Химический состав св08г2с: омедненная и без покрытия, что это за материал, характеристики, область применения, маркировка, производители, ГОСТ 2246-70
Содержание
Проволока сварочная СВ08А СВ08Г2С (ГОСТ 2246-70)
- ВИД ПОВЕРХНОСТИ:
- неомедненная
- ДИАМЕТР ПРОВОЛОКИ:
- 0,30-10,0 мм — низкоуглеродистая;
1,0-5,0 мм — легированная - НАЗНАЧЕНИЕ:
- для сварки (наплавки), для изготовления электродов
ХИМИЧЕСКИЙ СОСТАВ СТАЛЕЙ
| Элемент, % | Марка стали | |||||
|---|---|---|---|---|---|---|
| низкоуглеродистая | легированная | |||||
| Св08 | Св08А | Св08ГА | Св08ГС | Св08Г2С | Св08ХМ | |
| С не более | 0,10 | 0,10 | 0,10 | 0,10 | 0,10 | 0,06-0,10 |
| Мn | 0,35-0,60 | 0,35-0,60 | 0,80-1,1 | 1,40-1,70 | 1,80-2,10 | 0,35-0,60 |
| Si не более | 0,03 | 0,03 | 0,06 | 0,60-0,85 | 0,70-0,95 | 0,12-0,30 |
| Р S | 0,040 | 0,030 | 0,030 | 0,030 | 0,030 | 0,030 |
| 0,040 | 0,030 | 0,025 | 0,025 | 0,025 | 0,025 | |
| Сr не более | 0,15 | 0,12 | 0,10 | 0,20 | 0,20 | 0,9-1,2 |
| Ni не более | 0,30 | 0,25 | 0,25 | 0,25 | 0,25 | 0,30 |
| Al не более | 0,01 | 0,01 | — | — | — | — |
| Сu не более | 0,25 | 0,25 | 0,25 | 0,25 | 0,25 | 0,25 |
МЕХАНИЧЕСКИЕ СВОЙСТВА ПРОВОЛОКИ ИЗ ЛЕГИРОВАННЫХ СТАЛЕЙ
| Диаметр проволоки, мм | Врем. сопр. разрыву sв Н/мм2 (кгс/мм2) сопр. разрыву sв Н/мм2 (кгс/мм2) | |
|---|---|---|
| Для сварки (наплавки) | Для изготовления электродов | |
| 1,0-1,5 | 882-1323(90-135) | — |
| 1,6 | 882 1274(90-130) | 686-980(70-100) |
| 2,0 | 784-1176(80-120) | 686-980(70-100) |
| свыше 2,0 | 686-1029(70-105) | 637-931 (65-95) |
| Моток из одного отрезка проволоки массой | ||||
|---|---|---|---|---|
| Диаметр, мм | 0,30-0,80 | 1,0-2,2 | 2,5-10,0 | |
| Низкоуглерод. | Легирован. | |||
| Масса, кг | 2,0-20 | не более 80 | не более 80 или в бухтах 500-1100 | не более 80 |
Каждый моток состоит из одного отрезка проволоки. Проволока диаметром 0,50 мм и менее оборачивается
в водонепроницаемую бумагу и упаковывается в деревянные ящики или металлические контейнеры;
диаметром 0,55-2,2 мм низкоуглеродистая и диаметром 1,0-5,0 мм легированная — в водонепроницаемую
бумагу и тарную ткань, диаметром 2,5-10,0 мм при поставке в большегрузных мотках — без упаковки.
Дріт зварювальний СВ08Г2С діаметр 1,6 мм від ПП Метизи-94
Опис
- проводиться зварювальний дріт СВ08Г2С по ГОСТ 2246-70. Можемо виготовити ТУ-У 322-4-392-96;
- зварювальний дріт СВ08Г2С поставляємо в мотках по 80-120 кг
- упаковка: папір та поліетилен.
Позначення зварювального дроту Св08Г2С
Зварювальний дріт Св08Г2С позначаються починаючи з двох літер
- Св, що позначає призначення цієї дроту для зварювання.
- 08 позначають кількість вуглецю в складі сталі (близько 0,08 %).
- Р і З позначають елементи, якими легують дану зварювальний дріт:
- Г — марганець
- З ― кремній.
- 2 ― зміст легуючої домішки Mn (марганець) близько 2 %
- 1,6 ― діаметр дроту мм.
