Химический состав св08г2с: омедненная и без покрытия, что это за материал, характеристики, область применения, маркировка, производители, ГОСТ 2246-70
Содержание
Сварочная проволока СВ08Г2С — характеристики
0
Опубликовано: 16.04.2017
Любые сварочные работы не обходятся без применения проволоки. На сегодняшний день она производится нескольких типов. Самым популярным материалом считается проволока сварочная СВ08Г2С повышенным процентом легирования. Она используется для разных вариантов сварки. Еще ее используют для производства электродов, которыми осуществляют наплавку.
Оглавление:
- Легированная сварочная проволока: область применения
- Требования, предъявляемые к составу СВ08Г2С проволоки
- Для чего необходимо знать коэффициент наплавки
- Сварочная проволока СВ08Г2С: технические характеристики
- Особые характеристики
- Заключение
Легированная сварочная проволока: область применения
СВ08Г2С часто применяется на производствах для полуавтоматов/автоматов. Благодаря продукту данного типа можно производить сварку любых стальных элементов вручную. Она гарантирует получение высококачественного соединения. Омедненная проволока СВ08Г2С считается незаменимым материалом при осуществлении двух значимых операций:
Благодаря продукту данного типа можно производить сварку любых стальных элементов вручную. Она гарантирует получение высококачественного соединения. Омедненная проволока СВ08Г2С считается незаменимым материалом при осуществлении двух значимых операций:
- заполнения между краями соединяемых металлических образцов свободного пространства;
- образования валика на шве.
Требования, предъявляемые к составу СВ08Г2С проволоки
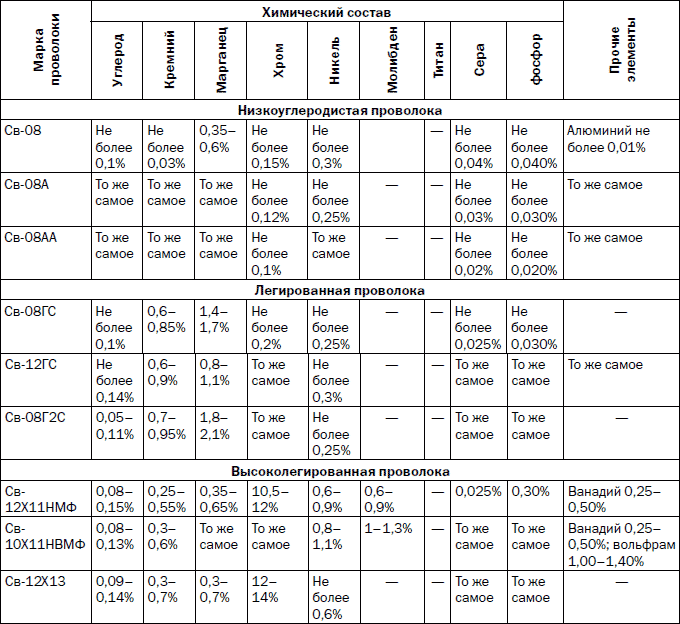
Химический состав, технические параметры изделия подробно описаны в госте. Есть стандартная проволока, омеднённая. Согласно нормам в состав продукта входят следующие химические элементы:
- 1,8–2,1% марганца;
- не более 0,25% никеля;
- 0,7–0,95% кремния;
- не более 0,2% хрома;
- не более 0,025% серы;
- 0,05–0,11% углерода;
- не более 0,03% фосфора.
Для чего необходимо знать коэффициент наплавки
Осуществляя наплавочные работы, сварщик обязан знать коэффициент наплавления изделия, используемого в процессе работы. Этот параметр говорит о наплавлении металла за конкретный промежуток времени, при установленной силе сварочного тока. Например, коэффициент наплавки метиза приблизительно 8,5г/А*ч. Этот параметр может быть больше в зависимости:
Этот параметр говорит о наплавлении металла за конкретный промежуток времени, при установленной силе сварочного тока. Например, коэффициент наплавки метиза приблизительно 8,5г/А*ч. Этот параметр может быть больше в зависимости:
- от вида покрытия свариваемого изделия;
- химсостава метиза;
- полярности тока.
Производительность наплавки металла в большей степени будет зависеть от коэффициента наплавления метиза. Данный показатель оказывает влияние на теплопотери сварного шва, окисление, разбрызгивание, обусловливает коэффициент плавления ключевого металла, целый ряд прочих немаловажных характеристик.
Сварочная проволока СВ08Г2С: технические характеристики
Сварочная проволока СВ08Г2С изготавливается для различных видов сварки металлических деталей, конструкций повышенной ответственности, осуществления наплавочных работ. Продукт может быть омедненным, соответственно в его маркировке будет стоять буква «О».
Химический состав
- 0,2-0,25% никеля, хрома;
- 0,7-0,95% кремния;
- 0,06-0,1% углерода;
- 0,85-1,05% марганца (для омедненной проволоки, сечение которой составляет не более 1,4 миллиметра, содержание марганца может быть больше – 1,65%, но по согласованию с потребителем).

Для химического состава допускаются небольшие отклонения, которые не должны превышать 0,02%. Кроме этого при выплавке может присутствовать в малых объемах сера, фосфор. Эти компоненты не влияют на качество получаемого продукта.
