Холодный прокат и горячий: Горячекатаный и холоднокатаный прокат – принципиальные различия
Содержание
Чем отличается листовой металл горячего и холодного проката
Корзина
- Статьи
- Холодный и горячий прокат металла: особенности и отличия
Листовой металл — самый популярный тип металлопроката. Его производят двумя способами:
В зависимости от способа производства лист получает набор свойств и характеристик. От метода проката зависит также сфера применения листового металла. Человеку, который далек от металлургии, обе технологии могут показаться одинаковыми.
Горячий прокат
Горячий прокат металла — технология изготовления листовой стали. Заготовку сначала нагревают при температуре около 1000 градусов, а потом прокатывают валками. Прогретый металл становится более пластичным, в результате процесс требует меньше времени. Лист горячекатаный может иметь окалины из-за контакта раскаленной стали с воздухом. После изготовления прокат необходимо обработать, убрав все дефекты с поверхности.
Заготовку сначала нагревают при температуре около 1000 градусов, а потом прокатывают валками. Прогретый металл становится более пластичным, в результате процесс требует меньше времени. Лист горячекатаный может иметь окалины из-за контакта раскаленной стали с воздухом. После изготовления прокат необходимо обработать, убрав все дефекты с поверхности.
Лист железа, изготовленный таким способом, подходит для тех сфер, где к изделиям не предъявляют строгих требований. Он имеет несколько преимуществ:
- солидную толщину;
- достаточно ровную поверхность;
- экономичность.
Недостатком проката является недостаточно ровная для некоторых сфер применения поверхность. После прогрева характеристики заготовки стали неоднородны. Именно поэтому невозможно обеспечить идеально гладкий лист, используя горячий прокат металла. Кроме того, на поверхности остаются следы окалины, и листы требуют дополнительной обработки.
Холодный прокат
Лист холоднокатаный пропускается между катками без предварительного прогрева. Это более тяжелая работа, процесс занимает много времени. Лист железа при этом обладает однородной структурой с низкой пластичностью. В результате получается идеально гладкая поверхность. Чтобы устранить напряженность в металле, готовый лист обжимают и обжигают — это уже никак не влияет на его потребительские свойства.
Это более тяжелая работа, процесс занимает много времени. Лист железа при этом обладает однородной структурой с низкой пластичностью. В результате получается идеально гладкая поверхность. Чтобы устранить напряженность в металле, готовый лист обжимают и обжигают — это уже никак не влияет на его потребительские свойства.
Лист холоднокатаный пользуется спросом в строительстве, космической отрасли, машино- и судостроении. Он отличается превосходными внешними характеристиками и высокой прочностью. Таких свойств у горячекатаного листа нет. В продаже сложно найти толстый лист, выпущенный методом холодного проката — на него практически нет спроса. Одновременно производители редко выпускают горячекатаные тонкие листы.
Среди преимуществ материала:
- идеальные геометрические характеристики;
- внутренняя однородность;
- ровная и плоская поверхность.
Холодный прокат металла используют также для выпуска стальных листов, которые потом будут использованы в производстве современной мебели. Мебель из такого материала выпускают и для медицинских целей, химической промышленности, лабораторий. Тонкий холодный прокат используют при изготовлении красивой кухонной утвари.
Мебель из такого материала выпускают и для медицинских целей, химической промышленности, лабораторий. Тонкий холодный прокат используют при изготовлении красивой кухонной утвари.
Где применяют горячий и холодный прокат
Лист горячекатаный подходит для сферы ЖКХ, строительных нужд, автомобилестроения. Однако используют материал уже для других целей. Они применяется там, где можно отказаться от эстетики и сэкономить. Например, в автомобильной технике листовой металл используют для внутреннего каркаса авто.
Горячий прокат пользуется неизменным спросом среди покупателей. Если необходимо изготовить лестничные пролеты на производственных участках, создать наклонные поверхности для тележек или сделать стальную площадку, то предприятия закупают горячекатаные листы.
Фасонные и профилированные изделия производят из горячекатаной стали. Она полностью отвечает требованиям покупателей. От фасонных изделий не требуется однородная структура и эстетичность — они выполняют другую функцию.
