Хим пас покрытие что это: Хим пас покрытие (химическая пассивация) нержавеющей стали (нержавейки)
Содержание
Ан. Окс
Многим известно, что поверхность алюминия и его сплавов склона к пассивации, на ней образуется естественная оксидная пленка, толщина которой минимальна, и поэтому она не способна обеспечить должной коррозионной и механической защиты металла. Для повышения свойств коррозионной стойкости и механической прочности алюминия и его сплавов, поверхность металла подвергают анодному оксидированию, иначе говоря анодированию, в растворах кислот и щелочей, что повышает данные параметры в десятки, а при определенных условиях, и в сотни раз.
Помимо повышения коррозионной стойкости, анодное оксидирование также придает поверхности алюминия и его сплавам такие свойства как твердость, износостойкость, термостойкость, каталитическую активность, декоративный вид и др.
Как и все гальванические покрытия, анодирование алюминия подразделяется на несколько групп, которые имеют производственные сокращения, все они представлены ниже:
1. Твердое – Ан. Окс. тв
Окс. тв
2. Электроизоляционное – Ан. Окс. из
3. Защитное – Ан. Окс
4. Эматаль – Ан. Окс. эмт
5. Цветное – Аноцвет
6. Защитно – декоративное, наполненное красителем – Ан.Окс (цвет красителя)
7. Наполнение в хроматном растворе – Ан. Окс.нхр, Ан. Окс.хр
8. Эматаль, наполненное красителем – Ан. Окс. эмт (цвет красителя)
Отличительной особенностью твердого анодно – оксидного покрытия, является то, что покрытия могут иметь толщину более 40 мкм. Такая толщина покрытия придает поверхности алюминия высокую твердость, износостойкость и антифрикционные свойства. Также не менее важно, что при большой нагрузке и деформации, покрытие хоть и растрескивается, но не отслаивается.
Электроизоляционными свойствами обладают все представленные группы анодно – оксидных покрытий алюминия и его сплавов. Но электроизоляционное анодирование обладает важной особенностью: покрытие получается беспористым, толщина пленки за-за этого небольшая, до 0,4 мкм. В связи с этим, наибольшее применение данное покрытие пользуется в радиоэлектронной промышленности.
Защитные и защитно – декоративные покрытия анодирования алюминия обладают рядом характерных свойств: покрытия являются прозрачными или полупрозрачными (снежно – белого цвета), достаточно пористыми, имеют хорошие защитные свойства, твердость сравнима с твердостью корунда (1200-1400 HV), жаростойкость до 2000 С и не отслаивается от металла, также легко окрашивается, хорошо сохраняя фактуру металла и чистоту цвета красителя.
Эматаль-покрытия – это защитно – декоративные непрозрачные анодно – оксидные покрытия, имеющие молочно-эмалевый вид. Такие покрытия отличаются высокой коррозионо-, износо-, термостойкостью, обладают хорошими электроизоляционными свойствами. Они коррозионностойки в пищевых средах и таких средах, как ацетон, нефтяные масла, спирты, минеральные и растительные жиры. Эматаль-покрытие легко поддается окрашиванию, несмотря на то, что имеет пористость сравнительно меньшую, чем у других анодно-оксидных покрытий.
Анодирование в хроматном растворе используется в основном при анодном оксидировании алюминиевой проволоки, тонкой ленты и т. п. Получаемое покрытие обладает малой пористостью, хорошо сохраняет блеск полированной поверхности, практически не изменяет размеры детали, также обладает высокими защитными свойствами и эластичностью. Стоит обратить внимание, что покрытие получается бесцветным, имеющее небольшую толщину, до 5-6 мкм.
п. Получаемое покрытие обладает малой пористостью, хорошо сохраняет блеск полированной поверхности, практически не изменяет размеры детали, также обладает высокими защитными свойствами и эластичностью. Стоит обратить внимание, что покрытие получается бесцветным, имеющее небольшую толщину, до 5-6 мкм.
