-12-50 Replenisher 2
Температура: 86-90 оС
Скорость осаждения: 15-20 мкм/ч (зависит от рН и температуры)
- процесс блестящего (зеркального) никелирования, подходит для производства печатных плат
- процесс не содержит кадмий
- твердость 530+/-50 HV (в момент осаждения), до 1000+/-50 HV (после термообработки)
- скорость осаждения 15-20 мкм/ч
- содержание фосфора 7-10%
- DNC 520-12-50 может использоваться на всех черных сплавах (сталь, нержавеющая сталь и т.д.), никель-железных сплавах, медных сплавах, медно-никелевых сплавах, бериллии, магниевых сплавов, алюминиевых сплавов и их производных
Химическое никелирование со средним/высоким содержанием фосфора
Лучшее решение для обеспечения высокой коррозионной стойкости и твердости
Увеличение содержания фосфора в получаемых покрытиях до 13 % расширяет область применения по сравнению со стандартными электролитами со средним содержанием. Эти процессы отвечают высоким техническим требованиям при строительстве газовых и масляных насосов и трубопроводов, а также в пищевой промышленности.
Эти процессы отвечают высоким техническим требованиям при строительстве газовых и масляных насосов и трубопроводов, а также в пищевой промышленности.
Процесс химического никелирования DURNI-COAT® DNC 520-9
Составление: DNC 520-9 Make up — 18 об.-%
DNC 520-9 Replenisher 1 — 4,2 об.-%
Корректировка: DNC 520-9 Replenisher 1
DNC 520-9 Replenisher 2
Температура: 88-94 оС
Скорость осаждения: 10-14 мкм/ч (зависит от рН и температуры)
- процесс блестящего никелирования, предназначенный для функционального применения
- процесс не содержит кадмий
- твердость 570+/-50 HV (в момент осаждения), до 1000+/-50 HV (после термообработки)
- скорость осаждения 10-14 мкм/ч
- содержание фосфора 9-13%
- продолжительность работы ванны более 9 циклов МТО
Процесс химического никелирования DURNI-COAT® DNC 571
Составление: DNC 571 Make up А — 20 об. -%
-%
DNC 571 Make up В — 20 об.-%
Корректировка: DNC 571 Replenisher 1
DNC 571 Replenisher 2
Температура: 88-94 оС
Скорость осаждения: 11-15 мкм/ч (зависит от рН и температуры)
- процесс блестящего никелирования, предназначенный для функционального применения
- процесс не содержит свинец и кадмий
- твердость 570+/-50 HV (в момент осаждения), до 1000+/-50 HV (после термообработки)
- скорость осаждения 11-15 мкм/ч
- содержание фосфора 9-12%
- продолжительность работы ванны более 9 циклов МТО
Процесс химического никелирования DURNI-COAT® DNC 571-11
Составление: DNC 571-11 Make up А — 20 об.-%
DNC 571-11 Make up В — 20 об.-%
Корректировка: DNC 571-11 Replenisher 1
DNC 571-11 Replenisher 2
Температура: 86-94 оС
Скорость осаждения: 10-15 мкм/ч (зависит от рН и температуры)
- процесс блестящего никелирования, предназначенный для функционального применения
- процесс не содержит свинец и кадмий
- твердость 570+/-50 HV (в момент осаждения), до 1000+/-50 HV (после термообработки)
- скорость осаждения 10-15 мкм/ч
- содержание фосфора 9-12%
- продолжительность работы ванны до 14 циклов МТО
Высокофосфорное химическое никелирование
Эффективная защита от коррозии и превосходная глубина проникновения
Целью создания данных процессов было достижение высокой химической стойкости при сохранении хороших механических свойств покрытия. Препараты относящиеся к данной группе отлично подходят для применений, где требуется высокая химическая стойкость, в частности, при длительном контакте с водой или пищевыми продуктами.
Препараты относящиеся к данной группе отлично подходят для применений, где требуется высокая химическая стойкость, в частности, при длительном контакте с водой или пищевыми продуктами.
Процесс химического никелирования DURNI-COAT® DNC 462
Составление: DNC 462 Make up — 15 об.-%
DNC 462 Replenisher 1 — 8 об.-%
Корректировка: DNC 462 Replenisher 1
DNC 462 Replenisher 2
Температура: 85-94 оС
Скорость осаждения: 9-13 мкм/ч (зависит от рН и температуры)
- процесс блестящего никелирования, предназначенный для функционального применения
- твердость 550+/-50 HV (в момент осаждения), до 1000+/-50 HV (после термообработки)
- скорость осаждения 9-13 мкм/ч
- содержание фосфора 10-13%
- продолжительность работы ванны 8 циклов МТО
Процесс химического никелирования DURNI-COAT® DNC 471
Составление: DNC 471 Make up А — 20 об. -%
-%
DNC 471 Make up В — 20 об.-%
Корректировка: DNC 471 Replenisher 1
DNC 471 Replenisher 2
Температура: 90-94 оС
Скорость осаждения: 8-12 мкм/ч (зависит от рН и температуры)
- процесс блестящего никелирования, предназначенный для функционального применения
- процесс не содержит свинец и кадмий
- твердость 570+/-50 HV (в момент осаждения), до 1000+/-50 HV (после термообработки)
- скорость осаждения 8-12 мкм/ч
- содержание фосфора 10-14%
- продолжительность работы ванны 8 циклов МТО
Химический никель с дисперсионным карбидом кремния
Процесс химического никелирования DURNI-DISP® DNC 520 SiC
- твердость покрытия 650+/-100 HV
- не содержит кадмия
- высокий абразивный износ
- содержание фосфора от 9-13%
- скорость осаждения 10-15 мкм/ч
Химический никель с содержанием PET частиц
Процесс химического никелирования PTFE DURNI DISP N
- процесс с содержание диспергированных PET частиц в покрытии от 20-30%
- низкий коэффициент трения
- высокие антипригарные свойства
- позволяет покрывать черные и цветные металлы
- имеет трибиологические свойства
- содержание фосфора в покрытии 7,5-9%
Никелирования магния
Процесс химического никелирования DURNI-COAT® DNM-4
- процесс полублестящего никелирования магния или его сплавов
- скорость осаждения 13-16 мкм/ч
- содержания фосфора в покрытии от 5-8%
Процесс химического никелирования DURNI-COAT® DNM-4 Process
- процесс полублестящего никелирования для марок магниевого сплава AM50, AZ61 и AZ91
- процесс не содержит хромовую кислоту
Предварительное никелирование
Процесс химического никелирования PN 102
- PN 102 используется в качестве процесса предварительного никелирования алюминиевых и стальных деталей
- процесс предотвращает загрязнение основного электролита никелирования
Никелирование
Сплав цинк-никель
Хромирование
Химический никель
Олово
Меднение
Подготовка поверхности
Серебро
Деметализация
Электрополировка
Никелирование и гальванический никель: что это
Содержание статьи:
- Особенности процесса гальванического покрытия никелем
- В каких случаях используется никелирование поверхностей
- Виды никелирования
- Гальванический метод нанесения
- Химический метод нанесения
- Электролиты для нанесения
- Состав электролитов
- Для чего применяется никелирование металла?
Особенности процесса гальванического покрытия никелем
Никелирование — процесс нанесения тонкого слоя металлического никеля на изделие для придания ему необходимых свойств.
Гальваническое никелирование – один из основных процессов обработки поверхности любого гальванического производства. Область применения таких покрытий очень широка. Нанесение никеля, также как и меди, является одним из обязательных процедур при подготовке изделия под целевое финишное покрытие. Электролитов для нанесения никеля существует множество. Он разнятся по способам применения, режимам, качеству покрытия и составам. Если Вы решили заниматься гальваникой, без никелирования Вам не обойтись.
В каких случаях используется никелирование поверхностей:
- для технических изделий,
- промышленных материалов,
- декоративных поверхностей
- и защитных целей.
Сам по себе никель не часто является целевым покрытием. В качестве антикоррозионного покрытия он не является лучшим кандидатом, в этом случае больше подойдут цинк и хром, ввиду их химических свойств и способности «оттягивать» окисление железа, склонного к ржавчине, на себя. Как декоративное покрытие никелирование поверхностей используется чаще, но в ввиду его химической нестойкости, при необходимости наносить цвет «белого» металла, чаще выбирают покрытие палладием или родием.
Виды никелирования
На нашем предприятии используются гальванический никель и химический (иммерсионный) никель.
Гальванический с использованием анодов, электродов, с приложением внешнего тока, иногда с необходимостью нагревания.
Второй метод – химический, в этом случае не требует приложение внешнего тока (достаточно разности потенциалов, возникающих в растворе между ионами солей (+ восстановителя) и погруженной деталью. В случае нанесения химического никеля обязательно требуется дополнительный подогрев электролита.
Гальванический метод нанесения
В результате покрытия из раствора в ванне получается плотный ровный слой никеля, чистотой 999. Конечно, нужно принимать во внимание исходную поверхность (обработка исходного металла очень сильно влияет на качественные свойства никеля), здесь имеем ввиду идеальную обработку подложки. Никель наносится со скорость от 1 мкм/минуту, при этом расходуется анодный материал, а не соли из раствора.
Недостатки электролитического метода
— неравномерное нанесение металла на поверхности различных частей изделий;
— плохая рассеивающая способность электролита не позволяет обрабатывать изделия сложной формы. Иными словами, у раствора плохая укрывистость;
Иными словами, у раствора плохая укрывистость;
— сложно подобрать подходящую рецептуру и условия нанесения для нового материала.
Химический метод нанесения
В химическом никеле можно получать на поверхности блестящие, матовые или полуматовые осадки. При этот состав осадка может существенно отличаться. При работе с химическими электролитами, никель расходуется из объема раствора, требуется поддерживать постоянную высокую температуру от 80 до 95 градусов, а также следить за концентрацией реагентов, солей никеля, поддерживать рН раствора и уровень жидкости, так как при нарушении этих параметров процесс замедляется или останавливается. Ошибки в расчете количества восстановителя влекут разрушение раствора, бесконтрольное выпадение осадка на поверхность сосуда и в объем электролита. Химический метод позволяет наносить покрытие очень равномерно, плотным слоем на сложные детали. Хорошо защищает от коррозии, стабилен при использовании покрытий.
Минусы процесса химического никелирования:
- требует постоянной корректировки и наблюдения;
- нестабилен.
 Электролит работает на площади до 10 кв дм 1 литр;
Электролит работает на площади до 10 кв дм 1 литр; - требуется специальная посуда, постоянный нагрев и термурегулировка;
- в составе покрытия много фосфора.
Как понятно из вышеизложенных рассуждений, для каждой отдельной задачи требуется свой раствор для покрытий. Важен исходный металл, обработка поверхности, обязательна очистка поверхностей от жира, масел, органических остатков предыдущих операция. Часто можно или требуется применить сразу два метода химического и гальванического никелирования. Совместное использование двух методик дает наилучшие результаты в сложных задачах гальваники.
| Наименование | Показатели |
| Обозначение | Н. б — блестящее Н — матовое Nickel coating — анл. обозначение |
| Толщина | 6-50мкм (возможна и большая толщина) |
| Микротвердость | 3420-6900 МПа |
| Удельное электрическое сопротивление при 180C | 7,23-10-8 Ом⋅м.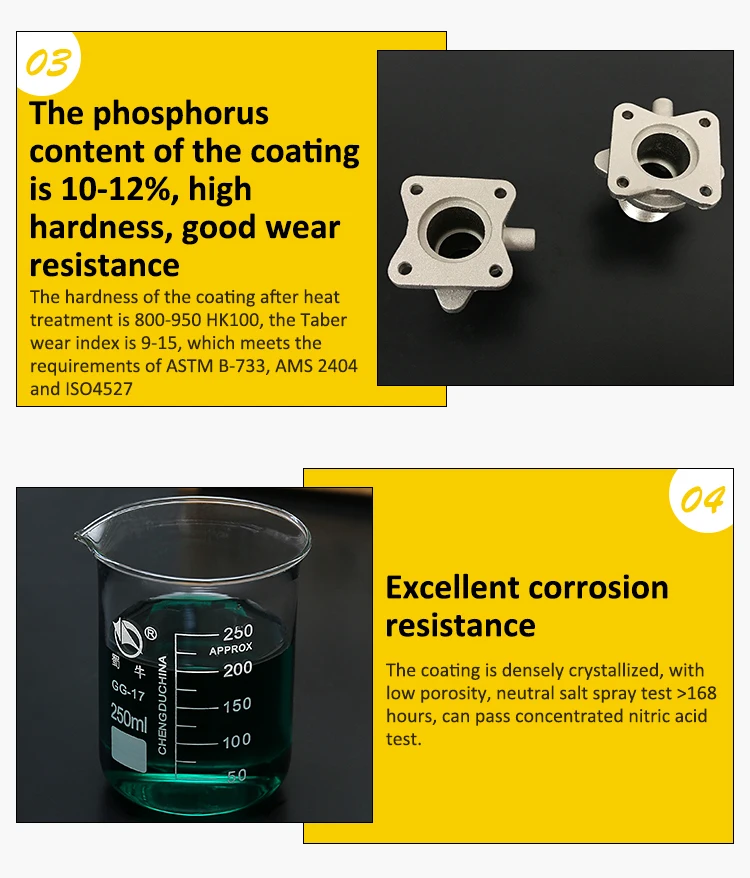 |
| Допустимая рабочая температура | 6500C |
| Коэффициент светоотражения | до 75% |
Электролиты для нанесения
Мы используем несколько видов химического никелирования: щелочное и кислотное. Принцип работы у них одинаковый, качество покрытия, составы и режим работы значительно отличаются. Какой раствор для химического никелирования использовать, решается в зависимости от изделия.
Раствор кислого (подслойного) никелирования
Наиболее простой раствор для никелирования поверхностей. Электролит кислого никелирования применяется в качестве первого металлического покрытия после очистки и полировки изделия. Его можно считать «клеем» или основой, на которую потом положим все остальные металлы. Толщина покрытия из такого раствора не превышает 1 мкм, а скорость осаждения 1-2 мкм/мин. Длительность выдержки в ванне кислого никелирования не больше 1 минуты. Это связано с тем, что кислый никель дает хрупкие и темные осадки на больших толщинах. Но, тем не менее, положить тонкий слой кислого никеля необходимо. Некоторые компоненты его состава обеспечивает микроразрушения поверхности для качественной адгезии покрытия, вместе с тем, нанося тонкий слой свежего никеля, мы обеспечиваем хорошее качество адгезии для следующего покрытия медью или блестящим никелем. Электролит кислого никелирования очень стабилен во времени и стоек к загрязнениям.
Но, тем не менее, положить тонкий слой кислого никеля необходимо. Некоторые компоненты его состава обеспечивает микроразрушения поверхности для качественной адгезии покрытия, вместе с тем, нанося тонкий слой свежего никеля, мы обеспечиваем хорошее качество адгезии для следующего покрытия медью или блестящим никелем. Электролит кислого никелирования очень стабилен во времени и стоек к загрязнениям.
Электролит блестящего никелирования
Электролит блестящего никелирования применяют для микровыравнивания поверхности изделия. По сравнению с блестящей медью, он дает менее зеркальные осадки. Скорость нарастания толщины и рабочая плотность тока также значительно ниже, но этот электролит необходим для финишной обработки изделий. Его обязательно используют для получения финишных осадков толщиной до 15 мкм. Или, при толщине покрытия 3-6 мкм как качественную подложку под гальваническое или иммерсионное золото.
