Хромирование электролитическое: Электролитическое хромирование
Содержание
Электролитическое хромирование
Электролитическое
хромирование применяют для восстановления
размеров изношенных поверхностей
деталей и получения декоративных,
коррозионностойких и износостойких
покрытий. Электролитический хром
обладает высокой коррозионной стойкостью,
низким коэффициентом трения, высокой
твердостью, жаростойкостью, высоким
пределом текучести. При тщательной
подготовке поверхности прочность
сцепления хрома со сталью, чугуном,
медью и латунью достигает при сдвиге
300 МПа. Однако стали с высоким содержанием
вольфрама и кобальта, а также
высокоуглеродистые стали и высококремнистые
чугуны хромировать нельзя из-за низкой
прочности сцепления. Прочность сцепления
резко снижается с увеличением толщины
покрытия, в связи с ростом остаточных
напряжений. При увеличении толщины от
0,1 до 0,5 мм предел прочности покрытия
уменьшается в 2-3 раза.
После хромирования
снижается также усталостная прочность
деталей из-за значительных остаточных
напряжений в покрытии. С увеличением
С увеличением
толщины покрытия усталостная прочность
снижается более значительно. Усталостная
прочность углеродистых сталей в
результате хромирования снижается на
25-40 %. Для ее повышения применяют
высокотемпературный отпуск и наклеп
поверхности перед хромированием с целью
создания напряжений сжатия, обратных
по знаку напряжениям, возникающим в
покрытии при его формировании.
Различают следующие
виды износостойкого хрома: гладкий по
накатке и пористый. Гладкий хром следует
применять в условиях достаточной смазки
при небольших скоростях скольжения.
Пористый хром имеет хорошую износостойкость
в условиях граничного трения, так как
смазка, находящаяся в порах покрытия,
препятствует развитию процессов
схватывания. Пористый хром по сравнению
с гладким прирабатывается значительно
легче. В промышленности применяют как
гладкие, так и пористые хромовые покрытия.
Электрохимическое
осаждение хрома отличается от других
процессов как по составу электролита,
так и по условиям протекания процесса.
В большинстве случаев осаждение хрома
осуществляется в электролите, содержащем
хромовый ангидрид с добавкой серной
кислоты. Хромовый ангидрид растворяют
в дистиллированной воде и после
отстаивания переливают в ванну, в которую
затем добавляют необходимое количество
серной кислоты.
На процесс осаждения
хрома большое влияние оказывает
соотношение между концентрациями
хромового ангидрида и серной кислоты,
которое должно находиться в пределах
90-120; при этом выход хрома по току
наибольший. Концентрацию хромового
ангидрида в электролите можно изменять
в довольно широких пределах. Однако с
ее увеличением при прочих равных условиях
выход по току падает. Поэтому на практике
получили распространение горячие
электролиты с концентрацией СrО3
от 150 до 350 г/л.
Составы электролитов
приведены в табл. 10.3.
Таблица 10.3
Электролиты для
хромирования
Концентрация | Состав электролита, | Назначение | ||
СrО3 | H2SО4 | |||
Низкая Средняя Высокая | 150 200-250 300-400 | 1,5 2,0-2,5 3,0-4,0 | Для повышения Для повышения Для | |
При хромировании
применяют нерастворимые аноды из свинца
или сплава свинца с сурьмой.
Ванны для хромирования
изготовляют из листового железа и
облицовывают внутри сплавом свинца с
5-6 % сурьмы или керамическими плитками.
Зазор между хромируемыми деталями и
анодом должен быть не менее 30 мм, а между
деталью, дном и зеркалом ванны — не менее
50 мм. Электролиты с меньшей концентрацией
СrО3
позволяют получить более высокую
твердость хромового покрытия и больший
выход по току, однако подобные электролиты
необходимо чаще корректировать в
процессе электролиза и применять большее
напряжение. Физико-механические свойства
хромового покрытия зависят от режима
хромирования и толщины покрытия. Условно
хромовые покрытия разделяют на три
вида: молочные, блестящие и матовые.
Блестящие покрытия отличаются высокой
твердостью, достаточно высокой
износостойкостью и хрупкостью, имеют
на поверхности мелкую сетку трещин.
Молочные осадки наиболее мягкие и
вязкие, без трещин, по сравнению с
блестящими обладают большей
износостойкостью. Матовые осадки имеют
повышенную твердость и хрупкость,
характеризуются низкой износостойкостью,
наличием сетки трещин на поверхности.
В табл. 10.4 приведены
данные о влиянии режимов хромирования
на вид осадка хрома. В зависимости от
условий работы деталей выбирают осадок
с требуемыми свойствами; например, для
изнашиваемых деталей, работающих при
небольших удельных нагрузках (до 0,5 МПа
), следует рекомендовать блестящие
осадки, а при больших контактных давлениях
и знакопеременных нагрузках — молочные
осадки.
Наиболее высокие
физико-механические свойства хромового
покрытия достигаются при толщине слоя
h
< 0,25 мм. Если деталь работает при
статических удельных нагрузках q
≤ 80 МПа, то рекомендуется толщина слоя
h
= 0,11-0,13 мм и цвет покрытия матово-блестящий.
При динамических
удельных нагрузках q
≤ 50 МПа толщина слоя должна быть
h = 0,05-0,11 мм,
а при q
≤ 200 МПа и повышенных температурах
рекомендуемая толщина слоя h
= = 0,03÷0,05 мм. В последнем случае применяется
покрытие молочное или молочно-блестящее.
Для повышения
износостойкости применяют пористое
хромирование. В покрытии создаются
микропоры и каналы, которые обеспечивают
большую его маслоемкость, что особенно
важно при работе в условиях недостаточной
смазки.
Таблица 10.4
Влияние
режимов хромирования на вид и свойства
электролитического осадка
Режим | Осадок | Толщина | Механические | ||
Температура | Плотность | Прочность | Прочность | ||
65 55 45 | 25 35 40 | Молочный Блестящий Матовый | 0,1 0,3 0,5 0,1 0,3 0,5 0,1 0,3 0,5 | 505 276 163 625 398 308 600 366 257 | 300 — — 300 — — 300 — — |
Пористое хромирование
отличается от твердого дополнительной
анодной обработкой (дехромирование)
после наращивания хромового покрытия.
При дехромировании растворение хрома
происходит неравномерно и преимущественно
по трещинам, которые расширяются и
углубляются. Анодная обработка ведется
в той же ванне, что и хромирование, причем
анодом служит обрабатываемая деталь,
а катодом — свинцовые пластины. Режим
де-хромирования также играет важную
роль в создании пористости.
Пористость хрома
бывает двух типов: канальчатая и точечная.
Характер пористости определяется в
основном режимом хромирования. Для
получения точечной пористости
рекомендуется следующий режим: температура
50-52°С,
плотность тока 45-55 А/дм2;
для канальчатой: температура 60°С и
плотность тока 55-60 А/дм2.
Режим анодной обработки: температура
50-60 °С, плотность тока 40-45 А/дм2,
время 5-10 мин.
Для получения
канальчатого хрома анодной обработке
подвергают молочные и молочно-блестящие
осадки, для получения пористого хрома
— матовые и матово-блестящие осадки.
Точечная пористость
обладает большей маслоемкостью и поэтому
применяется для деталей, работающих в
особо тяжелых условиях. Покрытия с
Покрытия с
точечной пористостью характеризуются
быстрой прирабатываемостью, но
износостойкость их несколько ниже, чем
канальчатых. Канальчатым хромом
покрывают, например, гильзы цилиндров,
а точечным — поршневые кольца двигателей.