Лист холоднокатаный больше применяется для облицовки. На заводах столы контролеров имеют столешницы из такого материала — он обеспечивает идеальную точность при измерениях с минимальными колебаниями. Листовой металл можно дополнительно обработать, сделав его поверхность еще более гладкой, тогда погрешности будут исключены.
Какой лист выбрать?
Выбирая листовой металл, надо учитывать сферу его применения. Для изготовления черновых строительных конструкций можно выбрать горячекатаные листы, которые не отличаются эстетичностью, зато обеспечивают высокую прочность фасонных изделий. Для производства стальной плитки или мебели из стальных листов лучше использовать изделия холодного проката, которые не имеют окалины и других дефектов.
Если нужен толстый лист железа холодного проката, то партию материалов можно заказать индивидуально. Компании крайне редко производят такую сталь серийно — покупатели заказывают толстые листы в основном для изготовления профиля и черновых конструкций.
18 марта 2017
Поделиться:
© 2007-2023 Завод «Сталь Град», г. Санкт-Петербург, производство и продажа металлоизделий по чертежам заказчика
Карта сайта Политика конфиденциальности Статьи
Технологии производства стального листа холодным и горячим прокатом
В производстве металлопроката широко применяются два метода получения стального листа – горячего и холодного проката.
Данные технологии обработки металла имеют несколько значительных отличий. Поэтому готовые изделия также получают различные эксплуатационные качества и физические свойства, которые определяют дальнейшую область применения материалов.
Первое отличие касается марок применяемых стальных сплавов: для горячего проката используется сталь 09Г2С (низкоуглеродистая) , а для холодного 08ПС (углеродистая) .
С точки зрения покупателя, основное различие горячекатаного и холоднокатаного листа заключается в их стоимости, которая ощутимо выше у стального листа, полученного методом холодного проката. Как показывает практика, повышенная цена обусловлена более сложным процессом производства, а также применением более функционального оборудования.
Как показывает практика, повышенная цена обусловлена более сложным процессом производства, а также применением более функционального оборудования.
Производство холоднокатаного листа
В начале производственного цикла стальная заготовка проходит стадию зачистки и выравнивания поверхности, затем нагрева, что способствует повышению пластичности металла и позволяет осуществить горячую прокатку, в ходе которой металл получает вид рулонов небольшой толщины листа.
Полученный металлический лист подвергается травлению, так как поверхность материала после воздействия высоких температур получает окалину, после чего производится сварка листов (если необходимо получить изделие большого размера), а также обрезание продольных кромок.
Дальнейшая технология предполагает прокатку заготовок через непрерывные станки или оборудование с реверсивным циклом работы, а также отожжение. Целью производства является получение непрерывного тонкого листа стали, который затем нарезается на листы нужного размера.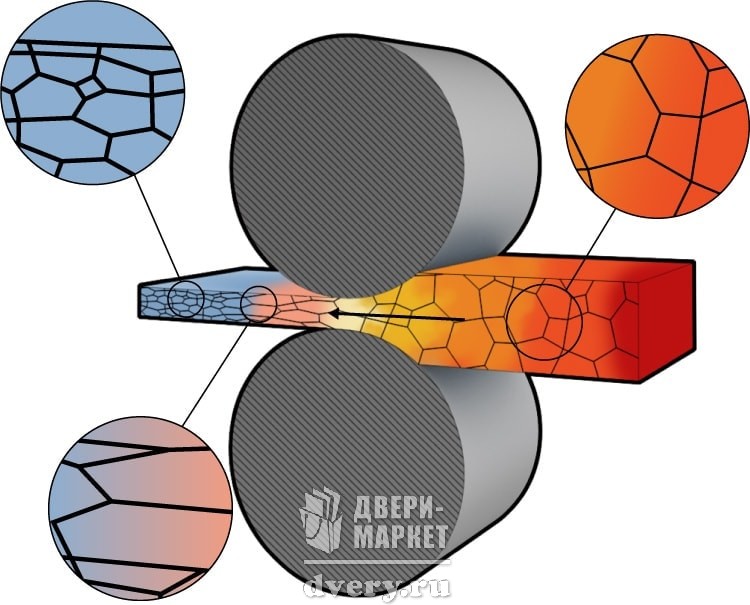
Как изготовляется горячекатаный лист
Цикл производства горячекатаного листа существенно короче и нередко включает в себя только прогон разогретого металлического бруска на станке горячего проката. В течение всего производственного цикла необходимо обеспечивать поддержание стабильно высокой температуры для раскатки листовой стали.
