Хонингование плосковершинное: Плосковершинное хонингование
Содержание
плосковершинное хонингование — motor-masters.ru
Блок двигателя Mercedes 272 Загильзованный чугунными гильзами в ООО «Мотор-Мастер»
Плосковершинное хонингование с применением оборудования ведущей американской фирмы SUNNEN производится в нашем техцентре. После обычного хонингования, профиль поверхности цилиндра похож на горную цепь с острыми вершинами. В первое время эксплуатации (при обкатке) эти выступы быстро сглаживаются, разрушаются, пока не появятся достаточно большие опорные плоскости. Плосковершинное хонингование позволяет получить гладкую опорную поверхность с нанесенными на неё направленными углублениями в которых задерживается масло для смазки поршневых колец на этапе обработки цилиндров без необходимости проводить процедуру обкатки. С первых минут запуска двигателя поршень и кольца начинают работать по оптимальной поверхности без излишнего износа. Для высоконагруженных и высокооборотистых двигателей возможна дополнительная обработка поверхности цилиндра щеточками для вскрытия чугуна (крацевание), такие технологии снижают первичный износ при обкатке двигателя, обеспечивают улучшенные условия смазки и увеличивают стойкость к прихватам и прижогам при кратковременном перегреве двигателя.
Крацевание-это процесс срезания вершин трапециевидных выступов микрорельефа поверхности цилиндра, а также удаление из впадин частиц абразива и мельчайших частиц металла специальными щетками. Эта процедура не изменяет диаметр цилиндра.
Клиент привез блок двигателя ,утверждая , что после капремонта данного мотора автомобиль проехал 2000 км, но почему то расход масла после ремонта не уменьшился , а прогрессировал . При осмотре данного блока мы увидели отсутствие следов хонинговки.По всей видимости блок был расточен , но не отхонингован.Такое мы видели впервые.Фото прилагаем.
При осмотре данного блока мы увидели отсутствие следов хонинговки.По всей видимости блок был расточен , но не отхонингован.Такое мы видели впервые.Фото прилагаем.
На этих фотографиях отчетливо видно результат работы поршневой группы по неотхонингованному цилиндру.Катастрофический износ поршневых колец ,особенно маслосъемных,за короткий срок эксплуатации.
На фото выше правильно отхонингованнные цилиндры.Левый цилиндр -плосковершинное хонингование,правый цилиндр-плосковершинное хонингование с крацеванием.
А вот еще один пример с зеркалом на цилиндре. Пробег этого авто составил всего 300 км. Судя по подобию хонинговки на поверхности и явно заметным следам от резца цилиндр загладили наждачной бумагой. Высокие нагрузки в турбированном дизельном двигателе и отсутствие смазки на гладкой поверхности цилиндра привело к задирам и прихватам верхнего поршневого кольца и смерти двигателя. Блок цилиндров пришлось перегильзовать.
Уплотнение цилиндров: плосковершинное решение / Ремонт двигателей
Мало кто сегодня оспаривает тот факт, что плосковершинная финишная обработка цилиндра дает наилучшее качество поверхности для нового комплекта поршневых колец. Плосковершинная обработка позволяет получить относительно гладкую поверхность, у которой большая опорная поверхность для поддержки колец, а также достаточная глубина штриховки для сохранения масла и обеспечения хорошего смазывания колец.
Плосковершинная обработка позволяет получить относительно гладкую поверхность, у которой большая опорная поверхность для поддержки колец, а также достаточная глубина штриховки для сохранения масла и обеспечения хорошего смазывания колец.
Плосковершинная обработанная поверхность по существу дублирует приработанный цилиндр. Раньше цилиндры хонинговались до нужного размера, а затем с помощью колец производилось окончательное финиширование стенок цилиндра. Но при этом требуется много времени для приработки, а долговечность колец сокращается. Сегодня, когда используются тонкие блоки, поршневые кольца низкого трения, кольца специального профиля и со специальными покрытиями, цилиндры должны быть приведены в состояние, близкое к приработанному, еще перед первым запуском двигателя. Иначе двигатель начнет расходовать масло и уже никогда правильно не уплотнится.
Какой же лучший способ достичь плосковершинного финиширования? Мы опросили много людей, работающих в промышленности, и получили разнообразные ответы на этот вопрос. Вывод: нет однозначного способа, но есть разные процессы, которые должны быть использованы в зависимости от потребностей двигателя и типа хонинговального оборудования.
Вывод: нет однозначного способа, но есть разные процессы, которые должны быть использованы в зависимости от потребностей двигателя и типа хонинговального оборудования.
Скотт Габрильсон, инженер по кольцам компании Federal-Mogul, рассказывает, что ему очень импонирует плосковершинная обработка, потому что это именно то, что делает кольцо с поверхностью цилиндра при приработке. «Чем более отверстие будет походить на то, каким оно должно быть при приработке с кольцом, тем меньше будет износа кольца при приработке и тем долговечнее оно будет».
Габрильсон говорит, что плосковершинная обработка должна состоять по крайней мере из двух этапов: грубого хонингования и затем тонкого финиширования.
«Скоро мы будет рекомендовать один способ финиширования для всех типов колец. Все наши плазмо-молибденовые и хромовые кольца притираются на заводе, так что сами кольца не требуют приработки для уплотнения. Мы рекомендуем хонингование цилиндров с брусками зернистостью 280, затем с брусками 400 или инструментами с абразивной полиамидной щеткой для создания плосковершинное на поверхности».
