Хонингование видео: Экструзионное хонингование: видео
Содержание
что это такое, для чего нужна хонинговка и расточка (видео). Хон или зеркало? Как сделать хонинговку своими руками? Инструмент и приспособление
Хонингование цилиндров, наряду с расточкой, являются неотъемлемыми атрибутами капитального ремонта двигателя. Рассмотрим, что такое хонингование, как осуществляется финальная обработка гильз, цилиндров, втулок и какой нужен инструмент, приспособление для ремонта своими руками. Ответим на вопрос, что лучше: зеркало или хон?
Хонингование – абразивная обработка поверхности с целью нанесения упорядоченной шероховатости. Нанесение хона является финальной стадией обработки металлических деталей. При этом хонингованию поддаются не только стенки цилиндров или гильз, которые в процессе капитального ремонта двигателя могут быть расточены в нужный ремонтный размер, но и втулки шатунов, постель коленчатого вала. Применяется хонингование и при финишной обработке плоскостей.
Цель нанесения
Причины хонингования цилиндров:
- приближение к идеальной геометрической форме гильз, цилиндров, втулок.
 Ввиду погрешности даже самого качественно расточного инструмента, после расточки цилиндр может иметь слегка бочкообразную, конусоподобную форму. Всяческое изменение формы цилиндра от идеальной геометрии круга и смещение оси отверстия в блоке цилиндров двигателя ведет к снижению компрессии и уменьшению ресурса цилиндропоршневой группы;
Ввиду погрешности даже самого качественно расточного инструмента, после расточки цилиндр может иметь слегка бочкообразную, конусоподобную форму. Всяческое изменение формы цилиндра от идеальной геометрии круга и смещение оси отверстия в блоке цилиндров двигателя ведет к снижению компрессии и уменьшению ресурса цилиндропоршневой группы; - точность обработки поверхности хоном значительно выше, чем в случае обработки расточным и шлифовальным инструментом. Такая особенность позволяет получить необходимый класс чистоты поверхности и добиться лучшего прилегания поршневых колец к стенкам цилиндра;
- получение необходимой структуры шероховатости. Правильная насечка позволяется удерживать на стенках цилиндров моторное масло, предотвращающее сухое трение трущихся пар и, как следствие, ускоренный износ деталей ЦПГ. Также упорядоченная шероховатость предотвращает сильный износ деталей, когда по определенным причинам возникает непродолжительное сухое соприкосновение трущихся пар.