Готовое изделие имеет окалину, а толщина листа получается существенно больше (менее 0.5 мм получить листовую стали горячим прокатом невозможно). В зависимости от применяемого ГОСТа, полученная рулонная горячекатаная сталь в дальнейшем подвергается обрезанию кромки и раскраиванию на листы нужного размера.
Преимущества и недостатки технологий холодного и горячего проката
Сталь холоднокатаная, несмотря на более высокую стоимость, наиболее востребована в промышленности, благодаря следующим преимуществам:
- Меньшая толщина листа
- Ровная поверхность стали
- Одинаковая толщина по всей поверхности
- Высокие показатели механической прочности и твердости металла
- Листы не растрескиваются при сгибании
К недостаткам метода можно отнести более высокую стоимость и длинный производственный цикл.
Горячекатаная сталь в числе преимуществ имеет меньшую стоимость и короткий цикл производства, однако по практическим свойствам существенно уступает изделиям холодного проката:
- Неравномерная толщина
- Невозможно получить тонкий лист
- При сгибании получаются трещины
Область применения горячекатаного и холоднокатаного листа
Горячекатаный лист востребован в машиностроении, строительстве, вагоностроении, в промышленности – в качестве основы для производства труб, изготовления опалубок и т. д. В этом случае вторичная обработка листовой стали позволяет улучшить ее качества для той отрасли, где она используется.
Холоднокатаный лист также используется в машино- и авиастроении, изготовлении различных деталей для этих отраслей, в приборостроении и т. д.
Поделиться:
В чем разница между горячекатаной и холоднокатаной нержавеющей сталью
Интересные факты
Менеджер по маркетингу
·
5 апреля 2021 г.
·
комментарии выключены
Нержавеющая сталь универсальна и стильна. Это предпочтительный выбор для большинства приложений и отраслей промышленности.
Процессы изготовления и формовки являются основой, позволяющей упростить применение нержавеющей стали. Горячая прокатка и холодная прокатка — это процессы формовки, которые обеспечивают отделку поверхности нержавеющей стали.
Характеристики нержавеющей стали оптимизированы за счет использования горячей и холодной прокатки. Горячая и холодная прокатка позволяет значительно повысить механические свойства без изменения химического состава. Знание обоих процессов может помочь сэкономить время, затраты и энергию.
Основное различие между ними заключается в том, что горячекатаная нержавеющая сталь подвергается обработке при высоких температурах, тогда как холоднокатаная нержавеющая сталь обрабатывается при комнатной температуре. Марки нержавеющей стали могут быть либо горячекатаными, либо холоднокатаными, в зависимости от необходимости применения.
Горячекатаная нержавеющая сталь
При горячей прокатке нержавеющая сталь прокатывается и прессуется при температуре рекристаллизации . Температура около 1100°С. Нагрев выше температуры рекристаллизации улучшает микроструктуру зерен и улучшает механические свойства. На этом этапе нержавеющая сталь может быть легко сформирована и сформирована.
Обработка начинается с большого прямоугольного куска металла, называемого заготовкой. Его нагревают и прокатывают. Затем прокат подвергается воздействию высокой температуры и непрерывно проходит через ролики с высокими скоростями.
Горячая прокатка улучшает характеристики нержавеющей стали , такие как ударная вязкость, пластичность, формуемость и свариваемость. Нержавеющая сталь немного сжимается при охлаждении . Точность допусков и формы скомпрометирована в горячекатаных изделиях из нержавеющей стали. Масштабирование может быть обработано пескоструйной обработкой и травлением.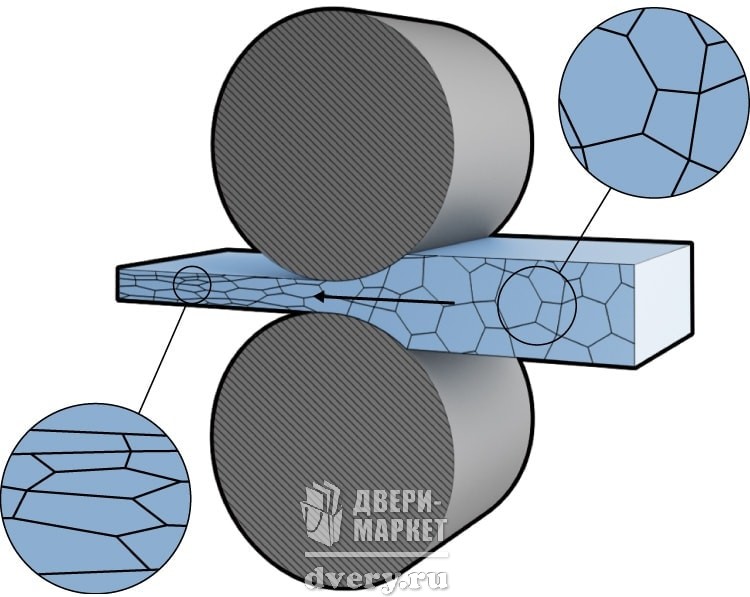
Горячекатаную нержавеющую сталь рекомендуется использовать в тех случаях, когда точность и размеры не имеют большого значения.