В зависимости от предназначения СВ08Г2С (будет производиться сваривание металла или его наплавка) технические свойства материала обуславливаются такими параметрами:
- Термообработка продукта. Самый распространенный процесс – это закалка материла в масле при температуре 880-920 градусов с последующим воздушным охлаждением. В итоге существенно повышается пластичность изделия, а предел прочности уменьшается до 430-450МПа, что предоставляет возможность изготавливать из данного материала более сложные варианты электродов сварных;
- Предел прочности – 882-1030МПа (меньшие пределы прочности применимы к изделиям, имеющим малые диаметры сечения). В случае применения продукта исключительно для изготовления сварочных электродов, показатели прочности уменьшаются приблизительно на 10 процентов;
- Какие-либо дефекты поверхности омедненной проволоки не допускаются.
 Исключение: риски на поверхности, которые формируются при волочении. При этом их общая площадь не должна превышать пяти процентов всей площади проволочной поверхности.
Исключение: риски на поверхности, которые формируются при волочении. При этом их общая площадь не должна превышать пяти процентов всей площади проволочной поверхности.
Особые характеристики
- При производстве омедненная проволока подвергается вакуумно-дуговой обработке, что позволяет достигать высококачественного очищения ее поверхности. Поверхность продукта после подобной обработки приобретает серебристый оттенок, высокие адгезионные качества, что впоследствии дает возможность сделать качественное омеднение стандартной проволоки.
- Благодаря покрытию высокого качества, неизменному диаметру по всей длине изделия обеспечивается размеренная подача медных токопроводящих наконечников, при этом их расход максимально экономный.
- Эксплуатационный период дорогостоящих полуавтоматов для сварки значительно увеличивается благодаря рядной намотке.

- Существует возможность работать с разнотипным оборудованием, предназначенным для выполнения сварных соединений.
Заключение
Любые работы, связанные со сваркой требуют наличия сварочной проволоки, от которой в первую очередь зависит качество будущего соединения деталей. На рынке сварочного оборудования, аксессуаров для сварки на сегодняшний день в свободной продаже огромное количество сварочной проволоки от разных производителей, с различными характеристиками. Но многие опытные сварщики рекомендуют приобретать омедненную проволоку для сварки СВ08Г2С. Благодаря химическим элементам, которые включены в ее состав, сварочные соединения получаются достаточно высокого качества.
Сергей Одинцов
tweet
Сварочная проволока св08г2с: основные особенности
Сварочные процедуры применяются практически повсеместно, а поэтому вопрос относительно использования новых материалов для работы по соединению металлов актуален всегда. Сварочная проволока св08г2с — отличный инструмент для сварщика, обладающий непрерывной рядной намоткой, правильной геометрией конструкции. Именно благодаря этим полезным качествам, которыми располагает сварочная проволока становится возможной качественная работа. Рассмотрим интересный предмет подробнее.
Сварочная проволока св08г2с — отличный инструмент для сварщика, обладающий непрерывной рядной намоткой, правильной геометрией конструкции. Именно благодаря этим полезным качествам, которыми располагает сварочная проволока становится возможной качественная работа. Рассмотрим интересный предмет подробнее.
Преимущества и применение
Сварочная проволока марки св используется для производства высококачественных сварочных работ в среде защитных газов при условии применения токов до 500А. В качестве защитных газов могут использоваться аргон, либо углекислый газ. Работа производится в отношении различных материалов и конструкций посредством плавления проволоки, не без участия приволоки. Сварочная проволока предоставляет возможность получать отличные качественные и долговечные соединения металлов.
Преимущества:
- Невысокая стоимость;
- Положительные механические качества, включая вязкость, высокие пределы прочности и т.
 д.;
д.; - Стабильный химический состав минимизированное разбрызгивание металла в процессе осуществления сварки посредством применения защитных газов;
- Стабильность горения дуги;
- Широкий диапазон режимов работы при использовании оборудования всяческих классов сложности;
- Отличное повторное разжигание электричкой дуги;
- Незначительный расход медных наконечников.
Применение:
- Сварочная проволока используется для соединения низкоуглеродистых, также углеродистых сталей;
- Проволока св отлично подойдет для сварки конструкций ответственного, а также общественного назначения;
- Отлично подойдет для конструкционных, судостроительных сталей;
- Также материал для соединения металлических поверхностей предполагает применение в отношении соединения сосудов.
Виды оборудования:
- Св08г2с;
- Св08г1нма;
- Св08га;
- Св08хм.
Как работать?
Проволока св применяется, в том числе, в промышленных целях, для производства соединений углеродистых сталей посредством применения полуавтоматов и автоматов. Рассматриваемая вещь дает возможность получать надежные и долговечные соединения, при этом будет иметься высококачественная работа.
Рассматриваемая вещь дает возможность получать надежные и долговечные соединения, при этом будет иметься высококачественная работа.
На протяжении сварки шов производится чистым и ровным. Средство св применяется для заполнения зазора между краями металлических деталей, подлежащих соединению. Средство называется также присадочным материалом, а работа с применением проволоки св позволяет использовать данное средство в таких крупных промышленных областях, как машиностроение, судостроение, самолетостроение, а также строительство.
Соединение углеродистых низколегированных сталей подразумевает применение средства именно данной марки, поскольку производится процедура в соответствии со всеми нормативными документами, ГОСТом. С недавних пор становятся все более популярными процессы, производимые в среде защитных газов, и наиболее часто в их качестве используются именно инертные газы, так как они не имеют реакции с расплавленными металлами, при этом не образовывая нежелательные соединения.
