Хонинговальный инструмент: Хонинговальные инструменты купить в интернет магазине 👍
Содержание
Хонинговальные инструменты в России — Биржа оборудования ProСтанки
- Главная
- Продажа
- Шлифовальные станки
- Хонинговальный инструмент
Вы можете очень быстро сравнить цены хонинговального инструмента и подобрать оптимальные варианты из более чем 12854 предложений
Реклама
Заточной станок для инструмента Optimum Gh30T
Универсальный станок для заточки сверл, фрез, резцов и другого инструмента различной геометрии. Разнообразное применение благодаря очень широким настроечным возможностям. Обеспечивает быструю и…
Подробное описание и цена >>>
Хонинговальный станок
Состояние: Б/У Год выпуска: 1998 Производитель: Краснореченский станкостроительный завод (Россия)
Хонингование ― один из методов высокоточной обработки отверстий и валов. Хонингование ― это отделочная операция, при которой съем металла с обрабатываемой поверхности детали осуществляется…
Хонингование ― это отделочная операция, при которой съем металла с обрабатываемой поверхности детали осуществляется…
22.04.2020
Юхнов (Россия)
280 000
3К833 станок хонинговальный полуавтомат вертикальный одношпиндельный
Состояние: Б/У Год выпуска: 1991 Производитель: Россия
Вертикальный полуавтоматический хонинговальный станок 3К833 выпускается российским станкостроительным предприятием и предназначен для финишной обработки внутренних поверхностей (зеркал) цилиндров…
04.06.2020
Пушкино (Россия)
120 000
Хонинговальный станок Asgard HM15
Состояние: Новый Производитель: «Asgard» (Россия)
Хонинговальный станок с ЧПУ Asgard HM15 предназначен для плосковершинного хонингования блоков цилиндров двигателей внутреннего сгорания. Это аналог станков Rottler (США) и Sunnen (Швейцария).Стол…
Это аналог станков Rottler (США) и Sunnen (Швейцария).Стол…
04.03.2022
Уфа (Россия)
3 600 000
Ленточные пилы, твердосплавный инструмент, ленточнопильные станки
Состояние: Новый
В наличии
Компания ВолгоВятТорг специализируется на подборе и поставках оборудования и инструмента для металлообработки.
Мы предлагаем:
— ленточные пилы немецких производителей WIKUS и Flamme;
-…
25.02.2013
Нижний Новгород (Россия)
Долбёжный 7А420, ГД320, хонинговальный ВС-80, 7228
В наличии
Долбёжный мод. 7А420 (диаметр стола 500 мм, ход долбяка 200 мм), 1970г.
Долбёжный мод. ГД320 (диаметр стола 770 мм, ход долбяка 120-320 мм) 2007г.
Продольно-строгальный 7228 (стол 2800мм х…
30.06.2014
Санкт-Петербург (Россия)
Станок Хонинговальный 3к833
Состояние: Новый Год выпуска: 1990
В наличии
Продам Станок Хонинговальный 3к833, 89г. в. (куплен с хранения в 2006г.) в работе почти не был, отличное состояние.
в. (куплен с хранения в 2006г.) в работе почти не был, отличное состояние.
30.05.2013
Санкт-Петербург (Россия)
100 000
немецкий режущий инструмент Leuco
В наличии
Фрезы, сверла, пилы, ножи фирмы Leuco (Германия)
В ассортименте! Гарантия, качество!
Очень хорошие цены!
Также занимаемся заточкой инструмента!
27.09.2022
Санкт-Петербург (Россия)
хонинговальный станок
Состояние: Б/У
В Самарской обл., хонинговальный станок 3Г833, пр-ва Станкостроительный завод им Фрунзе, 1980г.в., в отличном состоянии, подключен, выдерживает точность, сейчас работает на расточке блоков для…
31.01.2014
Самара (Россия)
90 000
Режущий инструмент. Фрезы по металлу. Резцы
Фрезы по металлу. Резцы
Состояние: Новый
В наличии
Мы сэкономим Вам драгоценное время, подберем и скомплектуем Вашу заявку на инструмент и расходные материалы в кратчайшие сроки.
Ни одна Ваша заявка не останется без нашего внимания!
• метчики…
14.01.2015
Вологда (Россия)
Измерительный инструмент
Состояние: Новый
В наличии
Мы сэкономим Вам драгоценное время, подберем и скомплектуем Вашу заявку на инструмент и расходные материалы в кратчайшие сроки.
Ни одна Ваша заявка не останется без нашего внимания!
•…
14.01.2015
Вологда (Россия)
Термогибочный инструмент
Состояние: Новый
В наличии
Для изготовления объемных букв и pos-материалов из оргстекла и пластика. Принцип работы заключается в нагреве по месту гиба и фиксации материала под нужным углом. Поставляется в комплекте из двух…
Принцип работы заключается в нагреве по месту гиба и фиксации материала под нужным углом. Поставляется в комплекте из двух…
21.03.2014
Томск (Россия)
6 700
Буровые установки и буровой инструмент от производителя
Состояние: Новый
В наличии
Буровые установки и буровой инструмент от производителя.
Широкий ассортимент в наличии и под заказ.
Буровые установки: ПбУ-2; ЛБУ-50; УГБ-001; ББУ-001″Опёнок»; БКМ-350; АЗА-3 и другие….
18.02.2014
Пермь (Россия)
Буровой инструмент
Состояние: Новый
В наличии
МСК – БУРЕНИЕ продает буровой инструмент:
Коронки буровые: от Ø79 до Ø151. Типы: СМ–5; СА–6; СМ–4; СА–4;Фрезерные переходы:П1–50/108; П1–50/127; П1–50/146;Ключи буровые: КШ–93; КШ–132;. ..
..
17.09.2014
Москва (Россия)
Измерительный инструмент
Состояние: Новый
В наличии
Мы сэкономим Вам драгоценное время, подберем и скомплектуем Вашу заявку на инструмент и расходные материалы в кратчайшие сроки.
Ни одна Ваша заявка не останется без нашего внимания!
Телефон для…
28.09.2014
Вологда (Россия)
Инструмент со склада в Москве
Состояние: Новый
В наличии
Продаем инструмент со склада в Москве.Продаем инструмент со склада в Москве!!! AAT-ASTON Наконечник 1,6 изогнутый 1121-0500 4 шт. KENNAMETAL Резец…
21.08.2015
Москва (Россия)
Режущий монолитный инструмент Металлект (Белорусь)
Состояние: Новый
В наличии
В рамках реализации государственной стратегии импортозамещения ООО «Инженерный Консалтинг», эксклюзивным дистрибьютором монолитного инструмента МЕТАЛЛЕКТ на территории РФ, предлагает рассмотреть. ..
..
11.03.2016
Москва (Россия)
инструмент
Состояние: Новый Производитель: Россия
куплю инструмент, неликвиды куплю Сверла цилиндрический хвостовик.: ф0,4; ф0,5; ф0,6; ф0,7; ф0,8; ф0,9; ф1,0; ф1,5; ф2,0; ф2,5; ф3,0; ф3,1; ф3,2; ф4,0; ф4,5; ф5,0 ; ф6,0; ф6,2; ф6,5; ф7,0;…
28.06.2016
Санкт-Петербург (Россия)
500
3К833 — Полуавтомат хонинговальный вертикальный
Состояние: Б/У
Продаётся станок 3К833 — полуавтомат хонинговальный вертикальный в отличном состоянии. Перекупам не звонить! Я владелец станка. По торгу звоните, будем разговаривать на месте.
Станки 3к833…
08.07.2015
Ростов-на-Дону (Россия)
170 000
Головки хонинговальные
Состояние: Новый Год выпуска: 2016
В наличии
Головки хонинговальныеХонголовка дм 101мм (диап. хонингов 101-125) 3К833.100.101.00 с алмазн. брусками- Хонголовка дм 125мм (диап. хонингов 125-145) 3К833.100.125.00 — Хонголовка дм 145мм (диап….
хонингов 101-125) 3К833.100.101.00 с алмазн. брусками- Хонголовка дм 125мм (диап. хонингов 125-145) 3К833.100.125.00 — Хонголовка дм 145мм (диап….
18.01.2020
Энгельс (Россия)
Популярные категории
Да кстати, на портале ProСтанки выбор предложений по хонинговальному инструменту почти как на Авито и TIU
Видео хонинговального инструмента
Технология хонингования цилиндров — Auto-Self.ru
Хонингование цилиндров, наряду с расточкой, являются неотъемлемыми атрибутами капитального ремонта двигателя. Рассмотрим, что такое хонингование, как осуществляется финальная обработка гильз, цилиндров, втулок и какой нужен инструмент, приспособление для ремонта своими руками. Ответим на вопрос, что лучше: зеркало или хон?
Содержание
- Что такое хонингование
- Цель нанесения
- Технология обработки
- Тонкости процесса
- Инструмент для хонингования
- Целесообразность ремонта своими руками
- Хон или зеркало?
Хонингование – абразивная обработка поверхности с целью нанесения упорядоченной шероховатости. Нанесение хона является финальной стадией обработки металлических деталей. При этом хонингованию поддаются не только стенки цилиндров или гильз, которые в процессе капитального ремонта двигателя могут быть расточены в нужный ремонтный размер, но и втулки шатунов, постель коленчатого вала. Применяется хонингование и при финишной обработке плоскостей.
Нанесение хона является финальной стадией обработки металлических деталей. При этом хонингованию поддаются не только стенки цилиндров или гильз, которые в процессе капитального ремонта двигателя могут быть расточены в нужный ремонтный размер, но и втулки шатунов, постель коленчатого вала. Применяется хонингование и при финишной обработке плоскостей.
Цель нанесения
Причины хонингования цилиндров:
- приближение к идеальной геометрической форме гильз, цилиндров, втулок. Ввиду погрешности даже самого качественно расточного инструмента, после расточки цилиндр может иметь слегка бочкообразную, конусоподобную форму. Всяческое изменение формы цилиндра от идеальной геометрии круга и смещение оси отверстия в блоке цилиндров двигателя ведет к снижению компрессии и уменьшению ресурса цилиндропоршневой группы;
- точность обработки поверхности хоном значительно выше, чем в случае обработки расточным и шлифовальным инструментом. Такая особенность позволяет получить необходимый класс чистоты поверхности и добиться лучшего прилегания поршневых колец к стенкам цилиндра;
- получение необходимой структуры шероховатости.
 Правильная насечка позволяется удерживать на стенках цилиндров моторное масло, предотвращающее сухое трение трущихся пар и, как следствие, ускоренный износ деталей ЦПГ. Также упорядоченная шероховатость предотвращает сильный износ деталей, когда по определенным причинам возникает непродолжительное сухое соприкосновение трущихся пар.
Правильная насечка позволяется удерживать на стенках цилиндров моторное масло, предотвращающее сухое трение трущихся пар и, как следствие, ускоренный износ деталей ЦПГ. Также упорядоченная шероховатость предотвращает сильный износ деталей, когда по определенным причинам возникает непродолжительное сухое соприкосновение трущихся пар.
Технология обработки
Суть процесса хонингования заключается в равномерном снятии микронных слоев металла. Для этого используется специальный инструмент – хон. Рабочая поверхность хонинговальной головки касается внутренней части обрабатываемой поверхности по траектории, совмещающей вращательные и возвратно-поступательные движения.
Обработка производится с применением специальной смазочно-охлаждающей жидкости, в качестве которой может быть использован керосин либо рабочая жидкость на основе водно-масляных эмульсий (применяется при обработке изделий с высокими требованиями к качеству покрытия).
В процессе хонингования крайне важно обеспечить равномерное давление шлифующей кромки, так как только в таком случае удастся получить равномерную глубину риски и около идеальную геометрическую форму внутренней поверхности цилиндра. Для исключений возможной неравномерной обработки, шток задает хону небольшие круговые колебания вокруг своей оси.
Для исключений возможной неравномерной обработки, шток задает хону небольшие круговые колебания вокруг своей оси.
Тонкости процесса
Для долгого срока службы двигателя хон на стенках цилиндров должен быть правильной формы. График износа трущихся деталей двигателя показывает, что наиболее интенсивное уменьшение срока службы происходит на стадии притирки деталей и на последних километрах, когда появляются значительные зазоры между трущимися парами. Для уменьшения износа двигателя и уменьшения срока обкатки завод-изготовитель применяет плосковершинное хонингование. Правильная обработка помогает обеспечить поршневым кольцам хорошее прилегание уже спустя несколько сотен километров после начала эксплуатации двигателя. Плосковершинная обработка производится в 2 этапа: грубым и мелким абразивом.
Необходимый угол развала штриховки должен быть около 60º с отклонением не больше чем на 20º. Характеристики впадин после снятия с поверхности цилиндров крошечной доли металла:
Характеристики впадин после снятия с поверхности цилиндров крошечной доли металла:
- не должны иметь рваных, острых кромок;
- отсутствуют деформированные участки;
- глубина, ширина должны быть однородными.
Инструмент для хонингования
В качестве абразивных материалов используются специальные бруски. Сами бруски отличаются не только геометрическими параметрами, но и степенью абразивности материала, износостойкостью. Для профессиональной обработки используется хон, в котором набор абразивных брусков закреплен в металлической оправке, а сами бруски расположены равномерно по периметру хонинговальной головки. Конструкция оправки позволяет выставить желаемый наружный диаметр. Хонинговальная головка крепится муфтой к стальному штоку. Сам шток закреплен в патроне станка, которые и задает алгоритм движения хона.
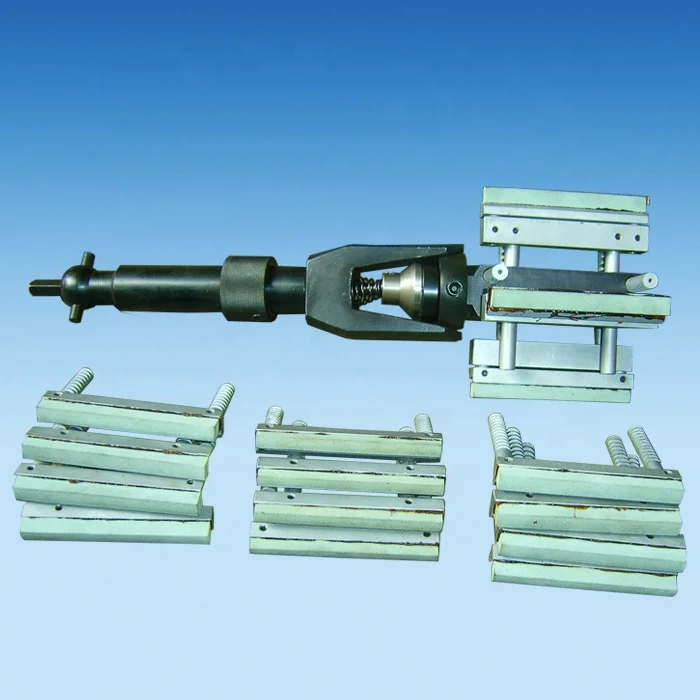
Для хонингования цилиндров своими руками используется 2 вида любительского инструмента:
- гибкие хонинговальные щетки (бутылочный ершик).
 Приспособление представляет собой насадку для ручной дрели или шуруповерта, на конце которой находится хонинговальный «ершик». В качестве абразивных материалов используются шлифовальные камни, закрепленные на пружинящих ножках;
Приспособление представляет собой насадку для ручной дрели или шуруповерта, на конце которой находится хонинговальный «ершик». В качестве абразивных материалов используются шлифовальные камни, закрепленные на пружинящих ножках; - 3-лапые приспособления для ручной хонинговки. В качестве абразивных материалов используются шлифовальные камни. Шток инструмента можно зафиксировать в патроне шуруповерта либо дрели.