А как насчет алмазного хонингования? Габрильсон говорит, что алмазные бруски быстрые и очень долговечные. Но алмаз более «агрессивен», чем карбид кремния, поэтому с ним получается больше задиров и других нежелательных дефектов на поверхности. Из-за этого грубое алмазное хонингование всегда должно сопровождаться дополнительной обработкой. Например, с использованием очень мелкого алмаза или обычных абразивных щеток.
Также важна геометрия отверстия. Габрильсон замечает, что изготовители двигателей должны особенно внимательно следить за маслом на двигателях последних моделей. Он добавляет, что блок всегда должен быть предварительно нагружен, если производитель рекомендует так сделать, чтобы свести к минимуму искажение отверстия, что может привести к неплотности и не дать кольцам правильно уплотниться.
«Отверстия должны быть прямыми и круглыми”, — говорит Габрильсон. – “Убедитесь в том, что вы придерживаетесь технических характеристик Ra при финишной обработке (обычно 10-15 Ra на многих последних моделях двигателей). Также рекомендую использовать высококачественные наборы колец. Не экономьте, приобретая дешевые».
Также рекомендую использовать высококачественные наборы колец. Не экономьте, приобретая дешевые».
«В стандартный набор колец входят верхнее кольцо в 1,2 мм, второе кольцо в 1,5 мм и масляное кольцо в 3,0 мм. Из-за того, что сейчас юбка короче, а шатуны длиннее, на поршнях остается не так много места для колец. Поэтому при смене поршней старайтесь использовать как можно более широкие кольца, тогда они будут жить дольше. Чем шире кольцо, тем дольше оно изнашивается».
Габрильсон говорит, что кольца, которыми вы заменяете старые кольца, должны быть из того же материала, что и предыдущие, или даже из лучшего материала. Производители двигателей до сих пор используют чугунные кольца при создании «экономичных» вариантов для блоков более старых образцов, но в новых двигателях используются кольца из ковкого чугуна или стали, потому что они подвергаются более высоким температурам и нагрузкам. А в отношении финишной обработки поверхности стальные кольца дают мало разницы по сравнению с чугунными. Оба типа живут дольше при плосковершинном финишировании.
Оба типа живут дольше при плосковершинном финишировании.
Джон Скотт из компании Perfect Circle/Dana Corp. говорит, что все хотят простой легкой инструкции, которая уместилась бы на одной странице, объясняющей, как добиться идеальной поверхности отверстия цилиндра, – но такой быть не может, потому что каждый двигатель работает по-разному. Требования двигателей легковых автомобилей отличаются от требований грузовиков или пикапов.
«Наиболее важна геометрия отверстия”, — говорит Скотт. – “Если у вас проблемы с искажением формы отверстия, то при использовании маслосъемных колец низкого трения может возникнуть множество проблем».
Скотт говорит, что числа Ra для финиширования уже не настолько важны, как раньше, потому что у большинства производителей двигателей нет хорошего оборудования для измерения шероховатости поверхности. «Мы любим видеть уменьшение Ra приблизительно до 10 или меньше, но мы также хотим видеть определенную глубину впадин и значения площади опорной поверхности, которые отображают хорошую поверхность для колец. Для этого нужно оборудование, которое могло бы измерить все параметры поверхностного финиширования».
Для этого нужно оборудование, которое могло бы измерить все параметры поверхностного финиширования».
Чем более гладкая поверхность, тем лучше?
«Я всегда был сторонником самого гладкого поверхностного финиширования”, — признается Лайл Хейли из Peterson Machine Tool. – “Когда мы начинали работать с хонинговальными щетками, мы много экспериментировали, чтобы посмотреть, как их использование влияет на состояние поверхности. Мы быстро поняли, что такой прием дает реальные преимущества, потому что щетка удаляет оставшиеся частицы и задиры, которые остаются на поверхности после хонингования. Независимо от того, какой хонинговальный брусок использовать, все равно остаются «осадки»».
«Отсюда следует вывод, что если эти осадки не убрать, то долговечность колец уменьшится. Сегодняшние кольца – это своего рода новые MLS прокладки головки цилиндра. Они требуют поверхности такой же гладкой, как моя макушка. Можно сколько угодно делать самое лучшее хонингование в мире, но если не дополнять его хорошим поверхностным финишированием, кольца никогда не будут служить так долго, как этого хотелось бы».
Хейли говорит, что нет оправдания для изготовленных двигателей, которые сжигают масло или у которых отсутствует хорошая компрессия. Для получения хорошей обработки цилиндров нужно рассуждать здраво и делать следующее:
• Использовать хороший нутромер.
• Быть осторожным с прямым хонингованием.
• Добиваться геометрии отверстия в пределах 0,01 мм или меньше для отклонений от прямолинейности и круглости, лучше всего в пределах 0,005 мм.
• После хонингования почистить цилиндры хорошей мягкой щеткой, чтобы удалить остатки.
Тип хонинговальных брусков и процедуры финишной обработки зависит от конкретной задачи. Хейли говорит, что для большинства задач подходят бруски 280, но они грубоватые, поэтому вы не сможете добиться плосковершинной обработки. “Лично я использовал хотя бы 400-е бруски для удаления слоя 0,01 мм – но не намного больше этого, иначе базовый материал израсходуется. Затем я бы создал плосковершинную структуру на поверхности мягкой щеткой”.
