Хонинговка цилиндров: Что такое хонингование цилиндров двигателя автомобиля и зачем нужно
Содержание
Что такое хонингование цилиндров двигателя автомобиля и зачем нужно
Хонингование цилиндров двигателя — это окончательная обработка поверхности с помощью специальных инструментов и является финишной операцией при капитальном ремонте мотора. Расскажем что это такое подробно.
Для чего нужно
Хонингование производят для уменьшения шероховатости стенок цилиндров и, чтобы улучшить приработку поршневых колец и самим поршней. Оно увеличивает срок службы отремонтированного двигателя.
В процессе эксплуатации двигатель сильно изнашивается и теряет свою первоначальную форму. Это, в главной степени, относиться к цилиндрам двигателя. Если они изначально были круглыми, то со временем они принимают овальную форму (эффект конусности). Также на стенках цилиндров двигателя образуются задиры и царапины. Все эти причины ведут только к одному — к капитальному ремонту двигателя.
При «капиталке» специалисты растачивают цилиндры до первого ремонтного размера. Чтобы сохранить правильную форму цилиндров двигателя и достичь оптимальной шероховатости применяют хонингование.
Чтобы сохранить правильную форму цилиндров двигателя и достичь оптимальной шероховатости применяют хонингование.
Что такое и его плюсы
Хонингование цилиндров — это финишный этап в обработке и капитальном ремонте мотора. По сравнению с традиционными доводочными операциями, такими как полирование или притирка требуемой поверхности, хонингование обладает точностью и большей эффективностью.
Плосковершинное хонингование имеет ряд преимуществ. Его задача — тщательная обработка цилиндров двигателя для последующей работы. В результате цилиндры мотора и поршневые кольца быстрее прирабатываются, а значит меньший износ деталей мотора и повышение эффективности работы. За счет быстрой приработки деталей повышается компрессия в цилиндрах и увеличивается срок службы мотора до следующего капитального ремонта.
Также, значительно уменьшается расход моторного масла и сокращается прорыв газов в картер.
Особенность хонингования — образование на цилиндрах сетки, которую можно заметить при тщательном осмотре. Она нужна, чтобы удерживать масло на стенках цилиндров мотора, в результате чего повышается обильная смазка трущихся деталей двигателя.
Она нужна, чтобы удерживать масло на стенках цилиндров мотора, в результате чего повышается обильная смазка трущихся деталей двигателя.
Как происходит процесс
Обычно процесс хонингования двигателя происходит в два этапа. Первый этап — черновая обработка цилиндров, для которой применяют крупный абразив.
Второй этап — окончательная или финишная обработка. В дело вступает мелкозернистый абразив, который дает высокую точность обработки. В качестве абразивов для хонингования цилиндров используют алмазные и керамические бруски. Последние уступили место алмазным абразивам по ряду причин: это долговечность и меньшая итоговая цена алмазного хонингования.
После процесса нужно вымыть двигатель. Это позволит удалить металлические стружки и остатки полировочных паст.
Некоторые специалисты проделывает еще одну операцию — финишную чистку абразивной пастой. Она удаляет острые углы и впадины, оставшиеся после процесса хонингования. В результате достигается гладкая поверхность цилиндров двигателя.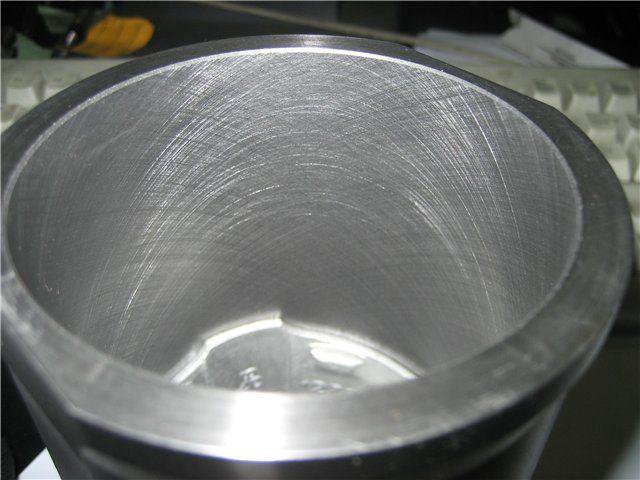
Зачем нужно хонингование цилиндров двигателя
Статья о том, что такое хонингование цилиндров мотора, зачем оно нужно: процесс работы, тонкости. В конце статьи — видео о том, что такое хонингование.Статья о том, что такое хонингование цилиндров мотора, зачем оно нужно: процесс работы, тонкости. В конце статьи — видео о том, что такое хонингование.
Содержание статьи:
- Основное назначение хонингования
- Требования к процессу и оборудованию
- Безгильзовые двигатели
- Гильзовые двигатели
- Видео о том, что такое хонингование
С течением времени двигатель внутреннего сгорания изнашивается и теряет свои эксплуатационные свойства. Ухудшаются динамические и мощностные характеристики, увеличивается расход топлива, снижается компрессия. И этого невозможно избежать.