Целесообразность ремонта своими руками
К самостоятельному хонингованию цилиндров стоит прибегать только в том случае, если нет возможности воспользоваться станочной обработкой. При хонинговке своими руками невозможно создать упорядоченную шероховатость. Не только амплитуда и характер движений будут зависеть от положения дрели, но и усилие нажима камней на стенки цилиндра, гильзы. Разумеется, что ни о каком доведении формы до геометрических идеалов и речи идти не может.
Если вы все-таки решили произвести хонингование цилиндров своими руками, использовать лучше 3-лапые приспособления.
Хон или зеркало?
Зеркальную поверхность цилиндра от хона отличает лишь класс чистоты обработки поверхности. Поверья о том, что хон разрушает поршневые кольца, а поэтому для долгой работы двигателя стенки нужно шлифовать в «зеркало», возникли лишь от несоблюдения технологии правильного хонингования.
Чтобы раз и навсегда положить конец спорам о хоне и зеркале, узнать, что такое хонингования и как оно правильно осуществляется, рекомендуем ознакомиться с видео.
Поделитесь с друзьями в соц.сетях:
характеристики, фото и отзывы покупателей
10 388 – 13 782 ₽Перейти в магазин
Товар больше не продаётся, посмотрите похожие
Ссылка скопирована, поделитесь ею
Или отправьте через соцсети
Данный товар больше не продаётся, но есть аналогичные и похожие
Цена выросла на 748 ₽
Дороже средней, значительно
Надёжность продавца – 72%
Выше среднего, можно покупать, GuangRuiElectronic
- На площадке более 11 лет
- Невысокий общий рейтинг (834)
- Покупатели довольны общением
- Товары соответствуют описанию
- Быстро отправляет товары
- 4.
 3% покупателей остались недовольны
3% покупателей остались недовольны
за последние 3 месяца
Цены у других продавцов от 9124.85 ₽
12 352 – 15 619 ₽
Инструмент для выравнивания, насадка на цилиндр с глубоким отверстием, абразивные инструменты с двойным зернистостью, шлифование hone
0оценок
0заказов
Надежность – 55%
Продавец Shop4628039 Store
В магазинПерейти в магазин
9 125 – 12 166 ₽
Инструмент для выравнивания, насадка на цилиндр с глубоким отверстием, абразивные инструменты с двойным зернистостью, шлифование hone
0оценок
0заказов
Надежность – 38%
Продавец Well&J Technology Co.,Ltd
В магазинПерейти в магазин
Найдено 47 похожих товаров
-3
%
8 582 ₽
Инструменты для абразивных станков, инструмент для хонинга цилиндра (26 мм-40 мм)
1
0
Надёжность продавца 32%
-0. 9
9
%
8 580 ₽
Абразивные станки цилиндр horning инструмент хонинговая головка (26 мм-40 мм)
0
0
Надёжность продавца 72%
Неполные данные
257.99 – 487.47 ₽
Трехкулачковая цилиндрическая шлифовальная машина с внутренним диаметром, стальной тормозной цилиндр двигателя, отверстие hone, инструмент для хонинга гибкого вала
6
7
Надёжность продавца 0%
306.20 – 490.19 ₽
Инструмент для хонинга отверстий, гибкий автомобильный двигатель, тормоз, поршневой цилиндр, отточить инструменты
1
1
Надёжность продавца 89%
787.56 ₽
1 шт. 32-89 мм маленький тормозной цилиндр отточить отверстие хонинговый инструмент для полировки гибкий вал 220 грит автомобильный двигатель цилиндры хонинговые инструменты
3
9
Надёжность продавца 38%
Неполные данные
300. 77 – 1 210 ₽
77 – 1 210 ₽
19-64 мм/32-89 мм, тормозной цилиндр автомобильного двигателя, отверстие hone, инструменты для хонинга гибкого вала
2
1
Надёжность продавца 0%
782.81 ₽
Инструмент для хонингования двигателя с тремя когтями, маленький тормозной цилиндр, гибкий вал 220, зернистость 32-89 мм, 1 шт.
0
0
Надёжность продавца 89%
365.27 ₽
10 шт. зернистости 40/80 шлифовальный станок шлифовальный диск для роторного инструмента шлифовальный круг абразивные инструменты
1
1
Надёжность продавца 100%
790.96 ₽
Стальной тормозной цилиндр 3 дюйма 51-177 мм для автомобильного двигателя, отверстие вала hone, гибкий инструмент для хонинга h0m9
0
1
Надёжность продавца 72%
-10
%
1 424 ₽
Алмазная паяная шлифовальная головка mx, абразивные инструменты, булыжник, внутренняя дуга, круглый шлифовальный инструмент, гравировальный инструмент, паяльная грибная головка
1
1
Надёжность продавца 72%
-9
%
482. 04 ₽
04 ₽
Шлифовальный диск, 8 ступенчатая гранитная полировальная система, металлический скребок, шлифовальный диск 10 дюймов, шлифовальный станок, абразивные инструменты, зернистость 400
0
0
Надёжность продавца 89%
-4
%
Неполные данные
283.11 – 302.80 ₽
15×452 мм 10 шт. шлифовальный ремень 60-600 зернистость для шлифовального адаптера m10 шлифовальный станок абразивные инструменты
0
0
Надёжность продавца 0%
-0.9
%
467.78 ₽
1 шт. шлифовальная головка из карбида вольфрама роторная головка 6 мм цилиндрическая вращающаяся головка инструмент сверло абразивные инструменты
0
0
Надёжность продавца 100%
-16
%
494. 94 – 596.78 ₽
94 – 596.78 ₽
5 шт. 457*75 мм абразивные шлифовальные ремни бумага зернистость 60/80/120 воздуха ремни шлифовальный станок для буровых измельчения полировальные абразивные инструменты
1
1
Надёжность продавца 89%
-13
%
1 283 ₽
15 шт. 457*75 мм абразивные шлифовальные ремни бумага зернистость 60/80/120 воздуха ремни шлифовальный станок для буровых измельчения полировальные абразивные инструменты
0
1
Надёжность продавца 89%
-2
%
1 261 ₽
6 «150 зернистый алмазный шлифовальный круг гальванические металлы шлифовальный станок абразивные инструменты
0
1
Надёжность продавца 72%
-10
%
446. 74 ₽
74 ₽
8 ступенчатая гранитная полировальная система, шлифовальный диск с металлической связью, 10 дюймов, шлифовальный станок для поверхности, абразивные инструменты, зернистость 50
0
0
Надёжность продавца 89%
-6
%
446.74 ₽
8 ступенчатая гранитная полировальная система, шлифовальный диск с металлической связью, 10 дюймов, шлифовальный станок для поверхности, абразивные инструменты, зернистость 200
0
0
Надёжность продавца 89%
-5
%
Неполные данные
649.06 – 2 695 ₽
Поршневой цилиндр hone для механического ремонта, цилиндрический шлифовальный станок, регулируемый шлифовальный инструмент, цилиндр двигателя, металлический инструмент hone
0
0
Надёжность продавца 0%
158. 19 – 179.24 ₽
19 – 179.24 ₽
10 шт. миниатюрные абразивные инструменты 15 мм шлифовальный диск с хвостовиком 3 мм шлифовальная головка оправка вращающийся инструмент шлифовальная наждачная бумага шлифовальный станок
0
1
Надёжность продавца 85%
175.16 – 270.21 ₽
10 шт. 15×452 мм шлифовальный ремень 60-600 зернистость для m10 шлифовальный адаптер шлифовальный станок абразивные инструменты
0
0
Надёжность продавца 100%
219.30 ₽
Алмазный шлифовальный диск, шлифовальный круг, каменный комод, инструмент, туалетный верстак, шлифовальный станок, абразивные инструменты
1
4
Надёжность продавца 85%
535.00 ₽
Вращающаяся насадка из карбида вольфрама dremel, цилиндрическая шлифовальная головка 8 мм, насадка для шлифовки dremel, аксессуары, абразивные инструменты, полировочный инструмент
0
0
Надёжность продавца 100%
-2
%
515. 99 – 599.50 ₽
99 – 599.50 ₽
Высококачественный шлифовальный круг для дерева, вращающийся диск, шлифовальный инструмент для резьбы по дереву, абразивные диски, инструменты для угловой шлифовальной машины, отверстие 4 дюйма
0
0
Надёжность продавца 100%
689.79 – 737.32 ₽
5 шт. 40/60/80/120 зернистость шлифовальный круг откидной диск 115 мм 4,5 "угловой шлифовальный инструмент цирконий износостойкие абразивные инструменты
1
0
Надёжность продавца 76%
650.42 – 792.99 ₽
5 шт. dremel аксессуары абразивные шлифовальные ленты зернистость 60/80/120 оксид ленточно-шлифовальный станок для шлифовки и полировки шлифовальный станок мощность инструмент 75×457 мм
0
0
Надёжность продавца 100%
-4
%
79. 44 – 348.29 ₽
44 – 348.29 ₽
1/8 шт абразивные инструменты алмазная шлифовальная головка с покрытием цилиндр шлифовальный бит 3 мм хвостовик dremel заусенцы роторная резьба инструмент для стекла
0
0
Надёжность продавца 83%
-0.1
%
1 031 ₽
50 шт. алмазная шлифовальная головка набор заусенцев для резьбы по ноутбуку алмазная зернистость шлифовальный стержень абразивные инструменты для инструментов dremel
0
0
Надёжность продавца 100%
298.05 ₽
10 шт. 30×330 мм песочная бумага 800 зернистость шлифовальный полировальный инструмент для шлифовального станка механические роторные инструменты абразивные шлифовальные ленты
2
1
Надёжность продавца 89%
-2
%
1 031 ₽
50 шт. алмазная шлифовальная головка набор заусенцев для резьбы по ноутбуку алмазная зернистость шлифовальный стержень абразивные инструменты для инструментов dremel
алмазная шлифовальная головка набор заусенцев для резьбы по ноутбуку алмазная зернистость шлифовальный стержень абразивные инструменты для инструментов dremel
0
0
Надёжность продавца 89%
566.91 ₽
5 шт. аксессуары dremel абразивные шлифовальные ремни зернистость 60/80/120 оксидный ленточный шлифовальный станок для шлифовки шлифовальный станок электроинструмент 75×457мм
0
0
Надёжность продавца 55%
-3
%
2 260 – 2 443 ₽
50 шт. 100×16 мм полировочный шлифовальный диск абразивный 80 #-600 # зернистость шлифовальный лоскут диск для удаления ржавчины металла чистящие абразивные инструменты
0
0
Надёжность продавца 66%
-7
%
Неполные данные
668. 75 ₽
75 ₽
Высококачественный шлифовальный круг для дерева, вращающийся диск, шлифовальный инструмент для резьбы по дереву, абразивные диски, инструменты для угловой шлифовальной машины, отверстие 4 дюйма
1
1
Надёжность продавца 0%
-1
%
235.59 – 289.23 ₽
10 шт./компл. шлифовальный ремень 60-600 зернистость для m10 шлифовальный адаптер шлифовальный станок абразивные инструменты 15×452 мм шлифовальный ремень
0
0
Надёжность продавца 89%
610.36 ₽
1 шт., гибкие инструменты для хонингования отверстий тормозного вала двигателя для грузовиков
0
0
Надёжность продавца 89%
585.92 – 628.69 ₽
3,0 ручка для шлифования 12 мм пуля/цилиндр шлифовальная головка шлифовальный камень цепная пила точильный камень круглый наконечник абразивные инструменты
0
0
Надёжность продавца 89%
571. 66 ₽
66 ₽
6 шт. алмазная цилиндрическая головка шлифовальная головка роторные инструменты карборунд электрическая шлифовальная головка шлифовальный полировальный инструмент
0
0
Надёжность продавца 89%
-4
%
1 075 – 3 261 ₽
Алмазный шлифовальный круг, параллельный шлифовальный диск для заточки мельницы, вольфрамовая сталь, карбид, вращающиеся абразивные инструменты 125 мм, зернистость 150-400
0
0
Надёжность продавца 9%
-2
%
169.05 ₽
10 шт. 330*10 мм абразивные шлифовальные ремни бумага зернистость 60 воздуха ремни шлифовальный станок для шахтное кожа шлифовки и полировки инструмент
1
1
Надёжность продавца 89%
-2
%
812. 68 ₽
68 ₽
32 мм-90 мм 3-х кулачковый автомобильный двигатель hone инструмент вала шлифовальный тормоз шлифовальный регулируемый тормозной поршневой цилиндр для отверстия интерьера
2
4
Надёжность продавца 85%
285.83 – 306.20 ₽
10 шт. 15×452 мм шлифовальная лента 60-600 зернистость для m10 шлифовальный адаптер полировальный станок абразивные инструменты
2
1
Надёжность продавца 66%
152.08 – 380.88 ₽
Высококачественный шлифовальный круг для дерева, вращающийся диск, шлифовальный инструмент для резьбы по дереву, абразивные диски, инструменты для угловой шлифовальной машины, отверстие 100*16 мм
1
1
Надёжность продавца 32%
-3
%
2 786 ₽
Шлифовальный диск с металлическим соединением, 8 дюймов (180 мм), система полировки гранита, грубый процесс шлифовки, абразивные инструменты, зернистость 50
0
0
Надёжность продавца 89%
332. 00 ₽
00 ₽
10 шт. шлифовальный и полировальный сменный шлифовальный ремень, зернистость бумаги для мини-«сделай сам», угловая шлифовальная машина, абразивные электроинструменты
1
3
Надёжность продавца 100%
448.77 – 501.73 ₽
Корундовый шлифовальный круг, керамический корунд тип чашки 75*40*20 мм 46/120 зернистость корунд чашка шлифовальный, полировальный диск абразивные инструменты
1
9
Надёжность продавца 89%
-4
%
401.93 ₽
10 шт./компл. цилиндрическая головка абразивные роторные инструменты набор режущей шлифовальной головки 3 мм 6 мм хвостовик для полировальной машины
0
0
Надёжность продавца 89%
-2
%
154. 80 ₽
80 ₽
6*8 мм двухсторонняя головка из карбида вольфрама вращающийся инструмент точечный шлифовальный станок абразивные инструменты сверло фрезерование резьба бит
0
0
Надёжность продавца 100%
1оценка
2заказа
Фото от покупателей пока нет
Инструменты для цилиндрического хонингования | Summit Racing
Обрабатываете ли вы только что обработанный блок или очищаете цилиндры старого блока, чтобы дать ему новую жизнь, только инструмент для хонингования цилиндров может обеспечить… обработанный блок или деглазирование цилиндров старого блока, чтобы дать ему новую жизнь, только инструмент для хонингования цилиндров может обеспечить ровную обработанную поверхность, которую вы ищете. Summit Racing Equipment предлагает большой выбор инструментов в виде каменных и щеточных инструментов, идеально подходящих как для проектов двигателей выходного дня, так и для профессиональных строителей!
Стили цилиндрического хонингования
Существует два основных типа цилиндрических хонинговальных инструментов. В каменных инструментах используются полоски мелкозернистых полировальных камней, прикрепленные к подпружиненным рычагам. К щеточным заточкам, иногда называемым шариковыми, прикреплены десятки абразивных шариков…
В каменных инструментах используются полоски мелкозернистых полировальных камней, прикрепленные к подпружиненным рычагам. К щеточным заточкам, иногда называемым шариковыми, прикреплены десятки абразивных шариков…
Независимо от того, чистите ли вы только что обработанный блок или удаляете глазурь с цилиндров старого блока, чтобы дать ему новую жизнь, только инструмент для хонингования цилиндров может обеспечить ровную обработанную поверхность, которую вы ищете. Summit Racing Equipment предлагает большой выбор инструментов в виде каменных и щеточных инструментов, идеально подходящих как для проектов двигателей выходного дня, так и для профессиональных строителей!