Хейли считает, что чистка блока после хонингования и плосковершинного финиширования не менее важна, чем сам процесс хонингования. Стандартный метод очистки цилиндров горячей мыльной водой все равно оставляет лишние частички материала в углублениях штриховки, которые потом могут попасть на кольца.
После очистки цилиндров воспользуйтесь ATF или каким-либо защитным средством и протрите цилиндры. Таким образом, вы удалите все ненужные остатки с поверхности.
У некоторых двигателей последних моделей с поршнями, покрытыми молибденом, почти нет зазора в цилиндре. Покрытие защищает поршни от истирания и снижает шум, который издает поршень при холодном двигателе. Поршни с покрытием не требуют обильного смазывания, но им нужна гладкая поверхность цилиндра, хорошая геометрия и чистая поверхность отверстия. “При отсутствии всего этого начнутся проблемы”, — заключает Хейли.
Алмазы – это навсегда?
Многие специалисты утверждают, что тип процедуры плосковершинной обработки, который можно рекомендовать клиентам, зависит от задачи и от оборудования, которое они используют. Например, используют ли они хонинговальный станок или хонингуют вручную? Какой Ra им нужен и какой вид финишной обработки они получают перед тем, как начать процесс создания плосковершинной структуры на поверхности цилиндров?
Например, используют ли они хонинговальный станок или хонингуют вручную? Какой Ra им нужен и какой вид финишной обработки они получают перед тем, как начать процесс создания плосковершинной структуры на поверхности цилиндров?
Чтобы создавать плосковершинную поверхность после хонингования, некоторые рекомендуют использовать щетку, например, жесткую, которая насаживается на держатели хонинговальной головки или щетку с мягкой щетиной на ручном хоне. Для плосковершинной обработки обычно требуется от 10-15 движений для каждого цилиндра. Это улучшает Ra до 10.
Многие используют алмазные хонинговальные головки, даже гонщики, потому что алмазы обеспечивают лучшую геометрию отверстия. Действительно, не нужно следить за конусной формой, как этого обычно требуют бруски из керамического материала на абразивной связке, которые имеют тенденцию ломаться. Как только алмазы прирабатываются, они прослужат еще долго.
Щетки или бруски?
В последние годы появилось много сторонников плосковершинного хонингования с использованием алмазов. Многие до последнего времени использовали щетки для плосковершинной поверхности, но замечено, что такой способ постепенно начал терять свою популярность. Некоторые начали использовать алмаз с зерном 600 для плосковершинной обработки отверстий. Щетку в таком случае если и используют, то для завершающей чистки, но не для плосковершинной обработки. А есть специалисты, кто используют двухэтапный процесс при помощи алмаза с зерном 280-400, а затем плосковершинное хонингование поверхности 600-ми алмазными брусками. Изначальная шероховатость непосредственно перед окончательным этапом обработки обычно составляет от 25 до 38 Ra. В течение второго этапа поверхностная шероховатость доводится до 16-22 Ra.
Многие до последнего времени использовали щетки для плосковершинной поверхности, но замечено, что такой способ постепенно начал терять свою популярность. Некоторые начали использовать алмаз с зерном 600 для плосковершинной обработки отверстий. Щетку в таком случае если и используют, то для завершающей чистки, но не для плосковершинной обработки. А есть специалисты, кто используют двухэтапный процесс при помощи алмаза с зерном 280-400, а затем плосковершинное хонингование поверхности 600-ми алмазными брусками. Изначальная шероховатость непосредственно перед окончательным этапом обработки обычно составляет от 25 до 38 Ra. В течение второго этапа поверхностная шероховатость доводится до 16-22 Ra.
Если у вас нет дорогостоящего профилометра для анализа микроструктуры поверхности, используйте грубый хонинговальный брусок, с помощью которого получают обработку в предсказуемых пределах или в пределах, которые можно измерить с помощью недорогого профилометра. Затем нужно плосковершинное хонингование тонким абразивом для достижения нужной шероховатости.
Большинство из тех, кто используют сегодня алмазы для грубого хонингования, также пытаются его использовать и для окончательной обработки отверстий. Самыми последними переключились с абразивных материалов на керамической связке на алмазы создатели спортивных моторов. Но они остались довольны этой переменой.
Замечено, что процедуры с использованием алмаза отличаются друг от друга. Из-за различий в типах связующего, которое используется при изготовлении алмазных брусков, продукты разных производителей ведут себя и режут по-разному. Если использовать очень сильное связующее, оно обеспечивает долговечность алмаза и отличную согласованность режимов для создания плосковершинной поверхности. Но при использовании некоторых брусков алмазы необходимо править после каждых 50 двигателей. Это не очень простая, но необходимая процедура, если вы хотите получать хорошие результаты.
Алмазы сейчас становятся популярны, потому что они дают более точный результат с наименьшими усилиями. Но если вы хотите воспользоваться всеми их преимуществами, вам понадобится мощный станок, разработанный специально под использование алмазов. Если у вас такого нет, то ничего не получится.
Если у вас такого нет, то ничего не получится.
Тип охлаждающей жидкости при хонинговании с алмазом также очень важен. Охлаждающая жидкость снимает проблему перегрева цилиндров при хонинговании, повышает стабильность и улучшает устойчивость к деформации отверстий. Некоторые производители рекомендуют синтетическую охлаждающую жидкость, но замечено, что важно ее разбавлять в некоторых пределах.