Нанесение гальванических покрытий в Спб на заказ
ПАО «Завод «Радиоприбор» силами опытных специалистов выполняет нанесение гальванических покрытий любой сложности на различные виды изделий (отдельные детали либо цельные конструкции).
Постоянные и потенциальные клиенты могут заказать на заводе в СПб:
1. Окрашивание металлоизделий.
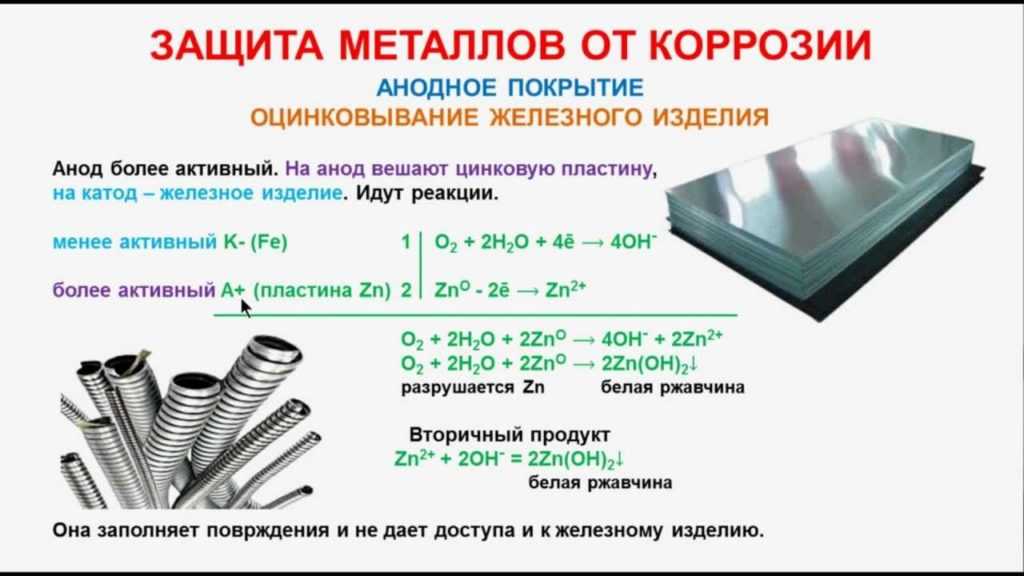
2. Антикоррозийное цинкование деталей, в том числе с хроматированием.
Цинкование с хроматированием
Толщина покрытия: от 3 микрон до 12 микрон
Размеры деталей: от 5x5x5 до 1000х500х200
Примечание:
С целью сохранения декоративного вида и повышения коррозионной стойкости покрытия, обрабатывают специальными пассивирующими растворами, содержащими в основном хромовые соединения
Цинкование без хроматирования
Толщина покрытия: от 3 микрон до 12 микрон
Размеры деталей: от 5x5x5 до 1000х500х200
Примечание:
В случаях, где не требуется дополнительная коррозионная стойкость и достаточно внешнего покрытия цинка
3. Серебрение медных контактов, волноводных деталей с целью повышения поверхностной электропроводности, а также понижения переходного сопротивления.
Серебрение медных контактов, волноводных деталей с целью повышения поверхностной электропроводности, а также понижения переходного сопротивления.
Толщина покрытия: от 3 микрон до 12 микрон
Размеры деталей: от 1,5х1,5х1,5 до 600х300х200
4. Химическое никелирование, в том числе сварки и пайки для придания твердости и повышения электропроводности.
Толщина покрытия: от 6 микрон до 12 микрон
Размеры деталей: от 5х5х5 до 200х200х200
5. Выполнение анодно-окисных покрытий (создание защитной оксидной пленки на алюминии и поверхностях из его сплавов).
Толщина покрытия: не измеряется
Размеры деталей: от 50х50х50 до 400х300х400
6. Оригинальное покрытие «Олово-Висмут» для различных деталей и элементов.
Толщина покрытия: от 3 микрон до 9 микрон
Размеры деталей: от 1,5х1,5х1,5 до 10х10х10
7. Защитно-декоративное оксидирование металла, в том числе окисно-фторидное и с индустриальным промасливанием, для придания обрабатываемому материалу высоких антикоррозийных и электроизоляционных качеств.