Стили цилиндрического хонингования
Существует два основных типа цилиндрических хонинговальных инструментов. В каменных инструментах используются полоски мелкозернистых полировальных камней, прикрепленные к подпружиненным рычагам. В щеточных хонинговальных станках, иногда называемых шариковыми, к жестким металлическим щетинкам прикреплены десятки абразивных шариков.
Использование цилиндрического хона
Какой бы стиль вы ни выбрали, операция очень похожа. Ось хона вставляется в патрон дрели, а инструмент и цилиндр смазываются маслом. Затем хон вставляется в цилиндр и вращается сверлом. Хонингом несколько раз обрабатывают вверх и вниз, а затем процесс можно повторить с более мелким зерном.
В дополнение к устранению заусенцев и дефектов, оставшихся после процесса механической обработки, конечной целью процесса хонингования является создание тонкой поперечной штриховки на стенке цилиндра, которая поможет удерживать масло.
Инструменты для хонингования цилиндров можно использовать для финишной обработки цилиндров двигателей, главных цилиндров сцепления и тормозов и т. д. Summit предлагает широкий выбор, и вы можете выбрать размер цилиндра ниже.
Ведущие бренды
Отличные результаты получаются легче, когда под рукой есть высококачественные инструменты! Summit сотрудничает только с проверенными производителями, поэтому вы можете с уверенностью делать покупки у таких брендов, как Brush Research, Performance Tool, Lisle, OEMTools и других.
Результаты 1–25
из 493
25 записей на странице
Сортировка по умолчанию
$125,99
Ориентировочная дата отгрузки в США:
10 октября 2022 г.
Расчетная дата международной отправки:
Сегодня
109 долларов0,99
Предполагаемая дата отгрузки в США:
10 октября 2022 г.
Расчетная дата международной отправки:
Сегодня
$76,99
Предполагаемая дата отгрузки в США:
26 октября 2022 г.
Расчетная дата международной отправки:
Сегодня
$65,99
Предполагаемая дата отгрузки в США:
27 октября 2022 г.
Расчетная дата международной отправки:
Сегодня
$53,99
Предполагаемая дата отгрузки в США:
31 октября 2022 г.
Расчетная дата международной отправки:
Сегодня
$65,99
Предполагаемая дата отгрузки в США:
Понедельник, 03. 10.2022
10.2022
Расчетная дата международной отправки:
Сегодня
$87,99
Предполагаемая дата отгрузки в США:
Понедельник, 03.10.2022
Расчетная дата международной отправки:
Сегодня
$24,99
Предполагаемая дата отгрузки в США:
19 октября 2022 г.
Расчетная дата международной отправки:
Сегодня
$104,99
Предполагаемая дата отгрузки в США:
17 октября 2022 г.
Расчетная дата международной отправки:
Сегодня
$152,99
Предполагаемая дата отгрузки в США:
10 октября 2022 г.
Расчетная дата международной отправки:
Сегодня
$23,99
Предполагаемая дата отгрузки в США:
Понедельник, 03.10.2022
Расчетная дата международной отправки:
Сегодня
$72,99
Предполагаемая дата отгрузки в США:
10 октября 2022 г.
Расчетная дата международной отправки:
Сегодня
179,99 долларов США
Предполагаемая дата отгрузки в США:
17 октября 2022 г.
Расчетная дата международной отправки:
18 октября 2022 г.
если заказать сегодня
$64,99
Предполагаемая дата отгрузки в США:
31 октября 2022 г.
Расчетная дата международной отправки:
Сегодня
$80,99
Предполагаемая дата отгрузки в США:
10 октября 2022 г.
Расчетная дата международной отправки:
Сегодня
$172,99
Предполагаемая дата отгрузки в США:
Понедельник, 03. 10.2022
Расчетная дата международной отправки:
18 октября 2022 г.
$97,99
Предполагаемая дата отгрузки в США:
10 октября 2022 г.
Расчетная дата международной отправки:
Сегодня
$96,99
Предполагаемая дата отгрузки в США:
10 октября 2022 г.
Расчетная дата международной отправки:
Сегодня
$82,99
Предполагаемая дата отгрузки в США:
10 октября 2022 г.
Расчетная дата международной отправки:
Сегодня
$70,99
Предполагаемая дата отгрузки в США:
10 октября 2022 г.
Расчетная дата международной отправки:
Сегодня
$64,99
Предполагаемая дата отгрузки в США:
10 октября 2022 г.
Расчетная дата международной отправки:
Сегодня
$123,99
Предполагаемая дата отгрузки в США:
Понедельник, 03. 10.2022
10.2022
Расчетная дата международной отправки:
Сегодня
59,99 долларов США
Предполагаемая дата отгрузки в США:
10 октября 2022 г.
Расчетная дата международной отправки:
Сегодня
$68,99
Предполагаемая дата отгрузки в США:
10 октября 2022 г.
Расчетная дата международной отправки:
Сегодня
$39,99
Предполагаемая дата отгрузки в США:
31 октября 2022 г.
Расчетная дата международной отправки:
Сегодня
Универсальный гибкий хонинговальный инструмент, используемый для финишной обработки поверхности, снятия заусенцев с поперечных отверстий
Следует различать абразивы, используемые для агрессивного удаления материала, и абразивные инструменты для финишной обработки. Инструменты для финишной обработки практически не выделяют абразивного песка во время использования.
Инструменты для финишной обработки практически не выделяют абразивного песка во время использования.
Фото: Все фото предоставлены Brush Research Manufacturing.
В последнее десятилетие компания Delta Machine Company LLC (Хантингтон-Бич, Калифорния) — механический цех, специализирующийся на изготовлении сложных деталей с жесткими допусками из титана, никелевых сплавов, нержавеющей стали, алюминия, пластмасс и других экзотических сплавов — полагалась на гибком хонинговальном инструменте для широкого спектра автоматизированных операций обработки с ЧПУ, таких как снятие заусенцев с поперечных отверстий, цилиндрическое хонингование, обработка поверхности, сглаживание кромок и очистка.
Путем интеграции гибких хонингов в процесс обработки сложные детали с отверстиями с поперечным сверлением и другими труднодоступными элементами можно удалять заусенцы, хонинговать и обрабатывать поверхность на месте и, следовательно, с меньшими затратами.
При автоматизированной обработке удаление заусенцев и острых кромок в просверленных отверстиях и других труднодоступных местах, таких как поднутрения, канавки, пазы или внутренние отверстия, может быть утомительным и занимать много времени.
Несмотря на трудности, удаление заусенцев в производственном процессе является абсолютной необходимостью для производства высококачественных и точных деталей. Во многих случаях поперечно просверленные отверстия используются в качестве каналов для жидкостей, смазочных материалов и газов. Если не удалить заусенцы, это может привести к закупорке этих важных проходов или создать турбулентность потока. Заусенцы также могут привести к смещению деталей, повлиять на допуски на размеры и ограничить общую эффективность обрабатываемых компонентов.
«Устранение заусенцев имеет решающее значение, потому что если какой-либо незакрепленный материал будет смещен во время использования, это может привести к серьезным последствиям», — говорит президент компании Янош Гараци.
Гибкие хонеры — это экономичное решение для сглаживания кромок и получения скругленного радиуса для снятия заусенцев с поперечных отверстий.
По словам Гараци, для таких целей он выбрал инструмент Flex-Hone от Brush Research Manufacturing (BRM, Лос-Анджелес, Калифорния). Характеризующийся небольшими абразивными шариками, постоянно прикрепленными к гибким нитям, продукт представляет собой гибкий и недорогой инструмент, используемый для сложного удаления заусенцев, хонингования, наплавки и обработки кромок. Хоны доступны с различными типами абразивов, размерами и выбором зернистости.
Характеризующийся небольшими абразивными шариками, постоянно прикрепленными к гибким нитям, продукт представляет собой гибкий и недорогой инструмент, используемый для сложного удаления заусенцев, хонингования, наплавки и обработки кромок. Хоны доступны с различными типами абразивов, размерами и выбором зернистости.
«Для удаления заусенцев и хонингования, когда нам нужно очистить деталь, это самый простой инструмент для нас. Существует большое разнообразие сортов и размеров, и они очень универсальны», — говорит Гараци.
В таких случаях идеально подходят гибкие хонинговальные инструменты, поскольку они представляют собой экономичное решение для сглаживания кромок и получения скругленного радиуса для снятия заусенцев с поперечных отверстий.
Гараци добавляет: «Сейчас мы производим все более и более сложные детали, особенно когда речь идет о корпусах с портами по всей детали. Вот где точильный станок действительно пригодится».
Для достижения наилучших результатов инструмент для удаления заусенцев обычно вращают в основном отверстии, в которое входят поперечные отверстия. После нескольких ходов по часовой стрелке инструмент извлекается, а шпиндель переворачивается, чтобы повернуть гибкий хонинговальный инструмент против часовой стрелки и сделать еще несколько ходов. Вращение вперед и назад создает симметричный рисунок удаления заусенцев. Для удержания металлической стружки и снятого заусенца металла во взвешенном состоянии следует использовать охлаждающую жидкость.
После нескольких ходов по часовой стрелке инструмент извлекается, а шпиндель переворачивается, чтобы повернуть гибкий хонинговальный инструмент против часовой стрелки и сделать еще несколько ходов. Вращение вперед и назад создает симметричный рисунок удаления заусенцев. Для удержания металлической стружки и снятого заусенца металла во взвешенном состоянии следует использовать охлаждающую жидкость.
Деталь до и после удаления заусенцев
По словам Гараци, удаление заусенцев может быть особенно проблематичным при работе с обработанными суперсплавами, такими как титан, монель, инконель, инколой, инвар, рене и хастеллой, которые являются одними из самых сложных для обработки материалов.
«Заусенцы — одна из самых больших проблем, особенно при обработке суперсплавов», — добавляет Гараци. «Даже во время обработки канавок, если вы режете материал с одной стороны, заусенец просто прижимается к краю; а если подойти к нему с другой стороны, он просто оттолкнет его назад. Он не хочет отрывать материал начисто. Как только инструмент становится немного тупым, становится намного хуже. Таким образом, острые инструменты с правильной геометрией имеют ключевое значение».
Он не хочет отрывать материал начисто. Как только инструмент становится немного тупым, становится намного хуже. Таким образом, острые инструменты с правильной геометрией имеют ключевое значение».
Flex-Hone доступен с алмазным абразивом премиум-класса с никелевым покрытием для использования на таких материалах, как карбид, керамика и сплавы аэрокосмической стали; а также вариант CBN (кубический нитрид бора), который еще более твердый и специально разработан для суперсплавов, которые могут демонстрировать высокую пластичность и деформационное упрочнение, что приводит к липкому поведению при обработке, если не используется правильный абразивный инструмент.
Гараци говорит , что он устанавливает гибкие хонеры в оборудование с ЧПУ, чтобы автоматизировать процесс и сократить время, необходимое для чистовой обработки суперсплавов, таких как титан, а также нержавеющих сталей.
Несмотря на то, что это абразивные инструменты, Гараци говорит, что хотя все «абразивные материалы» часто объединяют в одну категорию, необходимо проводить различие между абразивами, используемыми для агрессивного удаления материала, и абразивными инструментами для финишной обработки. Инструменты для чистовой обработки практически не выделяют абразивного зерна во время использования, а образующееся количество сравнимо с металлической стружкой, шлифовальной пылью и абразивным износом инструмента, возникающим во время самого процесса обработки.
Инструменты для чистовой обработки практически не выделяют абразивного зерна во время использования, а образующееся количество сравнимо с металлической стружкой, шлифовальной пылью и абразивным износом инструмента, возникающим во время самого процесса обработки.
Даже если образуется минимальное количество мелких твердых частиц, требования к фильтрации для абразивных инструментов не сильно отличаются от требований для механической обработки. Любые частицы можно легко удалить с помощью недорогих систем фильтрации с мешками или картриджами.
«Когда вы используете Flex-Hone для удаления заусенцев, все, что вы делаете, это удаляете заусенцы. Он не создает много пыли», — добавляет Гараци. «Поэтому меня не беспокоит любой выброшенный песок или пыль».
Прочтите: Выбор и использование шаровых хонинговальных инструментов
Он говорит, что при принятии решения о том, какие инструменты приобрести, он часто зависит от проекта за проектом. Однако, если инструмент может сократить время цикла по сравнению с его стоимостью, это простое решение.
«Определенно существуют сценарии, в которых было бы неплохо иметь возможность выполнять чистовую обработку поверхности этого типа материала на ЧПУ, — говорит Гараци. «Это действительно сэкономит много времени и дополнительных затрат на обработку».
Лучший инструмент для хонингования цилиндров двигателей – Nickandknight
Вы замечаете нестабильную работу цилиндров вашего двигателя? Интересно, что вызывает эти проблемы?
Это происходит, когда внутренняя поверхность цилиндра теряет штриховку или на ней образуются нежелательные отложения.
Решением этой проблемы является повторное шлифование внутренней поверхности штриховкой. И вы можете легко сделать это, используя цилиндрические хонинговальные инструменты.
Эти инструменты позволяют повысить эффективность и срок службы ваших цилиндров. Однако найти лучший инструмент для хонингования цилиндров не так просто. И выбор неправильного инструмента может привести к повреждению ваших цилиндров.
Но не беспокойтесь. Мы обсудили все, что вам нужно знать о цилиндрических хонинговальных инструментах. Да, от типов заточек до лучших брендов и подробного руководства по покупке, включая все факторы, которые вы должны учитывать, вы найдете все подробности здесь.
Мы обсудили все, что вам нужно знать о цилиндрических хонинговальных инструментах. Да, от типов заточек до лучших брендов и подробного руководства по покупке, включая все факторы, которые вы должны учитывать, вы найдете все подробности здесь.
Итак, без лишних слов, приступим!
Изображение | Название продукта | Наш рейтинг | Цена 9 31002 |
|---|---|---|---|
Хонингование цилиндров двигателя YOTOO | Проверить цену | ||
Тормозной цилиндр ABN Hone | Проверить цену | ||
Щетка Research BC10012 Standard Duty | Проверить цену | ||
Исследование кистей FLEX-HONE | Проверить цену | ||
Щетка Weiler | Проверить цену |
Типы хонинговальных цилиндров
Качественный хонинговальный инструмент поможет вашим цилиндрам работать так же, как и новым. Но выбор того, который не подходит для вашего цилиндра, может полностью испортить цилиндр.
Но выбор того, который не подходит для вашего цилиндра, может полностью испортить цилиндр.
Таким образом, чтобы получить идеальные инструменты для хонингования цилиндров, вам необходимо ознакомиться с типами хонинговальных инструментов.
Существуют в основном два типа цилиндрических хонов. Итак, давайте познакомимся с ними.
1. Жесткие или каменные хоны
Это самый известный тип хонов среди механиков. Он состоит из двух или более шлифовальных или точильных камней. Эти камни размещены на подпружиненных рычагах.
Жесткие хонеры рекомендуются для хонингования первичного цилиндра, восстановления геометрии, изменения размера цилиндра и удаления материала.
Однако при использовании жестких хонингов следует соблюдать осторожность, поскольку хонинговальные бруски могут создавать однонаправленную или неравномерную штриховку. Они также требуют точного снижения давления при чистовой обработке поверхности верхней части цилиндра.