Изношенный двигатель требует капитального ремонта, основной целью которого является возвращение первоначальных свойств силового агрегата. И в качестве финишной операции капремонта широко применяется процесс хонингования.
Основное назначение хонингования
Цилиндры изношенного силового агрегата теряют свою первоначальную цилиндрическую форму, что и отражается на работе мотора. На стенках цилиндров двигателя, требующего капитального ремонта, появляются шероховатости, царапины и задиры. Чтобы избавиться от этого, производится расточка цилиндров до первого ремонтного размера. Их диаметр несколько увеличивается, однако цилиндры снова получают заданную цилиндрическую форму, что в дальнейшем приводит к улучшению в работе силового агрегата.
Процесс хонингования проводится непосредственно после расточки цилиндров. И его основная задача – сохранить первоначальную форму, а также избавиться от бочкообразности или конусности, если таковые будут иметься после расточки.
Также обработка хоном обеспечивает снижение шероховатостей на стенках цилиндров и является наиболее точной и эффективной по сравнению с полировкой или, скажем, притиркой.
Поскольку процесс хонингования призван обеспечить максимальную точность размеров, работы в цилиндрах проводятся с соблюдением требуемых допусков на размеры и заданной производителем шероховатостью.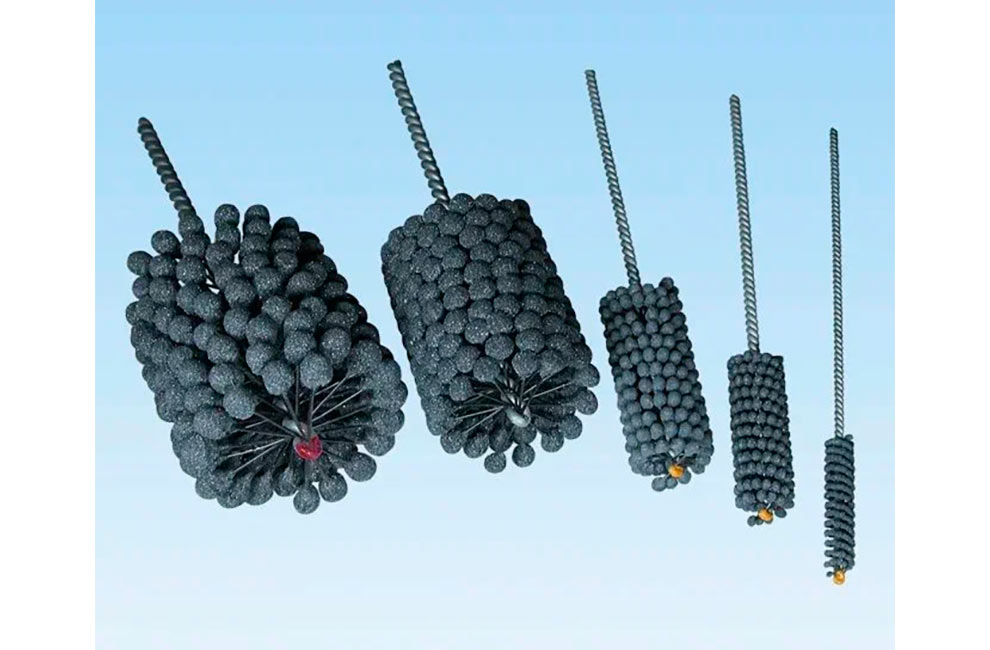 Необходимо помнить, что соблюдение первоначальных размеров приводит к следующему:
Необходимо помнить, что соблюдение первоначальных размеров приводит к следующему:
- компрессия цилиндров увеличивается, а количество газов с продуктами сгорания, которые прорываются в картер, существенно снижается;
- поршневые кольца подвержены наименьшему износу, что увеличивает их долговечность;
Финишная обработка хоном проводится в двух случаях:
- если установлен новый, перегильзованный блок цилиндров;
- если были проведены работы по расточке под ремонтные размеры.
Требования к процессу и оборудованию
Хонингование призвано получить требуемые цилиндрические размеры, обеспечив точность и минимальные отклонения между диаметрами в разных точках цилиндров мотора.
Возникающие отклонения в виде элипсности, конусности или бочкообразности неприемлемы — они могут свидетельствовать о том, что обработка хоном была выполнена некачественно и требуется снова.
Особое внимание уделяется параметру шероховатости. После хонингования на стенках цилиндров образуются незначительные засечки — от них не следует избавляться, поскольку эти насечки отлично задерживают моторное масло, что в дальнейшем влечет к улучшенной смазке элементов поршневой группы.
После хонингования на стенках цилиндров образуются незначительные засечки — от них не следует избавляться, поскольку эти насечки отлично задерживают моторное масло, что в дальнейшем влечет к улучшенной смазке элементов поршневой группы.
Во время процесса обкатки серные соединения, которые имеются в лубриканте, приведут к созданию сульфидной пленки на поверхности цилиндров, что в дальнейшем повлечет снижение износа элементов поршневой группы.
