Хонинговальные головки производство: Хонинговальные головки производство и адаптация под станки
Содержание
Хонинговальные головки (хонголовка) 36-160 мм в Старом Осколе (Части режущие)
Цена: Цену уточняйте
за 1 ед.
- Минимальный заказ — 1 ед.;
- Дата добавления 16.12.2016;
- Код предложения — 12950769;
- Предложение было просмотрено — 1716;
Выбираете, где выгоднее заказать услугу или купить товар? “Хонинговальные головки (хонголовка) 36-160 мм”, цену уточняйте. Предложение имеет статус в наличии.
Описание товара
Хонинговальная головка – это инструмент, предназначенный для обработки методом хонингования цилиндрических отверстий в изделиях из различных металлов, чугунах и неметаллических материалов. Хонинговальные головки позволяют достигать точность обработки от 0,003 мм до 0,011 мм.
Технические характеристики:
- Размерный ряд от 36 мм до 160 мм
- Длина алмазных брусков — 100 мм
- Комплект хонголовки: один комплект брусков, в размерах до 72мм — 6 брусков, в размерах 72-160мм — 8 брусков.


Хонинговальная головка устанавливается непосредственно на хонинговальный станок, но может работать и на сверлильном станке.
Хонголовка закреплена на специальном шарнирном устройстве шпинделя хонинговального станка и одновременно совершает вращательное и возвратно-поступательное движение. На ней закрепленны раздвижные абразивные бруски. Обильно орошает обрабатываемую поверхность смазочно-охлаждающей жидкостью.
Головки хонинговальные (хонголовки) — предназначены для чернового и чистового алмазного (абразивного) хонингования гильз, блоков двигателей на одношпиндельных вертикально-хонинговальных станках с механическим, гидравлическим и пневматическим розжимом. Для всех марок автомобилей, скутеров, мотоциклов, тракторов, компрессоров.
Возможна установка в токарный станок.
Размер под зажим патрона заказывается.
Хоны с механическим разжимом для чернового и чистового хонингования цилиндров автомобильных, мотоциклетных и тракторных двигателей внутреннего сгорания, компрессоров.
Все хоны с 4 — 6-стью брусками, зернистость 80/64, М20, 160/125 — 250-200 или 10.
Возможна комплектация одного корпуса хона брусками с брускодержателями чистового и чернового типа.
В объявлении указана цена на хонголовку диаметром 38мм.(диапазон хон.36-41).
Уточнить стоимость хонинговальных головок другого диаметра и получить дополнительную информацию можно у менеджеров компании Инвестпром.
————————————————————————————————————————
Весь ассортимент магазина можно посмотреть, кликнув на ссылки в окне справа!
————————————————————————————————————————
Товары, похожие на Хонинговальные головки (хонголовка) 36-160 мм
Обращаем ваше внимание на то, что торговая площадка BizOrg.su носит исключительно информационный характер и ни при каких условиях не является публичной офертой.
Заявленная компанией ООО «Компания Инвестпром» цена товара «Хонинговальные головки (хонголовка) 36-160 мм» может не быть окончательной ценой продажи. Для получения подробной информации о наличии и стоимости указанных товаров и услуг, пожалуйста, свяжитесь с представителями компании ООО «Компания Инвестпром» по указанным телефону или адресу электронной почты.
Телефоны:
+79103296722
Купить хонинговальные головки (хонголовка) 36-160 мм в Старом Осколе:
с. Незнамово, ул. Центральная, 16а
Хонинговальные головки (хонголовка) 36-160 мм
Конструкция — хонинговальная головка — Большая Энциклопедия Нефти и Газа, статья, страница 1
Cтраница 1
Конструкция хонинговальной головки оказывает большое влияние на достигаемую при хонинговании точность размера и геометрической формы обрабатываемой поверхности, а также на производительность металлосъема. На практике получили применение разнообразные конструкции хонинговальных головок, отличающихся друг от друга по способу соединения со шпинделем станка, по виду обрабатываемых поверхностей ( внутренняя или наружная), по числу рядов л типу брусков, методам их закрепления на колодках, особенностям конструкции колодок и разжимных конусов.