Если охлаждающая жидкость слишком густая, то это может засорить станок. А если слишком жидкая, то это приведет к ржавчине, а не к смазыванию брусков должным образом. Проблем с охлаждающей жидкостью можно избежать, если использовать рефрактометр (стоит от 150 до 200 долларов), чтобы следить за концентрацией охлаждающей жидкости.
Округлость, прямолинейность и… тепло
Сегодня известно, что для плосковершинной обработки есть множество разных способов. Можно использовать стандартные абразивы, различные связующие, хонинговальный инструмент для плосковершинного или двухэтапного алмазного хонингования. Иногда время диктует, какой тип хонингования и брусок выбрать. Если производителю двигателя нужен быстрый цикл, то он может использовать более грубый брусок для грубой обработки, а затем брусок более острый при плосковершинной обработке отверстия. Обычно в производственных компаниях применяют 320-е или 400-е алмазные бруски, а затем выполняют чистку при помощи абразивных брусков с зерном 180.
Иногда время диктует, какой тип хонингования и брусок выбрать. Если производителю двигателя нужен быстрый цикл, то он может использовать более грубый брусок для грубой обработки, а затем брусок более острый при плосковершинной обработке отверстия. Обычно в производственных компаниях применяют 320-е или 400-е алмазные бруски, а затем выполняют чистку при помощи абразивных брусков с зерном 180.
Недавно появились новые хонинговальные головки, которые поддерживают в одном узле и алмазные бруски, и щетки. Таким образом, появляется возможность хонинговать только алмазом. Алмазные бруски затем убираются, и вынимаются щетки для финишной обработки цилиндра. Снимать или менять местами инструменты при этом не требуется.
Замечено изменение и в среде производства гоночных автомобилей, которое состоит в появлении желания конструкторов увеличить значения «RVK» (глубины впадин) в штриховке, чтобы улучшить маслоудержание. Другим вопросом является то, как минимизировать деформацию отверстия цилиндра во время работы двигателя.
Для моделирования деформации отверстия, которая возникает, когда головки цилиндров установлены на блок, уже давно использовались так называемые «ложные головки», представляющие собой плоские толстые пластины, притягиваемые к блоку перед хонингованием. Хонингование блоков с установленными пластинами обеспечивает более круглые отверстия и лучшее уплотнение колец. Но смоделировать температуру не так легко.
Некоторые производители тестируют сейчас новую технологию, которую они назвали «горячее хонингование». При этом горячая охлаждающая жидкость проходит через блок во время его хонингования. Результаты: еще лучше геометрия отверстия и ниже уровень деформации, чем при использовании стандартных пластин.
Невозможно получить такие же результаты, если просто нагреть блок и отхонинговать его. Обязательно нужно, чтобы охлаждающая жидкость проходила через него и, некоторым образом, воспроизводила деформацию, которая возникает при работающем двигателе. Это подтвердили и динамометрические испытания, которые показали, что горячее хонингование положительно влияет на уплотнение колец и мощность двигателя.
Лазерное структурирование
Последний поворот в области высокоразвитой технологии восстановления поверхности цилиндров – это так называемое лазерное структурирование. Этот процесс был разработан относительно недавно.
Лазерное структурирование использует мощный лазер для того, чтобы прожигать маленькие канавки или углубления на поверхности цилиндров для улучшения маслоудержания. Лазерное структурирование, по отзывам специалистов, улучшает уплотнение колец, снижает потребление масла до 40 процентов, снижает образование частиц до 10 до 30 процентов и гидрокарбонов до 20 процентов, продлевает жизнь колец до 50 процентов по сравнению с традиционным хонингованием и финишной обработкой. Лазер не используется для хонингования цилиндра или изменения геометрии отверстия, но он создает уникальную модель микрокарманов для маслоудержания на стенках цилиндра. Утверждают, что таким образом можно создать абсолютно любые микрорельефы на поверхности отверстия.
Обычно выжигается серия точек и линий глубиной от 25 до 60 микронов и шириной в 40 микронов в верхней трети цилиндра (после того как отверстие наполовину финишировано). Это та область, в которой давление и износ колец наиболее высоки.
Это та область, в которой давление и износ колец наиболее высоки.
Последний этап хонингования производится с использованием пяти брусков, чтобы избавиться от наваривания материала вокруг углублений и затем финишная обработка отверстий. Этап с использование лазера занимает от 9 до 15 секунд на один цилиндр при помощи специального станка, который вращает и опускает вниз луч лазера в тот момент, когда он обрабатывает поверхность цилиндра.
Считается, что лазерное структурирование идеально подходит для твердых блоков или блоков с особым покрытием, из-за чего их трудно подвергать плосковершинной обработке при помощи стандартных технологий хонингования. Это идеальный способ для мощных двигателей, таких как дизельные или авиационные.
Затраты на такой способ обычно равняются 500-750 долларам на один двигатель, включая процедуру хонингования и лазерного структурирования.
Описание процесса плоского хонингования – Liberty Machinery
Что он делает? Как я могу его использовать? Почему это поможет мне?
Плоское хонингование, также называемое тонкое шлифование , высокоскоростная притирка или высокоточное шлифование — это абразивный процесс, который сочетает в себе скорость и точность для достижения большого эффекта. Как видно на рисунке справа, устройство плоскохонинговального станка почти идентично устройству притирочного станка. Но в отличие от притирочного станка, в котором используются свободные абразивные материалы, в плоскохонинговальном станке используются оппозитные шлифовальные круги.