В качестве оборудования для финишной обработки используют хоны с изменяемыми диаметрами, предназначенные именно для обработки цилиндров ДВС. Ресурс у инструментов несколько ограничен, однако они соответствуют всем необходимым стандартам.
Выбор инструмента для хонингования зависит от диаметров обрабатываемых цилиндров, количества камней, а также зернистости и твердости материалов, из которых они изготовлены. Чаще всего для обработки цилиндров применяются алмазные хоны, обладающие относительно невысокой ценой, внушительной твердостью и необходимой зернистостью.
Обработка хонами требует обильного смазывания охлаждающими жидкостями. При обработке стальных или чугунных деталей применяют керосин, а если используется хон с алмазным напылением, то подойдет самая обыкновенная вода с добавлением синтетических присадок.
Безгильзовые двигатели
Обработка хоном отличается на гильзовых и безгильзовых двигателях. Если необходимо обработать безгильзовый блок цилиндров, особых сложностей возникнуть не должно.
Цельная металлическая конструкция надежно закрепляется на рабочем столе станка непосредственно после процесса расточки. Следует удостовериться, что гильзы располагаются строго вертикально, и никаких смещений при возвратно-поступательном движении патрона не возникнет — в противном случае от обработки не будет никакого толка.
При обработке безгильзовых цилиндров потребуется всего несколько проходов станка. При этом необходимо строго контролировать получаемые размеры и шероховатость поверхностей. В этом помогут индикаторный нутромер (контролирует размеры) и профилометр или оптический прибор для замера уровня шероховатости.
Гильзовые двигатели
Силовые агрегаты со съемными гильзами обработать при помощи хона несколько сложнее, поскольку их проблематично вертикально закрепить на станке.
Поставщики готовых гильз уверяют, что их товар успешно прошел процесс хонингования и не требует никакой дополнительной обработке. Верить этому нежелательно, поскольку если окажется, что обработка не была проведена, силовой агрегат не сможет полноценно работать и быстро выйдет из строя. Чтобы этого избежать, рекомендуется хонинговать даже новые гильзы.
Чтобы равномерно прижать гильзы, обеспечив их строгое вертикальное положение, применятся толстая прокладка, которая по форме напоминает головку блока. В ней есть необходимые отверстия, поэтому использование прокладки нисколько не мешает хонингованию.
Пластина крепится к блоку после монтажа гильз и зажимается, как и полноправная головка блока цилиндров, в строгой последовательности и с соблюдением моментов затяжки. После чего проводится обработка хоном, как и в случае с безгильзовым блоком цилиндров.
Применение имитирующей пластины позволяет минимизировать несоблюдение размеров. Хонингование в данном случае можно разделить на четыре этапа:
- Грубая обработка. Этот процесс предусматривает снятие большей части металла. Им можно заменить процесс расточки. Для его проведения потребуется много смазывающе-охлаждающей жидкости, а также алмазные хоны.
- Обработка хоном зернистостью 150.
- Обработка хоном зернистостью 300-500.
- Крацевание. Этот процесс не предусматривает снятие металла и изменение обрабатываемого диаметра, а используется лишь для очистки поверхности от абразивных остатков. В качестве инструмента крацевания применяют нейлоновые щетки с добавлением кремниевых кристаллов.
Некоторые автомобилисты уверены, что хонингование можно выполнить дома самостоятельно, используя лишь дрель или перфоратор. Это ошибочное заблуждение, поскольку обеспечить необходимую точность и шероховатость в домашних условиях вряд ли получится — обработанные таким способом цилиндры не смогут проработать долго, что приведет к быстрому выходу мотора из строя.
Процесс хонингования следует выполнять только на определенных станках специалистами, имеющими опыт и необходимое оборудование. Только тогда вы получите качественно обработанные цилиндры, которые смогут прослужить достаточный период времени.
Видео о том, что такое хонингование:
Инструменты Flex-Hone для цилиндров, Инструменты для цилиндров, Flex-Hone
Инструменты Flex-Hone для цилиндров, Инструменты для цилиндров, Flex-Hone
Цилиндрический инструмент
Когда дело доходит до сохранения целостности вашего оборудования, ничто не делает это лучше, чем инструмент Flex-Hone®. Этот упругий инструмент создает плато с помощью мягкого режущего действия. Созданная гладкая поверхность не содержит фрагментов, аморфного или смазанного металла от предыдущих операций. Когда именно вам понадобится эта гладкая отделка?
Когда именно вам понадобится эта гладкая отделка?
Абразивный цилиндрический инструмент для деглазирования
Чтобы сохранить или восстановить рабочие характеристики двигателя, необходим инструмент для финишной обработки цилиндров. В бензиновых или дизельных двигателях поршни движутся вверх и вниз внутри двигателя, сохраняя при этом герметичность поршневых колец. Со временем это движение к стенке цилиндра создает гладкую поверхность.