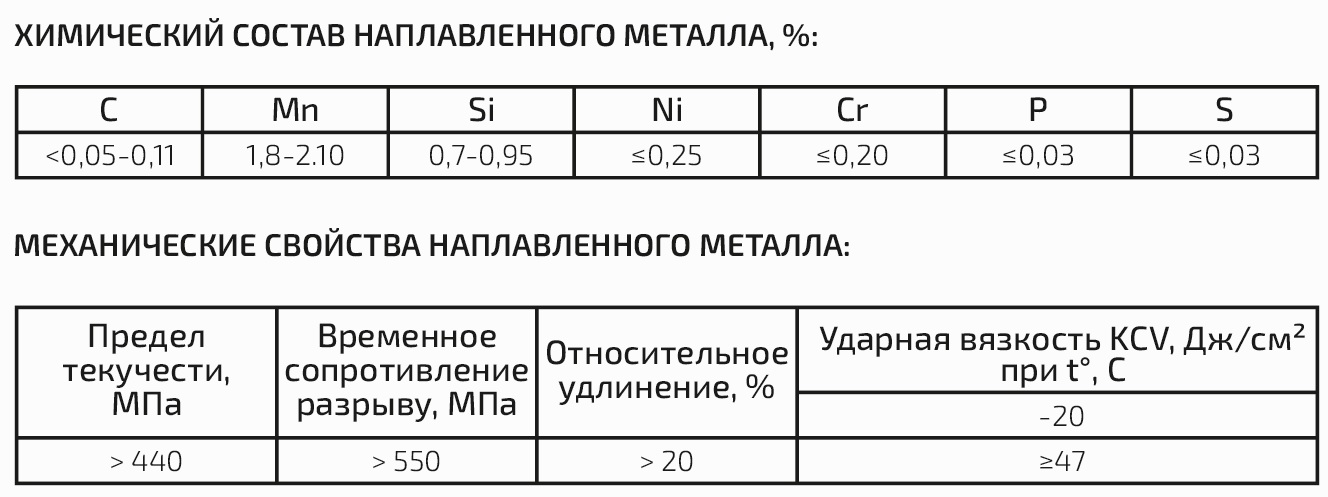
Хімічний склад
зварювального дроту СВ08Г2С 1,6 мм
Легований дріт для зварювальних напівавтоматів Св08Г2С діаметром 1,6 мм проводиться з катанки марки сталі Св08Г2с і має наступний хімічний склад
| С не більше | Mn | Si не більше | P | S | Cr не більше | Ni не більше | Cu не більше |
| 0,08 | 1,8-2,1 | 0,7-0,95 | 0,03 | 0,025 | 0,2 | 0,25 | 0,25 |
Ціна зварювального дроту Св08Г2С д 1,6 мм.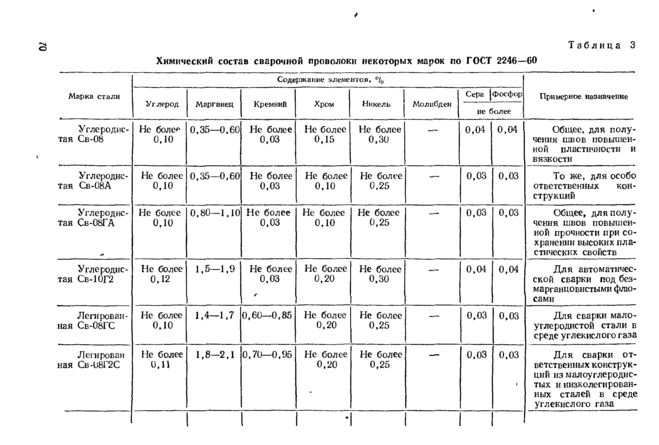
До нас в Інтернет-магазин найчастіше заходять покупці, яким потрібна бухта-дві дроту Св08Г2С, тому у нас в прейскуранті варто роздрібна ціна, яка істотно відрізняється від оптової ціни зварного дроту.
Якщо Ви оптовий покупець, то зателефонуйте до нас на підприємство, повідомте скільки Вам потрібно цій зварювального дроту Св08Г2С і наші фахівці запропонують Вам купити дріт зварювальний Св08Г2С за істотно більш низькою ціною.
Ціна дроту Св08Г2С не залежить від форми оплати.
Відвантаження здійснюємо як з урахуванням ПДВ (за замовчуванням), так і без ПДВ (при відповідному бажанні клієнта)
Що потрібно знати щоб купити зварювальний дріт Св08Г2С 1,6 мм
Ми торгуємо зварювальної дротом Св08Г2С з 1997 року.