 Ввиду погрешности даже самого качественно расточного инструмента, после расточки цилиндр может иметь слегка бочкообразную, конусоподобную форму. Всяческое изменение формы цилиндра от идеальной геометрии круга и смещение оси отверстия в блоке цилиндров двигателя ведет к снижению компрессии и уменьшению ресурса цилиндропоршневой группы;
Ввиду погрешности даже самого качественно расточного инструмента, после расточки цилиндр может иметь слегка бочкообразную, конусоподобную форму. Всяческое изменение формы цилиндра от идеальной геометрии круга и смещение оси отверстия в блоке цилиндров двигателя ведет к снижению компрессии и уменьшению ресурса цилиндропоршневой группы;Технология обработки
Суть процесса хонингования заключается в равномерном снятии микронных слоев металла.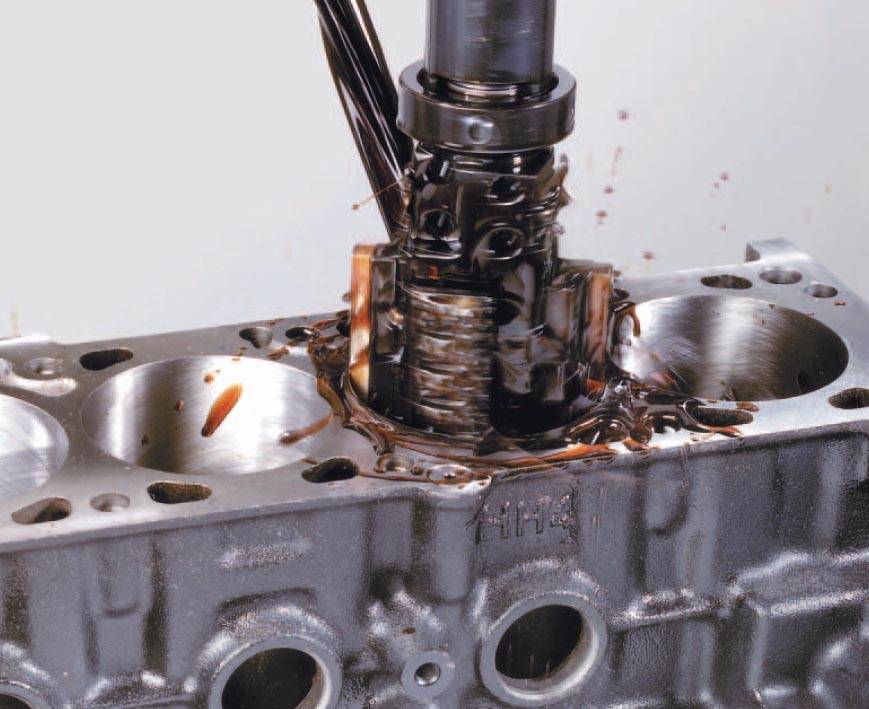 Для этого используется специальный инструмент – хон. Рабочая поверхность хонинговальной головки касается внутренней части обрабатываемой поверхности по траектории, совмещающей вращательные и возвратно-поступательные движения.
Для этого используется специальный инструмент – хон. Рабочая поверхность хонинговальной головки касается внутренней части обрабатываемой поверхности по траектории, совмещающей вращательные и возвратно-поступательные движения.
Обработка производится с применением специальной смазочно-охлаждающей жидкости, в качестве которой может быть использован керосин либо рабочая жидкость на основе водно-масляных эмульсий (применяется при обработке изделий с высокими требованиями к качеству покрытия).
Тонкости процесса
Для долгого срока службы двигателя хон на стенках цилиндров должен быть правильной формы. График износа трущихся деталей двигателя показывает, что наиболее интенсивное уменьшение срока службы происходит на стадии притирки деталей и на последних километрах, когда появляются значительные зазоры между трущимися парами. Для уменьшения износа двигателя и уменьшения срока обкатки завод-изготовитель применяет плосковершинное хонингование.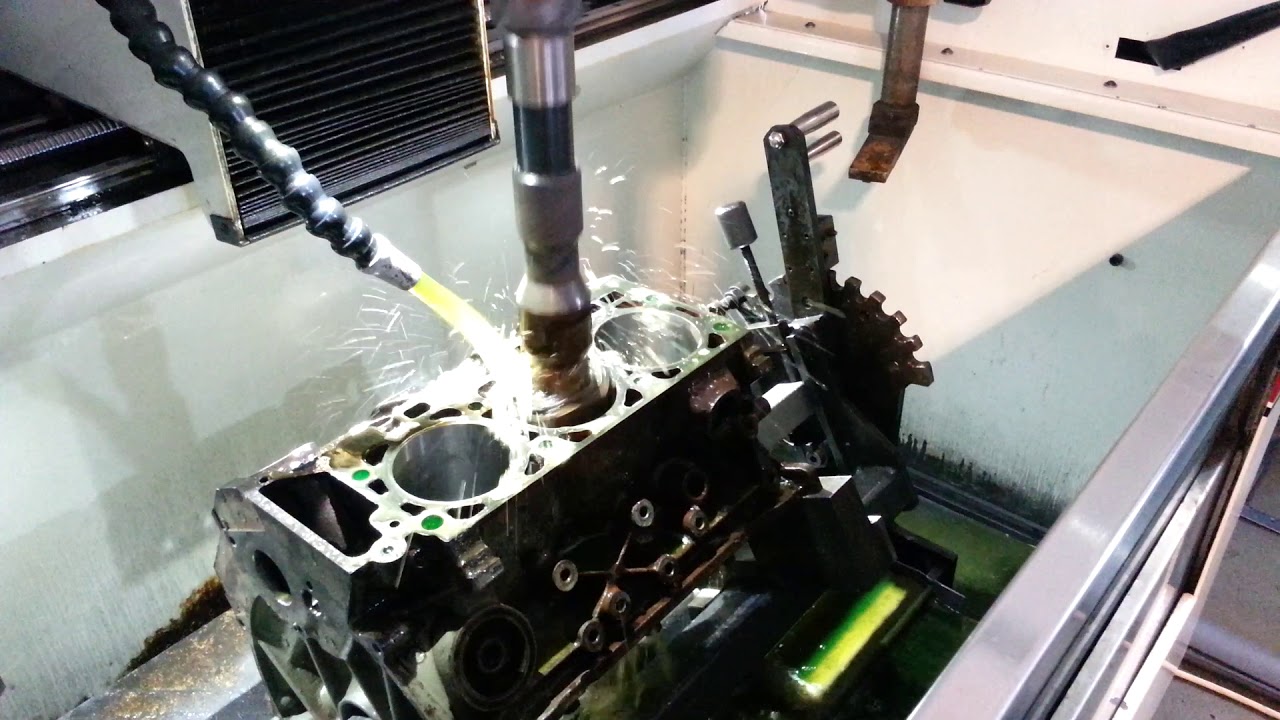 Правильная обработка помогает обеспечить поршневым кольцам хорошее прилегание уже спустя несколько сотен километров после начала эксплуатации двигателя. Плосковершинная обработка производится в 2 этапа: грубым и мелким абразивом.