Если стенки цилиндров слишком гладкие, смазочное масло в двигателе не будет прилипать к поверхности. Кроме того, при притирке вновь установленных поршневых колец между кольцами и стенкой цилиндра должен происходить небольшой износ, чтобы кольца правильно садились и обеспечивали газонепроницаемое уплотнение. Если стенки цилиндра слишком гладкие, кольца не будут сидеть должным образом, а вместо этого будут «кататься» по поверхности.
Цилиндрический хонинговальный инструмент может обеспечить оптимальную отделку при удалении глазури. Механик может разобрать двигатель и очистить цилиндры с помощью инструмента Flex-Hone®. С помощью этого инструмента создается перекрестная штриховка крошечных канавок под углом 45 градусов в стенке цилиндра, что восстанавливает рабочие характеристики двигателя.
Механик может разобрать двигатель и очистить цилиндры с помощью инструмента Flex-Hone®. С помощью этого инструмента создается перекрестная штриховка крошечных канавок под углом 45 градусов в стенке цилиндра, что восстанавливает рабочие характеристики двигателя.
Цилиндрический инструмент для снятия заусенцев с поперечными отверстиями
В результате обработки металлов появляются приподнятые частицы и стружка, известные как «заусенцы». Удаление заусенцев с цилиндров важно для качества, эстетики, функциональности и бесперебойной работы рабочих частей. Кроме того, снятие заусенцев важно для безопасности, поскольку даже небольшая насечка увеличивает вероятность травм или ненужных задержек в производстве. Эти проблемы могут стоить компаниям денег, но их можно легко предотвратить с помощью цилиндрического чистового инструмента.
Используя различные типы абразивов, варианты зернистости и диаметры, инструмент Flex-Hone может обеспечить нужный вам результат: чистое плоское покрытие. В Brush Research Manufacturing мы являемся экспертами в создании этой плоской отделки, потому что мы были пионерами в этой концепции. С помощью нашего инструмента Flex-Hone® вы сможете воспользоваться преимуществами оптимальной поверхности ваших цилиндров. Свяжитесь с дистрибьютором сегодня, чтобы узнать, как наш инструмент Flex-Hone может помочь продлить срок службы вашего оборудования легко, быстро и эффективно.
В Brush Research Manufacturing мы являемся экспертами в создании этой плоской отделки, потому что мы были пионерами в этой концепции. С помощью нашего инструмента Flex-Hone® вы сможете воспользоваться преимуществами оптимальной поверхности ваших цилиндров. Свяжитесь с дистрибьютором сегодня, чтобы узнать, как наш инструмент Flex-Hone может помочь продлить срок службы вашего оборудования легко, быстро и эффективно.
Рекомендуемые продукты
- Инструмент Flex-Hone®
- Flex-Hone® для роторов
- Инструменты Flex-Hone® для огнестрельного оружия
- Комплекты и принадлежности Flex-Hone®
- Абразивные нейлоновые щетки
- NamPower™
- Дизельные и автомобильные щетки
- Силовые щетки
- Миниатюрные кисти
- Щетки со скрученной проволокой
- Ленточные щетки
- Радиальные спиральные щетки
- Щетки для очистки и обслуживания
- Щетки для мытья деталей
- Пользовательские кисти
Хонингование цилиндров: основная цель при ремонте цилиндров
При ремонте двигателя цилиндры обычно
требуют внимания.![]() Износ имеет тенденцию создавать конусность в верхней части
Износ имеет тенденцию создавать конусность в верхней части
цилиндра, что может уменьшить уплотнение кольца и увеличить прорыв газов
и расход масла, если его не снять. Цилиндр также может быть выбит из патрона
, поцарапан или иметь другие повреждения, требующие исправления
до того, как новый комплект колец уплотнится должным образом.
Основная цель при окраске цилиндров
сделать стенки как можно более прямыми (без конусности), отверстия
как можно более круглыми (минимальная деформация, что особенно
важно при современных кольцах низкого напряжения), обеспечить правильную количество
штриховки для хорошего удерживания масла и поддержки колец, и произвести
отделку поверхности, которая соответствует требованиям к кольцам. Этот
делается путем растачивания и/или хонингования цилиндров в одном или нескольких
ступени с различными типами абразивов (керамическим или алмазным).
После хонингования цилиндры необходимо очистить
для удаления остаточного абразива и металлического мусора, которые
остались в отверстиях. Мытье и чистка теплой мыльной водой
Мытье и чистка теплой мыльной водой
удалит большую часть нежелательного материала. Но
промывка сама по себе не ослабляет и не удаляет поверхностную «стружку», такую как порванный или
сложенный металл, который может изнашивать кольца и замедлять посадку колец. Единственный способ
избавиться от этого материала и сгладить отверстия — это «полировать»
отверстия после хонингования какой-либо гибкой абразивной щеткой.