2. Гибкий или шариковый точильный станок
Гибкий или шариковый точильный станок
Гибкий точильный станок выглядит как зернистая щетка для бутылок с шероховатыми сферами на щетине. Они гибкие, потому что глобулы постоянно приклеены к нейлоновым нитям.
Этот тип хона называется универсальным, так как он может использоваться с различными типами поршней. С помощью этого инструмента вы можете удалить заусенцы, отшлифовать стенки цилиндра и обеспечить превосходную чистоту поверхности. Он также может сломать края шпоночных пазов и поперечных отверстий.
Гибкие заточки стали более популярными, поскольку они имеют тысячи режущих точек, в отличие от двух или трех брусков жестких заточек. В результате поверхность, полученная с помощью гибких хонингов, становится более однородной.
1. Инструмент для хонингования цилиндров двигателя YOTOO
При хонинговании цилиндров важно контролировать скорость и давление. При меньшем давлении хонингование займет больше времени. С другой стороны, слишком большое давление может повредить отверстие цилиндра.
Инструмент YOTOO для хонингования цилиндров двигателя дает вам полный контроль над давлением пружины камней. Он поставляется с рифленым колесом, которое можно использовать для регулировки давления камней.
Поверните это колесо по часовой стрелке, если вам нужно больше давления на отверстие цилиндра. И поверните его против часовой стрелки, когда давление должно уменьшиться. Итак, теперь вы можете заточить свои цилиндры с повышенной точностью.
Еще одна замечательная особенность – камень длиной 4 дюйма и зернистостью 220. С этим камнем вы сможете удалить нежелательные отложения и ржавчину гораздо быстрее. Более того, вы получаете три дополнительных шлифовальных камня для использования в будущем.
Вам будет приятно узнать, что камни сделаны из карбида кремния. Кроме того, у него есть вал, который является одновременно гибким и сверхмощным. Таким образом, вы сможете без проблем заточить несколько цилиндров.
Гибкий вал также является самоцентрирующимся. Это означает, что он будет удерживать абразивные шарики на одной линии во время процесса хонингования. В результате вы получите равномерный рисунок деглазирования на цилиндре.
Это означает, что он будет удерживать абразивные шарики на одной линии во время процесса хонингования. В результате вы получите равномерный рисунок деглазирования на цилиндре.
Не будем забывать о широком диапазоне совместимости, который предлагает этот инструмент. Вы можете использовать его с отверстиями цилиндров размером от 2 дюймов до 7 дюймов. Все эти удивительные особенности действительно делают его лучшим инструментом для хонингования цилиндров.
Особенности
- Этот инструмент поставляется с тремя сменными абразивными камнями.
- Может использоваться с широким спектром цилиндров.
- Регулируемое давление пружины.
- Хонинговальный вал самоцентрирующийся.
- Зернистость 220 делает хонингование более гладким.
Проверить цену на Amazon
2. Хонинговальный инструмент ABN для тормозных цилиндров
Вам нужен небольшой инструмент для хонингования двигателей? Тогда не смотрите дальше! Этот девятидюймовый инструмент для хонингования тормозных цилиндров ABN предназначен для хонингования небольших двигателей.
Этот инструмент короче по размеру, поэтому он легко подходит для ваших небольших цилиндров размером от 1,25 до 3,5 дюймов. Вы также можете отрегулировать давление в соответствии с вашими потребностями. Результатом точного контроля является чистая и гладкая поверхность.
Кроме того, три твердосплавных камня эффективно удаляют нежелательные отложения с цилиндров. Еще одна уникальная особенность, которая делает эти камни самой тонкой зернистостью, заключается в том, что они имеют квадратные концы. Эти концы делают этот инструмент идеальным для цилиндров с тупиковой и ступенчатой нарезкой.
Даже после нескольких месяцев использования этот инструмент для тормозных суппортов обеспечит оптимальную производительность. Интересно, как это возможно? Сочетание высококачественного металла и твердосплавных камней придает этому инструменту исключительную прочность и долговечность.
Это еще не все, абразивные камни укрыты каменными гильзами. Таким образом, они будут защищены от коррозии окружающей среды, когда они не используются.
Использовать этот инструмент тоже довольно просто. Вам понадобится только дрель и немного тормозной жидкости. Прикрепите инструмент к дрели и перемещайте его вверх и вниз на низкой скорости.
В целом, с этим инструментом вы получите самое быстрое хонингование и отличную маневренность. Он имеет гайку контроля натяжения и гибкий вал, что дает отличные результаты.
Особенности
- Этот инструмент имеет регулируемую скорость.
- Может деглазировать отверстия диаметром от 1,25 до 3,5 дюймов.
- Отлично работает с двигателями меньшего размера.
- Поставляется с самоцентрирующимся валом.
- Включает три твердосплавных камня с квадратными концами.
Проверить цену на Amazon
3. Brush Research BC10012 FLEX-HONE
Далее у нас есть торговая марка, которая впервые применила концепцию гибких хонинговальных инструментов. Да, это не что иное, как Brush Research. Их BC10012 FLEX-HONE — один из лучших инструментов для цилиндрического хонингования.
Их BC10012 FLEX-HONE — один из лучших инструментов для цилиндрического хонингования.
Этот инструмент поставляется с крупными шариками, нанесенными на нейлоновые нити. А на глобулах используются абразивы из карбида кремния. Эта уникальная архитектура делает этот инструмент не только самоцентрирующимся и самоустанавливающимся, но и чрезвычайно универсальным.
Мало что можно сделать с помощью этого инструмента. Начнем с отделки поверхности. Вы сможете многократно добиваться потрясающих результатов финишной обработки с минимальной настройкой. И он подходит для деглазирования поршневых пальцев, направляющих клапанов, кулачковых подшипников и многого другого.
Удаление заусенцев может быть дорогостоящим, если не сделать это немедленно и должным образом. И этот гибкий инструмент удалит заусенцы с ваших цилиндров и полностью удалит даже самые маленькие зазубрины.
Более того, с помощью этого инструмента вы можете получить одностороннюю чистовую обработку, просто используя более мелкую зернистость. Кроме того, ваши цилиндры теперь будут удерживать больше масла, так как этот инструмент удалит глазурь со стенок цилиндров равномерными штрихами под углом 45 градусов.
Кроме того, ваши цилиндры теперь будут удерживать больше масла, так как этот инструмент удалит глазурь со стенок цилиндров равномерными штрихами под углом 45 градусов.
Это еще не все. Усовершенствованные функции и уникальная конструкция обеспечивают улучшенный контроль масла, быструю посадку колец, снижение просачивания и улучшенные характеристики уплотнения.
Наконец, вы можете выбрать один из девяти различных абразивов и одиннадцати видов зернистости. Таким образом, этот гибкий хонинговальный инструмент будет работать с любым типом цилиндров двигателя с абсолютной точностью.
Особенности
- Этот инструмент оснащен абразивными шариками из карбида кремния.
- Может использоваться с оборудованием с ЧПУ.
- Зернистость 120 создает штриховку под углом 45 градусов.
- С его помощью вы можете добиться однозначных финишей RA.
- Обеспечивает как удаление заусенцев, так и чистовую обработку поверхности.
Проверить цену на Amazon
4. Brush Research FLEX-HONE Cylinder Hone
Brush Research FLEX-HONE Cylinder Hone
Встречайте еще один замечательный инструмент для удаления глазури с цилиндра от Brush Research. Этот цилиндрический хонинговальный станок FLEX-HONE больше предыдущего. И его можно использовать для отверстий цилиндров диаметром 3,5 дюйма.
Вы можете выбрать один из нескольких типов абразива и зернистости. В этом конкретном инструменте используется карбид кремния зернистостью 120. Разнообразие опций позволяет адаптировать инструмент к желаемой отделке.
Кроме того, этот хонинговальный инструмент создает ровную перекрестную штриховку. В результате цилиндр может лучше удерживать масло, а срок службы двигателя в целом увеличивается.
Кроме того, вы можете получить аутентичную плоскостную поверхность без порванного, порезанного или гофрированного металла. Таким образом, в гидравлических системах будет снижено просачивание и улучшен контроль масла.
Благодаря этому вам не придется долго ждать, чтобы закончить заточку. Скорость резания 700 об/мин также идеально подходит для удаления заусенцев. Вы можете удалить заусенцы с радиусов портов и сквозных отверстий.
Скорость резания 700 об/мин также идеально подходит для удаления заусенцев. Вы можете удалить заусенцы с радиусов портов и сквозных отверстий.
Более того, вы сможете использовать его не только с цилиндрами. Его можно использовать с патронниками для огнестрельного оружия, стволами дробовиков, музыкальными инструментами, воздушными компрессорами, камерами сгорания и многими другими приложениями.
Итак, если вы ищете хонинговальный инструмент, который будет достаточно прочным, чтобы прослужить какое-то время, выбирайте этот. Этот самокомпенсирующийся инструмент останется неповрежденным даже после сотен использований.
Особенности
- Гибкий хонинговальный инструмент с нейлоновыми нитями.
- Скорость вращения 700 об/мин.
- Можно использовать с любым вращающимся шпинделем.
- Отлично подходит для снятия заусенцев с пазов и поперечных отверстий.
- Совместим с цилиндрами диаметром 3,5 дюйма.
Проверить цену на Amazon
5. Weiler 34289 Щетка для сверления отверстий Crossflex
Weiler 34289 Щетка для сверления отверстий Crossflex
Представляем самый мощный инструмент для хонингования цилиндров двигателя. Да, Вейлер 34289Щетка Crossflex Bore Brush поставляется со щетками CrossFlex с увеличенным контактом щетки с деталью, что обеспечивает высокую способность удаления заусенцев.
Этот хонинговальный инструмент имеет высокую зернистость 320 и скорость вращения 600 об/мин. Повышенное истирание и более высокая скорость удаляют самые тяжелые металлические заусенцы, благодаря чему вы получаете гладкую поверхность.
Если у вас есть гоночный автомобиль, вам понадобится мощный хонинговальный инструмент для частого деглазирования. И этот инструмент может деглазировать отверстия цилиндров диаметром до пяти дюймов, которые идеально подходят для двигателей гоночных автомобилей.
Уникальные щетки CrossFlex обеспечивают точную работу и профессиональные результаты заточки. Кроме того, гибкие нейлоновые нити обеспечивают точное давление для каждой задачи хонингования. В результате вы получаете идеальные узоры штриховки.
В результате вы получаете идеальные узоры штриховки.
Использование этого хонинговального инструмента улучшит удержание масла в цилиндре и повысит его эффективность. Кроме того, поскольку каждая из нитей имеет отдельную подвеску, инструмент обеспечивает действительно центрированное вращение. №
Еще одним преимуществом щеток CrossFlex является то, что они обладают увеличенным сроком службы. Вы можете использовать один и тот же инструмент в течение длительного времени без необходимости покупать точильный инструмент каждый месяц. Таким образом, общая стоимость сводится к минимуму по сравнению с другими некачественными кистями.
Более того, этот инструмент обеспечивает превосходный баланс кисти. Вот почему и профессионалы, и владельцы автомобилей любят использовать его для портативного использования и автоматизированных приложений.
Особенности
- Этот хонинговальный инструмент имеет скорость вращения 600 об/мин.
- Поставляется с абразивом зернистостью 320.

- Нейлоновые стержни равномерно распределяют давление.
- Уникальные щетки CrossFlex.
- Совместим с цилиндрами диаметром 5 дюймов.
Проверить цену на Amazon
6. Alltrade 648439 Cylinder Hone Deglazer
Ищете качественный хонинговальный инструмент, но с ограниченным бюджетом? Не волнуйся. Цилиндрический хонинговальный станок для удаления глазури Alltrade 648439 обладает отличными характеристиками по доступной цене без ущерба для качества.
Этот регулируемый хонинговальный инструмент отлично подходит для удаления глазури со стенок цилиндров диаметром от 2 до 7 дюймов. Это означает, что вы можете использовать этот инструмент с несколькими различными цилиндрами двигателя.
После выполнения хонинговальных работ производительность вашего двигателя определенно улучшится, потому что штриховка, созданная этим инструментом, удерживает масло с высокой эффективностью.
Это еще не все, он оснащен прочным валом, который также является гибким. Вы также получаете колесо с накаткой для регулировки давления песка. С помощью этой функции вы можете точно заточить стенки цилиндра.
Вы также получаете колесо с накаткой для регулировки давления песка. С помощью этой функции вы можете точно заточить стенки цилиндра.
Это также удобно, потому что вы можете установить два максимальных диаметра. Кроме того, регулируемый винт и установочный винт позволяют работать легко и эффективно.
В целом, если вам нужен недорогой, но эффективный инструмент для заточки, это отличный вариант.
Особенности
- Этот инструмент имеет гибкий вал.
- Совместим с цилиндрами диаметром 2-7 дюймов.
- Включает колесо для регулировки давления пружины.
- Поставляется с тремя 4-дюймовыми шлифовальными камнями.
- Может восстановить первоначальные характеристики двигателя.
Проверить цену на Amazon
7. Комплект YOTOO для хонингования цилиндров двигателя из двух частей
И последнее, но не менее важное: у нас есть комплект YOTOO для хонингования цилиндров двигателя, состоящий из двух частей. Это набор из двух отдельных хонинговальных инструментов для выполнения всех ваших задач по хонингованию и удалению заусенцев.
Это набор из двух отдельных хонинговальных инструментов для выполнения всех ваших задач по хонингованию и удалению заусенцев.
Если вы ищете отличный инструмент для хонингования больших и малых цилиндров двигателя, обратите внимание на этот комплект. Этот набор поставляется с одним хонинговальным инструментом для цилиндров диаметром от 3/4 до 2-1/2 дюйма. А песчаные камни имеют длину 1-1/8 дюйма.
Второй хонинговальный инструмент предназначен для цилиндров диаметром от 1-1/4 до 3-1/2. С этим вы получаете три 2-дюймовых зернистых камня. Таким образом, вы можете многократно использовать его для больших цилиндров двигателя.
Как и другие хонинговальные инструменты YOTOO, они также являются самоцентрирующимися. Гибкий вал гарантирует, что шлифовальные камни останутся на одной линии во время хонингования. В результате на стенке цилиндра появляется равномерная штриховка. А равномерное хонингование означает лучшее удержание масла и более эффективную работу двигателя.
Кроме того, оба хонинговальных инструмента оснащены рифлеными колесами. Эти колеса могут контролировать давление пружины гравийных камней. Таким образом, вы можете контролировать, какое давление абразивные камни будут оказывать на отверстие цилиндра.
Эти колеса могут контролировать давление пружины гравийных камней. Таким образом, вы можете контролировать, какое давление абразивные камни будут оказывать на отверстие цилиндра.
Независимо от того, являетесь ли вы владельцем нескольких двигателей разного размера или автомобильной мастерской, это отличный набор для многоцелевого хонингования.
Особенности
- В этот комплект входят два хонинговальных инструмента.
- Регулируемый вал обеспечивает самоцентрирование.
- Изготовлен из высококачественной углеродистой стали.
- Усовершенствованная конструкция рычага удерживает абразивы на одной линии.
- Обеспечивает положительное хонингование на разных скоростях.
