Химическая пассивация: Химическая пассивация
Содержание
Пассиватор металла и способы пассивации
Главная
Статьи и презентации
Что такое пассиватор металла?
Назад к списку статей
Чтобы придать изделиям красивый внешний вид, защитить их от коррозии и увеличить эксплуатационный период, применяется пассивация. Производится она с помощью специальных средств, называемых пассиваторами. Ими осуществляется обработка металла, после которой тот становится неактивным. Пассиватор является препятствием к образованию на поверхности металла коррозийного слоя. Существует технологический процесс, при котором металл защищается от образования оксидной плёнки, в результате которой образовывается ржавчина.
Что представляет собой пассивации металлов
Все изделия, изготавливаемые из металлов, кроме инертных, при «благоприятных условиях» реагируют с кислородом и водой, в результате чего происходит коррозия. При пассивации снижается химическая активность металлов, они становятся, менее подвержены коррозии. Можно сказать, что пассивация, это тот же налет, что и ржавчина, но сделанный искусственным путём, происходит покрытие оксидной, фосфатной, сульфатной и хлоридной плёнкой. Состав пассиваторов зависит от типа металла, а сама пассивация значительно снижает скорость появления коррозии. Для продления жизни нижним слоям металла, достаточно нанести очень тонкий слой плёнки на поверхность изделия.
При пассивации снижается химическая активность металлов, они становятся, менее подвержены коррозии. Можно сказать, что пассивация, это тот же налет, что и ржавчина, но сделанный искусственным путём, происходит покрытие оксидной, фосфатной, сульфатной и хлоридной плёнкой. Состав пассиваторов зависит от типа металла, а сама пассивация значительно снижает скорость появления коррозии. Для продления жизни нижним слоям металла, достаточно нанести очень тонкий слой плёнки на поверхность изделия.
Пассивация металлов
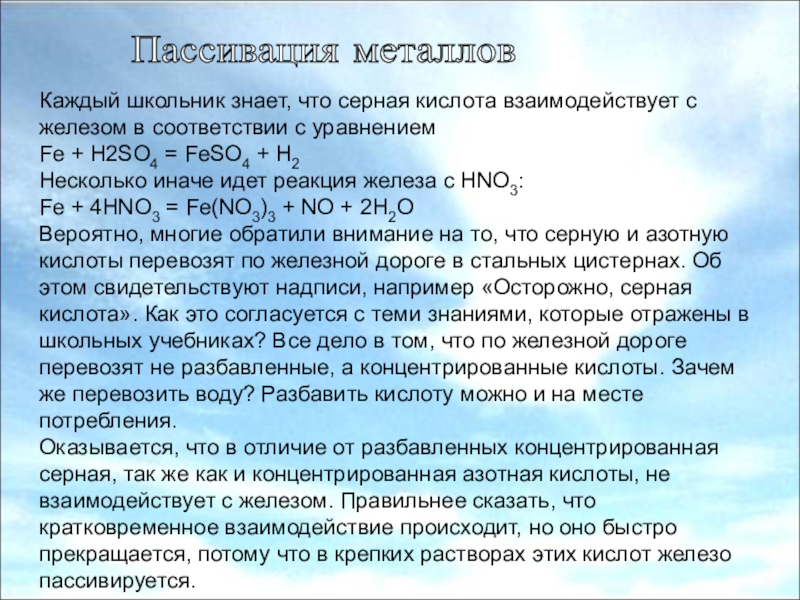
Все металлы неодинаково реагируют на ту или иную среду. Поэтому для разных типов металлов осуществляется определённая пассивация. Есть слабые окислители, пассивирующие магний, титан, а также сильные, хорошо воздействующие на алюминий, хром. Для железа используют серную и азотную кислоты высокой интенсивности, после кратковременного воздействия образуется пленка, и реакция прекращается.
Способы пассивации металлов:
- 1.Контакт материала с пассиватором осуществляется посредствам вмакивания в жидкость, обмазывания или опрыскивания.
- 2.При контакте металла с пассиватором через него пропускают электрический ток, это позволяет воспроизвести равномерную и стойкую защиту.
Электрохимический способ применяют, к примеру, для пассивации меди. Для этого используют специальные хромосодержащие составы, через которые пропускают электрический ток. Для алюминия используется фтороводородная смесь, дихромата натрия и серная кислота применяются для пассивации цинка. Как видите, для каждого металла существуют свои пассиваторы, более того, зачастую они состоят из нескольких компонентов.
Если вам нужно пассивировать определённый метал, не стоит экспериментировать, лучше купить уже готовый состав. Процесс пассивирования не долгий, иногда достаточно и нескольких секунд. Стоит знать, что чем дольше вы будете производить пассивацию, тем характернее станут изменения на поверхности. Но здесь тоже всё индивидуально, к примеру, после погружения цинкового изделия в раствор на 3-5 секунд, образуется радужная плёнка с зеленоватым отливом, а продержав его в растворе 30 секунд, вы получите коричневый налёт. Поэтому сроки выдержки при пассивации крайне важны.
Поэтому сроки выдержки при пассивации крайне важны.
