Хорошие электроды для инвертора: Какие электроды лучше использовать для инверторной сварки, как выбрать по диаметру, покрытию, назначению, какие лучше, рекомендации для начинающих
Содержание
11 Лучших сварочных электродов — Рейтинг 2023
Состав
Предварительно необходимо сверить состав электрода со свариваемым металлом. Различают углеродистые, легированные, нержавеющие, жаростойкие стали, а также алюминий и чугун. Каждая модель применяется для определенного вида металла. Кроме этого производятся универсальные электроды. У них широкая область применения.
Слой обмазки
Слой обмазки бывает основной, рутиловый, кислый и целлюлозный. Каждый применяется для решения своих задач. Например, электроды с основными и целлюлозными покрытиями используют при сварке с постоянным током. Они обеспечивают максимальное качество сварного соединения. Идеально подходят для ответственных конструкций.
Рутиловые подойдут для работы при постоянном или переменном токе. Они легко поджигаются. Плюс ко всему минимально разбрызгивают металл. Подойдут для аппаратов с низким напряжением холостого хода (U0=64V).
Плюс ко всему минимально разбрызгивают металл. Подойдут для аппаратов с низким напряжением холостого хода (U0=64V).
Если использовать электроды с кислым покрытием, то можно добиться легкого отделения шлака. Не рекомендуется их использовать в закрытом пространстве. То есть для бытовых нужд не подходят (вредны для здоровья сварщика).
Чаще всего используют электроды с основным покрытием УОНИ 13/55 и рутиловым покрытием МР-3. Идеально подходят для новичков. Для сварки нержавеющей стали используют рутиловые ОК 63.34.
Режим сварки
Очень часто на упаковках электродов указывают маркировку рекомендуемого режима сварки (полярность электрического тока). Постоянный ток (DC) все время движется в одном направлении, из-за чего его полярность всегда одинакова. Прямая полярность имеет более высокую производительность расплавления электрода и, как следствие, производительность наплавки.
Переменный ток (AC) половину времени движется в одном направлении и половину – в другом. Обратная полярность обеспечивает более глубокое проплавление.
Выбор правильной полярности для той или иной марки электродов оказывает существенное влияние на прочность и качество соединений.
Некоторые типы электродов для сварки в среде защитных газов пригодны для сварки с обоими типами полярности (AD/DC).
Диаметр электродов подбирается в соответствии с толщиной металла заготовок.
Расход электродов для наплавки 1 кг металла.
Необходимый рабочий ток. Правильный выбор тока для сварки электродами является залогом комфортного рабочего процесса, качественного сварного шва и всего изделия в целом. Рекомендуется сварочный ток – 20-30 А на 1 мм диаметра электрода для сварки.
Упаковка
Упаковка должна быть сухой и целостной. Обязательно проверяйте срок годности на упаковке. Прежде чем приступить к сварке, необходимо обращать внимание на следующие нюансы:
Обязательно проверяйте срок годности на упаковке. Прежде чем приступить к сварке, необходимо обращать внимание на следующие нюансы:
-
На электродах не должно быть механических повреждений. В противном случае добиться идеальной стабильной дуги не получится; -
Электроды должны быть сухими. То есть при неправильном хранении электроды могут отсыреть. Процесс сварки с их помощью не получится. В бытовых условиях можно просушить электроды в духовке.
Согласно отзывам покупателей и оценок профессиональных сварщиков, для экономии вашего время и денег, мы предлагаем рейтинг лучших электродов для сварки. Поможет получить исчерпаемый ответ на вопрос, какие электроды вам подойдут.