[1]
Конструкция хонинговальной головки разрабатывается с учетом принятой схемы обработки, вида ( внутренняя или наружная) и формы обрабатываемой поверхности ( сквозная, глухая, шлице-вая, с пазами и окнами, некруглая, сферическая), ее размеров и заданной точности обработки.
[2]
Конструкция двухбрусковой хонинговальной головки показана на фиг. Бруски 1 закреплены в державках 2 клеем. В процессе обработки бруски раздвигаются таким образом, чтобы они все время были прижаты к обрабатываемой поверхности.
[3]
Конструкция жестко закрепленной хонинговальной головки показана на фиг.
[4]
Выбор конструкции хонинговальной головки ( хона) зависит от типа станка и характера производства.
[5]
Хонинговальные головки. а с разжимом брусков одним конусом. б — с разжимом брусков двумя конусами. в-д — способы крепления хонинговальных брусков в колодках. е — поверхность, полученная в процессе хонинго-вания. е — поверхность, полученная в процессе хонинго-вания.
[6] |
К конструкциям хонинговальных головок предъявляют следующие требования: обеспечение точности и формы обрабатываемого отвер стия; возможность самоустановки головки в случае несовпадения осей отверстия и шпинделя; возможность самоустановки абразивных брусков для исправления формы обрабатываемого отверстия и компенсации неравномерности изнашивания брусков; возможность автоматического сжатия абразивных брусков при снятии рабочего движения; необходимость тонкого и удобного регулирования подачи абразивных брусков.
[7]
Тип и конструкцию хонинговальной головки выбирают в зависимости от размеров и формы обрабатываемого отверстия ( сквозное, глухое, гладкое, шлицевое и др.), от принятой схемы обработки и вида производства.
[8]
Тип и конструкцию проектируемой хонинговальной головки выбирают в зависимости от соотношения длины и диаметра обрабатываемой поверхности.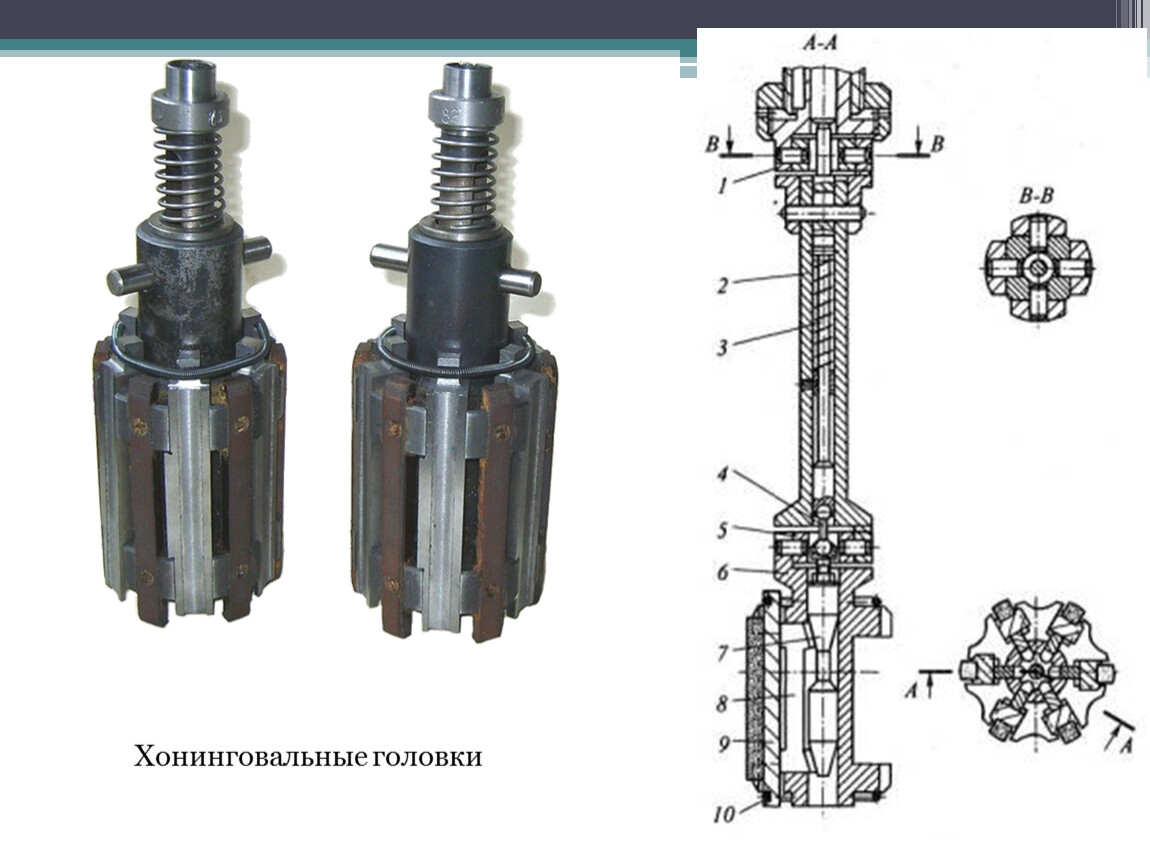 Например, при хонинговании коротких отверстий при / o / os l ( кольца, зубчатые колеса, шатуны, рычаги и др.) обычно применяются жесткие хонинговальные головки, а при хонинговании глубоких отверстий при / 0 / с. Указанные рекомендации справедливы и для хонингования наружных поверхностей.
Например, при хонинговании коротких отверстий при / o / os l ( кольца, зубчатые колеса, шатуны, рычаги и др.) обычно применяются жесткие хонинговальные головки, а при хонинговании глубоких отверстий при / 0 / с. Указанные рекомендации справедливы и для хонингования наружных поверхностей.
[9]