Таким образом, наиболее часто применяемыми газами являются аргон и углекислый газ, причем последний вариант является наиболее приемлемым ввиду своей относительно недорогой стоимости в сравнении с аргоном. Аргон используется чаще именно при сварке низколегированных и углеродистых сталей. Работа при подобных обстоятельствах производится посредством применения постоянного тока.
Характеристики приспособления
Буквы СВ, содержащиеся в маркировке оборудования, — сварочная проволока. Следующие цифры служат для обозначения количества углерод. Таким образом, рассматриваемый предмет содержит в составе 0, 08% углерода. Также стоит отметить, что буква «Г» обозначает присутствие марганца в составе средства. Буква «С» служит для обозначения в составе средства кремния.
Технические характеристики:
- Углеродистая сварочная проволока, легированная посредством марганца и кремния;
- Отношение средних значений марганца и кремния составляет 1,95 к 0,83 соответственно;
- Вредные примеси не превышают 0,03%.

Рассматриваемое средство делает возможным выполнение высококачественных сварочных швов. Польза от рассматриваемого средства оценена по достоинству на протяжении многих лет присутствия данного средства на рынке электротоваров.
Похожие статьи
- Сварочная проволока: основные характеристики
- Проволока для полуавтоматической сварки металлов: что нужно знать?
- Сварка углеродистых сталей: проблемы, решения и материалы
- Особенности порошкового сварочного припоя
Проволока сварочная СВ08Г2С омедненная
При выполнении процесса сварки в среде защитного облако из какого-либо инертного газа, чаще всего предпочтения отдается аргону, используется специализированной присадочный материал. Выбирать ту или иную модель присадочной проволоки, нужно руководствуясь химическим составом металла или сплава. Соблюдение именно этого параметра значительно повышает уровень качества сварного соединения.
Сварочная проволока с медным покрытием СВ08Г2С больше всего подходит для сварки сталей, причем как с повышенным, так и с пониженным содержанием углерода. Не секрет, что сталь является одним из наиболее часто используемых материалов, она повсеместно используется в разнообразных отраслях промышленности, от автомобилестроения и строительства, до нефтедобывающей промышленности и переработки природного газа.
Не секрет, что сталь является одним из наиболее часто используемых материалов, она повсеместно используется в разнообразных отраслях промышленности, от автомобилестроения и строительства, до нефтедобывающей промышленности и переработки природного газа.
Это обуславливает популярность присадочной проволоки для сварки данного вида.
Отработать весь свой потенциал материал способен при выполнении сварки в среде защитного облака из инертного газа в полуавтоматическом режиме. Также ее можно использовать как для сварки в автоматическом режиме, так и для классической газовой сварки.
Присадочный материал выпускается в двух различных упаковках, которые отличаются между собой количеством проволоки. Приобретать проволоку в бухтах целесообразно для больших производств, так как количество материала в ней может исчисляться сотнями метров. Для выполнения небольших сварочных манипуляций можно купить присадочный материал в кассетах.
Внешняя поверхность проволоки покрыта медью. Это позволяет значительно увеличить уровень электропроводности, а также повысить стойкость расходного материала к воздействию внешних агрессивных сред.
Если провести параллели между материалом с «голой» поверхностью и данной моделью, то наличие медной поверхности позволяет практически в сто раз снизить контактное сопротивления сварного соединения. Помимо этого благодаря меди, материал полностью защищен от воздействия коррозии, что позволяет хранить его без соблюдения каких-либо специальных условий. Описываемая модификация присадочной проволоки для сварки изготавливается в соответствии с государственными стандартами.
Благодаря достаточно широкой номенклатуре материала, подбор подходящего размера для сварки металла определенной толщины не вызывает никаких трудностей. Стоит отметить, что наиболее часто используемой модификацией является проволока с диаметром сечения равным двум миллиметрам. Также выпускается материал как большого размера до шести миллиметром, так и маленького – меньше одного миллиметра.
Использования проволоки с малым значением диаметра сечения позволяет выполнять сварочные манипуляции с очень тонким металлом, не боясь прожечь его насквозь. Присадочный материал большого размера больше используется на различных крупных промышленностях.
Присадочный материал большого размера больше используется на различных крупных промышленностях.
Классификация
Конкретно данная версия присадочной проволоки для сварки производится практически с идентичным химическим составом. Она может различаться всего лишь несколькими незначительными параметрами, которые в большей степени направлены на возможность взаимодействия при сварке с другими металлами или сплавами.
Одним из таких параметров является наличие медного покрытия на поверхности расходного материала. Даная модель может производиться как с ним, так и без него. Не смотря на то, что стоимость материала с медной поверхностью нескольким выше, чем без нее, она способна обеспечить лучшее качество сварного соединения, чем альтернативная версия без наличия меди в составе. Поверхность проволоки из данного материала играет роль флюса при сварке, что положительно сказывается на качестве итогового результата сварки.