Как видно на рисунке справа, устройство плоскохонинговального станка почти идентично устройству притирочного станка. Но в отличие от притирочного станка, в котором используются свободные абразивные материалы, в плоскохонинговальном станке используются оппозитные шлифовальные круги.
Плоское хонингование можно использовать для создания высокоточной плоскостности на двух сторонах заготовки одновременно. Процесс безвибрационный и очень жесткий. В дополнение к увеличению скорости одновременное удаление заготовки с обеих сторон также устраняет любые внутренние напряжения внутри детали, такие как изгиб. Наконец, истирание происходит в 10-20 раз быстрее, чем при традиционной притирке.
Чтобы получить ответы на свои вопросы или дополнительную информацию о плоскохонинговальных станках и станках для тонкого шлифования, позвоните в Liberty по телефону 847-276-2761 или отправьте нам электронное письмо по адресу [email protected].
Liberty Machinery покупает и продает все типы плоскохонинговальных станков.
Мы являемся вашим надежным поставщиком высококачественных притирочных станков, хонингов и другого подержанного оборудования.
Купить плоскохонинговальный станок Продать плоскохонинговальный станок
Описание процесса: Как это работает?
Плоско-хонинговальный станок состоит из шлифовальных кругов, удерживающих пластин, штифтовых колец, цилиндра , который опускает верхнее колесо, двигатель и сопутствующее оборудование.
Суперабразивные круги располагаются по обе стороны от заготовок, обычно изготавливаются из алмаза или кубического нитрида бора. Каждая деталь удерживается в удерживающей пластине . Когда все детали загружены, цилиндр опускает верхнее колесо до прямого контакта с заготовками нужной толщины. Поскольку нижнее колесо и верхнее колесо вращаются независимо друг от друга, удерживающие пластины также вращаются вдоль оси 9. 0017 внутренний и внешний штифты похожи на спирограф, создавая очень ровное нанесение.
0017 внутренний и внешний штифты похожи на спирограф, создавая очень ровное нанесение.
Плоское хонингование можно использовать на большинстве материалов, от твердых до мягких. Компоненты большинства размеров и форм могут быть быстро и легко обработаны, включая кольца, уплотнения, радиаторы, шестерни, подшипники, ролики, ножи для продольной резки, режущие инструменты и другие. Эти компоненты используются в различных устройствах, включая прецизионные поршни, автомобильные датчики, клапаны, шестеренные насосы, роторные насосы, краны, компьютеры, телекоммуникационные устройства и практически любые продукты с уплотняющей поверхностью.
Общие процессы:
- Кольца
- Уплотнения
- Радиаторы
- Шестерни
- Подшипники
- Ролики
- Ножи для продольной резки
- Режущие инструменты
Общие отрасли промышленности:
- Автомобильная промышленность
- Электроника, компьютеры, телекоммуникации
- Насосы
- Клапаны
Основные производители плоскохонинговальных и чистовых шлифовальных станков
Лапмастер Уолтерс, Мельхиорре, Спидфам, Стали
Продайте свой плоскохонинговальный станок
Liberty всегда ищет бывшие в употреблении плоскохонинговальные и чистовые шлифовальные станки, чтобы купить их для инвентаря.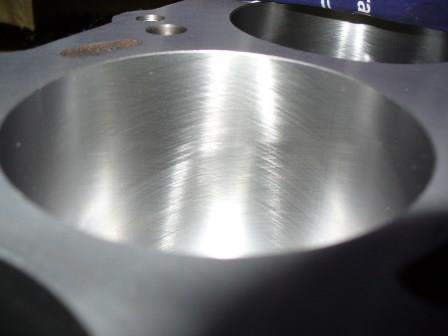 Свяжитесь с нами и сообщите, что у вас есть на продажу. Мы будем рады дать вам бесплатную цитату.
Свяжитесь с нами и сообщите, что у вас есть на продажу. Мы будем рады дать вам бесплатную цитату.
Проверьте наш инвентарь на наличие подержанного плоского хонинговального станка
Нажмите ниже, чтобы увидеть наши текущие запасы и запросить бесплатное предложение. Кто-то свяжется очень скоро.
Посмотрите наши бывшие в употреблении плоскохонинговальные и чистовые шлифовальные станки для продажи.
Посетите канал Liberty на YouTube, чтобы увидеть больше видео
Каталожные номера:
- Браун, Джеймс. Современные производственные процессы.
- «Устранение узких мест», Productive Times .
Лучшие хонинговальные стали 2022 года
Прямо к делу
Мы рекомендуем эту модель из нержавеющей стали от Winware, эту керамическую модель от Messermeister и эту алмазную модель от Messermeister. Чтобы получить подробное сравнение и руководство по выбору подходящего типа хонинговальной стали, продолжайте читать.
Чтобы получить подробное сравнение и руководство по выбору подходящего типа хонинговальной стали, продолжайте читать.
Одно из самых больших заблуждений относительно конкретного типа кухонного инструмента, который вы видите выше, — это убеждение, что это точилка для ножей. Не помогает и то, что многие производители продают свои хонинговальные стали как таковые. Но точилка не точилка. Ребристые, стержнеобразные хонинговальные стали, или «стрипперы», как их иногда называют, не точат лезвия; они их перестраивают.