Число брусков зависит от конструкции хонинговальной головки, диаметра и длины обрабатываемых отверстий.
[10]
Число брусков в головке зависит от конструкции хонинговальной головки, диаметра и длины обрабатываемых отверстий. Обычно 9то число кратно трем и при однородном расположении в головке равно 3 — 24 брускам.
[11]
Число брусков в головке зависит от конструкции хонинговальной головки, диаметра и длины обрабатываемых отверстий. Обычно это число кратно трем и при однородном расположении в головке равно 3 — 24 брускам.
[12]
Измерение индикаторным нутромером цилиндра двигателя. | Приспособление для восстановления гиль. | Приспособление для восстановления гиль.
[13] |
На рис. 70 показана одна из конструкций хонинговальных головок с пневматическим приводом.
[14]
На рис. 133 показана одна из конструкций хонинговальных головок с пневматическим приводом.
[15]
Страницы:
1
2
Гибкое хонингование Имеет собственный производитель двигателей Процветание
Чтобы бизнес процветал, у него должны быть средства и стратегии для преодоления экономических пиков и спадов. Компания Dart Machinery, специализирующаяся на изготовлении блоков цилиндров для гоночных и высокопроизводительных автомобилей, а также сменных блоков для нескольких основных двигателей V-8 крупных производителей, занимается хонингованием отверстий цилиндров для достижения эффективности производства, которая почти соответствует программам массового производства. По словам Дика Маскина, основателя и президента, усовершенствованное хонингование является отличительной чертой для сохранения конкурентного преимущества Dart и достижения большей эффективности и гибкости при обработке постоянно меняющегося набора блоков.
В новой машине SV-20 оттачивается малый блок Chevrolet Performance.
Новая хонинговальная система SV-20 от Sunnen Products обеспечивает высокоточное и очень гибкое хонингование различных конструкций блоков и металлургии в рамках одного непрерывного процесса без необходимости замены камня, сообщил он. SV-20 американского производства заменил более дорогую систему хонингования европейского производства, которая «просто не подходила для нашего производства и была недостаточно гибкой», — сказал Маскин.
Маскин начал Дартс в 1981 в гараже на две машины в Ок-Парке, штат Мичиган, и превратил его в лидера в производстве гоночных и высокопроизводительных блоков двигателей, головок и других компонентов. Компания вносит свой вклад в сохранение Детройта как «города автомобилей» с технологическим центром и производственным предприятием в районе метро.