Проверить цену на Amazon
Comparison Table On Honing Tool
Product Name | Material | Grit Type | Compatible Bore Size | Dimension | |
|---|---|---|---|---|---|
YOTOO Инструмент для хонингования цилиндров двигателя | Карбид кремния | 220 | 2-7 inch | 13. | |
ABN Brake Cylinder Honing Tool | Carbide | 220 | 1.25-3.5 inches | 11.8 x 2,6 x 1,3 дюйма | |
Rush Research BC10012 Flex-Hone | Кремниевый карбид | 120 | 50 120 | 9097 1NOL0758 8 x 3. | |
Brush Research FLEX-HONE Cylinder Hone | Silicon Carbide | 120 | 3-½ inches | 13.5 x 5.1 x 5.1 inches | |
Weiler 34289 Crossflex Bore Brush | Silicon Carbide | 320 | 5 inches | 20 x 7 x 6 inches | |
Alltrade 648439 Cylinder Hone Deglazer | Silicone Carbide | 220 | 2-7 inches | 17. | |
YOTOO 2- Произведение двигателя цилиндр Hone Set | Углеродная сталь | 220 | 3/4 до 2-1/2 дюйма и 1-1/4-3-дюйм | 12 x 3.6 x 2.5 дюйма | 12 x 3.6. дюймов |
 3 x 3.4 x 1.6 inches
3 x 3.4 x 1.6 inches 5 x 1.9 inches
5 x 1.9 inches 75 x 2 x 3.88 inches
75 x 2 x 3.88 inches Читайте также:
Разница между деглазированием и хонингованием цилиндра
Часто задаваемые вопросы
1. Зачем мне нужны смазки в процессе хонингования?
Зачем мне нужны смазки в процессе хонингования?
Ответ: Смазки на водной или масляной основе смывают предварительно нарезанный металл с поверхности цилиндра. В результате давление хонингования увеличивается. Кроме того, предотвращаются разрывы канала ствола и достигается равномерный рисунок.
2. Какой тип отделки поверхности можно получить путем хонингования?
Ответ: С помощью лучшего цилиндрического хонинговального инструмента можно получить пологие углы или штриховки. Более того, используя различные ходы и скорость вращения шпинделя, вы можете получить ровную поверхность.
3. Нужен ли флюс для пайки медных труб?
Ответ: Да, флюс необходим для пайки медных труб. Прочные металлы, такие как медь, нуждаются в искусственном кислотном флюсе для правильной пайки. Флюс предотвращает окисление и защищает металл от коррозии.
4. Улучшится ли диаметр цилиндра после хонингования?
Ответ: Да, хонингование улучшит волнистость, размер диаметра, раструб, форму ствола, вибрацию развёртки, следы растачивания и круглые отверстия. Это означает, что общее состояние цилиндра улучшается. В результате вы получите более эффективную и тихую работу двигателя.
5. Как долго я должен хонинговать отверстие цилиндра?
Ответ: Затачивать канал ствола следует всего 10-15 секунд. В течение этого времени вы заметите последовательную штриховку. Более длительное хонингование абразивным хонинговальным инструментом может привести к повреждению канала ствола.
6. Какие типы смазок можно использовать для хонингования?
Ответ: Использование высококачественных смазочных материалов является обязательным условием для защиты поверхности отверстия во время хонингования.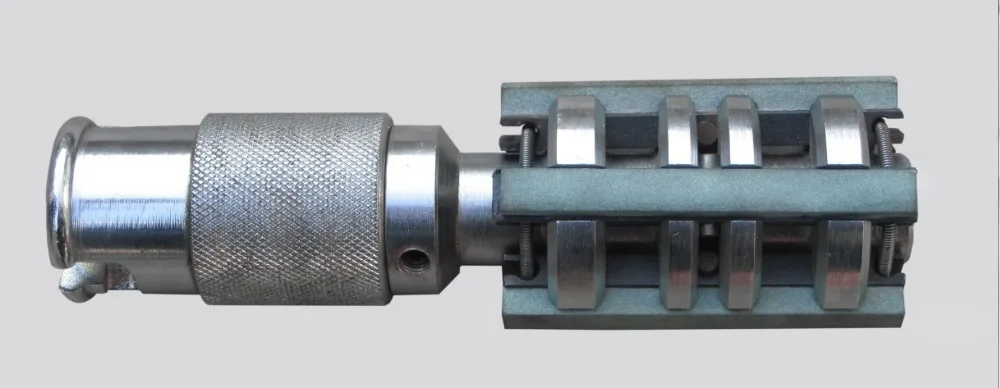 На рынке доступно несколько типов смазочных материалов, таких как водорастворимые, смазочно-охлаждающие жидкости, минеральные масла, жидкости для врезки, гидравлические тормозные масла и т. д.
На рынке доступно несколько типов смазочных материалов, таких как водорастворимые, смазочно-охлаждающие жидкости, минеральные масла, жидкости для врезки, гидравлические тормозные масла и т. д.
Final Word
Инструмент для хонингования цилиндров необходим, если вы хотите поддерживать цилиндры в надлежащем состоянии. Этот инструмент не только повысит эффективность вашего двигателя, но и продлит его срок службы. Однако определить, какой хонинг подходит для вашего цилиндра, может быть сложно.
Если у вас есть соответствующие знания о характеристиках, которыми должны обладать хонинговальные инструменты, эта задача значительно упрощается. Надеемся, что этот обзор дал вам все детали, которые вам нужно знать, чтобы найти лучший инструмент для хонингования цилиндров.
Это еще не все, наш раздел часто задаваемых вопросов рассеет все оставшиеся у вас сомнения. Итак, выберите хонинговальный инструмент, который соответствует вашим требованиям и размеру цилиндра. И заставьте ваш цилиндр работать более эффективно, чем когда-либо прежде.
И заставьте ваш цилиндр работать более эффективно, чем когда-либо прежде.
Гибкий хонинговальный инструмент для финишной обработки полостей цилиндров
Не так много оборудования для финишной обработки металла, которое используется в заводских производственных установках, также легкодоступно и применимо в ситуациях, когда в полевых условиях требуется точная вторичная финишная обработка. Тем не менее, во многих случаях требуется удаление заусенцев, шлифовка кромок, штриховка или другие формы хонингования поверхности для установки или даже аварийного ремонта.
Когда компания Vektek Inc. (Эмпория, Канзас), глобальный поставщик гидравлических и пневматических зажимных систем для металлообрабатывающей, инструментальной и пресс-форм, продает цилиндры, покупатель должен убедиться, что устройство, в которое вставляется цилиндр, установленный цилиндр имеет должным образом обработанную полость цилиндра, иначе он не будет герметизироваться и функционировать должным образом.
«У одного из наших клиентов, крупного производителя тяжелого оборудования в Китае, возникла проблема с полостями крепления, из-за которой наши цилиндры не герметизировались должным образом. Эти приспособления были изготовлены для изготовления деталей массового производства», — говорит Род Нельсон, вице-президент. Vektek International Sales. «Проблема заключалась в том, что полости заказчика не были обработаны надлежащим образом для установки. Недостаток в процессе отделки был упущен».
В результате выяснилось, что уплотнения Vektek негерметичны, проблема, которая не была недостатком конструкции или качества цилиндра, но, тем не менее, должна была решаться на месте у заказчика, иначе эти дорогостоящие приспособления были бы непригодны для использования.
«Есть два отверстия, которые перпендикулярны стенке полости цилиндра», — говорит Гордон Кинг, генеральный менеджер шанхайского офиса Vektek. «Масло проходит через эти отверстия в разные стороны цилиндра, но оно никогда не должно просачиваться через уплотнения корпуса между ними. Масло течет под высоким давлением (примерно 3000 фунтов на квадратный дюйм) через нижнее отверстие, расширяя цилиндр. Для возврата цилиндра масло стекает в отверстие по направлению к внешней части полости. Поскольку требуемый размер и округлость отверстий находятся в пределах 0,0005 дюйма, а требуемая чистота поверхности лучше, чем шероховатость 32, дефекты, такие как мелкие царапины, приведут к утечке масла, если отверстия не будут обработаны должным образом перед установкой цилиндра». Кинг добавляет, что следствие утечки
Масло течет под высоким давлением (примерно 3000 фунтов на квадратный дюйм) через нижнее отверстие, расширяя цилиндр. Для возврата цилиндра масло стекает в отверстие по направлению к внешней части полости. Поскольку требуемый размер и округлость отверстий находятся в пределах 0,0005 дюйма, а требуемая чистота поверхности лучше, чем шероховатость 32, дефекты, такие как мелкие царапины, приведут к утечке масла, если отверстия не будут обработаны должным образом перед установкой цилиндра». Кинг добавляет, что следствие утечки
цилиндр может быть очень серьезным, так как эти устройства Vektek удерживают заготовки неподвижно на обрабатывающих приспособлениях. Если давление масла в цилиндрах упадет из-за утечки, захват заготовок выйдет из строя, что потребует остановки машины и остановки производства.
«Поскольку во многих случаях процессы фрезерования заказчиков не обеспечивают достаточно хорошей отделки, мы рекомендуем им использовать инструмент Flex-Hone (от Brush Research Manufacturing Co. ) для улучшения этой отделки при установке цилиндра. процесса», — говорит г-н Нельсон.
) для улучшения этой отделки при установке цилиндра. процесса», — говорит г-н Нельсон.
Г-н Кинг объясняет, что обработка с помощью Flex-Hone придает полостям цилиндра сверхвысокую чистоту, которая практически недостижима при использовании стандартных режущих инструментов, таких как развертки или сверла.
Flex-Hone представляет собой гибкий шаровидный хонинговальный инструмент для обработки поверхности, удаления заусенцев и шлифования кромок изделий, включая гидравлические цилиндры, где для герметизации необходимы жесткие допуски и гладкая поверхность.
Vektek консультировал техников на заводе-изготовителе в Китае по использованию гибкого хона для надлежащей обработки поверхности полостей цилиндров, чтобы устранить проблемы с уплотнением.
«Они протекали, потому что внутренние полости были слишком шероховатыми», — говорит г-н Нельсон. «Всего 300 полостей были отшлифованы, а 299 из 300 полостей были сохранены и отполированы точно в соответствии со спецификацией.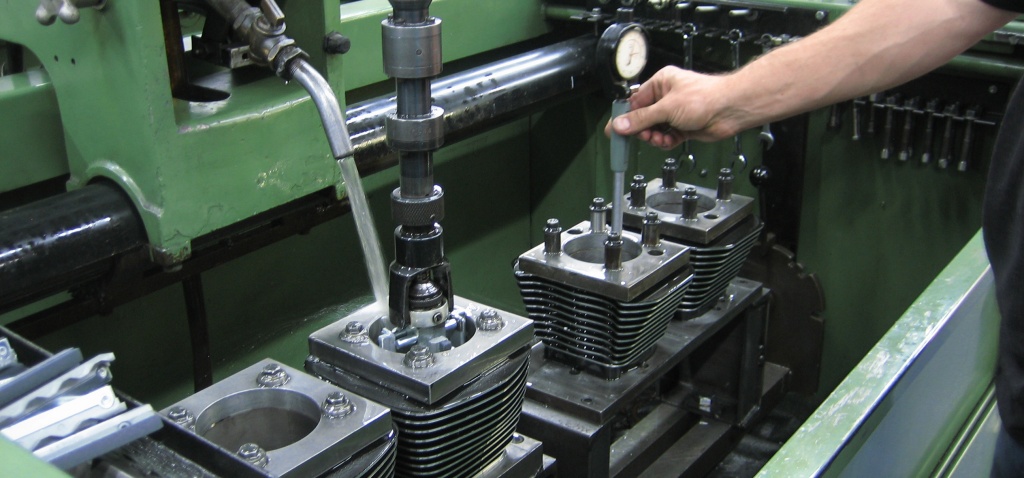 Одна полость немного не соответствовала техническим требованиям, но также обеспечивала достаточную герметизацию. В итоге мы сэкономили 300 очень дорогих лунок».
Одна полость немного не соответствовала техническим требованиям, но также обеспечивала достаточную герметизацию. В итоге мы сэкономили 300 очень дорогих лунок».
Г-н Нельсон говорит, что гибкий хонинговальный инструмент настолько полезен для его клиентов при правильной подготовке полостей для продуктов его компании, что Vektek на протяжении многих лет специально рекомендует этот инструмент в своем каталоге продукции и технических описаниях.
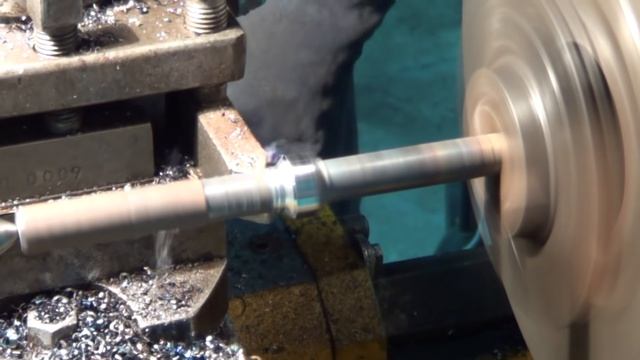
Для этой конкретной операции Flex-Hone был установлен на стандартный буровой двигатель. Г-н Кинг говорит, что, поскольку этот инструмент можно использовать в таком портативном оборудовании, он становится еще более полезным для чистовой обработки в полевых условиях.
«Эти цилиндры требуют очень хорошего уплотнения, очень точного, очень круглого и с высококачественной отделкой», — говорит он. «Поскольку гибкий хонинговальный инструмент является самоцентрирующимся, легко получить однородную поверхность отверстия, поскольку он всегда оказывает одинаковое давление со всех сторон. Это настоящая отделочная операция».
Это настоящая отделочная операция».
Этот инструмент можно использовать в любом вращающемся шпинделе, начиная от обрабатывающих центров крупносерийного производства и заканчивая ручной дрелью для вторичной обработки, обработки на заказ или даже для самостоятельной обработки.
Что касается цилиндров Vektek, г-н Нельсон говорит, что Flex-Hone рекомендуется для использования с различными размерами полостей картриджей, установленных в материалах, указанных заказчиком. Поэтому компания не рекомендует размеры или спецификации заточки.
«Для моделей с цилиндром, устанавливаемым на коллектор, требуется операция чистовой обработки полости», — говорит он. «Они варьируются в размерах от 1 1/16 дюйма до 1 7/8 дюйма. Мы рекомендуем нашим клиентам проконсультироваться с Brush Research, чтобы определить, какой конкретный размер и тип зернистости Flex-Hone лучше всего подходит для их материала и области применения».
«Песок», на который ссылается г-н Нельсон, представляет собой материал, из которого состоят шарообразные шарики на инструменте, выполняющем отделочные работы. Доступны различные типы зернистости, в зависимости от материала и области применения обрабатываемой поверхности.
Доступны различные типы зернистости, в зависимости от материала и области применения обрабатываемой поверхности.
Инструмент идеально подходит для таких применений, как установка цилиндров Vektek, поскольку он является самоустанавливающимся и самокомпенсирующимся при износе, что означает, что даже после износа некоторых абразивных шариков финишное действие на металлических поверхностях останется равномерным. . Эти функции сокращают время простоя обрабатывающего центра или цеха и затраты на гибкую замену хонинговального инструмента, устраняют необходимость в сложных настройках и делают его эффективным и универсальным инструментом.
Повторная полировка цилиндров с помощью хонинговальных инструментов
Под дружественностью к кольцам мы подразумеваем покрытие, которое обеспечивает хорошую опору для колец, удерживает масло и не требует длительного периода обкатки. Для большинства современных двигателей благоприятная для колец обработка означает гладкую отделку.
Нажмите здесь, чтобы узнать больше
Плоскостное покрытие отверстия — это то, что в конечном итоге получают все типы колец, когда они полностью посажены. износ по мере обкатки двигателя, тем лучше кольца будут герметизироваться с самого начала и тем дольше они прослужат.