Холоднокатаная нержавеющая сталь
Холодная обработка проводится после горячей прокатки. Это делается перед тем, как продолжить. Горячекатаная нержавеющая сталь снова вытягивается при комнатной температуре для получения точных размеров и гладкой поверхности.
Процессы холодной вытяжки состояли из многих процессов, таких как волочение, токарная обработка, шлифовка, полировка ленты и т. д. Холоднокатаная нержавеющая сталь имеет определенные допуски, гладкую поверхность, четко определенные углы и кромки.
Холоднокатаная нержавеющая сталь имеет более привлекательный внешний вид. Да; он дороже из-за дополнительной обработки холодных выработок. Холодная обработка вызывает твердость, устойчивость к ударам и деформации.
Разница между горячекатаной и холоднокатаной нержавеющей сталью
- Холоднотянутые прутки имеют лучшее качество обработки поверхности, точные допуски и прямолинейность, чем горячекатаные.
 Поверхность горячекатаной нержавеющей стали имеет окалины, несовершенные края с перекосами.
Поверхность горячекатаной нержавеющей стали имеет окалины, несовершенные края с перекосами. - требует меньше времени и дешевле, чем холоднокатаная нержавеющая сталь.
- прочнее и тверже, чем горячекатаная нержавеющая сталь.
Горячекатаная нержавеющая сталь
Холоднокатаная нержавеющая сталь
Заключение
Что выбрать, горячую или холодную прокатку? Это зависит от дизайна продукта и его применения. Оба процесса делают нержавеющую сталь лучше для любого захватывающего образа предстоящего применения.
Ambica Steels является пионером в производстве изделий из холоднотянутой нержавеющей стали. Мы являемся гордым и опытным производителем современных холоднотянутых плоских прутков и прецизионных прутков. Наш многоблочный завод имеет отдельные заводы, оснащенные новейшими машинами и оборудованием. Запросы и консультации всегда приветствуются.
Похожие сообщения
Горячекатаная сталь против холоднокатаной стали
Галерея проектов
Галерея проектов
Навес аэропорта CVG
Изготовление двух больших навесов из стальных труб для установки в аэропорту. Навесы были полностью собраны в магазине перед отправкой. Оба навеса были оцинкованы методом горячего погружения, чтобы выдерживать коррозионную среду установки.
Навесы были полностью собраны в магазине перед отправкой. Оба навеса были оцинкованы методом горячего погружения, чтобы выдерживать коррозионную среду установки.
Посмотреть проект
Посмотреть все проекты
Галерея проектов
Крышка газгольдера
Изготовление и заводская сборка крышки газгольдера.