Для повышения
качества покрытия и увеличения выхода
по току применяют хромирование в
саморегулирующихся электролитах,
струйное и проточное хромирование, а
также хромирование на токе переменной
полярности. Применение саморегулирующихся
сульфатно-кремне-фторидных электролитов
обеспечивает высокую стабильность
работы ванны и дает возможность получить
значительную толщину покрытия (до 1 мм)
без ухудшения механических свойств.
При этом выход по току составляет 17-24
%.
Рекомендуется
следующий состав саморегулирующегося
электролита (в г/л): 225-300 хромового
ангидрида (СrО3),
5,5-6,5 сульфата стронция (SrSO4)
и 18-20 кремнефторида калия (K2SiF6).
Температура хромирования 50-70 °С, а
плотность тока 50-100 А/дм2./e3ba74cbf6c3914.ru.s.siteapi.org/img/89953fa4941fa6350d33496425e6032955110096.jpg)
Хромирование
струйное и в проточном электролите
заключается в постоянной подаче
электролита в зону электролиза, что
обеспечивает перемешивание его в
межэлектродном пространстве. При этом
возрастает поток подводимых ионов и
облегчается разряд ионов на катоде.
Кроме того, постоянное обновление
электролита способствует повышению
проводимости электролита, быстрому
отводу газов, выделяющихся в процессе
электролиза, уменьшению степени насыщения
деталей водородом и улучшению качества
хромовых покрытий. Наиболее интенсивное
перемешивание может быть достигнуто
при анодно-струйном хромировании, при
котором подача электролита в зону
электролиза осуществляется одновременно
по всей наращиваемой поверхности через
прорези или отверстия в аноде. При этом
снижаются остаточные напряжения,
возрастает твердость и повышается
равномерность покрытия, увеличивается
прочность сцепления.
Периодическое
изменение направления тока (реверсирование)
в процессе хромирования, т. е. хромирование
е. хромирование
на токе переменной полярности, позволяет
улучшить качество осадка и интенсивность
процесса более чем вдвое. Осадки имеют
более совершенную мелкокристаллическую
структуру, достигается более равномерное
распределение хрома по всей поверхности.
Вследствие частичного удаления газов
из осадков при электролизе, шероховатость
поверхности уменьшается. При этом можно
получить как пористый, так и гладкий
хром. Рекомендуемый режим реверсивного
хромирования: плотность тока 60 — 150 А/дм2,
температура 45-60°С, продолжительность
каждого катодного цикла 10-15 мин, анодного
— 10-15 с. При увеличении анодного цикла
до 15-20 с появляется более густая сетка
трещин; дальнейшее увеличение этого
периода вызывает ухудшение структуры
пористого хрома.
Схема технологического
процесса восстановления поверхностей
деталей электролитическим хромированием
приведена на рис. 10.16.
Рис. 10.16. Схема
технологического процесса восстановления
поверхностей деталей электролитическим
хромированием
Операции,
предшествующие хромированию, являются
подготовительными. Шероховатость
Шероховатость
поверхности под хромирование должна
быть 0,1-0,2 мкм. Окончательное обезжиривание
деталей выполняется венской известью,
представляющей собой сухую смесь окиси
кальция и окиси магния в соотношении
1:1. Известь разводят водой до кашицеобразного
состояния и при помощи волосяной щетки
протирают поверхность детали. Для
удаления окисных пленок применяют
химическое или анодное декапирование.
Химическое декапирование — слабое
протравливание детали (продолжительность
до 2 мин) в 3-5%-ном растворе серной или
соляной кислоты (для деталей из черных
металлов) или в растворе, содержащем 3
% азотной и 2 % серной кислот (для деталей
из цветных металлов).
Анодное декапирование
выполняется в электролите того же
состава, который применяется для
хромирования; при этом деталь является
анодом, а катодом служат свинцовые
пластины. Часто анодное декапирование
проводится в той же ванне, в которой
хромируется деталь, а полюсность ванны
изменяют с помощью рубильника. Анодное
декапирование производится в течение
0,5-1 мин при плотности тока 25-30 А/дм2.
После хромирования
деталь промывают, термически обрабатывают
(нагрев в масляной ванне до 150-200°С с
выдержкой до 3 ч с целью удаления из
покрытия водорода, вызывающего хрупкость
слоя), а затем шлифуют до получения
необходимых размеров. При анодной
обработке у выхода из каналов появляются
бугорки высотой до 0,8 мкм. Поэтому
отделочные операции рекомендуется
выполнять после анодной обработки.
Для сохранения
пористости при снятии большого слоя
хрома механическую обработку иногда
выполняют в два этапа: предварительную
после хромирования и окончательную
после анодной обработки. Для обработки
пористого хрома рекомендуется применять
анодно-механическое шлифование.
Контроль хромового
покрытия осуществляется путем наружного
осмотра с целью обнаружения чешуйчатости,
шелушения с последующим простукиванием
медным молотком (покрытие не должно
отслаиваться).
К преимуществам
электролитического хромирования
относятся:
1) высокая прочность
сцепления покрытия с основным металлом;
2) возможность
получения покрытия с высокой
износостойкостью, а также с химической
и тепловой стойкостью.
Недостатки —
длительность, сложность и трудоемкость
технологического процесса, особенно
вспомогательных операций, ограниченная
толщина покрытия, низкий выход по току
и высокая стоимость.
Хромирование
применяют при ремонте штоков насосов,
гильз цилиндров двигателей и насосов,
гнезд подшипников, шеек валов и других
деталей.
Следует учитывать,
что при хромировании можно получить
покрытия небольшой толщины. Поэтому
восстановление изношенных поверхностей
деталей хромированием применяют, когда
необходимо нарастить изношенную
поверхность в долях миллиметра или
когда надо увеличить износостойкость
трущейся части детали.
Статьи от Impgold производителя оборудования, для покрытий
Электролитическое хромирование в практических целях осуществляется исключительно из растворов электролитов на основе шестивалентной окиси хрома. Многочисленные попытки создать промышленно полезный электролит на основе соединений трехвалентного хрома, позволяющий получать хромовые покрытия, обладающие такими же технико-эксплуатационными свойствами, особенно для получения толстослойных твердых износостойких покрытий, не привели к положительным результатам.
Все электролиты хромирования содержат свободные кислотные радикалы, которые, действуя как не расходуемые катализаторы, способствуют осаждению хрома на катоде. Помимо этого, во всех электролитах хромирования на основе шестивалентного хрома обязательно присутствуют и ионы трехвалентного хрома. Допустимое содержание ионов трехвалентного хрома для каждого электролита хромирования, как правило, определяется в соответствии с технологическими особенностями процесса и требованиями, предъявляемыми к качеству и функциональным характеристикам хромового покрытия (блеску, твердости, износостойкости и др.). Вместе с тем, обычно рекомендуется поддерживать концентрацию трехвалентного хрома в электролите хромирования в интервале 3-5 г/л.
Электролитическое хромирование, проводимое на основе шестивалентных солей хрома, является высокотоксичным процессом, а используемые для этого электролиты являются агрессивными жидкостями, даже в разбавленных растворах. К тому же, во время электроосаждения хрома происходит усиленное газообразование и в воздух вместе с газом, в виде аэрозоля, поступает большое количество агрессивных веществ. Поэтому при работе с электролитами хромирования должны строго соблюдаться правила техники безопасности и приняты все необходимые меры предосторожности, а используемые ванны хромирования обязательно должны быть снабжены мощными отсасывающими устройствами и вентиляционными установками, очищающими воздух от вредных аэрозольных примесей.