Очистка щеткой после хонингования не только помогает очистить
отверстия, но также может выравнивать поверхность в зависимости от характеристик
используемого абразива. Чистка щеткой сметает порванный и изогнутый металл
, а также острые зазубренные вершины, оставляя более гладкую поверхность
. Результатом является лучшее покрытие отверстия с небольшим дополнительным усилием
. Еще один способ выровнять поверхность – использовать очень мелкие камни с зернистостью
#600 или пробку для полировки отверстий после хонингования. 9№ 0005
9№ 0005
Одно из преимуществ плоских отверстий
заключается в том, что они предварительно кондиционируют или прирабатывают цилиндры. Некоторые говорят, что
сокращает время, необходимое для посадки нового комплекта колец, а также сокращает первоначальный износ колец, прорыв газов и расход масла. Другие считают, что это может фактически увеличить время, необходимое для посадки новых колец.
Двигатель сразу дает хорошую компрессию, в выхлопе нет сизого
дыма, снижены выбросы и расход масла,
и кольца служат дольше, потому что их не пришлось изнашивать до
соответствуют отверстиям.
Плоскостная поверхность также обеспечивает увеличенную опорную поверхность
для поддержки колец, сохраняя при этом достаточную глубину
в поперечной штриховке для хорошего удерживания масла и смазки. Именно поэтому
производители двигателей оригинального оборудования (OEM) предпочитают этот тип покрытия отверстия
и используют его во многих новых двигателях.
Проблемы
Одно из опасений, высказанных OEM-производителями, имеющими программы восстановления двигателей
, заключается в том, что многие специалисты по послепродажному ремонту двигателей
может не иметь ноу-хау или подходящего типа хонинговального оборудования, чтобы
воспроизвести отделку отверстия цилиндра OEM-типа. Поскольку испытания на выбросы
являются фактом жизни для многих автомобилистов во многих частях страны
, беспокойство вызывает то, что восстановленный двигатель с цилиндрами, отточенными
«обычным способом», может не пройти испытание на выбросы. Задача
здесь состоит в том, чтобы разработать процедуры, которые позволят специалистам по ремонту двигателей
послепродажного обслуживания дублировать отделку отверстия OEM.
Производители колец также обеспокоены тем, что
некоторые мастера по ремонту двигателей могут не использовать надлежащие процедуры хонингования
или бруски для своих колец.
Слишком грубая обработка отверстия приведет к сильному трению при первом запуске двигателя. С предварительно притертыми кольцами
это нехорошо, поскольку приводит к ненужному износу
. Задача здесь состоит в том, чтобы использовать процедуры хонингования, которые обеспечивают наилучшее качество обработки отверстия для данного набора колец.
Большинство производителей колец указывают хонинговальный абразив #220 зернистостью
для финишной обработки отверстий при использовании чугуна или
хромированные кольца, потому что рекомендуемая обработка отверстия для этих колец
составляет от 28 до 35 RA (средняя шероховатость в микродюймах). Камень #280 с зернистостью
обычно рекомендуется для колец из молибдена, потому что кольца из молибдена
имеют несколько более гладкую поверхность от 16 до 23 RA. Но эти рекомендации
относятся к обычным керамическим абразивам, а не к алмазу.
Огранка алмаза отличается от огранки стекловидного камня,
, поэтому для эквивалентной отделки обычно требуются более высокие числа.
Для последних 9 может потребоваться алмазный камень с зернистостью от 325 до 550.Шаг хонингования 0061 для достижения финишной обработки RA в желаемом диапазоне. Один из производителей
, с которым мы говорили, сказал, что алмазный шлифовальный камень
с зернистостью от 500 до 550 обеспечит чистоту поверхности в диапазоне от 13 до 15 RA.
Чтобы внести путаницу в отношении того, какие хонинговальные бруски
могут потребоваться для получения определенного вида отделки, некоторые остеклованные хонинговальные бруски
с одинаковой зернистостью будут давать разные отделки
, которые могут не всегда соответствовать справочным таблицам.