Лучшие сварочные электроды для инвертора в категории «Промышленное оборудование и станки»
Электроды сварочные Монолит РЦ для ручной дуговой сварки инвертором, ø3мм, упаковка (тубус) 2,5 кг
Доставка из г. Житомир
от 140 грн/кг
от 280 грн/кг
Купить
Житомир
Сварочные электроды АНО-36 ЕLІТE 3 мм 5 кг PATON [4003681]
На складе в г. Киев
Киев
Доставка по Украине
550 грн/упаковка
Купить
Сварочные электроды OK 48.04 AWS: E7018 / EN ISO: E 42 4 B 32 H5
Недоступен
396.06 грн/кг
Смотреть
Сварочные электроды OK 48.04 AWS: E7018 (неполные пачки)
Недоступен
355.74 грн/упаковка
Смотреть
Сварочные электроды «Vistek» АНО-21 Ø 3 мм. 1 кг
Недоступен
180 грн
Смотреть
Электрод сварочный «Монолит» РЦ Ø 2 мм. 1 кг
Недоступен
180 грн
Смотреть
Электрод сварочный «Монолит» РЦ Ø 3 мм. 1 кг
Недоступен
180 грн
Смотреть
Электрод сварочный «Монолит» РЦ Ø 3 мм. 2,5 кг
Недоступен
350 грн
Смотреть
Электроды Арсенал д.4 мм (пачка 5 кг)
Недоступен
428 грн/пач
Смотреть
Электрод сварочный «Монолит» РЦ Ø 3 мм. 2,5 кг (тубус)
Недоступен
400 грн
Смотреть
Электроды сварочные «Монолит» Professional Ø 3 мм. 2,5 кг (туб)
Недоступен
380 грн
Смотреть
Сварочные электроды OK 48. 04 AWS: E7018 / EN ISO: E 42 4 B 32 H5 3.2, 350, 4.5
04 AWS: E7018 / EN ISO: E 42 4 B 32 H5 3.2, 350, 4.5
Недоступен
355.74 грн/кг
Смотреть
Сварочные электроды OK 48.04 AWS: E7018 / EN ISO: E 42 4 B 32 H5 3.2, 450, 5.9
Недоступен
338.10 грн/кг
Смотреть
Сварочные электроды OK 48.04 AWS: E7018 / EN ISO: E 42 4 B 32 H5 4.0, 450, 6
Недоступен
327.18 грн/кг
Смотреть
Сварочные электроды OK 48.04 AWS: E7018 / EN ISO: E 42 4 B 32 H5 5.0, 450, 6
Недоступен
318.36 грн/кг
Смотреть
Смотрите также
Сварочные электроды OK 48.04 AWS: E7018 (неполные пачки) 4, 450, 3.9
Недоступен
1 276.80 грн/упаковка
Смотреть
Электроды сварочные «РЦ» D=3мм 2,5кг (тубус) Monolith
Недоступен
459 грн
Смотреть
Сварочный инвертор для всех типов электродов 5кВт
Недоступен
3 600 грн
Смотреть
Сварочные электроды «Vistek» АНО-21 Ø 3 мм. 5 кг
Недоступен
480 грн
Смотреть
Харьков
Рукавицы защитные кожаные — краги.
Недоступен
98 грн
Смотреть
Сварочные электроды «Vistek» АНО-21 Ø 3 мм. 2,5 кг
Недоступен
300 грн
Смотреть
Рукавицы защитные кожаные — краги МИК
Недоступен
180 грн
Смотреть
Рукавицы защитные кожаные — краги.
Недоступен
88.80 грн
Смотреть
Сварочные электроды ЦЧ-4 3 мм 1 кг
Недоступен
790 грн
Смотреть
Сварочные электроды для инвертора Вистек УОНИ 13/55 ф 4 мм 5 кг
Недоступен
от 500 грн
Смотреть
Электроды сварочные для инвертора «STANDART» РЦ ф 4 мм. 5 кг.
Недоступен
от 450 грн
Смотреть
Зварювальний апарат інверторного типу Magnitek MMA 250P
Недоступен
3 762 грн
Смотреть
Зварювальний апарат інверторного типу Magnitek MMA 320 ZX7
Недоступен
5 496 грн
Смотреть
Сварочный инвертор FORTE NBC-200 для сварки постоянным током электродами, сварочный ток 200 А
Недоступен
1 700 грн
Смотреть
Лучший универсальный вольфрамовый электрод для сварки TIG — Магазин Weldmonger
Мой быстрый ответ: 2% лантана.
И вот почему…
Я предпочитаю, чтобы все было как можно проще.
Не поймите меня неправильно, если бы я думал, что использование нескольких различных типов вольфрама поможет моей сварке, я бы так и сделал. Но если подойдет один-единственный тип, то мне не нужны вольфрамовые электроды разных видов и цветов в моем наборе инструментов.
Если вы похожи на меня, иногда, не задумываясь, я стачиваю цветовой код, чтобы у меня было 2 острых конца. Если у меня есть несколько различных типов вольфрамовых электродов в моем наборе инструментов, я не могу легко отличить их друг от друга без цветового кода.