Для молибденовых колец можно использовать двухэтапный процесс хонингования для получения плоской поверхности. Во-первых, отшлифуйте с помощью обычного абразива из карбида кремния #280. Затем закончите, слегка коснувшись отверстий камнем с зернистостью № 400 или несколько раз проведя по ним абразивным нейлоновым хонинговальным инструментом или щеткой.
Если цилиндры отшлифованы алмазными камнями, вы можете доработать отверстия более мелким алмазом, мелкозернистым керамическим абразивом или щеткой. Алмазные камни быстродействующие и долговечные, но они более агрессивны, чем карбид кремния, и оставляют больше трещин и других нежелательных остатков на поверхности. Из-за этого за процедурой грубого алмазного хонингования всегда должна следовать еще одна операция для окончательной обработки поверхности.
Из-за этого за процедурой грубого алмазного хонингования всегда должна следовать еще одна операция для окончательной обработки поверхности.
Для сравнения, традиционные процедуры хонингования не требуют чистовой обработки. Как правило, большинство производителей колец рекомендуют использовать хонинговальные бруски из карбида кремния № 220, если двигатель будет собираться с простыми чугунными или хромированными кольцами, бруски № 280 для колец с молибденовым покрытием и бруски № 320–400 для молибденовых колец, если двигатель строится для гонок или производительности. Несмотря на это, цилиндры все еще можно до некоторой степени выровнять, обработав их какой-либо гибкой щеткой.
Одним из преимуществ использования гибкой щетки в дрели является то, что вы можете вести дрель в обратном направлении. Хонинговальные бруски обычно вращаются по часовой стрелке, поэтому, если вы будете чистить щеткой в противоположном направлении (против часовой стрелки), они хорошо удалят заусенцы с поверхности. Для получения высококачественной отделки необходимо не более 15 ударов.
Для получения высококачественной отделки необходимо не более 15 ударов.
Сведение цифр
Рекомендуемая обработка поверхности для двигателей последних моделей несколько различается в зависимости от области применения, но многие из них в настоящее время находятся в диапазоне Ra от 15 до 20 микродюймов (средняя шероховатость).
Если отверстия хонингуются алмазными брусками от #325 до #400, финишная обработка обычно будет в диапазоне Ra от 22 до 24, что является слишком грубым. Вот почему отверстия должны быть обработаны кистью или более мелкими камнями. Это обычно приводит к уменьшению финиша до желаемого диапазона 20 или меньше.
На микроскопическом уровне профиль только что отшлифованной стенки цилиндра показывает множество небольших пиков и впадин. Впадины вырезаются из металла абразивами в процессе хонингования, а пики представляют собой самые высокие точки на поверхности, которые будут соприкасаться с кольцами. Большие, острые пики не будут длиться долго после запуска двигателя, потому что вершины пиков будут постепенно срезаться кольцами по мере их разрыва. » эффект. Это увеличивает опорную поверхность колец и облегчает скольжение колец по поверхности на масляной пленке, которая остается в канавках.
Большие, острые пики не будут длиться долго после запуска двигателя, потому что вершины пиков будут постепенно срезаться кольцами по мере их разрыва. » эффект. Это увеличивает опорную поверхность колец и облегчает скольжение колец по поверхности на масляной пленке, которая остается в канавках.
По словам одного из производителей поршневых колец, как только кольца садятся, износ практически прекращается, поскольку теперь кольца поддерживаются этой тонкой масляной пленкой и больше не имеют физического контакта со стенкой цилиндра.
Плоская поверхность отверстия стабилизируется примерно через два часа работы. Другими словами, кольца садятся очень быстро и практически не изнашиваются. Для сравнения, более обычная отделка поверхности может занять от трех до 12 часов, в зависимости от сорта используемых камней. Покрытие канала, отточенное камнями с зернистостью № 280, будет садиться быстрее, чем покрытие, обработанное камнями № 220.
Невооруженным глазом свежеотточенное отверстие цилиндра выглядит довольно грубо по сравнению с отверстием бывшего в употреблении цилиндра.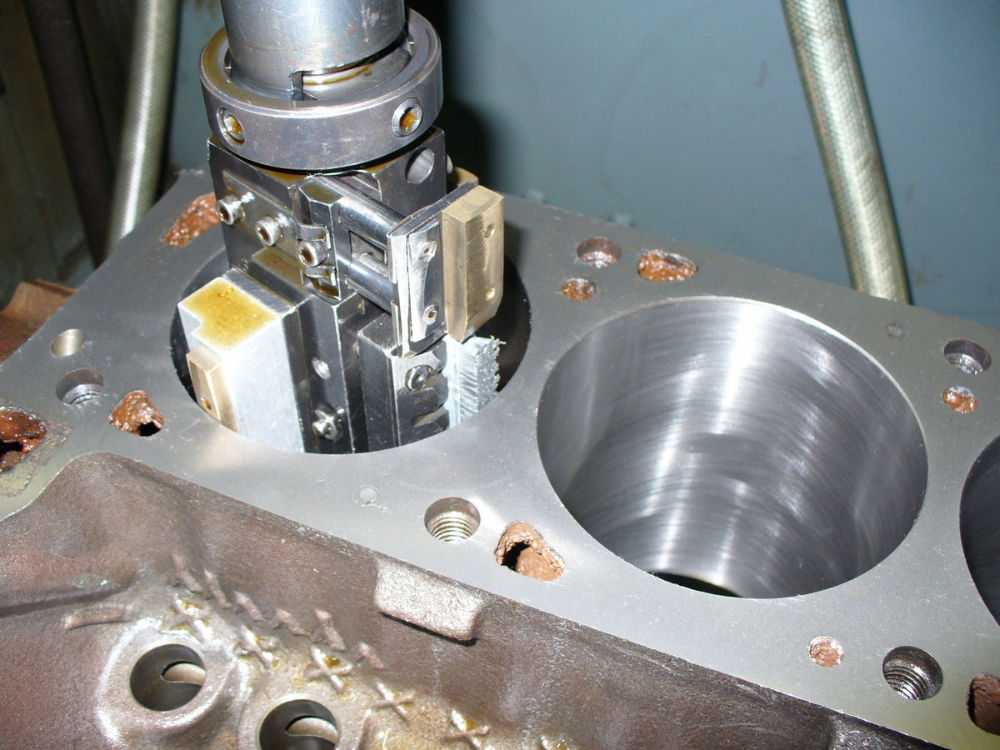 Хонингование оставляет поцарапанную поверхность, на которой должна быть отчетливая штриховка. С другой стороны, бывший в употреблении цилиндр будет иметь гладкий полированный вид с гораздо меньшей видимой штриховкой в зависимости от степени износа цилиндра.
Хонингование оставляет поцарапанную поверхность, на которой должна быть отчетливая штриховка. С другой стороны, бывший в употреблении цилиндр будет иметь гладкий полированный вид с гораздо меньшей видимой штриховкой в зависимости от степени износа цилиндра.
Таким образом, идеальная поверхность отверстия цилиндра должна по существу дублировать это состояние. Используя правильную процедуру хонингования, вы можете добиться такой обработки поверхности, которая позволит кольцам быстро садиться с минимальным износом и удерживать масло, чтобы кольца получали надлежащую смазку.
Чтобы свести к минимуму образование острых выступов на поверхности, цилиндры должны быть окончательно отшлифованы камнями с относительно мелкой зернистостью. Чем мельче зернистость, тем ровнее поверхность.
Все о «Rs»
Средняя шероховатость поверхности называется «Ra» и обычно указывается в микродюймах (1 микродюйм равен одной миллионной части дюйма или 0,000001 дюйма). нужен электронный прибор, называемый профилометром, который водит стилусом с алмазным наконечником по поверхности для измерения размера и распределения пиков и впадин.
нужен электронный прибор, называемый профилометром, который водит стилусом с алмазным наконечником по поверхности для измерения размера и распределения пиков и впадин.
Как мы уже говорили ранее, многие OEM-производители и производители колец указывают чистоту поверхности колец с молибденовым покрытием от 15 до 20 Ra, что может быть достигнуто путем окончательного хонингования брусками с зернистостью #280. Чугунные и хромированные кольца могут выдерживать несколько более грубую обработку поверхности (от 20 до 35 Ra), поэтому для получения этого типа отделки можно использовать камни с более крупной зернистостью #220.
К сожалению, один Ра мало что говорит о фактическом профиле поверхности. Финишная обработка отверстия с высокими пиками и глубокими впадинами может иметь такое же среднее число шероховатости, что и финишная обработка с короткими пиками и неглубокими впадинами. Для точного анализа поверхности необходимо больше цифр:
- Rpk — высота пика.

- Rpk — высота пика.
- Рвк — глубина долин.
- Rk — средняя глубина шероховатости керна, основанная на измерениях Rpk и Rvk. Поверхность с низким значением Rk будет иметь характеристики длительного срока службы.
- Rmax — это максимальное значение полного размаха, взятое для пяти образцов.
- Rz — среднее значение максимального значения размаха, полученное для пяти образцов.
Когда все эти числа взяты вместе, получается более полная картина того, как на самом деле выглядит поверхность. Некоторые профилометры могут использовать эту информацию и строить график, показывающий площадь опоры на поверхности. Это называется «кривой Эбботта-Файрстоуна». Кривая отображает высоту профиля по вертикальной оси и процент контакта с поверхностью по горизонтальной шкале. Чем более пологая кривая и чем больше площадь, ограниченная кривой, тем лучше качество поверхности.
Чем более пологая кривая и чем больше площадь, ограниченная кривой, тем лучше качество поверхности.
Более простой способ определить, соответствует ли чистота поверхности всем «правильным» номерам, — это сравнить различные номера «R» со спецификациями OEM и производителями колец. Цифры подскажут вам, имеет ли поверхность надлежащую глубину штриховки, достаточную площадь опоры для правильной поддержки колец и достаточно ли она гладкая, чтобы свести к минимуму износ колец в процессе посадки.
Плоская отделка отверстия цилиндра является хорошей, поскольку она сочетает в себе все «хорошие» показатели: малую высоту пика (Rpk), большую опорную поверхность (кривая Abbott-Firestone) и адекватную штриховку впадины (Rvk) для хорошего качества. маслоудержание и смазка колец.
Согласно рекомендациям одного производителя хонинговального оборудования, «хорошая» обработка отверстия должна иметь значения Rmax и Rz, примерно в 10 раз превышающие число Ra. Если числа Rmax или Rz меньше одной седьмой числа Ra, поверхность покрыта глазурью и не будет удерживать масло. Если Rmax или Rz более чем в 12 раз превышает число Ra, на поверхности слишком много глубоких царапин.
Если числа Rmax или Rz меньше одной седьмой числа Ra, поверхность покрыта глазурью и не будет удерживать масло. Если Rmax или Rz более чем в 12 раз превышает число Ra, на поверхности слишком много глубоких царапин.
Вот некоторые «хорошие» показатели обработки отверстий, к которым следует стремиться от производителей бурового оборудования:
- Ra от 12 до 24
- Rpk от 6 до 24
- Рвк 20 до 80
- От 28 до 48 рандов
Для сравнения, вот некоторые рекомендуемые номера от поставщиков поршневых колец для автомобильных двигателей:
- Ra от 10 до 20
- Rpk от 10 до 20
- Рвк 30 до 60
- От 25 до 50 рандов
Некоторые производители высокопроизводительных двигателей используют несколько более высокие числа «Rvk» (глубина впадины) на крестовине, чтобы улучшить удержание масла в высокооборотных двигателях.
Пленка для факса
Другим полезным инструментом для оценки чистоты поверхности является «пленка для факса». Хотя немногие производители нестандартных двигателей используют эту технику, большинство OEM-производителей, а также некоторые PER считают ее чрезвычайно полезной для выявления определенных видов проблем с отделкой.
После хонингования и промывки цилиндров на поверхность отверстия помещается небольшой кусочек тонкой полиэтиленовой пленки с растворителем, размягчающим пленку. Это позволяет пленке делать оттиск поверхности отверстия. Затем пленку удаляют и исследуют под микроскопом при 100-кратном увеличении, чтобы проверить наличие чрезмерного порванного или складчатого металла, полировки или остекления, внедренных частиц и мусора. Это также позволяет легко точно измерить точный угол штриховки.
Процедуры хонингования
Когда цилиндры расточены до увеличенного размера, они обычно расточены или черново-хонингованы с точностью около 0,0025? до 0,003? окончательного размера для окончательного хонингования. Этап окончательного хонингования удаляет сломанный и порванный металл и обеспечивает качество поверхности и штриховку, о которых мы говорили.
Этап окончательного хонингования удаляет сломанный и порванный металл и обеспечивает качество поверхности и штриховку, о которых мы говорили.
Используются ли абразивы на керамической основе, алмазы на металлической связке или CBN (кубический нитрид бора) для финишной заточки цилиндров, не имеет значения, если окончательная геометрия поверхности соответствует требуемым числам. Большинство OEM-производителей и заводов по ремонту двигателей используют алмазы для хонингования цилиндров, потому что это повышает стабильность и снижает затраты на хонингование.
За последние годы характеристики хонингования алмазных точильных брусков улучшились благодаря изменениям, внесенным в матрицу, поддерживающую алмаз. Некоторые камни в настоящее время используют обработку поверхности титаном, которая замедляет эрозию поддерживающей матрицы. Это улучшает режущее действие камня, что, в свою очередь, снижает склонность алмаза «пропахивать» металл. В результате на поверхности остается меньше рваного и складчатого мусора, а общее качество поверхности улучшается. Следовательно, многие из двигателей, которые строятся сегодня, оттачивают алмазными камнями.
Следовательно, многие из двигателей, которые строятся сегодня, оттачивают алмазными камнями.
Как правило, сегодня большинство заводов по ремонту двигателей используют алмазные бруски с зернистостью 320 или 400, а затем чистят щеткой с помощью плоского хонинговального инструмента с зернистостью 180. Камни #400 оставляют шероховатость от 24 до 30 Ra, которая после чистки щеткой снижается до 20 Ra или меньше.
Сменные камни доступны во многих составах, подходящих ко всем популярным моделям оборудования.
Геометрия отверстия
Хорошая геометрия отверстия также важна для надлежащего кольцевого уплотнения. Вы должны быть особенно осторожны с контролем уровня масла в двигателях последних моделей, потому что масляная горелка может загрязнить кислородный датчик и каталитический нейтрализатор. При рабочей температуре каждое отверстие должно быть как можно более круглым с небольшим конусом или без отклонения по вертикали. Деформация отверстия препятствует прилеганию колец к стенкам цилиндра и позволяет маслу проходить через кольца, а также компрессию (выброс газов). Деформация отверстия происходит в основном в верхней части цилиндра, когда болты головки затягиваются. Изменения температуры охлаждающей жидкости и циркуляции в блоке также могут вызвать искривление отверстия, как и нормальное и ненормальное давление сгорания.
Деформация отверстия препятствует прилеганию колец к стенкам цилиндра и позволяет маслу проходить через кольца, а также компрессию (выброс газов). Деформация отверстия происходит в основном в верхней части цилиндра, когда болты головки затягиваются. Изменения температуры охлаждающей жидкости и циркуляции в блоке также могут вызвать искривление отверстия, как и нормальное и ненормальное давление сгорания.
Чтобы получить как можно более круглое отверстие, двигатели с тонкостенными отливками следует хонинговать с помощью тяжелой стальной пластины крутящего момента и прокладки головки блока цилиндров, прикрученной болтами к блоку. Тормозная пластина имитирует нагрузку, воздействующую на блок при установленной головке, что позволяет оттачивать отверстие до более точных размеров. Многие производители высокопроизводительных двигателей даже пропускают горячую охлаждающую жидкость через блок, пока он хонингуется, чтобы имитировать реальные рабочие условия.