Недавно я присутствовал на свадьбе в валлийском замке 13-го века. На ужин к каждому столу подавали массивную жареную баранью ногу. Поскольку я зарабатываю на жизнь приготовлением пищи, я был назначен резчиком на своем. Я встал, опьяненный валлийским элем, и с некоторым драматическим чутьем быстро приставил лезвие своего режущего ножа к металлической рукоятке разделочной вилки. Но, напившись валлийского эля, я случайно порезал себе палец. Чтобы сохранить лицо, я прижал раненый палец к ладони, чтобы остановить поток крови. Затем я полностью разделал кусок мяса, подал его посетителям, развернулся на каблуках и прямиком направился в ванную.
Затем я полностью разделал кусок мяса, подал его посетителям, развернулся на каблуках и прямиком направился в ванную.
Здесь нужно усвоить несколько уроков. Во-первых, вы можете наточить нож на многих вещах, включая металлическую ручку разделочной вилки, хотя я этого не рекомендую — инструменты, которые не предназначены для этой задачи, не обязательно будут так же хороши, и , что, возможно, более важно, в них отсутствуют защитные элементы, такие как защитные крестовины, чтобы отделить ваши изящные пальцы от лезвия. Я научился этому на собственном горьком опыте.
Во-вторых, не играйте с ножами в пьяном виде. Вообще-то, не играй с ножами, и точка.
В-третьих, нож действительно порезал меня, но не потому, что я его только что заточил. Нет, у меня был заточенный нож, и разница есть.
Serious Eats / Вики Васик
Для чего нужна хонинговальная сталь?
Чтобы понять, как работает сталь, полезно представить скошенный край лезвия как действительно заостренный ирокез. Когда лезвие только что заточено, оно похоже на идеальный ирокез, волосы сходятся в тонкий кончик с помощью слишком большого количества геля. Но по мере использования этот заостренный край начинает переворачиваться, делая его гораздо менее эффективным, как это происходит с ирокезом, когда гель стирается в течение дня.
Когда лезвие только что заточено, оно похоже на идеальный ирокез, волосы сходятся в тонкий кончик с помощью слишком большого количества геля. Но по мере использования этот заостренный край начинает переворачиваться, делая его гораздо менее эффективным, как это происходит с ирокезом, когда гель стирается в течение дня.
С ножами это происходит на микроскопическом уровне — это невозможно увидеть, взглянув на них невооруженным глазом. Но это то, что вы можете почувствовать. Ваш нож, который, возможно, раньше был острым, как бритва, начинает кусать и цепляться за пищу, которую вы режете. Вы можете почувствовать некоторое сопротивление, которого раньше не было. Проведя лезвием по хонинговальной стали, вы можете вернуть этот микроскопический край металла обратно в вертикальное положение и в процессе восстановить значительную часть его режущей способности. Это похоже на нанесение свежего геля на перевернутый ирокез. (См. здесь пошаговые инструкции о том, как заточить затупившееся лезвие. )
)
Как заточить затупившийся нож
Однако в конце концов этот сверхтонкий край металла отломится и изнашивается, как притупляется острие карандаша. По мере того, как это происходит, хонинговальная сталь становится все менее и менее полезной. Тогда ваш единственный хороший вариант — переточить нож, который стирает металл о точильный камень, чтобы создать совершенно новую кромку, точно так же, как точилка для карандашей затачивает новый кончик карандаша. (См. здесь инструкции о том, как заточить нож на бруске.)
Итак, как часто следует затачивать и как часто затачивать?
Вы можете точить нож так часто, как захотите. Я делаю это каждый раз, когда начинаю чувствовать, что режущая способность ножа ослабевает, что может происходить несколько раз в день, учитывая, сколько я готовлю. Как только вы начинаете замечать, что хонингование мало что дает, пришло время выломать точильный камень (или отправить нож на точилку, если вы не хотите делать это самостоятельно), чтобы придать ножу новую остроту. . Для профессионального повара заточка на бруске может стать ежедневным или еженедельным ритуалом. Для домашних поваров даже один раз в шесть месяцев будет творить чудеса для большинства кухонных ножей.
. Для профессионального повара заточка на бруске может стать ежедневным или еженедельным ритуалом. Для домашних поваров даже один раз в шесть месяцев будет творить чудеса для большинства кухонных ножей.
Независимо от того, какой тип стали вы выберете, держите ее в чистоте и не допускайте остатков металла, время от времени протирая ее влажным полотенцем.
Покупка хонинговальной стали
В отличие от большинства другого оборудования, которое мы рассматриваем здесь, в Serious Eats, хонинговальную сталь сложно оценить объективно. Поскольку лезвие меняется каждый раз, когда оно используется, и поскольку хонингование и заточка также изменяют лезвие, невероятно сложно сравнивать одну сталь с другой и четко понимать, какая из них работает лучше всего.