Например, один стекловидный камень #220
может давать чистоту поверхности от 28 до 35 RA, в то время как другой
может оставлять гораздо более грубую поверхность. Различия в фактической чистоте поверхности
могут быть связаны с градацией абразивных частиц, а также
типом и качеством смазки, используемой в процессе хонингования.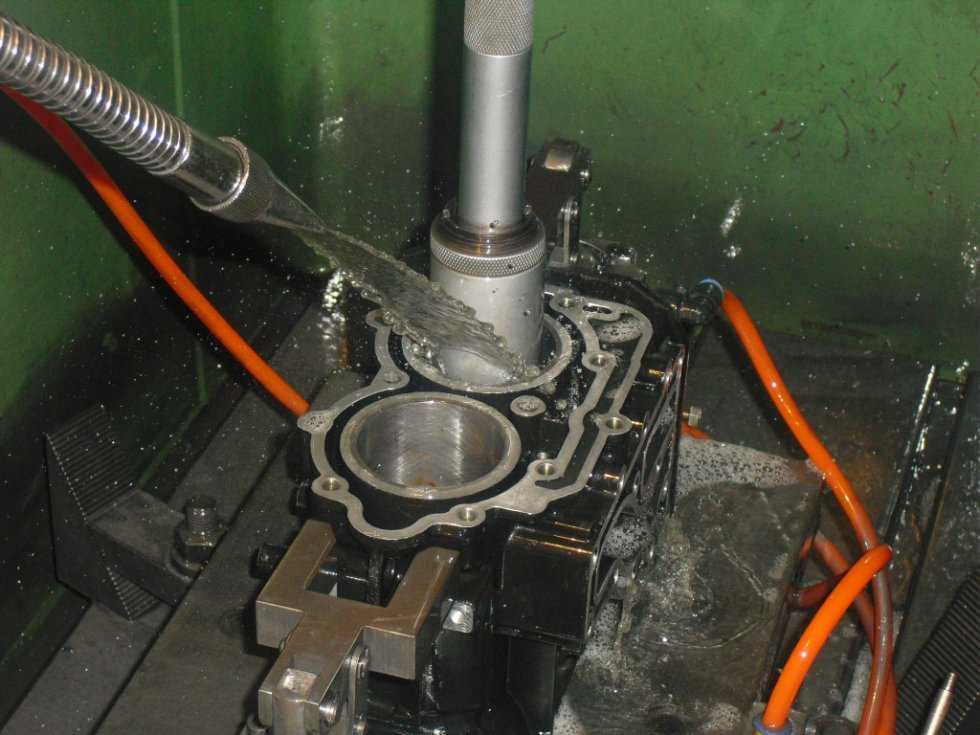
Третья проблема — рентабельность. Полировка отверстия цилиндра
— трудоемкий и дорогостоящий этап в процессе восстановления двигателя
. Таким образом, все, что можно сделать, чтобы снизить затраты на хонингование
и упростить процедуру, а также улучшить
обработка отверстия — это шаг в правильном направлении.
Обычный цилиндр по сравнению с алмазным
Многие мастерские растачивают или грубо хонингуют цилиндры до
в пределах 0,003 дюйма от окончательного припуска (от 0,010 до 0,030 дюйма
в зависимости от применения), затем завершают хонингование последнего 0,003 дюйма
отверстия керамическим абразивом № 220 или № 280. Большинство цехов
не имеют профилометра для измерения параметров шероховатости поверхности
, таких как RA, RK (шероховатость сердцевины), RPK (средняя высота пика) и
RVK (средняя глубина впадины), площадь опоры и т. д., поэтому они полагаются на
на каменную крошку, а также на правильное давление хонингования, скорость головки, частоту хода
и смазку для достижения желаемого качества обработки отверстия.
Следовательно, большинство мастерских
не могут узнать, действительно ли обработка отверстия соответствует требованиям
производителя колец или OEM-производителя, если только клиент не жалуется
на чрезмерный износ кольца, прорыв газов или расход масла. Но даже
, если у вас не было проблем с кольцом, это не обязательно
означает, что цилиндры настолько хороши, насколько они могут или должны быть.
Одним из недостатков керамических абразивов
является их быстрый износ. В зависимости от сорта брусков и
твердости блока, набор
керамических хонинговальных брусков может
обработать 30 блоков V8 (240-260 диаметров цилиндров) до того, как они изнашиваются
и их необходимо заменить. И с каждым хонингованным
цилиндром оператор или оборудование должны компенсировать
износ камня, чтобы отверстия оставались прямыми. Если вы не компенсируете, вы можете получить
с конусностью отверстий.
Для сравнения, алмазные точильные бруски с металлической связкой
изнашиваются очень мало. Набор алмазных хонинговальных брусков может обработать 300 блоков двигателя V8
Набор алмазных хонинговальных брусков может обработать 300 блоков двигателя V8
(2400 отверстий цилиндров), прежде чем их придется заменить. Более медленная скорость износа означает, что камни режут более прямо
(меньше конусности), чем в случае керамических камней.
Более медленная скорость износа алмаза по сравнению с керамическим абразивом
помогает более чем компенсировать гораздо более высокую начальную стоимость
алмазных камней. Используя приведенные выше цифры, набор из 7 долларов превратился в стекло 9.Точильные бруски 0061 стоят около 0,02 доллара за отверстие, если они делают 240-260 отверстий цилиндра
. Набор алмазных хонинговальных брусков за 700 долларов стоит около 0,06 доллара за
отверстие, если набор рассчитан на 12 000 отверстий цилиндров. Стоимость абразива
за отверстие с алмазом может быть выше, чем у стекловидного абразива
, но с алмазами оператору не нужно останавливаться и перезапускать
во время хонингования, поэтому трудозатраты меньше.
По этим причинам многие производители двигателей
(PER) перешли на алмазное хонингование. Даймонд снижает свой общий балл на
экономит трудозатраты (меньше замен камней) и обеспечивает лучшую общую геометрию отверстия
(прямее с меньшим искажением).
Результаты Recon
«Мы добились отличных результатов при хонинговании алмазом
», — сказал Том Уилсон из Recon Automotive Remanufacturers,
крупного PER, базирующегося в Филадельфии, штат Пенсильвания.
«Тип камней, которые мы используем, определяется
типом колец, которые входят в мотор», сказал Уилсон.