Не следует забывать и о том, что пассивация, это процесс, происходящий на поверхности. Если же металл будет грязным или ржавых, реакция произойдёт не с самим металлом, а примесями и сторонними частицами. Поэтому перед тем, как производить обработку пассиватором, надлежит обработать изделие, вымыть или зачистить, в зависимости от типа загрязнения. Если задействуется электрохимический способ обработки, здесь должны соблюдаться необходимые условия, к примеру, при пассивации латуни, железа, необходимо определённое напряжение. Купить качественные пассиваторы металла фирмы ADDAPT можно в компании «Руссо Индастриал», сделав запрос нашем на сайте.
Химия для пассивации крепежа, метизов и деталей в хроматных растворах
Уважаемые коллеги!
Коллектив компании «Тайвань Метиз Альянс» и Rost Group & Technology Co. Ltd поздравляет вас с наступающим Праздником драконьих лодок!
Мы благодарим вас за вашу поддержку и желаем вам разделить наше праздничное настроение.
Сообщаем вам, что с четверга 22 июня 2023 года по воскресенье 25 июня 2023 года у нас праздничные дни, и наш офис будет закрыт в это время.
В понедельник 26 июня 2023 года мы возобновим работу согласно рабочему графику.
Счастливого Праздника драконьих лодок!
ХИМИЯ ДЛЯ ЦИНКОВАНИЯ
ХИМИЯ ДЛЯ ПАССИВАЦИИ В ХРОМАТНЫХ РАСТВОРАХ
ХИМИЯ ДЛЯ НАНЕСЕНИЯ ХРОМОВЫХ ПОКРЫТИЙ
ХИМИЯ ДЛЯ ОМЕДНЕНИЯ
ХИМИЯ ДЛЯ ПОКРЫТИЯ ОЛОВОМ
ХИМИЯ ДЛЯ НИКЕЛИРОВАНИЯ
ХИМИЯ ДЛЯ ДЕКОРАТИВНОГО ПОКРЫТИЯ ЧЕРНЫЙ НИКЕЛЬ
ХИМИЯ ДЛЯ ЭЛЕКТРООСАЖДЕНИЯ СПЛАВОВ
ХИМИЯ ДЛЯ ОКРАШИВАНИЯ ИЗДЕЛИЙ ИЗ МЕДИ И МЕДНЫХ СПЛАВОВ
ХИМИЯ ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ НА ДЕТАЛИ ИЗ ПЛАСТИКА
ХИМИЯ ДЛЯ ОЧИСТКИ ВОДЫ ОТ ГАЛЬВАНИЧЕСКИХ СТОКОВ
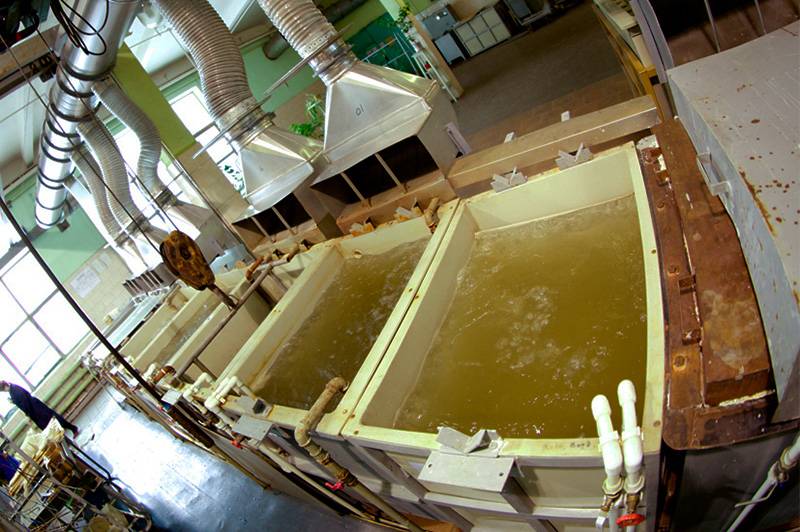
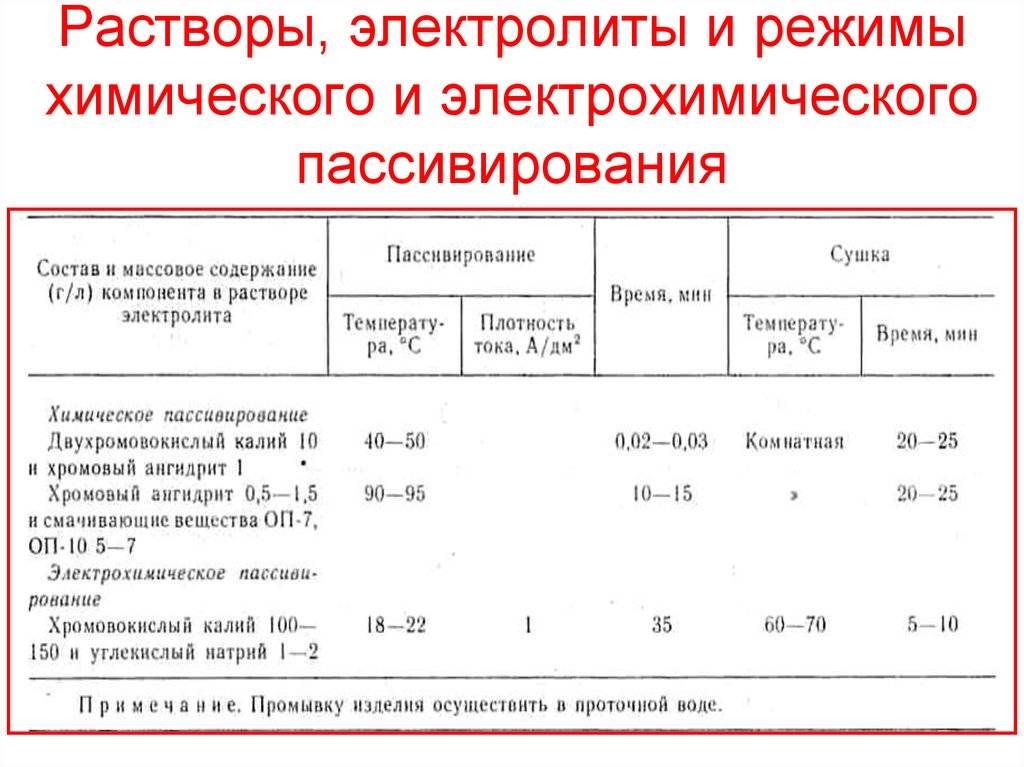
Пассивация металлов (крепежа, метизов и деталей) – это технологический процесс антикоррозийной защиты металлов при помощи специальных растворов. Как правило, пассивация производится при помощи солей или окислов (в том числе нитрата натрия). Целью пассивации является сделать металлическую поверхность неактивной к атмосферному воздуху. Пассивация может производиться двумя основными способами – химическим и электрохимическим. При химической пассивации детали погружаются в