Правильная обработка помогает обеспечить поршневым кольцам хорошее прилегание уже спустя несколько сотен километров после начала эксплуатации двигателя. Плосковершинная обработка производится в 2 этапа: грубым и мелким абразивом.
Необходимый угол развала штриховки должен быть около 60º с отклонением не больше чем на 20º. Характеристики впадин после снятия с поверхности цилиндров крошечной доли металла:
- не должны иметь рваных, острых кромок;
- отсутствуют деформированные участки;
- глубина, ширина должны быть однородными.
Инструмент для хонингования
В качестве абразивных материалов используются специальные бруски. Сами бруски отличаются не только геометрическими параметрами, но и степенью абразивности материала, износостойкостью. Для профессиональной обработки используется хон, в котором набор абразивных брусков закреплен в металлической оправке, а сами бруски расположены равномерно по периметру хонинговальной головки. Конструкция оправки позволяет выставить желаемый наружный диаметр. Хонинговальная головка крепится муфтой к стальному штоку. Сам шток закреплен в патроне станка, которые и задает алгоритм движения хона.
Хонинговальная головка крепится муфтой к стальному штоку. Сам шток закреплен в патроне станка, которые и задает алгоритм движения хона.
Для хонингования цилиндров своими руками используется 2 вида любительского инструмента:
- гибкие хонинговальные щетки (бутылочный ершик). Приспособление представляет собой насадку для ручной дрели или шуруповерта, на конце которой находится хонинговальный «ершик». В качестве абразивных материалов используются шлифовальные камни, закрепленные на пружинящих ножках;
- 3-лапые приспособления для ручной хонинговки. В качестве абразивных материалов используются шлифовальные камни. Шток инструмента можно зафиксировать в патроне шуруповерта либо дрели.
Целесообразность ремонта своими руками
К самостоятельному хонингованию цилиндров стоит прибегать только в том случае, если нет возможности воспользоваться станочной обработкой. При хонинговке своими руками невозможно создать упорядоченную шероховатость. Не только амплитуда и характер движений будут зависеть от положения дрели, но и усилие нажима камней на стенки цилиндра, гильзы. Разумеется, что ни о каком доведении формы до геометрических идеалов и речи идти не может.
Разумеется, что ни о каком доведении формы до геометрических идеалов и речи идти не может.
Если вы все-таки решили произвести хонингование цилиндров своими руками, использовать лучше 3-лапые приспособления.