«Мы пробовали разные камни, прежде чем нашли лучшие 9Комбинация 0061. Для RA от 20 до 25 с молибденовыми кольцами мы используем алмазные камни № 325 с зернистостью
. Для более тонкой обработки в диапазоне от 15 до 20 RA,
, мы иногда используем алмазные камни #500.
«Алмаз режет иначе, чем застеклованные абразивы
. Он вырывает металл и оставляет на поверхности много микроскопического пуха
», — сказал Уилсон. «Поэтому после хонингования
мы очищаем отверстия ручной дрелью от восьми до 10 проходов. Чистка
хорошо очищает поверхность от мусора и устраняет
любой период обкатки. Мы также обнаружили, что он также улучшает RA,
, снижая его примерно на 18 или около того».
Franklin Power Products, Inc. соответствуют их спецификациям диаметра цилиндра, должен следовать
представляет собой трехступенчатую процедуру алмазного хонингования», — сказал Джим Ормсби из
Franklin Power Products, Inc., Франклин, Индиана. # 200 бриллиантовых камней. Затем они доводят до нужного размера алмазами мелкой зернистости
#600. Последним шагом является хонингование отверстий восемью
ходами с помощью плоского хонинговального инструмента (PHT).
«Мы считаем, что на самом деле получаем лучшую отделку
и сохраняем более узкие допуски, чем исходные отверстия OEM, потому что
мы уделяем пристальное внимание каждому выполненному нами отверстию, — сказал Ормсби.
— OEM-производители не настроены таким образом. Они включают производственную линию
и отпускают ее». Энди Роттлер (Andy Rottler) из
Rottler Manufacturing, Кент, Вашингтон, считает, что около 80%
новые хонинговальные станки, которые он продает, оснащены алмазными брусками
или вскоре переоборудуются с керамических брусков на алмазные после эксплуатации
в полевых условиях.
«Раньше PER были единственными
, кто покупал алмазное хонинговальное оборудование», — сказал Роттлер. «Но в последнее время
покупают и небольшие магазины. Все больше и больше людей
переходят на алмаз, потому что он дешевле в долгосрочной перспективе
, стоит примерно в пять раз меньше, чем стекловидные абразивы
— до тех пор, пока вы этого не сделаете. сломать камень.Бриллиант также дает больше
стабильная обработка отверстия и улучшенная геометрия отверстия. Но чтобы максимизировать преимущества алмаза
, вам нужна жесткая хонинговальная головка.
«Витрифицированные камни никогда не изнашиваются с постоянной скоростью
», — продолжил Роттлер. «Износ может варьироваться в зависимости от класса камней
и твердости блока. Трудно предсказать
сколько металла на самом деле удаляют камни, поэтому вам нужно
остановить оборудование, измерить размер отверстия, а затем перезапустить машину
чтобы закончить цилиндр.С помощью алмаза вы можете настроить свое оборудование,
включи его и уходи. Он (автоматически) заточит его до нужного размера
».
Роттлер сказал, что не существует установленной процедуры для хонингования
алмазом. ступенчатая процедура
, которая начинается с грубого хонингования с агрессивным зерном с точностью до нескольких тысячных долей от конечного размера
, завершается хонингованием с мелкозернистым зерном
(от № 325 до № 550), затем выполняется чистка щеткой для очистки и сглаживания отверстий.0005
«Если вы не используете алмаз должным образом,
вы можете получить много размазанного и сложенного металла», — сказал
Роттлер. «А если не позаботиться о камнях, они
«А если не позаботиться о камнях, они
могут оставить на поверхности много рваного металла.»
Роттлер сказал, что чистка щеткой не является абсолютно необходимой
при хонинговании алмазом при условии, что вы используете правильную нагрузку на
камнях. Коэффициент нагрузки будет варьироваться от одного производителя оборудования
к другому, но обычно конечная нагрузка должна быть
в диапазоне от 30% до 35%. Для черновой обработки используйте максимальную нагрузку для быстрой обработки
Удаление металла.
Еще одним преимуществом алмаза согласно Rottler
является то, что синтетическая смазка на водной основе устраняет тепло как фактор
, что снижает деформацию канала ствола. «Он также не воняет
, как хонинговальные масла на минеральной основе», — сказал он.
Лайл Хейли из Peterson Machine Tool, Inc.,
Shawnee Mission, KS, сказал, что охлаждающая жидкость является критическим фактором при использовании алмазов в
. «Если охлаждающая смесь не подходит, это может повлиять на
«Если охлаждающая смесь не подходит, это может повлиять на
отделку отверстий», — сказал Хейли. «Как правило,
концентрация синтетического материала на водной основе должна составлять от 1-1/2% до 2%.
Для контроля концентрации следует использовать рефрактометр». сократить время хонингования.
«Алмаз требует большого давления, чтобы
сломался и правильно разрезался, поэтому, чтобы получить максимальную отдачу от него, вам нужно оборудование
, предназначенное для алмаза», — сказал Даунс. «Примерно
старые хонинговальные станки могут плохо работать с алмазом. Новое хонинговальное оборудование
обычно имеет более высокую номинальную мощность и более жесткую конструкцию
для хонингования алмазом.