Очень хорошие результаты этот раствор демонстрирует в барабанных и колокольных ваннах.
Электролит химического (иммерсионного) никелирования
Химическое никелирование применяется при обработке сложнопрофильных изделий. Работает без приложения внешнего тока. Равномерное наращивание ненапряженного никеля во всех точках поверхности изделия, обеспечивает твердое, полублестящее покрытие. Часто этот раствор применяют для защиты от коррозии путем наращивания никеля в толщину 6-30 мкм. Применение химического никелирования ограничивается исходным материалом детали. Химическое никелирование – раствор горячий, что не всегда позволяет использовать его для пластиков. Также, в процессе работы, химический никель может высаживать металл в объеме жидкости, а не только на деталь, т.е. может оказаться, что весь объем раствора – одноразовый.
Черный никель
Черный никель – самое черное покрытие из всех, которые можно получить гальваническим путем. Черный хром, черный родий, черный рутений – все эти покрытия темно-серого цвета. Действительно черное покрытие – только черный никель. Если рассматривать состав этого покрытия, это не вполне никелевый осадок, для получения темного покрытия, в раствор солей никеля вводятся дополнительные компоненты. Если хотите получить черный цвет – это Ваш вариант. Если один огромный минус у черного никеля: это покрытие совершенно не стойкое к истиранию. Настолько, что если несколько раз взять в руки изделия покрытое черным никелем, гальваническое покрытие можно стереть. Так что самый красивый черный цвет из всех гальванических покрытия нужно обязательно защитить лаком. Или поставить на полку и издалека любоваться совершенством черного никеля.
Если рассматривать состав этого покрытия, это не вполне никелевый осадок, для получения темного покрытия, в раствор солей никеля вводятся дополнительные компоненты. Если хотите получить черный цвет – это Ваш вариант. Если один огромный минус у черного никеля: это покрытие совершенно не стойкое к истиранию. Настолько, что если несколько раз взять в руки изделия покрытое черным никелем, гальваническое покрытие можно стереть. Так что самый красивый черный цвет из всех гальванических покрытия нужно обязательно защитить лаком. Или поставить на полку и издалека любоваться совершенством черного никеля.
Существует еще несколько видов гальванического никеля. Их используют не постоянно, а только по мере надобности. С основными задачами вполне справляется перечисленная линейка ванн для никелирования.
Никелирование финишное
Финишным называется слой металла, который является целевым или конечным. Финишное покрытие обладает хорошими отражающими свойствами, высокой твердостью, плотностью и хорошей адгезией. Скорость нанесения позволяет обеспечивать толщину конечного слоя до 100 мкм, это очень много для гальваники в целом и для такого твердого металла. В среднем на ответственные поверхности технических деталей наносят не более 20-30 микрометров, декоративные изделия покрывают толщиной до 10 микрометров. Для обеспечения максимальной твердости поверхности детали после гальваники никелем, изделия выдерживают в печи при температуре 200-400 градусов, нагревание вызывает перекристаллизацию осадка, уплотнение его структуры. На микроуровне спеченный осадок выглядит на поверхности как плотная чешуя, структура молекул практически не сохраняется. Необходимость спекания определяется из требований заказа. В общем случае спекание не делают.
Скорость нанесения позволяет обеспечивать толщину конечного слоя до 100 мкм, это очень много для гальваники в целом и для такого твердого металла. В среднем на ответственные поверхности технических деталей наносят не более 20-30 микрометров, декоративные изделия покрывают толщиной до 10 микрометров. Для обеспечения максимальной твердости поверхности детали после гальваники никелем, изделия выдерживают в печи при температуре 200-400 градусов, нагревание вызывает перекристаллизацию осадка, уплотнение его структуры. На микроуровне спеченный осадок выглядит на поверхности как плотная чешуя, структура молекул практически не сохраняется. Необходимость спекания определяется из требований заказа. В общем случае спекание не делают.
Состав электролитов обычного никелирования
| Химикаты | Электролит №1 | Электролит №2 | Электролит №3 | Электролит №4 |
| «Сернокислый никель г/л | 140 | — | 280-350 | 420 |
| Сернокислый натрий г/л | 50 | 120 | 15-20 | 150 |
| Сернокислый магний г/л | 30 | — | — | — |
| Хлористый натрий г/л | 5 | 20 | — | 5 |
| Борная кислота г/л | 20 | 30 | 25-30 | 50 |
| Хлористый никель г/л | — | — | — | 30 |
| Фтористый натрий г/л | — | — | 3-5 | — |
| Формалин 40% мл/л | — | 1 | 5-3 | 1 |
| «Борофтористоводородный никель г/л | — | 300 | — | — |
| Эмульгатор ОП-7 г/л | — | 0 | 2-0 | 3 |
Для чего применяется никелирование металла?
Нанесение никеля на драгоценные покрытия
– это профиль компании ООО «6 микрон». Практически вся работа начинается с нанесения никеля на поверхность.
Практически вся работа начинается с нанесения никеля на поверхность.
Хочу объяснить это на примере: на оборонных предприятиях, где технику изготавливают от чертежа до ракеты, гальваника – один из самых дорогих участков производства, поэтому для удешевления процесса покрытия выбирают наиболее простой материал для производства контактных групп – медный сплав или медь. Физические свойства меди позволяют легко обрабатывать ее, кроме того любые покрытия хорошо держатся на медной поверхности.
Очень хорошо показывает себя процесс нанесения золота на медь и ее сплавы. Чаще всего именно золотом покрывают ответственные узлы, пользуясь свойствами инертности, пластичности, проводимости. Было бы легко и удобно нанести золото прямо на медь, но кристаллическая решетка меди очень близка к золоту, происходит процесс диффузии тонкого золотого покрытия с поверхности детали в объем меди. Во избежание этого нежелательного процесса, медь перед золочением покрывают никелем-разделителем, таким образом удается получить свойства золота на детали на долгий срок, избежать диффузии и обеспечить хорошую адгезию золота к контактам.
Никелирование дает тонкий, хорошо закрепленный слой свежего (это очень важно) металла на различных поверхностях, на него хорошо и быстро нарастают покрытия из золота, родия, палладия. Любой заказ, поступающий на обработку в обязательном порядке подвергается первичной обработке в растворе химического или электрохимического нанесения этого неприхотливого металла.
Декоративное никелирование
Тонкий блестящий слой никелирования обладает высокими отражающими свойствами, он стоек к механическим воздействиям, хорошо полируется, хорошо держится на поверхности изделий.
Для сувенирной продукции, наградных изделий, медалей и т.д это покрытие очень хорошо подходит по соотношению стоимости расходных материалов к качеству осадка. Он дешевый и красивый. Никелевое покрытие часто заменяет серебро в комплектах медалей, так как серебро темнеет со временем, а никель остается неизменным. Высокие отражающие свойства позволяют получить никелевое зеркало для различных технических задач.
Хорошие результаты мы получали при обработке окладов, потиров и другой церковной атрибутики. Никель предпочтителен из-за его стойкости, а также отсутствия окисления.
Толщина покрытия в декоративных целях обычно не превышает 5 мкм. Нужно отметить, что на вид изделия покрытые 1 микроном и 20 микронами никак не отличаются. Толщину покрытия всегда выбирают исходя из требований к стойкости: чем тверже нужен осадок, тем толще нужно наносить металл. Для целей красоты и парадности изделия не нужно наносить больше 5 микрон.
В компании ООО «6 микрон» мы всегда ориентируемся только на запрос заказчика, и наносим никель на толщину от 3 до 50 микрон. Наши клиенты сами выбирают сколько никеля будет достаточно в том или ином случае. Если возникают вопросы, специалисты-технологи нашей компании всегда готовы дать рекомендации по толщине финишного слоя для конкретных условий использования детали.
Из чего складывается стоимость никелирования
Стоимость обработки таким металлом не высока, обычно это около 1 рубля/кв см поверхности. Розничная цена всегда значительно выше оптовой. Для покрытия золотом или другими драгоценными материалами никель считается обязательным и не включен в стоимость, так как это неотъемлемое условие технического процесса. Цена на покрытие драгоценными металлами по умолчанию считается с учетом никелированием.
Розничная цена всегда значительно выше оптовой. Для покрытия золотом или другими драгоценными материалами никель считается обязательным и не включен в стоимость, так как это неотъемлемое условие технического процесса. Цена на покрытие драгоценными металлами по умолчанию считается с учетом никелированием.
Финишные никель может стоить дороже, чем технический. Он обычно включает предварительную механическую обработку изделия (шлифовку, полировку, травление). Цена на работу определяется индивидуально. Она складывается из стоимости расходных материалов, затраченного времени, необходимости первичной механической обработки и толщины финишного покрытия.
Если необходимо нанести этот простой металл на изделия любого назначения обращайтесь за консультацией и услугой в ООО «6 микрон». Наши специалисты подберут необходимые растворы для химического или гальванического нанесения, отработают технологию и выполнят работу в кратчайшие сроки. Если изделия уже были покрыты некачественно, либо нужно обновить металл, зачистить и отшлифовать поверхность — все это наша работа. Решение сложных вопросов никелирования – наш профиль. Обращайтесь за бесплатной первичной консультацией технолога, мы ответим на все вопросы.
Решение сложных вопросов никелирования – наш профиль. Обращайтесь за бесплатной первичной консультацией технолога, мы ответим на все вопросы.
Никелирование в Москве
Никелирование в домашних условиях
Гордиенко Анастасия Вадимовна
Автор материалов
Должность: главный технолог ООО «6 микрон»
Образование: высшее
Опыт работы в гальванике: 13 лет
При оформлении заказа онлайн скидка 10 %!
Наш приоритет — индивидуальный подход к каждому заказу и качество выполняемых работ!
Отправить заявку или задать вопрос:
Ваше имя
Ваш e-mail
Ваш телефон *
Сообщение
Текст с картинки *
Смотрите также:
Никелирование в домашних условиях
10000
Содержание статьи: Никелирование в домашних условиях Проведение никелирования в домашних условиях 1.
 Электролитическое покрытие никелем в домашних условиях 2. Химическое никелирование в…
Электролитическое покрытие никелем в домашних условиях 2. Химическое никелирование в…Tags: никелирования, покрытия, никелирование, покрытие, никеля, изделия
Никелирование в Москве
10000
С ценами на никелирование деталей Вы можете ознакомиться в таблице. Подробнее о технологии никелирования. Если Вам необходимо ориентироваться в ценах…
Tags: никелирование, мкм, покрытие, покрытия, никелирования
Наши технологии
10000
Гальваника – является важнейшим инструментом для радиоэлектронной, химической, металлургической, машиностроительной и ювелирной промышленности. В современном мире к гальванопокрытиям предъявляют все…
Tags: покрытие, никелирование
Химическое никелирование — ЭлектроХимия
Главная » Архив библиотека » Прочее » Химическое никелирование
по материалам «Гальванотехника для мастеров», Вирбилис
Этот процесс был в свое время одним из главных в технической специальной литературе, и казалось, что он создает сильную конкуренцию для традиционного электролитического никелирования. В настоящее время его оценивают более спокойно и применяют, когда для этого есть техническое и материальное обеспечение.
В настоящее время его оценивают более спокойно и применяют, когда для этого есть техническое и материальное обеспечение.
Основным преимуществом никелевых покрытий, нанесенных химическим путем, является однородная толщина независимо от формы изделия. Это характерно для всех процессов осаждения металла без применения тока.
Особенностью химического никелирования является непрерывное осаждение слоя, что создает возможность образования покрытий любой толщины.
Ванны для химического никелирования состоят из соли никеля, гипофосфита натрия и добавок. Основой являются соли никеля и гипофосфит натрия.
Существуют две разновидности ванн для химического никелирования — кислая и щелочная. В качестве солей никеля, в основном, применяют сульфат или хлорид никеля относительно небольшой (~5 г/л) концентрации. Содержание гипофосфита достигает 10—30 г/л. Добавки вводятся в виде комплексообразующих соединений, ускоряющих осаждение никеля, и стабилизаторов, препятствующих разложению электролита.
В качестве комплексообразующих соединений в специальной литературе упоминаются гликолевая, молочная, лимонная и аминоуксусная кислоты. Ускоряющими являются янтарная, малоновая, пропионовая, масляная, валериановая и другие кислоты. Для стабилизации служат в основном соединения свинца, тиосульфат, тиомочевина и т.д.
Ниже приведены примеры двух ванн для химического никелирования, г/л:
Ванна | 1 | 2 |
Сульфат никеля (NiS04•7Н2О) | 20—30 | — |
Ацетат натрия (CH3•COONa•3H2O) | 10—15 | — |
Молочная кислота (CH3CHOHCOOH) | 25—30 | — |
Тиомочевина (H2NCSNH2) | 0,0005—0,001 | — |
Гипофосфит натрия (Na2HPO2•H2O) | 15—20 | 15—25 |
Хлорид аммония (NH4Cl) | — | 30—40 |
Цитрат натрия (Na3C6H5O7•5,5H20) |
| 30—50 |
Аммиак (NH4OH) |
| 70-100 |
Хлорид никеля (NiCl2•6H2O) |
| 20—30 |
Ванна 1 кислая, лучше всего работает при рН = 4,3—4,8.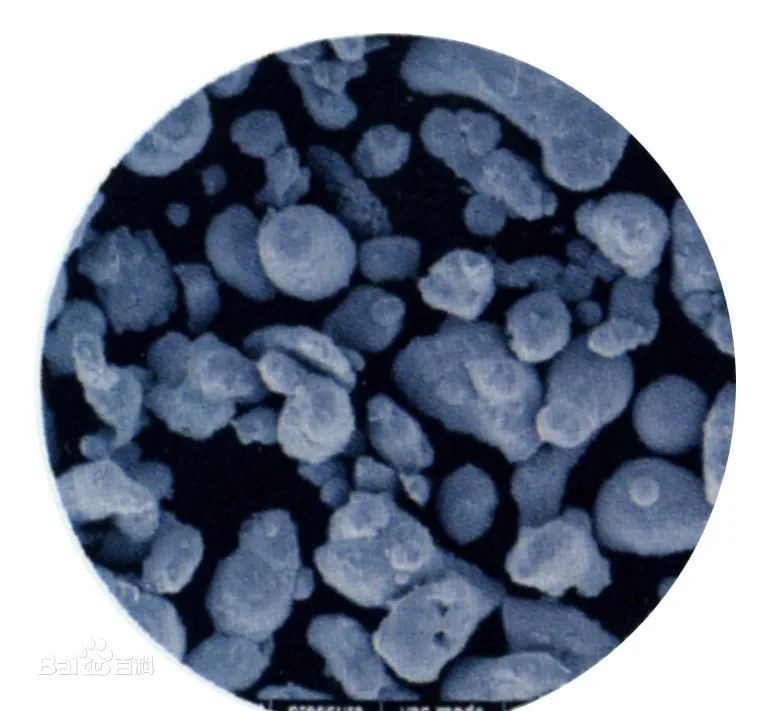 Рабочая температура ванны 85—90 °С должна поддерживаться во время всего процесса никелирования. Для регулирования рН служит разбавленный (например, 5 %-ный) раствор едкого натра.
Рабочая температура ванны 85—90 °С должна поддерживаться во время всего процесса никелирования. Для регулирования рН служит разбавленный (например, 5 %-ный) раствор едкого натра.