Состав
Абсолютно все физические свойства присадочного материала определяются его составом. Данная модель сварочной проволоки содержит в себе (все значения указываются в процентном соотношении) следующие химические элементы:
Данная модель сварочной проволоки содержит в себе (все значения указываются в процентном соотношении) следующие химические элементы:
- С — от 0,05 до 0,11
- Mn – от 1,8 до 2,1
- Si – от 0,7 до 0,95
- Cr – 0,2
- Ni – 0.25
- Cu – 0.2
- S – 0.01
- P – 0.015
- Mo – 0.15
- N – 0.008
Как можно увидеть, что доля нескольких элементов может изменяться. Они могут содержаться в составе в любом значении из указанного диапазона, так как эта разница не отражается на свойствах присадочной проволоки. Данный химический состав позволяет достичь следующих физических характеристик:
- предел текучести равняется 450 МПа;
- предел прочности может достигать отметки в 550 МПа;
- относительное удлинение равняется тридцати процентам;
- ударная вязкость равна 70 Джоулям на один квадратный сантиметр материала.
Номенклатура сварочной проволоки данной модели с медной поверхностью может принимать следующие значения:
- от 0,8 до 1,2 мм, с шагом в две десятых миллиметра;
- 1,6 мм;
- от 2 до 6 мм, с шагом в один миллиметр.

Маркировка
Из названия, следовательно, из маркировки сварочной проволоки можно узнать основной химический состав материала и процентное содержание того или иного элемента в составе. Опытному сварщику не составит проблем узнать состав из маркировки изделия. Присадочная проволока для сварки СВ08Г2С расшифровывается следующим образом:
- аббревиатура СВ – показывает, что этот материал предназначен для выполнения сварочных работ;
- число 0,8 – говорит нам о максимальной доле содержания углерода в составе, отсчет производится в сотых долях процента;
- Г2 – указывает на наличие марганца в составе, отсчет производится в процентах;
- С – данный символ говорит нам о наличие кремния в составе материала, отсутствие числа указывает на то, что его содержание в составе не превышает один процент от общего объема;
Также в конце маркировки может оказываться буква «О». Это говорит покупателю о том, что проволоку имеет внешнюю поверхность из меди.
15Kgs/Spool ER70S-6 Solid Mig сварочная проволока Rissian Standard sv08g2s котировки в реальном времени, последние цены -Okorder.com
Показать увеличенное изображение
- Подробнее о продукте
- Часто задаваемые вопросы
Узнать сейчас
.0003
и медное покрытие, имеет отличные характеристики. с использованием CO2 или аргона в качестве защитного газа
сварка.
2. Size:
Wire Size | Spool Size | Package Size |
0.8mm 1.0mm | D100мм D200мм D300мм K300 мм | 1KG 5KG 15KG 20KG 250KG 350K |
9002
9002
3
9003 3. S.SOSOSIOS. -6/AWS: ER70S-6/DIN: SG2
S.SOSOSIOS. -6/AWS: ER70S-6/DIN: SG2
Химическая композиция | C | мл | SI 9 MNA | SI | SI | мл | мл | млн.0041 | P | S | Cr | Ni | Cu | ||
0.06~0.15 | 1.40~1.85 | 0.80~1.15 | ≤0,025 | ≤0,035 | — | — | ≤0,50 | ||||||||
| 9 Mechanceperties 44415050 | |||||||||||||||
| 9 Mechanceperties 1 | |||||||||||||||
. | Yield strengthσ0.2(Mpa) | Tensile strengthσb(Mpa) | Elongationδ5(%) | AKV (J) | |||||||||||
≥420 | ≥500 | ≥22 | ≥27(-30°C) | ||||||||||||
Защитный газ | |||||||||||||||
 0003
0003
4. Диаметр провода и эталонный ток (DC+)
Diameter (mm) | φ0.8 | φ1.0 | φ1. | φ1.6 | All Position Welding |
F Current (A) | 40~180 | 50~220 | 80~350 | 170~550 | |
Please be noted | Провода должны быть сухими. Открывайте упаковку только при сварке, чтобы избежать ржавчины. | ||||
Перед сваркой очистите обрабатываемую деталь от масла, ржавчины, воды и т. д. | |||||
 2
25. Функция:
1. Он обладает превосходной механической производительностью, такой как быстрый скорость плавления, высокая эффективность нанесения,
стабильная дуга, маленькая проблака, красивый шв.
2. Шлак жидкий, а после затвердевания становится компактным и легко удаляется
3. Сварка конструкций из углеродистой стали, низколегированной стали и низколегированной высокопрочной стали марки 500 МПа и т. д., таких как транспортные средства, здания, мосты, судостроение, производство сосудов под давлением, трубопроводов и т. д.
4. Подходит для всепозиционная сварка стальных листов и неравномерных стыков даже в неблагоприятных условиях.
5. Высокоскоростная сварка тонколистовой и трубной стали.