раствор с нужным химическим веществом, в результате чего при определенной температуре образуется защитная пленка. Электрохимическая пассивация производится следующим образом. Вещества, которые необходимо нанести на поверхность, смешиваются с электролитом. Далее при пропускании электрического тока они оседают на поверхности изделия. Защитный слой, нанесенный электрохимическим путем, является более равномерным, но данный метод по материальным затратам значительно дороже химического.
Пассивация может производиться двумя основными способами – химическим и электрохимическим. При химической пассивации детали погружаются в раствор с нужным химическим веществом, в результате чего при определенной температуре образуется защитная пленка. Электрохимическая пассивация производится следующим образом. Вещества, которые необходимо нанести на поверхность, смешиваются с электролитом. Далее при пропускании электрического тока они оседают на поверхности изделия. Защитный слой, нанесенный электрохимическим путем, является более равномерным, но данный метод по материальным затратам значительно дороже химического.
Химия для пассивации
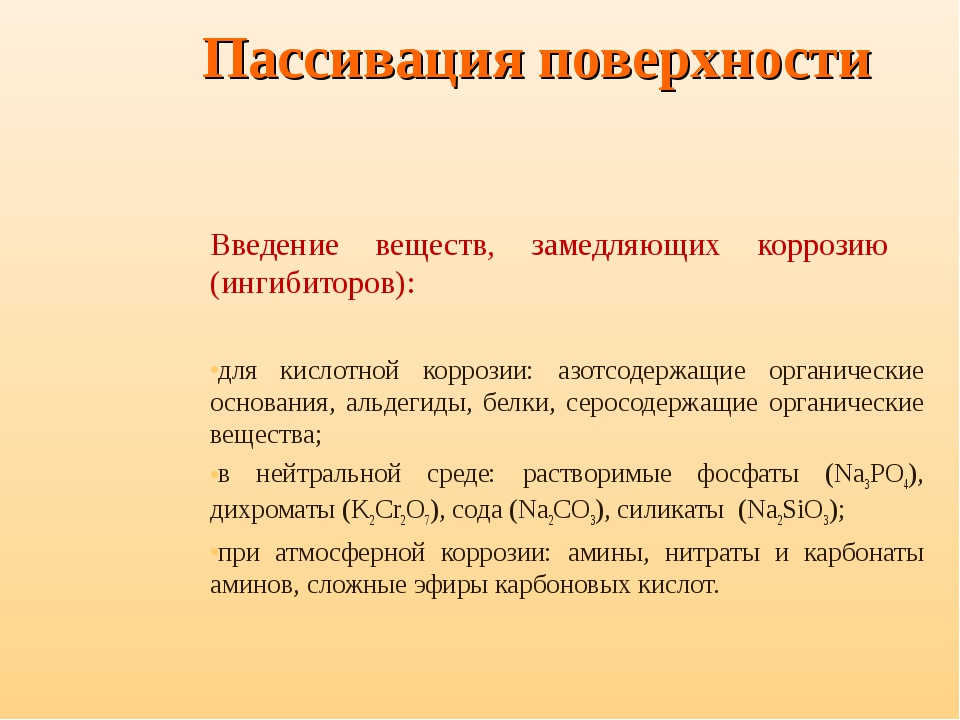
Пассивация крепежа, метизов и металлических деталей подразумевает образование фазовых слоев (пленок) при взаимодействии металлов с компонентами растворов в определенных условиях. Пленка представляет собой плотный водонепроницаемый барьер, который и препятствует появлению ржавчины. Растворы, применяемые для пассивации, изготавливаются на основе окисляющих агентов, которые образуют труднорастворимые в воде соединения. К ним относятся хроматы, молибдаты, нитраты в среде щелочи. Как правило, пассивированная деталь или изделие подвергается дополнительной обработке. На них могут быть нанесены ингибиторы (вещества, которые замедляют или останавливают течение нежелательных химических реакций и процессов), грунты, краски и/или лаки.
К ним относятся хроматы, молибдаты, нитраты в среде щелочи. Как правило, пассивированная деталь или изделие подвергается дополнительной обработке. На них могут быть нанесены ингибиторы (вещества, которые замедляют или останавливают течение нежелательных химических реакций и процессов), грунты, краски и/или лаки.