Готовят ванну 1 следующим образом: в дистиллированной воде, нагретой до температуры 60 °С, сначала растворяют ацетат натрия, затем сульфат никеля и добавляют молочную кислоту, предварительно нейтрализованную едким натром до рН = 3,5—4,0. Нагрев ванну до 85 °С, добавляют гипофосфит натрия. После этого можно приступить к никелированию.
Концентрация тиомочевины очень мала и в условиях мастерской нет возможности взвешивания с точностью до долей грамма. Так как избыток тиомочевины может привести к полной задержке процесса никелирования, лучше полностью отказаться от этого стабилизатора и воспользоваться ванной без тиомочевины.
Ванна 2 щелочная. В дистиллированной воде, нагретой до 60 °С, растворяют цитрат натрия, хлориды аммония и никеля, добавляют порциями при постоянном перемешивании раствор аммиака с целью достижения рН = 8—9.
При этом происходит заметное изменение цвета раствора с зеленоватого на голубой. После подогрева до 80 °С добавляют гипофосфит и ванна готова к эксплуатации.
Приведенная информация очень общая и мало отражает практическую сторону никелирования.
При менее 80 °С эффективность ванны очень низка. При 90 °С получают в течение 1 ч слой никеля толщиной 10—20 мкм. При дальнейшем повышении температуры, например, до 95°С получают более толстые слои, но стабильность ванны снижается. В определенный момент может наступить внезапное разложение ванны, что сопровождается появлением черного порошка на дне и стенках ванны. Такая ванна непригодна для дальнейшего использования.
Серьезной проблемой является выбор соответствующих рабочих емкостей. В промышленных условиях применяют сложные установки из коррозионностойкой стали, тогда как для никелирования в малом объеме в основном служат стеклянные, фарфоровые или эмалированные емкости.
Наилучшим способом нагрева малых и средних емкостей является водяная рубашка. Опустим 5 л стеклянный сосуд в эмалированный 10 л бак с водой, мы можем получить водяную рубашку, пригодную для газо- или электронагрева ее до температуры кипения. В стеклянном сосуде можно достичь температуры 83—85 °С, достаточной для проведения процесса.
Высокая температура и сильное газовыделение на поверхности изделий фиксируется обслуживающим персоналом по сильному неприятному запаху. Очевидно, что вся установка должна находиться под вытяжкой.
Как видно, вся процедура непроста, вследствие чего применение химического никелирования ограничено теми случаями, когда неприменимы электролитические методы. Например, металлические сильфоны в виде цилиндрической гармошки, применяемые для измерения давления при пневморегулировке, невозможно никелировать электролитически из-за сложной геометрической формы. Химическое никелирование является прекрасным решением этой проблемы.
Стальные изделия можно никелировать химически без затруднений. На меди и латуни осаждение никеля начинается после кратковременного контакта с менее благородным металлом, например, железом или алюминием. Для никелирования алюминиевых сплавов обычно применяют щелочные ванны (например ванну 2).
На стенках и дне сосуда, применяемого для химического никелирования, могут оседать мелкие частички никеля, в особенности, если поверхность сосуда не очень гладка, имеет царапины. Перед дальнейшим использованием такого сосуда необходимо устранить осевшие частички никеля, растворяя их в азотной кислоте.
1.2 Никелевые покрытия
Никель – серебристо-серый твердый металл с едва заметным желтоватым блеском. Его можно равномерно наносить внутрь углублений, глухих отверстий и полостей. Он не накапливается на краях и имеет очень высокую износостойкость. Разновидности никеля с более высоким содержанием фосфора имеют исключительную устойчивость к коррозии. Никель часто используется в качестве металлической подложки благодаря своим выравнивающим, сглаживающим и изолирующим свойствам. Он повышает устойчивость металлов к «агрессии» со стороны таких солей как цианид меди или серебра. Как уже было сказано, никель – твердый металл с низкой пластичностью. Поэтому он не рекомендуется в тех случаях, когда требуется обеспечить определенную гибкость покрытия.
Никель часто используется в качестве металлической подложки благодаря своим выравнивающим, сглаживающим и изолирующим свойствам. Он повышает устойчивость металлов к «агрессии» со стороны таких солей как цианид меди или серебра. Как уже было сказано, никель – твердый металл с низкой пластичностью. Поэтому он не рекомендуется в тех случаях, когда требуется обеспечить определенную гибкость покрытия.
Различают 2 вида покрытия никелем – химическое и электрохимическое.
Химическое никелирование — применяют для покрытия никелем деталей любой конфигурации. Химически восстановленный никель обладает высокой коррозионной стойкостью, большой твердостью и износостойкостью, которые могут быть значительно повышены при термической обработке (после 10-15 мин. нагрева при температуре 400 °С твердость химически осажденного никеля повышается до 8000 МПа). При этом возрастает и прочность сцепления. Никелевые покрытия, восстановленные гипофосфитом, содержат до 15% фосфора. Восстановление никеля гипофосфитом протекает по реакции:
NiCl2 + Nah3PO2 + h3O → Nah3PO3 + 2HCl + Ni
Одновременно происходит гидролиз гипофосфита натрия. Степень полезного использования гипофосфита принимают около 40%.
Степень полезного использования гипофосфита принимают около 40%.
Восстановление никеля из его солей гипофосфитом самопроизвольно начинается только на металлах группы железа, катализирующих этот процесс. Для покрытия других каталитически неактивных металлов (например, меди, латуни) необходим контакт этих металлов в растворе с алюминием или другими более электроотрицательными, чем никель, металлами. Для этой цели используют активирование поверхности обработкой в растворе хлористого палладия (0,1 — 0,5 г/л) в течение 10-60 с. На некоторых металлах, таких, как свинец, олово, цинк, кадмий, никелевое покрытие не образуется даже при использовании метода контактного нанесения и активирования. Химическое осаждение никеля возможно как из щелочных, так и из кислых растворов. Щелочные растворы характеризуются высокой стабильностью и простотой корректировки.
Состав раствора и режим никелирования:
| Состав электролита (г/л) и режим работы | Электролит щелочной |
| Никель хлористый | 20-30 |
| Натрия гипофосфит | 15-25 |
| Натрий лиомннокислый | 30-50 |
| Аммоний хлористый | 30-40 |
| Аммиак водный 25% | 70-100 мл/л |
| pH | 8-9 |
| Температура, 0С | 80-90 |
| Скорость осаждения | 10-15 мкм/час |
Покрытия, полученные в кислых растворах, отличаются меньшей пористостью, чем из щелочных растворов (при толщине выше 12 мкм покрытия практически беспористые). Из кислых растворов химического никелирования рекомендуется следующий состав и режим никелирования:
Из кислых растворов химического никелирования рекомендуется следующий состав и режим никелирования:
| Состав электролита (г/л) и режим работы | Электролит кислый |
| Никель сернокислый | 20-30 |
| Натрий уксуснокислый | 10-20 |
| Натрия гипофосфит | 20-25 |
| Тиомочивина | 0.03 |
| Кислота уксусная (ледяная) | 6-10 мл/л |
| pH | 4,3-5,0 |
| Температура, 0С | 85-95 |
| Скорость осаждения | 10-15 мкм/час |
Химическое никелирование осуществляют в стеклянных, фарфоровых или железных эмалированных ваннах. В качестве материала подвесок применяют углеродистую сталь.
Гальваническое никелирование — позволяет получать яркие блестящие декоративные покрытия. В зависимости от толщины покрытия они обеспечивают различные степени антикоррозионной защиты, хорошую устойчивость поверхности к истиранию и невысокий коэффициент температурного расширения. Прочность на растяжение и жесткость при этом относительно низкие, а внутреннее напряжение — сравнительно высокое. Поэтому такие покрытия не рекомендуется использовать для технических целей, предполагающих возможное изгибание и деформацию детали.
Сульфатные электролиты никелирования.
В практике гальваностегии наиболее распространены электролиты на основе сульфата никеля, поскольку эта соль очень хорошо растворима в воде (до 400 г/л).
В качестве депассиваторов анодов в эти растворы вводят хлорид никеля, который препятствует запассивированию анодов и прекращению электролиза. В роли буферного соединения чаще всего используют борную кислоту. Можно так же использовать соли уксусной кислоты. Для электролитов с низким значением pH более эффективны добавки буферных соединений в виде фторида натрия и других фторидов.
Для электролитов с низким значением pH более эффективны добавки буферных соединений в виде фторида натрия и других фторидов.
Сульфатные электролиты никелирования имеют высокий выход по току: 90-100%
Составы электролитов для матового никелирования и режимы работы:
| Состав электролита (г/л) и режим работы | Элект-т № 1 | Элект-т № 2 | Элект-т № 3 | Элект-т № 4 | Элект-т № 5 | Элект-т № 6 |
| Никеля сульфат | 140-200 | 150-200 | 140-150 | 300-350 | 400 | 240 |
| Никеля хлорид | 30-40 | — | — | 45-60 | — | 30 |
| Натрия хлорид | — | 10-15 | 5-10 | — | — | — |
| Борная кислота | 25-40 | 25-30 | 25-30 | 30-40 | 25-40 | — |
| Натрия сульфат | 60-80 | 40-50 | 40-50 | — | — | — |
| Магния сульфат | — | 50-60 | 25-30 | — | — | — |
| Натрия фторид | — | — | — | — | 2-3 | — |
| Янтарная кислота | — | — | — | — | — | 30 |
| Натрия лаурилсульфат | — | — | — | — | — | 0,05-0,1 |
| pH | 5,2-5,8 | 5,0-5,5 | 5,0-5,5 | 1,5-4,5 | 2-3 | 2,5-3,5 |
| Температура, 0С | 20-55 | 20-30 | 20-35 | 45-65 | 50-60 | 50-60 |
| Катодная плотность тока, А/дм2 | 0,5-2,0 | 0,5-2,0 | 0,5-2,0 | 2,5-10 | 5-10 | 5-30 |
Электролит № 1 — предусмотрен ГОСТ 9. 305-84.
305-84.
Электролиты № 2,4 – для стационарных ванн.
Электролит № 3 – для колокольных и барабанных ванн.
Электролит № 6 – для получения осадков никеля при высоких плотностях тока.
Для получения блестящих никелевых покрытий применяют специальные блескообразующие добавки, которые в свою очередь обладают эффектом микровыравнивания катодной поверхности, делая ее относительно ровной и блестящей. Так же блескообразующие добавки понижают питингообразование, улучшая тем самым качество получаемого покрытия.
Составы электролитов для блестящего никелирования и режимы работы:
| Состав электролита (г/л) и режим работы | Элект-т № 1 | Элект-т № 2 | Элект-т № 3 | Элект-т № 4 | Элект-т № 5 | Элект-т № 6 |
| Никеля сульфат | 250-300 | 250-300 | 100-350 | 200-250 | 250-300 | 250-300 |
| Никеля хлорид | 50-60 | — | 30-200 | — | 30 | — |
| Натрия хлорид | — | 10-15 | — | 10-15 | — | 10-15 |
| Борная кислота | 25-40 | 30-40 | 30-50 | 30 | 30 | 25-40 |
| Натрия фторид | — | — | — | — | — | 5-6 |
| 1,4-бутиндиол | 0,2-0,5 | 0,2-3,0 | — | 0,2-0,3 | — | — |
| Сахарин | 0,7-1,2 | — | 0,3-2,0 | — | 1-2 | — |
| Фталимид | 0,08-0,12 | — | — | — | — | — |
| Формальдегид | — | — | — | — | — | 0,4-0,8 |
| Хлорамин Б | — | 1-2 | — | — | — | — |
| Кумарин | — | — | — | — | 0,2-1,0 | — |
| Пропаргиловый спирт | — | — | — | — | 0,056-0,112 | — |
| Паратолуолсульфамид | — | — | 2,0 | — | — | — |
| 2,6-нафталиндисульфокислота | — | — | — | — | — | 2-4 |
| 1,5-нафталиндисульфокислота | — | — | — | 1,5-2,0 | — | — |
| Моющее средство «Прогресс» | — | 0,1-0,2 | 0,1-0,2 | 0,1-0,2 | — | — |
| Сульфонол | — | — | — | — | — | 0,015 |
| НИБ-3, мл/л | — | — | 0,3-10,0 | — | — | — |
| Выравнивающая композиция | — | — | 0,03-0,15 | — | — | — |
| pH | 4-5 | 4-5 | 3-5 | 4,5-,5,5 | 4,0-4,5 | 5,8-6,0 |
| Температура, 0С | 55+(-5) | 50+(-5) | 50-60 | 45+(-5) | 40-60 | 40-50 |
| Катодная плотность тока, А/дм2 | 3-8 | 2-5 | 2-8 | 2-4 | 1-10 | 3-5,0 |
Электролиты № 1-5 — обладают выравнивающим действием.
Электролит № 6 — содержит две выравнивающие добавки и обладает высокой выравнивающей способностью.
Все добавки, входящие в состав никелевых электролитов, за исключением кумарина, растворяются в подогретом электролите или горячей воде. Кумарин растворяется в ледяной уксусной кислоте или борной кислоте в соотношении 1:4.
Большинство электролитов блестящего никелирования содержат серосодержащие добавки. Это приводит к снижению коррозионной стойкости блестящих никелевых покрытий по сравнению с матовыми, механически полированными осадками, полученными из электролитов без добавок.
Фторборатные электролиты никелирования.
Эти электролиты обладают хорошими буферными свойствами и большей устойчивостью по сравнению с некоторыми сульфатными электролитами никелирования. Выход по току в этих электролитах достигает 100%. Осаждение можно вести при высоких плотностях тока – до 20 А/дм2.
Состав раствора и режим осаждения:
Состав раствора и режим осаждения:
| Состав электролита (г/л) и режим работы | Электролит |
| Фторборат никеля | 300-400 |
| Хлорид никеля | 10-15 |
| Борная кислота | 10-30 |
| pH | 2,7-3,5 |
| Температура, 0С | 10-20 |
| Катодная плотность тока, А/дм2 | 10-15 |
Электролит выделяется высокой интенсивностью процесса, меньшей напряженностью и большей эластичностью осадков (по сравнению с сульфатными электролитами), что определяет целесообразность его применения в гальванопластике. Микротвердость осадков, полученных из данного электролита, достигает 3,0 — 3,5 ГПа.
Микротвердость осадков, полученных из данного электролита, достигает 3,0 — 3,5 ГПа.
Сульфаматные электролиты никелирования.
Сульфаматные электролиты образуют покрытия с минимальными внутренними напряжениями, поэтому их применяют для нанесения толстых слоев осадков никеля в гальванопластике, а так же при металлизации диэлектриков по проводящему слою. Выход по току 100%.
Состав раствора и режим осаждения:
| Состав электролита (г/л) и режим работы | Электролит |
| Сульфамат никеля | 300-400 |
| Хлорид никеля | 10-15 |
| Борная кислота | 25-40 |
| Сахарин | 0,5-1,5 |
| Лаурил (додецил) сульфат натрия | 0,1-1,0 |
| pH | 3-4,5 |
| Температура, 0С | 40-55 |
| Катодная плотность тока, А/дм2 | 1-12 |
Черное никелирование.
Процесс черного никелирования заключается в получении покрытий черного цвета. Покрытие обладает более высокой твердостью и прочностью по сравнению с оксидными пленками и широко используется для отделки различных изделий. Толщина слоя черного никелирования обычно не превышает 0,5-0,7 мкм. Осадки обладают не высокой коррозионной стойкостью и не высокой адгезией к поверхности стальных изделий, поэтому предварительно необходимо нанесение на деталь медного, никелевого или цинкатного покрытия.