Отправьте нам сообщение:
Электронная почта:
Телефон:
Необходимое кол-во:
Acre/AcresAmpere/AmperesBag/BagsBarrel/BarrelsBox/BoxesBushel/BushelsCarat/CaratsCarton/CartonsCase/CasesCentimeter/CentimetersChain/ChainsCubic Centimeter/Cubic CentimetersCubic Foot/Cubic FeetCubic Inch/Cubic InchesCubic Meter/Cubic MetersCubic Yard/Cubic YardsDegrees CelsiusDegrees FahrenheitDozen/DozensDram/DramsFluid Ounce /Fluid OuncesFoot/FeetForty-Foot Container Furlong/FurlongsGallon/GallonsGill/GillsGrain/GrainsGram/GramsGrossHectare/HectaresHertzInch/InchesKiloampere/KiloamperesKilogram/KilogramsKilohertzKilometer/KilometersKiloohm/KiloohmsKilovolt/KilovoltsKilowatt/KilowattsLiter/LitersLong Ton/Long TonsMegahertzMeter/MetersMetric Ton/Metric TonsMile/MilesMilliampere/ MilliamperesMilligram/MilligramsMillihertzMilliliter/MillilitersMillimeter/MillimetersMilliohm/MilliohmsMillivolt/MillivoltsMilliwatt/MilliwattsNautical Mile/Nautical MilesOhm/OhmsOunce/OuncesPack/PacksPair/PairsPallet/PalletsParcel/ParcelsPerch/PerchesPiece/PiecesPint/PintsPlant/PlantsPole/PolesPound/PoundsQuar t/QuartsQuartersRod/RodsRoll/RollsSet/SetsSheets/SheetsShort Tons/Short TonsSquare сантиметр/квадратные сантиметрыSquare Foot/Square FeetSquare Inch/Square InchesSquare Meter/Square MetersSquare Miles/Square MilesSquare Yard/Square YardsStone/TnesTonsTstonesStrands/Strands ЛоткиДвадцатифутовый контейнерЕдиница/ЕдиницыВольт/ВольтВатт/ВаттWpЯрд/Ярды
Компания:
Подробнее:
Осталось: 4000 символов
— О себе
— Требуемые характеристики
— Запросить цену/MOQ
- В: В чем причина трещины при аргонодуговой сварке на 304? Все равно без сварочной проволоки
- Причины растрескивания сварного шва при аргонно-дуговой сварке при 304:1, утечка аргона или газа не приведет к сварке, когда сварной шов растрескается, проверьте использование утечки сварочной горелки, хорошо поработайте над мерами по герметизации газа.
 2, и 304 проблемы с материалами, некоторые небольшие фабрики делают больше примесей, процесс сварки может видеть примеси, сварка явно может видеть среднюю трещину. Выберите чистый провод 304, правда, более мягкий. (как проволока), в противном случае. 3, угол сварки меньше, а заготовка составляет 45 градусов, так что легче сваривать заготовку 4, во-вторых, при сварке заготовки сварочный аппарат должен быть предварительно нагрет, температура недостаточна, это легко заваривать трещины и сохранять тепло после сварки. Техника и основы двусторонней сварки аргонодуговой сваркой. Технология формирования двухсторонней сварки с одной стороны — это метод работы с большими трудностями при сварке электродом. Необходимо освоить основные операции и методы, чтобы гарантировать качество и качество сварки. Например, для дуговой сварки, чтобы освоить дуговую сварку, одностороннюю сварку и двухстороннюю технологию формования, необходимо освоить «пять основных моментов». , конкретное содержание: видеть, слушать, точно, кратко, контролировать.
2, и 304 проблемы с материалами, некоторые небольшие фабрики делают больше примесей, процесс сварки может видеть примеси, сварка явно может видеть среднюю трещину. Выберите чистый провод 304, правда, более мягкий. (как проволока), в противном случае. 3, угол сварки меньше, а заготовка составляет 45 градусов, так что легче сваривать заготовку 4, во-вторых, при сварке заготовки сварочный аппарат должен быть предварительно нагрет, температура недостаточна, это легко заваривать трещины и сохранять тепло после сварки. Техника и основы двусторонней сварки аргонодуговой сваркой. Технология формирования двухсторонней сварки с одной стороны — это метод работы с большими трудностями при сварке электродом. Необходимо освоить основные операции и методы, чтобы гарантировать качество и качество сварки. Например, для дуговой сварки, чтобы освоить дуговую сварку, одностороннюю сварку и двухстороннюю технологию формования, необходимо освоить «пять основных моментов». , конкретное содержание: видеть, слушать, точно, кратко, контролировать. Следует также изучить конкретное содержание «Шесть навыков»: твердое тело, начало, транспорт, дуга, соединение, закрытие.
Следует также изучить конкретное содержание «Шесть навыков»: твердое тело, начало, транспорт, дуга, соединение, закрытие.
- В: Аргонодуговая сварка, как непрерывно подавать проволоку, чтобы головка сварочной проволоки не раскачивалась.
- Для выпрямления проволоки, а затем захватом средним и указательным пальцами, растягивая проволоку подачи двумя пальцами
- В: Какой газ будет выделяться при сварке проволокой и аргоном?
- Проволока для аргонно-дуговой сварки без покрытия, без металлического порошка, логически говоря, выхлопная только водяной пар и углекислый газ, но сталь и сварочные материалы не являются стопроцентно чистыми, независимо от того, насколько выплавка содержит примеси. Температура дуги очень высокая, 9000-10000K, поэтому некоторые исходные материалы и многие примеси испаряются паром.
- В: Почему сварочная проволока CO2 должна содержать элементы Si и Mn?
- Что Si не слишком очевидные преимущества, преимущества сварки в качестве раскислителя, комбинированное раскисление guimeng является наиболее эффективным методом раскисления, легко образует сварочный шлак.