Поэтому при работе с электролитами хромирования должны строго соблюдаться правила техники безопасности и приняты все необходимые меры предосторожности, а используемые ванны хромирования обязательно должны быть снабжены мощными отсасывающими устройствами и вентиляционными установками, очищающими воздух от вредных аэрозольных примесей.
В зависимости от условий проведения процесса электролиза различают три типа хромовых покрытий встречающихся на практике: это блестящие защитно-декоративные покрытия, отличающиеся небольшой толщиной покрытия и позволяющие получать блестящие осадки хрома, затем твердые износостойкие защитные покрытия, позволяющие получать хромовые покрытия большой толщины, с высокими значениями твердости и износостойкости, и молочные безпористые покрытия, использующиеся в основном как подслой, для улучшения коррозионной стойкости покрытий. По функциональному назначению хромовые покрытия можно разделить на защитно-декоративные, износостойкие и молочные. В данной статье мы коснемся только блестящих защитно-декоративных и молочных износостойких хромовых покрытий.
Блестящие защитно-декоративные хромовые покрытия имеют небольшую толщину, в пределах 0,2 — 0,7 мкм, наносятся обычно по подслою меди и никеля, и используются для повышения механической и коррозионной стойкости покрытия, для придания поверхности изделия улучшенных декоративных свойств. Молочные защитные хромовые покрытия осаждают на сталь, алюминий, титан и некоторые другие металлы и сплавы. Получаемые покрытия имеют большую толщину, порядка 10-100 мкм и используются для защиты рабочего инструмента, оптической аппаратуры, для покрытия валов полиграфических машин, турбинных лопаток и т.д.
Электролиты хромирования обладают самой низкой рассеивающей способностью из всех известных на сегодня электролитов. Осаждение хрома и нанесение хромового покрытия требует очень высокой токовой нагрузки в ванне, значительно более высокой, чем в других процессах гальваноосаждения. Это в свою очередь определяет выбор источника тока для хромирования или силового преобразователя, также значительно более мощного, чем для других процессов гальваноосаждения.
Для процесса блестящего декоративного хромирования в основном используют электролиты, содержащую высокую концентрацию хромового ангидрида. К преимуществам такихэлектролитов относится их более высокая электропроводность, а следовательно, возможность проводить осаждение хрома при пониженных плотностях тока, а также меньшая чувствительность к загрязнениям, по сравнению с разбавленными электролитами, используемыми для молочного хромирования. К недостаткам концентрированных электролитов можно отнести в первую очередь его «неэкологичность» (за счет более высокой концентрации ионов шестивалентного хрома, большее количество токсичных соединений хрома, которые выносятся в сточные воды, большие проблем с очисткой сточных вод и т.д.). Преимуществами разбавленных электролитов, используемых для матового хромирования являются прежде всего, меньшие затраты для очистки сточных вод, меньшие затраты для обезвреживания отработанных электролитов, а также более высокий выход по току. Помимо этого, в разбавленных электролитах процесс хромирования проводится при значительно более высокой силе тока (до 150 А/дм2), что позволяет повысить скорость осаждения и уменьшить продолжительность процесса хромирования. К недостаткам разбавленных электролитов относится их низкая электропроводность, для чего необходимо использовать более высоковольтные, чем обычно, источники тока, что соответственно ведет к большему расходу электроэнергии.
К недостаткам разбавленных электролитов относится их низкая электропроводность, для чего необходимо использовать более высоковольтные, чем обычно, источники тока, что соответственно ведет к большему расходу электроэнергии.
Блестящие защитно-декоративные хромовые покрытия не рекомендуется осаждать непосредственно на медную, латунную или бронзовую основу, или подслой из этих металлов, или сплавов. Связано это с тем, что при эксплуатации в атмосферных условиях медь взаимодействует с атмосферными газами с образованием углекислой и других солей меди. Образующиеся соли, скапливаясь в порах, резко ухудшают внешний вид хромового покрытия. В случаях, когда хром необходимо осаждать непосредственно на детали из меди, латуни или бронзы, толщина хромового покрытия должна быть не менее 4-5 мкм. Трехслойное декоративное хромовое покрытие, в связке Cu-Ni-Cr (медь-никель-хром) обладает достаточно высокими защитными и антикоррозионными свойствами. Первый тонкий медный подслой обеспечивает прочность сцепления покрытия с основой. Второй, толстый слой меди, повышает коррозионную стойкость и защитную способность покрытия, и позволяет уменьшить толщину осадка дорогостоящего никеля, при этом сохранить необходимые коррозионные свойства всего покрытия. При этом важно, чтобы, помимо выравнивающих добавок в электролит меднения входили также эффективные блескообразующие добавки, позволяющие получать не только гладкие, но и блестящие осадки меди. На такой блестящий слой меди и осаждают блестящее никелевое покрытие из электролитов никелирования, также содержащих блескообразующие и выравнивающие добавки. Важная роль в защитно-декоративных свойствах покрытия Cu-Ni-Cr принадлежит последнему слою блестящего хрома. Так как в отличие от никеля, который со временем пассивируется и имеет желтоватый оттенок, блестящий хром не тускнеет и имеет красивый голубоватый оттенок, а само хромовое покрытие обладает более лучшими декоративными свойствами. Помимо этого, в западных странах никель вообще запрещено использовать как конечное декоративное покрытие, если с ним возможен прямой контакт человека, так, как было обнаружено, что никель является сильным аллергеном.
Второй, толстый слой меди, повышает коррозионную стойкость и защитную способность покрытия, и позволяет уменьшить толщину осадка дорогостоящего никеля, при этом сохранить необходимые коррозионные свойства всего покрытия. При этом важно, чтобы, помимо выравнивающих добавок в электролит меднения входили также эффективные блескообразующие добавки, позволяющие получать не только гладкие, но и блестящие осадки меди. На такой блестящий слой меди и осаждают блестящее никелевое покрытие из электролитов никелирования, также содержащих блескообразующие и выравнивающие добавки. Важная роль в защитно-декоративных свойствах покрытия Cu-Ni-Cr принадлежит последнему слою блестящего хрома. Так как в отличие от никеля, который со временем пассивируется и имеет желтоватый оттенок, блестящий хром не тускнеет и имеет красивый голубоватый оттенок, а само хромовое покрытие обладает более лучшими декоративными свойствами. Помимо этого, в западных странах никель вообще запрещено использовать как конечное декоративное покрытие, если с ним возможен прямой контакт человека, так, как было обнаружено, что никель является сильным аллергеном.
Самыми распространенными электролитами хромирования являются электролиты, состоящие из окиси хрома и серной кислоты. Они бывают разбавленные, стандартные и концентрированные.
| Номер ванны | CrO3, г/л | Катализатор или добавка, г/л | Температура, °С | Плотность тока, А/дм2 | Выход по току, % |
|---|---|---|---|---|---|
| 1 | 130-175 | 1,3 — 1,75 H2SO4 | 40-70 | 15-105 | 16-18 |
| 2 | 220-250 | 2,2 — 2,5 H2SO4 | 40-70 | 15-105 | 12-14 |
| 3 | 275-300 | 2,75 — 3,0 H2SO4 | 40-70 | 15-105 | 8-10 |
У разбавленных электролитов наилучшая рассеивающая способность, но электролит не очень устойчив по составу, а хромированные осадки склонны к шероховатости. Наиболее часто используется стандартный электролит хромирования, т.к. имеет более широкий диапазон плотностей тока, а колебания по составу не значительны. Концентрированный электролит хромирования имеет самую низкую рассеивающую способность, а осадки отличаются наименьшей твердостью, но имеют высокую декоративность.