Искажение канала может быть описано уровнями «порядка». Отверстие первого порядка — это отверстие идеально круглой формы без деформации в любом направлении. Отверстие второго порядка имеет овальную деформацию, обычно вызванную ошибками обработки или теплопередачей. Кольца обычно могут выдерживать некоторую деформацию второго порядка, приспосабливаясь к отверстию. Но чем ниже натяжение кольца, тем меньше способность кольца соответствовать деформации отверстия. Искажение третьего порядка приводит к отверстию треугольной формы и обычно вызывается комбинацией искажений второго и четвертого порядка. Искажение четвертого порядка — отверстие в форме листа клевера или квадрата. Этот тип искажения вызван расположением болтов головки.
Отверстие первого порядка — это отверстие идеально круглой формы без деформации в любом направлении. Отверстие второго порядка имеет овальную деформацию, обычно вызванную ошибками обработки или теплопередачей. Кольца обычно могут выдерживать некоторую деформацию второго порядка, приспосабливаясь к отверстию. Но чем ниже натяжение кольца, тем меньше способность кольца соответствовать деформации отверстия. Искажение третьего порядка приводит к отверстию треугольной формы и обычно вызывается комбинацией искажений второго и четвертого порядка. Искажение четвертого порядка — отверстие в форме листа клевера или квадрата. Этот тип искажения вызван расположением болтов головки.
Величина искажения может варьироваться от почти нуля до нескольких тысячных дюйма! При нынешних узких зазорах между поршнем и стенкой даже 0,0005? искажение отверстия может быть слишком большим в некоторых приложениях. Так что чем круглее отверстие, тем лучше. Некоторые производители высокопроизводительных двигателей не хотят видеть искривление отверстия менее плюс-минус 8 микрон (0,000003?)! А плоское покрытие следует использовать только в том случае, если искривление отверстия меньше 0,01 мм (0,0004?).
Штриховка
Большинство OEM-производителей и производителей колец утверждают, что угол штрихов в штриховке должен составлять около 45° друг к другу или от 22° до 32° к горизонтальной поверхности деки. Угол поперечной штриховки должен быть одинаковым по всей длине цилиндра и не сплющиваться ни с одного конца.
Если угол штриховки слишком большой, кольца могут прокачивать масло или подвергаться чрезмерному вращению, что ускорит износ колец и поршневых площадок. Если угол штриховки слишком мал, это может привести к храповому эффекту, так как кольца проходят по впадинам, препятствуя надлежащей смазке колец.
Правильная штриховка также будет иметь достаточно впадин для удержания масла, но не слишком много масла. Секрет здесь заключается в том, чтобы получить правильное количество оставшегося объема масла (называемого «Vo»). Если царапины на поперечной штриховке слишком глубокие или слишком много впадин (недостаточно пиков и опорной поверхности), двигатель будет расходовать масло. Чем больше остаточный объем масла (Vo), тем выше расход масла. Это может быть вызвано финишным хонингованием слишком крупными камнями (#150 или меньше). С другой стороны, если царапины в виде поперечной штриховки слишком мелкие или на поверхности отверстия слишком много плато, объема оставшегося масла может оказаться недостаточно для поддержания смазки колец, что приведет к ускоренному износу колец и цилиндров. Это может быть вызвано финишным хонингованием слишком мелкими камнями (#400 или больше).
Чем больше остаточный объем масла (Vo), тем выше расход масла. Это может быть вызвано финишным хонингованием слишком крупными камнями (#150 или меньше). С другой стороны, если царапины в виде поперечной штриховки слишком мелкие или на поверхности отверстия слишком много плато, объема оставшегося масла может оказаться недостаточно для поддержания смазки колец, что приведет к ускоренному износу колец и цилиндров. Это может быть вызвано финишным хонингованием слишком мелкими камнями (#400 или больше).
Изменение скорости вращения шпинделя и скорости хода вашего хонинговального станка приведет к изменению штриховки.
Чистота
Статья об отделке цилиндров не будет полной, если сказать несколько слов о чистоте. Все ваши усилия по созданию идеальной поверхности отверстия, штриховки и почти идеальной геометрии могут быть сведены на нет, если цилиндры не будут тщательно очищены после хонингования. Очистка горячей мыльной водой по-прежнему является одним из лучших способов удаления остатков хонингования, которые могут вызвать проблемы с кольцами, если они останутся в цилиндрах. Некоторые производители двигателей говорят нам, что они даже делают второй этап очистки, который включает протирание каждого цилиндра ATF или распылением смазочного масла, чтобы удалить все, что могло быть пропущено мыльной водой.
Некоторые производители двигателей говорят нам, что они даже делают второй этап очистки, который включает протирание каждого цилиндра ATF или распылением смазочного масла, чтобы удалить все, что могло быть пропущено мыльной водой.
В качестве окончательной проверки качества вы можете проверить цилиндры под вакуумом, чтобы убедиться, что кольца обеспечивают надлежащее уплотнение после сборки двигателя.
Подробнее о самых читаемых статьях…
Патент США для инструмента Honing и метод создания патента (патент № 5527,213 выпущен 18 июня 1996 г.)
Раскрытие
. Это изобретатель в целом, как это указывает на академированное в целом, как это указывает на A, как это указывает на A хонинговальный инструмент и, в частности, недорогой хонинговальный инструмент и способ изготовления этого инструмента
ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
Настоящее изобретение относится к хонинговальным инструментам и, более конкретно, к хонинговальным инструментам общего типа, описанным в предшествующих одновременно рассматриваемых заявках США Сер. № 07/508,060, поданная 11 апреля 1990 г. Alfred F. Scheider et. al., озаглавленный «Инструмент для хонингования абразивной нити и способ его изготовления и использования»; Сер. США. № 07/970,865, поданной 3 ноября 1992 г. Alfred F. Scheider et. al., озаглавленный «Инструмент для хонингования с абразивной нитью, способ изготовления и использования» и US Ser. No. 07/9.41,544, подана 8 сентября 1992 г. на имя Guy H. Carmichael et. др., под названием «Процесс заточки».
№ 07/508,060, поданная 11 апреля 1990 г. Alfred F. Scheider et. al., озаглавленный «Инструмент для хонингования абразивной нити и способ его изготовления и использования»; Сер. США. № 07/970,865, поданной 3 ноября 1992 г. Alfred F. Scheider et. al., озаглавленный «Инструмент для хонингования с абразивной нитью, способ изготовления и использования» и US Ser. No. 07/9.41,544, подана 8 сентября 1992 г. на имя Guy H. Carmichael et. др., под названием «Процесс заточки».
Хонинговальные инструменты, описанные в вышеупомянутых предшествующих заявках, могут использоваться, например, на вторичных или третичных операциях в крупносерийном производстве двигателей, придающих улучшенную чистоту поверхности стенкам цилиндров. Рабочая поверхность инструмента состоит из уплотненных кончиков продолговатого пучка, как правило, параллельных пластиковых моноволокон, содержащих равномерно внедренный абразив. Инструменты изготовлены с использованием специального клея на дне удлиненного подстаканника, который фиксирует один конец связки внутри подстаканника, а противоположный конец выступает наружу на относительно небольшое расстояние. Чтобы изготовить инструмент с желаемыми рабочими характеристиками с помощью описанного процесса склеивания, требуется значительная осторожность. Это особенно верно, если инструмент используется в производственном оборудовании OEM, которое, по существу, работает непрерывно и многократно. Такое оборудование обычно имеет вращающуюся и возвратно-поступательную головку для каждого отверстия и является высокоавтоматизированным. В результате такие инструменты относительно дороги.
Чтобы изготовить инструмент с желаемыми рабочими характеристиками с помощью описанного процесса склеивания, требуется значительная осторожность. Это особенно верно, если инструмент используется в производственном оборудовании OEM, которое, по существу, работает непрерывно и многократно. Такое оборудование обычно имеет вращающуюся и возвратно-поступательную головку для каждого отверстия и является высокоавтоматизированным. В результате такие инструменты относительно дороги.
В отличие от высокоавтоматизированных производственных мощностей OEM-производителей двигателей, существует множество применений хонингования, где характеристики инструмента были бы выгодны, но где использование или производство инструмента может быть экономически неэффективным. Одним из таких примеров может быть ремонт двигателя, где одна головка хонинговального станка может быть установлена на чем-то похожем на сверлильный станок. Там, где производственное предприятие OEM может изготавливать 150 двигателей в час или около того, предприятие по восстановлению двигателей может изготавливать 150 двигателей в год.
Соответственно, существует потребность в более дешевом инструменте описанного типа. Поскольку использование специального клея и его нанесение увеличивает стоимость инструмента, также было бы желательно иметь возможность изготавливать приемлемый инструмент с требуемыми характеристиками без использования клея.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Удлиненный узкий и несколько тонкий хонинговальный инструмент изготовлен из относительно мягкого металла или пластмассового подстаканника. Плотно упакованный пучок абразива, содержащего пластиковые моноволокна, вставляется в подстаканник, а край стаканчика обжимается внутрь, чтобы опоясать и зажать пучок, удерживающий пучок в подстаканнике. Выступающие плотно прилегающие кончики мононитей образуют рабочую поверхность хонинговального инструмента. Предпочтительным пластиком для моноволокон является нейлон, а предпочтительная форма поперечного сечения таких моноволокон — прямоугольная, хотя могут использоваться другие пластики и другие формы.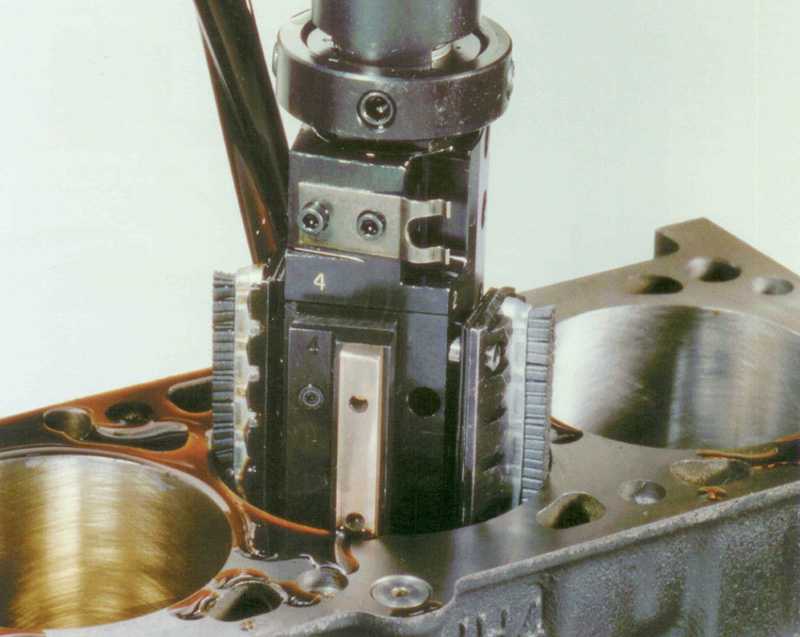
Раскрыты несколько способов формирования инструмента, которые включают этап вставки, за которым следует этап обжатия. Нижняя часть стакана может быть слегка аркообразной, чтобы придать пачке криволинейную рабочую поверхность. Связка может быть разрезана или обрезана до или после введения.
Для достижения вышеуказанных и связанных с ними целей изобретение включает признаки, полностью описанные и конкретно указанные в пунктах формулы изобретения, последующее описание и прилагаемые чертежи, подробно иллюстрирующие некоторые иллюстративные варианты осуществления изобретения, которые являются указывает, однако, лишь на некоторые из различных способов, которыми могут быть использованы принципы изобретения.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
На указанных прилагаемых чертежах:
РИС. 1 представляет собой иллюстрацию устройства и способа изготовления хонинговальных инструментов в соответствии с настоящим изобретением;
РИС. 2 и 3 схематически иллюстрируют две стадии альтернативного процесса;
2 и 3 схематически иллюстрируют две стадии альтернативного процесса;
РИС. 4 — увеличенный вид держателя;
РИС. 5 — вид держателя сверху;
РИС. 6 представляет собой вид, аналогичный фиг. 4, но с пучком нитей на месте и ободом держателя, обжатым для опоясывания и захвата пучка;
РИС. 7 представляет собой фрагментарный вид в плане одной формы инструмента с использованием прямоугольных нитей;
РИС. 8 — увеличенный поперечный разрез держателя до введения и обжатия; и,
РИС. 9 представляет собой вид, аналогичный фиг. 6, примыкающий к готовому изделию.
ПОДРОБНОЕ ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНЫХ ВАРИАНТОВ ВОПЛОЩЕНИЯ
Сначала со ссылкой на фиг. 1 показано устройство для изготовления хонинговального инструмента в соответствии с настоящим изобретением. Хонинговальный инструмент в целом показан под номером 20 и содержит удлиненный держатель чашки 21 и пучок плотно упакованных абразивных волокон, содержащих моноволокна, показанные под номером 22.
Аппарат содержит опорную пластину 24, на которой установлена нижняя пластина 25. Нижняя пластина 25 крепится к опорной пластине с помощью застежек 26 и 27, которые вставляются в пазы 28 и 29 соответственно, что позволяет пластине регулировать вправо или влево в плоскости фиг. 1.
Верхняя поверхность пластины 32 наклонена примерно на 2°. слева направо, как показано на таком рисунке. Пластина 25 также снабжена прорезью для режущего лезвия, показанной позицией 33. 9.0003
На нижней пластине неподвижно закреплены направляющий блок 36 и направляющий и зажимной блок 37. Как показано, между такими блоками, как видно на рисунке 38, есть небольшое пространство, которое позволяет перемещать режущее лезвие 39. Режущее лезвие установлено на гидравлическом держателе 40 лезвия, при этом гидравлический цилиндр приводит в действие держатель, перемещая лезвие вверх и вниз, как показано стрелкой 41. Острая кромка лезвия упирается во внутреннюю поверхность 43 направляющего и зажимного блока 37. Таким образом регулировка нижней пластины 25 по горизонтали регулирует предварительную нагрузку фрезы. Кроме того, внутренняя поверхность направляющего и зажимного блока 37 расположена под углом приблизительно 2°. к вертикали, как показано позицией 45, поскольку она перпендикулярна наклонной верхней поверхности 32 пластины 25.
Таким образом регулировка нижней пластины 25 по горизонтали регулирует предварительную нагрузку фрезы. Кроме того, внутренняя поверхность направляющего и зажимного блока 37 расположена под углом приблизительно 2°. к вертикали, как показано позицией 45, поскольку она перпендикулярна наклонной верхней поверхности 32 пластины 25.
Каждый из направляющих блоков 36 и 37 имеет выровненные проходы, показанные под номером 47 и 48, в которых размещается удлиненный пучок параллельных абразивных волокон, содержащих моноволокна, показанный под номером 50. Пучок 50 может иметь длину в несколько футов или даже неопределенную длину и, конечно, намного длиннее, чем пучок моноволокон, которые будут использоваться в хонинговальном инструменте. Однако каждая мононить в пучке параллельна другой мононити, а отверстия 47 и 48 в направляющих блоках обеспечивают правильную форму и уплотнение пучка.