Голубой пассиватор цинкового покрытия серии RZN-350
(подходит для щелочного и кислотного цинкования)
Химический состав: Бело-голубой пассиватор RZN-350: 10-35 мл / л Пассивацию ведут при стандартной температуре помещения погружением в раствор в течение 3-10 секунд. | Спецификация: покрытие равномерное глянцевое, яркое, голубого цвета, устойчивое к обесцвечиванию и коррозии. Пассиватор широко применяется для защиты поверхности как при щелочном так и при кислотном цинковании. |
Радужный пассиватор цинкового покрытия серии RZN-360
Спецификация: поверхностная пленка представляет собой плотный равномерный барьер яркого, радужного цвета, устойчивый к коррозии. Желтый радужный пассиватор цинкового покрытия отличает низкая себестоимось и простота в эксплуатации. | Химический состав: Желтый радужный пассиватор RZN-360: 10-35 мл / л Пассивацию ведут при стандартной температуре помещения погружением в раствор в течение 3-10 секунд. |
Пассиватор цинкового покрытия темно оливкового цвета (хаки) серии ZN-380
(оливковая пассивация цинка)
Химический состав: Пассиватор оливкового цвета RZN-380: 100 мл / л Пассивацию ведут при стандартной температуре помещения погружением в раствор в течение 3-10 секунд. | Спецификация: оливковая пассивация цинка используется для пассивации цинковых покрытий, полученных гальваническим способом. Состав позволяет получать цинковые покрытия насыщенного темно оливкового цвета (хаки) После проведения процесса, покрытие имеет красивый темно-оливковый (хаки) цвет и, обладает даже более высокой коррозионной стойкостью, чем после радужной пассивации. |
 Перемешивание при помощи воздуха или механической мешалки. Температура сушки 80-110 ℃.
Перемешивание при помощи воздуха или механической мешалки. Температура сушки 80-110 ℃.
Пассиватор цинкового покрытия черного цвета серии RZN-370
(черная пассивация болтов, саморезов, гаек)
Химический состав: Пассиваторчерного цвета RZN-370A: 100 мл / л (60-120 мл / л) | Спецификация: поверхностная пленка представляет собой однородный твердый барьер блескообразующего цвета, устойчивый к коррозии и истиранию. Пассивацию ведут при температуре 23-29 ℃ (20-35 ℃), уровне РН 2,0 (1,2-2,6) погружением в раствор в течение 30-60 секунд. |
Бесцветный пассиватор цинкового покрытия серии RZN-390
(для электроосаждения в гальванических барабанах и на подвесах)
Химический состав: Бесцветный пассиватор RZN-390: 10-20 мл / л Пассивацию ведут при комнатной температуре помещения погружением в раствор в течение 5-10 секунд. Перемешивание при помощи воздуха или механической мешалки. Температура сушки 80-100 ℃. | Спецификация: поверхностная пленка представляет собой однородный барьер белого цвета. Бесцветный пассиватор прост в эксплуатации, идеально подходит для электроосаждения в гальванических барабанах и на подвесах. |
Бесцветный пассиватор цинкового покрытия серии RWZN-833
(не содержит хрома)
Химический состав: Бесцветный пассиватор RZN-833: 100 мл / л Пассивацию ведут при комнатной температуре помещения погружением в раствор в течение 5-10 секунд. | Спецификация: не содержит хрома, подходит нанесения покрытия на цинковые покрытия, полученные методом обработки в кислотных и цианистых электролитах. Поверхностная пленка представляет собой равномерный, ярко-серебристый белый глянцевый барьер. Бесцветный пассиватор прост в эксплуатации, применение компонента не вызывает трудностей в очистке сточных вод. |
 Перемешивание при помощи воздуха или механической мешалки. Температура сушки 80-110 ℃.
Перемешивание при помощи воздуха или механической мешалки. Температура сушки 80-110 ℃.
Радужный пассиватор цинкового покрытия трехвалентным хромом Cr 3+
(радужное хроматирование поверхности цинка)
Химический состав: Трехвалентный пассиватор: 80-120мл / л Пассивацию ведут при комнатной температуре помещения погружением в раствор в течение 30-45 секунд и уровне PH 1.8-2.2 | Спецификация: технология относится к экологически чистой в отношении уровня токсичности, не содержит шестивалентного хрома. Поверхностная пленка представляет собой равномерный барьер ярко-желтого цвета. |

Голубой пассиватор цинкового покрытия трехвалентным хромом Cr 3+
(голубое хроматирование поверхности цинка)
Химический состав: Трехвалентный пассиватор: 60-100мл / л Пассивацию ведут при комнатной температуре помещения погружением в раствор в течение 7-15 секунд и уровне PH 1.5-2.0 | Спецификация: технология относится к экологически чистой в отношении уровня токсичности, не содержит шестивалентного хрома. Поверхностная пленка представляет собой равномерный барьер голубого цвета. Пассиватор подходит как для щелочного так и для кислотного процесса цинкования. |
Антикоррозийный наполнитель (силер) серии RZN-110
(для дополнительной обработки оцинкованной поверхности крепежа)
Спецификация: антикоррозийный наполнитель (силер) — это технологическая добавка, применяемая в ванне для финишной обработки (закрепления) поверхности метизов после пассивации в ваннах с хроматным раствором для придания крепежу дополнительных защитных свойств и внешнего вида. Дополнительную обработку поверхности ведут при температуре 25 ℃ погружением в раствор в течение 15 секунд и уровне PH 8.5-10.0. После обработки необходимо удалить раствор естественным стеканием в течение 2 минут и сушкой в течение 20 минут при температуре 80 ° C. | Химический состав: Грунтовая добавка RZN-110: 200 мл / л Не содержит хрома, образует на поверхности изделий прозрачную герметичную пленку. |
Рационализация стратегий пассивации высокопроизводительных перовскитных солнечных элементов
У вас не включен JavaScript. Пожалуйста, включите JavaScript
чтобы получить доступ ко всем функциям сайта или получить доступ к нашему
страница без JavaScript.