Составы растворов и режим осаждения:
| Состав электролита (г/л) и режим работы | Электролит №1 | Электролит №2 | Электролит №3 | Электролит №4 |
| Никеля сульфат | 50 | 75 | 50 | 50 |
| Цинка сульфат | 25 | 25 | 25 | 25 |
| Никель-аммония сульфат | — | 45 | — | — |
| Аммония сульфат | 15 | — | 15 | 15 |
| Калия роданид | 32 | — | 25 | 30 |
| Натрия роданид | — | 15 | — | — |
| Борная кислота | — | 25 | — | — |
| Натрия ацетат | — | — | — | 15 |
| Лимонная кислота | — | — | 2 | — |
| pH | 4,5-5,5 | 5,6-5,9 | 5,2-5,5 | 4,5-5,5 |
| Температура, 0С | 18-25 | 40-50 | 18-25 | 30-40 |
| Катодная плотность тока, А/дм2 | 0,1-0,15 | 1,0-1,3 | 0,1 | 0,1-0,3 |
Чтобы предупредить пассивирование катодных контактов необходимо протравливать их в 50% растворе серной кислоты после каждой загрузки. Для повышения коррозионной стойкости черные никелевые покрытия необходимо промасливать или покрывать бесцветным лаком.
Для повышения коррозионной стойкости черные никелевые покрытия необходимо промасливать или покрывать бесцветным лаком.
Свойства и применение никелевых покрытий
Никелирование — самый популярный гальванотехнический процесс. Привлекательный вид, высокая коррозионная стойкость и механические свойства говорят в пользу более широкого применения никеля с декоративно-защитными и функциональными целями.
Никель, нанесенный непосредственно на сталь, носит характер катодного покрытия и, следовательно, защищает только механическим путем. Несплошность покрытия способствует образованию коррозионных пар, в которых сталь является растворимым электродом. В результате этого возникает коррозия под покрытием, которая разрушает стальную подложку и приводит к отслаиванию никелевого покрытия. С целью предупреждения этого явления сталь необходимо покрывать плотным без пористости толстым слоем никеля.
Никелевые покрытия являются основой многослойных декоративно-защитных систем Ni—Сг и Сu-Ni—Сг. Применение ванн с блескообразователями значительно упрощает технологию нанесения многослойных покрытий.
Применение ванн с блескообразователями значительно упрощает технологию нанесения многослойных покрытий.
Из-за высоких механических свойств никель применяют для восстановления изношенных деталей машин, гальванопластического изготовления инжекционных форм, и конструкционных элементов, которые трудно или даже невозможно изготовить обычными механическими методами. В химической промышленности толстым слоем никеля покрывают детали, подверженные воздействию крепких щелочей.
Ванны никелирования
Широко применяется в мастерских ванна, состоящая из трех основных компонентов: сульфата никеля, борной кислоты и хлорида, например, никеля.
Сульфат никеля — источник ионов никеля. Хлорид (никеля) существенно влияет на работу никелевых анодов. В безхлоридных ваннах происходит сильное пассивирование никеля, вследствие чего уменьшается содержание никеля в ванне, а результат — снижение выхода по току и ухудшение качества покрытий. В присутствии хлоридов аноды растворяются в степени, достаточной для нормального протекания никелирования. Хлориды повышают проводимость ванны и “работоспособность” ванны при загрязнениях цинком. Борная кислота облегчает поддержание рН на одном уровне. Эффективность этого действия в значительной степени зависит от концентрации борной кислоты (на практике преимущественно ~30 г/л).
Хлориды повышают проводимость ванны и “работоспособность” ванны при загрязнениях цинком. Борная кислота облегчает поддержание рН на одном уровне. Эффективность этого действия в значительной степени зависит от концентрации борной кислоты (на практике преимущественно ~30 г/л).
Применения хлорида никеля не всеми признается желательным. Из-за высокой его цены, и часто, трудности приобретения. Однако необходимо учесть что, вводя в ванну хлорид никеля, мы вводим в ванну и ни-кель. В хлориде NiCl2•6Н2О теоретически содержится 24,69 % никеля и, следовательно, введя этот хлорид в количестве 40 г/л, мы увеличиваем содержание никеля в ванне примерно на 10 г/л, что уже имеет определенное значение.
Другим, часто дискутируемым вопросом является применение хлорида натрия как источника хлоридов. Известно, что многие гальванические мастерские успешно вводят в ванны блестящего никелирования NaСl.
Существует много причин плохой работы никелевых ванн, и утверждение, что причина — в использовании поваренной соли, мало обосновано. Даже хорошо известная среди гальванотехников английская фирма “Саnning” вводит в состав ванны для блестящего никелирования “NiSOL” хлорид натрия в количестве 28 г/л.
Даже хорошо известная среди гальванотехников английская фирма “Саnning” вводит в состав ванны для блестящего никелирования “NiSOL” хлорид натрия в количестве 28 г/л.
Вместо хлорида натрия можно применять другой хлорид, например, как в ПНР, хлорид магния.
В течение многих лет известна и повсеместно применяется сульфатная ванна Уоттса. Содержания отдельных компонентов — основы ванн Уоттса для нанесения матовых покрытий составляют, г/л: (200—350) NiS04•7Н20, (30—60) NiС12•6Н20, (25—40) h4ВО3.
Часто в состав ванны Уоттса вводят добавки так называемых электропроводных солей, повышающих электропроводность ванн и улучшающих внешний вид покрытия. Среди этих солей наиболее применяем сульфат магния (~30 г/л), в ваннах для массовой обработки мелких деталей его концентрация значительно выше.
Сульфат никеля чаще всего вводят в концентрации 250—350 г/л. В течение длительного времени считали целесообразной верхнюю границу концентрации, что позволяло проводить процесс при больших плотностях тока без опасения прижога покрытия на ребрах и на выступающих участках. В последнее время наметилась тенденция к ограничению сульфата никеля менее 200 г/л, чем заметно снижаются потери раствора.
В последнее время наметилась тенденция к ограничению сульфата никеля менее 200 г/л, чем заметно снижаются потери раствора.
Концентрация хлоридов в никелевой ванне точно не нормирована. В так называемых хлоридных ваннах концентрация хлорида никеля превышает 200 г/л и, следовательно, нет необходимости в добавке сульфата никеля. В условиях мастерской это не оправдывается, даже исходя из цены хлорида никеля.
Концентрация борной кислоты достигает 25—40 г/л. Ниже 25 г/л увеличивается тенденция к быстрому защелачиванию никелевой ванны. Однако превышение уровня в 40 г/л может оказаться неблагоприятным благодаря возможности кристаллизации борной кислоты в форме кристаллов, оседающих на стенках ванны и анодах. Особенно легко протекает это явление в неблагоприятных или слабо обогреваемых ваннах.
Сульфатная ванна работает в широком диапазоне температур, плотности тока и рН. При комнатной температуре никелирование применяется редко. Для покрытий, нанесенных в холодных ваннах, часто происходит при декоративном хромировании отслаивание никеля вместе с хромом. Поэтому следует нагревать ванну по крайней мере до 30 °С.
Поэтому следует нагревать ванну по крайней мере до 30 °С.
Ванна с блекообразователями работает при 50—60 °С. Плотность тока необходимо выбирать экспериментально с тем, чтобы не происходило прижога покрытий.
Сульфатная ванна работает надежно в широком диапазоне рН. Ранее в ваннах поддерживалась, как правило, величина рН = 5,4—5,8, что мотивировалось меньшей агрессивностью и лучшей кроющей способностью ванны. Однако столь высокое значение рН приводит к значительному росту напряжений в никелевых покрытиях. Поэтому в большинстве применяемых в промышленности ванн рН = 3,5—4,5.
Современные ванны требуют перемешивания, что необходимо с точки зрения интенсификации процесса никелирования и уменьшения опасности питтинга. Перемешивание ванны тянет за собой необходимость непрерывной фильтрации с целью устранения механических загрязнений.
Перемешивание с помощью подвижной катодной штанги не так эффективно, как перемешивание сжатым воздухом, и кроме того, оно требует специального ингридиента, исключающего пенообразование. Соответственно очищенный воздух служит в настоящее время в гальванических мастерских ПНР для перемешивания всех никелевых ванн, оборудованных устройствами для блестящего никелирования, изготавливаемыми в Институте точной механики.
Соответственно очищенный воздух служит в настоящее время в гальванических мастерских ПНР для перемешивания всех никелевых ванн, оборудованных устройствами для блестящего никелирования, изготавливаемыми в Институте точной механики.
Общая характеристика ванн блестящего никелирования.
Традиционные ванны для нанесения матовых покрытий применяются в настоящее время неограниченно. Их используют, в частности, для предварительного никелирования стальных изделий перед кислым меднением, полагая, что на матовом никеле матовое покрытие, осажденное в кислой ванне, имеет лучшую адгезию, чем на блестящем никеле. Это допущение иногда обосновано, так как в ваннах с блескообразователями накапливаются продукты распада органических добавок, приводя к пассивированию никелевых покрытий преимущественно в гальванических мастерских, работники которых пренебрегают правилами сохранения никелевых ванн, длительно эксплуатируемых без регенерации.
Однако, существует ситуация, заставляющая отказаться от никелирования в ваннах с блескообразующими добавками, по той причине, что блестящие покрытия недостаточно пластичны и разрушаются при изгибе никелированных предметов. Перед принятием решения об использовании блестящего никелирования в серийном производстве сначала необходимо проверить пригодностьэтого процесса на образцах.
Перед принятием решения об использовании блестящего никелирования в серийном производстве сначала необходимо проверить пригодностьэтого процесса на образцах.
Расход никелевых анодов.
Практики, занимающиеся никелированием ежедневно, знают, что расход никеля связан, в основном, с расходом никелевых анодов, обусловливающим также потребность в частом пополнении анодов; вместе с тем ванна работает целыми месяцами без надобности в добавке сульфата никеля.
Желая сэкономить на никеле, некоторые работники мастерских идут по линии наименьшего сопротивления и просто наносят тонкое покрытие, ухудшая тем самым качество изделия. Зависимость массы осажденного никеля от толщины покрытия показана в табл. 1.
ТАБЛИЦА 1
ВРЕМЯ, НЕОБХОДИМОЕ ДЛЯ ПОЛУЧЕНИЯ НИКЕЛЕВОГО ПОКРЫТИЯ ЗАДАННОЙ ТОЛЩИНЫ, S, И МАССА ОСАЖДЕННОГО НИКЕЛЯ, mNi, В ЗАВИСИМОСТИ ОТ ПЛОТНОСТИ ТОКА. ВЫХОД ПО ТОКУ НА КАТОДЕ 92,5 %
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
Так, при толщине никелевого покрытия 10 мкм, часто используемого в качестве подслоя под декоративный хром для легких условий эксплуатации, на 1 дм2 поверхности теоретически осаждается 0,89 г никеля, но на практике его будет больше. Даже если мы примем расход никеля 2 г/дм2 и допустим, что 1 кг никеля стоит 1000 зл, то окажется, что стоимость требуемого никеля — 2 зл. Следовательно уменьшение толщины покрытия не дает большой экономии и может причинить ущерб авторитету фирмы.
Даже если мы примем расход никеля 2 г/дм2 и допустим, что 1 кг никеля стоит 1000 зл, то окажется, что стоимость требуемого никеля — 2 зл. Следовательно уменьшение толщины покрытия не дает большой экономии и может причинить ущерб авторитету фирмы.
Приготовление ванн никелирования.
Для приготовления ванн никелирования рекомендуется применять деминерализованную воду или в крайнем случае водопроводную. Грунтовую воду применять не следует. Рабочую и запасную ванны из стального листа футеруют изнутри твердой резиной или поливинилхлоридом. Обе ванны тщательно промывают и заполняют водой, добавляя серную кислоту ~5 г/л.
На следующий день ванны тщательно ополаскиваются и запасная ванна на половину объема наполняется водой. Воду нагревают до 60 °С и при постоянном перемешивании растворяют сначала борную кислоту, затем сульфат и хлорид никеля.
Так как обычно для приготовления ванны применяют технические химикаты, загрязненные посторонними металлами и органическими соединениями, то необходима предварительная очистка ванны. С этой целью увеличивают рН ванны до 5,0, вводя свежеосажденный карбонат никеля, полученный из сульфата никеля.
С этой целью увеличивают рН ванны до 5,0, вводя свежеосажденный карбонат никеля, полученный из сульфата никеля.
В отдельном сосуде, заполненном до половины теплой водой, растворяют сульфат никеля и заливают его водным раствором карбоната натрия до полного исчезновения зеленого осадка карбоната никеля. Осторожно сливают воду, а оставшийся осадок добавляют в ванну малыми порциями при постоянном перемешивании до pН = 5,0. Находящийся в продаже основной карбонат никеля не так хорош, как свежеприготовленный, так как он растворяется хуже.
Некоторые упрощают процесс повышения рН, вместо карбоната никеля добавляя малыми порциями в ванну 20%-ный NаОН. В течение часа раствор необходимо интенсивно перемешивать вплоть до полного растворения зеленой взвеси карбоната никеля.
После увеличения рН до 5,0 доливают малыми порциями водный раствор перманганата калия при постоянном перемешивании, вплоть до устойчивого появления бледно-розового цвета. Затем добавляют активированный уголь “Сагbороl S-ехtга” (1 г/л) и перемешивают 2 ч. Ванну оставляют в покое до следующего дня. В таком состоянии ванна должна иметь естественный цвет сульфата никеля, если же она не имеет этого цвета, то добавляют серную кислоту до рН = 3,8—4,0; на катодную штангу до исчезновения фиолетового цвета.
Ванну оставляют в покое до следующего дня. В таком состоянии ванна должна иметь естественный цвет сульфата никеля, если же она не имеет этого цвета, то добавляют серную кислоту до рН = 3,8—4,0; на катодную штангу до исчезновения фиолетового цвета.
Дальнейшая очистка состоит в проработке ванн при малой плотности тока. Предварительно очищенный в запасной ванне раствор перекачивают в рабочую ванну, доводят деминерализованной водой до заданного уровня, добавляют серную кислоту до рН = 3,8—4,0; на катодную штангу подвешивают максимально возможное количество волнистых стальных пластинок и включают ток плотностью сначала ~0,5 А/дм2, а после нескольких десятков минут его уменьшают до 0,2—0,3 А/дм2. Электролиз длится 6 ч при постоянном перемешивании и температуре ~ 60 °С. По доведении рН до нормы очищенная ванна готова к эксплуатации. В ней никелируют пробные загрузки с целью выбора оптимальных условий обработки. При блестящем никелировании добавляют соответствующие вещества.
Эксплуатация и регенерация никелевых ванн. Стабилизация ванн для никелирования состоит в поддержании заданных концентраций отдельных составляющих и регуляторном устранении загрязнений.
Стабилизация ванн для никелирования состоит в поддержании заданных концентраций отдельных составляющих и регуляторном устранении загрязнений.
Легче всего регулировать состав, исходя из химического анализа, однако опытный гальваник решает эти проблемы самостоятельно.