Когда я работал в аэрокосмической отрасли, отдел безопасности потребовал от меня найти замену электродам с 2%-ным содержанием тория из-за всех негативных новостей о том, что электроды с торием радиоактивны. Поэтому я провел довольно обширные испытания, чтобы определить лучший универсальный вольфрамовый электрод как для постоянного, так и для переменного тока, который будет работать со всеми металлами, сталями, суперсплавами, титаном, алюминием, магнием и т. д.
д.
Для меня три критерия, которые были Наиболее важными для TIG-сварки чего угодно, от толщины бритвенного лезвия на постоянном токе до толстых алюминиевых и магниевых отливок на переменном токе, являются:
1. Запуск и перезапуск при малом токе постоянного тока.
2. Стабильность при 200 А переменного тока с вольфрамовым электродом 3/32 дюйма.
3. Подходит как для трансформаторных, так и для инверторных сварочных аппаратов TIG.
Если вольфрамовый электрод соответствует этим трем критериям, то это хороший выбор для универсального вольфрамового электрода.
Итак, я проверил:
- E3
- Смеси Тримикс
- Лайзр
- 2% цериат,
- 2% торированный
- 1,5% лантана
- 2% лантана
- И некоторые другие
На DC были очень незначительные отличия — все они работали довольно хорошо. Но на переменном токе 2% лантана был намного более стабильным до 200 ампер, чем остальные.
Электроды с 2% лантана хорошо работали при запуске дуги постоянного тока с низким током 1 ампер, а также лучше других работали на переменном токе, независимо от того, использовался ли сварочный аппарат с трансформатором или инвертор.
Вот почему я рекомендую использовать 2% лантаната, если вы хотите остановиться на одном лучшем универсальном вольфрамовом электроде.
Я не хочу создать ложное впечатление, что 2% лантана лучше всего подходит для каждого отдельного применения….потому что не существует единственного типа вольфрама, который лучше всего подходит для каждого конкретного применения.
Вам потребуется несколько различных типов вольфрама, чтобы получить наилучшее качество для каждого применения, и иногда разница будет настолько мала, что ее будет трудно определить.
Со всеми тестами сварки в аэрокосмической отрасли, которые я проводил, со всеми работами в мастерской, которые я выполнял за последние 10 или 11 лет, и со всеми видеороликами, которые я сделал на YouTube, я использовал только электроды с 2% лантана примерно с 2009 года. .
.
И это действительно упростило мне жизнь!
Итак, если вы ищете лучший универсальный вольфрамовый электрод для сварки TIG всех металлов, я надеюсь, что эта статья поможет вам упростить задачу.
Поданный в:
лучший во всем вольфрам,
лучший вольфрамовый электрод,
вольфрамовый электрод,
вольфрамовые электроды
Инверторные источники питания
Мир меняется. Это неудивительно для любого, кто хотя бы отдаленно осознает свое окружение. Тем не менее, заманчиво взглянуть на давно устоявшиеся технологии, такие как сварка, и поверить в то, что в последнее время практически не происходит развития технологий. Однако человек, придерживающийся такой точки зрения, был бы неправ. На самом деле конструкция и возможности сварочных источников питания менялись и продолжают быстро меняться. Одной из движущих сил этого изменения является разработка и популяризация источников питания на основе инверторной технологии. Эта технология особенно хорошо подходит для сварки алюминиевых сплавов, особенно тонких алюминиевых сплавов.
Эта технология особенно хорошо подходит для сварки алюминиевых сплавов, особенно тонких алюминиевых сплавов.
Что нового?
В прошлом сварочные источники питания основывались на трансформаторах. Блок питания брал в 60 герц 230, 460 или 575 вольт мощности. Металлический трансформатор изменил его с относительно высокого входного напряжения на ток 60 Гц при более низком напряжении. Затем этот ток низкого напряжения выпрямлялся каким-то выпрямительным мостом, чтобы получить сварочный выход постоянного тока (DC). Управление этим выходом обычно осуществлялось какими-то относительно медленными магнитными усилителями.
Аппараты для сварки TIG на базе трансформатора обычно тяжелые и большие. Трансформаторы относительно неэффективны, работая на частоте 50 или 60 Гц. В трансформаторе выделяется много тепла, и трансформатор должен быть относительно большим и тяжелым. Значительная часть затрат на электроэнергию идет на нагрев трансформатора и окружающего воздуха. Большинство таких сварочных источников питания весят около 400 фунтов и имеют форму 32-дюймового куба. Кроме того, если используется частота 60 Гц, управляющие сигналы могут выдаваться не более 120 раз в секунду, поэтому невозможно увеличить импульс сварочного тока быстрее, чем это.