Выпуск 1, 2023 г.
Из журнала:
Обзоры химического общества
Рационализация стратегий пассивации высокопроизводительных перовскитных солнечных элементов
Чжихао
Чжан, † объявление
Лу
Цяо, 9 лет0014 в
Ке
Мэн,
* б
Бегать
Длинный,
* с
Банда
Чен
* б
и
Пэн
Гао
* объявление
Принадлежности автора
*
Соответствующие авторы
и
Ключевая лаборатория CAS по проектированию и сборке функциональных наноструктур и Ключевая лаборатория наноматериалов провинции Фуцзянь Фуцзяньский институт исследования структуры вещества Китайской академии наук, Фучжоу, Фуцзянь 350002, Китай
Электронная почта:
peng. [email protected]
[email protected]
б
Школа физических наук и технологий Шанхайского технологического университета, Шанхай, 201210, Китай
Электронная почта:
[email protected], [email protected]
с
Химический колледж, Ключевая лаборатория теоретической и вычислительной фотохимии Министерства образования, Пекинский педагогический университет, Пекин 100875, Китай
Электронная почта:
[email protected]
д
Лаборатория передовых функциональных материалов, Сямэньский институт редкоземельных материалов, Хайси, Китайская академия наук, Сямынь 361021, Китай
Аннотация
 rsc.org/schema/rscart38″> Солнечные элементы на основе перовскита на основе галогенида свинца (PSC) продемонстрировали беспрецедентный рост эффективности и неуклонный прогресс в повышении стабильности. Все достижения сопровождались различными стратегиями пассивации для обхода распространенных дефектов в перовскитных материалах, которые играют решающую роль в процессе рекомбинации зарядов, миграции ионов и деградации компонентов. Среди огромных усилий, предпринятых для решения этих проблем и достижения высокоэффективных PSC, мы классифицируем и анализируем как хорошо зарекомендовавшие себя, так и развивающиеся стратегии пассивации, чтобы предоставить дополнительные рекомендации для протоколов пассивации в PSC, включая химическую пассивацию для устранения дефектов путем образования химических связи, физическую пассивацию для устранения дефектов путем релаксации напряжения или физической обработки, энергетическую пассивацию для улучшения устойчивости к свету и кислороду и пассивацию под действием поля для регулирования поведения межфазных носителей.
rsc.org/schema/rscart38″> Солнечные элементы на основе перовскита на основе галогенида свинца (PSC) продемонстрировали беспрецедентный рост эффективности и неуклонный прогресс в повышении стабильности. Все достижения сопровождались различными стратегиями пассивации для обхода распространенных дефектов в перовскитных материалах, которые играют решающую роль в процессе рекомбинации зарядов, миграции ионов и деградации компонентов. Среди огромных усилий, предпринятых для решения этих проблем и достижения высокоэффективных PSC, мы классифицируем и анализируем как хорошо зарекомендовавшие себя, так и развивающиеся стратегии пассивации, чтобы предоставить дополнительные рекомендации для протоколов пассивации в PSC, включая химическую пассивацию для устранения дефектов путем образования химических связи, физическую пассивацию для устранения дефектов путем релаксации напряжения или физической обработки, энергетическую пассивацию для улучшения устойчивости к свету и кислороду и пассивацию под действием поля для регулирования поведения межфазных носителей. Тонкие, но нетривиальные последствия различных стратегий пассивации требуют передовых методов характеризации, сочетающих синхротронный рентгеновский анализ, измерения на основе емкости, визуализацию с пространственным разрешением, флуоресцентный молекулярный зонд, силовой микроскоп зонда Кельвина, и т.д. , чтобы проверить механизмы. В конце предлагаются проблемы и перспективные направления исследований по продвижению этих стратегий пассивации. Разумные комбинации химической, физической, энергетической и полевой пассивации заслуживают большего внимания для будущих высокоэффективных и стабильных перовскитных фотоэлектрических элементов.
Тонкие, но нетривиальные последствия различных стратегий пассивации требуют передовых методов характеризации, сочетающих синхротронный рентгеновский анализ, измерения на основе емкости, визуализацию с пространственным разрешением, флуоресцентный молекулярный зонд, силовой микроскоп зонда Кельвина, и т.д. , чтобы проверить механизмы. В конце предлагаются проблемы и перспективные направления исследований по продвижению этих стратегий пассивации. Разумные комбинации химической, физической, энергетической и полевой пассивации заслуживают большего внимания для будущих высокоэффективных и стабильных перовскитных фотоэлектрических элементов.