Особое внимание следует обратить на контроль и корректирование рН — ежедневную обязанность персонала, отвечающего за надежную работу никелевой ванны. Заметим, что это не очень сложно, так как ванна постепенно защелачивается, и, следовательно, возникает необходимость добавки чистой серной кислоты. Готовят раствор, содержащий 25 % (объемн.) концентрированной кислоты и 75 % (объемн.) дистиллированной воды, и добавляют его малыми порциями в ванну при постоянном перемешивании. Для контроля рН достаточно иметь индикаторную бумагу ограниченного набора, например, трех — пяти диапазонов производства ПНР.
Цветовая шкала на этой бумаге не так выразительна, как на бумажках Мерка, но после определенного времени обслуживающий персонал приобретет опыт и будет делать отсчет значений рН с достаточной точностью. Несоблюдение необходимой величины рН повлечет за собой заметное ухудшение качества покрытий.
Несоблюдение необходимой величины рН повлечет за собой заметное ухудшение качества покрытий.
При очень большом значении рН, т. е. при недостаточной кислотности, покрытия становятся хрупкими и склонными к шелушению, а также приобретают желтый оттенок; легко также возникает прижог покрытия в местах больших плотностей тока. При рН менее 4 ослабляется блеск покрытия.
Никелевая ванна легко загрязняется металлическими примесями, особенно при обработке латунных и цинковых изделий: наиболее часто — медью, цинком, железом и свинцом. Медь придает никелевому покрытию темный цвет.
Малая концентрация цинка приводит к появлению на никелевом покрытии черных точек, большая концентрация цинка проявляется в виде почернения покрытий в местах малых плотностей тока; сильное загрязнение цинком может привести к распространению черных полос по всей поверхности.
Загрязнение железом приводит к росту внутренних напряжений в покрытии, следствием чего является хрупкость никеля. Коллоидальная взвесь соединений железа, появляющаяся в никелевой ванне, может служить причиной появления сильного питтинга.
Загрязнение свинцом проявляется в виде бурого или чернобурого слоя в местах малой плотности тока. Свинец может попасть в ванну из свинцовых труб, применяемых для нагрева, или с погружаемых нагревателей, помещаемых в свинцовый кожух. Это исключительно вредно для ванн с блескообразователями.
Примесные металлы удаляют электролитически при малой плотности тока методом, описанным при составлении ванны. Время очистки зависит от степени загрязнения ванны и может длиться от нескольких часов до нескольких их десятков. Через определенное время стальные листы следует вынуть из ванны, очистить стальной щеткой и снова поместить в ванну. Не следует оставлять обесточенные листы в ванне, так как это приводит, по крайней мере, к частичному растворению в ней загрязнений.
Современные ванны для никелирования перемешиваются воздухом и, следовательно, механические загрязнения, оседающие на дне, распределяются по всему объему ванны и часть из них попадает в покрытие, придавая ему шероховатость. Таким образом возникает необходимость непрерывной фильтрации ванны, хотя в большинстве мастерских избегают этого, ограничиваясь периодической фильтрацией, и не жалуются на шероховатость покрытий. Это свидетельствует об умении поддержания ванны в надлежащей чистоте, прежде всего, о невозможности попадания анодного шлама в ванну вследствие хорошей задержки его анодным мешком.
Таким образом возникает необходимость непрерывной фильтрации ванны, хотя в большинстве мастерских избегают этого, ограничиваясь периодической фильтрацией, и не жалуются на шероховатость покрытий. Это свидетельствует об умении поддержания ванны в надлежащей чистоте, прежде всего, о невозможности попадания анодного шлама в ванну вследствие хорошей задержки его анодным мешком.
По поводу фильтрации ванн блестящего никелирования с помощью активированного угля существуют разные мнения. Теоретически при каждой фильтрации ванны следовало бы применять уголь с целью удаления вредных органических загрязнений, к которым относят, между прочим, продукты разложения блескообразующих добавок. В действительности уголь поглощает также и некоторые необходимые для нормальной работы органические добавки, в результате чего увеличивается расход довольно дорогих препаратов, например, таких как “DF-Ьis”.
Несмотря на такую неблагоприятную ситуацию для потребителя, необходимо здесь выбирать золотую середину, заключающуюся в том, что фильтрация через свежий активированный уголь происходит раз в неделю и, наконец, частоту замены угля можно установить, исходя из собственных наблюдений. Полный отказ от угля является технической ошибкой, так как с течением времени ванна загрязняется органическими соединениями настолько сильно, что покрытия становятся хрупкими и пассивированными, что затрудняет их декоративное хромирование.
Полный отказ от угля является технической ошибкой, так как с течением времени ванна загрязняется органическими соединениями настолько сильно, что покрытия становятся хрупкими и пассивированными, что затрудняет их декоративное хромирование.
Необходимо, однако, обратить внимание на сорт активированного угля. В ПНР применяют уголь Саrbороl S-ехtга в пылеобразном виде. Случайные сорта могут принести больше вреда, чем пользы, так как они загрязнены примесными металлами, например, цинком.
Несмотря на большую заботу о никелевой ванне, она так может так загрязниться органическими веществами, что возникает необходимость капитальной регенерации с использованием перманганата калия.
Содержимое ванны, нагретой до 60 °С, перекачивают в запасную ванну и доводят рН с помощью карбоната никеля до 5,5—5,8. Растворенный в воде перманганат добавляют малыми порциями до получения бледнорозового цвета. Во время введения перманганата обязательно тщательное перемешивание.
На каждый литр таким образом обработанной ванны добавляют 3 г активированного угля и сильно перемешивают в течение нескольких часов. Затем оставляют ванну на 10—12 ч, после чего прозрачный раствор отфильтровывают осторожно в рабочую ванну, не трогая осадок на дне. Если розовый цвет остается и далее, то добавляют пергидроль, разбавленный в дистиллированной воде в соотношении 1:5 до получения нормального зеленого цвета ванны. С целью предупреждения избытка пергидроля его добавляют небольшими порциями. После корректировки рН никелируют пробные изделия, помня, что блеск будет хуже, так как часть блескообразующего раствора была уничтожена и лишь после дополнения блескообразователей будет получен желаемый декоративный вид.
Затем оставляют ванну на 10—12 ч, после чего прозрачный раствор отфильтровывают осторожно в рабочую ванну, не трогая осадок на дне. Если розовый цвет остается и далее, то добавляют пергидроль, разбавленный в дистиллированной воде в соотношении 1:5 до получения нормального зеленого цвета ванны. С целью предупреждения избытка пергидроля его добавляют небольшими порциями. После корректировки рН никелируют пробные изделия, помня, что блеск будет хуже, так как часть блескообразующего раствора была уничтожена и лишь после дополнения блескообразователей будет получен желаемый декоративный вид.
Железо, загрязняющее никелевую ванну, устраняют, в основном, во время описанной выше обработки при малой плотности тока, однако, для более полного удаления этого металла поступают следующим образом:
электролит переливают в запасную ванну, нагревают до температуры 60 С и подщелачивают до рН = 6 карбонатом никеля или едким натром, причем необходимо перемешивание. Затем добавляют пергидроль в количестве 1 см3/л, перемешивают 3 ч и оставляют в покое до следующего дня. Светлый раствор отфильтровывают осторожно в рабочую ванну, наблюдая, чтобы, осадок на дне ванны не попал в чистую ванну.
Светлый раствор отфильтровывают осторожно в рабочую ванну, наблюдая, чтобы, осадок на дне ванны не попал в чистую ванну.
После доведения рН до нормы проводят пробное никелирование и дополняют блескообразующие добавки до получения желаемого блеска.
Правильная дозировка блескообразующих веществ является основным условием успеха при блестящем никелировании. Производители блескообразователей дают приблизительный расход вещества в зависимости от прохождения количества электричества в ампер-часах, но лишь в немногих мастерских есть электросчетчики, а регистрация нагружения ванны в виде подробных записей — не столь простое дело, как кажется.
При длительной эксплуатации ванны возникают разные ситуации, которые сопровождаются значительной потерей блескообразователей, например, при регенерации ванн, описанных выше. Это происходит за пределами электричества.
Содержание блескообразователя в ванне можно определить аналитически, однако для этого надо иметь соответствующее оборудование и основательное знание лабораторной методики. Можно пользоваться услугами специальных лабораторий, однако это не всегда возможно. Следовательно, остается собственная инициатива гальваника, обслуживающего ванну, или другого более грамотного человека.
Можно пользоваться услугами специальных лабораторий, однако это не всегда возможно. Следовательно, остается собственная инициатива гальваника, обслуживающего ванну, или другого более грамотного человека.
Если получим полублестящее покрытие, то это значит, что в ванне очень мало блескообразователя, На 100 л ванны можно добавить 25 см3 добавки “DF-bis”. Если это не приведет к улучшению блеска, то причина лежит в самой ванне. Следует определить рН и температуру ванны и, если после корректировки этих параметров и дальше нет улучшения, то необходимо приступить к очистке ванны с помощью активированного угля и электролиза при малой плотности тока, что подробно описано при рассмотрении ванн.
Очень трудная ситуация возникает в случае избыточного введения блескообразователей. В этом случае покрытия становятся хрупкими в местах очень малой плотности тока; например, в местах контакта изделия с подвесками образуются видимые черные пятна и может быть даже окончательный брак покрытий. Следовательно, необходимо избавиться от избытка блескообразователя, прорабатывая ванну в нормальных условиях, повесив на катодную штангу отходы стального листа, соответственно обезжирив их и протравив.
Одним из часто встречающихся дефектов никелевых покрытий является пористость — так называемый питтинг — небольшие углубления в покрытии, напоминающие наколы, возникающие при никелировании в результате прилипания пузырьков водорода к поверхности катода. Это объясняется большим поверхностным натяжением, в особенности в ваннах для никелирования. В месте расположения пузырька покрытие не образуется, возникает кратер.
Кроме водорода на поверхности катода могут оседать и пузырьки воздуха, содержащегося в ванне. Не работающая ванна охлаждается и поглощает определенное количество воздуха. При нагревании ванны воздух выделяется в виде пузырьков, часть из которых оседает на поверхности катода, приводя к питтингу. Перед началом никелирования ванну следует нагреть до температуры на несколько градусов выше обычно применяемой, выключить нагрев и подождать, пока температура не снизится до нормы. Кроме того, воздух может попасть в ванну вследствие неплотности фильтрующего насоса. Неплотность насоса, безусловно следует устранить.
Большое влияние на образование питтинга имеет также и состояние подложки, пористость которой, неметаллические включения и всякого рода загрязнения поверхности способствуют образованию питтингов. Таким же образом влияют загрязнения ванны взвесью или продуктами распада органических веществ.
С целью предупреждения образования питтинга в ванну добавляют окисляющие или смачивающие вещества. К первым относится пероксид водорода, добавляемый в обычные ванны в виде пергидроля в количествах 0,2—0,5 см3/л.
В ванны с блескообразователями пергидроль не добавляют, так как он действует разрушающе на органические вещества. В таких случаях добавляют смачивающие вещества, например, лаурилсульфат натрия, в количестве 0,1—0,2 г/л.
Пероксид водорода и смачивающее вещество не являются радикальными противопиттинговыми средствами. Устранить газовые пузырьки помогает механическое встряхивание изделий на подвесках в ванне. Подвижная катодная штанга, а еще лучше перемешивание ванны сжатым воздухом, намного облегчает борьбу с питтингом. При устойчивом питтинге следует применять очистку ванны активированным углем.
При устойчивом питтинге следует применять очистку ванны активированным углем.
Никелевые аноды
Никелевые аноды изготовляют в соответствии со стандартом PN-82/Н-92914 размерами 25х25х(3-8) мм и листов шириной 100—300 мм, длиной 600—1000 мм и толщиной 6—12 мм.
Химический состав анодов должен соответствовать стандарту PN-79/Н-8181, а листов — стандарту PN-79/82180. Аноды в виде листов имеют марки № 2, № 3 и № 6А. Для блестящего никелирования применяют аноды № 2.
Пример обозначения анодов при размещении заказа: анод никелевый № 2 8Х300Х600 в соответствии со стандартом РН-82/Н-92914. Кубики размещаются в титановых корзинах.
Снятие никелевых покрытий
Никелевые покрытия на стали и сплавах меди, как правило, удаляются в ванне с разбавленной серной кислотой. К 20 л холодной воды добавляют при постоянном перемешивании порциями 30л концентрированной серной кислоты, наблюдая, чтобы температура не была выше 60 °С. После охлаждения ванны до комнатной температуры ее плотность должна быть ~ 1,63.
С целью снижения опасности затравливания материала подложки в ванну добавляют глицерин 50 г/л. Ванны изготовляют из винипласта. Изделия навешиваются на средней штанге, соединенной с положительным полюсом источника тока. Боковые штанги, на которых навешаны свинцовые листы, соединяют с отрицательным полюсом источника тока.
Температура ванны не должна превышать 30 °С, так как горячий раствор действует агрессивно на подложку. Плотность тока достигает 4 А/дм2, но можно изменять напряжение в пределах 5—6 В.
Через определенное время следует добавлять концентрированную серную кислоту для поддержания плотности, равной 1,63. С целью предупреждения разбавления ванны необходимо изделия в ванну погружать после их предварительной сушки.
В случае латунных изделий контроль процесса не представляет труда, так как в момент полного удаления никеля плотность тока резко падает.
Черные никелевые покрытия
Черные никелевые покрытия применяются с декоративной и специальной целью. Их защитные свойства очень низки, поэтому их наносят на подслой из цинка, кадмия или обычного никеля. Стальные изделия предварительно оцинковывают, а латунь и медь — никелируют.
Их защитные свойства очень низки, поэтому их наносят на подслой из цинка, кадмия или обычного никеля. Стальные изделия предварительно оцинковывают, а латунь и медь — никелируют.
Черное никелевое покрытие твердо и хрупко особенно при большой толщине. В практике удовлетворяются обычно толщиной в 2 мкм. Ванна для нанесения таких покрытий содержит значительное количество цинка и роданида. В покрытии содержится ~50 % никеля, а остальное составляют цинк, сера, азот и углерод.
Ниже приведены типичные составы ванн черного никелирования, г/л:
|
|---|
Ванна 1 работает при комнатной или слегка повышенной температуре, J = 0,1—0,5 А/дм2, рН = 5,6—5,9. Ванна 2 хлоридная и, следовательно, агрессивная более сульфатной. Она работает при комнатной температуре, рН = 5,0 и J = 0,2 А/дм2. Ванна 3 содержит молибдаты и, следовательно, дороже первой и второй ванн. Ее преимуществом является большая кроющая способность и стабильность, так как она содержит борную кислоту. Недостатком является более высокая рабочая температура, как правило, выше 50 °С. Плотность тока составляет 0,2—0,5 А/дм2, рН = 4,3—4,7.
Ванна 2 хлоридная и, следовательно, агрессивная более сульфатной. Она работает при комнатной температуре, рН = 5,0 и J = 0,2 А/дм2. Ванна 3 содержит молибдаты и, следовательно, дороже первой и второй ванн. Ее преимуществом является большая кроющая способность и стабильность, так как она содержит борную кислоту. Недостатком является более высокая рабочая температура, как правило, выше 50 °С. Плотность тока составляет 0,2—0,5 А/дм2, рН = 4,3—4,7.
Ванны черного никелирования готовят, растворяя все составляющие в теплой воде и фильтруя через фильтровальную бумагу. Если возникают трудности растворения борной кислоты в ванне 3, то ее растворяют отдельно в воде, нагретой до 70 °С.