 Si может сделать переход капель раствора, время сварки более комфортным. Слишком много шлака легко образуется, что плохо влияет на ударную вязкость. Mn может улучшить прочность металла сварного шва в определенном диапазоне, раскислитель и кремний при использовании с хорошим, большая часть недостатков заключается в том, что процесс сварки взрыв, треск плохой , дым увеличится, а также нанесет вред человеческому телу.
Si может сделать переход капель раствора, время сварки более комфортным. Слишком много шлака легко образуется, что плохо влияет на ударную вязкость. Mn может улучшить прочность металла сварного шва в определенном диапазоне, раскислитель и кремний при использовании с хорошим, большая часть недостатков заключается в том, что процесс сварки взрыв, треск плохой , дым увеличится, а также нанесет вред человеческому телу.
- В: Нужна ли аргонно-дуговая сварка толстого материала без сварочной проволоки?
- Аргонно-дуговая сварка не похожа на сварку, сам сварочный электрод является наполнителем, аргонно-дуговая сварка не является наполнителем. Аргонодуговая сварка нержавейки без сварочной проволоки образуется за счет расплавления основного металла. Например, две проволоки для стыковой сварки из нержавеющей стали, ни в коем случае два куска пластины не должны иметь зазора, когда сварной шов с выравниванием вольфрамовой иглы производит сильный ток, который создает высокую температуру, две панели также плавятся, ослабьте переключатель пистолета после плавления из нержавеющей стали вода конденсируется вместе, сваривается вместе, если мы должны иметь с проволокой.
 Резюме: никакая сварочная проволока, сварочная заготовка не может спаиваться, должна уйти, если даже только 0,5 мм трудно сварить, сначала после сварки, сварка, скорость сварки должен быть равномерным, без проводов, не большим током около 20А, от середины в обе стороны сварка. После сварки главное условие недеформации – пластину нужно состыковать и добавить не менее 1 сантиметра в точку. Лучше всего медная футеровка под плиту состояния, а сварную деталь можно разместить на платформе или сделать в виде приспособления. Скорость должна быть быстрой, чем медленнее, тем больше деформация.
Резюме: никакая сварочная проволока, сварочная заготовка не может спаиваться, должна уйти, если даже только 0,5 мм трудно сварить, сначала после сварки, сварка, скорость сварки должен быть равномерным, без проводов, не большим током около 20А, от середины в обе стороны сварка. После сварки главное условие недеформации – пластину нужно состыковать и добавить не менее 1 сантиметра в точку. Лучше всего медная футеровка под плиту состояния, а сварную деталь можно разместить на платформе или сделать в виде приспособления. Скорость должна быть быстрой, чем медленнее, тем больше деформация.
- В: Можно ли использовать проволоку для сварки в среде защитного газа ER50-6 в качестве проволоки для аргоновой сварки и проволоки для двуокиси углерода?
- Наверху, мужик, ответ неверный. Абсолютно. Химический состав тот же.
- В: Какая сварочная проволока используется для сварки клапанной стали F22 и сварки труб 12Cr1MoV?
- Могу я узнать, каков ваш рабочий статус?
- В: Какой газ следует использовать при использовании проволоки из нержавеющей стали для сварки в среде диоксида азота?
- Различные типы сварочной проволоки подходят для различных защитных газов.
 В настоящее время существует рынок чистого аргона, а также защита от смешанного газа, а также защита от чистого газа CO2. Посмотрите на провод, который вы купили, какой производитель, телефонный звонок в прошлом, люди скажут вам.
В настоящее время существует рынок чистого аргона, а также защита от смешанного газа, а также защита от чистого газа CO2. Посмотрите на провод, который вы купили, какой производитель, телефонный звонок в прошлом, люди скажут вам.
- Порошковая проволока Q:711 может сваривать пластины из марганцовистой стали 16, №
- Да, Гао Цян
- В: В чем разница между сварочной проволокой ER70-G и сварочной проволокой ER100S-G?
- Ask GB ER70-G отличается от AWS ER100S-G.GB T 8110-2008 дуговая сварка в среде защитного газа с углеродистой сталью, проволокой из низколегированной стали, только ER69-1, ER70-G — это общепринятое название, также есть много производителей. иметь это как бренд продукта. Проще говоря, эти два имеют прочность на растяжение более 69сварочная проволока 0 МПа.
1.
| |
|---|---|
| Местоположение | |
| Год создания | |
| Стоимость годового выпуска | |
| Основные рынки | |
| Сертификаты компании | |
 Обзор производителя
Обзор производителя2. Сертификаты производителя | |
|---|---|
| а) Название сертификата | |
| Диапазон | |
| Артикул | |
| Срок действия | |
3. Возможности производителя | |
|---|---|
| а) Торговая мощность | |
| Ближайший порт | |
| Процент экспорта | |
| Количество сотрудников отдела торговли | |
| Язык общения: | |
| б) Заводская информация | |
| Заводской размер: | |
| Количество производственных линий | |
| Контрактное производство | |
| Диапазон цен продукта | |
- Аналогичные продукты
- Новые продукты
- Горячие продукты
product_catalog_ru Страницы 1-50 — Flip PDF Download
Опубликовано mearaby25,
13. 01.2017 16:01:27
01.2017 16:01:27
Прочитать текстовую версию
Без текстового содержания!