У той час ще працював запорізький сталепрокатний завод і ми виробляли цей вид дроту для зварювальних напівавтоматів на давальницьких умовах.
Катанку для зварювального дроту Св08Г2С закуповували у криворізьких і Дніпроих підприємств, які «заводили» на КМК (сьогодні ПАТ «Арселорміттал Кривий Ріг») електроенергію, і інші ресурси і купували натомість катанку, в тому числі і СВ08Г2С.
Сьогодні давальницькі схеми пішли в небуття, але ми продовжуємо поставляти на ринок україни різні види сталевого дроту, в тому числі і леговану зварювальний дріт СВ08Г2С д 1,6 мм.
До чого все це пишемо? Це до питання надійності поставок.
Зараз Ви збираєте список тих, хто може поставляти зварювальний дріт СВ08Г1С 1,6 мм, а потім побачите, що ніхто без передоплати її не вантажить.
Тому на перше місце виходить надійність постачальників. І якщо ми з 19997 року заробили собі тільки позитивну репутацію, то і на Вашій поставку ми будемо її підтримувати.
Кстати, по итогам 2014 года Метизы-94 заняло первое место в Украине в своей отрасли по платежеспособности. Познакомиться с полным рейтингом можете здесь. Рейтинг формируется на основе данных статистических органов.
Проволоку сварочную СВ08Г2С диаметром 1,6 мм можно купить с доставкой по всей Украине, или самовывозом из Запорожья.
Формы оплаты за легированную сварочную проволоку Св08Г2с 1,6 мм
Вы можете осуществить покупку дроту для сварочных полуавтоматов :
- безналичным расчетом
- через кассу банка.
 Мы заключили с рядом банков договора, по которым у вас не возьмут комиссию.
Мы заключили с рядом банков договора, по которым у вас не возьмут комиссию. - за готівковий розрахунок у магазині сітки і дроту на першому поверсі під нашим офісом.
Застосування зварювального дроту Св08Г2С
Зварювальний дріт Св08Г2С застосовують для зварювання низьковуглецевих і вуглецевих сталей з допомогою зварювальних напівавтоматів.
Нею можна варити як конструкції відповідального значення, так і металоконструкції загального призначення.
Зварювальний дріт Св08Г2С з «морським регістром» застосовують для зварювання конструкцій кораблів і суден на суднобудівних заводах.
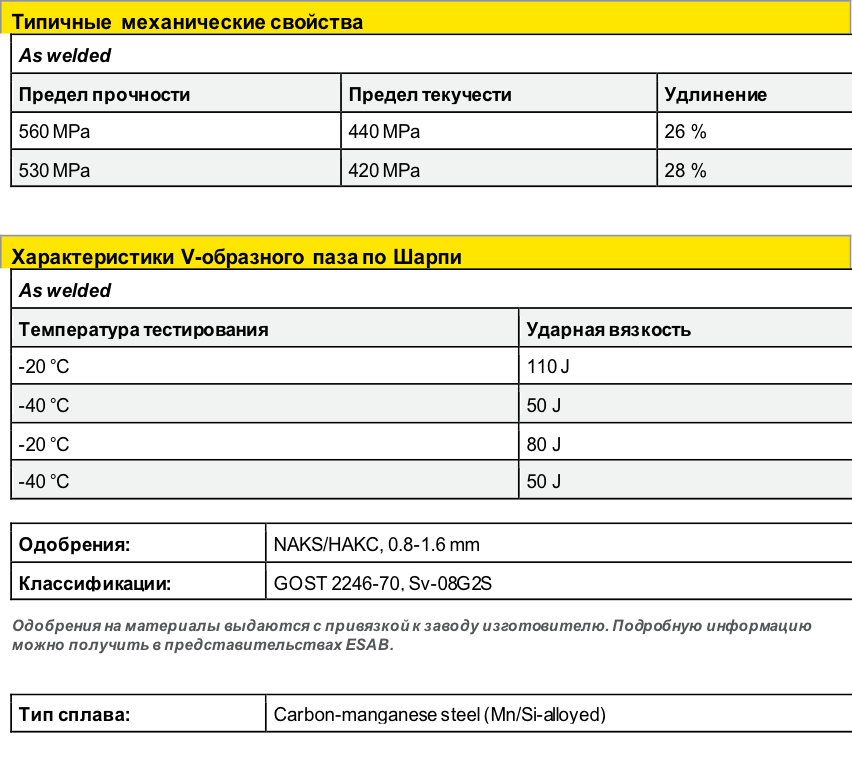
Характеристики
Інформація для замовлення
Сварочные сертификаты: Проволока сварочная
Основные виды сварочной проволоки — проволока сплошная, порошковая, активированная.