Наиболее часто используется стандартный электролит хромирования, т.к. имеет более широкий диапазон плотностей тока, а колебания по составу не значительны. Концентрированный электролит хромирования имеет самую низкую рассеивающую способность, а осадки отличаются наименьшей твердостью, но имеют высокую декоративность.
В некоторых случаях в электролит добавляют катионы цинка. Такие электролиты используются для нанесения износостойких покрытий на деталях, работающих в условиях воздействия сред повышенной агрессивности. Для повышения рассеивающей способности электролита и улучшения физико-химических свойств хромовых покрытий, в электролит вводятся органические добавки. Недостатком органических веществ является их взаимодействие с хромовой кислотой, что приводит уже в начале процесса электролиза к накоплению излишнего количества трехвалентного хрома в электролите.
Во всех технических электролитах, содержащих хромовую кислоту, для обеспечения стабильности процесса хромирования, важно поддерживать правильное соотношение между концентрациями хромовой кислоты и каталитической добавкой. Величину отношения концентрации хромовой кислоты к полной концентрации каталитических кислотных радикалов, необходимо поддерживать в пределах от 50:1 до 200:1, но лучше всего подходить пропорция 100:1 (концентрации здесь выражены в граммах СrО3, Н2SO4).
Величину отношения концентрации хромовой кислоты к полной концентрации каталитических кислотных радикалов, необходимо поддерживать в пределах от 50:1 до 200:1, но лучше всего подходить пропорция 100:1 (концентрации здесь выражены в граммах СrО3, Н2SO4).
Процесс осаждения хрома и свойства получаемого хромового покрытия во многом зависят от режима осаждения хрома, т. е. от катодной плотности тока и температуры электролита. Наиболее ясное представление о примерных граница х режимов электролиза, обеспечивающих получение серого, блестящего и молочного осадков хрома, дает диаграмма плотности тока и температуры (DK—t), изображенная на рисунке 1.
Серый осадок хрома появляется на катоде при низких температурах электролиза (35…50°С) и широком диапазоне плотностей тока. Осадки блестящего хрома обладают высокой твердостью (6000… 9000 Н/мм2), высокой износостойкостью и имеют меньшую хрупкость.
Рис. 1. Зоны хромовых осадков.
Молочный хром получается при более высокой температуре электролита (выше 70°С) и более широком широком интервале плотностей тока. Молочные осадки отличаются пониженной твердостью (4400.. 6000 Н/мм2), но обладают пластичностью и имеют повышенную коррозионную стойкость.
Сверхсульфатный электролит хромирования
Сверхсульфатный электролит хромирования рекомендуется для скоростного осаждения толстослойных, блестящих и износостойких хромовых покрытий (до 500 мкм).
Состав сверхсульфатного электролита хромирования, г/л:
Хромовый ангидрид (CrO3) 250-300 г/л
Серная кислота (H2SO4) 8-10 г/л
Хром трехвалентный (в пересчете на Сг203) 20-22.
Температура электролита должна быть не ниже 500С, а плотность тока во время процесса хромирования более 55 А/дм2. Из сверхсульфатного электролита в широком интервале температур и плотностей тока (до 300 А/дм2) осаждаются износостойкие, твердые хромовые покрытия.
Рекомендуемые режимы электролиза:
Сверхсульфатный электролит хромирования имеет крайне низкую рассеивающую способность. Поэтому он рекомендуется только для нанесения хромовых покрытий на цилиндрические детали: штоки, валы, цилиндры и т.д., при использовании специальной оснастки, обеспечивающей концентрическое (коаксиальное) расположение детали и анода. Рекомендуемый состав анодов: РЬ 7986%; Sb 4-6%; Sn 10-15%
Саморегулирующийся сульфатный электролит хромирования
Саморегулирующийся сульфатный электролит подобен стандартному электролиту хромирования, т.к. в его состав входит только один анион катализатор — сульфат. Различие заключается лишь в том, что сульфаты вводятся в электролит не в виде серной кислоты, а в виде трудно растворимой соли — сульфата стронция. Содержание сульфатов в электролите регулируется благодаря ограниченной растворимости этой соли. Состав саморегулирующегося сульфатного электролита хромирования, г/л:
Хромовый ангидрид (Сг03) 250;
Сернокислый стронций (SrS04) 6-8;
Двуокись кремния (SiO;) 10-15.
Режим работы электролита:
Блестящие твердые покрытия: Плотность тока 60-95 А/дм2. Температура 60-650С.
Молочные толстослойные покрытия: Плотность тока 20-50 А/дм2.Температура 78-800С.
Саморегулирующийся сульфатно-кремнефторидный электролит хромирования
В саморегулирующемся сульфатно-кремнефторидномэлектролите анионами-катализаторами являются ионы S042— и SiF62—. Основные преимущества данного электролита по сравнению с сульфатным электролитом, заключается в большей стабильности состава, несколько более высокой рассеивающей способности, более высоком выходе по току и более широкому интервалу допустимых температур, и плотностей тока, обеспечивающих получение блестящих осадков хрома. При использовании данного электролита легче решается проблема получения прочного сцепления хрома с блестящим никелевым покрытием, нержавеющей сталью. Объясняется это тем, что фторсодержащие электролиты обладают значительно большей активирующей способностью, чем электролиты без фтора. Процесс хромирования в этих электролитах менее чувствителен к перерывам тока.
Объясняется это тем, что фторсодержащие электролиты обладают значительно большей активирующей способностью, чем электролиты без фтора. Процесс хромирования в этих электролитах менее чувствителен к перерывам тока.
Главным недостатком саморегулирующихся кремнефторидных электролитов хромирования является их повышенная агрессивность по сравнению со стандартными электролитами, особенно по отношению к медным сплавам, стали и к свинцовым анодам. Скорость растворения металлов в саморегулирующемся электролите хромирования, а следовательно, и скорость накопления в нем ионов железа или меди выше, чем в сернокислом. При плохой рассеивающей способности электролита участки хромируемых деталей, на которых реализуется более низкая плотность тока, более медленно покрываются хромом и подвергаются, с одной стороны, травлению электролитом, а с другой — сильному наводораживанию.
Состав саморегулирующего сульфатно-кремнефторидного электролита, г/л:
хромовый ангидрид (CrO3) — 250—300:
сернокислый стронций (SrSO4)— 5,5 -6,5
кремнефтористый калий (K2SiF6) — 18- 20
Тетрахроматный электролит хромирования
Тетрахроматный электролит имеет довольно необычный для электролитов хромирования состав — наряду с хромовой и серной кислотами он содержит достаточно большое количество щелочи, которая частично нейтрализует кислоту. Несмотря на это, при электроосаждении хрома из тетрахроматного электролита сохраняются все особенности процесса, характерные для остальных электролитов хромирования. К особенностям тетрахроматного электролита относится то, что он обладает более высокой, чем у всех остальных электролитов хромирования, рассеивающей способностью. Достоинством этого электролита хромирования является то, что хром из него осаждается при комнатной температуре (18-25оС) с высоким выходом по току. При повышении температуры тетрахромат распадается и электролит теряет свои специфические свойства. Поэтому в процессе работы очень важно постоянно контролировать и поддерживать низкую температуру, при необходимости охлаждая раствор электролита.