Сегодня 95 сотрудников Dart производят около 8000 блоков и 16000 головок в год для дрэг-рейсинга, кольцевых гонок, шоссейных гонок и высокопроизводительных нестандартных автомобилей, а также морских и промышленных силовых установок.
«Мы производим заказы в больших объемах, — объяснил Маскин. Блоки изготавливаются по заказу клиента по типу и материалу, расстоянию между отверстиями, расположению кулачков, схеме расположения болтов, высоте платформы, расположению подъемника, схеме расположения болтов масляного поддона, метрическим или американским размерам — «только бесконечные вариации и специализации», — сказал он.
Dart производит блоки из различных марок железа (в том числе CGI) и алюминия с цилиндрическими втулками с железными втулками, в том числе блоки, изготовленные из кованых и термообработанных алюминиевых заготовок. Завод работает в три смены, 6 или 7 дней в неделю, в зависимости от объема производства, с 26 крупногабаритными ЧПУ Makino, изготавливающими блоки, головки и коллекторы.
Двухэтапный алмазно-абразивный хонинговальный инструмент Sunnen выполняет черновую и чистовую обработку абразивом зернистостью 220 и 500 без перерыва на смену бруска. Усовершенствованная система управления на SV-20 позволяет Dart Machinery выполнять широкий спектр чистовой обработки с помощью этих двух абразивов.
Покупатели могут выбирать из семи различных конструкций базовых блоков, размеров больших и малых блоков, все они разработаны на основе опыта NHRA по серийному выпуску V-8. «Вот откуда берутся все технологии», — сказал Маскин, чьи собственные разработки двигателей достигли первой в дрэг-рейсинге скорости 300 миль в час на четверть мили и четырехсекундного пробега Funny Car.
Применяя тот же творческий подход к хонингованию, Dart сочетает две передовые технологии: алмазные хонинговальные абразивы, приводимые в движение программируемым шпинделем, за которыми следуют профилометры для измерения изменчивости обработки поверхности цилиндра, чтобы воспроизвести «лучшую» отделку блока и кольцевое уплотнение.
«Хонингование заключается в герметизации колец к стенке цилиндра», — подчеркнул Дик Маскин. «Ключевым моментом является глубина впадины: слишком глубокая, и в ней слишком много масла, что замедляет работу двигателя из-за трения. Слишком маленькая впадина, и кольца могут аквапланироваться по впадинам, и вы теряете уплотнение. Тогда вам нужно использовать более густое масло. , Если масло не может оставаться в канавках, оно остается на стенке цилиндра и должно быть густым, чтобы его не отрывали кольца. Мы считаем, что канавки должны быть в среднем или высоком 30 микродюймов (0,000030 дюйма), чтобы действительно герметизировать гоночный двигатель сильно, а для более обычного двигателя — глубже от середины до максимума 40.
Тогда вам нужно использовать более густое масло. , Если масло не может оставаться в канавках, оно остается на стенке цилиндра и должно быть густым, чтобы его не отрывали кольца. Мы считаем, что канавки должны быть в среднем или высоком 30 микродюймов (0,000030 дюйма), чтобы действительно герметизировать гоночный двигатель сильно, а для более обычного двигателя — глубже от середины до максимума 40.
«Для некоторых блоков, использующих сегодняшние стальные кольца, мы затачиваем пики размером 12-15 микродюймов (0,000012-15 дюймов) или более гладкими. Когда мы переворачиваем короткий блок вручную с помощью гаечного ключа, кольца сбивают пики до 5 или меньше, прежде чем мы когда-либо запустим двигатель, но впадины остаются. Мы не всегда можем снять вершины во время хонингования. Если вы будете хонинговать шариком или наждачной бумагой, думая, что достигнете этого, вы просто уменьшите глубину впадин и двигатель не будет работать так же хорошо.
«По нашему опыту, если хонинговать пики и впадины более плавно, отделка не продержится так долго. Начиная с более грубой отделки, блок будет изнашиваться и запечатываться так плотно, что вы удивитесь».0003
Начиная с более грубой отделки, блок будет изнашиваться и запечатываться так плотно, что вы удивитесь».0003
«У опытных гонщиков всегда были свои любимые блоки, те, которые работают лучше других», — заметил Маскин. «По опыту мы узнали, что разница была не в блоке, а в том, как работал ваш процесс хонингования для и конкретного блока , в то время как аналогичные блоки могли производить гораздо меньше лошадиных сил.