1
—
5051
—
65
Страниц:
0,3/- 0,5 мм; — для овальности макс. 50 % суммы предельных отклонений.Стандартный химический состав Катанка Марка стали С Мn Si Массовая доля элементов, % Ni Cu АІ Zr — Sv08 max 0,1 0,35-0,60 0,03 S Р Сг 0,3 0,25 0,01 — Прокат сортовой *Св08А макс 0,1 0,35-0,60 **0,03 макс 0,25 0,25 0,01 — и сортовой 0,25 0,05 -Св08Г1НМА 0 ,091,0-1,50 0,20-0,45 0,04 0,04 0,15 0,25 — — 0,03 0,03 0,12 0,05 0,015 0,02 0,3 0,5 -0,7*Св08ГС макс 0,10 1,40-1,70 0,60-0,85 0,025 0,030 0,30 0,25*Св08Г2С 0,05-0,11 1,80-2,10 0, 70-0,95 0,025 0,03 0,2 0,25 0,25Св08Г2СК 0,05-0,12 1,60-2,10 0,70-1,0 0,025 0,03 0,2 0,25 0,25 — 0 ,1 Заготовки —Св08ГА макс 0,1 0,80-1,10 0,06 0,025 0,03 0,1 0,25 0,25 — 0,25 —Св-07ХМ 0,05-0,090,30-0,55 0,12-0,40 0,030 0,025 0,75- 0,30 0,25 — Чугун 1,15 0,25Св-07Г 0,70-1,00 0,06 0, 10 0,25Св-09ХМ 0,07-0,11 0,35-0,65 0,12-0,35 0,030 0,025 0,20 0,90- 1,25* Металлопрокат может изготавливаться из непрерывнолитой заготовки с учетом требований заказчика –**содержание Si для Св08А до 0,05 % при изготовлении из непрерывнолитых заготовок. Контакты
Контакты
Механические свойства Марка стали Предел прочности, Н/мм2, не менее Уменьшение площади, % не менее Св08 420 60 60 Св08А 420 48 50 Катанка Св08Г1НМА 850 48 48 *Св08ГС 640 48 Св08Г2С 690Прокат сортовой Св08Г2СЦ 850 и сортовой Св08ГА Св-07ХМ 735 Св-07Г Св-09ХМ *Механические свойства катанки могут быть изменены с учетом требований заказчика. ЗаготовкиЧугунКонтакты
Сортовой и сортовой прокатКонтакты Чугун Заготовки Сортовой и сортовой прокат
1
—
5051
—
65
Страниц:
Сварочные сертификаты: Проволока сварочная
Основные виды сварочной проволоки — проволока сплошная, порошковая, активированная.
Проволока сварочная сплошного сечения
Проволока сварочная GMAW применяется для полуавтоматической и автоматической сварки, а также для изготовления электродов и присадочных прутков.
Химический состав и диаметр проволоки для сварки сталей регламентирует ГОСТ 2246-70. Проволока сварочная изготавливается по ГОСТ 10543-75, проволоки из меди и сплавов — по ГОСТ 16130-72, проволоки и алюминиевых сплавов — по ГОСТ 7871-75. Наиболее распространена стальная проволока. Она выпускалась следующих диаметров (мм): 0,3, 0,5, 0,8, 1,0, 1,2, 1,4, 1,6, 2,0, 2,5, 3,0, 4, 0, 5,0, 6,0, 8,0, 10,0, 12,0.
Сварочная проволока обозначается следующим образом (см. рисунок ниже).
| Обозначение провода |
- Диаметр.
- Марка провода:
- назначение ( Ст — Сварка, Н — Наплавка).
- содержание углерода в сотых долях процента.
 Например, Св08 — проволока содержит 0,08% углерода;
Например, Св08 — проволока содержит 0,08% углерода; - может указываться содержание легирующих элементов, обозначаемых следующими буквами: Х — хром, Н — Ni, С — Si, М — Mo, Т — марганец, Т — Ti: F — ванадий, D — медь, C — Zr, В — алюминий. За буквой, обозначающей легирующий элемент, следует цифра, обозначающая его содержание в процентах. Если легирующий элемент содержится в количестве около 1%, номер не присваивается. Например, Св08х31Н5Т трактуется следующим образом: проволока сварочная, содержание углерода 0,08%, хрома 21%, никеля 5%, титана 1%;
- может свидетельствовать о повышенных требованиях к чистоте проволоки от вредных примесей — серы и фосфора. Они встречаются в фирменных буквах А и АА. Например, в проволоке Св08 допускается до 0,04 % серы и фосфора, для СВ08А — до 0,03 % примесей, СВ08А — до 0,02 %.

Пример обозначения: 3 Св08ХСМФА-ВИ-Э ГОСТ 2246-70.
Проволока может поставляться в бухтах, на катушках или в специальной упаковке, например, Marathon Pac фирмы ESAB.
Порошковая сварочная проволока
Порошковая сварочная проволока представляет собой трубчатую проволоку, наполненную порошкообразным наполнителем. Отношение массы пороха к массе металлической оболочки колеблется от 15 до 40%. Конструкция порошковой проволоки может быть разной — простая трубка, оболочка с различными изгибами, двухслойная (см. рисунок).
| Порошковая проволока |
Отводы служат для придания жесткости проволоке и предотвращения борозды подающих роликов порошка при обжатии ее полуавтоматической сваркой. Порошковый наполнитель представляет собой смесь руд, минералов, ферросплавов, химикатов. Выполняет функции, аналогичные функциям электродного покрытия — защита металла от воздуха, стабилизация дуги, раскисление и легирование формирования сварного шва, регулирование переноса электродного металла и др.