Несмотря на это, при электроосаждении хрома из тетрахроматного электролита сохраняются все особенности процесса, характерные для остальных электролитов хромирования. К особенностям тетрахроматного электролита относится то, что он обладает более высокой, чем у всех остальных электролитов хромирования, рассеивающей способностью. Достоинством этого электролита хромирования является то, что хром из него осаждается при комнатной температуре (18-25оС) с высоким выходом по току. При повышении температуры тетрахромат распадается и электролит теряет свои специфические свойства. Поэтому в процессе работы очень важно постоянно контролировать и поддерживать низкую температуру, при необходимости охлаждая раствор электролита.
К электролитам тетрахроматного типа относятся и электролиты, в которых вместо щелочи используют углекислый кальций. В некоторых случаях рекомендуется добавлять в электролит 0.5-10 г/л вольфраматов или солей магния, в присутствии которых осаждаются хромовые покрытия, обладающие лучшей полируемостью.
Состав тетрахроматного электролита хромирования, г/л:
Хромовый ангидрид (СrO3) -350-400
Едкий натр (NaOH) — 40-60
Серная кислота (H2SO4) — 2.5-2.7
Хром трехвалентный (на Cr2O3) — 10-15
Температура электролита -18-250С. Плотность тока -10-80 А/дм2
Тетрахроматный электролит используется исключительно для получения защитно-декоративных покрытий. Ввиду того, что электролиз ведется при комнатной температуре, осадки получаются серыми. Однако, благодаря низкой твердости и достаточно высокой пластичности, они могут быть отполированы до зеркального блеска, характерного для блестящих декоративных хромовых покрытий. Относительно высокая рассеивающая способность тетрахроматного электролита позволяет применять его для нанесения хромовых покрытий на пресс-формы, используемыех, например, для изготовления деталей из пластмасс.
Хромовые покрытия, полученные из тетрахроматного электролита, имеют значительно более низкую пористость по сравнению с хромом из сульфатных электролитов, но для получения износостойких покрытий тетрахроматные электролиты не используются. Хромовые покрытия из тетрахроматного электролита толщиной 5-10 мкм можно применять для местной защиты поверхности стальных деталей, при газовой цементации или нитроцементации.
Хромовые покрытия из тетрахроматного электролита толщиной 5-10 мкм можно применять для местной защиты поверхности стальных деталей, при газовой цементации или нитроцементации.
Электролиты черного хромирования
Черное хромирование применяется для покрытия оптических систем и деталей, которые должны иметь хорошую теплоотдачу в пространство. Толщина слоя черного хрома составляет 1,5-2,0 мкм. Покрытие черного хромирования обладает хорошей термостойкостью, и в отличии черного никеля или черных оксидных покрытий, являются износостойкими.
| Состав электролита и режим осаждения | №1 | №2 | №3 | №4 | №5 | №6 | №7 | №8 |
|---|---|---|---|---|---|---|---|---|
| Хромовый ангидрид | 250 | 200 | 250-400 | 250 | 150-400 | 250 | 250 | 200 400 |
| Уксусная кислота | — | 6. 5 5 | 5 | — | _ |
| 3 | . |
| Ванадат аммония | — | 20 | — | — | _ | _ | ||
| Оксалат железа | — | — | — | — | 15-75 | — | — | — |
| Карбамид | 2.5 | |||||||
| Фторид хрома | ||||||||
| Борная кислота | — | — | — | — | 15 | _ | ||
| Нитрат натрия | 3-5 | — | — | 5 | _ | |||
| Гексафторалюминат натрия | 0. 2 2 | — | — | — | 0.1 | — | — | — |
| Плавиковая кислота | — | — | — | — | — | — | 0.21 | |
| Кремнефторис товодородная кислота | — | — | — | 1.25 | — | — | — | |
| Хромин | 2-3 | — | — | 1.53 | — | — | — | |
| Температура,°С | 18-25 | 10-30 | 10-30 | 18-25 | 18-25 | 15-25 | 60-70 | 18-40 |
| Плотность тока, А/дм2 | 15-30 | 50-100 | 50-100 | 10-60 | 10-50 | 10-50 | 20-30 | 50-120 |
Продолжительность процесса черного хромирования составляет 4-6 минут.
Примеси в электролите хромирования.
Присутствие в электролитах хромирования посторонних примесей может приводить к ухудшению качества хромового покрытия. Причиной появления примесей часто является нарушение самой технологии хромирования. Следует подчеркнуть, что наименьшее накопление вредных примесей происходит в электролитах, используемых для блестящего декоративного хромирования. Это объясняется тем, что из-за недолгой продолжительности процесса блестящего хромирования, подвески с деталями постоянно выносят на своей поверхности электролит с примесями. А необходимость регулярно доливать или воду, или свежую порцию электролита, приводит к разбавлению раствора электролита и предотвращает накопление в нем примесей в опасных концентрациях.
Осаждение хрома на алюминий и его сплав
Хром осаждают на детали из алюминия или его сплавов в основном в тех случаях, когда необходимо повысить их износостойкость, термостойкость или улучшить антифрикционные свойства. Непосредственное хромирование алюминия и его сплавов невозможно, что объясняется наличием на поверхности алюминия инертной оксидной пленкой прочно сцепленной с основой. Эта пленка повышает антикоррозионные свойства алюминиевой поверхности, но одновременно препятствует получению необходимого сцепления с ней хромовых и любых других гальванических покрытий. Если удалить эту пленку и опустить алюминий в раствор соли, какого-либо металла, то из-за высокого электроотрицательного потенциала алюминия на его поверхности будут контактно выделяться содержащиеся в растворе более электроположительные металлы, например медь, никель, хром, олово, или кадмий и т.п. А как известно, контактное осаждение не позволяет получать удовлетворительное сцепление покрытия с основой. Поэтому, как и в случае с титаном, для электроосажления на алюминий применяются специальные технологии.
Непосредственное хромирование алюминия и его сплавов невозможно, что объясняется наличием на поверхности алюминия инертной оксидной пленкой прочно сцепленной с основой. Эта пленка повышает антикоррозионные свойства алюминиевой поверхности, но одновременно препятствует получению необходимого сцепления с ней хромовых и любых других гальванических покрытий. Если удалить эту пленку и опустить алюминий в раствор соли, какого-либо металла, то из-за высокого электроотрицательного потенциала алюминия на его поверхности будут контактно выделяться содержащиеся в растворе более электроположительные металлы, например медь, никель, хром, олово, или кадмий и т.п. А как известно, контактное осаждение не позволяет получать удовлетворительное сцепление покрытия с основой. Поэтому, как и в случае с титаном, для электроосажления на алюминий применяются специальные технологии.
В промышленности применяются две их разновидности:
— Активация (удаление оксидной пленки с одновременным легким подтравливанием) поверхности алюминия и одновременное осаждение на его поверхности прочно сцепленного с основой тонкого слоя металла, служащего в качестве подслоя для последующего нанесения слоя покрытия;
— Анодное оксидирование алюминия с целью формирования на нем оксидной пленки определенной структуры и толщины, которые обеспечивают надежное сцепление с ней последующего покрытия.
«Цинкатная»щелочная обработка заключается в обработке алюминиевых изделий в растворе цинката, содержащего раствор щелочи и оксида цинка. Процесс осуществляется, путем опускания алюминиевой детали на несколько секунд в раствор цинката при температуре 18-25°С. При этом имеющаяся оксидная пленка вытравливается с поверхности алюминия и, одновременно на ее месте формируется тонкий слой цинка. В принципе уже на этот слой можно наносить хромовое покрытие. Однако для улучшения сцепления рекомендуют первый слой цинка удалять, растворяя его в растворе азотной кислоте (300-500 г/л). Затем, после тщательной промывки, детали опять погружают в цинкатный раствор на 10-15 сек. Такой метод называется «двойной цинкатной обработкой» или «двойным цинкатом». Для получения более плотных, компактных с лучшими антикоррозионными свойствами пленок, рекомендуют добавлять в цинкатный раствор хлорид железа и сегнетову соль.
