Химическая полировка: motors.ru | 521: Web server is down
Содержание
Химические технологии полировки | Inoxgrup
Преимущества и недостатки различных методов Полировки
Ниже таблица суммирует преимущества и недостатки различных типов методов полировки металлов
| метод | Проблемы | Подходящие приложения |
| Механическая шлифовка | Оставшиеся частицы, и фрагменты остаются на компонентах внутри впадин на поверхности не удаляются. Большое пылевое воздействие на окружающую среду. | Подходит, когда высокий уровень декоративной или гигиенической отделки не требуется. Труд и стоимость оборудования высока. Невозможно отполировать изнутри. |
| Электрохимический | Каждая часть должна быть подвешена и подключена к электродам. Крепление электрода внутри трубы затруднено или не возможно. Требуется нагрев до 70 С и регуляция концентрации раствора. Требуется жесткий экологический контроль и надлежащее нейтрализация сточных вод. | Подходит для относительно больших и простых компонентов Очень низкая эффективность Некоторые компоненты невозможно обработать Некоторые компоненты невозможно заменить химической полировкой |
| Химическая полировка | Любая форма нормально, не нужно подвешивать отдельные части, нет необходимости в электроде. Просто загрузить компоненты в ванну. Внутренние полости погруженные в химическом растворе становится отполированы. Требуется, нагрев до 96℃ , нуждается в жестком контроле экологического контроля и надлежащее нейтрализация сточных вод. | Могут быть отполированы внутренние поверхности длинной трубы, из различных компонентов, изогнутые части. Применяется для маленьких и тонких деталей, требующих сверкающей поверхности, деталей не имеющих заусенцев, максимальной чистоты и деталей, которые невозможно отполировать электролитическим способом. Эффективность очень высокая. Вполне возможно заменить Электрополировку, но не наоборот |
Недостатки механической полировки
Механические обработки, такие, как шлифовка, полировка, механическая придают поверхности из нержавеющей стали жесткость. Тому есть несколько причин: наличие посторонних элементы на поверхностях нержавеющей стали вызвано:
Тому есть несколько причин: наличие посторонних элементы на поверхностях нержавеющей стали вызвано:
(1) поверхностным загрязнением,
(2) физическим или химическим поглощением на поверхности,
(3) образованием нового соединения на поверхности,
(4) чужеродные тела , падающие на поверхность, и влекущие изменения в метаморфический слой во время процесса путем формирования новой структуры поверхности
2. аморфный слой , созданный в связи с изменением структуры решетки. В результате, структура решетки может легко создать деградированный слой:
3. Остаточным поверхностным электростатическим напряжением.
Дефектные поры и остаточные примеси в трубах из нержавеющей стали после галтовки
Удаление стресс-индуцированного упрочненного слоя с помощью химической полировки
Закаленный поверхностный слой, вызванный вышеуказанными причинами может быть удален с помощью химической полировки. Компоненты ХП могут восстановить характеристики исходного материала.
Дополнение ионов наружный слой после механической обработки
Каждый химический элемент в нержавеющей стали расположен в соответствии с его собственным потенциалом валентной связи, образуя подходящую структуру металлической решетки. После механической обработки, полировки, шлифовальные процессы, элементы, расположенные на наружном слое, удаляются и деградируют, и эти дефекты в значительной степени снижают коррозийную стойкость нержавеющей стали, агрессивные среды, легко проникают и поглощаются поверхностью обрабатываемой детали. В результате, чистота и стойкость к коррозии поверхности скомпрометированы, зачастую технические характеристики не отвечают требованиям заказчика.
Химическая полировка, электрополирование и пассивирование дополняют гидроксильные и водородные группы.
Сравнение эффективной площади поверхности среди различных труб
| Полировка методы | Шероховатость поверхности | Геометрическая площадь поверхности | эффективная площадь поверхности | Отношение площади поверхности |
| Типичные пластины 2B | 0,20 ~ 0,50 | 16 | 34 | 2,1 |
| Типичная продезинфицировать трубку | 0,20 ~ 0,30 | 16 | 21 | 1,3 |
| Типичная блестящая полированная трубка | 0. 10 ~ 0.03 10 ~ 0.03 | 16 | 21 | 1,3 |
| 2B Химически полированные гальваническое покрытие трубки | 0.05 ~ 0.20 | 16 | 16 | 1,0 |
После того, как обычная пластина из нержавеющей стали или труба проходит через серию химических процессов, внутренние и наружные поверхности стен будут изменять их характеристики такие как шероховатость, заусенцы, закаленность слоя и т.д. В результате, эффективная площадь поверхности трубы из нержавеющей стали без электролитического или химической полировки гораздо больше ,чем геометрическая площадь поверхности, которая является определяется простым расчетом площади относительно идеальной поверхности. (Смотрите таблицу выше) шероховатость поверхности и вызывает слипание заусенцев и адсорбцию мелких частиц, замедление скорости потока среды, засорение трубки, рост бактериальной колонии и многих других нежелательных характеристик. Электролитический (EP) или процесс химической полировки (CP) должны быть использован для удовлетворения высоких требований высокоточных технологий изготовления оборудования в.
Например, после того, как трубы ,используемые на заводе по переработке молока заменяются на химполированные, время хранения молока значительно увеличивается, за счет уменьшения нежелательных веществ в молоке, вызывая преждевременное скисание.
Cr / Fe, изменение содержания поверхностного слоя 316L (V / V)
Для ASIS304 / 316 / 316L нержавеющей стали, типичное отношение Cr / Fe, составляет около 0,4. Поскольку молекулы Fe являются более активными, они более склонны вызывать химическую реакцию с внешними веществами и подвержены коррозии нержавеющей стали; химические свойства элемента Cr являются более стабильными, чем соединения Fe и являются более устойчивыми к воздействию агрессивных растворов. После химической полировки, поверхностные элементы, отношение Cr / Fe, достигает 1,0 или выше, и более высокое содержание Cr элемента в поверхностном слое повышает коррозионную стойкость и характеристики стали становятся существенно выше.
| Перед химической полировки | После химической полировки | Высокие стандарты чистоты | Ультра высокиестандарты чистоты |
| ≦ 0,4 ( 0,8 ) | ≧ 3,0 ( 4,0 ) | ≧ 1,0 ( 2,0 ) | ≧ 3,0 (4,0) |
отношение Cr / Fe, (стандарты соответствуют нержавеющей стали)
Изменение характеристик стойкости к коррозии после химической полировки
Изменение поверхности после химической полировки (100х)
Сравнение поверхности из нержавеющей стали после механической полировки (слева) и химической полировки (справа). 20 * 3500
20 * 3500
По материалам зарубежных изданий Ansing Engineering.
Химическая полировка фар — FarLab Нижний Новгород
Химическая полировка фар — FarLab Нижний Новгород
Восстановим заводскую прозрачность и состояние фар вашего автомобиля за 3 часа с гарантией до 1 года!
Фары в любом состоянии будут выглядеть новыми за счет уникальной технологии и запатентованного состава средства.
Узнайте стоимость для вашей модели авто
*И получите гарантированную скидку до 20% до конца месяца!
Укажите ваш номер телефона. За ним мы закрепим гарантированную скидку 20%
Telegram
ВКонтакте
Коротко о главном
Лаборатория прозрачных фар
Зачем это нужно?
Время не щадит автомобильные фары. На них негативно воздействует окружающая среда, из-за чего со временем на фарах появляются: налёт, микротрещины, царапины и сколы, желтизна, мутность, повреждения лакового покрытия.
Технология
Технология предусматривает нанесение на фары специального модифицирующего вещества, в результате чего на поверхности образуется прозрачное защитное покрытие. Пластик выглядит как новый, а эффект химической полировки сохраняется надолго.
Наша задача
Решить эти проблемы призвано Химическое Восстановление Прозрачности Фар – оперативное и качественное решение от «Лаборатории Прозрачных Фар». Вид фар можно восстановить за 3 часа, а результат сохранится, как минимум, на год.
Сервис, который мы предоставляем
Для более подробной информации просим обратиться по телефону, email или оставить заявку на сайте 🙂
Полировка автомобиля
Удаление следов эксплуатации(потертости, мелкие царапины, небольшие сколы) с лакокрасочного покрытия.
Химическая полировка фар
На основе специального запатентованного состава и труда наших специалистов, ваши фары приобретут небывалую прозрачность.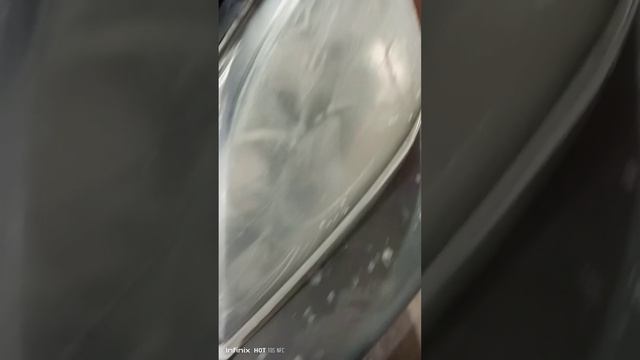
Удаление вмятин без покраски
Посредством воздействия на определенные участки устраняются почти любые вмятины на кузове.
Ремонт фар
- Ремонт креплений.
- Ремонт корпуса фар.
- Замена, установка линз.
- Замена стекол фар.
- Удаление запотевания фар(Герметизация).
Информация о нас
Кто мы такие?
Мы — единственные в Нижнем Новгороде представители «Лаборатории Прозрачных Фар», занимающиеся восстановлением прозрачности автомобильной оптики. Работы производятся только запатентованными высококачественными материалами, не имеющими аналогов.
Наши преимущества
Гарантия, лучшие специалисты, регулярные скидки — это еще не все наши преимущества.
Мы предоставляем гарантию 1 год на сохрание результата восстановления прозрачности фар.
Специалисты компании ежегодно проходят специальные курсы повышения квалификации, ездят на стажировку и так далее. Словом, у нас очень умелые парни, и каждый год они становятся еще лучше.
Словом, у нас очень умелые парни, и каждый год они становятся еще лучше.
Мы используем самые современные технологии в работе, чтобы добиться максимального результата.
Для автомобилей любых марок, возраста и состояния; можно обрабатывать все виды фар, фонарей, а также противотуманок и поворотников.
Telegram
ВКонтакте
+7 904 061 13-22
Работаем с 09.00 до 18.00
Мы подробно ответим на все ваши вопросы
Все, что вы хотели знать.
Подготовка
Чтобы провести химическое восстановление пластика фар, требуются специальный состав и запатентованная технология, а также оборудование для нанесения состава. «Лаборатория Прозрачных Фар» разработала и запатентовала способ химической полировки, с помощью которого можно восстановить прозрачность фар.
Процесс
На стекло фары наносится наша жидкость, модифицирующая поликарбонат. Химия заполняет царапины, сколы и микротрещины. Места несквозных повреждений укрепляются, остаются при этом прозрачными, изношенная фара приобретает вид новой. Защитное покрытие остаётся прозрачным в течение гарантийного срока.
Защитное покрытие остаётся прозрачным в течение гарантийного срока.
Результат настолько впечатляющий, что мы с уверенностью заявляем: мы делаем любые фары новыми!
Этапы реализации
-
Заявка -
Посещение -
Работа -
Результат
-
Все начинается с заявки, которую вы можете оставить на нашем сайте, в разделе «Оставить заявку» или по телефону +7 904 061 13-22. Наши специалисты свяжутся с вами в ближайщее время и ответят на все ваши вопросы, помогут подобрать удобное время для посещения сервиса.
-
После того, как вы оставили заявку, в назначенное время вам следует подъехать к нам в сервис по адресу г. Нижний Новгород, улица Героя Советского Союза Сутырина, 32А, где и начнется магия восстановления оптики вашего автомобиля.

-
Рабочий процесс, в среднем, не занимает более 3 часов, в течении которых наша команда будет полностью погружена в работу,а вы сможете заняться своими делами.
-
В результате процедуры ваши фары будут выглядеть как новые и не отличаться по виду от заводских, причем для этого не требуется полировка, то есть стекло не истончается, а наоборот – микротрещины на нём заполняются, а поверхность становится усиленной.
Полировка нержавеющей стали от ведущего поставщика «ОЛИМП-СТАЛЬ» в Москве
Полировка нержавеющей стали
Предлагаем услуги по полировке нержавеющей стали и комплектующих.
Полировка – это процесс стирания (устранения) поверхностного слоя толщиной от 0,01 до 0,03 мм. Полировку применяют для устранения мелких дефектов (микротрещины, царапины, раковины, сварной шов и т. д.). Поверхность получается идеально гладкой и отражает свет. Подобный эффект достигается благодаря тому, что глубина неровностей менее длины волны видимого света.
Существует два вида полировки – черновая и чистовая. Первая делается путем шлифования крупнозернистыми материалами и необходима для устранения шероховатости поверхности. Правильная подготовка изделия к полированию заключается в осуществлении стадии шлифования (снятия толстого слоя). Начинать шлифование необходимо со сварных швов, это, кстати, помогает обнаружить микротрещины, пустотелые сквозные раковины или другие дефекты. Шлифовку начинают с применения материалов более крупной зернистости. Постепенно эту зернистость уменьшают.
Высокая скорость вращения материала и возникающее при этом трение приводит к повышению температуры, в результате тончайший поверхностный слой оплавляется и становится идеально гладким.
Чистовое полирование – финишный этап. В этом случае нашли свое применение специальные порошки, тонкие полировальные пасты, в состав которых входят поверхностно-активные вещества. Они наносятся только на мягкие круги из эластичного материала, которыми обрабатывают изделие.
Делать полирование можно и вручную, но это займет очень много времени. Поэтому придется обзавестись специальной шлифовальной машинкой.
Чистовая полировка осуществляется на скоростях не более 4500 об/мин. Финишное полирование начинают с участков, где заметны мелкие дефекты.
Механический способ с использованием полиролей помогает обновить вид, сделать нержавейку блестящей. Современная техника, материалы и химические препараты позволяют значительно облегчить, ускорить осуществление этой работы, достичь более качественных показателей.
Для процессов полирования используются довольно простые станки, а полировальный инструмент можно сделать даже в домашних условиях. Отлично проявили себя для полирования нержавеющей стали — войлок, кожа, мягкая ткань, абразивные материалы. В продаже имеются специальные пасты, сделанные на основе окиси хрома, трепела или крокуса. Эти материалы используются для механического метода, но существуют еще и химические способы обработки поверхности в специальных растворах.
Химическое полирование
При этом способе изделие погружают в химический раствор, где обрабатываемая деталь находится какое-то время. Очень важно соблюдать температурный режим. В результате протекания химических процессов микронеровности на поверхности расплавляются, и она получается идеально гладкой. Главное преимущество этого способа – скорость полировки, обычно процесс занимает несколько минут. Не понадобится специальный электроинструмент, источник тока. Вы прилагаете минимум усилий в отличие от ручного метода. Кроме того, поверхность равномерно полируется независимо от конфигурации полируемой детали. Жидкий раствор проникает и обрабатываем абсолютно всю поверхность.
При этом всем обилии плюсов, есть и некоторые недостатки. Во-первых, это меньший блеск, поэтому такое полирование применимо только когда деталь не нуждается в зеркальной поверхности. Во-вторых, раствор недолговечен, так что придется работать интенсивно после его приготовления. В-третьих, смесь очень агрессивная, поэтому особое внимание необходимо уделить технике безопасности. Для химической полировки нержавеющей стали используются растворы на основе кислот. Работы проводятся только в специальной одежде и при хорошей вентиляции помещения.