Проволока сварочная сплошного сечения
Проволока сварочная GMAW применяется для полуавтоматической и автоматической сварки, а также для изготовления электродов и присадочных прутков.
Химический состав и диаметр проволоки для сварки сталей регламентирует ГОСТ 2246-70. Проволока сварочная изготовляется по ГОСТ 10543-75, проволоки из меди и сплавов — по ГОСТ 16130-72, проволоки и алюминиевых сплавов — по ГОСТ 7871-75. Наиболее распространена стальная проволока. Она выпускалась следующих диаметров (мм): 0,3, 0,5, 0,8, 1,0, 1,2, 1,4, 1,6, 2,0, 2,5, 3,0, 4, 0, 5,0, 6,0, 8,0, 10,0, 12,0.
Сварочная проволока обозначается следующим образом (см. рисунок ниже).
| Обозначение провода |
- Диаметр.
- Марка провода:
- назначение ( Ст — Сварка, Н — Наплавка).
- содержание углерода в сотых долях процента. Например, Св08 — проволока содержит 0,08% углерода;
- может указываться содержание легирующих элементов, обозначаемых следующими буквами: Х – хром, Н – Ni, С – Si, М – Mo, Т – марганец, Т – Ti: F – ванадий, D – медь, C – Zr, В — алюминий.
 За буквой, обозначающей легирующий элемент, следует цифра, обозначающая его содержание в процентах. Если легирующий элемент содержится в количестве около 1%, номер не присваивается. Например, Св08х31Н5Т трактуется следующим образом: проволока сварочная, содержание углерода 0,08%, хрома 21%, никеля 5%, титана 1%;
За буквой, обозначающей легирующий элемент, следует цифра, обозначающая его содержание в процентах. Если легирующий элемент содержится в количестве около 1%, номер не присваивается. Например, Св08х31Н5Т трактуется следующим образом: проволока сварочная, содержание углерода 0,08%, хрома 21%, никеля 5%, титана 1%; - может свидетельствовать о повышенных требованиях к чистоте проволоки от вредных примесей — серы и фосфора. Они встречаются в фирменных буквах А и АА. Например, в проволоке Св08 допускается до 0,04 % серы и фосфора, для СВ08А — до 0,03 % примесей, СВ08А — до 0,02 %.
Пример обозначения: 3 Св08ХСМФА-ВИ-Э ГОСТ 2246-70.
Проволока может поставляться в бухтах, на катушках или в специальной упаковке, например, Marathon Pac фирмы ESAB.
Порошковая сварочная проволока
Порошковая сварочная проволока представляет собой трубчатую проволоку, наполненную порошкообразным наполнителем. Отношение массы пороха к массе металлической оболочки колеблется от 15 до 40%. Конструкция порошковой проволоки может быть разной — простая трубка, оболочка с различными изгибами, двухслойная (см. рисунок).
| Порошковая проволока |
Отводы служат для придания жесткости проволоке и предотвращения борозды подающих роликов порошка при обжатии ее полуавтоматической сваркой. Порошковый наполнитель представляет собой смесь руд, минералов, ферросплавов, химикатов. Выполняет функции, аналогичные функциям электродного покрытия — защита металла от воздуха, стабилизация дуги, раскисление и легирование формирования сварного шва, регулирование переноса электродного металла и т. д.
д.
По составу порошкового наполнителя проволоки порошковые сварочные делятся на:
- рутил-органические,
- карбонат-флюорит,
- флюорит,
- рутил и
- рутил-флюорит.
По назначению проволока порошковая самооборона , предназначенная для сварки без дополнительной газовой защиты, и проволока для сварки в среде углекислого газа . Каждая из этих групп, в свою очередь, делится на провода общего назначения и специальные. Использование самозащитных проводов упрощает процесс сварки, так как нет необходимости использовать баллоны с углекислым газом. Это расширяет возможности использования полуавтоматической сварки в особых условиях монтажа. Для самозащиты проводов применяют порошки рутилового, органического, карбонатно-флюоритового и флюоритового типов.
При сварке проволоками рутил-органического типа металл шва по химическому составу аналогичен таковому из низкоуглеродистой полуспокойной стали. При большой силе тока сварочная ванна поглощает газы, что приводит к пористости. В связи с этим ограничивается сила тока, что снижает производительность сварки. Типичным представителем проволоки рутилового органического типа может служить сварочная проволока марки ПП-Ах2.