ПОЛУЧЕНИЕ ПОЛОЖИТЕЛЬНОГО ГРАДИЕНТА МИКРОТВЕРДОСТИ КАК СПОСОБ ПОВЫШЕНИЯ АДГЕЗИИ ЭЛЕКТРОЛИТИЧЕСКИХ ХРОМОВЫХ ПОКРЫТИЙ
- 2022
- 2021
- 2020
- 2019
- 2018
- 2017
- 2016
- 2015
- 2014
- 2013
№1 | №2 | №3 | №4 | №5 | №6 | №7 | №8 | №9 | №10 | №11 | №12
dx. doi.org/ 10.18577/2307-6046-2018-0-3-77-85
doi.org/ 10.18577/2307-6046-2018-0-3-77-85
УДК 621.357.7
Salakhova R.K., Tihobrazov A.B., Nazarkin R.M.
ПОЛУЧЕНИЕ ПОЛОЖИТЕЛЬНОГО ГРАДИЕНТА МИКРОТВЕРДОСТИ КАК СПОСОБ ПОВЫШЕНИЯ АДГЕЗИИ ЭЛЕКТРОЛИТИЧЕСКИХ ХРОМОВЫХ ПОКРЫТИЙ
Предложен способ получения в саморегулирующемся электролите хромирования толстых хромовых покрытий с положительным градиентом микротвердости по толщине. Проведены оценка прочности сцепления градиентного хромового покрытия методом изменения температур и методом удара на вертикальном копре У-2М и металлографические исследования отдельных слоев хрома, осажденных при различных режимах электролиза.
Представлены результаты исследования остаточных макронапряжений рентгенодифрактометрическим методом на анализаторе в хромовых покрытиях различной микротвердости.
Ключевые слова: хромирование, адгезионная прочность, микротвердость, градиентное хромовое покрытие, металлография, толщина покрытия, остаточные внутренние напряжения, chrome plating, adhesive strength, microhardness, gradient chromium coating, metallography, coating thickness, residual internal stresses.
Введение
Авиакосмическая промышленность наряду с военно-промышленным комплексом, где доля технологий пятого технологического уклада в нашей стране составляет наибольший процент, относятся к самым развитым отраслям отечественной экономики [1]. Для формирования в России в ближайшее десятилетие шестого технологического уклада необходимо совершить технологический прорыв, возможный лишь при успешной реализации стратегических направлений развития материалов, технологий и инновационных идей, а также созданных на их основе перспективных концептов, определяющих облик техники будущего [2, 3]. Это в свою очередь является стимулом разработки новых ресурсо- и энергосберегающих технологий обработки конструкционных материалов, среди которых не последнее место занимают технологии упрочнения поверхностей и нанесения покрытий различного назначения. Среди многообразия современных технологий получения покрытий (ионно-плазменное напыление, высоковакуумное газофазное осаждение, сверхзвуковое газопламенное напыление и др. ) традиционный электрохимический способ осаждения покрытий (гальваника) сохраняет свои позиции на российском рынке благодаря совершенствованию гальванических технологий путем модификации электролитов [4, 5], модернизации специализированного оборудования и повышения экологической чистоты и санитарно-гигиенической культуры гальванического производства [6, 7]. В связи с ужесточением природоохранного законодательства и требований к охране труда экологический критерий гальванического производства является ключевым [8, 9], и именно он определяет сегодня будущее этой отрасли промышленности и ее адаптацию в новом технологическом укладе. Поэтому организация процесса хромирования требует немалых материальных затрат, направленных на снижение вредного воздействия соединений хрома на окружающую среду и здоровье человека [10]. Несмотря на необходимость решения этих задач и технологических трудностей (низкий выход по току, слабая рассеивающая способность электролитов), хромирование остается самым распространенным и востребованным гальваническим процессом.
) традиционный электрохимический способ осаждения покрытий (гальваника) сохраняет свои позиции на российском рынке благодаря совершенствованию гальванических технологий путем модификации электролитов [4, 5], модернизации специализированного оборудования и повышения экологической чистоты и санитарно-гигиенической культуры гальванического производства [6, 7]. В связи с ужесточением природоохранного законодательства и требований к охране труда экологический критерий гальванического производства является ключевым [8, 9], и именно он определяет сегодня будущее этой отрасли промышленности и ее адаптацию в новом технологическом укладе. Поэтому организация процесса хромирования требует немалых материальных затрат, направленных на снижение вредного воздействия соединений хрома на окружающую среду и здоровье человека [10]. Несмотря на необходимость решения этих задач и технологических трудностей (низкий выход по току, слабая рассеивающая способность электролитов), хромирование остается самым распространенным и востребованным гальваническим процессом. Это связано с уникальностью свойств, присущих только хромовому покрытию (высокая твердость, повышенное сопротивление износу, химическая стойкость, гидрофобность, жароустойчивость), и все это при благородном коммерческом виде покрытия [11]. Очевидно, что хромовые покрытия потеряют перечисленные конкурентные преимущества, если не будет обеспечена высокая прочность сцепления покрытия с основой (подложкой). Адгезионная прочность – основная физико-механическая характеристика покрытия и решающий фактор, определяющий возможность эксплуатации покрытого изделия. Сцепление покрытия и основы обуславливается межатомными силами, поэтому на адгезионную прочность влияют главным образом предварительная подготовка поверхности детали перед нанесением покрытия (чистота поверхности) и физико-механические, а также структурные характеристики контактирующих материалов [12, 13]. Адгезия будет тем лучше, чем более шероховатой и развитой будет поверхность основного металла, что можно объяснить увеличением площади соприкосновения основного металла и покрытия.
Это связано с уникальностью свойств, присущих только хромовому покрытию (высокая твердость, повышенное сопротивление износу, химическая стойкость, гидрофобность, жароустойчивость), и все это при благородном коммерческом виде покрытия [11]. Очевидно, что хромовые покрытия потеряют перечисленные конкурентные преимущества, если не будет обеспечена высокая прочность сцепления покрытия с основой (подложкой). Адгезионная прочность – основная физико-механическая характеристика покрытия и решающий фактор, определяющий возможность эксплуатации покрытого изделия. Сцепление покрытия и основы обуславливается межатомными силами, поэтому на адгезионную прочность влияют главным образом предварительная подготовка поверхности детали перед нанесением покрытия (чистота поверхности) и физико-механические, а также структурные характеристики контактирующих материалов [12, 13]. Адгезия будет тем лучше, чем более шероховатой и развитой будет поверхность основного металла, что можно объяснить увеличением площади соприкосновения основного металла и покрытия. Следует отметить, что на адгезионную прочность хромового покрытия существенное влияние оказывают такие факторы, как «ударный» катодный ток и анодная активация покрываемой поверхности.
Следует отметить, что на адгезионную прочность хромового покрытия существенное влияние оказывают такие факторы, как «ударный» катодный ток и анодная активация покрываемой поверхности.
Для оценки адгезии используют качественные и количественные методы, иногда прибегают к косвенным сравнительным испытаниям, например методом склерометрии [14]. На практике чаще всего ограничиваются стандартизованными качественными методами определения адгезии (ГОСТ 9.302–86), так как они не требуют изготовления специальных образцов и дорогого испытательного оборудования.