Для химической полировки нержавеющей стали используются растворы на основе кислот. Работы проводятся только в специальной одежде и при хорошей вентиляции помещения.
Состав № 1
Смешивается 660 г/л соляной, 230 г/л серной кислоты и 25 г/л кислотного оранжевого красителя. Нагреваем раствор до 70–75 °C и погружаем в него деталь. Достаточно подержать ее около 3 мин. При этом смесь желательно периодически перемешивать либо встряхивать изделие, в противном случае на некоторых участках поверхности могут скапливаться пузырьки газов, что негативно скажется на качестве полировки.
Состав № 2
Еще в раствор можно добавить поверхностно-активные вещества (ПАВ), глицерин и бензиловый спирт. Смесь включает 25–35 частей фосфорной, по 5 ч. азотной и соляной, 0,5 ч. сульфосалициловой кислот и 0,5 ч. Двунатриевой соли этилендиаминтетрауксусной кислоты (ЭДТА).
Также необходимо 1 ч. глицерина, а содержание бензилового спирта не превышает 0,1 ч. В качестве ПАВ используются триэтаноламин, этиленгликоль и оксифос, содержание этих веществ не более 0,015; 0,017 и 0,01 частей соответственно. Изделие из нержавеющей стали предварительно обезжиривается щелочным раствором, затем промывается в проточной воде и высушивается. Тем временем нагреваем смесь до 80 °C и погружаем в нее деталь максимум на 3 минуты.
Изделие из нержавеющей стали предварительно обезжиривается щелочным раствором, затем промывается в проточной воде и высушивается. Тем временем нагреваем смесь до 80 °C и погружаем в нее деталь максимум на 3 минуты.
Состав № 3
В этом случае берется 20–30 % ортофосфорной, 4–5 % азотной и около 4 % соляной кислоты, также в состав входит 1,5 % метилоранжа. Все остальное – дистиллированная вода. Раствор нагревается максимум до 25 °C, а время обработки колеблется от 5 до 10 минут. Чтобы улучшить качество полирования, изделие необходимо периодически шевелить.
Электрохимическая полировка
При электрохимической полировке нержавеющей стали изделие погружается в специальный раствор. Через раствор пропускают электрический ток. На металле есть тонкая оксидная пленка, ее толщина неодинакова на всей поверхности из-за наличия микровпадин и микровыступов. В углублениях она более толстая. Кислотный раствор интенсивней реагирует в местах, где этот защитный слой утончается. Из-за такой разности скорости реакции поверхность получается идеально гладкой и значительно лучшего качества, чем после механической обработки. Покрытия имеют мелкозернистую структуру и лишены пор, благодаря чему значительно снижается коэффициент трения.
Из-за такой разности скорости реакции поверхность получается идеально гладкой и значительно лучшего качества, чем после механической обработки. Покрытия имеют мелкозернистую структуру и лишены пор, благодаря чему значительно снижается коэффициент трения.
К достоинствам этого метода относится высокое качество поверхности. Электрохимическое полирование не требует физических усилий как при механической обработке, к тому же можно исключить этап обезжиривания. Поверхность полируется очень быстро. Плюс ко всему гальванические покрытия обладают превосходной прочностью сцепления с поверхностями, отполированными механическим методом.
Из недостатков — зависимость от электроэнергии и ее расход. Кроме того, изделие все-таки необходимо предварительно отшлифовать механическим способом. Электрохимическая полировка чувствительна к качеству состава, температуре электролита, времени выдержки и плотности пропускаемого тока. Как и в химическом методе, работать придется с вредными для организма составами, поэтому обязательно уделяем должное внимание технике безопасности. Для электрохимического полирования нержавеющих сталей преимущественно используются электролиты на основе серной, хромовой и фосфорных кислот.
Для электрохимического полирования нержавеющих сталей преимущественно используются электролиты на основе серной, хромовой и фосфорных кислот.
Состав № 1
Берется 730 г/л фосфорной и не более 700 г/л серной кислоты. Добавляется триэтаноламин 4–6 г/л и совсем немного катапина (0,5–1,0). Раствор нагревают до температуры не менее 60 °C и не более 80 °C. Через изделие проводится ток плотностью от 20 до 50 А/дм2. Делать электрохимическое полирование нужно около пяти минут.
Состав № 2
Детали из хромоникельмолибденовой или хромоникелевой нержавеющей стали помещают в состав из ортофосфорной и серной кислот, взятых в соотношении 65 % и 15 % соответственно. Еще добавляется 12 % глицерина, 5 % хромового ангидрида и очищенная вода (оставшиеся 3 %). Процесс протекает при температуре от 45 до 70 °C и плотности тока около 7 А/дм2. Время выдержки зависит от ряда факторов. Сварные изделия достаточно полировать всего 10–12 минут, а после пескоструйной обработки нужно выдержать в растворе около получаса.
Плазменная полировка – сложно, но эффективно
Есть еще один метод обработки поверхности, основанный на методе погружения металла в специальный раствор и одновременном воздействии высокого напряжения. В отличие от предыдущего метода используются только экологически чистые составы на основе солей аммония.
Сущность плазменной полировки нержавеющих сталей заключается в следующем. Изделие обязательно должно быть положительным анодом. При воздействии высоких напряжений более 200 В электролит начинает закипать прямо у поверхности детали, что приводит к образованию тонкой парогазовой оболочки (50–100 мкм). Электрический ток, когда проходит через эту пленку, способствует возникновению плазменных процессов. В местах микровыступов значительно возрастает напряженность электрического поля, что приводит к возникновению импульсных разрядов.
Плазменная полировка удаляет с изделия тончайший слой окислов. Поверхность будет иметь зеркальный блеск, обладать высокими адгезионными свойствами. Этот метод объединяет в себе сразу три операции: обезжиривание, травление и активацию поверхности. Чтобы достичь желаемого результата, поверхность изделия должна быть тщательно подготовлена. Любые дефекты, риски, царапины и прочее после подобной обработки не устранятся, а, наоборот, станут еще более заметными. Поэтому предварительного грубого ручного полирования с шлифованием не избежать.
Этот метод объединяет в себе сразу три операции: обезжиривание, травление и активацию поверхности. Чтобы достичь желаемого результата, поверхность изделия должна быть тщательно подготовлена. Любые дефекты, риски, царапины и прочее после подобной обработки не устранятся, а, наоборот, станут еще более заметными. Поэтому предварительного грубого ручного полирования с шлифованием не избежать.
Наше предложение
Наша компания сможет предложить Вам весь необходимый ассортимент нержавеющей стали, который Вам необходим. Прекрасно ориентируясь в условиях рынка нержавеющей стали, мы сможем предложить Вам товарные позиции под любой бюджет.
Мы проверяем (анализируем и сопоставляем) насколько запрашиваемая Вами нержавеющая сталь соответствует Вашим техническим целям и задачам. Стремимся предложить Вам именно ту нержавеющую сталь, которая будет применима и подойдет именно в Вашем случае.
Все наши специалисты имеют многолетний опыт работы с нержавеющей сталью и комплектующими. Наши сотрудники могут оказать профессиональные консультации и помощь по всем аспектам работы с нержавейкой.
Наши сотрудники могут оказать профессиональные консультации и помощь по всем аспектам работы с нержавейкой.
Мы предлагаем большой ассортиментный ряд разнообразных марок нержавеющий стали, разной толщины и характеристик. Всю эту продукцию, а также комплектующие и элементы для сварки, монтажа мы можем поставить Вам «под ключ». Предлагаем полировку, резку, упаковку поставляемых товарных позиций.
Если для Ваших потребностей Вы не найдете требуемую марку стали, мы найдем аналог и организуем поставку из России или других стран.
Поставляем нержавеющую сталь со всего мира из Европы, Азии и России.
Мы оперативно доставим заказанную Вами нержавеющую сталь. Для осуществления доставки мы обладаем своим автопарком. В зависимости от стоимости заказа есть гибкая система скидок.
Вы также имеете возможность забрать заказанные товары с нашего склада в Подмосковье (г. Жуковский).
Цены предоставляются по запросу. Стоимость изделия зависит от количества и курса валют.
Химическая полировка поделочных, ограночных камней и стекла
Сарбаева Н. В., Стрюк В. В., Никитин М. К.
Химическая обработка поверхности камня является одним из прогрессивных методов, который позволит перейти от малопродуктивной ручной механической
обработки к массовой механизации.
Химической обработкой неметаллов серьезно начали заниматься в XIX веке. В 1898 году С. П. Петухов [1] писал о широких возможностях
художественного оформления стеклянных изделий способом кислотной обработки и указывал на большую экономию времени и рабочей силы, если
использовать подобную технологию в промышленности.
В 1908 году В. Цвейг делает сообщение о химической об¬работке стекла растворами плавиковой кислоты и ее солями для глубокого и светлого
травления. Работы по выяснению механизма химической полировки стекла [2, 3] ведутся до настоящего времени.
Описанные в литературе процессы химической полировки камней из стекла основываются на взаимодействии обрабатываемого материала со смесью
плавиковой и серной кислот. Все компоненты стекла вступают в химические реакции с веществами полирующей смеси [4].
Все компоненты стекла вступают в химические реакции с веществами полирующей смеси [4].
Основная реакция стекла — взаимодействие кремнезема с плавиковой кислотой
В результате этой реакции образуется летучий тетрафторид кремния, который в основном удаляется из зоны реакции. Но одновременно идет и
конкурирующая реакция
В условиях реальной системы SiO2 — HF — H2O в зависимости от относительных концентраций компонентов и температуры возможно
прохождение большого числа реакции с образованием разнообразных фторидов кремния в разной степени гидратированных с частичным замещением в
молекулах атомов фтора на атомы кислорода. Эти сложные равновесия сейчас успешно изучаются физико-химическими методами (например, методами ядерного
магнитного резонанса).
Катионы, входящие в состав силикатов, также реагируют с полировальными растворами, образуя растворимые и нерастворимые соли KF, K2SiF6,
CaF2, CaSiF6, PbF2,PbSiF6.
Кроме того, образуются сульфаты и гидратированные силикаты этих металлов. При последних реакциях вновь высвобождается фтористый водород.
Суть технологического процесса химической полировки шлифованной поверхности состоит в съеме материала с вершин неровностей и создании вязкого
защитного слоя в углублениях. Этот процесс в равной степени относится и к электрохимическим процессам полирования различных металлов [5,6,7,8].
Плавиковая кислота и ее соли в сочетании с другими реагентами позволяют разрабатывать методы полировки большой группы силикатов и алюмосиликатов
— кварц, горный хрусталь, топазы, аметисты, полевые шпаты и т. д..
А. Скропышев и А. Кукуй [9] разработали способ химической полировки поверхности кристаллов и пластин исландского шпата. Травление ведут сначала
смесью муравьиной и уксусной кислот, затем соляной кислотой. Предложенный процесс дает поверхность высокого качества, обеспечивает хороший выход
кондиционного сырья и высокую производительность.
Следует отметить, что изучение химизма процесса полировки дает возможность поиска путей обработки и других типов камней, в том числе и таких, у
которых кристаллическая решетка образована окислами металлов (например, корунд).
Здесь следует использовать богатый опыт аналитической химии, в которой разработаны многочисленные методы переведения нерастворимых минералов в
растворимые соли с помощью водных растворов при разнообразных плавнях [10].
В качестве плавней успешно используются хлоридно-азотнокислые и фторидно-азотнокислые аммонийные соли [11], бура и борная кислота, пиросульфаты
и пирофосфаты щелочных металлов [12].
Применительно к минералам кварцевой группы нами были испытаны некоторые из этих реагентов, причем в ряде случаев были получены положительные
результаты.
ЛИТЕРАТУРА
1. Петухов С. П. Стеклоизделие. Спб. РИККЕР, 1898.
2. Дятлов О. Химическая полировка стекла. М., 1968.
3. Хайт О. Д. Отчет по теме X «Разработка составов полирующих растворов силикатных стекол». НИА Л.З.Х.С.Л., 1970.
НИА Л.З.Х.С.Л., 1970.
4. Salzle Е. Способ полировки изделий из свинцового хрусталя. Патент ФРГ, кл.32в, 15/02 (СОЗс, 15/02) № 189681, заявл. 26.10.63, опубл. 9.10.69.
5. Попилов Л. Я., Зайцева Л. П. Электрополирование и электротравление металлических шлифов. М. Издательство литературы по черной и цветной
металлургии, 1955.
6. Лайнер К. И. Электролитическая полировка и травление металлов. Машгиз, 1947.
7. Левин А. И. Электролитическое полирование металлов. Труды Уральского индустриального института Сб. 27. Машгиз, 1947.
8. Богорад Л. Я. и др. Электрохимическая полировка металлов. Лениздат, 1951.
9. Скоропышев А. В., Кукуй А. Л. Способ полирования поверхности кристаллов, Авт. свид. № 280789, СССР, кл. 32в, 25/06 заявл. 28.06.68
(№ 1252293/23-26), опубл. 3.09.70 г..
10. Гиллебранд В. Ф., Лендель Г. Э. и др. Практическое руководство по неорганическому анализу, М., Госхимиздат, 1967.
11. Исаков П. М. Качественный анализ руд и минералов методом растирания порошков М. , Госгеолиздат, 1953.
, Госгеолиздат, 1953.
12. «Анализ минерального сырья». Под ред. Кинтович Ю. Н. Морачевского Д. В. Л., Госхимиздат, 1956.
Николаева Л. А., Цейтлин Я. Е., Хайт О. С.
Общепринятая теория химической полировки стекла рассматривает этот процесс как растворение «выступов» шлифованной поверхности, в то время, как
«впадины» шлифовальной поверхности не разрушаются из-за присутствия защитного слоя, который состоит из продуктов разрушения стекла полирующей
смесью и смывается водой в промывочной ванне. Но наблюдения показывают, что происходит разрушение и «выступов» и «впадин». Кроме всего этого
общепринятый механизм процесса химической полировки не в состоянии объяснить такие виды брака как отложение солей на гранях и разъедание «огневой»
поверхности, так называемая «рябь».
Растворы, предназначенные для химической полировки стекла, приготавливаются из 40% HF и 92% H2SO4 и H2O.
Растворы HF и H2SO4 при соединении друг с другом не являются индифферентными, а оказывают друг на друга химическое и
термодинамическое воздействие. Ланге [1] указывает, что при взаимодействии концентрированной H2SO4 и 37% HF образуется
Ланге [1] указывает, что при взаимодействии концентрированной H2SO4 и 37% HF образуется
значительное количество фторсульфоновой кислоты. При этом фторсульфоновая кислота достаточно хорошо смешивается с H2SO4, давая:
Соли фторсульфоновой кислоты в кислых растворах разлагаются очень быстро и в большинстве своем хорошо растворимы по сравнению сернокислыми и
фтористыми солями.
Образование фторсульфоновой кислоты и аниона HF2— в системе HF — H2SO4 — H2O объясняет
разъедание огневой поверхности, свежеприготовленными водными растворами кислот, так как ванны для химполировки составляются из 40% HF и 92%
H2SO4, т. е. в оптимальных концентрациях для образования HSO3F, соли которой хорошо растворимы как в самой
полирующей смеси, так и в промывочных водах, а это дает свободный доступ аниона F— и HF— к незащищенной поверхности стекла,
чем и приводит к ее разъеданию («рябь») .