Хон или зеркало?
Зеркальную поверхность цилиндра от хона отличает лишь класс чистоты обработки поверхности. Поверья о том, что хон разрушает поршневые кольца, а поэтому для долгой работы двигателя стенки нужно шлифовать в «зеркало», возникли лишь от несоблюдения технологии правильного хонингования.
Хонинговка блока двигателя 1.6л бензин G4FC от Hyundai и Kia / Всё для моторов
На видео представлен процесс нанесения хона на стенки цилиндров блока двигателя 1.6 бензин G4FC от Хендай Элантра, ай20, ай30, ай икс 20, Акцент, Велостер и Киа Сид, ПроСид, Соул, Каренс, Венга (Hyundai Elantra, i20, i30, ix20, Accent, Veloster и Kia Ceed, Pro Ceed, Soul, Carens, Venga) после гильзовки!
Каждый автовладелец рано или поздно сталкивается с необходимостью ремонта двигателя. Даже при самой бережной эксплуатации избежать ремонта не получится, так как детали имеют свойство изнашиваться по мере увеличения пробега автомобиля. Даже если вы не собираетесь производить ремонт двигателя самостоятельно, необходимо быть знакомым с основными ремонтными процессами. Некоторые ремонтные работы могут быть проведены самостоятельно, в то время как другие проводятся исключительно на СТО, а первую очередь из-за необходимости в специальном оборудовании. Сегодня мы познакомимся с процессом хонингования цилиндров.
Хонингование блока двигателя Киа Сид G4FC — это процесс нанесения зона на поверхности цилиндров. Хонингование применяется с целью устранения царапин, коррозии, задиров, если они относительно незначительны. Если же цилиндры имеют большие борозды и задиры, то применяется расточка. После хонинговки гильз цилиндров Хендай Солярис 1.6, как правило устанавливаются поршни того же размера, что стояли до этого.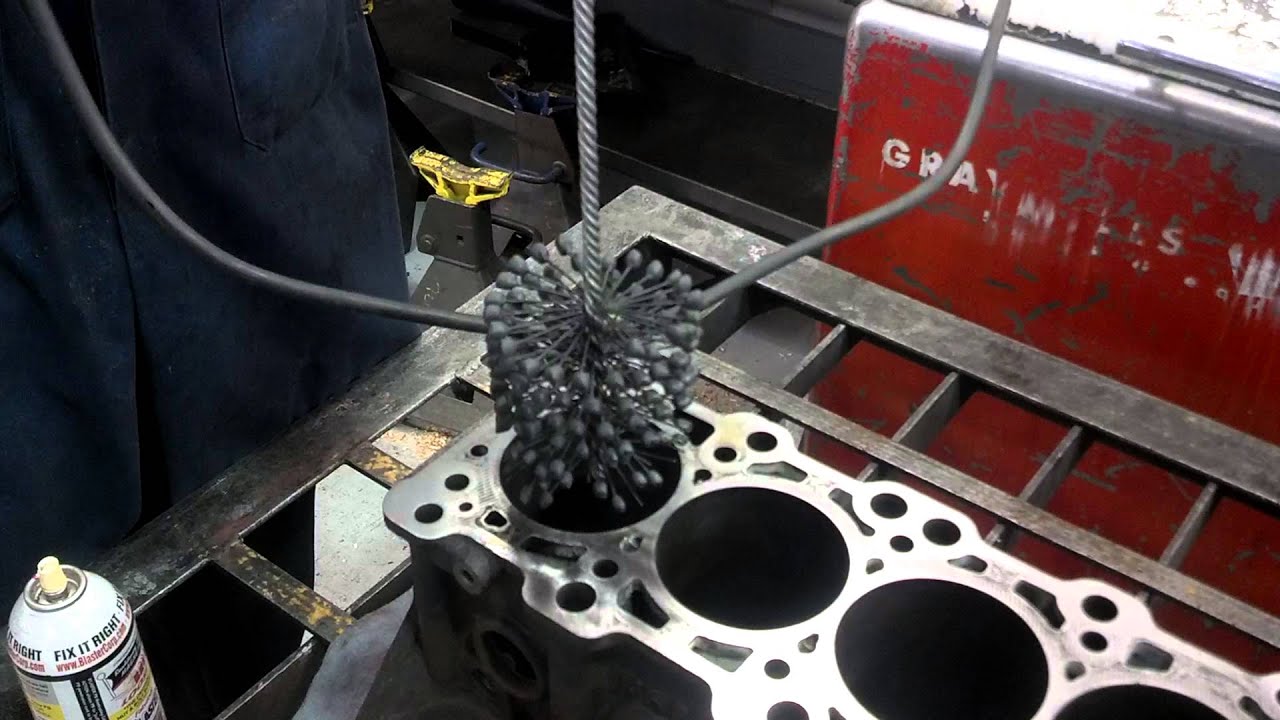 Наряду с расточкой блока цилиндров, хонинговка является финишным этапом гильзовки или расточки блока двигателя Киа Рио 1.6.