Варианты загрузки Пожалуйста, подождите…
Информация о товаре
- ДОИ
- https://doi.
 org/10.1039/D2CS00217E
org/10.1039/D2CS00217E - Тип изделия
- Обзор статьи
- Отправлено
- 19 июля 2022
- Впервые опубликовано
- 01 декабря 2022 г.
Скачать цитату
Хим. соц. , 2023, 52 , 163-195
BibTexEndNoteMEDLINEProCiteReferenceManagerRefWorksRIS
Разрешения
Запросить разрешения
Социальная деятельность
Получение данных из CrossRef.
Загрузка может занять некоторое время.
Прожектор
Объявления
Зачем нужна пассивация и какую пользу она может принести вашей компании
Зачем нужна пассивация и какую пользу она может принести вашей компании
Проще говоря, процесс пассивации помогает удалить с поверхности нержавеющей стали загрязняющие вещества, вызывающие коррозию, такие как свободное железо . На первый взгляд процедура может показаться чисто косметической, но есть и внутренние преимущества.
Независимо от того, хотите ли вы точно очистить клапаны, фильтры или любой другой металлический компонент, пассивация необходима, чтобы обеспечить бесперебойную работу и длительный срок службы. Что такое пассивация и чем она может быть полезна как метод точной очистки? Давай выясним.
Наука, стоящая за пассивацией В нержавеющей стали пассивация означает удаление свободного железа с поверхности металла с помощью раствора кислоты до
предотвращает ржавчину .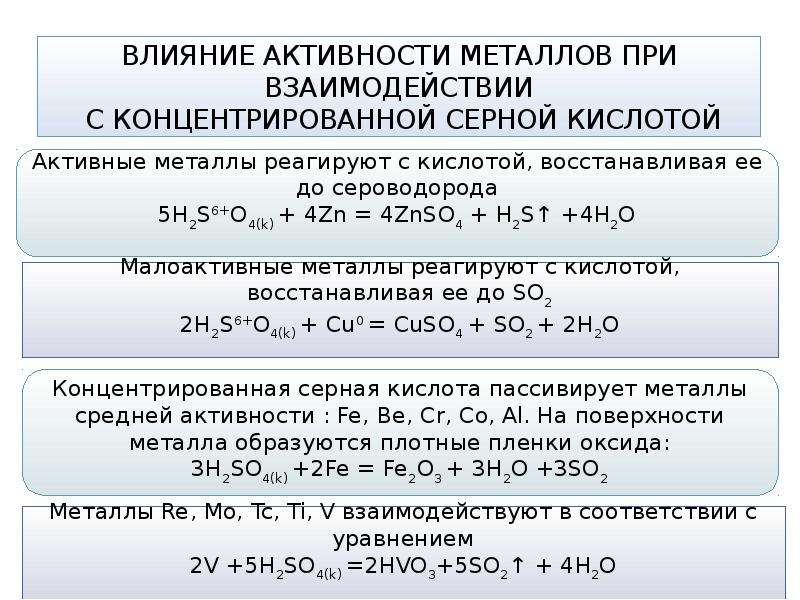
Свободное железо и/или соединения железа удаляются с поверхности раствором кислоты. Если свободное железо не удалить, может произойти накопление ржавчины из-за многократного воздействия кислорода и дождя.
Когда поверхностное железо удаляется, другие компоненты сплава (преимущественно хром, часто также никель) остаются в виде поверхностного слоя поверх нижележащей стали.
При контакте с воздухом эти элементы вступают в реакцию с кислородом, образуя оксидный слой, защищающий остальную часть стали от коррозии.
Кислотный раствор — это химическое вещество, которое способно пассивировать; наиболее часто используется азотная кислота. Он служит для удаления свободного железа, не ставя под угрозу внутренние компоненты или конструкции.
Следует также учитывать структуру нержавеющей стали. Хром составляет не менее 10% нержавеющей стали и обладает антиэрозионными свойствами. Когда хром соединяется с железом в соотношении 1,5 к 1 или больше, на поверхности естественным образом образуется тонкая, но эффективная антикоррозионная пленка. Чем более совместимо соотношение, тем прочнее становится пленка. Эту пленку также можно назвать «пассивным» слоем. Но эту пленку можно повредить двумя распространенными способами:
Чем более совместимо соотношение, тем прочнее становится пленка. Эту пленку также можно назвать «пассивным» слоем. Но эту пленку можно повредить двумя распространенными способами:
- Слишком много свободного железа удалит или ослабит защитную пленку.
- Сварка, изготовление и механическая обработка оставляют металлические оксиды и мусор, которые нарушают соотношение.
При прецизионной очистке с помощью пассивации загрязняющие вещества удаляются с поверхности нержавеющей стали, восстанавливая таким образом оптимальное соотношение между стабильным хромом и химически активным железом. При оптимальном соотношении «пассивный» слой будет прочнее и толще.
Зачем нужна пассивация
Если бы пассивация была просто косметической функцией, ее можно было бы игнорировать. Но ржавое оборудование — это совсем другая история, и с ним нужно активно бороться. Чтобы подчеркнуть, насколько серьезной проблемой на самом деле является ржавчина, она обходится американским компаниям более чем в 300 миллиардов долларов в год.
Но ржавое оборудование — это совсем другая история, и с ним нужно активно бороться. Чтобы подчеркнуть, насколько серьезной проблемой на самом деле является ржавчина, она обходится американским компаниям более чем в 300 миллиардов долларов в год.