В процессе проведения химполировки свежеприготовленный раствор перемешивается с отработанным раствором, а это приводит к тому, что оптимальные
соотношения для образования фторосульфоновой кислоты нарушаются, так как отработанные смеси содержат 54 — 56% H2SO4; 1,5 —
2% HF (весовой), остальное вода и фторсульфоновая кислота, разрушающаяся, очевидно, не полностью, так как равновесие подвижное. При этом происходит
следующая реакция:
и затравка поверхности прекращается, так как прекращается образование хорошо растворимых в воде и полирующем растворе
солей фторсульфоновой кислоты, и, следовательно, свободный доступ анионов к незащищенной поверхности.
Многие исследователи не находят объяснений явлению плохой химической полировки при замене H2SO4 другими минеральными
кислотами и сводят этот вопрос к тому, что H2SO4 лучше смывает защитный слой и способствует увеличению общей кислотности
раствора [2]. Но тогда становится необъяснимым ухудшение процесса полировки при добавлении сильной в кислотном отношении HNO3. Это
Это
объяснить можно прежде всего тем, что практически все минеральные кислоты вступают во взаимодействие с HF и дают промежуточные продукты, которые
при взаимодействии со стеклом способствуют затравке поверхности или отложению солей.
Таким образом, полирующая смесь, приготовленная из 40% HF и 92% H2SO4 с добавкой H2O состоит из следующих
компонентов:
которые находятся в подвижном равновесии и в зависимости от стадии процесса могут появляться или практически полностью
исчезать, оказывая существенное влияние на процесс и качество химической полировки.
Таблица 1
| Валентность | Радиус иона, оА | Координационное число | Прочность связи, ккал/моль | |
|---|---|---|---|---|
| Pb | 2 2 | 1,26 | 2 4 | 73 36 |
| Zn | 2 2 | 0,83 | 2 4 | 72 36 |
| Mg | 2 | 0,74 | 6 | 37 |
| Ca | 2 | 1,04 | 8 | 32 |
| Na | 1 | 0,98 | 6 | 20 |
| K | 1 | 1,33 | 9 | 13 |
| Si | 4 | 0,39 | 4 | 106 |
| B | 3 3 | 0,20 | 3 4 | 119 89 |
| Al | 3 3 | 0,57 | 4 6 | 101 — 79 |
| Ba | 2 | 1,38 | 8 | 33 |
Легкость растворения силикатных стекол будет определяться энергией связи Si—О—Si, Ме—О—Si, которая определяется валентностью, координационным
числом, ионным радиусом, поляризационной способностью и свойствами растворителя.
Наиболее легко будут полироваться стекла, содержащие ионы свинца, цинка, магния, кальция, натрия, калия, бария, не входящие в структурную
решетку. Таким образом, исходя из химического состава стекла и предположений о его структуре и энергии связей, можно заранее прогнозировать
возможность процесса химической полировки.
Возможность и качество химической полировки находятся в непосредственной зависимости от строения стекла, его химического состава, свойств
полирующего раствора и физико-химических явлений происходящих на границе стекло — раствор. Для некоторых видов стекол (например, кварцевых) процесс
химической полировки неприменим. Полированная поверхность стекла с физической точки зрения характери-зуется коэффициентом пропускания, который
зависит от характера поверхности. Чтобы этот коэффициент пропускания был максимальным, необходим равномерный съем на глубину по всей поверхности,
иначе произойдет матирование или травление стекла.
Для пояснения этого положения рассмотрим как происходит разрушение стекла полирующим раствором. Для примера возьмем элемент структуры в
Для примера возьмем элемент структуры в
плоскостном изображении, при этом имея в виду ее трехмерность
Для упрощения будем считать, что в полирующем растворе содержатся только Н+, F—, SO4—, Н2О. В первую
очередь будет происходить разрушение более слабых связей типа Ме—О—Si по реакции
при этом, в зависимости от Пр и концентрации катионов в стекле, перешедших в раствор, и анионов F— и
SO42- в самом растворе, могут образоваться соли фтористые, сернокислые или обе вместе. Возможность образования
кремнефтористых солей крайне мала, так как pH раствора значительно меньше 7, а это приводит к моментальному гидролизу.
Анализы солей подтверждают высказанное положение. Рентгенофазовый анализ солей в растворе (в полирующей смеси) и на поверхности изделий,
изготовленных из стекла, состава (в вес %)
| SiO2 — 63,5 | K2O — 14 | BrO3 — 1 |
| СаО — 0,5 | Na2O — 2 | ZnO—1 |
| PbO —18 |
с высокой степенью надежности констатирует наличие PbSO4, PbF2, ZnSO4, ZnF2,
K2SO4, KF, CaF2, CaSO4x2H2O и полное отсутствие кремнефторидов. Таким образом,
Таким образом,
общепринятое положение о том, что роль H2SO4 сводится к превращению фторидов в сульфаты, не подтверждается как теоретически,
так и экспериментально. Возможность образования кремнефторидов, на которую довольно часто ссы-лаются [2, 3], ничтожна мала. Последнее
подтверждается и литературными данными [4] о неустойчивости кремнефторидов в сильно кислой среде.
Реакция (1) может идти и по другому пути в случае нахождения в составе стекла катионов с высокой поляризующеп способностью (например Pb++).
В этом случае возникает возможность образования водородной связи по схеме
Реакции I и II приводят к тому, что в состав кремнекислородного тетраэдра внедряется анион F, катионы стекла переходят в раствор и происходит
разрыв связей типа Ме—О—Si—. В многовалентных окислах уменьшается степень связанности между отдельными группами.
Внедрение аниона F— в состав кремнекислородного тетраэдра увеличивает степень ионности связи на 20%, так как по данным Паулинга [8]
электроотрицательность O и F составляют соответственно — 1,48; 1,97.
Увеличение степени ионности связи приводит к перераспределению электронной плотности внутри кремнекислородного тетраэдра
что приведет к разрыву мостиковой связи с образованием
и конечными продуктами разрушения H2O и SiF4.
Таким образом, реакции I, И, III приводят к образованию солей катионов стекла с анионами полирующего раствора и SiF4 которые
генетически не связаны с массой стекла. Именно отсутствие генетической связи солей и SiF4 с массой стекла даст возможность смыть эти
соли с «вершин», частично из «впадин» и с «огневой» поверхности.
Существенным подтверждением хода реакции по I, II, III является анализ ряда растворов, состоящих из HF—H2SO4—H2O,
которые в зависимости от содержания HF и H2SO4 применяются как для проведения процесса травления, так и для процесса
полировки (вес %).
Таблица 2
| № п/п | HF | H2SO4 | H2O | Примечание |
|---|---|---|---|---|
| 1 | 2 — 3,0 | 62—64 | 36—33 | Хорошее качество полировки |
| 2 | 9—11 | 45—47 | 46—42 | Плохое качество полировки |
| 3 | 26 | 39 | 34 | Травление |
По мере уменьшения содержания H2SO4 и увеличения содержания HF в растворе идет процесс от полировки к травлению.
Существует соотношение H2SO4 / HF, которое характеризует прохождение процесса от полировки к травлению.
Если выразить отношение H2SO4 / HF через молекулярные отношения, ряд будет выглядеть (для усредненных составов):
Этот пересчет еще более наглядно показывает, что роль H2SO4 не может сводиться к превращению фторидов и кремнефторидов в
сульфаты, так как для этого нет необходимости в таком избытке H2SO4.
Анализ отработанных ванн показывает, что в процессе химической полировки, H2SO4 затрачивается на проведение процесса
значительно больше, чем требовалось бы для перевода фторидов в сульфаты. Если же учесть, что никаких переводов не существует, а процесс идет в
зависимости от достижения произведения растворимости, такой избыток вообще становится необъяснимым.
Таблица 3
| HF | H2SO4 | |
|---|---|---|
| Исходный состав | 3% | 64% |
| Отработанный состав | 1,5% | 56% |
Процесс химической полировки идет удовлетворительнопри H2SO4 / HF =0,86—11,6, улучшаясь по мере увеличения величины
отношения. Основным видом брака в интервалах чисел 0,86—5 являются несмываемые соли. Причем соли, образующиеся на полируемой поверхности,
Основным видом брака в интервалах чисел 0,86—5 являются несмываемые соли. Причем соли, образующиеся на полируемой поверхности,
нерастворимы в кислотах и промывочных ваннах, в отличие от солей граничного слоя, получающихся в результате сложного процесса разрушения на границе
стекло — полирующий раствор. Отсюда можно сделать вывод, что они генетически связаны с основной массой стекла и, очевидно, через неразрушенные
мостиковые связи. По мере увеличения концентрации H2SO4 в растворе от 5 до 11,6 количество генетически связанных солей
уменьшается, и при отношении 10—11,6 практически не наблюдается, несмотря на то, что количество HF в растворе уменьшается. Это прямое доказательство
непременного участия его в решении мостиковой связи, путем образования водородной связи.
Выше уже отмечалось, что в результате действия полирующего раствора на поврехности стекла образуются фториды-бифториды, сульфаты, вода и SiF4.
SiF4 энергично взаимодействует с H2O, давая
Таким образом, в процессе химической полировки плави¬ковая кислота, или точнее — анион F—, необратимо затрачивается только на
образование солей и частичное уле¬тучивание в виде SiF4 или HF, а при разрушении кремнекислородного каркаса она служит лишь
катализатором процес¬са, в то время, как H2SO4 расходуется невосполнимо на образование солей и воды.
ЛИТЕРАТУРА
1. Lange Z, Unorg Chem. 215, 321 (1933).
2. Китайгордский И. И., Качалов Н. П., Варгин В. В, и др. Технология стекла. М., Госстройиздат, 1961.
3. Дятлов О. М. Химическая полировка стекла. М., 1968.
4. Паулинг Л. Природа химической связи, М.—Л., Госхпмиздат, 1947
Химическое | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 При полировании, которое протекает от 0,5 до 4
При полировании, которое протекает от 0,5 до 4Состав | Номер | |
1 | 2 | |
Ортофосфорная | 935-950 | 1300-1400 |
Уксусная | 250-260 | — |
Азотная | 280-290 | — |
Азотнокислый | — | 450-500 |
Рабочая | 15-30 | 90-100 |
Выдерзка, | 1-6 | 0,S~2 |

Для химического полирования медных, медненых’ и
томпаковых деталей применяют также раствор следующего состава: серная кислота
(плотность 1,84 г/см3) — 400 мл, азотная кислота (плотность 1,4 г/см3) — 100
мл, соляная кислота (плотность 1,19 г/см3) — 5 мл, хромовый ангидрид — 300 г,
вода — 1 л.
Раствор
используют при комнатной температуре, выдержка 1,5-2 мин.
Для
изготовления ванн применяют пентапласт, винипласт, поливинилхлорид, керамику и
другие кислотостойкие материалы. Все растворы для химического полирования
требуют применения эффективной вентиляции.
Составы
растворов и режимы для химического полирования алюминия и сплавов на его
основе.
Состав | Номер | ||
1 | 2 | 3 | |
Ортофосфорная | 1300-1400 | 1500-1600 | 840-860 |
Серная | 200-250 | — |
|
Азотная | 110-150 | 60-80 | — |
Щавелевая | — | — | 40-55 |
Карбоксилм | 0,8 | — | — |
Рабочая | 100-110 | 60-70 | 55-75 |
Выдержка, | 2,5-4 | kk 1 | КК |

Раствор
№ 1 рекомендуется для алюминия высокой чистоты и сплава АМГ-0,5; раствор № 2
—для сплавов АМГ и раствор № 3 — для марок АД-1, AM Г и AMЦ
Для
химического полирования мелких алюминиевых деталей рекомендуется также раствор
следующего
состава:
серная кислота (плотность 1,84 г/см3) — 200 мл, азотная кислота (плотность 1,4
г/см3) — 150 мл, ортофосфорная кислота (плотность 1,7 г/см3) — 60 мл, мочевина
— 5 г.
Рабочая
температура 100-110 °С. Полирование производят при погружении и встряхивании
деталей, засыпанных в корзинки из стали, в течение 15-20 с.
Для
химического полирования деталей из титана можно применять быстродействующий и
весьма эффективный раствор следующего состава, мл/л: азотная кислота
(плотность 1,41 г/см3) — 400, серная кислота (плотность 1,84 г/см3) — 400,
плавиковая кислота (40%-ная— 200.
Полирование
ведется при температуре 80-95 °С в течение 2 мин. При этом скорость съема
При этом скорость съема
металла составляет 25-30 мкм/мин для свежеприготовленного раствора и 7-10 мкм/мин.—
для истощенного.
Электрохимическое полирование
Электрохимическое
полирование гораздо эффективнее химического. Детали полируются электролитическим
способом в специальной ванне с помощью постоянного электрического тока.
Полируемые предметы подвешиваются в ванне как аноды.
Универсальный
полировальный электролит используется для полирования как черных, так и
цветных металлов. Он имеет следующий состав (массовая доля, %): ортофосфорная
кислота — 65, серная кислота’ — 15, хромовый ангидрид — 6, вода — 14.
Полирование
проводится при температуре 75 °С и анодной плотности тока 50-70 А/дм2 в течение
3-7 мин. Используются свинцовые катоды.
Приготовление
электролита начинают с растворения хромового ангидрида в небольшом объеме
воды. Затем приливают фосфорную кислоту, после чего при перемешиваний,
постепенно, вводят серную кислоту, доводят добавками воды или выпариванием
плотность электролита до 1,74 г/см3 и прогревают при 110-120 °С.
Для
полирования деталей из нержавеющей стали хорошо зарекомендовал себя электролит
следующего состава: 370 мл фосфорной кислоты концентрированной, 560 мл
глицерина, 70 мл воды. Рабочая температура ванны 100-120 °С, плотность тока
80-160 А/дм2. Полированная поверхность образуется в течение 5-10 мин. Катоды из
нержавеющей стали, максимальное напряжение постоянного тока 15 В.
Существует
несколько разновидностей электролитов для полирования стали. Составы и режимы
эксплуатации электролитов:
Состав | Номер | ||
1 | 2 | 3 | |
Фосфорная | 65-75 | 45-50 | 65-70 |
Серная | 10-15 | 25-27 | 15-20 |
Хромовый | 5 | 4 | 4-5 |
Вода | 10-15 | 26-28 | 10-20 |
Рабочая | 70-80 | 75-90 | 60-80 |
Плотность | 50-60 | 50-60 | 50-60 |
Электролит
1 применяется для полировки углеродистых сталей. Электролит 2 обычно
Электролит 2 обычно
используется для полировки высокохромистых сталей в
температурной области. Электролит 3 используется для полировки хромоникелевых
коррозионностойких сталей.
Электролиты готовят следующим образом: сначала растворяют хромовый
ангидрид в небольшом количестве воды, затем малыми порциями добавляют фосфорную
и серную кислоту. Готовая смесь нагревается до температуры 100—105 °С, а
плотность раствора доводится до величины 1,7—1,74 г/см3. По мере использования
ванны в ней накапливается трехвалентный хром и железо, удаление которых из
ванны очень сложно, и проще часть загрязненной ванны сменить на новую.
При электролитической полировке происходит заметное снятие металла,
поэтому изделия с малыми размерными допусками, а также стальные пружины следует
полировать с необходимой осторожностью. Слишком длительная выдержка изделий в
ванне может быть причиной образования неустраняемого брака.
Для электролитической полировки используют стальные
ванны, облицованные свинцом. Высокая температура ванны, доходящая до 90 °С и
Высокая температура ванны, доходящая до 90 °С и
выше, делает невозможным применение пластмасс.
Раствор нагревают в освинцованной пароводяной рубашке.
Нагрев необходим только перед началом работы, так как при большой плотности
тока при полировке выделяется столько теплоты, что может возникнуть
надобность в охлаждении ванны, что в случае пароводяной рубашки нетрудно.