На правой стороне РИС. 1 показан блок держателя, обозначенный позицией 55, который включает в себя канал 56, приспособленный для размещения держателя 21 инструментальной чашки. Как показано положением 58 пунктирной линии, блок держателя установлен с возможностью возвратно-поступательного движения гидравлическим цилиндром, который не показан, так что блок держателя может совершать возвратно-поступательные движения, как показано стрелкой 59. На левой стороне фиг. 1 показан первый зажим 62 для пучков, который включает в себя верхнюю и нижнюю колодки 63 и 64 для захвата пучков соответственно. Башмак для захвата верхней пачки может перемещаться вертикально с помощью пневматического узла поршень-цилиндр, как показано стрелкой 65.
Как показано положением 58 пунктирной линии, блок держателя установлен с возможностью возвратно-поступательного движения гидравлическим цилиндром, который не показан, так что блок держателя может совершать возвратно-поступательные движения, как показано стрелкой 59. На левой стороне фиг. 1 показан первый зажим 62 для пучков, который включает в себя верхнюю и нижнюю колодки 63 и 64 для захвата пучков соответственно. Башмак для захвата верхней пачки может перемещаться вертикально с помощью пневматического узла поршень-цилиндр, как показано стрелкой 65.
Второй зажим для пучка показан под номером 68 и включает в себя верхнюю и нижнюю колодки 69 и 70 соответственно, при этом верхняя колодка 69 может перемещаться в вертикальном направлении с помощью пневматического цилиндро-поршневого узла, как показано стрелкой 72. Весь пневматический зажим также может перемещаться вдоль верхнюю часть пластины 25 с помощью пневматического цилиндра, как показано стрелкой 74. Таким образом, зажим 68 может быть установлен горизонтально вдоль пластины 25.
Следует отметить, что направляющий и зажимной блок 37 включает углубление 76. для фланца 77, выступающего сбоку от подстаканника. Блок также включает клиновидную поверхность 78, которая окружает конец канала 48, входящего в выемку 76. Именно клиновидная поверхность, которая полностью окружает канал 48, обжимает или деформирует внутрь обод 79.подстаканника, чтобы опоясать и захватить пучок моноволокон, которые были вставлены в него.
С убранным лезвием 39 и убранным блоком держателя 55 и в положении 58 воображаемой линии, а также с открытым и убранным левым зажимом 68 или влево на РИС. 1, и зажим 62 открыт, устройство может находиться в положении начала (или остановки) цикла. С практически непрерывным пучком моноволокон 53 слева от лезвия, как показано на фиг. 1, цикл может начинаться со следующей последовательности.
Подстаканник 21 загружается в блок держателя 55 либо вручную, либо автоматически, и блок держателя индексируется вперед или влево в промежуточное положение. Зажим 68 закрывается и затем перемещается вправо, как показано на фиг. 1 в положение остановки. Когда пучок зажат и повернут вправо, ранее отрезанный конец пучка немного выступает вправо от направляющего блока 37 через отверстие 48. Гидравлический цилиндр, перемещающий блок держателя, снова приводится в действие для перемещения блока держателя и стакана. держатель в нем дальше влево, как показано на фиг. 1, заставляя ранее отрезанный конец пучка вставляться внутрь чашки. Одновременно клиновидные поверхности в направляющем блоке входят в зацепление с краем чашки, обжимая край внутрь, как показано, полностью опоясывая и захватывая пучок моноволокон.
Зажим 68 закрывается и затем перемещается вправо, как показано на фиг. 1 в положение остановки. Когда пучок зажат и повернут вправо, ранее отрезанный конец пучка немного выступает вправо от направляющего блока 37 через отверстие 48. Гидравлический цилиндр, перемещающий блок держателя, снова приводится в действие для перемещения блока держателя и стакана. держатель в нем дальше влево, как показано на фиг. 1, заставляя ранее отрезанный конец пучка вставляться внутрь чашки. Одновременно клиновидные поверхности в направляющем блоке входят в зацепление с краем чашки, обжимая край внутрь, как показано, полностью опоясывая и захватывая пучок моноволокон.
Затем режущее лезвие проходит свой цикл, при этом кромка лезвия проходит по задней части направляющего блока, чтобы разрезать пучок моноволокон, зажатых в подстаканнике. После втягивания лезвия зажим 62 закрывается, а зажим 68 открывается и затем отводится влево. Блок держателя 55 отводится вправо, и сформированный хонинговальный инструмент извлекается, опять же автоматически или вручную.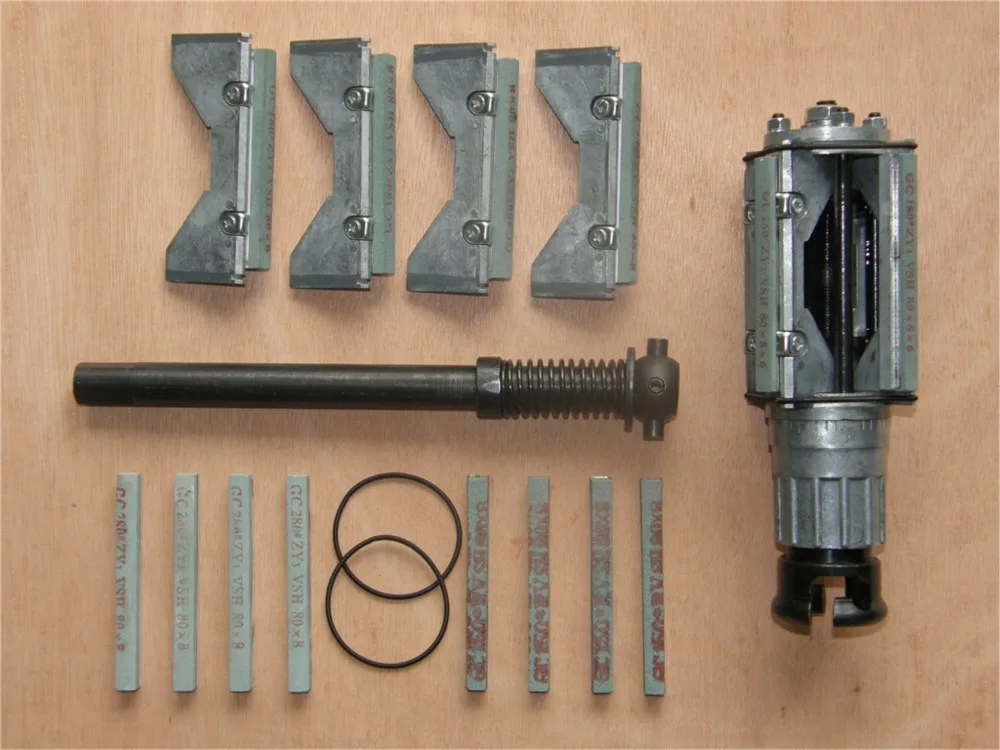 После этого части устройства возвращаются в исходное (или конечное) положение цикла.
После этого части устройства возвращаются в исходное (или конечное) положение цикла.
В устройстве, показанном на фиг. 1, следует понимать, что этап заполнения, обжатия и обрезки происходит на одной и той же станции. Однако следует иметь в виду, что этап обжатия или обжатия может иметь место на втором или последующем участке, например, как показано на фиг. 2 и 3. Как показано на этих рисунках, в подстаканник 21 вставлен плотно упакованный пучок моноволокон, каждый из которых проходит параллельно друг другу и выступает за край 79. Затем загруженный подстаканник помещается во вторичный аппарат. который содержит верхний обжимной штамп 80, вертикально перемещаемую нижнюю плиту 81 и гидравлический цилиндр двойного действия, как схематично показано стрелкой 82. На фиг. 3, плита приподнялась до самого дальнего предела, перемещая пучок 22 в полость 84 штампа, при этом горловина полости снабжена клиновидной поверхностью, видимой позицией 85, которая полностью проходит вокруг отверстия в полость. Таким образом, когда фланец 77 упирается в дно матрицы 80, обод 79затем подстаканник был полностью обжат или зажат внутрь, чтобы опоясать и захватить пучок, прикрепив пучок к подстаканнику. Когда части отделены от фиг. 3 положение, готовый хонинговальный инструмент снимается.
Таким образом, когда фланец 77 упирается в дно матрицы 80, обод 79затем подстаканник был полностью обжат или зажат внутрь, чтобы опоясать и захватить пучок, прикрепив пучок к подстаканнику. Когда части отделены от фиг. 3 положение, готовый хонинговальный инструмент снимается.
На фиг. 2 и 3 видно, что дно 87 подстаканника имеет слегка дугообразную или криволинейную поверхность, которая придает криволинейную поверхность рабочей поверхности, видимой позицией 88. Внутренняя часть полости 84 может иметь соответствующую форму, обеспечивающую упор для наконечники мононити с рабочей поверхностью, гарантирующие, что готовое изделие имеет желаемую изогнутую поверхность.
Обращаясь теперь к ФИГ. 4 и 5 показана одна форма подстаканника, которую можно использовать с настоящим изобретением. Подстаканник может быть изготовлен из блока относительно мягкого металла, такого как должным образом обработанная сталь, алюминий, латунь и т.п. Подстаканник включает в себя фланец 77. Ниже фланца боковые стенки корпуса могут быть снабжены шпоночными элементами 90 с прорезями, позволяющими легко вставлять инструмент в осевом направлении в головку хонинговального станка. Нижняя часть 87 подстаканника может быть слегка изогнутой, как показано на рисунке, и окружена ободом 79.который выступает над фланцами 77. Отверстие, образованное ободом в проиллюстрированном варианте осуществления, является относительно узким и по существу удлиненным и имеет две основные стороны, как показано под номерами 92 и 93, которые соединены на концах полукруглыми концевыми участками 94 и 95. Как видно на фиг. 6 под номером 96, обе концевые секции также равномерно обжаты внутрь при формировании обода.
Нижняя часть 87 подстаканника может быть слегка изогнутой, как показано на рисунке, и окружена ободом 79.который выступает над фланцами 77. Отверстие, образованное ободом в проиллюстрированном варианте осуществления, является относительно узким и по существу удлиненным и имеет две основные стороны, как показано под номерами 92 и 93, которые соединены на концах полукруглыми концевыми участками 94 и 95. Как видно на фиг. 6 под номером 96, обе концевые секции также равномерно обжаты внутрь при формировании обода.
Как более ясно видно на ФИГ. 8 и 9, внутренняя часть обода 79, прежде чем он будет обжат или зажат, снабжена довольно значительной внутренней направляющей поверхностью, видимой в позиции 9.7. Перед обжатием обода направляющая поверхность проходит под значительным углом к вертикальной оси подстаканника. Однако после обжатия обода направляющая поверхность по существу параллельна оси инструмента, как показано на фиг. 9. Поверхность пилота служит нескольким целям. Одним из них является облегчение шага вставки. Другой заключается в улучшении захвата пачки, обеспечивая большую площадь поверхности прямого захвата. Другой способ — утончить или растушевать самый кончик обода, чтобы его было легче обжать до показанного положения.
Другой заключается в улучшении захвата пачки, обеспечивая большую площадь поверхности прямого захвата. Другой способ — утончить или растушевать самый кончик обода, чтобы его было легче обжать до показанного положения.
Как видно на фиг. 5 отверстие подстаканника удлинено и соответствует относительно узкой прорези, образованной ободом, в который вставляется пучок моноволокон. В показанном варианте осуществления отверстие или полость подстаканника может иметь ширину около 0,188 дюйма и длину около 3,25 дюйма. Однако основной размер полости может варьироваться от примерно 0,125 дюйма до примерно 0,50 дюйма в ширину и от примерно 0,50 дюйма до примерно 10,0 дюйма в длину. Кроме того, поперечная форма мононити может варьироваться и включать множество форм, которые могут быть круглыми, квадратными или элементами другой формы. На фиг. 7 показана типичная прямоугольная мононить, толщина которой обычно составляет около 0,09 мм.«в ширину и около 0,045 дюйма в толщину». Таким образом, ширина мононити примерно в два раза превышает ее толщину.
С учетом вышеуказанных размеров и РИС. 7, который представляет собой фрагмент рабочей поверхности, использующей такие прямоугольные моноволокна, видно, что перед обжатием расстояние между двумя основными сторонами обода держателя инструмента немного превышает ширину двух моноволокон. Кроме того, расстояние между двумя основными сторонами обода немного превышает толщину четырех моноволокон. Однако после операции обжатия или опрессовки расстояние между двумя основными сторонами обода, видимое на 98 и 99 на фиг. 7, немного меньше, чем ширина двух моноволокон, или немного меньше, чем толщина четырех моноволокон, расположенных рядом друг с другом. Четыре мононити, расположенные бок о бок, показаны на 102, а две мононити, расположенные по ширине, видны на позициях 103 и 104. Операция обжатия или обжатия плотно связывает мононити, как показано, заставляя их скручиваться или уплотняться на пояске, создавая необходимую надежность. захват пучка, а также достижение по существу произвольного положения показанных прямоугольных моноволокон.
Следует, однако, понимать, что подстаканник может иметь различные формы в зависимости от конкретного шлифовального станка, в который он должен быть помещен. Также отмечается, что подстаканник может быть изготовлен из относительно мягкого металла для облегчения обжатия обода подстаканника и захвата пучка моноволокон. Однако следует понимать, что можно использовать пластиковый подстаканник с нагреванием во время операции обжатия или защемления с последующим охлаждением для закалки деформированного пластика в требуемом состоянии захвата. Из-за относительно низкой стоимости изготовления, будь то металл или пластик, весь инструмент при износе подлежит одноразовому использованию.
Состав и размер или форма моноволокон довольно подробно обсуждаются в вышеупомянутых предшествующих одновременно находящихся на рассмотрении заявках. Абразив гомогенно уносится синтетическим пластиковым материалом и обычно может составлять 30-45% по массе моноволокна. Абразивный материал может широко варьироваться от карбида кремния до более экзотических материалов, таких как суперабразивные материалы или их смеси. Примером суперабразива может быть поликристаллический алмаз. Размеры абразивных зерен также могут широко варьироваться от примерно 80 до примерно 1000 меш и выше. Хотя предпочтительным материалом для мононитей является нейлон, можно использовать и другие пластмассы, такие как арамиды, сложные полиэфиры и полиимиды. Опять же, детали этих пластиковых материалов, таких как частично кристаллический предпочтительный нейлон, подробно описаны в таких предшествующих одновременно рассматриваемых заявках.
Мононити, особенно прямоугольного сечения, как показано на фиг. 7, являются относительно жесткими, и такая жесткость увеличивается за счет относительно небольшого расстояния, на которое пучок выступает от подстаканника. Например, выступающая длина моноволокна предпочтительно может варьироваться от чуть менее половины общей длины до примерно двух третей или трех четвертей общей длины каждого моноволокна.
Соответственно, предлагается недорогой хонинговальный инструмент, который не требует использования клея в производственном процессе. Рабочая поверхность инструмента представляет собой плотный, но несколько гибкий, плотно упакованный пучок кончиков описываемых мононитей. Наконечники на внутренних участках пучка обладают незначительной гибкостью или совсем не гибки, в то время как кончики на внешних краях пучка могут обладать некоторой гибкостью, но в основном вдали от сердцевины пучка. Наконечники могут лежать в одной плоскости, или торец инструмента может быть торцом затачиваемой цилиндрической поверхности. Хонинговальный инструмент является одноразовым и может быть установлен практически на любом типе головки хонинговального станка, который обеспечивает вращательное, колебательное или возвратно-поступательное движение при контакте с заготовкой с целью удаления материала. Инструмент может оставаться неподвижным, пока работа движется. Инструмент удаляет материал, не разрывая и не складывая исходный материал на микроскопическом уровне, тем самым улучшая чистоту поверхности и целостность детали. Инструмент также способен удалять сложенный и разорванный материал от предыдущих операций удаления или формовки, таких как грубое хонингование.