Именно поэтому необходима пассивация. Вместо того, чтобы позволить ржавчине создавать вмятины и повреждения, проблемы с производительностью и, в конечном итоге, привести к полному отказу машины, устраните проблему до того, как она выйдет из-под контроля.
Если ждать слишком долго, возможно, придется заменить целые комплекты оборудования, что в несколько раз дороже прецизионной очистки.
Процессы пассивации контролируются отраслевыми стандартами, наиболее распространенными среди которых являются ASTM A380, ASTM A967 и AMS 2700. В этих отраслевых стандартах перечислены несколько процессов пассивации, которые можно использовать, при этом выбор конкретного метода остается за заказчиком и поставщиком. «Метод» представляет собой либо пассивирующую ванну на основе азотной кислоты, либо ванну на основе лимонной кислоты, эти кислоты удаляют поверхностное железо и ржавчину, сохраняя при этом хром.
Преимущества пассивации
Теперь, когда мы знаем, что такое пассивация и зачем она нужна, давайте рассмотрим преимущества, которые она может дать.
Усиленный «пассивный» защитный слой
Как упоминалось ранее, пассивация помогает сохранить естественную внешнюю пленку, защищающую нержавеющую сталь от ржавчины. В естественном состоянии пленка эффективна, но очень тонка. Но при пассивации мы изменяем соотношение между хромом и железом, чтобы оно было наиболее совместимым, и создавали более толстый «пассивный» слой. Это помогает защитить ваши компоненты.
При работе с экспертами по точной очистке они будут использовать тесты, чтобы определить, сколько свободного железа есть и насколько они близки к этому оптимальному соотношению. К ним относятся:
- Испытание на высокую влажность
- Сульфат меди
- Смачивание и сушка водой
- Ферроксильный тест
Улучшение внешнего вида
Это довольно очевидное преимущество.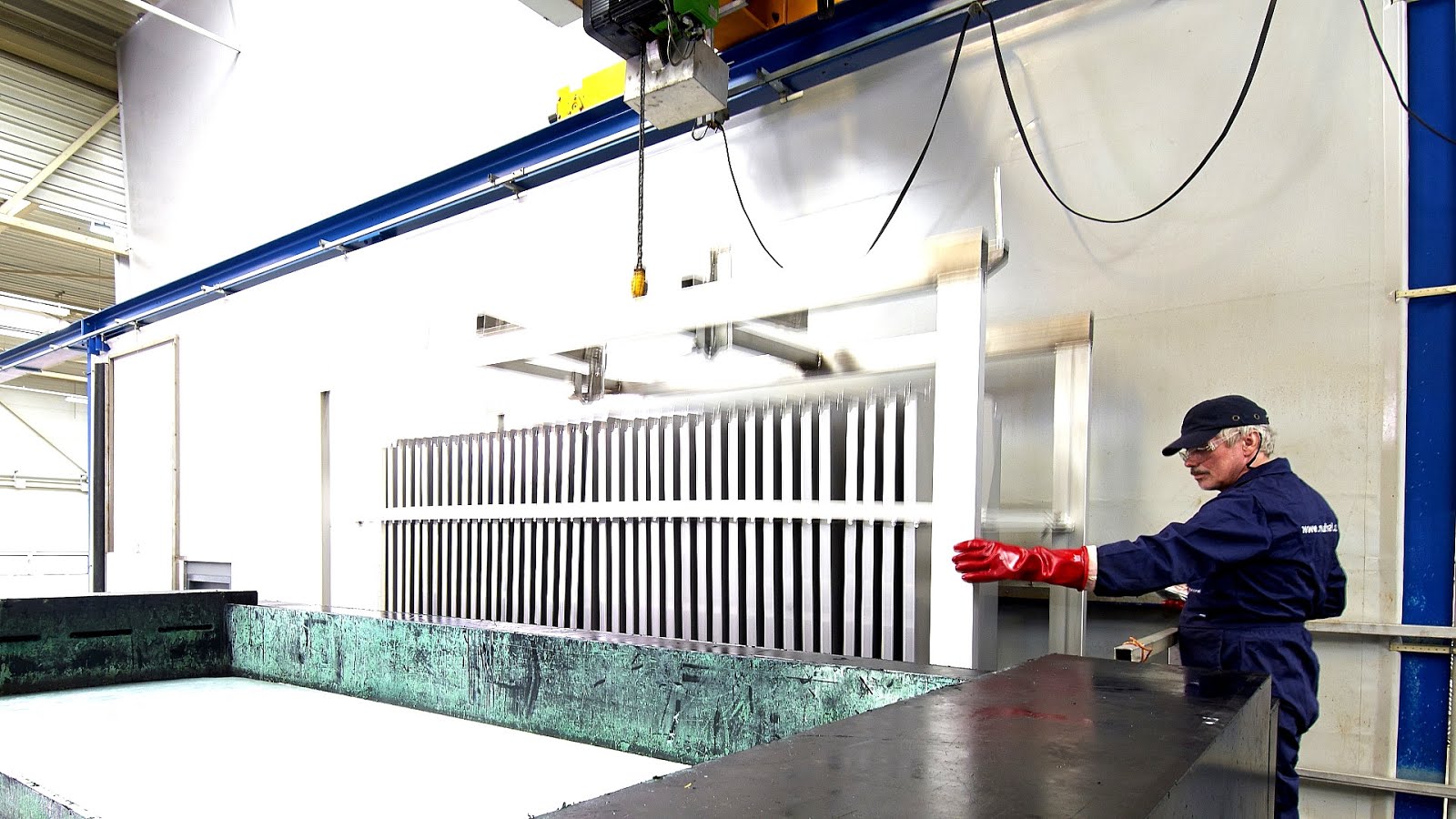 Когда пассивация будет завершена, пожелтение и неровности ржавого металла вернутся к более новому виду.