В электролитических покрытиях кроме напряжений, возникающих от внешних нагрузок, существуют и внутренние напряжения, обусловленные искажениями кристаллической решетки. Для хромовых покрытий, особенно толстых (толщина ˃100 мкм), такая характеристика, как внутренние напряжения, является очень важной, так как от ее величины зависит возможность растрескивания хромового осадка, а значит, и адгезионная прочность покрытия [15].
Наиболее напряженным (критическим) местом является граница раздела «покрытие–основной металл». Существует мнение, что именно на ней локализуется наибольшее количество концентраторов напряжений [16]. Для минимизации внутренних напряжений на границе раздела необходимо обеспечить условия осаждения хромового слоя в виде так называемого эпитаксиального покрытия, т. е. добиться формирования покрытия, имеющего кристаллическую решетку и ориентацию кристаллов, близкую к кристаллической решетке покрываемого металла. В процессе эпитаксиального роста образующаяся фаза закономерно продолжает кристаллическую решетку подложки [17]. В связи с этим можно предположить, что осаждение покрытий с положительным градиентом микротвердости по толщине позволит снизить внутренние напряжения в пограничном слое в результате нивелирования величин микротвердости контактирующих металлов и станет дополнительным фактором, способствующим повышению прочности сцепления покрытия с основой.
Существует мнение, что именно на ней локализуется наибольшее количество концентраторов напряжений [16]. Для минимизации внутренних напряжений на границе раздела необходимо обеспечить условия осаждения хромового слоя в виде так называемого эпитаксиального покрытия, т. е. добиться формирования покрытия, имеющего кристаллическую решетку и ориентацию кристаллов, близкую к кристаллической решетке покрываемого металла. В процессе эпитаксиального роста образующаяся фаза закономерно продолжает кристаллическую решетку подложки [17]. В связи с этим можно предположить, что осаждение покрытий с положительным градиентом микротвердости по толщине позволит снизить внутренние напряжения в пограничном слое в результате нивелирования величин микротвердости контактирующих металлов и станет дополнительным фактором, способствующим повышению прочности сцепления покрытия с основой.
Исходя из вышеизложенного, целью данной работы является получение положительного градиента микротвердости по толщине как способа повышения адгезии толстых (не менее 300 мкм) электролитических хромовых покрытий, что особенно важно при реализации ремонтных технологий восстановления геометрических размеров изношенных деталей.
Работа выполнена в рамках реализации стратегического направления 17. «Комплексная антикоррозионная защита, упрочняющие, износостойкие, защитные и теплозащитные покрытия», комплексная проблема 17.2. «Шликерные, газодинамические и комбинированные покрытия для деталей из углеродистых сталей, в том числе высокопрочных» («Стратегические направления развития материалов и технологий их переработки на период до 2030 года») [3].
Материалы и методы
В качестве объекта исследования использовали стальные образцы с хромовым покрытием, осажденным из саморегулирующегося электролита хромирования [18, 19].
Градиентное по микротвердости хромовое покрытие получали путем соблюдения отработанной схемы варьирования режимов осаждения (наращивания) хромовых слоев [20].
Прочность сцепления хромового покрытия с подложкой (адгезия) определяли методом изменения температур по ГОСТ 9.302 и методом удара на вертикальном копре «Константа У-2М» [21].
Контроль толщины хромового покрытия проводили замером образцов до и после нанесения покрытия микрометром с ценой деления 1 мкм, а также металлографическим методом с применением микроскопа GX-41 по ГОСТ 9.302.
Микротвердость хромового покрытия измеряли с помощью микротвердомера ПМТ-3М при нагрузках 50; 100 и 200 г по ГОСТ 9450.
Электролитическое травление шлифов производили в 10%-ном растворе щавелевой кислоты. Режим анодного травления: U=5 В; I=0,3 А, время 20 с, материал катода – нержавеющая сталь [22].
Оценку величины остаточных напряжений I рода (макронапряжений) проводили неразрушающим рентгеновским дифрактометрическим методом с помощью анализатора остаточных напряжений в соответствии с требованиями ММ1.595-17-225–004. Рентгеносъемка поверхностных слоев покрытий проведена в монохромном Cr Kα-излучении (глубина проникновения излучения в материал ~15–20 мкм). Расчет величины напряжений выполнен по стандартной методике sin2ψ с фиксированным углом ψ0, которая используется для анализа плоских поверхностей. При этом величина макронапряжений определяется при фиксированном угле падения рентгеновских лучей и изменяющемся положении счетчика. Остаточные макронапряжения в поверхностном слое каждого из образцов анализировали в одной точке, находящейся в геометрическом центре исследуемой поверхности, параллельно продольной оси образца.
При этом величина макронапряжений определяется при фиксированном угле падения рентгеновских лучей и изменяющемся положении счетчика. Остаточные макронапряжения в поверхностном слое каждого из образцов анализировали в одной точке, находящейся в геометрическом центре исследуемой поверхности, параллельно продольной оси образца.
Результаты и обсуждение
Следует отметить, что получение хромовых покрытий с положительным градиентом микротвердости по толщине предполагает осаждение хромовых осадков толщиной не менее 100 мкм. В данной работе авторы исследовали адгезионную прочность толстых градиентных хромовых покрытий (толщина ˃300 мкм), предназначенных в основном для восстановления геометрических размеров изношенных деталей, т. е. для реализации ремонтных технологий. Положительный градиент микротвердости по толщине покрытия (рассматривается поперечный шлиф) предусматривает получение хромовых покрытий с возрастающей микротвердостью в направлении от границы раздела «основа–покрытие» до внешней границы образца.
Ремонтная технология основывается на принципе послойного (аддитивного) наращивания осадков хрома на подложку [23], поэтому для управления процессом получения градиентного хромового покрытия предварительно исследовали отдельные слои хрома, осажденные при различных режимах электролиза.
Режимы осаждения слоев хрома, технические характеристики хромовых покрытий и результаты металлографического исследования представлены в табл. 1. При измерении микротвердости первого слоя хромового покрытия нагрузка на алмазный наконечник составила 50 г, при оценке микротвердости остальных слоев 100 г.
Таблица 1
Физико-механические свойства слоев хромового покрытия
|
Условный номер слоя
|
Режим осаждения
|
Технические характеристики
|
Поперечный шлиф
(×500)
| ||
|
температура электролита, °С
|
плотность тока, А/дм2
|
толщина,
мкм
|
микротвердость,
ГПа
| ||
|
1
|
65–70
|
35–40
|
15–25
|
5,8–6,3
| |
|
2
|
60–65
|
45–50
|
50–60
|
8,2–9,0
| |
|
3
|
60–65
|
55–60
|
65–75
|
9,8–10,2
| |
|
4
|
60–65
|
65–70
|
70–75
|
10,6–10,8
| |
|
5
|
60–65
|
75–80
|
95–100
|
11,0–11,4
| |
Как видно из данных табл. 1, выбранные режимы осаждения хромовых слоев (температура электролита, плотность тока) обеспечивают получение покрытий различной микротвердости, при этом наблюдается положительный градиент микротвердости при переходе от относительно мягкого («молочного») хрома к твердому износостойкому хрому – от 5,8 до 11,4 ГПа. Суммарная толщина осажденных пяти слоев хрома составила ~315 мкм. Прочность сцепления хромового покрытия на всех образцах соответствует требованию ГОСТ 9.302–86. После испытаний методом изменения температур (ГОСТ 9.302–86, п. 5.10) вздутий и отслаиваний покрытий не наблюдается.