Тем не менее, я играл с несколькими образцами каждого из трех основных типов — нержавеющей стали, керамики и алмаза — используя их на различных моих домашних ножах, которые различаются по степени тупости и типу металла (в основном из нержавеющей стали).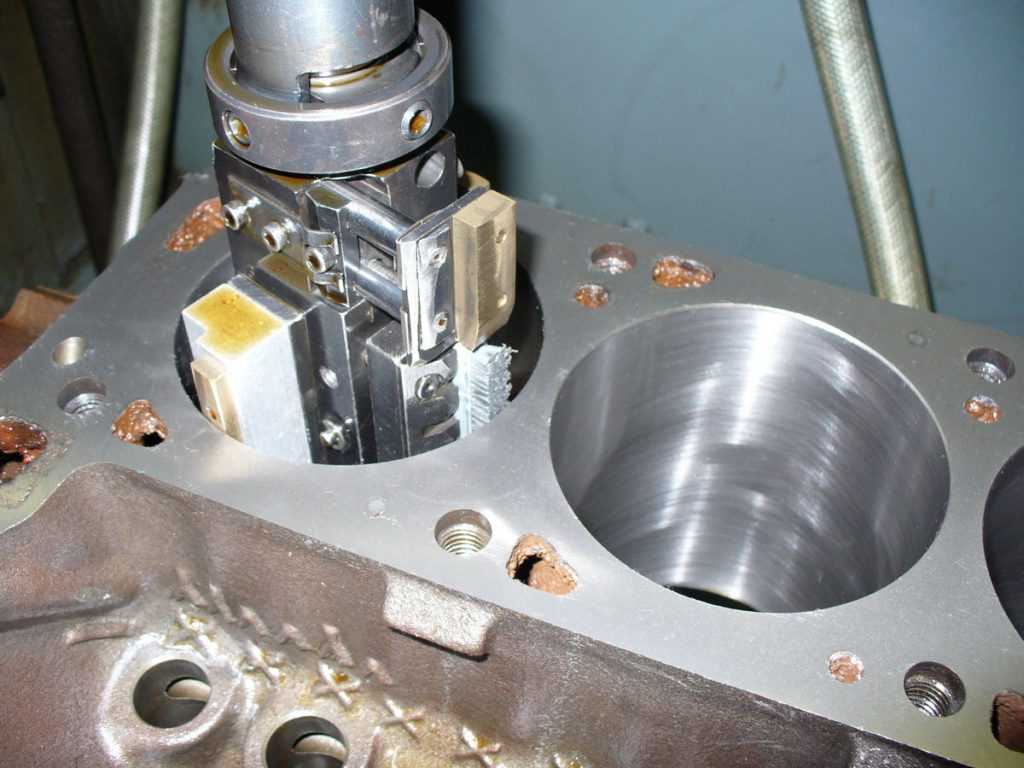 , вместе с парой лезвий из углеродистой стали), а затем нарезал овощи, чтобы увидеть, как заточка повлияла на режущую способность ножей.
, вместе с парой лезвий из углеродистой стали), а затем нарезал овощи, чтобы увидеть, как заточка повлияла на режущую способность ножей.
Вот короткая версия: я нашел очень мало очевидной разницы между одной сталью и другой с точки зрения того, насколько хорошо они точили ножи. Алмазная и керамическая стали дали чуть более заметный эффект, потому что эти типы на самом деле удаляют часть металла с лезвия, но, как я объясню ниже, это может быть смешанным благом.
При оценке простоты использования, я считаю, что более важным, чем что-либо еще, была конструкция самой стали. Я обнаружил, что некоторые ручки более удобны, чем другие, а некоторые стали более сбалансированы и легче, чем другие.
Одно из самых важных соображений: длина стали
Независимо от того, какую сталь вы покупаете, одним из наиболее важных критериев, на мой взгляд, является ее длина. Чем длиннее сталь, тем большую полосу вам придется тащить за собой нож. Это не имеет большого значения для небольших ножей, таких как ножи для очистки овощей, но имеет значение, когда вы затачиваете более длинные ножи, такие как ножи шеф-повара и слайсеры. (Здесь стоит отметить, что зубчатые ножи могут быть заточены с большим трудом из-за их зубьев.)
(Здесь стоит отметить, что зубчатые ножи могут быть заточены с большим трудом из-за их зубьев.)
Как правило, я бы рекомендовал минимальную длину 12 дюймов — это размер самого стального стержня, не включая ручку. С 12-дюймовой сталью вы сможете использовать метод вертикального хонингования (описанный в статье по ссылке выше) с небольшим риском удара ножа о рабочую поверхность внизу. Если у вас есть огромные ножи с длиной лезвия более 10 дюймов, вам может понадобиться еще более длинная сталь. Однако для большинства из нас 12 дюймов — это хорошо.
Критерии: что мы ищем в хонинговальном станке
Выбор правильной заточки будет зависеть от вашего образа жизни, навыков владения ножом и частоты приготовления пищи. Тем не менее, есть несколько общих черт, которые следует искать в хонинговальной стали. Как я уже сказал выше, 12-дюймовая сталь (не включая рукоятку!) — это хорошая длина для заточки по всей длине лезвия, не выходя за пределы места и не ударяясь о разделочную доску. У хорошей стали также должна быть прочная крестовина — более широкая часть — между самой сталью и рукоятью, чтобы защитить вашу руку от опасного соскальзывания. Читайте дальше, чтобы узнать больше о нержавеющих, керамических и алмазных хонинговальных сталях, в том числе о том, какие из них приобрести.
У хорошей стали также должна быть прочная крестовина — более широкая часть — между самой сталью и рукоятью, чтобы защитить вашу руку от опасного соскальзывания. Читайте дальше, чтобы узнать больше о нержавеющих, керамических и алмазных хонинговальных сталях, в том числе о том, какие из них приобрести.
Хонингование стали Вариант 1: нержавеющая сталь
Купить на Амазоне
Купить в Walmart
Также доступен в Walmart.
Хонинговальная сталь из нержавеющей стали – самый классический вариант. Он имеет длинный тонкий стержень, обычно с выступами вдоль него (хотя существуют и гладкие версии).