Большинство таких сварочных источников питания весят около 400 фунтов и имеют форму 32-дюймового куба. Кроме того, если используется частота 60 Гц, управляющие сигналы могут выдаваться не более 120 раз в секунду, поэтому невозможно увеличить импульс сварочного тока быстрее, чем это.
В источниках питания с инверторным управлением используется та же входящая мощность 60 Гц. Однако вместо того, чтобы подавать его непосредственно в трансформатор, он сначала выпрямляется до 60 Гц постоянного тока. Затем он подается в инверторную часть источника питания, где включается и выключается полупроводниковыми переключателями на частотах до 20 000 Гц. Этот импульсный, высоковольтный, высокочастотный постоянный ток затем подается на главный силовой трансформатор, где он преобразуется в низковольтный постоянный ток с частотой 20 000 Гц, пригодный для сварки. Наконец, он проходит через схему фильтрации и выпрямления. Управление выходом осуществляется полупроводниковыми регуляторами, которые модулируют скорость переключения переключающих транзисторов.
Какие преимущества дает эта новая конструкция с инверторным управлением? Во-первых, основной силовой трансформатор, работающий на частоте 20 000 Гц, намного эффективнее, чем трансформаторы на 60 Гц, а это значит, что он может быть намного меньше. Помните, машины на базе трансформатора обычно весят более 400 фунтов и представляют собой куб со стороной 32 дюйма. На прилагаемой фотографии показана линейка инверторных источников питания Lincoln для дуговой сварки вольфрамовым электродом (GTAW). Машина в центре, V205, весит 33 фунта и имеет ширину 9 дюймов, 19дюймов в глубину и 15 дюймов в высоту. Две другие машины представляют собой инверторы постоянного тока, они еще легче и меньше. Таким образом, есть огромное преимущество в весе и портативности в пользу инверторных машин.
Есть еще одно преимущество инверторных блоков питания – стоимость электроэнергии. Инверторное оборудование намного эффективнее трансформаторного. Например, потребление тока при 205 амперах для Lincoln V205 составляет 29 ампер при однофазном питании 230 вольт. Ток, потребляемый старым трансформаторным сварочным аппаратом, обычно составляет от 50 до 60 ампер при однофазном питании 230 В при сварке на аналогичных токах. Хотя экономия средств при переходе на инверторы часто преувеличивается, в нормальных условиях можно с уверенностью сказать, что годовая экономия энергии составляет примерно 10% от покупной цены блока питания.
Ток, потребляемый старым трансформаторным сварочным аппаратом, обычно составляет от 50 до 60 ампер при однофазном питании 230 В при сварке на аналогичных токах. Хотя экономия средств при переходе на инверторы часто преувеличивается, в нормальных условиях можно с уверенностью сказать, что годовая экономия энергии составляет примерно 10% от покупной цены блока питания.
Другим значительным преимуществом инверторных источников питания является то, что, «разбивая» входящий переменный ток так тонко, мы получаем очень устойчивый постоянный ток без типичных пульсаций 60 Гц. Это приводит к более плавной и стабильной сварочной дуге на постоянном токе.
До сих пор мы обсуждали только инверторы, которые подают постоянный ток. В течение нескольких лет это было все, что было доступно. Инверторов, которые обеспечивали выход переменного тока, просто не существовало. Затем кому-то пришла в голову идея упаковать два инвертора в один корпус. Заставив их работать с разной полярностью и попеременно включая и выключая их, был сгенерирован выход псевдопеременного тока.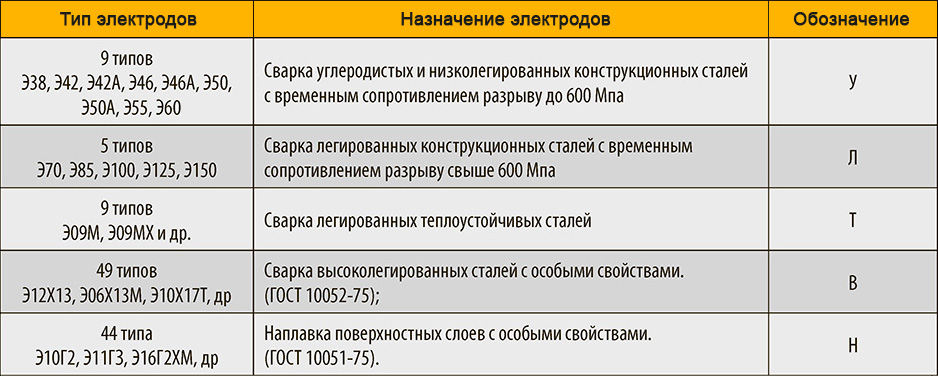 Некоторые инверторы до сих пор генерируют переменный ток таким образом. Сегодня также существуют более сложные методы генерации переменного тока, но для целей этой статьи проще представить себе генерацию переменного тока двумя инверторами с противоположными полярностями.