Защитно-декоративное оксидирование металла, в том числе окисно-фторидное и с индустриальным промасливанием, для придания обрабатываемому материалу высоких антикоррозийных и электроизоляционных качеств.
8. Пассивное покрытие изделий против коррозии (перевод металла в состояние пассивности с обязательным образованием на его поверхности тонких слоев препятствия влажному воздействию).
9. Кадмирование металла электропроводящих деталей, изделий, предназначенных для функционирования в тропических условиях, а также в условиях постоянного контакта с морской водой.
Кадмирование с хроматированием
Толщина покрытия: от 3 микрон до 12 микрон
Размеры деталей: от 5x5x5 до 300х200х300
Примечание:
С целью сохранения декоративного вида и повышения коррозионной стойкости покрытия, обрабатывают специальными пассивирующими растворами, содержащими в основном хромовые соединения
Кадмирование без хроматирования
Толщина покрытия: от 3 микрон до 12 микрон
Размеры деталей: от 5x5x5 до 1000х500х200
Примечание:
В случаях, где не требуется дополнительная коррозионная стойкость и достаточно внешнего вида покрытия кадмия
10. Твердое анодирование деталей из алюминия.
Твердое анодирование деталей из алюминия.
Менеджеры предприятия подробно проконсультируют вас обо всех подробностях сотрудничества: ценах, сроках, гарантиях качества, особых условиях заключения договоров.
Свяжитесь с нашим менеджером по телефону (812) 388-13-06, факсу (812) 369-20-56, электронной почте radiopribor@zrp. ru или оставьте заявку в форме обратной связи.
ru или оставьте заявку в форме обратной связи.
Химическое конверсионное покрытие для алюминия, цинка и магния
Продукция и Услуги
Protocase производит полностью готовые электронные корпуса и связанные с ними детали из самых разных материалов и компонентов за 2-3 дня без минимального заказа. Protocase также предоставляет квалифицированные и доступные услуги по проектированию корпусов.
Химическое конверсионное покрытие для алюминия
«Chem Film»
Компания Protocase рада предложить химическое конверсионное покрытие для алюминия собственного производства.
Что это?
Химическое конверсионное покрытие часто называют химической пленкой, хроматным покрытием или желтым хроматным покрытием. Этот процесс нанесения покрытия наносит хромат на металлическую подложку, создавая поверхность, устойчивую к коррозии, долговечную и обладающую стабильной электропроводностью.
Химическое конверсионное покрытие используется для защиты корпусов и металлических деталей от коррозии, а также для обеспечения надежных электрических соединений с алюминиевыми шасси и компонентами. Это также эффективная предварительная обработка для порошковой окраски. Процесс химического конверсионного покрытия Protocase соответствует ряду спецификаций и квалифицируется как тип II, класс 1a и 3 в соответствии с MIL-DTL-5541F. Проще говоря, «Тип II» означает, что в процессе не используется токсичный и опасный шестивалентный хром. Класс 1а относится к его способности защищать от коррозии. Класс 3 относится к его способности обеспечивать надежную электропроводность. Подробности приведены ниже.
Chem-Film Coating иногда также упоминается по торговым маркам, включая Alodine, Iridite и Alocrom.
Что мы покрываем?
Protocase будет обрабатывать а) алюминиевые детали, панели и корпуса, которые были изготовлены на наших собственных предприятиях, или б) алюминиевые детали, которые были изготовлены или обработаны в другом месте, если они соответствуют нашим ограничениям по размерам.
Ограничения по размеру:
Мы можем обрабатывать алюминиевые детали с максимальными размерами 30 x 30 x 45 дюймов (760 мм x 760 мм x 1140 мм).