При большой силе тока сварочная ванна поглощает газы, что приводит к пористости. В связи с этим ограничивается сила тока, что снижает производительность сварки. Типичным представителем проволоки рутилового органического типа может служить сварочная проволока марки ПП-Ах2.
Проволока карбонатно-флюоритовая типа рекомендуется для сварки низкоуглеродистых и низколегированных сталей ответственных конструкций. В этом случае механические свойства сварного шва выше, чем у рутил-органических проволок. Сварные соединения более гибкие и лучше работают при низких температурах. Представителями этого типа являются сварочная проволока ПП-АН11, АН17-ПП.
Проволока флюоритовая типа по своим характеристикам являются промежуточными между проволоками рутил-органического и карбонатно-флюоритного типа, например, сварочная проволока ПП-2ДСК.
Применение порошковых проволок для сварки в среде углекислого газа позволяет значительно улучшить технологические параметры процесса сварки и механические свойства сварного шва по сравнению со сплошной проволокой. Снижается образование и улучшает внешний вид сварочных брызг, повышаются механические свойства сварных соединений. Для сварки в углекислом газе используется проволока рутил и рутил-флюорит типа . Проволока рутилового типа (ПП-АН8, ПП-АН10) предназначена для сварки широкого спектра конструкций из низкоуглеродистых и низколегированных сталей. Проволока рутил-флюоритного типа (ПП-Ах5, ПП-АН9, АН20-ПП) обеспечивает высокую ударную вязкость и рекомендуется для сварки конструкций из легированной стали, работающих в сложных климатических условиях при динамических нагрузках.
Снижается образование и улучшает внешний вид сварочных брызг, повышаются механические свойства сварных соединений. Для сварки в углекислом газе используется проволока рутил и рутил-флюорит типа . Проволока рутилового типа (ПП-АН8, ПП-АН10) предназначена для сварки широкого спектра конструкций из низкоуглеродистых и низколегированных сталей. Проволока рутил-флюоритного типа (ПП-Ах5, ПП-АН9, АН20-ПП) обеспечивает высокую ударную вязкость и рекомендуется для сварки конструкций из легированной стали, работающих в сложных климатических условиях при динамических нагрузках.
Проволока сварочная специального назначения применяются для сварки с положительным формованием, под водой, для сварки чугуна и др.
Помимо марки порошковая проволока также имеет условное обозначение, содержащее четыре группы буквенно-цифровых индексов:
- Назначение: ПС — для сварки в среде защитных газов, ПС — самозащита.
- Прочность металла шва, МПа.
 Дополнительная буква B или A означает сварку чугуна или нержавеющей стали. Для малоуглеродистых и низколегированных сталей буква не присваивается.
Дополнительная буква B или A означает сварку чугуна или нержавеющей стали. Для малоуглеродистых и низколегированных сталей буква не присваивается. - Обозначение допустимых пространственных положений: 9- только вертикальный; T — все положения, включая тело вращения.
- Температура перехода к хрупкому разрушению: 0 — 20°С, 1 — 0°С, 2 — минус 20°С, 3 — минус 30°С, 4 — минус 40° С, 5 — минус 50°С, 6 — минус 60°С. Литера Д — Требования не регламентированы.
Проволока сварочная активированная
Проволока сварочная активированная, как и порошок, состоит из порошкообразных добавок. Однако их количество значительно ниже и составляет 5-7% от общей массы проволоки. Небольшое количество порошковых добавок позволяет активировать их в прессе в сплошную проволоку в виде тонких фитилей, используя специальную технологию. Наиболее широко применяется провод с введением активирующей добавки в центральный канал.
Активированные проволоки предназначены преимущественно для сварки в среде углекислого газа и его смесей, поэтому металлическая основа, как правило, проволока Св08Г2С.
В качестве активирующих добавок применяют легкоионизируемые соли щелочных и щелочноземельных металлов: Cs 2 CO 3 , K 2 CO 3 , Na 2 C0 3 , Vaso 3 , а также шлакообразующие компоненты: TiO 2 , SiO 2 , MgO, CaF 2 .
Введение солей щелочных и щелочноземельных металлов снижает эффективную мощность дуги и повышает стабильность ее горения. Особенно заметно снижение потенциала ионизации в периферийных, относительно холодных областях дуги.