Некоторые инверторы до сих пор генерируют переменный ток таким образом. Сегодня также существуют более сложные методы генерации переменного тока, но для целей этой статьи проще представить себе генерацию переменного тока двумя инверторами с противоположными полярностями.
Способность генерировать переменный ток — это то, что действительно делает инвертор незаменимым при сварке алюминия методом GTAW. Тот факт, что напряжение дуги никогда не проходит через нуль, означает, что дуга переменного тока намного более стабильна, чем раньше. Большинству инверторных источников питания GTAW не требуется, чтобы высокая частота была постоянно включена для обеспечения стабильности. На самом деле в Lincoln V205 нет возможности использовать непрерывную высокую частоту. Он будет автоматически гаснуть, как только загорится дуга. Устранение непрерывной высокой частоты резко снижает количество радиопомех, генерируемых источником питания.
Во-вторых, тот факт, что мы можем посылать управляющие сигналы с частотой 20 кГц, означает, что мы можем изменять частоту сварочного тока переменного тока. Старые машины работали только на частоте 60 Гц переменного тока. V205 может выдавать переменный ток с частотой от 20 до 150 Гц. Более высокие частоты могут быть полезны при сварке тонких материалов. По мере увеличения частоты конус дуги и сварной шов становятся уже, что приводит к более глубокому проплавлению.
Старые машины работали только на частоте 60 Гц переменного тока. V205 может выдавать переменный ток с частотой от 20 до 150 Гц. Более высокие частоты могут быть полезны при сварке тонких материалов. По мере увеличения частоты конус дуги и сварной шов становятся уже, что приводит к более глубокому проплавлению.
Много лет назад стало понятно, что в GTAW проплавление сварного шва происходит из отрицательной части электрода цикла переменного тока. В той части цикла, когда электрод находится в положительном состоянии, проплавление уменьшается, и больше тепла поступает в вольфрамовый электрод. Однако во время положительной части цикла электрода дуга фактически удаляет оксиды с поверхности алюминия, облегчая сварку. Именно по этой причине, хотя большинство других материалов ГТА сваривают на постоянном токе, алюминий обычно сваривают на переменном токе. Очень ранние источники питания GTAW давали простой синусоидальный выходной сигнал, в котором генерировались равные количества положительных и отрицательных электродов. Однако это было неэффективно. Нам не нужно было так много положительного электрода, чтобы получить адекватную очистку. Более поздние источники питания позволили нам изменять пропорцию отрицательного электрода к положительному электроду. Было обнаружено, что примерно 65% отрицательного электрода и 35% положительного электрода обеспечивают адекватную очистку дуги и хорошее проплавление. Однако большая часть энергии дуги по-прежнему шла на нагрев вольфрамового электрода, поэтому требовались вольфрамовые электроды большого диаметра.
Однако это было неэффективно. Нам не нужно было так много положительного электрода, чтобы получить адекватную очистку. Более поздние источники питания позволили нам изменять пропорцию отрицательного электрода к положительному электроду. Было обнаружено, что примерно 65% отрицательного электрода и 35% положительного электрода обеспечивают адекватную очистку дуги и хорошее проплавление. Однако большая часть энергии дуги по-прежнему шла на нагрев вольфрамового электрода, поэтому требовались вольфрамовые электроды большого диаметра.
Инверторные блоки питания обеспечивают адекватную очистку дуги даже при 15 % положительного электрода. Уменьшение количества положительного электрода делает процесс более эффективным, увеличивает проплавление и снижает количество тепла, попадающего в вольфрамовый электрод, что означает возможность использования заостренных электродов меньшего диаметра. Это дополнительно концентрирует и сужает сварной шов.
Наконец, новые инверторные блоки питания программируются программно.