Время выполнения заказа:
Поскольку покрытие производится внутри компании Protocase, химическое конверсионное покрытие может быть нанесено на корпуса и детали в течение 1 дня. Это означает, что мы можем предложить полностью изготовленные и готовые корпуса и компоненты из листового металла с химическим конверсионным покрытием всего за 3-4 дня. Детали, поставляемые заказчиком Protocase может наносить химическое конверсионное покрытие на детали, поставляемые заказчиком, всего через 3-4 дня после получения деталей.
Отделка перед химическим пленочным покрытием:
Мы не рекомендуем наносить химическое конверсионное покрытие на необработанные алюминиевые детали. Неизолированные алюминиевые детали с
No Finish не будет иметь царапин на поверхности, вихревых отметин и пятен. Нанесение химического конверсионного покрытия
Нанесение химического конверсионного покрытия
не маскирует и не скрывает дефекты деталей без отделки.
Для достижения наилучшего конечного результата мы рекомендуем выбрать зернистую отделку или вибрационную отделку для ваших алюминиевых деталей перед
они обработаны химическим конверсионным покрытием.
Если вам требуется порошковое покрытие деталей с химической пленкой в определенных областях, мы можем это сделать. Как только мы наносим химическую пленку
конверсионное покрытие, деталь будет замаскирована в необходимых областях перед порошковым покрытием.
Chem Film Алюминий с зернистой отделкой
Алюминиевая химическая пленка без отделки
Алюминиевая химическая пленка с вибрационной отделкой
Графика:
Алюминиевые детали с химическим конверсионным покрытием могут иметь графику в виде прямой цифровой печати и
шелкография.
Для получения дополнительной информации о вариантах отделки в сочетании с химическим пленочным конверсионным покрытием, пожалуйста, свяжитесь с нами.
нас.
Детали:
Protocase использует Chemeon TCP-HF®. Покрытие слегка изменяет внешний вид поверхности, которая демонстрирует почти четкую радужность с едва уловимым оттенком золотого до фиолетового.
Chemeon TCP-HF® — это экологически чистый состав с трехвалентным хромом, не содержащий токсичного и опасного шестивалентного хрома. Chemeon TCP-HF® соответствует целому ряду норм по охране окружающей среды и безопасности на рабочем месте, таких как RoHS, WEEE, ELV, REACH и OSHA PEL.
Protocase квалифицирует свой процесс в соответствии с требованиями MIL-DTL-5541F Type 2 Class 1A & 3 и -81706B.
Chemeon TCP-HF® — это запатентованная химия, разработанная компанией Pratt and Whitney Aircraft®, одним из мировых лидеров в производстве двигателей для гражданских и военных самолетов, и поэтому этот технологически продвинутый продукт был протестирован на соответствие самым строгим стандартам, используемым в высокопроизводительных двигателях. преобразование хромата для аэрокосмических применений.
преобразование хромата для аэрокосмических применений.
Разрешения:
- RoHS (Директива об ограничении использования опасных веществ)
- ELV (Директива об окончании срока эксплуатации транспортных средств)
- WEEE (Директива об отходах, электрическом и электронном оборудовании)
- OSHA Шестивалентный хром PEL (допустимый предел воздействия)
- REACH (Регистрация, оценка и авторизация химических веществ)
- EO 13148 (Распоряжение)
- MIL-DTL-5541F, класс 1A и класс 3*
- МИЛ-ДТЛ-81706B*
*Protocase соответствует требованиям Mil-DTL-5541F и MIL-DTL-81706B.
Для получения дополнительной информации отправьте электронное письмо по адресу [email protected] или позвоните по телефону 1-866-849-3911.
Как химические атаки наносят ущерб антикоррозионным покрытиям
Антикоррозийные покрытия выполняют одну функцию: защищают поверхности от коррозии. Тем не менее, когда определенные химические вещества вызывают ухудшение качества покрытий, их способность выполнять эту работу ставится под угрозу. Что именно происходит на химическом уровне, чтобы вызвать эти сбои? Как это влияет на срок службы типовых покрытий? И что мы можем сделать, чтобы свести к минимуму воздействие химических веществ на защитные покрытия, которые мы используем?