Теплопроводность щелочных металлов в интервале 2500-4000°К на один-два порядка ниже, чем у углекислого газа, что значительно снижает отбор тепла в радиальном направлении, т.е. способствует расширению столба дуги и активные пятна вне капель. В свою очередь, это уменьшает электромагнитную силу, действующую на каплю металлического электрода, и уменьшает размер капли, то есть ее отрыв от проволоки.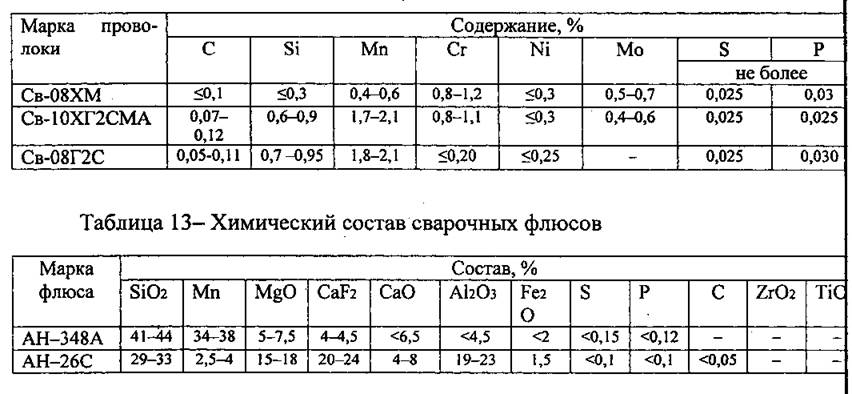 Переход к передаче распыленного, уменьшенного разбрызгивания.
Переход к передаче распыленного, уменьшенного разбрызгивания.
Наличие шлакообразующих компонентов за счет снижения поверхностного натяжения расплавленного металла, а также облегчения переноса распыла, уменьшения разбрызгивания и улучшения формирования шва.
Существенным преимуществом активированной проволоки по сравнению с порошковой является то, что можно использовать то же оборудование, что и при сварке проволоки сплошного сечения. По механическим свойствам активированная проволока близка к проволоке сплошного сечения, допускает множественные перегибы в процессе работы, обеспечивает надежную подачу полуавтоматических шлангов, не сплющивается и не сминается в подающих роликах. Техника сварки отличается от обычной сварки в среде углекислого газа.
См. также:
Полуавтоматическая сварка
Сварка MIG
Сварочные материалы:
product_catalog_ru Страницы 1-50 — Flip PDF Download
Опубликовано mearaby25,
13. 01.2017 16:01:27
01.2017 16:01:27
Прочитать текстовую версию
Без текстового содержания!
1
—
5051
—
65
Страницы:
0,3/- 0,5 мм; — для овальности макс. 50 % суммы предельных отклонений.Стандартный химический состав Катанка Марка стали С Мn Si Массовая доля элементов, % Ni Cu АІ Zr — Sv08 max 0,1 0,35-0,60 0,03 S Р Сг 0,3 0,25 0,01 — Прокат сортовой *Св08А макс 0,1 0,35-0,60 **0,03 макс 0,25 0,25 0,01 — и сортовой 0,25 0,05 -Св08Г1НМА 0 ,091,0-1,50 0,20-0,45 0,04 0,04 0,15 0,25 — — 0,03 0,03 0,12 0,05 0,015 0,02 0,3 0,5 -0,7*Св08ГС макс 0,10 1,40-1,70 0,60-0,85 0,025 0,030 0,30 0,25*Св08Г2С 0,05-0,11 1,80-2,10 0, 70-0,95 0,025 0,03 0,2 0,25 0,25Св08Г2СК 0,05-0,12 1,60-2,10 0,70-1,0 0,025 0,03 0,2 0,25 0,25 — 0 ,1 Заготовки —Св08ГА макс 0,1 0,80-1,10 0,06 0,025 0,03 0,1 0,25 0,25 — 0,25 —Св-07ХМ 0,05-0,090,30-0,55 0,12-0,40 0,030 0,025 0,75- 0,30 0,25 — Чугун 1,15 0,25Св-07Г 0,70-1,00 0,06 0, 10 0,25Св-09ХМ 0,07-0,11 0,35-0,65 0,12-0,35 0,030 0,025 0,20 0,90- 1,25* Металлопрокат может изготавливаться из непрерывнолитой заготовки с учетом требований заказчика –**содержание Si для Св08А до 0,05 % при изготовлении из непрерывнолитых заготовок.