Наряду с расточкой блока цилиндров, хонинговка является финишным этапом гильзовки или расточки блока двигателя Киа Рио 1.6.
Хонинговка — как правило, часть капитального ремонта двигателя Хендай, финальный его этап. Хонинговка — это по сути создание упорядоченной шероховатости на поверхности цилиндра. Хонингование гильз цилиндров применяется с целью достижения их идеальной формы, так как точность обработки хоном на порядок выше, чем после шлифовки и расточки. Достижение с помощью хонингования необходимой шероховатости позволяет удерживать на стенках цилиндров моторное масло, что как следствие предотвращает ускоренный износ деталей. Если вовремя не провести хонинговку блока цилиндров, это приведет к снижению давления, потере мощности, увеличению расхода топлива и масложору.
Нанесение хона имеет множество тонкостей и деталей, которые необходимо знать. Поэтому, даже при наличии всего необходимого оборудования (станка, абразивных средств и др), лучше сэкономить своё время и доверить работу профессионалам, которые сделают ее быстрее и качественнее.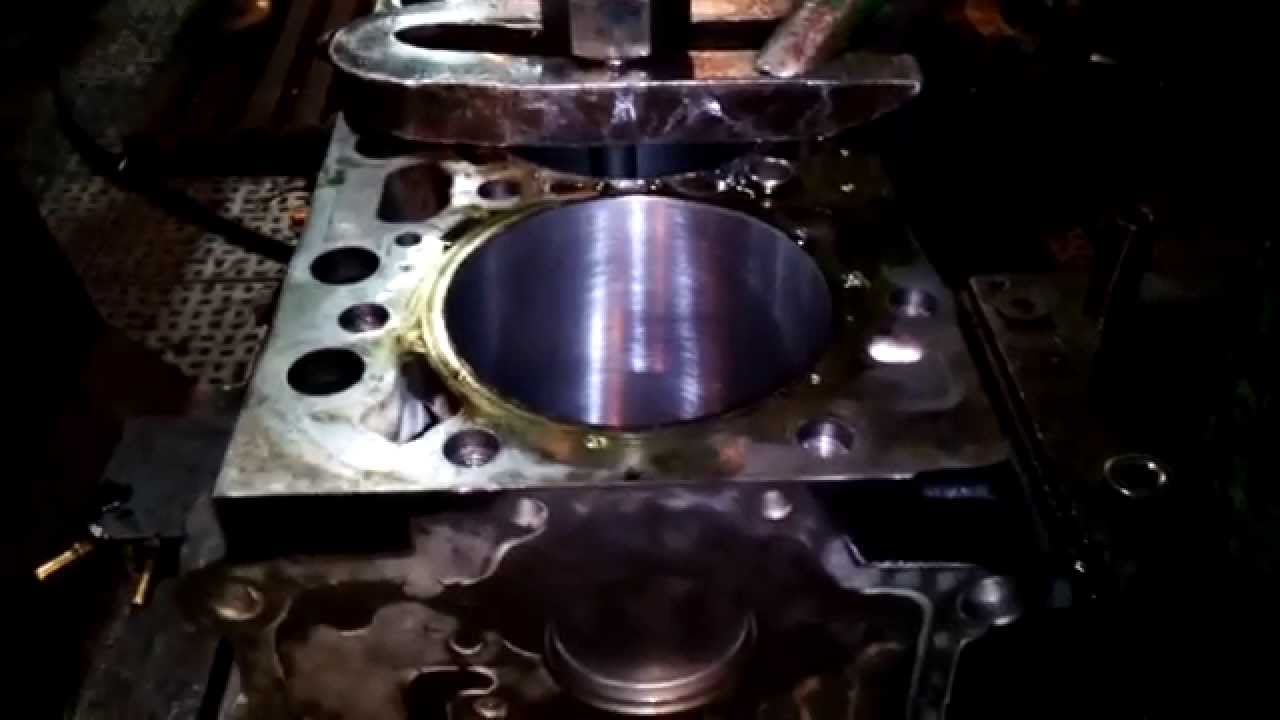 Кроме того, хонингование гильзы блока цилиндров сложнее, чем хонинговка блока без гильзы. Компания All4motors осуществляет хонингование блока цилиндров Хендай Солярис 1.6 в собственном цеху в Москве в течение дня.
Кроме того, хонингование гильзы блока цилиндров сложнее, чем хонинговка блока без гильзы. Компания All4motors осуществляет хонингование блока цилиндров Хендай Солярис 1.6 в собственном цеху в Москве в течение дня.
Мы работаем с 9:00 до 19:00 без выходных и находимся по адресу ул. Котляковская д.2. Сюда вы можете привезти блок самостоятельно или же мы оформим доставку транспортной компанией или курьерской службой (рейса унт по всей России). Все работающие у нас специалисты имеют большой опыт хонингования цилиндров и знают своё дело. Лучше один раз обратиться