Понимание основ
Проницаемость — это качество материала, которое позволяет жидкостям, таким как вода и масло, проходить через него, не подвергаясь химическому или физическому воздействию. Чем более проницаемо вещество, тем больше оно подвержено изменениям в результате таких процессов, как коррозия. Между тем, чем более проницаемо покрытие, тем менее эффективно оно может выполнять свою работу.
Когда химическая атака прорывает покрытие, вся целостность покрытия оказывается под угрозой. На пораженном участке начнется коррозия, которая приведет к ухудшению состояния. Это, в свою очередь, увеличивает проницаемость покрытия для влаги и кислорода и ускоряет процесс износа. Конечным результатом является разрушение покрытия.
На пораженном участке начнется коррозия, которая приведет к ухудшению состояния. Это, в свою очередь, увеличивает проницаемость покрытия для влаги и кислорода и ускоряет процесс износа. Конечным результатом является разрушение покрытия.
Щелочные приступы
Обычные щелочные приступы возникают в результате воздействия гидроксида кальция, калия и натрия. Самый распространенный тип воздействия на антикоррозионные продукты – это сложноэфирная связь олифы в процессе, называемом омылением.
В частности, омыление происходит, когда гидроксилы щелочи разрывают эфирную связь покрытия, что приводит к образованию органической кислоты и спирта. Это снижает прочность покрытия и приводит к порче смолы. В результате получается хрупкое порошкообразное покрытие в сухих условиях и липкое мягкое покрытие во влажных условиях.
Кислотные атаки
На другом конце шкалы pH находятся кислоты (наиболее распространенными являются соляная, азотная и серная). Эти химические вещества образуются в результате реакции с влагой либо через воздух (т. е. влажность), осадки (т. е. дождь) или конденсацию (т. е. роса). Кислоты атакуют, разрушая химические связи, с которыми они вступают в контакт.
е. влажность), осадки (т. е. дождь) или конденсацию (т. е. роса). Кислоты атакуют, разрушая химические связи, с которыми они вступают в контакт.
Конденсация приводит к сильнейшим кислотным воздействиям, что является плохой новостью для уличного оборудования с антикоррозийными покрытиями. Водные компоненты капель конденсата высыхают в течение дня, не оставляя после себя ничего, кроме высококонцентрированной кислоты. Кислотные дожди менее опасны, потому что непрерывные дожди разбавляют кислоты. В некоторых случаях кислоты могут быть смыты до того, как будет нанесен какой-либо ущерб.
Химические воздействия и EonCoat
Хотя потенциальный ущерб от щелочных и кислотных воздействий на традиционные покрытия велик, существует еще один вариант, обеспечивающий более надежную защиту. EonCoat — это раствор для распыления, состоящий из тщательно отобранных соединений, которые совместно создают слой, обеспечивающий превосходную защиту от большинства химических воздействий.
Вот как это работает: кислота в EonCoat превращает верхний стальной слой в слой сплава фосфата железа для предотвращения коррозии. Затем керамическое покрытие образует внешний слой, чтобы обеспечить сплав непрерывным источником фосфата для повторного легирования стали, если это необходимо.
Затем керамическое покрытие образует внешний слой, чтобы обеспечить сплав непрерывным источником фосфата для повторного легирования стали, если это необходимо.
В результате получается антикоррозийный раствор, защищающий сталь от широкого спектра химических воздействий. При тестировании воздействие щелочей показало очень небольшую химическую реактивность (не было замечено никаких реакций с участием щелочей с pH от 6 до 12). Аналогичные результаты наблюдались при кислотном воздействии. Только вещества с pH менее 2, такие как серная кислота, давали реакции.
EonCoat: ваше антикоррозионное решение
Хотя воздействие щелочи и кислоты ослабляет традиционные антикоррозионные покрытия, они представляют собой не единственную угрозу. Нейтральные вещества, такие как вода и соль, также могут снизить эффективность покрытия. Непрерывное повторное применение из-за этих типов реакций является дорогостоящим из-за закупки расходных материалов и потери доходов из-за простоя оборудования.