«Благодаря большому давлению и хонинговальной головке
, состоящей из нескольких брусков, вы можете снимать алмазом толщину от 0,008 до 0,010 дюйма за
минуту», — объяснил Даунс. «Чем больше
количество камней в головке, тем меньшее давление требуется
для достижения определенной скорости съема припуска».
Даунс сказал, что сравнивает зернистость алмаза
и стекловидные абразивы могут ввести в заблуждение. Для алмаза показатель зернистости
на самом деле является концентрацией алмаза в камне. Чем выше концентрация
, тем выше оценка. По его словам, алмазный брусок
с концентрацией 35% будет грубым шлифовальным бруском и будет резаться так же, как стекловидный абразив №80. Камень
с содержанием алмаза от 65% до 70% будет резаться так же, как зернистость керамического абразива
#325.
Марк Хенсон из LDX Genesis, Сидар-Рапидс, Айова,
сказал, что их новый хонинговальный станок был разработан с нуля
для работы с алмазом. В станке используется постоянное давление напора
(выполняется электронным способом с управляющим программным обеспечением) для оптимизации
режущего действия алмазных камней в различных двигателях.
«Мы рекомендуем необработанное алмазное хонингование алмазными брусками
с зернистостью от 70 до 90 с точностью до 0,002 дюйма от окончательного диаметра отверстия,
, а затем чистовую обработку алмазными брусками с зернистостью от 500 до 550,
с последующим 10-секундным шлифованием очистить поверхность»
сказал Хенсон. «С помощью этой процедуры вы можете достичь чистоты поверхности
«С помощью этой процедуры вы можете достичь чистоты поверхности
в диапазоне от 13 до 15 RA без браширования или от 6 до 8
RA с брашированием».
Skip Green в Winona Van Norman, подразделение
D&S Manufacturing Co., Inc., Блэк-Ривер-Фолс, Висконсин, сообщили
, что, хотя они получили много запросов о хонинговании алмазом
, большая часть вторичного рынка до сих пор использует керамические абразивы
– кроме PER. «Для обработки алмазов требуется хонинговальный станок модели
, предназначенный для тяжелых условий эксплуатации», — сказал Грин.
«Многие мастерские используют процедуру плоской отделки
, но делают это с помощью стеклянных камней и кисти.
Типичный цех должен работать с таким большим разнообразием двигателей
и размеров отверстий, что алмазы слишком дороги», — сказал Зеленый.
Тесты на хонингование
Эд Киблер из Sunnen Products Co., Сент-Луис,
Миссури, сказал, что некоторые производители колец не поддерживают хонингование алмазом
, потому что алмазы могут оставлять порванный и фрагментированный металл на
. 0061 поверхность.
0061 поверхность.
«Алмаз — это тусклая частица, связанная
так прочно, что требуется большое давление, чтобы заточить отверстие», — объяснил
Киблер. «Следовательно, он разрывает поверхность
, и необходимо использовать инструмент PHT (платохонинговальный инструмент), чтобы
очистить мусор. Если вы собираетесь использовать алмаз, мы рекомендуем
двухступенчатую процедуру хонингования, в которой используется щетка для очистки цилиндров
после хонингования. Мы рекомендуем использовать щетку в приспособлении для хонинговальной головки
, чтобы оказывать контролируемое давление на щетку».
Киблер сказал, что Sunnen недавно провела серию испытаний
для производителя колец, чтобы определить, какая процедура хонингования
обеспечивает покрытие отверстия, которое наиболее точно соответствует их требованиям.
Требования изготовителя колец к чистоте отверстия для одноступенчатой процедуры хонингования
: от 10 до 20 RA, от 40 до 60 RK, от 10 до 20 RPK и
от 35 до 65 RVK или от 10 до 20 RA, от 30 до 50 RK, от 5 до 20 РПК и 50
до 100 РВК за двухэтапную процедуру.
Один цилиндр отхонингован по одноэтапной процедуре
только с алмазом зернистостью 500 (без браширования). Результатами были RA
13, RK 40, RPK 18 и RVK 17. Результаты
не были сочтены удовлетворительными из-за низкого числа RVK (что снижает способность стенки цилиндра
удерживать и удерживать масло для надлежащей смазки кольца
).
Второй цилиндр был отшлифован с использованием двухэтапной процедуры
: алмаз с зернистостью № 220, а затем плоскошлифовальный инструмент № 120 с зернистостью
(щетка). Итого 20 РА, 44 РК, 16 РПК и
66 РВК. Эти результаты были сочтены вполне приемлемыми для производителя колец.Требования 0061.
Третий цилиндр был отшлифован с использованием алмаза № 400 с зернистостью
, после чего была обработана щеткой с помощью плоского хонинговального инструмента № 320 с зернистостью
. Результаты: RA 13, RK 35, RPK 11 и RVK 33. Результаты
снова не соответствуют спецификациям производителя колец, поскольку
клапан RVK 33 был слишком низким.