Dart ежегодно производит около 8000 блоков цилиндров различных конструкций и различных марок чугуна и алюминия, а также из кованых алюминиевых заготовок.
«Как только мы поймем, какое покрытие вам нужно от хонингования — а теперь мы знаем эти цифры, благодаря профилометрам, — продолжил он, — мы также сможем сделать плохие блоки хорошими. Мы используем хонингование для достижения идеального Rvk (средняя глубина впадины), Rpk (средняя высота пика), Rk (глубина шероховатости сердцевины) и штриховка для окончательной обработки блока для данного применения».
Зная желаемый результат, процесс заточки можно настроить для достижения результата в любом блоке, сказал он. «Если вы переходите от блока из чугуна с твердостью 200 единиц по Бринелю к гораздо более прочному блоку CGI (чугун с уплотненным графитом), вам необходимо знать, как достичь требуемых показателей отделки в различных материалах», — сказал Маскин. «Отделка также должна учитывать тип топлива, сжигаемого в двигателе, который может быть спиртом или природным газом».
«Если вы переходите от блока из чугуна с твердостью 200 единиц по Бринелю к гораздо более прочному блоку CGI (чугун с уплотненным графитом), вам необходимо знать, как достичь требуемых показателей отделки в различных материалах», — сказал Маскин. «Отделка также должна учитывать тип топлива, сжигаемого в двигателе, который может быть спиртом или природным газом».
Хонинговальная система Sunnen SV-20 дает Dart возможность эффективно обрабатывать любой блок цилиндров из любого материала и любой твердости. «У нас нет типичного производственного цикла, — говорит Маскин. «Мы можем поставить новый блок на СВ-20, как только программа будет написана, и никакая машина не сможет сделать цилиндр круглее или прямее.
«Вся отделка основана на программировании», — подчеркнул он. «Если вы знаете, куда хотите попасть, вы можете туда попасть».
Кольцевой компрессор исключает предварительное сжатие колец и квадратную установку в отверстии.
Компьютерное управление отняло большую часть искусства от заточки, отметил он. «Такие станки, как SV-20, производят такую отделку и размер, которые ранее требовали очень талантливого оператора. Если вам нужно оттачивать разные блоки с разным содержанием материала, как это делаем мы, новое оборудование значительно лучше».
«Такие станки, как SV-20, производят такую отделку и размер, которые ранее требовали очень талантливого оператора. Если вам нужно оттачивать разные блоки с разным содержанием материала, как это делаем мы, новое оборудование значительно лучше».
Усовершенствованная система истинно линейного хода с сервоприводом мощностью 3,36 л.с. (2,5 кВт) удерживает хонинговальный инструмент концентричным с отверстием на протяжении всей длины хода, обеспечивая постоянный диаметр от верха до низа отверстия. SV-20 может хонинговать отверстия с внутренним диаметром от 0,75 до 8 дюймов (19-200 мм). Размер машины 36 x 40 дюймов. Рабочая зона (915 x 1015 мм), конструкция с фронтальной загрузкой и грузоподъемность до 1500 фунтов (680 кг) обеспечивают исключительную универсальность обработки.
Машинист Деннис Стоун использует старый Sunnen SV-3 для вертикального и автоматического линейного хонингования. Бизнес
Dart также зависит от хорошего времени цикла, и шпиндель с высоким крутящим моментом 5,5 л. с. на новом станке обеспечивает это. «С СВ-20 и новым блоком мы можем вывезти 6-8 тысячных менее чем за минуту», — сообщил он. Двухэтапный алмазный инструмент – зернистостью 150 и 600 – выполняет черновое и чистовое хонингование без перерыва на смену бруска. По его словам, эта комбинация камней позволяет Dart получить практически любую отделку поверхности. Другие улучшения производительности, которые он отмечает, включают автоматическую фиксацию размера, выдержку и отображение профиля отверстия в реальном времени.