Катодами служат свинцовые листы.
Большие затруднения связаны с подвесками. Лучшими
являются подвески из меди, которые хорошо проводят электрический ток. Всю
поверхность кроме захватов следует изолировать пластмассой. Быстро изнашивающиеся
захваты с целью продления их службы необходимо покрывать электролитическим
свинцом.
Для
электролитической полировки сталей используют также электролиты с органическими
соединениями. В табл. приведены примерные составы и режимы работы ванн с
органическими добавками для электролитической полировки стали.
Состав | Номер | |
1 | 2 | |
Фосфорная | 45 | 65 |
Серная | 55 | 15 |
Уротропин, | 8-10 | — |
Триэтаноламин | — | 5 |
Вода | — | 15 |
Рабочая | 60-70 | 60-70 |
Плотность | 25-50 | 25-50 |
Электролит
1 предназначен для полировки корро-зионностойкой и углеродистой стали, а
электролит 2 — для полировки коррозионностойкой стали.
Независимо
от состава ванны электролитическая полировка оставляет на поверхности стали
пассивированные слои, ухудшающие сцепляемость гальванических покрытий. С целью предупреждения этого необходимо подвергать
полированные изделия кратковременному травлению в 5 %-ной соляной кислоте.
Если
электролитическая полировка стали является последней операцией, то промытые
изделия необходимо
подвергнуть 15-20-мин
обработке в 10 %-ном растворе едкого натра при 60-70 °С, что заметно влияет на
повышение коррозионной стойкости.
Электролитическая полировка
стали является хорошей подготовкой поверхности перед функциональным
хромированием.
Для деталей из меди и латуни
наиболее простым электролитом полирования является раствор орто-. фосфорной
кислоты плотностью 1,6-1,65 г/см3. Рабочая температура электролита
должна находиться в пределах 20-30 °С. При повышении температуры сверх
указанной может иметь место растравливание поверхности, вследствие чего ванны
для электрополирования снабжают охлаждающим устройством. Анодная плотность
Анодная плотность
тока может быть от 5-10 до 30-50 А/дм2 с применением медных листов в
качестве катодов. Продолжительность процесса зависит от состояния поверхности и
колеблется от 5-6 мин для шлифованных деталей до 2-3 мин для штампованных
деталей из листового проката. Электролит требует предварительной проработки на
бракованных деталях. При эксплуатации электролита следует соблюдать общие
правила: в качестве материала подвесок применять медь или алюминий; полировать
одновременно только детали одного наименования и изготовленные из металла одной
марки; при больших количествах полируемых деталей производить очистку медных
катодов жесткой щеткой в промывной ванне.
Нормальная
эксплуатация электролита начинается после накопления в нем меди не менее 3-5
г/л, для чего требуется его проработка в течение 3-4 ч, а при повышении
содержания меди до 30 г/л электролит становится непригодным.
Для электрбполирования латуни и томпака используют
плотность тока от 5 до 15 А/дм2 с выдержкой 1-3 мин. После промывки
После промывки
в холодной проточной воде детали пассивируют в течение 1-2 мин в растворе, содержащем
80-100 г/л хромового ангидрида и 1-2 г/л серной кислоты, при комнатной
температуре.
Для полирования меди и ее сплавов также используется
следующий электролит: 1000 мл воды, 10 г серной кислоты концентрированной,
12,5 г уксусной кислоты, 12,5 г хромового ангидрида, 37,5 гдвухромово-кислого
натрия.
Рабочая температура электролита 60-75 °С, плотность
тока 25-50 А/дм2. Катоды из нержавеющей стали или титана,
кратковременно можно использовать свинцовые или железные катоды.
Высокой производительностью отличается электролит с
добавкой триэтаноламина, применяющийся для меди, латуни и особенно для
кремнистых и бериллие-вых бронз и имеющий состав: ортофосфорная кислота — 1200
г/л, триэтаноламин — 50 мл/л.
Процесс ведут при температуре 20-30 °С с анодной
плотностью тока от 15 до 50 А/дм2 с применением катодов из
нержавеющей стали, на которых металлическая медь осаждается в виде плотного
слоя.
Для
устойчивости электрического режима и сокращения продолжительности полирования в
электролит часто добавляют хромовый ангидрид. Электролит, пригодный для
полировки меди, латуни и гальванических медных покрытий, содержит следующие
компоненты, г/л: ортофосфорная кислота — 850-900; хромовый ангидрид—120.
Плотность электролита 1,60-1,62 г/см3, анодная плотность тока 30-50
А/дм2. Процесс ведется при температуре 20-40 °С с выдержкой 0,5-2 мин.
Электролит
требует проработки при температуре до 40 °С и плотности тока до 50 Адм после чего производят полирование при
более низких режимах. Катодами служат свинцовые пластины. Скорость растворения
металла при плотности тока 40 А/дм составляет 2-3 мкм/мин.
Для
электролитической полировки алюминия применяют кислые и щелочные ванны. Лучший
блеск получают в кислых ваннах, подобных ванне для полировки стали.Кислая
ванна имеет состав, г/л: фосфорная кислота (плотность 1,7) — 400-500, серная
кислота (плотность 1,84) — 350-400, хромовый ангидрид — 50-60. Состав щелочной
Состав щелочной
ванны, г/л: тринатрийфосфат — 320-350, углекислый натрий (сода) — 230-250.
При
использовании кислой ванны требуется очень высокая плотность тока (25-50 А/дм и температура 65-75 °С. Время полировки
5-10 мин. Стечением времени в ванне накапливается трехвалентный хром, снижающий
проводимость и повышающий вязкость ванны, но не влияющий так отрицательно на
протекание процесса, как при полировании стали. В результате анодного растворения
изделий во время полировки ванна постепенно загрязняется алюминием, допустимая
концентрация которого 30-35 г/л. Для дальнейшей эксплуатации необходима замена
ванны наполовину свежим раствором. Рабочая плотность ванны должна сохраняться в
пределах 1,65-1,70. Очень большая плотность ванны приводит к образованию белых
пятен на поверхности изделий. В этом случае доливают воду, снижая таким
образом плотность до 1,65 и нагревают ванну до 85 °С в течение 2 ч.
Щелочная
ванна не дает такого большого блеска, как кислая, но состоит из простых
компонентов. Рабочая
Рабочая
температура ванны достигает80-85 0 С,
плотность тока 2-6
А/дм2, время обработки 10-20 мин. Изделия погружают в ванну и
после 30 с выдержки включают ток. После 20 минут полировки изделие теряет слой
— 5 мкм. Радужный слой с поверхности полированных изделий удаляют в водном
растворе, содержащем 55 см3 фосфорной кислоты и 30 г хромового ангидрида
в 1 л. Обработка длится — 3 мин при 60
°С. Вместо вышеуказанного раствора можно применить 10%-ную азотную кислоту.В
качестве добавки, улучшающей работу щелочных ванн для полировки алюминия, применяют
алюмока-лиевые квасцы (- 15 г/л), чем также снижают концентрацию
тринатрийфосфата.
По
мере эксплуатации в щелочных ваннах накапливается алюминий, легко удаляемый
при декантации раствора, так как соединения алюминия осаждаются на дне ванны.
Катодами в щелочных ваннах служат стальные листы. Для экстраполирования изделий из титана и его сплавов применяется электролит,
имеющий следующий состав, массовая доля, %: этиленгликоль — 87-90, фтористый аммоний — 4-5, фтористоводородная кислота — 2-3, вода — 2-3.
Процесс
полирования ведут при температуре 50-70 °С
и плотности тока 20-25 А/дм.
Химическая полировка
Реагенты второй группы разрушают непосредственно кремнекислородный каркас. При этом полностью удаляются поверхностные слои стекла, скорость травления постоянна, толщина растворённого слоя пропорциональна времени действия раствора. Протекает следующая реакция:
Образуются стабильные анионы типа , , и соответствующие растворимые силикаты щелочных металлов.
Действие растворов щелочей на стекло усиливается в ряду:
NH4OH – LiOH – NaOH – KOH.
Для основных гидрооксидов скорость растворения возрастает в ряду:
Ca(OH)2 – Sr(OH)2 – Ва(ОН)2.
Карбонаты соответствующих металлов действуют сильнее, чем щёлочи.
Na2CO3 действует сильнее, чем NaOH;
K2CO3 действует сильнее, чем KOH.
Устойчивость стекла к реагентам второй группы определяют по потери массы на 100 см2 поверхности образца при кипячении в 2Н растворе NaOH или в смеси 0,5Н раствора NaOH и 0,5Н раствора Na2CO3. Выделяют три класса стёкол (табл. 4.7).
Таблица 4.7
Классы устойчивости стёкол к реагентам второй группы
| Класс | |||
| Δm, | 0–75 | 75–150 | >150 |
Состав стёкол мало влияет на щёлочеустойчивость. Однако в целом кварцевое стекло более устойчивое по сравнению с многокомпонентными стёклами. Повышают стойкость оксиды циркония, олова, лантана. Растворы фосфатов разрушают силикатное стекло значительно сильнее щелочей.
Растворы фосфатов разрушают силикатное стекло значительно сильнее щелочей.
Химическая устойчивость силикатных стёкол к реагентам второй группы примерно в 100 раз ниже, чем к реагентам первой группы (1,5 мг и 150 мг – максимальные значения потери массы). Под действие реагентов второй группы поверхность стекла становится матовой, а прозрачность уменьшается.
Действие плавиковой кислоты сводится к реакции:
Сущность химической полировки основана на разрушающем действии на стекло плавиковой кислоты. В производстве сортовых хрустальных изделий химическая полировка применяется для полирования рисунков алмазной резьбы, имеющих после гранения шлифованный вид. Химическая полировка стекла протекает при взаимодействии стекла со смесью плавиковой и серной кислот, из которых преобладающее влияние имеет плавиковая кислота. Вступая в реакцию со стеклом, она образует газообразный фтористый кремний и фториды металлов по следующей схеме:
SiO2 + 4HF → SiF4↑ + 2H2O;
SiF4 + 2HF → H2SiF6.
При этом разрушается кремнекислородная основа стекла, и оксиды металлов, входящие в состав стекла, легче вступают в реакцию с образованной кремнефтористоводородной кислотой:
К2О + H2SiF6 → К2SiF6↓ + Н2О;
СаО + H2SiF6 → Са2SiF6↓ + Н2О.
При химической полировке за счёт протекания этих и других реакций наблюдается растворение микронеровностей стекла, что приводит к получению прозрачной, блестящей поверхности изделий.
При химическом матировании к смеси плавиковой и серной кислот добавляют вещества, которые ограничивают растворение образующихся на поверхности стекла при травлении малорастворимых фторидов и фторосиликатов. Для матирования применяют фтористые или сернокислые соли щелочных металлов. На практике лучше всего оправдали себя кислые фториды аммония и калия. Грубая матовость получается при добавлении соли аммония, тонкая матовость – соли натрия. Рекомендуется следующее соотношение компонентов (по массе): 2 HF: К2СО3:6Н2О.
На практике лучше всего оправдали себя кислые фториды аммония и калия. Грубая матовость получается при добавлении соли аммония, тонкая матовость – соли натрия. Рекомендуется следующее соотношение компонентов (по массе): 2 HF: К2СО3:6Н2О.
4.9. Механические свойства стёкол
Упругость стекла
Упругостью называется свойство твердого тела восстанавливать свою первоначальную форму после прекращения действия силы. Модуль нормальной упругости Е (модуль Юнга) определяет величину напряжений при деформировании тела (растяжении, сжатии). Удлинение Δl стержня длиной l c поперечным сечением S прямо пропорционально нагрузке Р и обратно пропорционально модулю упругости (в пределах применимости закона Гука).
; ; .
Чем выше модуль упругости, тем больше требуется нагрузка для достижения заданной деформации. Модуль сдвига G равен отношению касательного напряжения к углу сдвига и в пределах применимости закона Гука также является величиной постоянной. Модуль нормальной упругости Е связан с модулем сдвига G соотношением:
Модуль сдвига G равен отношению касательного напряжения к углу сдвига и в пределах применимости закона Гука также является величиной постоянной. Модуль нормальной упругости Е связан с модулем сдвига G соотношением:
Е = 2G∙(1 + μ),
где μ – коэффициент Пуассона, равный отношению сужения стержня ΔS/S к его удлинению Δl/l.
Через Е и μ рассчитывается напряжение в двухслойных стеклах, спаях стекла с металлом, керамикой и другими материалами. Чем больше Е, тем меньше шансов у образца стекла выдержать деформацию при растяжении. Высокий модуль придает конструкции жесткость.
Внутреннее трение
Внутреннее трение определяет способность тела поглощать механические колебания. Затухание колебаний зависит от состава стекла, температуры, частоты колебаний, наличия напряжений и микронеоднородностей в стекле.
Внутреннее трение твердого силикатного стекла обусловлено собственными колебаниями Si–O каркаса и тех или иных структурных элементов и ионов между положениями равновесия.
Мерой внутреннего трения при низких частотах (0,1 – 100 гц) служит величина
,
где N – число колебаний маятника (нить из стекла) за время которых начальная амплитуда Ао уменьшается за амплитуды Аn. Параметр Ө — логарифмический декремент затухания колебаний.
В мегагерцевом диапазоне частот при длине волны λ о величине Q-1 судят по коэффициенту поглощения ультразвуковых волн α:
.
Внутреннее трение учитывается, прежде всего, при использовании стекла, как передающей упругой среды в ультразвуковой технике.
Прочность стекла.
Различают теоретическую и техническую прочность. Теоретическая прочность определяется прочностью связей между атомами в стекле. Техническая прочность лимитируется поверхностными и объемными дефектами стекла. Наибольшее влияние на техническую прочность оказывают поверхностные микротрещины. В зависимости от вида действующей нагрузки различают пределы прочности при растяжении, сжатии, изгибе, кручении, ударе.
В зависимости от вида действующей нагрузки различают пределы прочности при растяжении, сжатии, изгибе, кручении, ударе.
Прочность при растяжении. Исходя из работы, которая необходима для образования двух новых поверхностей при появлении микротрещины, Орован получил для теоретической прочности следующее выражение:
,
где σ – поверхностное натяжение при комнатной температуре;
Е – модуль упругости;
а – расстояние между атомами.
Оценка значения Ртеор по этому уравнению для кварцевого стекла при а = 3,6 ∙ 10-10 м, σ = 500 мН/м, Е = 73200 МПа составляет примерно 10000 МПа. Для листового стекла Ртеор = 7200 МПа. Техническая прочность силикатных стекол составляет 30-120 МПа. Как видно, техническая прочность стекла примерно на 2 порядка величины меньше теоретической.
Такое большое различие между теоретической и практической прочностью стёкол, согласно теории Гриффитса, объясняется наличием на их поверхности и в объёме микротрещин, посторонних включений и других дефектов. Они имеются во всех стёклах и являются концентраторами напряжений.
Они имеются во всех стёклах и являются концентраторами напряжений.
Прочность стекла в сильной мере зависит от размера образца. Это видно из приведенных ниже данных для прочности нитей разного диаметра из кварцевого стекла (табл. 4.8).
Таблица 4.8
Изменение прочности стеклянной нити с её диаметром
| Диаметр нити, мкм | ||||||
| Прочность на разрыв, МПа |
Упрочнение стекловолокна с уменьшением диаметра нити связано с уменьшением площади поперечного сечения уравнением Вейбулла:
.
Эффект высокой прочности стеклянных волокон по сравнению с прочностью массивного образца обусловлен более изотропной структурой стекловолокна и высокой скоростью их охлаждения, что предотвращает образование опасных микродефектов и микротрещин на поверхности волокон в процессе их формирования.