Посмотреть проект
Посмотреть все проекты
Галерея проектов
Замена котловой трубы CE
Swanton Welding отвечала за создание печатных чертежей САПР на основе чертежей для проектирования и изготовления сменной трубы из материала A588 для нефтеперерабатывающего завода
3
33 Посмотреть проект
Просмотреть все проекты
Галерея проектов
Каталитический нейтрализатор
Изготовленный из нержавеющей стали каталитический нейтрализатор с комплектом труб. Заказчик обратился к нам с предложением выполнить эту работу из нержавеющей стали, при этом пучок нержавеющих труб изготовлен из специальной бесшовной трубы. Сроки были критически важными, так как у заказчика был запланирован двухдневный простой установки, и ему нужно было установить это устройство во время этого […]
Сроки были критически важными, так как у заказчика был запланирован двухдневный простой установки, и ему нужно было установить это устройство во время этого […]
Посмотреть проект
Посмотреть все проекты
Галерея проектов
Самосвал Проект
Компания Swanton Welding изготовила две платформы для самосвала. Они используются в различных отраслях промышленности, где полуприцепы или другие большие грузовики заезжают на платформу для разгрузки. После закрепления грузовика платформа поднимается высоко в воздух, и груз на грузовике под действием силы тяжести переносится в бункер или бункер. Наш клиент строит […]
Посмотреть проект
Посмотреть все проекты
Галерея проектов
Аккумуляторная башня для процесса нанесения металлического покрытия
Башня из конструкционной стали Этот проект состоял из строительства двух одинаковых башен. Сторона входа изображена, а сторона выхода видна вдалеке. Этот новый клиент Swanton Welding запросил окончательную покраску проекта перед его сдачей. Эти опоры из конструкционной стали были собраны в полевых условиях и потребовали очень […]
Этот новый клиент Swanton Welding запросил окончательную покраску проекта перед его сдачей. Эти опоры из конструкционной стали были собраны в полевых условиях и потребовали очень […]
Посмотреть проект
Посмотреть все проекты
Галерея проектов
Производство промышленных конвейеров
Клиент из сельскохозяйственной отрасли обратился в компанию Swanton Welding & Machining с просьбой изготовить двенадцать компонентов конвейеров весом 5000 фунтов. Используя AutoCAD 2009, мы сначала разработали полные рабочие чертежи компонента. Затем мы изготовили секцию конвейера длиной 20 футов, высотой 3 фута 6 дюймов и шириной 8 футов, используя балочную линию с ЧПУ, пилы и сверла. После изготовления, во время которого мы […]
Посмотреть проект
Посмотреть все проекты
Галерея проектов
4100 Изготовление ростверка
Стабилизатор баржи Компания Swanton Welding взялась за проект с простой целью: поддержать 1500-тонный кран с двумя баржами. Прочная стальная рама соединяет две баржи вместе, а кран будет использоваться для забивания свай моста.
Прочная стальная рама соединяет две баржи вместе, а кран будет использоваться для забивания свай моста.
Посмотреть проект
Посмотреть все проекты
Галерея проектов
Восстановление стекловаренной печи – опорная сталь
Клиент предложил и нарисовал первоначальный проект этого опорного стального проекта. Он будет охватывать и поддерживать стекловаренную печь для производства инженерной арматуры. Компания Swanton Welding поставила такие материалы, как анкерные стержни, стальные платформы, лестницы и стремянки для 20-футовой инструментальной стекловаренной печи. Изготовление, пескоструйная обработка и покраска были адаптированы […]
Просмотреть проект
Просмотреть все проекты
Галерея проектов
Производство кислотной печи
Компания Swanton Welding & Machining обратилась к заказчику из химической промышленности с просьбой изготовить печь весом 125 000 фунтов. кислотная печь. Сначала мы разработали полные производственные чертежи печи в программе AutoCAD. Затем мы использовали различные методы изготовления для изготовления печи для стали марок A516 70 и A-36, в том числе: сверление, прокатку, лазерную резку, […]
кислотная печь. Сначала мы разработали полные производственные чертежи печи в программе AutoCAD. Затем мы использовали различные методы изготовления для изготовления печи для стали марок A516 70 и A-36, в том числе: сверление, прокатку, лазерную резку, […]
Посмотреть проект
Посмотреть все проекты
Галерея проектов
Изготовление стальной упорной рамы