Когда пассивация будет завершена, пожелтение и неровности ржавого металла вернутся к более новому виду.
Поддерживает прочную структуру нержавеющей стали
Ржавчина ослабляет саму структуру нержавеющей стали. Типичное крепкое железо заменено хлопьевидным порошком; вот почему ржавый металл легче помять и повредить ценные компоненты. Более того, ржавление со временем ускоряется. Он начнет распространяться и начнет концентрировать ржавчину на определенных участках поверхности.
Сохраняет свойства электропроводности
Ржавчина является изолятором электричества, а это означает, что при наличии ржавчины ток уменьшается. Компании предпочитают использовать нержавеющую сталь (или аналогичные металлы), потому что электричество отлично справляется с передачей электрического потока из одного места в другое.
Это проблема для такого оборудования, как преобразователи, которые используют электрические сигналы для передачи измерений. Если очистка преобразователя не проводится регулярно и он начинает ржаветь, это может помешать точному измерению.
Если очистка преобразователя не проводится регулярно и он начинает ржаветь, это может помешать точному измерению.
Для мощного оборудования эта эффективность и скорость часто необходимы даже для оптимального функционирования. Когда вы выполняете прецизионную очистку и используете процесс пассивации, вам не нужно беспокоиться о проводящих возможностях вашего оборудования.
Позволяет увеличить интервалы технического обслуживания
Благодаря регулярной плановой точной очистке с пассивацией полное техническое обслуживание системы будет требоваться не так часто, как раньше. Благодаря нержавеющей стали ваше оборудование прослужит дольше и потребует меньшего контроля.
Способствует безопасности
Поскольку сама ржавчина состоит из железа и кислорода, она не представляет биологической угрозы для человека. Но ржавчина может поставить под угрозу общую безопасность. Как вы видите в случае обрушения мостов и дорог, ржавчина может поставить под угрозу структуру и безопасность. Если вы хотите избежать травм, связанных с неисправностью или отказом машины, может помочь пассивация.
Если вы хотите избежать травм, связанных с неисправностью или отказом машины, может помочь пассивация.
Пассивация универсальна
Для различных деталей машин можно использовать множество методов пассивации.
- Погружение – металлы погружаются в резервуар с кислотным раствором. Это характерно для небольшого оборудования и деталей, которые можно легко демонтировать. Погружение обеспечивает быструю и равномерную пассивацию. Погружение является наиболее распространенным подходом и хорошо сочетается с очисткой манометра и преобразователя.
- Циркуляция. Кислотная жидкость может циркулировать через значения и фильтры для удаления ржавчины с внутренних компонентов вашего оборудования. Даже если эти части нам не видны, важно также пассивировать внутреннюю часть ваших систем. Если после этого вы проверите клапаны, они будут выглядеть совершенно новыми, независимо от того, сколько лет они проработали.
- — этот метод предназначен для любых деталей, которые не могут поместиться в резервуары.
 Метод включает ручное распыление кислого раствора для удаления свободного железа и ржавчины.
Метод включает ручное распыление кислого раствора для удаления свободного железа и ржавчины.
Нанесение распылением
Как проверить прочность пассивирующего раствора?
Титрование:
Титрование представляет собой медленное добавление одного раствора известной концентрации (называемого титрантом) к известному объему другого раствора неизвестной концентрации до тех пор, пока реакция не достигнет нейтрализации, на что часто указывает изменение цвета.
Раствор, называемый титрантом, должен удовлетворять необходимым требованиям, чтобы быть первичным или вторичным стандартом. В широком смысле титрование — это метод определения концентрации неизвестного раствора.
Изменение цвета после пассивации
Нагревание нержавеющей стали до температур свыше 800°F может вызвать металлургические изменения и снизить коррозионную стойкость таким образом, который не устраняется очисткой поверхности или химической пассивацией. Как правило, нержавеющие стали содержат менее 30% хрома и более 50% железа. Хотя нержавеющая сталь устойчива к коррозии при комнатной температуре, она склонна к обесцвечиванию в результате окисления при повышенных температурах из-за присутствия хрома и других легирующих элементов, таких как титан и молибден.
Хотя нержавеющая сталь устойчива к коррозии при комнатной температуре, она склонна к обесцвечиванию в результате окисления при повышенных температурах из-за присутствия хрома и других легирующих элементов, таких как титан и молибден.
Надлежащее обращение с пассивированными деталями
После того, как деталь пассивирована, необходимо соблюдать надлежащие процедуры обращения, чтобы предотвратить повреждение поверхности и повторное попадание железа на поверхность.
Многие люди думают, что части машины из нержавеющей стали должны выдерживать обычные процедуры обращения. При обычном обращении пассивирующий слой можно удалить двумя способами. Детали могут контактировать с коррозионными агентами, которые химически повреждают оксид хрома, или с деталями неправильно обращаются и механически удаляют оксидный слой.
После того, как поверхность защищена, важно не подвергать ее воздействию каких-либо химикатов, которые могут повредить оксид или удалить часть родной поверхности.