Удельная прочность гораздо сильнее зависит от размеров сечения образца, состояния поверхности, режима термообработки, чем от состава. Например, прочность массивного кварцевого стекла на разрыв равна 8 кг/мм2 (1 кг/мм2 = 10 МПа), прочность свежетянутых нитей кварцевого стекла намного выше и возрастает с уменьшением диаметра. При диаметре 5-10 мкм прочность кварцевых нитей доходит до 590 кг/мм2, а после выдержке в жидком азоте – до 1800 кг/мм2.
Выдержка стекла при 100-150оС в течение часа заметно снижает прочность, что связано со скрытой кристаллизацией образцов. Начало кристаллизации нитей (волокон) сдвигается в сторону меньших температур.
Способы упрочнения листового стекла:
— травление в плавиковой кислоте;
— закалка в воздушном потоке;
— закалка в жидкости;
— закалка с последующим травлением.
Обычное листовое стекло имеет прочность на изгиб 6÷8 кг/мм2;
— после упрочнения – 50÷140 кг/мм2;
— в сухой атмосфере и при тщательном предохранении от случайных повреждений – 300 кг/мм2;
Трехстадийная обработка:
1. Жидкостная закалка в ультразвуковом поле;
2. Травление;
3. Нанесение защитных покрытий.
В результате обработки прочность возрастает до 350-450 кг/мм2;
Твёрдость стёкол
Твёрдость – это способность данного материала сопротивляться проникновению в него другого тела. В зависимости от способа проникновения различают прочность на вдавливание, абразивную твердость и др. Каждый из видов твёрдости может измеряться различными методами, причем значения твёрдости зависят от методов измерения.
Обычно измеряют микротвёрдость стекол. О микротвёрдости судят по размерам отпечатка, получаемого при вдавливании в стекло квадратной алмазной пирамидки с углом между гранями 136о под нагрузкой до 200г.
,
Р – нагрузка в граммах;
L – длина диагонали отпечатка в микронах.
Твёрдость является сложной функцией от состава и не может быть рассчитана с помощью общих для различных стёкол коэффициентов и уравнений. Рассчитанная по приведённому уравнению микротвёрдость зависит также и от времени выдержки при вдавливании.
Хрупкость стёкол
Стекло – типично хрупкое тело. Хрупкость – свойство материала разрушаться без заметной пластической деформации. Пластичность и эластичность – свойства, противоположные хрупкости. Пластичность – способность к большим необратимым деформациям. Эластичность – способность к большим обратимым деформациям.
Хрупкие тела неспособны значительно деформироваться как обратимо, так и необратимо. О хрупкости судят по ударной вязкости при изгибе. Удельная ударная вязкость αн равна работе ударного излома, отнесенная к поперечному сечению образца. Величина αн для стекол равна всего лишь 0,01–0,02 кгм/см2, тогда как для сталей в сотни раз выше (2–25 кгм/см2). Микрохрупкость определяется вместе с микротвердостью.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Гулоян Ю.А. Физико-химические основы технологии стекла. Владимир: «Транзит-ИКС», 2008. – 736 с.
2. Гулоян Ю.А. Технология стекла и стеклоизделий. Владимир: Транзит-Икс, 2003. – 480 с.
3. Горшков В.С., Савельев В.Г., Фёдоров Н.Ф. Физическая химия силикатов и других силикатных соединений. М.: Высшая школа, 1988. – 400 с.
4. «Химическая технология стекла и ситаллов», Под редакцией Н. М. Павлушкина. — М.: Стройиздат, 1983. – 432 с.
М. Павлушкина. — М.: Стройиздат, 1983. – 432 с.
5. Шульц М. М., Мазурин О. В. «Современные представления о строении стекол и их свойствах», Ленинград: Наука, 1988. – 197 с.
6. Странд З. «Стеклометаллические материалы», Москва: Стройиздат, 1988. – 254 с.
7. Петсольд А., Пешманн Г. «Эмаль и эмалирование», М.: Металлургия, 1990. – 572 с.
8. Аппен А. А. «Химия стекла», Л.: Химия, 1970. – 351 с.
9. Матвеев М. А., Матвеев Г. Н., Френкель Б. Н. «Расчеты по химии и технологии стекла», М.: Издательство литературы по строительству, 1972. – 240 с.
10. Герасимов В.В. Неорганические полимерные материалы на основе оксидов кремния и фосфора /Казанский инженерно-строительный институт, М., Стройиздат, 1993. – 296 с.
Дата добавления: 2018-11-26; просмотров: 1153; ЗАКАЗАТЬ НАПИСАНИЕ РАБОТЫ
Химическая полировка нержавеющей стали
Где в мире собрано
вопросов и ответов для финишной обработки с 1989 г.
(——)
Текущие сообщения:
<- Ред. примечание: Пожалуйста, не задавайте абстрактные
вопросы!
Пожалуйста, сообщите нам СВОЮ
ситуацию. Какая? Хм?
1 июня 2022 г.
В. Как можно химически сгладить SS?
Я стремлюсь увеличить смачиваемость поверхности нержавеющей стали.
SS7 Джамал 9
—-
Изд. примечание: когда в Риме…
Мы просим, чтобы все плакаты использовали свои настоящие имена в соответствии с традицией сайта алоха, товарищества сверстников и взаимопомощи с 1989 года. Спасибо за понимание.
май 2022 г.
А. Привет, Джамал. Электрополировка (правильно выполненная) сделает нержавеющую сталь гладкой. Однако я не уверен, что это повысит смачиваемость … Я считаю, что это в первую очередь зависит от чистоты и, во вторую очередь, от воздействия сырого металла, а не оксидов.
9
10 августа 2022 г.
A. Hi Jamal,
В этой статье используется продукт под названием «DS-9-314», состоящий из 10-30% фосфорной кислоты, 1-10% соляной кислоты, 1-10% азотной кислоты и 1-10% % запатентованных поверхностно-активных веществ — для химической полировки 316.
В статье также установлено, что электрополировка делает поверхность более гидрофильной по сравнению с пескоструйной очисткой и химической полировкой.
Ссылка на статью:
«Уменьшение шероховатости поверхности путем химической полировки компонентов из нержавеющей стали 316, изготовленных методом 3D-печати» 9
—-
Изд. примечание: Спасибо, Джулс. Мы получили доступ к статье, перейдя на сайт www.ebsco.com и сначала войдя в систему нашей публичной библиотеки, а затем выполнив поиск статьи по названию. Мы не думаем, что читатели сочтут прямую ссылку рабочей, так как она явно содержит информацию о сеансе, но статья полезна 🙂
Тесно связанные вопросы и ответы, самые старые сначала:
<- Ред. примечание: Пожалуйста, не задавайте абстрактные
примечание: Пожалуйста, не задавайте абстрактные
вопросы!
Пожалуйста, сообщите нам ВАШ 9- К сожалению, этот запрос предложения устарел
Просмотреть текущие запросы предложений
—-
Изд. примечание: как всегда, уважаемые читатели, технические ответы в публичных и коммерческих ответах в частном порядке, пожалуйста (а? почему?)
ASM Metals Handbook Vol. 5: «Инженерия поверхности»
из Abe Books
или
Партнерская ссылка
(ваши покупки делают возможным использование Finishing.com)
А. Привет, ребята. Справочник ASM по металлам, Vol. 5 упоминается, что доступны запатентованные продукты для химической полировки и что, как правило, «они основаны на комбинациях фосфорной кислоты, азотной кислоты, серной кислоты, соляной кислоты, органических кислот и специальных стабилизаторов и поверхностно-активных веществ для обеспечения высокой степени блеска и длительного пребывания в ванне». жизнь. »
»
9- К сожалению, этот запрос предложения устарел
Просмотреть текущие запросы предложений
—-
Изд. примечание: как всегда, уважаемые читатели, технические ответы в публичных сообщениях и коммерческие ответы в личных сообщениях, пожалуйста (а? почему?)
2006
— эта запись добавлена к этой теме редактором вместо создания повторяющейся темы
В. Привет.
Я ищу простой способ полировки крошечных деталей, которые невозможно отполировать механически. 9
Безэлектролитная полировка внутреннего диаметра небольшой трубки из нержавеющей стали
2007
В. Привет, ребята,
У меня есть вопрос. Я надеюсь, что пользователи этого форума помогут мне ответить.
Я хочу химически отполировать внутренний диаметр трубы из нержавеющей стали с внутренним диаметром 0,030 дюйма и длиной около 2-3 дюймов. Этот кусок трубки будет использоваться для изготовления отрезка микроволнового «волновода», поэтому я хотел бы иметь очень гладкую, чистую поверхность с хорошо известным начальным внутренним диаметром.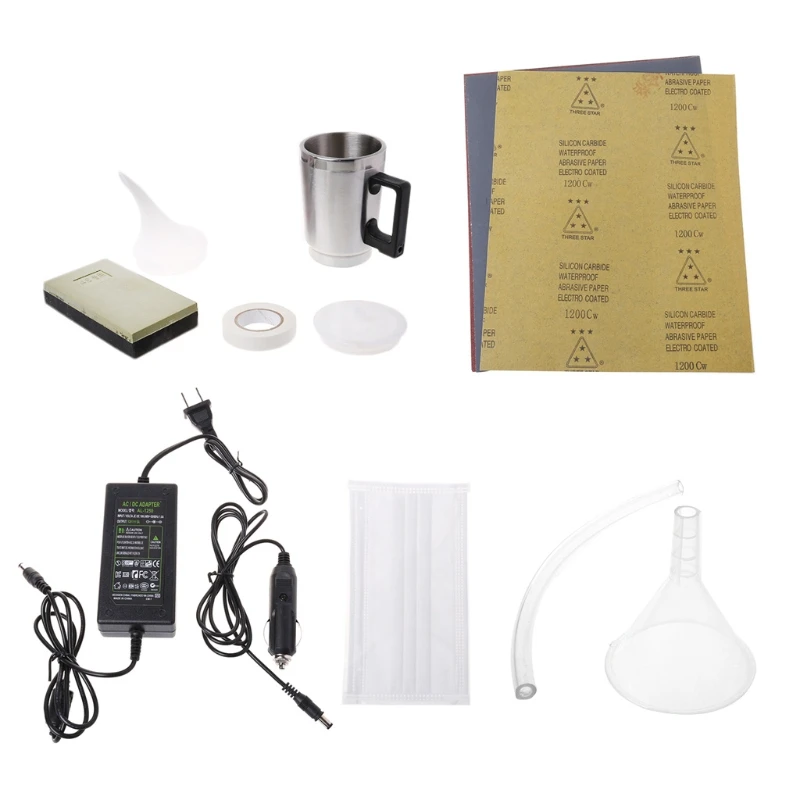
Электрополировка исключена. Мы попробовали это с плохими результатами из-за очень маленького диаметра проволоки и более сложной механики. Я также пробовал механическую полировку зубной нитью и абразивом, и, кроме того, что это было утомительно, это также не сработало.
В прошлом другие предлагали мне для начала приобрести предварительно отполированные трубки для подкожных инъекций, но для начала трудно получить небольшое количество стальных трубок с внутренним диаметром 0,030 дюйма. Мне повезло, что у меня есть то, что у меня есть.
Что я хотел бы сделать, так это найти подходящий раствор или растворы, которые можно прокачивать через трубку с помощью насоса для трубок. Мне нужна настоящая химическая *полировка*, которая удалит неровности поверхности в дополнение к накипи, ржавчине и мусору внутри трубы.
Я знаю, что есть некоторые компании, которые этим занимаются, но, как правило, им не нужны небольшие количества материала, и было бы гораздо удобнее делать это самостоятельно, поскольку у нас есть достаточно оборудованная химическая лаборатория. Кроме того, во многих коммерческих местах используются запатентованные химические вещества, поэтому невозможно будет точно знать, что они сделали в будущем, если мне нужно будет повторить процесс. 9
Кроме того, во многих коммерческих местах используются запатентованные химические вещества, поэтому невозможно будет точно знать, что они сделали в будущем, если мне нужно будет повторить процесс. 9
2007
В. Нет. Он предназначен как теплоизолирующий участок волновода. Прямоугольный волновод WR-3 (0,034 дюйма x 0,17 дюйма) коммерчески доступен в серебристом цвете, но не в стали. Поэтому я использую круглую трубку из нержавеющей стали в качестве замены, что уже является компромиссом. Вот почему я хотел бы максимально ограничить потери в имеющейся у меня трубке. У нас есть обширные собственные возможности гальванопластики, но это не вариант.
Я отправил образец в компанию по микрополировке нержавеющей стали в Калифорнии, и они утверждают, что у них есть технология химической полировки стали. Я еще не получил образцы обратно, но я понимаю, что их раствор для погружения является собственностью. Кто-нибудь знает, что они используют? 9
Изд. примечание: Интернет и этот сайт без регистрации слишком анонимны, чтобы мы могли публиковать информацию о составах запатентованных продуктов, Дэниел. Нет никакого способа узнать, что это не исходит, например, от недовольного бывшего сотрудника, желающего выдать свои профессиональные секреты. Но если кто-нибудь может указать нам на книгу или опубликованную статью, это было бы превосходно.
примечание: Интернет и этот сайт без регистрации слишком анонимны, чтобы мы могли публиковать информацию о составах запатентованных продуктов, Дэниел. Нет никакого способа узнать, что это не исходит, например, от недовольного бывшего сотрудника, желающего выдать свои профессиональные секреты. Но если кто-нибудь может указать нам на книгу или опубликованную статью, это было бы превосходно.
2 марта 2011 г.
В. Было ли решение этой проблемы? На самом деле у меня очень похожая проблема, когда я пытаюсь получить зеркальное покрытие на внутреннем диаметре 1 мм в Hastelloy. Я даже не уверен, что химическая полировка будет работать из-за коррозионной стойкости материала, но я готов попробовать. 9
Цель химической полировки нержавеющей стали
2003
— эта запись добавлена к этой теме редактором вместо создания повторяющейся темы
В. Это общий вопрос: использование химической полировальной пасты только ускоряет процесс достижения определенной чистоты поверхности нержавеющей стали, или это действительно необходимо для достижения такой чистоты? Кроме того, может ли химический полировальный состав проникнуть в металл?
Это общий вопрос: использование химической полировальной пасты только ускоряет процесс достижения определенной чистоты поверхности нержавеющей стали, или это действительно необходимо для достижения такой чистоты? Кроме того, может ли химический полировальный состав проникнуть в металл?
9
2003
А. Привет, Майкл.
Очевидная проблема заключается в том, что такой сокращенный термин, как «химическая полировка», может означать одно для одного человека и совсем другое для другого. В обсуждениях на этой странице до вашего, люди, похоже, имели в виду химикаты, которые будут полировать нержавеющую сталь, растворяя металл без какого-либо механического истирания; тогда как для вас «химический полировальный состав» означает что-то, добавленное к полировальному составу в дополнение к абразивам.
Что на самом деле происходит при механической полировке и полировке, так это то, что частицы абразива отрывают металл. Если абразивные частицы большие, они отрывают большие куски металла, оставляя шероховатую поверхность. Если абразивные частицы маленькие, куски, которые они отрывают, маленькие, оставляя более гладкую поверхность, но полировка грубого предмета до гладкой поверхности с помощью мелкозернистого состава может занять вечность — это все равно, что пытаться раскопать фундамент для здания. с чайной ложкой.