Стабильность ванн заключается в основном в контроле и регулировании рН посредством h3SO4 или NaОН. Получение глубоко черного цвета зависит в основном от правильного выбора плотности тока. Никелированные изделия смазывают горячим маслом.
Химическое никелирование
Этот процесс был в свое время одним из главных в технической специальной литературе, и казалось, что он создает сильную конкуренцию для традиционного электролитического никелирования. В настоящее время его оценивают более спокойно и применяют, когда для этого есть техническое и материальное обеспечение.
В настоящее время его оценивают более спокойно и применяют, когда для этого есть техническое и материальное обеспечение.
Основным преимуществом никелевых покрытий, нанесенных химическим путем, является однородная толщина независимо от формы изделия. Это характерно для всех процессов осаждения металла без применения тока.
Особенностью химического никелирования является непрерывное осаждение слоя, что создает возможность образования покрытий любой толщины.
Ванны для химического никелирования состоят из соли никеля, гипофосфита натрия и добавок. Основой являются соли никеля и гипофосфит натрия.
Существуют две разновидности ванн для химического никелирования — кислая и щелочная. В качестве солей никеля, в основном, применяют сульфат или хлорид никеля относительно небольшой (~5 г/л) концентрации. Содержание гипофосфита достигает 10—30 г/л. Добавки вводятся в виде комплексообразующих соединений, ускоряющих осаждение никеля, и стабилизаторов, препятствующих разложению электролита.
В качестве комплексообразующих соединений в специальной литературе упоминаются гликолевая, молочная, лимонная и аминоуксусная кислоты. Ускоряющими являются янтарная, малоновая, пропионовая, масляная, валериановая и другие кислоты. Для стабилизации служат в основном соединения свинца, тиосульфат, тиомочевина и т.д.
Ниже приведены примеры двух ванн для химического никелирования, г/л:
|
|---|
Ванна 1 кислая, лучше всего работает при рН = 4,3—4,8. Рабочая температура ванны 85—90 °С должна поддерживаться во время всего процесса никелирования. Для регулирования рН служит разбавленный (например, 5 %-ный) раствор едкого натра.
Рабочая температура ванны 85—90 °С должна поддерживаться во время всего процесса никелирования. Для регулирования рН служит разбавленный (например, 5 %-ный) раствор едкого натра.
Готовят ванну 1 следующим образом: в дистиллированной воде, нагретой до температуры 60 °С, сначала растворяют ацетат натрия, затем сульфат никеля и добавляют молочную кислоту, предварительно нейтрализованную едким натром до рН = 3,5—4,0. Нагрев ванну до 85 °С, добавляют гипофосфит натрия. После этого можно приступить к никелированию.
Концентрация тиомочевины очень мала и в условиях мастерской нет возможности взвешивания с точностью до долей грамма. Так как избыток тиомочевины может привести к полной задержке процесса никелирования, лучше полностью отказаться от этого стабилизатора и воспользоваться ванной без тиомочевины.
Ванна 2 щелочная. В дистиллированной воде, нагретой до 60 °С, растворяют цитрат натрия, хлориды аммония и никеля, добавляют порциями при постоянном перемешивании раствор аммиака с целью достижения рН = 8—9. При этом происходит заметное изменение цвета раствора с зеленоватого на голубой. После подогрева до 80 °С добавляют гипофосфит и ванна готова к эксплуатации.
При этом происходит заметное изменение цвета раствора с зеленоватого на голубой. После подогрева до 80 °С добавляют гипофосфит и ванна готова к эксплуатации.
Приведенная информация очень общая и мало отражает практическую сторону никелирования.
При менее 80 °С эффективность ванны очень низка. При 90 °С получают в течение 1 ч слой никеля толщиной 10—20 мкм. При дальнейшем повышении температуры, например, до 95°С получают более толстые слои, но стабильность ванны снижается. В определенный момент может наступить внезапное разложение ванны, что сопровождается появлением черного порошка на дне и стенках ванны. Такая ванна непригодна для дальнейшего использования.
Серьезной проблемой является выбор соответствующих рабочих емкостей . В промышленных условиях применяют сложные установки из коррозионностойкой стали, тогда как для никелирования в малом объеме в основном служат стеклянные, фарфоровые или эмалированные емкости.
Наилучшим способом нагрева малых и средних емкостей является водяная рубашка. Опустим 5 л стеклянный сосуд в эмалированный 10 л бак с водой, мы можем получить водяную рубашку, пригодную для газо- или электронагрева ее до температуры кипения. В стеклянном сосуде можно достичь температуры 83—85 °С, достаточной для проведения процесса.
Опустим 5 л стеклянный сосуд в эмалированный 10 л бак с водой, мы можем получить водяную рубашку, пригодную для газо- или электронагрева ее до температуры кипения. В стеклянном сосуде можно достичь температуры 83—85 °С, достаточной для проведения процесса.
Высокая температура и сильное газовыделение на поверхности изделий фиксируется обслуживающим персоналом по сильному неприятному запаху. Очевидно, что вся установка должна находиться под вытяжкой.
Как видно, вся процедура непроста, вследствие чего применение химического никелирования ограничено теми случаями, когда неприменимы электролитические методы. Например, металлические сильфоны в виде цилиндрической гармошки, применяемые для измерения давления при пневморегулировке, невозможно никелировать электролитически из-за сложной геометрической формы. Химическое никелирование является прекрасным решением этой проблемы.
Стальные изделия можно никелировать химически без затруднений. На меди и латуни осаждение никеля начинается после кратковременного контакта с менее благородным металлом, например, железом или алюминием. Для никелирования алюминиевых сплавов обычно применяют щелочные ванны (например ванну 2).
Для никелирования алюминиевых сплавов обычно применяют щелочные ванны (например ванну 2).
На стенках и дне сосуда, применяемого для химического никелирования, могут оседать мелкие частички никеля, в особенности, если поверхность сосуда не очень гладка, имеет царапины. Перед дальнейшим использованием такого сосуда необходимо устранить осевшие частички никеля, растворяя их в азотной кислоте.
Свойства покрытий
Никелевое покрытие, полученное химическим путем, содержит кроме никеля в значительных количествах фосфор в зависимости от состава ванны и условий осаждения.
Установлено, что в кислых растворах получают более богатые фосфором покрытия, чем в щелочных растворах. Фосфор оказывает заметное влияние на магнитные свойства и, следовательно, определение толщины слоя никеля магнитными методами сопряжено с заметными ошибками.
Твердость свежеосажденного покрытия ~ 5 кН/мм2. Нагрев до 400 °С в течение 1 ч повышает твердость до 8—10 кН/мм2, что ненамного уступает твердости хромовых покрытий. При 400 °С химические покрытия приобретают цвет от желтого до гранатового. Во избежание этого покрытые детали следует нагревать в защитных средах.
При 400 °С химические покрытия приобретают цвет от желтого до гранатового. Во избежание этого покрытые детали следует нагревать в защитных средах.
Нагрев до 400 °С может отрицательно влиять на механические свойства подложки, поэтому некоторые применяют более низкие температуры, значительно увеличивая время обработки, например, 290 °С в течение 10 ч. Кроме того, не установлено, что максимальная твердость очень полезна, так как например, в химических покрытиях твердостью выше 9 кН/мм2 наблюдались трещины. Рекомендуется термическая обработка в температурной области 250—290 °С, что должно обеспечить твердость ~ 8 кН/мм2.
Довольно своеобразные результаты были получены при исследовании механической износостойкости. Лучшие результаты были получены на покрытиях, термически обработанных при 650 °С в течение 2 ч и, следовательно, имеющих твердость около 6 кН/мм2.
В отношении коррозионной стойкости химического никеля имеются многочисленные высказывания, отдающие предпочтение химическим покрытиям перед электролитическими. Некоторые конструкторы, подкрепленные этими высказываниями, согласились на антикоррозионную защиту стальных изделий химическим никелем толщиной 2—3 мкм. Однако такое покрытие не защищает от коррозии грубо обработанную поверхность стали.
Некоторые конструкторы, подкрепленные этими высказываниями, согласились на антикоррозионную защиту стальных изделий химическим никелем толщиной 2—3 мкм. Однако такое покрытие не защищает от коррозии грубо обработанную поверхность стали.
Химическое никелирование — все, что вам нужно знать
Химическое никелирование (ENP) — это нанесение покрытия из никелевого сплава путем химического восстановления — без электрического тока, который используется в процессах гальванического покрытия.
Большая часть ЕПС для инженерных целей представляет собой месторождение никеля и фосфора, содержащее от 2 до 14% фосфора.
Чем выше содержание фосфора, тем выше коррозионная стойкость, однако компромиссом при повышенном содержании фосфора является снижение твердости.
ENP наносится путем восстановления ионов никеля до металлического никеля с помощью химического восстановителя, такого как гидрофосфит натрия. Толщина 25-75 м является обычной, ЕПС с высоким содержанием фосфора может превышать 75 м, хотя это начинает раздвигать пределы ЕПС.
Преимущества химического никелирования
ENP обеспечивает превосходную коррозионную стойкость к обычным корродирующим веществам, таким как соленая вода, двуокись углерода, кислород и сероводород.
Отложения ENP с высоким содержанием фосфора (10-14% phos) также являются аморфными, что означает отсутствие границ зерен или фаз, создающих очаги коррозии.
Однородность ENP по сравнению с электролитическими отложениями также является преимуществом, создавая однородное толстое покрытие по всей подложке; даже в щелях, отверстиях и внутренних стенках труб.
Без термической обработки коррозионностойкий ЭНП с высоким содержанием фосфора обеспечивает хорошую твердость и износостойкость.
ENP предлагает экономичное решение для применений в условиях, когда износ и коррозия являются факторами; увеличение срока службы и предоставление более дешевой альтернативы коррозионно-стойким сплавам, особенно там, где углеродистая сталь подвергается локальной коррозии; разрушение фланца или коррозия сварного шва.
Каковы свойства месторождения и факторы, на них влияющие?
ENP обеспечивает превосходную защиту от коррозии и однородность отложения наряду с хорошей твердостью. Содержание фосфора в осадке может быть изменено, чтобы наилучшим образом соответствовать применению.
В Surface Technology наша техническая команда изучает область применения каждого клиента, прежде чем рекомендовать оптимальный уровень фосфора — чем выше содержание фосфора, тем выше коррозионная стойкость, но ниже твердость поверхности.
Твердость ENP может быть увеличена путем термической обработки, но при этом образуются микротрещины с пониженной коррозионной стойкостью.
ENP равномерно наносится даже на сложные формы, в отличие от гальванического покрытия.
Как термообработка влияет на ENP?
ENP наиболее устойчив к коррозии в аморфной фазе. Термическая обработка вызывает осаждение частиц фосфида никеля, разрушая аморфный характер отложения. В случае отложений ENP с высоким содержанием фосфора это происходит при температуре от 330 до 360°С.
Насколько хорошо ENP прилипает к субстрату?
Адгезия зависит от эффективной очистки основания. Адгезия к углеродистой стали при хорошей подготовке поверхности составляет 200-420 МПа. Прочность соединения нержавеющих сталей обычно составляет 160-200 МПа.
Какие факторы влияют на качество покрытия?
Существует несколько факторов, влияющих на качество гальванического покрытия, и большинство из них должен эффективно контролировать ваш партнер по отделке поверхностей.
– Подготовка поверхности : Шероховатые, плохо обработанные поверхности с неровными металлическими поверхностями, заусенцами или холодными швами не могут быть эффективно покрыты металлом.
– Очистка : Поверхности должны быть очищены от масел, грязи и мыла, образовавшихся в результате омыления масел щелочными очистителями.
– Контроль гальванических ванн : Температура, pH, концентрация ионов никеля и концентрация гипофосфита – все это необходимо тщательно регулировать для обеспечения высокого качества и стабильного покрытия.
Каковы требования к изготовлению/отделке перед нанесением покрытия?
Сварочные брызги должны быть удалены, острые кромки закруглены, а корни швов отшлифованы. При восстановлении/восстановлении компонентов важно, чтобы места коррозии были отшлифованы до плоской поверхности.
Другие ключевые моменты
При выборе подходящего партнера для выполнения ваших требований по химическому никелированию важно проверить несколько факторов:
– Доступна ли пескоструйная очистка в качестве услуги перед нанесением покрытия, когда это необходимо?
– Будет ли проведен осмотр поверхности перед нанесением покрытия?
– Поставляются ли химикаты сертифицированным поставщиком продукции ENP?
– Состоят ли растворы ENP из деминерализованной воды?
– Проводится ли непрерывная фильтрация ванны с точностью до одного микрона вместе с перемешиванием воздуха?
– Регулярно ли контролируется химический состав ванны?
– Как регулярно моются ванны?
– Проводится ли проверка на достаточном уровне?
Узнайте больше об услуге химического никелирования, которую мы предлагаем в Surface Technology, или свяжитесь с нами сейчас, чтобы обсудить ваши требования.
Зарегистрируйтесь ниже, чтобы получать нашу ежемесячную рассылку по электронной почте и быть в курсе последних технических документов, тематических исследований и новостей об инновациях.
Имя
Адрес электронной почты
Время от времени мы хотели бы отправлять вам информацию, которая предоставляет, развивает и продвигает наши услуги, которые имеют отношение к вам. Отправка ваших данных означает, что вы согласны с этим, а также соглашаетесь с нашими политиками конфиденциальности и использования файлов cookie. Прочтите их, чтобы получить доступ к своим правам на данные.
Химическое никелирование по сравнению с электролитическим никелированием
Никелирование может повысить долговечность, твердость, проводимость и термостойкость вашего продукта, а также защитить от коррозии и повысить его эстетическую привлекательность. Но перед тем, как заручиться услугами металлурга, вы должны сначала выбрать один из двух методов покрытия: электролитическое или химическое покрытие.
В следующем руководстве объясняются оба процесса, их отличия и их явные преимущества.
Что такое электролитическое и химическое никелирование?
Для традиционного электролитического никелирования требуется катализатор и заряд постоянного тока (DC), чтобы запустить цепную химическую реакцию для покрытия объекта (подложки) тонким слоем никеля, однако при химическом никелировании ни катализатор, ни заряд не требуются. нужный. Вместо этого химические составы включают химический восстановитель (фосфор), который позволяет пользователю покрывать подложку без дальнейшей обработки.
Оба метода добавляют тонкий слой никеля на поверхность мишени, но химическое никелирование (ENP) обеспечивает дополнительную износостойкость и коррозионную стойкость, смазывающую способность и дополнительные рабочие характеристики по сравнению с его электролитическим аналогом. Также известное как автокаталитическое покрытие, ENP можно использовать в проектах с жесткими спецификациями допуска, и его легко наносить равномерными слоями.
Электролитическое никелирование, с другой стороны, обычно толще вокруг углов и краев подложки и не может обеспечить такой же уровень точности. Во время электролитического покрытия плотность отложений контролируется продолжительностью погружения продукта в воду и количеством прикладываемых ампер на квадратный фут.
Процесс никелирования
Во-первых, материал подложки должен быть очищен и предварительно обработан, прежде чем он может быть покрыт никелем. Предварительная обработка зависит от типа подложки и предполагаемого использования продукта.
Затем изделие помещают в гальваническую ванну, состоящую из растворенного положительно заряженного никеля и фосфора. Подложка автоматически притягивает положительно заряженные ионы никеля на свою поверхность, завершая тонкий слой покрытия. Химическое никелирование не требует электричества и постоянной фильтрации для предотвращения прилипания мусора к поверхности.