Если вы проводите много времени на ножевых форумах, вы, вероятно, читали о том, что не следует пытаться точить нож, сделанный из более твердого металла, чем сама сталь. Логика заключается в том, что более твердый металл более хрупок и, следовательно, может быть поврежден на стали. Я не нашел способа проверить это без микроскопа, и я не заметил каких-либо проблем с моими собственными ножами из сверхтвердой стали, но я полагаю, что стоит иметь в виду, если у вас есть ножи из особо твердой стали, как многие западные производители. Японский стиль.
Японский стиль.
В этой категории стали я рекомендую 12-дюймовую сталь от Winware. В нем нет ничего необычного, но его достаточно удобно держать в руке, он кажется достаточно прочным (если не топовым), и, самое главное, он настолько дешев, насколько это возможно.
Как и большинство металлических сталей, Winware намагничен, что означает, что он удержит любые крошечные кусочки металла, которые могут оторваться от ножа, и предотвратит попадание этого материала в вашу еду.
Цена на момент публикации: 22 доллара.
Основные характеристики
- Материал: Нержавеющая сталь, пластик
- Длина заточки: 12 дюймов
- Инструкции по уходу: Протирать влажной тканью
Serious Eats / Вики Васик
Хонингование стали Вариант 2: Керамика
Купить на Амазоне
Купить в Home Depot
Также доступен в Home Depot .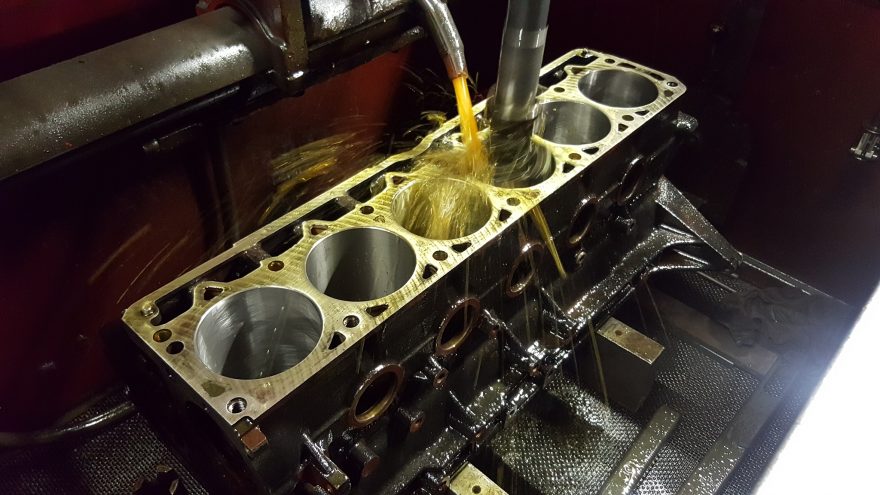
Купить на Амазоне
Купить в Walmart
Также доступен в Walmart.
Керамические стали (которые, возможно, следует называть керамикой , а не сталью) способны стирать крошечное количество металла с ваших ножей, когда вы их точите, что вы можете сразу увидеть в виде серых полос на белом керамическом стержне. Это означает, что они обладают легким эффектом резкости. Тем не менее, керамика достаточно мягкая, чтобы не повредить лезвие в процессе, так что это хороший выбор для тех, кто хочет часто затачивать, откладывая настоящую заточку как можно дольше. Основным недостатком является то, что керамика хрупкая, поэтому ее можно сломать, если вы не будете осторожны.
Мой лучший выбор для керамических сталей сделан DMT (Diamond Machining Technology), компанией, о которой я узнал на форумах по ножам, которая специализируется в основном на алмазных сталях. У него широкая крестовина для максимальной защиты рук, и он выглядит особенно хорошо сложенным, с толстой прочной пластиковой ручкой.
Тем не менее, это немного дороговато, поэтому, чтобы получить более дешевый вариант, попробуйте этот от Messermeister.
Цена на момент публикации: 46 долларов США (DMT) и 35 долларов США (Messermeister).
Основные характеристики
- Материал: Керамика, алюминий, пластик (DMT и Messermeister)
- Длина заточки: 12 дюймов (DMT и Messermeister) и Мессермейстер)
Serious Eats / Вики Васик
Хонингование стали, вариант 3: алмаз
Купить на Амазоне
Купить в Walmart
Также доступен в Walmart.
Алмазные стали, возможно, являются наиболее спорными, поскольку их абразивное алмазное покрытие может удалять более значительное количество металла в процессе хонингования, что делает их плохим выбором для ежедневного хонингования. Тем не менее, время от времени запуская один нож, вы можете выиграть еще больше времени между настоящими сеансами заточки.
Я видел в Интернете много негативных отзывов о многих алмазных сталях, представленных на рынке, часто с жалобами на то, что алмазное покрытие отваливается или изнашивается через короткое время. Однако, если вы хотите попробовать его, этот Мессермейстер не отнимет у вас слишком много времени.
Это хорошо, потому что подготовить себя к шоку от стикера — совсем другое дело.
Цена на момент публикации: 36 долларов.
Основные характеристики
- Материал: Сталь с алмазной связкой, пластик
- Длина шлифовальной кромки: 12 дюймов
- Инструкции по уходу: Протирать влажной тканью
Serious Eats / Вики Васик
Часто задаваемые вопросы
В чем разница между хонинговальной и заточной сталью?
Точильный станок и точильный станок — это названия одного и того же инструмента. Термин «хонингование» более точен, чем «заточка» (и чаще используется), потому что хонинговальные стали на самом деле не затачивают лезвие ножа.