Если абразивные частицы маленькие, куски, которые они отрывают, маленькие, оставляя более гладкую поверхность, но полировка грубого предмета до гладкой поверхности с помощью мелкозернистого состава может занять вечность — это все равно, что пытаться раскопать фундамент для здания. с чайной ложкой.
Итак, обычно требуется несколько курсов полировки/полировки, начиная с агрессивных составов с крупными абразивными частицами и заканчивая очень мелкими составами. Насколько мне известно, к полировальному составу не добавляется никаких химикатов, помогающих получить гладкую поверхность с помощью грубого абразива или помогающих получить сверхбыструю резку с помощью мелкого абразива.
Что касается заделки, то механически отполированная поверхность всегда выглядит как вспаханное поле — вопрос только в том, какое увеличение нужно, чтобы увидеть борозды. Химическая полировка или электрополировка пытаются растворить некоторое количество металла с поверхности, пытаясь предложить больше отделки «океанских волн», чем отделки «вспаханного поля». По этой причине электрополировка часто применяется для критически важных поверхностей, таких как фармацевтическое упаковочное оборудование и оборудование для молочной промышленности. Удачи. 9
По этой причине электрополировка часто применяется для критически важных поверхностей, таких как фармацевтическое упаковочное оборудование и оборудование для молочной промышленности. Удачи. 9
Необходимы неопасные и нетоксичные продукты для полировки нержавеющей стали
2000
В. Мы ищем химикат или продукт, который может очистить и придать блеск нержавеющей стали. Например, в хлебопекарной промышленности машины SS чернеют, их нужно чистить и полировать. Кухонное оборудование, а также домашняя посуда (тарелки, чайники и т. д.) обычно СС. После использования иногда они тускнеют, поэтому мы ищем такие продукты, которые могут сиять этими продуктами SS. Но он должен быть НЕОПАСНЫМ, НЕтоксичным. 9
А. Привет Бикаш. Я не думаю, что вы ищете средство для химической полировки, а средство для полировки или полировки, которое можно использовать с механической чисткой. Нержавеющая сталь предназначена для надежной защиты от воздействия обычных неопасных и нетоксичных продуктов, поэтому вы, вероятно, не найдете безвредного химического вещества, в которое можно было бы просто окунуть нержавеющую сталь, чтобы довести ее до блеска. .. пекарни, чем установка линии электрополировки или автоматической линии полировки и полировки. Удачи.
.. пекарни, чем установка линии электрополировки или автоматической линии полировки и полировки. Удачи.
Привет, Абхишек. Обычно нам трудно предложить помощь, отвечая на абстрактные вопросы. Если вы расскажете нам о своей ситуации, мы, вероятно, сможем дать какой-то конкретный совет, но «общее» предложение о полировке посуды из нержавеющей стали заполняет целые книги и даже целые библиотечные полки. Все, что мы можем сказать в заключение, это то, что как механическая полировка и полировка, так и электрополировка, как правило, являются жизнеспособными подходами к зеркальной отделке, а химическая обработка — нет.
С уважением, 9
10 апреля 2018 г.
A. Muthu,
См. также предыдущее обсуждение на этой странице, но обычно химикаты сами по себе не полируют, а травят.
Конечно, можно протравить/протравить поверхность нержавеющей стали до однородного состояния, но это не будет «полированной» поверхностью в соответствии с обычным определением слова «полированная», что означает «более гладкая, чем раньше».
19 июля 2018 г.
В. Здравствуйте:
Мне интересно узнать об основном механизме химической полировки.
Каков микроскопический механизм химической полировки? Какие химические реакции происходят, когда химическая полировка касается поверхности нержавеющей стали?
Влияет ли процесс химической полировки на внутреннюю часть зерен или область границ зерен?
Не могли бы вы сослаться на некоторую литературу, посвященную пониманию механизма химической полировки. 9
Finishing.com стал возможным благодаря …
этот текст заменяется на bannerText
Вопрос, ответ или комментарий в ЭТОЙ теме -или-
Начать НОВУЮ тему
Отказ от ответственности: с помощью этих страниц невозможно полностью диагностировать проблему отделки или опасность операции. Вся представленная информация предназначена для общего ознакомления и не является профессиональным мнением или политикой работодателя автора. Интернет в значительной степени анонимен и непроверен; некоторые имена могут быть вымышленными, а некоторые рекомендации могут быть вредными.
Интернет в значительной степени анонимен и непроверен; некоторые имена могут быть вымышленными, а некоторые рекомендации могут быть вредными.
Если вы ищете продукт или услугу, связанную с отделкой металлов, проверьте следующие каталоги:
О нас/Контакты — Политика конфиденциальности — Химическая механическая полировка
Системы химической полировки | Химическая механическая полировка | Логитек
Категории: Химическая полировка и Химическая механическая полировка, Просмотреть все
Описание
Требования к объектам
Приложения
Аксессуары и расходные материалы
Описание
Для достижения этой цели компания Logitech разработала усовершенствованные системы химической полировки для финишной обработки широкого спектра материалов. Системы CP3000 и CP4000 обеспечивают превосходную полировку поверхности с минимальным поверхностным и подповерхностным повреждением структуры кристаллической решетки.
Системы CP3000 и CP4000 обеспечивают превосходную полировку поверхности с минимальным поверхностным и подповерхностным повреждением структуры кристаллической решетки.
Система CP3000 представляет собой компактную систему, предназначенную для размещения внутри вашего существующего вытяжного шкафа. Система CP3000 может одновременно обрабатывать до 3 образцов размером 112 мм.
CP4000 — это интегрированная система удаления дыма, обеспечивающая безопасное и экономичное решение для агрессивных операций химической полировки. Эта система может обрабатывать 1 пластину размером 200 мм (8 дюймов) на опорной подложке 207 мм, 3 пластины размером 100 мм (4 дюйма) на опорной подложке 112 мм, 3 образца размером 150 мм (6 дюймов) на опорной подложке 160 мм или 9 образцов.x 75 мм (3″) образцы на опорных подложках 83 мм за один раз. (также возможны несколько образцов меньшего размера и образцы уникального размера)
Эти системы химической полировки устойчивы к химическим веществам, используемым в процессах полировки с использованием, например, бром-метанола, перекиси-щелочной кислоты или травления кислотой.
Перечень характеристик включает:
- Коррозионностойкая конструкция из полипропилена, ПВДФ и полиуретана с эпоксидным покрытием.
- Адаптируемое расположение дек для размещения образцов разного размера и геометрической формы.
- Особое внимание к аспектам безопасности и удобства оператора.
- Подходит для большинства типов агрессивных травильных агентов (например, бромметанол)
Интернет-магазин расходных материалов
Загрузить брошюру
- Минимальное повреждение поверхности
- Широкий диапазон размеров пластин, которые можно полировать, до 200 мм (8 дюймов) на CP4000
- Прочная коррозионностойкая конструкция
- Полировка полупроводниковых пластин и электрооптических кристаллов тонким травлением
- Доступны две версии: CP3000 и CP4000
Спецификация продукта:
| Системы | CP3000 | CP4000 |
| Блок питания: | 220 В, 50/60 Гц или 110 В, 50/60 Гц | 230 В, 50/60 Гц или 110 В, 50/60 Гц |
| Высота: | 660 мм (главный привод), 195 мм (блок управления) | 1040мм |
| Ширина: | 400 мм (главный привод), 500 мм (блок управления) | 1270 мм |
| Глубина: | 435 мм (главный привод), 245 мм (блок управления) | 760 мм |
| Зона доступа на рабочую площадку: | 863 мм x 406 мм | 863 мм x 406 мм |
Макс. размер выборки: размер выборки: | до 3 пластин размером 75 мм (3 дюйма) или 1 пластин размером 100 мм (4 дюйма) | 9 х 75 мм (3 дюйма) или 3 х 100 мм (4 дюйма) или 1 х 150 мм (6 дюймов) или 1 х 200 мм (8 дюймов) |
| Скорость вращения пластины: | 0-70 об/мин | 0-70 об/мин |
| Вес нетто: | 42 кг | 145 кг |
Полупроводниковые материалы используются в самых разных устройствах, таких как полевые транзисторы (MosFets, Fets), интегральные схемы (IC, MMIC, ASIC), массивы фокальной плоскости и инфракрасные детекторы.
Независимо от области применения или материала, каждая полупроводниковая пластина проходит несколько общих стадий во время производства, включая отделение пластины от кристалла, подготовку поверхности перед изготовлением и утончение устройства после изготовления с использованием методов притирки и полировки.
Logitech предоставляет комплексные системные решения, включая расходные материалы, для точного утонения этих материалов III-V, I. R. и подобные материалы.
R. и подобные материалы.
Достижения в области коммуникационных технологий привели к разработке широкого спектра оптоэлектронных и интегрированных оптических устройств для таких приложений, как; плотное мультиплексирование с разделением по длине волны (DWDM), оптические изоляторы, сигнальные процессоры и оптическая коммутация.
Logitech предлагает большой выбор адаптируемых систем для подготовки оптоэлектронных материалов, таких как; кремний, ниобат лития, танталат лития, висмуит, оксид кремния, титанат бария и подобные материалы.
Наши системы, аксессуары и расходные материалы обеспечивают бездефектную полировку лицевой и кромочной поверхностей оптоэлектронной подложки и поверхностей без царапин с соблюдением строгих и воспроизводимых допусков на размеры.
Важность оптической полировки и обработки оптических компонентов никогда не была выше в связи с непрерывным развитием рынка телекоммуникаций. Будь то производство инфракрасных и полимерных волноводов или полировка оптоволоконных кабелей.
Прецизионная конструкция и производство нашего оборудования позволяют получать максимальные результаты при резке, притирке и полировке этих оптических материалов.
Грузики и прижимные блоки Logitech для использования с системами притирки Logitech.
Полировальные суспензии Logitech были разработаны для широкого круга задач полировки в полупроводниковой и оптоэлектронной промышленности.
Салфетки для полировки Logitech Chemcloth предназначены для удовлетворения потребностей современных операций химико-механической полировки (CMP).
Идеально подходят для полировки небольших образцов горных пород, минералов, тонких срезов и металлических руд, когда требуются специальные смазочные материалы.
Logitech предлагает ряд монтажных сред для соединения полупроводниковых, оптических и геологических образцов.
Экспертные новости и взгляды, которые помогут отточить ваш передний край
АЛМАЗЫ — ЛУЧШИЙ ДРУГ ИНЖЕНЕРА
В последние годы алмаз стал не только лучшим другом девушки, но и претендентом на роль лучшего друга инженера — если технические проблемы использования его замечательных свойств можно преодолеть.
ВОЙТИ ДЛЯ ПРОСМОТРА
КОНЕЦ ЧИПА ДЛЯ КРЕМНИЯ?
Полупроводниковые интегральные схемы на основе кремния неизмеримо изменили мир за последние 50 лет. Сегодня количество используемых кремниевых чипов намного превышает количество людей, живущих в настоящее время.
ВОЙТИ ДЛЯ ПРОСМОТРА
ОПТИМАЛЬНОЕ ТРЕНИЕ ДЛЯ ОПТИМАЛЬНОЙ ПЛОСКОСТИ
Пластины, используемые для изготовления полупроводниковых микросхем для электронных устройств, имеют одну общую черту – они должны быть гладкими – супергладкими. Как правило, плоскостность пластины необходимо контролировать в пределах ±2 мкм.
БЕСПЛАТНО ДЛЯ ПРОСМОТРА
Влияние методов механической и химической полировки на шероховатость поверхности термополимеризованных и полимеризованных видимым светом акриловых базисных смол для зубных протезов
. 2014 апр; 26(2):56-62.
doi: 10. 1016/j.sdentj.2013.12.007.
1016/j.sdentj.2013.12.007.
Epub 2014 3 февраля.
Абдул Азиз Абдулла Аль-Хераиф
1
принадлежность
- 1 Департамент стоматологического здоровья, Колледж прикладных медицинских наук, Университет короля Сауда, Эр-Рияд 11541, Саудовская Аравия.
PMID:
25408597
PMCID:
PMC4229678
DOI:
10.1016/j.sdentj.2013.12.007
Бесплатная статья ЧВК
Абдул Азиз Абдулла Аль-Хераиф.
Сауди Дент Дж.
2014 Апрель
Бесплатная статья ЧВК
. 2014 апр; 26(2):56-62.
doi: 10.1016/j.sdentj.2013.12.007.
Epub 2014 3 февраля.
Автор
Абдул Азиз Абдулла Аль-Хераиф
1
принадлежность
- 1 Департамент стоматологического здоровья, Колледж прикладных медицинских наук, Университет короля Сауда, Эр-Рияд 11541, Саудовская Аравия.
PMID:
25408597
PMCID:
PMC4229678
DOI:
10.
 1016/j.sdentj.2013.12.007
1016/j.sdentj.2013.12.007
Абстрактный
Задача:
Цель данного исследования состояла в том, чтобы сравнить влияние механической полировки (MP) и химической полировки (CP) на среднюю шероховатость поверхности (Ra) термоотверждаемых (HC) и светоотверждаемых (LC) базисов протезов.
Методы:
Всего было изготовлено 120 образцов (30 × 15 × 3 мм) из одной акриловой смолы HC и одной LC. Чтобы удалить узелки и грубые неровности поверхности, все образцы были обработаны небольшим акриловым бором, установленным на токарном станке, и наждачной бумагой с зернистостью 360. Десять готовых образцов каждой акриловой смолы были случайным образом распределены по шести методам полировки: жидкость для полировки с высоким блеском Resilit (RHPL), универсальная полировальная паста, Abraso-star K50, пемза, жидкость Jet Seal или Acrypoint. МП проводили на полировальном автомате в течение 2 мин, при 50 об/мин и нагрузке 500 г. КП осуществляли путем погружения образцов ГЦ и НК в предварительно нагретый метилметакрилат до 75 ± 1 °С на 10 с. Шероховатость поверхности образцов акриловой смолы измеряли контактным профилометром. Значения Ra анализировали с помощью двустороннего дисперсионного анализа, апостериорного критерия Шеффе и парного t-критерия (p ⩽ 0,05). Отполированные и протестированные поверхности акриловой смолы оценивали с помощью сканирующей электронной микроскопии.
МП проводили на полировальном автомате в течение 2 мин, при 50 об/мин и нагрузке 500 г. КП осуществляли путем погружения образцов ГЦ и НК в предварительно нагретый метилметакрилат до 75 ± 1 °С на 10 с. Шероховатость поверхности образцов акриловой смолы измеряли контактным профилометром. Значения Ra анализировали с помощью двустороннего дисперсионного анализа, апостериорного критерия Шеффе и парного t-критерия (p ⩽ 0,05). Отполированные и протестированные поверхности акриловой смолы оценивали с помощью сканирующей электронной микроскопии.
Полученные результаты:
MP был более эффективен, чем CP. Наиболее гладкая поверхность была получена при использовании RHPL на акриловой смоле LC (0,05 ± 0,01 мкм) или HC (0,07 ± 0,01 мкм). Двухсторонний ANOVA показал статистически значимую разницу между MP и CP.
Выводы:
MP произвел самую гладкую поверхность акриловой пластмассы базы зубного протеза. На средние значения шероховатости поверхности после МП и КП тип акриловой смолы не влиял.
На средние значения шероховатости поверхности после МП и КП тип акриловой смолы не влиял.
Ключевые слова:
Акриловая смола; Химическая полировка; Контактный профилометр; механическая полировка; Шероховатость поверхности.
Цифры
Рисунок 1
СЭМ-изображение термоотверждаемого образца…
Рисунок 1
СЭМ-изображение термоотверждаемого образца после полировки с использованием полировальной жидкости Resilit с высоким блеском.