Отрасли, в которых используется химическое никелирование
Химическое никелирование распространено в следующих отраслях:
- Автомобильная
- Коммерческий
- Промышленный
- Аэрокосмическая отрасль
- Оборона
- Нефтехимия
- Основное оборудование
- Работа с бумагой и гофрокартоном
- Защита инструмента (штамповка из ковкого чугуна под давлением)
Преимущества химического никелирования
Химическое никелирование имеет многочисленные преимущества по сравнению с традиционным электролитическим никелированием, в том числе:
- Более однородная толщина покрытия: Химическое никелирование более точное, чем электролитическое, с допусками +/- 0,0001 дюйма.
 Его можно использовать для создания сложной геометрии и избежать распространенной проблемы, называемой «эффект собачьей кости», которая возникает, когда во время электролитического покрытия подается слишком много ампер на квадратный фут, что приводит к непостоянному осаждению.
Его можно использовать для создания сложной геометрии и избежать распространенной проблемы, называемой «эффект собачьей кости», которая возникает, когда во время электролитического покрытия подается слишком много ампер на квадратный фут, что приводит к непостоянному осаждению. - Превосходная коррозионная стойкость: ENP обеспечивает лучшую коррозионную стойкость благодаря введению в раствор фосфора.
- Улучшенное экранирование электромагнитных помех: Фосфор также обеспечивает магнитные свойства, которые позволяют отделочникам по металлу контролировать уровень электромагнитных помех, возникающих вокруг подложки. Эта функция оказалась жизненно важной для приложений, связанных с электроникой.
- Дополнительная твердость и долговечность: отложения ENP можно обрабатывать нагреванием примерно до 90% той же твердости, что и хром. Покрытия ENP с низким содержанием фосфора имеют показатель до 63 по шкале Роквелла (Rc) в состоянии покрытия. Для сравнения, отложения блестящего никеля типа II, созданные с помощью электролитического покрытия, имеют твердость после покрытия 50+ Rc.

- Повышенная смазывающая способность: Химическое никелирование также создает меньшее трение о другие материалы, что приводит к лучшей смазывающей способности и уменьшению образования рубцов на поверхности.
- Повышенная пластичность: Поскольку ENP более пластичен, чем традиционное никелевое покрытие, вероятность растрескивания, поломки или разрушения под нагрузкой меньше. Однако чистое никелирование типа I обеспечивает сравнимую пластичность и может соответствовать или превосходить спецификации AMS2424, установленные SAE International.
- Большая универсальность покрытия: Химическое никелирование можно наносить практически на все металлические подложки, при этом нет никаких ограничений на толщину слоя.
- Возможность утилизации: ENP также является отличным выбором для материалов, которые будут утилизированы позже.
Процесс электролитического покрытия
Как и при химическом никелировании, процесс электролитического покрытия также начинается с очистки и предварительной обработки подложки. Далее изделие помещают в ванну с токопроводящей основой и положительно заряженным никелем. После погружения объекта в раствор подается внешний электрический ток или выпрямитель. Электричество заряжает никелевые аноды, заставляя их высвобождать ионы, которые прикрепляются к поверхности подложки, тем самым завершая процесс покрытия.
Далее изделие помещают в ванну с токопроводящей основой и положительно заряженным никелем. После погружения объекта в раствор подается внешний электрический ток или выпрямитель. Электричество заряжает никелевые аноды, заставляя их высвобождать ионы, которые прикрепляются к поверхности подложки, тем самым завершая процесс покрытия.
Преимущества электролитического покрытия
В некоторых случаях лучше подходит электролитическое покрытие вместо химического никелирования. Вот несколько преимуществ электролитического покрытия:
- Чистота материала: Электролитическое покрытие может быть изготовлено из 100% никеля, тогда как для химического никелирования требуется фосфор. Процесс гальванопокрытия также может выполняться с использованием других металлических материалов, включая, например, медь.
- Повышенная масштабируемость: Электролитическое покрытие, как правило, дешевле, чем химическое никелирование, и может обеспечить более высокие объемы производства с более коротким циклом обработки, что делает процесс немного более производительным.

- Повышенная проводимость: Более высокая концентрация никеля обеспечивает лучшую проводимость по сравнению с химическим никелированием.
- Повышенная термостойкость: После обработки никелевые отложения могут выдерживать температуры до 1832°F.
Как выбрать подходящего партнера для производства химического и электролитического никелирования
При выборе нового партнера-производителя тщательно проверьте его, чтобы убедиться, что вы получаете ожидаемые услуги и качество. Мы рекомендуем задать потенциальному отделочнику следующие вопросы:
- Какие подложки вы можете обрабатывать или наносить покрытие?
- На какую инструментальную стратегию вы ориентируетесь?
- Какие передовые методы использует ваша организация для продвижения адгезии?
- Есть ли у вас наглядные примеры передового опыта в области химии и контроля ванны?
- Способны ли вы выполнить требования по водородному охрупчиванию?
- Поставляются ли химические вещества сертифицированным поставщиком химических продуктов?
- Какие меры контроля после обработки применяются для обеспечения толщины, адгезии и соответствия спецификациям?
Обладая более чем 75-летним опытом, компания Pioneer Metal Finishing обладает подтвержденным опытом, чтобы удовлетворить или превзойти ваши потребности в чистовой обработке металлов и гальваническом покрытии. Узнайте больше о наших услугах по химическому никелированию и услугах по электролитическому никелированию на нашем веб-сайте или свяжитесь с нами сейчас, чтобы обсудить ваши технические требования.
Узнайте больше о наших услугах по химическому никелированию и услугах по электролитическому никелированию на нашем веб-сайте или свяжитесь с нами сейчас, чтобы обсудить ваши технические требования.
Химическое никелирование: все, что вам нужно знать
1 апреля 2020 г.
Химическое никелирование
(ENP) представляет собой автокаталитическое химическое восстановление покрытия из никелевого сплава (наиболее распространенным является никель-фосфорный), используемого для отделки поверхности. Этот процесс завершается без электрического тока, который обычно используется при гальванике. ENP осаждается путем восстановления ионов никеля химическим восстановителем, таким как гипофосфит натрия.
В процессе ENP наносится очень ровный слой никель-фосфорного сплава, содержание фосфора в котором обычно составляет от 2% до 14%. Это покрытие обеспечивает ряд преимуществ для деталей, включая коррозионную стойкость, повышенную твердость, износостойкость и защиту поверхности от истирания. При более высоком содержании фосфора покрытие становится аморфным, что означает отсутствие границ зерен, создающих очаги коррозии, что делает его идеальным для защиты от коррозии. Однако чем выше содержание фосфора в наплавке, тем ниже твердость наплавки. Ванны ENP с низким содержанием фосфора обеспечивают самую твердую отделку с самой низкой защитой от коррозии из-за кристаллической природы наплавки.
При более высоком содержании фосфора покрытие становится аморфным, что означает отсутствие границ зерен, создающих очаги коррозии, что делает его идеальным для защиты от коррозии. Однако чем выше содержание фосфора в наплавке, тем ниже твердость наплавки. Ванны ENP с низким содержанием фосфора обеспечивают самую твердую отделку с самой низкой защитой от коррозии из-за кристаллической природы наплавки.
Для чего используется химическое никелирование?
Химическое никелирование
универсально и имеет множество преимуществ. Он используется для защиты деталей от естественного износа, истирания и коррозии, а также придает поверхности твердость для всех типов применений в различных условиях. Химическое никелирование чаще всего используется в следующих отраслях:
- Аэрокосмическая отрасль
- Строительство
- Электроника
- Машиностроение
- Нефть и газ
Примеры промышленных деталей, которые могут быть обработаны с помощью ENP, включают приводные валы, электрические и механические инструменты, инженерное оборудование, клапаны для нефтяных месторождений, клапаны насосов и многое другое.
Преимущества химического никелирования
Процесс химического никелирования предлагает различные преимущества по сравнению с традиционным гальванопокрытием, которые делают его надежной обработкой поверхности:
Защита от коррозии
Химическое никелирование
менее пористое, чем гальваническое никелевое покрытие, что делает его чрезвычайно твердым и коррозионно-стойким к обычным агрессивным средам, таким как соленая вода, углекислый газ, кислород и сероводород.
Экономичность
Поскольку для производства самого покрытия не используется электричество, это эффективный и точный процесс, что делает его рентабельным для многих применений. Эта прочная высококачественная отделка может быть выполнена с меньшими капитальными затратами, чем стандартное гальваническое покрытие, и с меньшим количеством оборудования. Покрытие продлевает срок службы деталей, обеспечивая дополнительную экономию затрат на срок службы вашего оборудования.
Однородность
В процессе ENP на детали наносится очень ровное покрытие. Из-за автокаталитического характера этого процесса нет сильноточных или слаботочных областей, которые приводят к избыточному или недостаточному покрытию критических областей вашей детали. Толщину инженерных покрытий можно строго контролировать, не допуская образования наростов на кромках. С помощью этого процесса можно равномерно нанести покрытие даже сложной геометрии.
Из-за автокаталитического характера этого процесса нет сильноточных или слаботочных областей, которые приводят к избыточному или недостаточному покрытию критических областей вашей детали. Толщину инженерных покрытий можно строго контролировать, не допуская образования наростов на кромках. С помощью этого процесса можно равномерно нанести покрытие даже сложной геометрии.
Твердость
Существует несколько различных типов ванн ENP с различным содержанием фосфора: низкое (2-4%), среднее (5-9%) и высокое (10-14%). Решение о том, какую ванну использовать, зависит от конечного применения. EN с низким содержанием фосфора (2-4%) обеспечивает наибольшую твердость при самой низкой защите от коррозии, а EN с высоким содержанием фосфора (10-14%) обеспечивает наибольшую защиту от коррозии при минимальном уровне твердости. Многие клиенты выбирают фосфор среднего уровня (5-9%), что обеспечивает лучшее из обоих миров.
Что такое процесс химического никелирования?
Для успешной обработки поверхности необходимо выполнить определенные шаги перед нанесением покрытия ENP. К ним относятся следующие шаги:
К ним относятся следующие шаги:
- Предварительная обработка – Поверхность деталей тщательно очищается с помощью различных химикатов для удаления остатков машинных/охлаждающих масел, смазок и даже отпечатков пальцев.
- Активация поверхности – После завершения тщательной очистки подложка активируется другим химическим веществом, например кислотой, для удаления оксидов и активации поверхности.
- Покрытие – После очистки и активации детали помещают в ванну ENP на время, достаточное для получения необходимой толщины покрытия.
- Инспекция – После нанесения покрытия детали, покрытые ENP, отбираются и испытываются в соответствии с требованиями спецификаций или внутренними стандартами, не содержащими требований.
Прочие факторы:
- Текстура поверхности : Неровные металлические поверхности, такие как заусенцы, не могут быть эффективно покрыты.
 Все заусенцы, неровности поверхности, сварочные брызги или острые края должны быть удалены или сглажены.
Все заусенцы, неровности поверхности, сварочные брызги или острые края должны быть удалены или сглажены. - Очистка : Все металлические поверхности должны быть полностью очищены от грязи, масла, жира или остатков процессов очистки.
- Активация поверхности : Покрытие ENP может быть выполнено на большинстве подложек. Его можно наносить непосредственно на сталь, но для других материалов могут потребоваться дополнительные действия для обеспечения адгезии.
- Ванны для нанесения покрытий : Ванны ENP должны тщательно обслуживаться и управляться, чтобы обеспечить постоянную скорость покрытия, свойства осаждения и качество покрытия. Такие детали, как концентрация, температура, pH и продукты разложения, должны тщательно контролироваться, чтобы обеспечить высокое качество осаждения.
Обратитесь к экспертам по гальваническим покрытиям в Silvex
Silvex, Inc. гордится тем, что является известным передовым предприятием по производству гальванопокрытий, которому доверяют ведущие производители Новой Англии и Соединенных Штатов уже более 50 лет. Чтобы узнать больше о наших услугах по химическому никелированию и других отделочных услугах, свяжитесь с нами сегодня!
Чтобы узнать больше о наших услугах по химическому никелированию и других отделочных услугах, свяжитесь с нами сегодня!
Услуги по нанесению химического никелирования | Электропокрытие
Услуги по нанесению химического никелирования | Электропокрытие
Перейти к навигации
Перейти к содержимому
Ваш браузер устарел.
В настоящее время вы используете Internet Explorer 7/8/9, который не поддерживается нашим сайтом. Для получения наилучших результатов используйте один из последних браузеров.
- Хром
- Firefox
- Пограничный браузер Internet Explorer
- Сафари
Процесс нанесения химического никелирования на поверхность металла представляет собой автокаталитическое химическое восстановление. Это означает, что вместо использования внешнего источника электричества, как в аналогичном процессе гальванического покрытия, в процессе химического никелирования используется химическая ванна для нанесения слоя никеля/фосфора на металлическую поверхность. Поверхность, покрытая химическим никелем, может использоваться даже на непроводящих поверхностях, что позволяет наносить покрытие на более широкий спектр основных материалов. Этот химический процесс значительно повышает устойчивость объекта к истиранию и оставляет предсказуемое однородное никелевое покрытие для высокоточных деталей, которое можно наносить как на черные, так и на цветные поверхности любой геометрии или сложной формы. Наши процессы химического никелирования соответствуют отраслевым стандартам ASTM B733, Mil-C-26074E, AMS 2404B и AMS 2404E.
Поверхность, покрытая химическим никелем, может использоваться даже на непроводящих поверхностях, что позволяет наносить покрытие на более широкий спектр основных материалов. Этот химический процесс значительно повышает устойчивость объекта к истиранию и оставляет предсказуемое однородное никелевое покрытие для высокоточных деталей, которое можно наносить как на черные, так и на цветные поверхности любой геометрии или сложной формы. Наши процессы химического никелирования соответствуют отраслевым стандартам ASTM B733, Mil-C-26074E, AMS 2404B и AMS 2404E.
Наш опыт в области химического никелирования
Обладая более чем 70-летним опытом в области нанесения покрытий, компания Electro-Coatings предлагает широкий ассортимент покрытий для химического никелирования в зависимости от ваших потребностей, включая крупные и мелкие компоненты (например, резервуары и шаровые краны). Наша готовность решать задачи гальваники и покрытия важна, но только тогда, когда она сочетается со способностью обеспечивать результаты высочайшего качества. Компания Electro-Coatings предлагает и то, и другое, а также опыт и средства для рентабельной доставки продукта.
Компания Electro-Coatings предлагает и то, и другое, а также опыт и средства для рентабельной доставки продукта.
Запросить цену
Почему химический никель
Преимущества
Дополнительная информация
Типы процессов ENP
ВЫБЕРИТЕ вариант ниже, чтобы узнать больше о процессе ENP
5 9
ФИЛЬТР ПО МЕСТОПОЛОЖЕНИЮ
ТЕХАС
КАЛИФОРНИЯ
АЙОВА
ОКОЛО
ЗАПРОСИТЬ ЦЕНУ
О
Nye-Kote™
Nye-Kote™ представляет собой химическое никелирование с высоким содержанием фосфора, обеспечивающее коррозионную стойкость для сельскохозяйственных, металлургических, нефтегазовых и других агрессивных сред.