Заказчик из газовой отрасли обратился в компанию Swanton Welding & Machining с просьбой изготовить сварную конструкцию упорной рамы из стали A36 и A-514. Сварная конструкция весом 225 000 фунтов была изготовлена с использованием различных процессов, включая фрезерование с ЧПУ, сварку MIG, сверление, лазерную резку, гибку, нарезание резьбы и формование. Тяговая рама длиной 54 фута и шириной 8 футов была искусно изготовлена с использованием […]
Просмотреть проект
Просмотреть все проекты
Галерея проектов
Нижний кожух для стекловаренной печи
Этот заказной проект изготовления предназначался примерно для 30 нижних кожухов для стекловаренной печи. Каждая секция должна была иметь колодки, изготовленные по индивидуальному заказу, чтобы обеспечить плоскостность в пределах 1 мм. После того, как отдельные корпуса были завершены, нам пришлось собрать их на заводе по всей длине и использовать переход, чтобы обеспечить их критический […]
Каждая секция должна была иметь колодки, изготовленные по индивидуальному заказу, чтобы обеспечить плоскостность в пределах 1 мм. После того, как отдельные корпуса были завершены, нам пришлось собрать их на заводе по всей длине и использовать переход, чтобы обеспечить их критический […]
Посмотреть проект
Просмотреть все проекты
Галерея проектов
Изготовление смесительного бака
Заказчик из отрасли водоподготовки обратился в компанию Swanton Welding & Machining с просьбой изготовить узел смесительного бака. 50 000 фунтов. Узел резервуара состоял из множества различных частей и систем, включая резервуары для быстрого смешивания, реакторы и отстойники, платформу длиной 16–8 дюймов и вытяжную трубу высотой 15 футов. Для изготовления этих компонентов и многих других […]
Посмотреть проект
Посмотреть все проекты
Галерея проектов
Сепаратор и бункер для шин
Проект включал изготовление бункера и сепаратора для завода по переработке шин. Хоппер был разработан для выгрузки грузовиков с использованными шинами. Он имеет двигатель и систему сдвижного пола, наклоненную для подачи шин в сепаратор, который будет разделять шины в зависимости от размера и подавать их на дополнительное оборудование […]
Хоппер был разработан для выгрузки грузовиков с использованными шинами. Он имеет двигатель и систему сдвижного пола, наклоненную для подачи шин в сепаратор, который будет разделять шины в зависимости от размера и подавать их на дополнительное оборудование […]
Посмотреть проект
Посмотреть все проекты
Галерея проектов
Запасная стрела
По сути, это структурный рычаг для тяжелого конвейерного судового погрузчика.
Посмотреть проект
Посмотреть все проекты
Галерея проектов
Платформа из нержавеющей стали
Изготовленная на заказ платформа из конструкционной нержавеющей стали с колоннами и поручнями из углеродистой стали.
Посмотреть проект
Посмотреть все проекты
Галерея проектов
Тележки для обслуживания ковшей
Заказчику требовался способ удобной транспортировки больших ковшей в места их использования.
Посмотреть проект
Посмотреть все проекты
Галерея проектов
Фильтр системы очистки
Сепаратор сточных вод Заказчику этого проекта требовалось изготовить водонепроницаемый резервуар отстойника. Нам предстояло построить, сварить, проверить на герметичность, собрать в цехе, взорвать, законопатить и покрасить резервуар. В итоге мы доставили готовый резервуар отстойника в сборе. Дата завершения 7 марта 2017 г. Материалы Все материалы изготовлены из углеродистой стали. Методы изготовления В этом проекте использовались […]
Посмотреть проект
Посмотреть все проекты
Галерея проектов
125-тонный паровой вагон
Мы построили 125-тонный паровой вагон. Мы его изготовили, отпескоструили и покрасили, выполнили сборку, электромонтажные работы и заводские испытания.
Посмотреть проект
Посмотреть все проекты
Галерея проектов
Бункер из нержавеющей стали
Мы изготовили этот бункер из нержавеющей стали на заказ и отполировали его изнутри для использования в пищевой промышленности.
Посмотреть проект
Посмотреть все проекты
Галерея проектов
Пристройка к офису больницы округа Фултон
Swanton Welding было поручено изготовить стальной каркас для новой пристройки больницы округа Фултон в Уосоне, штат Огайо. Мы высоко оценили возможность поддержать Rupp/Rosebrock, Inc. и их строительные бригады, когда они построили четырехэтажное медицинское здание, которое будет присоединено к больнице округа Фултон. Команда Swanton Welding использовала нашу балочную линию для […]
Посмотреть проект
Посмотреть все проекты
Галерея проектов
Изготовление стальных труб
Компания Swanton Welding & Machining обратилась к клиенту из индустрии чистого воздуха с просьбой изготовить 950 000 фунтов. стальных штабелей. Восемь больших штабелей были изготовлены с использованием различных процессов, включая прокатку, гибку, формование и сварку MIG.