фигура 1
СЭМ-изображение термоотверждаемого образца после полировки с использованием высокоглянцевой полировальной жидкости Resilit.
Рисунок 2
СЭМ-изображение термоотверждаемого образца…
Рисунок 2
СЭМ-изображение термоотверждаемого образца после полировки универсальной полировочной пастой.
фигура 2
СЭМ-изображение термоотверждаемого образца после полировки универсальной полировочной пастой.
Рисунок 3
СЭМ-изображение термоотверждаемого образца…
Рисунок 3
СЭМ-изображение термоотверждаемого образца после полировки с помощью Abraso star K50.
Рисунок 3
СЭМ-изображение термоотверждаемого образца после полировки с помощью Abraso star K50.
Рисунок 4
СЭМ-изображение термоотверждаемого образца…
Рисунок 4
СЭМ-изображение термоотверждаемого образца после полировки пемзой.
Рисунок 4
СЭМ-изображение термоотверждаемого образца после полировки пемзой.
Рисунок 5
СЭМ-изображение термоотверждаемого образца…
Рисунок 5
СЭМ-изображение термоотверждаемого образца после полировки с помощью акрипойнта.
Рисунок 5
СЭМ-изображение термоотверждаемого образца после полировки с помощью акрипойнта.
Рисунок 6
СЭМ-изображение термоотверждаемого образца…
Рисунок 6
СЭМ-изображение термоотверждаемого образца после полировки с помощью Jet Seal Liquid.
Рисунок 6
СЭМ-изображение термоотверждаемого образца после полировки с помощью Jet Seal Liquid.
Рисунок 7
СЭМ-изображение видимого света…
Рисунок 7
СЭМ-изображение образца, отвержденного видимым светом, после полировки с использованием Resilit high lush…
Рисунок 7
СЭМ-изображение образца, отвержденного видимым светом, после полировки с использованием высокоглянцевой полировальной жидкости Resilit.
Рисунок 8
СЭМ-изображение видимого света…
Рисунок 8
СЭМ-изображение образца, отвержденного видимым светом, после полировки универсальной полировочной пастой.
Рисунок 8
СЭМ-изображение образца, отвержденного видимым светом, после полировки универсальной полировочной пастой.
Рисунок 9
СЭМ-изображение видимого света…
Рисунок 9
СЭМ-изображение образца, отвержденного видимым светом, после полировки с помощью Abraso star K50.
Рисунок 9
СЭМ-изображение образца, отвержденного видимым светом, после полировки с использованием Abraso star K50.
Рисунок 10
СЭМ-изображение видимого света…
Рисунок 10
СЭМ-изображение образца, отвержденного видимым светом, после полировки пемзой.
Рисунок 10
СЭМ-изображение образца, отвержденного видимым светом, после полировки пемзой.
Рисунок 11
СЭМ-изображение видимого света…
Рисунок 11
СЭМ-изображение образца, отвержденного видимым светом, после полировки с помощью акрипойнта.
Рисунок 11
СЭМ-изображение образца, отвержденного видимым светом, после полировки с помощью акрипойнта.
Рисунок 12
СЭМ-изображение видимого света…
Рисунок 12
СЭМ-изображение образца, отвержденного видимым светом, после полировки с помощью жидкости Jet Seal Liquid.
Рисунок 12
СЭМ-изображение образца, отвержденного видимым светом, после полировки с помощью Jet Seal Liquid.
См. это изображение и информацию об авторских правах в PMC
Похожие статьи
Влияние методов механической и химической полировки на шероховатость поверхности акриловых смол базиса зубных протезов.
Аль-Рифаи MQ.
Аль-Рифаи MQ.
Саудовская Дент Дж. 2010 Январь; 22 (1): 13-7. doi: 10.1016/j.sdentj.2009.12.006. Epub 2009 24 декабря.
Саудовская Дент Дж. 2010.PMID: 23960474
Бесплатная статья ЧВК.Влияние методов полировки на шероховатость поверхности акриловых базисов протезов.
Кухар М.
 , Фундук Н.
, Фундук Н.
Кухар М. и др.
Джей Простет Дент. 2005 г., январь; 93 (1): 76–85. doi: 10.1016/j.prosdent.2004.10.002.
Джей Простет Дент. 2005.PMID: 15624002
Влияние двух полировальных паст на шероховатость поверхности бисакрилового композита и смол на основе метакрилата.
Сен Д., Гёллер Г., Ишсевер Х.
Сен Д. и др.
Джей Простет Дент. 2002 г., ноябрь; 88 (5): 527–32. doi: 10.1067/mpr.2002.129335.
Джей Простет Дент. 2002.PMID: 12474004
Оценка шероховатости поверхности трех термоотверждаемых акриловых базисных смол для протезов с использованием различных традиционных методов полировки на токарном станке: сравнительное исследование.
Рао, округ Колумбия, Калавати Н., Мохаммад Х.С., Харипрасад А., Кумар Ч.
 Р.
Р.
Рао Д.К. и др.
J Индийский протез Soc. 2015 г., октябрь-декабрь; 15(4):374-80. дои: 10.4103/0972-4052.164910.
J Индийский протез Soc. 2015.PMID: 26929542
Бесплатная статья ЧВК.Влияние методов полировки на предварительно полимеризованные базисы протезов из акриловой пластмассы CAD\CAM.
Аламмари МР.
Аламмари МР.
Электронный врач. 2017 25 октября; 9 (10): 5452-5458. дои: 10.19082/5452. Электронная коллекция 2017 Окт.
Электронный врач. 2017.PMID: 29238483
Бесплатная статья ЧВК.
Посмотреть все похожие статьи
Цитируется
Исследование влияния одного и того же протокола полировки на шероховатость поверхности акриловых смол основы зубного протеза.
Кесада М.
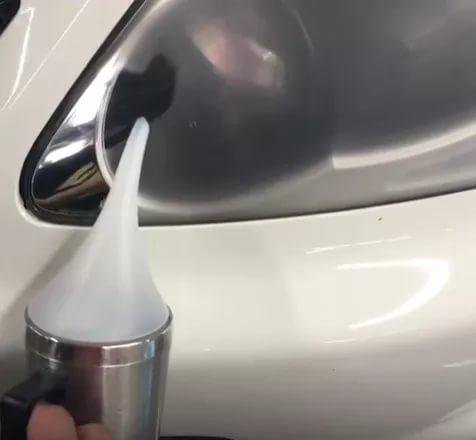 М., Сальгадо Х., Коррейя А., Фернандес С., Фонсека П.
М., Сальгадо Х., Коррейя А., Фернандес С., Фонсека П.
Кесада М.М. и др.
Биомедицины. 2022 14 августа; 10 (8): 1971. doi: 10.3390/biomedics10081971.
Биомедицины. 2022.PMID: 36009518
Бесплатная статья ЧВК.Новая полировальная паста (раковины моллюска) для полиметилметакрилата.
Герра Н., Менесес Э., Кабальеро-Гарсия С., Майта-Товалино Ф.
Герра Н. и соавт.
Инт Дж. Дент. 2021 3 июля; 2021:5511797. дои: 10.1155/2021/5511797. Электронная коллекция 2021.
Инт Дж. Дент. 2021.PMID: 34306082
Бесплатная статья ЧВК.Коррозионные характеристики прокатного масла на прокатанной медной фольге.
Ся Л., Ли И., Чжао С., Сюн С., Цзян З.
Ся Л. и др.
Материалы (Базель). 2020 3 ноября; 13 (21): 4933. дои: 10.3390/ma13214933.
дои: 10.3390/ma13214933.
Материалы (Базель). 2020.PMID: 33153025
Бесплатная статья ЧВК.Влияние нового циклоалифатического сомономера на шероховатость и твердость поверхности термоотверждаемой базисной смолы для зубных протезов.
Аджай Р., Сума К., Ракшаган В., Амбедкар Э., Лалитаманохари В., Шриварун М.
Аджай Р. и др.
Дж. Фарм Биологически активная наука. 2020 августа; 12 (Приложение 1): S67-S72. doi: 10.4103/jpbs.JPBS_20_20. Epub 2020 28 августа.
Дж. Фарм Биологически активная наука. 2020.PMID: 33149433
Бесплатная статья ЧВК.Влияние кислых напитков на шероховатость поверхности и стабильность цвета искусственных зубов и акриловой пластмассы.
Битенкур С.Б., Катанозе И.А., да Силва Э.В.Ф., Дос Сантос Р.
 Х., Дос Сантос Д.М., Турсио КХЛ, Гуйотти А.М.
Х., Дос Сантос Д.М., Турсио КХЛ, Гуйотти А.М.
Битенкур С.Б. и соавт.
J Adv Prosthodont. 2020 апр;12(2):55-60. doi: 10.4047/jap.2020.12.2.55. Epub 2020 22 апр.
J Adv Prosthodont. 2020.PMID: 32377317
Бесплатная статья ЧВК.
Просмотреть все статьи «Цитируется по»
Сравнение различных типов полировки поверхностей
Традиционная обработка металлических поверхностей — это процесс использования абразивной пасты, шерстяных беретов и полировальных губок для финишной обработки поверхности металлической детали или компонента после ее механической обработки. Целью полировки является удаление царапин, зазубрин и других дефектов поверхности, возникших в процессе механической обработки, а также улучшение блеска и внешнего вида поверхности.
Однако полировка металлических деталей служит не только эстетической цели. Многие металлические поверхности со временем тускнеют, как правило, в результате воздействия кислорода, высоких температур и использования. Отражающая поверхность, полученная в результате полировки металла, не только улучшает внешний вид детали, но и помогает предотвратить загрязнение, вызванное коррозией, окислением и другими формами ухудшения качества.
Отражающая поверхность, полученная в результате полировки металла, не только улучшает внешний вид детали, но и помогает предотвратить загрязнение, вызванное коррозией, окислением и другими формами ухудшения качества.
В настоящее время используются три основных типа полировки металлов — механическая, химическая и электрополировка, и каждый из них имеет свои преимущества и недостатки, которые необходимо учитывать. Если вы не уверены в различиях между этими тремя методами отделки металлических поверхностей или в том, какой из них лучше всего подходит для вашего проекта, эта статья поможет вам.
механическая полировка
Процесс механической полировки включает использование физических инструментов и абразивов для удаления шлифовальных линий, царапин, ямок и других дефектов с поверхности металла. Обычно используемые материалы включают абразивные материалы, плоские колеса, наждачную бумагу, шерстяные береты, полировальные губки и многое другое. Для сверхточной полировки могут понадобиться поворотные столы, способные вращаться с высокой скоростью, и другие специализированные вспомогательные инструменты. Иногда производители используют механическую полировку в качестве предварительного шага перед электрополировкой.
Иногда производители используют механическую полировку в качестве предварительного шага перед электрополировкой.
Хотя механическая полировка является точной и обеспечивает высококачественную отделку поверхности, это специализированный процесс, требующий квалифицированного и знающего специалиста для достижения наилучших результатов.
Химическая полировка
В отличие от механической полировки, химическая полировка обеспечивает гладкую поверхность путем погружения заготовки в химический раствор, растворяющий поверхностные слои металла. Этот процесс сглаживает и полирует микрошероховатости на поверхности заготовки, оставляя после себя зеркальное покрытие без заусенцев, паровых пятен и микроскопических частиц. Химическая полировка приводит к образованию пассивирующих слоев, а это означает, что металл настолько свободен от мусора и выпуклых поверхностных дефектов, что его можно считать свободным от трения.
Электрополировка
Процесс электрополировки похож на химическую полировку в том смысле, что деталь или компонент погружают в химический раствор. Ключевое отличие заключается в том, что при электрополировке на поверхность заготовки подается электрический ток, который растворяет ионы металла в электролитической среде. Добавление электрического тока позволяет лучше контролировать количество удаляемого поверхностного металла, которое может составлять всего микроны материала.
Ключевое отличие заключается в том, что при электрополировке на поверхность заготовки подается электрический ток, который растворяет ионы металла в электролитической среде. Добавление электрического тока позволяет лучше контролировать количество удаляемого поверхностного металла, которое может составлять всего микроны материала.
Электрополировка также идеально подходит для обработки хрупких деталей или деталей со сложной геометрией, которые трудно полировать другими способами. Этот процесс также создает пассивирующие слои на поверхности металла.
Плюсы и минусы методов обработки металлических поверхностей
Механическая полировка обеспечивает превосходную отделку поверхности с высокой яркостью и эстетичным внешним видом. Поверхности, которые были механически отполированы, также обычно легче чистить. Однако механическая полировка очень трудоемка, ее нельзя использовать для хрупких или сложных деталей, а при неправильном выполнении она может привести к непостоянному или недолговечному блеску. Механически полированные детали также более подвержены коррозии.
Химическая полировка, с другой стороны, может использоваться для полировки заготовок и компонентов сложной формы. Это высокоэффективный процесс, позволяющий одновременно полировать несколько заготовок и обычно требующий меньших вложений в специализированное оборудование.
Химическая полировка обеспечивает хорошую коррозионную стойкость, но может привести к непостоянному блеску поверхности заготовки. Раствор для химической полировки также может быть трудно нагреть до нужной температуры, его трудно отрегулировать и регенерировать, и он может выделять вредные вещества как часть процесса.
Электрохимическая полировка обеспечивает гладкий, яркий и долговечный блеск, устойчивый к коррозии и износу, а также однородную окраску всей детали. Электрохимическая полировка отличается низким уровнем загрязнения окружающей среды и низкой стоимостью, но обычно требует больших затрат на оборудование и дополнительных сложных этапов, прежде чем процесс можно будет выполнить.
Если вы пытаетесь взвесить все за и против электрополировки по сравнению с механической полировкой, следует помнить о нескольких вещах. Из-за скорости и доступности электрополировка чаще используется для быстрого прототипирования. Полированный металл, прошедший процесс электрополировки, имеет очень блестящий вид, что облегчает визуальное определение любых оставшихся дефектов поверхности. В то время как механическая полировка позволяет получить поверхность с очень высоким разрешением, она трудоемка и требует высокой квалификации операторов.
Кроме того, механически отполированные детали нельзя использовать в приложениях с высокой степенью чистоты, поскольку абразивы и другие соединения могут внедряться в материал детали, что также может негативно повлиять на механическую прочность заготовки. Физические и химические методы полировки могут привести к проникновению частиц или других загрязнений на поверхность, что ограничивает чистоту. Критерий чистоты зависит от применения, но это может быть существенным недостатком для механической и химической полировки. По этой причине в приложениях, где чистота имеет решающее значение, например, в медицинских устройствах, электрополировка часто предпочтительнее.
Приступайте к отделке металлических поверхностей
Технологии финишной обработки металлических поверхностей помогают обеспечить получение заготовок и компонентов деталей прочной, блестящей поверхности без дефектов. Механические, химические и электрохимические процессы полировки имеют разные преимущества и недостатки, поэтому очень важно, чтобы команды разработчиков выбрали правильный метод для конкретного проекта. Fast Radius предлагает обширный опыт, в том числе рекомендации и советы по выбору наилучшего покрытия для полировки металла для ваших деталей. Свяжитесь с нами сегодня чтобы начать.
Чтобы узнать больше о чистовой обработке с ЧПУ, о том, как измерить чистоту поверхности и о других возможностях чистовой обработки металла, посетите ресурсный центр Fast Radius.
Готовы создавать детали с помощью Fast Radius?