Посмотреть Най-Котэ
СРАВНИТЬ ВСЕ ПРОЦЕССЫ
Характеристики
- Контроль трения
- Коррозионная стойкость
- Однородная толщина
- Легкость пайки
- Стойкость к истиранию
2
2
ЗАПРОСИТЬ ЦЕНУ
О
Kanigen®
— это наше эксклюзивное химическое никелевое покрытие, которое почти 50 лет обеспечивает контроль трения и коррозионную стойкость.
Узнать больше
СРАВНИТЬ ВСЕ ПРОЦЕССЫ
Features
- Friction Control
- Corrosion Resistance
- Uniform Thickness
- Easy Solderability
- Abrasion Resistance
REQUEST A QUOTE
ABOUT
Nye-Croloy™
Nye-Croloy™ is our electroless покрытие из никеля и твердого хрома, разработанное для обеспечения высокой коррозионной стойкости, например, на нефтяных месторождениях и в насосных установках, с превосходной износостойкостью.
Узнать больше
СРАВНИТЬ ВСЕ ПРОЦЕССЫ
Features
- Friction Control
- Corrosion Resistance
- Wear Resistance
- Abrasion Resistance
REQUEST A QUOTE
ABOUT
Nye-Tef™
Nye-Tef™ is our electroless nickel and PTFE coating это обеспечивает стойкость к вымыванию и отличную адгезию, что позволяет лучше контролировать однородную толщину.
Узнать больше
СРАВНИТЬ ВСЕ ПРОЦЕССЫ
Функции
- Friction Control
- Corrosion Resistance
- Wear Resistance
- Uniform Thickness
REQUEST A QUOTE
ABOUT
Kanigen-LP24™
Kanigen-LP24™ is our proprietary low phosphorous electroless nickel plating.
Узнать больше
СРАВНИТЬ ВСЕ ПРОЦЕССЫ
Характеристики
- Износостойкость
- Коррозионная стойкость
- Однородная толщина
- Easy Solderability
ЗАПРОСИТЬ ЦЕНУ
О
Nye-Carb™
Nye-Carb™ — это химическое покрытие из никеля и карбида кремния, которое лучше всего подходит для прецизионных деталей, таких как трубы и компоненты сложной геометрии
5
5
5
5
5
Учить больше
СРАВНИТЬ ВСЕ ПРОЦЕССЫ
Характеристики
- Контроль трения
- Износостойкость
- Однородная толщина
- Сопротивление истиранию
ЗАПРОСИТЬ ЦЕНУ
Преимущества химического никелирования
Компоненты, используемые в промышленности, часто подвергаются суровым испытаниям. Компания Electro-Coatings предлагает пять различных типов нанесения покрытий химическим способом, и хотя они в основном зависят от количества фосфора, присутствующего в химической ванне, каждый из них обеспечивает уникальные эксплуатационные преимущества. Эти уникальные преимущества включают износостойкость/коррозионную стойкость, сопротивление трению и однородность покрытия.
Компания Electro-Coatings предлагает пять различных типов нанесения покрытий химическим способом, и хотя они в основном зависят от количества фосфора, присутствующего в химической ванне, каждый из них обеспечивает уникальные эксплуатационные преимущества. Эти уникальные преимущества включают износостойкость/коррозионную стойкость, сопротивление трению и однородность покрытия.
Почему выбирают химическое никелирование (ENP)?
Химическое никелирование обеспечивает большую гибкость толщины и объема покрытия на металлических службах, позволяет легко заполнять углубления или ямки в металлических службах. Это позволяет производить более широкий спектр промышленных деталей, которые могут иметь однородную поверхность , включая клапаны для нефтяных месторождений, насосы с клапанами, карданные валы, электрические/механические инструменты и инженерное оборудование.
В чем разница между никелированием и химическим никелированием?
Химическое никелирование на менее пористое , чем никелированное гальванопокрытием, и обеспечивает защиту стали от коррозии . Может наноситься при нулевом или незначительном сжимающем напряжении , что делает его щадящим при нанесении.
Может наноситься при нулевом или незначительном сжимающем напряжении , что делает его щадящим при нанесении.
Требуется ли электричество для химического никелирования?
Для ENP не требуется электричество , что делает его более точным, эффективным и экономичным процессом нанесения покрытия . Это может быть выполнено с меньшим количеством оборудования и меньшим количеством слоев, чем гальваническое покрытие, чтобы создать прочнее, качественная отделка .
Какова твердость для химического никелирования?
Химическое никелирование имеет твердость от 68 до 72 по шкале С Роквелла.
Химическое никелирование экспертами | DURNI-COAT®
покрытия из никель-фосфорного сплава
что такое химическое никелирование
химическое никелирование
области применения
новаторские отрасли
места и контакты
что такое химическое никелирование?
Химическое никелирование (химическое никелирование) — процедура, применяемая с 1950-х годов для отделки поверхностей никель-фосфорным покрытием. Помимо алюминия и стали, все другие основные материалы могут быть оптимизированы с помощью химического никелирования. Высокая точность, равномерная толщина покрытия – особенно когда речь идет о компонентах сложной формы – и безопасность при серийном производстве являются одними из многих преимуществ, предлагаемых этим процессом. Отсутствие внешнего источника питания делает химическое никелирование еще более интересным.
Помимо алюминия и стали, все другие основные материалы могут быть оптимизированы с помощью химического никелирования. Высокая точность, равномерная толщина покрытия – особенно когда речь идет о компонентах сложной формы – и безопасность при серийном производстве являются одними из многих преимуществ, предлагаемых этим процессом. Отсутствие внешнего источника питания делает химическое никелирование еще более интересным.
Обработка поверхности Aalberts — ваш партнер, когда речь идет о химическом никелировании. Наши заводы, оснащенные самыми современными технологиями, изготовят ваши компоненты высокофункциональным и экономичным способом.
Отделка металлов DURNI-COAT®
Наш самый важный метод функциональной отделки металлов химическим никелированием называется DURNI-COAT ® , сокращенно DNC. В зависимости от типа материала, обработки и использования защищает металлические детали от износа и коррозии. Когда дело доходит до процесса никелирования, компания Aalberts по обработке поверхности опирается на более чем 50-летний практический опыт. Каждый год мы покрываем более 350 миллионов деталей.
Каждый год мы покрываем более 350 миллионов деталей.
Никелевые покрытия
DURNI-COAT ® идеально подходят для областей применения с особыми требованиями. Спектр характеристик охватывает все: от химической стойкости до точности размеров и идеального скольжения до повышенной твердости. Ниже мы суммировали наиболее важные свойства покрытия:
- Отличная коррозионная стойкость
- Устойчивость к эрозии и кавитации
- Высокая износостойкость
- Удлинение при разрыве до 2%
- Равномерное нанесение покрытия
- Хорошая точность размеров
- Отличная твердость
- Магнитные свойства
- Возможность соединения/пайки
- Проводящая поверхность
- Идеальные фрикционные свойства
- Хорошая химическая стойкость
2 90
наш процесс химического никелирования DURNI-COAT®
DURNI-COAT ® применяется в виде химического химического осаждения. Заготовка погружается в водный раствор электролита с определенным содержанием ионов никеля. В ходе процесса эти ионы восстанавливаются до металлического никеля. Гипофосфиты, содержащиеся в растворе, являются химическими реагентами и поставщиками электронов, необходимых для этой цели. В ходе реакции они окисляются с образованием ортофосфата. На поверхности заготовки образуется легированное покрытие, включающее пропорции никеля и фосфора. Этот слой эффективно защищает заготовку от износа и коррозии. Уровень фосфора имеет решающее значение для функциональных свойств покрытия и в определенной степени варьируется, чтобы его можно было адаптировать к индивидуальным применениям.
В ходе процесса эти ионы восстанавливаются до металлического никеля. Гипофосфиты, содержащиеся в растворе, являются химическими реагентами и поставщиками электронов, необходимых для этой цели. В ходе реакции они окисляются с образованием ортофосфата. На поверхности заготовки образуется легированное покрытие, включающее пропорции никеля и фосфора. Этот слой эффективно защищает заготовку от износа и коррозии. Уровень фосфора имеет решающее значение для функциональных свойств покрытия и в определенной степени варьируется, чтобы его можно было адаптировать к индивидуальным применениям.
Предыдущий
Следующий
Наше универсальное покрытие DURNI-COAT ® для химического никелирования характеризуется равномерным и точным нанесением покрытия даже на геометрически сложные поверхности. Таким образом, кромки, углубления, доступные полости и отверстия также будут покрыты равномерным слоем. Это преимущество, особенно по сравнению с гальваническими покрытиями. Однородный слой DURNI-COAT ® допускает узкие допуски по толщине покрытия: обычно ± 10 процентов от требуемой толщины покрытия, тогда как минимальный допуск составляет ± 3 мкм.
Области применения химического никелирования DURNI-COAT®
DURNI-COAT ® Химическое никелирование используется во многих отраслях, таких как автомобильная промышленность, химическая промышленность, электротехническая промышленность, пищевая промышленность, машиностроение, текстильная промышленность и область авиастроения.
Ассортимент основных материалов, на которые можно нанести покрытие DURNI-COAT ® , включает металлы, наиболее часто используемые в технических целях:
- Все низколегированные ферритные стали
- Чугунные материалы
- Нержавеющие стали
- Цветные металлы, такие как медь, латунь и бронза
- Алюминиевые сплавы
- Спеченные металлы, следующие за предыдущими образцами материалов
- 2
- 2 материалы
Стандартная толщина покрытия DURNI-COAT®
Толщина слоя от 2 до 5 мкм достаточна, когда покрытия DURNI-COAT ® используются в качестве вспомогательных средств для пайки. При выборе DURNI-COAT ® варианты и толщины слоев, кроме того, необходимо учитывать агрессивную среду, тип и качество основного материала и его поверхности, трибосистему и требуемый срок службы.
При выборе DURNI-COAT ® варианты и толщины слоев, кроме того, необходимо учитывать агрессивную среду, тип и качество основного материала и его поверхности, трибосистему и требуемый срок службы.
В соответствии с DIN EN ISO 4527 для деталей, подверженных износу и коррозии, обычно используется следующее распределение толщины покрытия:
- Незначительное напряжение коррозии)
- 10 to 25 μm
- 25 to 50 μm
- 50 μm
downloads
обработка металла с помощью NEDOX®
Процедура химического никелирования NEDOX ® также включает нанесение никель-фосфорного сплава на металлические поверхности. Это химическое покрытие содержит бесчисленные поры, созданные серией запатентованных производственных этапов. Контролируемая диффузия полимеров затвердевает на поверхности. На заключительном этапе NEDOX ® , полимеры полностью интегрируются с поверхностью. Никелевое покрытие наносится точным и однородным способом.
На заключительном этапе NEDOX ® , полимеры полностью интегрируются с поверхностью. Никелевое покрытие наносится точным и однородным способом.
Процесс NEDOX ® создает твердую, гладкую и самосмазывающуюся поверхность с высокой защитой от износа и коррозии. NEDOX ® отличается высокой химической стабильностью и обладает длительными антипригарными и антистатическими свойствами. Существует множество переменных, которыми можно управлять на разных этапах нашего процесса NEDOX ® , чтобы улучшить различные свойства поверхности.
области применения химического никелирования NEDOX®
Универсальный продукт NEDOX ® часто используется в качестве промышленного покрытия в автомобильной промышленности, секторе энергетических технологий (нефть и газ), полупроводниковой промышленности, аэрокосмической промышленности , фармацевтическая промышленность и область пневматики. Некоторые варианты нашего покрытия соответствуют пищевым нормам, поэтому они идеально подходят для компонентов, используемых в пищевой промышленности и упаковочном секторе.
NEDOX ® покрытие подходит для самых разных материалов, таких как
- низколегированные ферритные стали
- чугунные материалы
- нержавеющие стали
- цветные металлы, такие как медь 9013 или бронза 13
- алюминиевые сплавы
- спеченные металлы
- другие материалы, если их пригодность подтверждена (образец покрытия).
важные свойства покрытий NEDOX®
Являясь ведущим производителем химического никелирования, Aalberts использует различные варианты покрытия NEDOX ® с индивидуальными характеристиками.
- 131 Покрытия, препятствующие прилипанию клейкой ленты и клея
отрасли, которые мы обслуживаем
часто задаваемые вопросы
КАКИЕ ОСНОВНЫЕ МАТЕРИАЛЫ МОЖНО ПОКРЫТЬ ЭЛЕКТРИЧЕСКИМ НИКЕЛИРОВАНИЕМ?
Все основные металлические материалы, т. е. сталь, высоколегированная сталь, нержавеющая сталь, алюминий, цветные металлы (медь, латунь, бронза) и цинковое литье под давлением. Пригодность других материалов необходимо проверить с помощью пробных покрытий.
е. сталь, высоколегированная сталь, нержавеющая сталь, алюминий, цветные металлы (медь, латунь, бронза) и цинковое литье под давлением. Пригодность других материалов необходимо проверить с помощью пробных покрытий.
ТРЕБУЕТ ЛИ ПРОЦЕДУРА DURNI-COAT® ИСТОЧНИК ПИТАНИЯ?
Не для (основного) процесса нанесения покрытия (химическое никелирование). Однако это может потребоваться для предварительной обработки некоторых материалов (нержавеющая сталь, цинковое литье под давлением, цветные металлы).
КАКОВЫ ПРЕИМУЩЕСТВА DURNI-COAT®?
- Чрезвычайно равномерное распределение толщины покрытия даже на поверхностях компонентов со сложной геометрией
- Идеальное сочетание защиты от износа и коррозии
- Электропроводность и внешний вид нержавеющей стали
КАКАЯ ТОЛЩИНА ЭЛЕКТРИЧЕСКОГО ПОКРЫТИЯ ВОЗМОЖНА С DURNI-COAT®?
В зависимости от области применения можно добиться толщины покрытия от 5 мкм до 50 мкм. В исключительных случаях может быть достигнута толщина 100 мкм (при использовании специальных стеллажных систем).
ЧТО ХАРАКТЕРИЗУЕТ ПРОЦЕСС ЭЛЕКТРИЧЕСКОГО НИКЕЛИРОВАНИЯ?
Наши универсальные процессы химического никелирования DURNI-COAT ® характеризуются равномерным и точным нанесением покрытия даже на геометрически сложные поверхности.
местонахождение процессов
прочие процессы
обработка поверхности
показать все адреса
условия и положения
заявление о защите данных
юридическое уведомление
сертификаты
Подписывайтесь на нас
условия и положения
заявление о защите данных
юридическое уведомление
сертификаты
Никелирование стали методом химического восстановления
%PDF-1.4
%
49 0 объект
>
эндообъект
44 0 объект
>поток
application/pdf
 Документы находятся в общественном достоянии и не защищены авторским правом в США. Тем не менее, обратите особое внимание на отдельные работы, чтобы убедиться, что не указаны ограничения авторского права. Для отдельных произведений может потребоваться получение других разрешений от первоначального правообладателя.
Документы находятся в общественном достоянии и не защищены авторским правом в США. Тем не менее, обратите особое внимание на отдельные работы, чтобы убедиться, что не указаны ограничения авторского права. Для отдельных произведений может потребоваться получение других разрешений от первоначального правообладателя.Подключаемый модуль Adobe Acrobat 9.13 Paper Capture2011-01-05T11:48:03-05:00Adobe Acrobat 9.02012-03-26T14:05:46-04:002012-03-26T14:05:46-04:00uuid:d5575076-cb93 -4513-8495-dc88df78c005uuid:d6c3336c-871d-409a-b0cc-9d7ea903c8cfdefault1
1Б