Порошковый наполнитель представляет собой смесь руд, минералов, ферросплавов, химикатов. Выполняет функции, аналогичные функциям электродного покрытия — защита металла от воздуха, стабилизация дуги, раскисление и легирование формирования сварного шва, регулирование переноса электродного металла и др.
По составу порошкового наполнителя проволоки порошковые сварочные делятся на:
- рутил-органические,
- карбонат-флюорит,
- флюорит,
- рутил и
- рутил-флюорит.
По назначению проволока порошковая самооборона , предназначенная для сварки без дополнительной газовой защиты, и проволока для сварки в углекислом газе . Каждая из этих групп, в свою очередь, делится на провода общего назначения и специальные. Использование самозащитных проводов упрощает процесс сварки, так как нет необходимости использовать баллоны с углекислым газом. Это расширяет возможности использования полуавтоматической сварки в особых условиях монтажа. Для самозащиты проводов применяют порошки рутилового, органического, карбонатно-флюоритового и флюоритового типов.
Для самозащиты проводов применяют порошки рутилового, органического, карбонатно-флюоритового и флюоритового типов.
При сварке проволоками рутил-органического типа металл шва по химическому составу аналогичен таковому из низкоуглеродистой полуспокойной стали. При большой силе тока сварочная ванна поглощает газы, что приводит к пористости. В связи с этим ограничивается сила тока, что снижает производительность сварки. Типичным представителем проволоки рутилового органического типа может служить сварочная проволока марки ПП-Ах2.
Проволока карбонатно-флюоритная типа рекомендуется для сварки низкоуглеродистых и низколегированных сталей ответственных конструкций. В этом случае механические свойства сварного шва выше, чем у рутил-органических проволок. Сварные соединения более гибкие и лучше работают при низких температурах. Представителями этого типа являются сварочная проволока ПП-АН11, АН17-ПП.
Проволока флюоритовая типа по своим характеристикам являются промежуточными между проволоками рутил-органического и карбонатно-флюоритного типа, например, проволока сварочная ПП-2ДСК.
Применение порошковых проволок для сварки в среде углекислого газа позволяет значительно улучшить технологические параметры процесса сварки и механические свойства сварного шва по сравнению со сплошной проволокой. Снижается образование и улучшает внешний вид сварочных брызг, повышаются механические свойства сварных соединений. Для сварки в углекислом газе используется проволока рутил и рутил-флюорит типа . Проволока рутилового типа (ПП-АН8, ПП-АН10) предназначена для сварки широкого спектра конструкций из низкоуглеродистых и низколегированных сталей. Проволока рутил-флюоритового типа (ПП-Ах5, ПП-АН9, АН20-ПП) обеспечивает высокую ударную вязкость и рекомендуется для сварки конструкций из легированной стали, работающих в сложных климатических условиях при динамических нагрузках.
Проволока сварочная специального назначения применяются для сварки с положительным формованием, под водой, для сварки чугуна и т.п.
Помимо марки порошковая проволока также имеет условное обозначение, содержащее четыре группы буквенно-цифровых индексов:
- Назначение: ПС — для сварки в среде защитных газов, ПС — самозащита.
- Прочность металла шва, МПа. Дополнительная буква B или A означает сварку чугуна или нержавеющей стали. Для малоуглеродистых и низколегированных сталей буква не присваивается.
- Обозначение допустимых пространственных положений: 9- только вертикальный; T — все положения, включая тело вращения.
- Температура перехода к хрупкому разрушению: 0 — 20°С, 1 — 0°С, 2 — минус 20°С, 3 — минус 30°С, 4 — минус 40° С, 5 — минус 50°С, 6 — минус 60°С. Литера Д — Требования не регламентированы.
Активированная сварочная проволока
Активированная сварочная проволока, как и порошок, состоит из порошкообразных добавок. Однако их количество значительно ниже и составляет 5-7% от общей массы проволоки. Небольшое количество порошковых добавок позволяет активировать их в прессе в сплошную проволоку в виде тонких фитилей, используя специальную технологию. Наиболее широко применяют провода для введения активирующих добавок в центральный канал.
Наиболее широко применяют провода для введения активирующих добавок в центральный канал.
Активированные проволоки предназначены преимущественно для сварки в среде углекислого газа и его смесей, поэтому металлическая основа, как правило, проволока Св08Г2С.
В качестве активирующих добавок применяют легкоионизируемые соли щелочных и щелочноземельных металлов: Cs 2 CO 3 , K 2 CO 3 , Na 2 C0 3 , Vaso 3 , а также шлакообразующие компоненты: TiO 2 , SiO 2 , MgO, CaF 2 .
Введение солей щелочных и щелочноземельных металлов снижает эффективную мощность дуги и повышает устойчивость ее горения. Особенно заметно снижение потенциала ионизации в периферийных, относительно холодных областях дуги.
Теплопроводность щелочных металлов в интервале 2500-4000°К на один-два порядка ниже, чем у углекислого газа, что значительно снижает отбор тепла в радиальном направлении, т.е. способствует расширению столба дуги и активные пятна вне капель. В свою очередь, это уменьшает электромагнитную силу, действующую на каплю металлического электрода, и уменьшает размер капли, то есть ее отрыв от проволоки.