Начать предложение
Химическая механическая полировка
- Полупроводник
- Глобальная служба
- Техническая поддержка
- Технические ресурсы
- Контакт МКС
- О МКС
- Отношения с инвесторами
- Новости и СМИ
- Карьера
Химико-механическая полировка (CMP) — это метод планаризации, разработанный для полупроводниковых приложений в конце 1980-х и начале 1990-х годов. В течение этого периода количество металлических слоев резко увеличилось, и топография устройства начала проявлять особенности, препятствующие конформному осаждению и заполнению зазоров фоторезистивными, металлическими и изоляционными пленками.
Рисунок 1 . Параметры, определяющие покрытие конформной пленкой.
Определение конформного осаждения показано на рис. 1: полностью конформная пленка имеет соотношение 1:1 толщины пленки на плоских и вертикальных поверхностях; то есть Т 1 = Т 2 = Т 3 . На рис. 2(а) показано идеализированное изображение того, как конформные пленки могут заполнять промежутки между элементами, такими как металлические линии; Рисунок 2(b) показывает, как неконформные пленки могут привести к образованию пустот в изолирующих слоях.
Рисунок 2 . (а) Конформное заполнение зазора; (b) Неконформное заполнение зазора.
Эти пустоты являются электрическими слабыми местами, которые могут привести к отказу устройства. По мере того, как сложность топографии устройств увеличивалась в конце 1980-х и 1990-х годах, было разработано множество вариаций технологии CVD, которые улучшили конформные характеристики изоляционных пленок и позволили их дальнейшее использование. В конце концов, однако, увеличение количества металлических слоев и более строгая топография вынудили производителей устройств перейти к CMP в качестве метода планаризации, и в контексте изготовления полупроводниковых устройств аббревиатура CMP относится к химико-механической планаризации. На рис. 3 показаны трудности, возникающие при изготовлении сложной многоуровневой структуры металлического устройства с использованием (а) технологии непланарного осаждения по сравнению с (б) планаризацией на основе ХМП.
Рисунок 3 . Схема, показывающая (а) непланаризованные и (б) планаризованные многоуровневые металлические конструкции.
Химико-механическое выравнивание, как следует из названия, представляет собой процесс физической полировки, при котором поверхность подложки сглаживается и выравнивается за счет комбинированного воздействия химических и физических абразивных сил на поверхность. CMP сочетает в себе лучшее из обоих методов, избегая при этом ловушек. В то время как чисто абразивное шлифование поверхности вызвало бы слишком много физических повреждений, а чисто химическое травление не привело бы к сглаживанию, комбинированное действие этих двух факторов дает хорошо выровненную поверхность с минимальными повреждениями. На рис. 4 показана схема инструмента для химико-механической планаризации (изображение взято из ссылки). Инструмент состоит из вращающейся пластины, покрытой полировальной подушкой. Пластина устанавливается лицевой стороной вниз в носитель, который прижимается к подушке с помощью указанная сила.Эта сила может быть обеспечена либо с помощью определенного и регулируемого давления газа, либо с помощью механической системы противодавления.Пластина также вращается в процессе полировки.Полировальная подушка пропитана суспензией физического абразива и химического травителя, которая нагнетается на Полировка поверхности пластины происходит, когда пластина вращается вокруг своей оси и перемещается вокруг полировальной пластины, прижимаясь к ней. Во время процесса полировки выступающие точки на поверхности пластины, естественно, подвергаются большему давлению и следовательно, большее абразивное усилие.Это в сочетании с действием химического травителя обеспечивает повышенную скорость удаления материала в верхних точках по сравнению с материалом в низкие точки рельефа поверхности. Это создает эффект планаризации в процессе. Поскольку в процессе полировки выделяется тепло, а скорость травления зависит от изменения температуры, важно поддерживать постоянную температуру на границе раздела подушка/пластина во время процесса CMP. Это достигается за счет активного контроля температуры плиты.
Рисунок 4 . Схема инструмента CMP.
Химико-механическая планаризация имеет ряд преимуществ для производства полупроводниковых устройств помимо того факта, что она уменьшает грубую топографию до планаризованного состояния. CMP позволяет производителю устройства достичь глобальной планаризации всей поверхности пластины за один шаг. Этот подход можно использовать для выравнивания широкого спектра материалов, от разных металлов до различных оксидных пленок. Он может выравнивать различные материалы на одном этапе (например, металлические и изоляционные пленки). CMP необходим для единственного эффективного метода создания рисунка на меди (обработка дамаскина, см. Ниже). Вычитающая природа CMP помогает уменьшить дефекты поверхности. Наконец, этот процесс относительно безопасен для окружающей среды и не требует вредных газов, обычных для сухого травления.
Химико-механическая планаризация используется в различных приложениях планаризации при изготовлении устройств. Наиболее важными являются планаризация оксида для изоляции неглубоких траншей (STI) и обработка Damascene. Эти приложения будут описаны более подробно, чтобы предоставить практические примеры CMP.
Мелкая траншейная изоляция (STI) использует канавки, протравленные в подложке и заполненные нелегированным поликремнием CVD или диоксидом кремния CVD, в качестве электрической изоляции активных областей устройства. Он заменил использование термического оксида для локального окисления кремния (LOCOS) по причинам, связанным с тепловым балансом и локальными физическими воздействиями термического окисления кремния. На рис. 5 показана схема процесса STI. Химико-механическая полировка используется на предпоследнем и последнем этапах технологической последовательности STI. После нанесения изолирующего оксида, который заполняет изолирующие канавки, ХМП используется для выравнивания уровня оксида со слоем нитрида. На последних этапах процесса нитридный слой удаляется с последующей планаризацией оксида CVD в канавках. Технологический процесс STI был одним из факторов, позволяющих производить устройства нанометрового масштаба из-за того, что более ранние схемы изоляции LOCOS не могли быть успешно масштабированы до нанометрового режима.
Рисунок 5 . Схема процесса изоляции мелкой траншеи.
В конце 1980-х годов скорость устройства стала ограничиваться явлением, известным как RC-задержки (где R — сопротивление проводки, а C — емкость паразитных конденсаторов в структуре схемы). Передача сигнала на устройстве задерживается прямо пропорционально сопротивлению провода, по которому происходит передача, и емкости любых непреднамеренных конденсаторов, образующихся, когда два металлических провода разделены изоляционным материалом. Одним из очевидных способов уменьшить такие задержки является уменьшение R проводки. Это побудило заменить алюминий (удельное сопротивление = 2,8 x 10 -8 Ом-см) проводка медью (удельное сопротивление = 1,7 x 10 -8 Ом-см). Примечательно, что у меди есть и другие свойства, которые делают ее более предпочтительной по сравнению с алюминием, так как размеры проводов на устройстве уменьшаются (т.е. большая устойчивость к электромиграции).
Использование меди создало серьезные проблемы для производителей устройств. Медь нельзя травить с использованием обычных процессов сухого травления на основе галогенидов, поскольку продукты галогенидов меди нелетучи и, следовательно, не могут быть откачаны вакуумной системой. Это означает, что традиционная технология нанесения рисунка на металлические линии не может быть использована с медью. Кроме того, медь плохо прилипает к диэлектрическому материалу, а атомы меди очень подвижны в SiO 9 .1124 2 . Таким образом, прямое осаждение меди на изолирующие оксидные слои создавало проблемы с получением стабильных структур проводки и с точки зрения загрязнения изолирующего оксида (вызывающего повышенную утечку).
Рисунок 6 . Основной дамасский процесс.
Процесс Damascene (и Dual Damascene), впервые представленный IBM в начале 1990-х годов, представлял собой уникальную технологию аддитивной обработки, разработанную для решения проблем, связанных с переходом на медные проводники в микроэлектронных схемах. Он получил свое название от техники инкрустации металлом, разработанной в Дамаске на Ближнем Востоке. Этот процесс устраняет необходимость сухого травления меди за счет использования вместо этого химико-механической полировки, а также использует специальные барьерные слои для предотвращения диффузии меди в оксидные изолирующие слои. Первым шагом в этом процессе является формирование рисунка проводки в виде вытравленных линий в диэлектрическом слое (верхняя структура на рис. 6). Затем на диэлектрический слой наносят барьерный слой, например, из TiN, TaN или TiW, который действует как барьер между медью и изолирующим диэлектриком. На барьер наносится тонкий затравочный слой меди, как правило, с использованием методов PVD с последующим электроосаждением толстого слоя меди. Затем используется химико-механическая планаризация для удаления избытка меди, оставляя после себя только металл в протравленных линиях. Было разработано несколько сложных вариаций процесса Дамаскин, но этих простых шагов достаточно, чтобы описать основы того, как работает этот процесс.
Продукты MKS Pressure Control могут применяться в системах, которые контролируют подпорное давление, прикладываемое к держателю пластин. Контроллеры давления/потока могут использоваться с различными клапанами управления потоком газа MKS для управления давлением защитного газа на носителях пластин в инструментах CMP с давлением в диапазоне от вакуума до 100 фунтов на кв. дюйм.
Front-end Semiconductor
- Производство кремниевых пластин
- Очистка поверхности пластин
- Литография
- Осаждение тонкой пленки
- Травление
- Термическое окисление
- Диффузия атомов легирующей примеси
- Ионная имплантация
- Осмотр
Для получения дополнительной информации по таким полупроводниковым темам загрузите наш бесплатный справочник MKS Instruments Handbook: Semiconductor Devices & Process Technology
Запросить справочник
Введите свой адрес электронной почты ниже, чтобы сбросить пароль учетной записи.
Адрес электронной почты: обязательно
Успех
Удалить этот продукт из списка сравнения?
Доступность:
Идентификатор НДС имеет недопустимый формат. Он не будет сохранен вместе с заказом при отправке.
Модель:
Просмотр корзины и оформление заказа
Продолжить покупки
Модель:
Запросить цену
Продолжить покупки
Полировальные и полировальные диски | Chemical Guys
Набор пробоотборников Hex-Logic Buffing Pad (4 предмета)
Быстрая покупка
4 опции
Набор пробоотборников для полировальных кругов Hex-Logic (4 шт. )
24,99 $
$24,99
—
49,99 долларов США
49,99 долларов США
В набор Hex-Logic Buffing Pad Sampler Kit входят наши самые необходимые прокладки для выполнения работы. Выбирайте между любимыми фанатами стрижкой, полировкой и
…
шлифовальной подушечки для достижения наилучших результатов на любом лакокрасочном покрытии, а затем очищайте подушечки между проходами с помощью средства для чистки салфеток Chemical Guys Polishin Pad Cleaner, которое входит в комплект!
Комплект полирующих дисков Hex-Logic Quantum 5,5″ Best of the Best (8 шт.
)
Быстрая покупка
Hex-Logic Quantum 5,5″ Набор лучших из лучших полировальных дисков (8 шт.)
79,99 $
79,99 долларов США
110,9 долларов США9
Рекомендуемая производителем розничная цена
Набор Hex-Logic Quantum Polishing Pad Kit включает в себя все необходимое для полной полировки деталей. Традиционный размер 5,5 дюймов обеспечивает лучший баланс
…
Высокая степень охвата и сфокусированная режущая способность, а также совместимость со всеми стандартными 5-дюймовыми поворотными и двойными опорными пластинами с крючками и петлями.
Набор аппликаторов для полировки рук Hex-Logic — 3 шт. в упаковке
Быстрая покупка
Набор аппликаторов для полировки рук Hex-Logic — 3 шт. в упаковке
21,99 $
$21,99
$32,99
Рекомендованная розничная цена
В кругах Hex-Logic для рук используется та же технология, что и в проверенных временем машинных кругах Hex-Logic, что обеспечивает идеальное нанесение состава, полировки и покрытия.
…
en машинный полировщик вне уравнения.
Кондиционер для полировки и полировки
Быстрая покупка
2 размера
Полировальный и полировальный пад-кондиционер
$4,99
4,99 доллара США
—
$9,99
$9,99
Кондиционер для полировальных кругов Chemical Guys смазывает полирующие и полировальные диски, уменьшая их износ и обеспечивая превосходные результаты полировки. Сухой р
…
притирка создает избыточное тепло и трение, что снижает эффективность полировальных абразивов и преждевременно изнашивает полировальные подушечки.
Очиститель полировальных кругов из пеноматериала и шерсти
Быстрая покупка
2 размера
Очиститель полировальных кругов из пеноматериала и шерсти
4,99 $
4,99 доллара США
—
$9,99
$9,99
Очиститель полировальных кругов использует природную очищающую силу цитрусовых для мытья и омоложения всех полировальных дисков из пеноматериала, микрофибры и шерсти, гарантируя, что
…
колодки служат дольше всех и работают наилучшим образом.
Набор для чистки и ухода за накладками
Быстрая покупка
Набор для очистки и кондиционирования накладок
$29,99
29,99 долларов США
49,99 долларов США
Рекомендованная производителем розничная цена
Черная финишная подложка Hex-Logic Quantum
Быстрая покупка
2 размера
Черная шлифовальная подушка Hex-Logic Quantum
11,99 $
$11,99
—
$13,99
$13,99
Черные подушечки для финишной обработки не имеют надрезов, идеально подходят для нанесения финишного герметика и восковых слоев ровным слоем на свежеотполированные лакокрасочные покрытия.
…
в размерах 5,5”, 6,5” и 7,5”, а также в вентилируемом и невентилируемом исполнении.
Белый полировальный диск Hex-Logic Quantum Light-Medium
Быстрая покупка
2 размера
Белый полировальный круг Hex-Logic Quantum Light-Medium
11,99 $
$11,99
—
$13,99
$13,99
Полировальная подушка White Light Polishing Pad восстанавливает отражение, четкость и глубину после удаления крупных дефектов с помощью режущей подушки, поставляется в 4&rdq
. ..
uo;, размеры 5,5”, 6,5” и 7,5”, вентилируемая и невентилируемая формы.
Оранжевая режущая пластина Hex-Logic Quantum средней тяжести
Быстрая покупка
2 размера
Оранжевая режущая пластина Hex-Logic Quantum средней тяжести
11,99 $
$11,99
—
$13,99
$13,99
Orange Quantum Pad — рабочая лошадка системы Quantum. Режущая пластина среднего размера удаляет дефекты легкой и средней степени тяжести, такие как завитки, царапины, следы окисления.
…
Ионные и водные пятна для восстановления блеска, глубины и отражения окрашенных поверхностей.
Синий полировальный/финишный круг Hex-Logic Quantum
Быстрая покупка
2 размера
Синий полировальный/финишный круг Hex-Logic Quantum
11,99 $
$11,99
—
$13,99
$13,99
Подушечки Blue Glazing Pads не имеют надрезов, идеально подходят для нанесения отделочных материалов, таких как глазурь, на свежеотполированные лакокрасочные покрытия, выпускаются размером 5,5 дюйма 6.
…
Размеры 5 дюймов и 7,5 дюймов, вентилируемая и невентилируемая формы.
Зеленый полировальный круг Hex-Logic Quantum Heavy
Быстрая покупка
2 размера
Зеленый полировальный круг Hex-Logic Quantum Heavy
11,99 $
$11,99
—
$13,99
$13,99
Green Hex-Logic Heavy Polishing Pad режет как режущий диск, удаляя легкие и умеренные завихрения, царапины, окисление и отделку как отделку.
…
подушечка для восстановления отражения, ясности и глубины.
Желтый Hex-Logic Quantum Heavy Cutting Pad
Быстрая покупка
2 размера
Жёлтая пластина Hex-Logic Quantum Heavy Cutting
11,99 $
$11,99
—
$13,99
$13,99
5,5-дюймовые, 6,5-дюймовые и 7,5-дюймовые желтые режущие тарелки удаляют самые сильные завихрения, царапины, травление водяных пятен и окисление с поверхности.