к профессионалам в проверенное место (можно прочитать отзывы на независимых источниках в интернете), чем пытаться провести хонингование самостоятельно. Даже при наличии существующего оборудования довольно сложно добиться необходимого давления для создания нужной шероховатости стенок гильзы блока цилиндров.
Хонингование Видео Серия 2
Поиск
категории курсов
Курсы обработки видео серии
$ 220,00
Курс Thors Honing Video Series 2 Представляет учащих измерения, инструменты для измерения диаметра отверстия и параметры отделки.
Количество часов обучения: 2,5
Представитель или член корпорации, учебного заведения или торговой организации? Свяжитесь с нами, чтобы обсудить специальные цены и дополнительные преимущества, в том числе отчеты об активности на курсе для вашей группы.
Свяжитесь с отделом продаж, чтобы узнать цену группы
Приобрести индивидуальный доступ
Категория: Видеокурсы по механической обработке
Теги: Курсы по подшипниковой промышленности, Курсы по чистовой обработке зубчатых колес, Курсы по зубообрабатывающей промышленности, Обучающие видеокурсы Lightning, Производственные курсы для производственных операций, Производственные курсы для инженеров по качеству, Новые выпуски курсов, Курсы программы TechCred (Огайо)
Описание
Цели обучения
Оглавление
Запросить демонстрацию курса
Описание курса.
 параметры отделки. Кроме того, в этой серии рассматриваются важные вопросы безопасности, передовой опыт и методы устранения неполадок для операторов хонингования и самого процесса.
параметры отделки. Кроме того, в этой серии рассматриваются важные вопросы безопасности, передовой опыт и методы устранения неполадок для операторов хонингования и самого процесса.
Кому будет полезен этот сериал о хонинговании?
Операторы, инспекторы, отдел продаж и закупок.
Классификация курсов
*THORS использует методологию таксономии Блума для разработки нашего курса.