с. на новом станке обеспечивает это. «С СВ-20 и новым блоком мы можем вывезти 6-8 тысячных менее чем за минуту», — сообщил он. Двухэтапный алмазный инструмент – зернистостью 150 и 600 – выполняет черновое и чистовое хонингование без перерыва на смену бруска. По его словам, эта комбинация камней позволяет Dart получить практически любую отделку поверхности. Другие улучшения производительности, которые он отмечает, включают автоматическую фиксацию размера, выдержку и отображение профиля отверстия в реальном времени.
Управляемый ПЛК SV-20 оснащен 8-дюймовым промышленным цветным сенсорным экраном с маховиком для быстрой настройки и легкого обучения оператора. Компьютерное управление обеспечивает автоматическую постоянную геометрию и чистовую обработку отверстий без постоянной регулировки оператором. Система управления автоматически рассчитывает требуемую скорость шпинделя/ходового механизма на основе заданного оператором угла перекрестной штриховки или отображает угол поперечной штриховки на основе введенных оператором скоростей шпинделя/ходового механизма.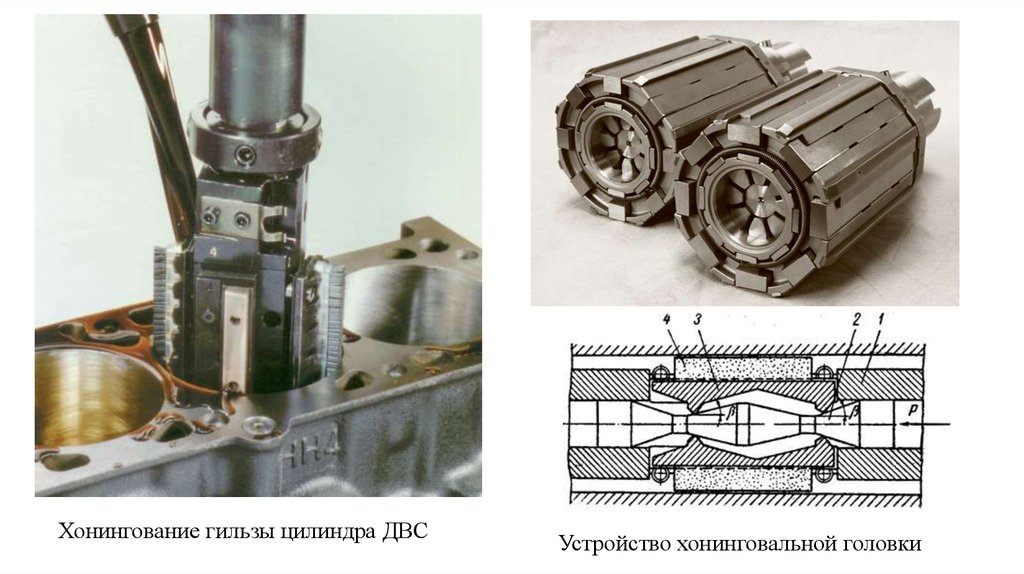 Управление с переменной скоростью позволяет использовать гораздо более широкий спектр параметров обработки и последовательную штриховку с автоматическим переключением с черновой обработки на чистовую одним нажатием кнопки.
Управление с переменной скоростью позволяет использовать гораздо более широкий спектр параметров обработки и последовательную штриховку с автоматическим переключением с черновой обработки на чистовую одним нажатием кнопки.
Dart использует в своих производственных процессах другие станки Sunnen, такие как линейный хонинговальный станок CH-100, сказал Маскин, и хотя SV-20 взял на себя большую часть повседневной работы по хонингованию, старый станок все еще может быть полезен для некоторых Приложения. «У нас есть много шлифовальных головок Sunnen, и в особых случаях наши лучшие механики могут делать с ними вещи, которые мы называем «мошенничеством». дизайн и производство. С новым SV-20 компания оттачивает это преимущество за счет точности уплотнения поршня и эффективности производства.
|
| |||||||||||||||||||||||
 На многих из этих блоков фабрика изначально использовала хонинговальную пластину и не рекомендует переделывать без ее использования.
На многих из этих блоков фабрика изначально использовала хонинговальную пластину и не рекомендует переделывать без ее использования.