Сертификат выдан за хонинг видео серии 2
* после успешного завершения
Похожие сообщения
Обучение
6 распространенных заблуждений о тренировках
Обучение является одним из наиболее важных инструментов для роста в выбранной карьере. Участие в программах непрерывного обучения и повышения квалификации обеспечит
Подробнее »
Аншика Шривастава
Обучение
3 простых способа создать компетентную рабочую силу
Сотрудники являются основой любой организации. Их мечты, надежды и стремления в сочетании с видением лидера успешно продвигают организацию к достижению ее целей.
Подробнее »
Саундарья Калидинди
Обучение
5 признаков того, что вам следует инвестировать в эффективное обучение персонала
На сегодняшнем постоянно меняющемся рынке важность обучения персонала никогда не была выше. Обучение рабочей силы способно не только повысить эффективность рабочей силы
Подробнее »
Аншика Шривастава
Цели обучения
- Описать важные параметры процесса хонингования.
- Определите основные этапы процесса хонингования.
- Перечислите инструменты, которые используются для измерения формы, размера и отделки хонингованного отверстия.
- Объясните различные параметры поверхности, используемые при хонинговании.
- Распознайте различные дефекты отверстия.
- Понимать методы и методы обеспечения безопасности, используемые в процессе хонингования.
Видео о хонинговании, серия 2
Содержание
- Параметры процесса хонингования
- Шаги процесса хонингования
- Хонингование Размеры хонингованного отверстия
- Повышение безопасности и лучшие практики
- Хонингование Поиск и устранение неисправностей
Запросить демонстрацию курса
Хонингование блока цилиндров с легендой Pro Stock Грег Андерсон
В прошлом мы обсуждали, что разные поршневые кольца и разные области применения требуют немного разных методов хонингования. В то время как большинство сборок, вероятно, будут довольно снисходительны к заточке с числами, немного больше в одном направлении, чем в другом, NHRA Pro Stock не подпадает под это определение. Итак, когда у вас есть кто-то вроде Грега Андерсона — лучшего дайвера Pro Stock всех времен — который обрабатывает блок, ваши допуски жесткие, а цифры точны.
Современные поршневые кольца отличаются от колец десяти-двухлетней давности. Кроме того, наше понимание того, что на самом деле происходит на стенках цилиндра и в его стенках, стало более продвинутым, чем когда-либо прежде. Поэтому само собой разумеется, что сегодняшние процессы и методы отличаются — и значительно лучше — чем они были всего пару десятилетий назад. Андерсон из KB Racing вместе с Лейком Спидом из Total Seal, младшим, проходят через процесс доводки блока для современного комплекта колец.
Создание круглого отверстия
«Первая задача — сделать цилиндр круглым», — говорит Андерсон. Для этого есть два ключевых компонента: качественный хонинговальный станок, такой как Rottler H85AX, который использует Андерсон, и использование пластины крутящего момента на блоке. «Если бы вы отшлифовали этот блок без торсионной пластины, а затем прикрутили головку блока цилиндров, отверстие было бы совершенно другой формы», — объясняет Андерсон.
Тормозная пластина является аналогом головки блока цилиндров с зазором для доступа к отверстию цилиндра через центр пластины. Используя те же крепежные детали головки блока цилиндров, что и в двигателе, затянутые с одинаковым крутящим моментом, вы передаете все напряжения на блок, которые будут присутствовать при сборке двигателя, а затем убедитесь, что вы создаете круглую, прямую родить.
Использование деки во время хонингования приводит к тому, что к блоку прилагаются те же силы, что и к головке блока цилиндров, прикрученной болтами. Это гарантирует, что вы сделаете круглое прямое отверстие в сжатом состоянии блока.
Это гарантирует, что вы сделаете круглое прямое отверстие в сжатом состоянии блока.
Абразивность
Первым шагом в подготовке современной отделки цилиндра является использование современного абразива. «Мы используем алмазный шлифовальный камень зернистостью от 170 до 200», — объясняет Андерсон. Мы ищем определенную глубину канавки, в основном, Rvk». Вы можете узнать термин «Rvk» из других наших статей о хонинговании; это измерение «глубины впадины» на поверхности цилиндра, измеренное профилометром, в микродюймах.
«Эта долина будет удерживать нефть за (или под) поверхностью, по которой движется кольцо», — говорит Андерсон. «Как мы обнаружили со временем, нам нужно, чтобы эта канавка была немного глубокой, потому что без масла у вас будут проблемы. Несколько лет назад всем нравилось очень тонко точить цилиндр. Существовало мнение, что уменьшение трения — это все. Проблема в том, что при таком чистовом покрытии у вас закончилось масло на поверхности, и вы снова оказались в сценарии с высоким коэффициентом трения».
По поверхности не угадаешь. Единственный способ сказать, какова отделка ствола, — это использовать профилометр для фактически очень мелких изменений глубины.
Современное плато
Идея отшлифовки плато говорит сама за себя — как только вы создали глубокую долину, у вас будут такие же высокие вершины. Эти пики будут довольно абразивными на кольцах. Итак, идея состоит в том, чтобы сбить вершины, не касаясь долин. «Мы собираемся сгладить его с помощью хонинговального круга с зернистостью 600», — объясняет Андерсон. «CBN» или кубический нитрид бора — это современный абразив, чрезвычайно твердый и долговечный. Он способен резать чисто и быстро, предлагая минимальное накопление тепла и отличную отделку.
Сбивая вершины пиков, но сохраняя впадины, вы создаете красивую поверхность с низким коэффициентом трения, которая также способна эффективно удерживать масло. «Поверхность, по которой скользит кольцо, приятная и гладкая, с низким трением, но при этом сохраняется повышенная емкость масла», — говорит Андерсон. А с современным абразивом, таким как CBN, вы получаете окончательную отделку за меньшее количество ходов станка, что дает преимущества как в качестве, так и в производительности.
А с современным абразивом, таким как CBN, вы получаете окончательную отделку за меньшее количество ходов станка, что дает преимущества как в качестве, так и в производительности.
Хотя визуально измерить чистоту поверхности невозможно, можно визуально измерить угол штриховки. Для этой сборки Андерсон выбрал 30-градусный угол, который вы можете видеть здесь.
«Теперь мы подходим к размеру с точностью до одной десятой тысячной от конечного размера с помощью алмазного хонингования, затем вы переходите к чистовому CBN с зернистостью 600, и вы действительно не снимаете лишний материал», — говорит Андерсон из процесс. «В прежние времена люди подходили на тысячную от цели и начинали снимать две или три десятых этим камнем, а затем две или три десятых этим камнем — все время отбирая свою долину. Если вы постепенно заканчиваете ствол, вы полностью избавляетесь от долины».
Спид соглашается: «Старый метод плато заключался в том, чтобы довести до нужного размера с зернистостью 320, а затем с зернистостью 400 для финишной обработки. Ваши стенки цилиндров действительно не смогут удерживать достаточно масла. Но, поскольку старые кольца были изготовлены на основе молибдена, они были пористыми и сами удерживали масло, поэтому они позволяли вам это делать». Современные материалы, используемые в современных передовых кольцах, больше не скрывают недостатки старой методики хонингования.
Ваши стенки цилиндров действительно не смогут удерживать достаточно масла. Но, поскольку старые кольца были изготовлены на основе молибдена, они были пористыми и сами удерживали масло, поэтому они позволяли вам это делать». Современные материалы, используемые в современных передовых кольцах, больше не скрывают недостатки старой методики хонингования.
Номера окончательной обработки поверхности процесса хонингования. Rvk (глубина впадины) достаточно глубокая, чтобы надежно удерживать нефть, а Rpk (высота пика) приятная и гладкая. Измерение Rk (шероховатость сердцевины) также находится именно там, где и должно быть.
«Сегодняшние кольца имеют очень твердое покрытие, и вы действительно не будете носить кольцо долго. Это очень-очень плоская поверхность, и масло в кольце негде удерживать, поэтому [масло] должно удерживаться блоком», — резюмирует Андерсон. В какой-то момент между производителями поршневых колец и производителями поршней велась борьба за то, кто сможет изготовить более точный продукт.