1, выбранные режимы осаждения хромовых слоев (температура электролита, плотность тока) обеспечивают получение покрытий различной микротвердости, при этом наблюдается положительный градиент микротвердости при переходе от относительно мягкого («молочного») хрома к твердому износостойкому хрому – от 5,8 до 11,4 ГПа. Суммарная толщина осажденных пяти слоев хрома составила ~315 мкм. Прочность сцепления хромового покрытия на всех образцах соответствует требованию ГОСТ 9.302–86. После испытаний методом изменения температур (ГОСТ 9.302–86, п. 5.10) вздутий и отслаиваний покрытий не наблюдается.
На основании результатов исследования отдельных хромовых слоев определены режимы осаждения градиентного хромового покрытия толщиной ˃300 мкм. При этом хромирование выполняли на стальных образцах, подвергнутых пескоструйной обработке корундовым песком зернистостью 75–100 мкм, и на образцах без обработки. Режимы осаждения хромового покрытия, последовательное выполнение которых обеспечивает получение градиентных хромовых покрытий, представлены в табл. 2.
2.
Таблица 2
Режимы осаждения градиентного хромового покрытия толщиной ˃300 мкм
|
Режим осаждения градиентного хромового покрытия
|
Микротвердость,
ГПа
| ||
|
плотность тока, А
|
температура электролита, °С
|
время осаждения, мин
| |
|
Не менее 35
|
От 65
|
90
|
От 5,8 до 9,0
|
|
Не менее 50
|
От 60
|
90
|
От 9,0 до 10,8
|
|
Не менее 70
|
От 60
|
До получения покрытия
заданной толщины
|
От 10,8 и более
|
Хромирование при повышенной температуре и низкой катодной плотности тока создают условия для кристаллизации на поверхности образца «молочного» хрома с низкими остаточными напряжениями, и поэтому характеризующегося отсутствием микротрещин и пор [16]. Плавный переход от одного режима к другому в соответствии с табл. 2 обеспечивает осаждение толстослойного хромового покрытия с положительным градиентом микротвердости по толщине. Измерения микротвердости проводили на поперечном микрошлифе в направлении от границы раздела «сталь–хромовое покрытие» до внешней границы покрытия («хромовое покрытие–заливочная смола») при нагрузке алмазной пирамиды 200 г. Общий вид градиентного хромового покрытия с отпечатками алмазного наконечника представлен на рис. 1, а.
Плавный переход от одного режима к другому в соответствии с табл. 2 обеспечивает осаждение толстослойного хромового покрытия с положительным градиентом микротвердости по толщине. Измерения микротвердости проводили на поперечном микрошлифе в направлении от границы раздела «сталь–хромовое покрытие» до внешней границы покрытия («хромовое покрытие–заливочная смола») при нагрузке алмазной пирамиды 200 г. Общий вид градиентного хромового покрытия с отпечатками алмазного наконечника представлен на рис. 1, а.
Рис. 1. Градиентное по микротвердости хромовое покрытие:
а – общий вид покрытия на поперечном микрошлифе; б – микроструктура покрытия (травленый шлиф)
Измерения микротвердости проводили в направлении от границы раздела «сталь–покрытие» к внешней границе образца при толщине покрытия 367 мкм. Результаты измерений микротвердости хромового покрытия в пяти точках на поперечном шлифе следующие, ГПа:
|
1 (граница «сталь–покрытие»)
|
6,8
|
|
2
|
10,2
|
|
3 (ориентировочно – центр покрытия)
|
10,9
|
|
4
|
11,3
|
|
5 (граница «покрытие–заливочная смола»)
|
11,6
|
|
Положительный градиент микротвердости
|
От 6,8 до 11,6
|
При электролитическом травлении градиентного хромового покрытия (рис. 1, б) выявляется различие в микроструктуре отличающихся по микротвердости слоев хрома: относительно мягкий слой – до ~9 ГПа; твердые слои с микротвердостью – от 9 до
1, б) выявляется различие в микроструктуре отличающихся по микротвердости слоев хрома: относительно мягкий слой – до ~9 ГПа; твердые слои с микротвердостью – от 9 до
11,6 ГПа.
Адгезию (прочность сцепления) градиентного хромового покрытия к подложке оценивали – наряду с методом изменения температур по ГОСТ 9.302–86 (качественный метод) – методом удара с применением вертикального копра «Константа У-2М» (количественный метод). Результаты контроля адгезии представлены в табл. 3.
Таблица 3
Результаты измерения адгезии градиентного хромового покрытия
толщиной ˃300 мкм
|
Пескоструйная
обработка
|
Адгезия
| |
|
Метод изменения температур
|
Энергия удара, Дж
| |
|
Без обработки
|
Соответствует ГОСТ 9.
|
Выдерживает энергию удара – до 4,9
|
|
С обработкой
|
Соответствует ГОСТ 9.302 (п. 5.10)
|
Выдерживает энергию удара – до 9,8
|
 302 (п. 5.10)
302 (п. 5.10)
Как видно из данных табл. 3, адгезионная прочность градиентного хромового покрытия, измеренная методом нагрева, соответствует требованию ГОСТ 9.302–86 (отсутствие сколов, отслоений) и не зависит от того, подвергалась исходная поверхность образца пескоструйной обработке или данная операция не выполнялась.
Рис. 2. Результаты испытаний адгезии хромового покрытия толщиной 370 мкм при
свободном падении груза массой 1000,0±1,0 г с высоты 1000±2 мм на поверхность образца с хромовым покрытием с предварительной пескоструйной обработкой (а) и без обработки (б)
Более жесткое испытание методом удара показало, что толстослойное градиентное хромовое покрытие, осажденное на опескоструенную поверхность образца, выдерживает энергию удара не менее 9,8 Дж (рис. 2, а), тогда как хромовое покрытие на образце, не прошедшем пескоструйную обработку, – до 4,9 Дж (рис. 2, б). Метод испытания заключается в визуальной оценке состояния поверхности покрытия после удара бойком, на который свободно падает груз массой 1000,0±1,0 г с высоты 500±2 мм и 1000±2 мм. Боек передает энергию удара образцу с покрытием, лежащему на наковальне. После удара покрытие осматривали на наличие механических повреждений (трещины, отслаивания).
2, а), тогда как хромовое покрытие на образце, не прошедшем пескоструйную обработку, – до 4,9 Дж (рис. 2, б). Метод испытания заключается в визуальной оценке состояния поверхности покрытия после удара бойком, на который свободно падает груз массой 1000,0±1,0 г с высоты 500±2 мм и 1000±2 мм. Боек передает энергию удара образцу с покрытием, лежащему на наковальне. После удара покрытие осматривали на наличие механических повреждений (трещины, отслаивания).
Полученные экспериментальные данные свидетельствуют о том, что для обеспечения высокой адгезионной прочности градиентного хромового покрытия к стальной подложке необходимо проведение пескоструйной обработки исходной поверхности образцов перед хромированием. Можно утверждать, что при этом пластичные «молочные» осадки хрома на границе с основным металлом подвергаются минимальной деформации и в итоге хромовое покрытие не отслаивается от подложки. Известно, что «молочный» хром имеет преимущественно гексагональную структуру, которая постепенно переходит в устойчивую кубическую форму с небольшим уменьшением объема (усадка хрома), сопровождающегося появлением растягивающих напряжений, не вызывающих образование сетки трещин. Для «молочного» хромового покрытия, осажденного из саморегулирующегося электролита, характерно формирование осадка с низкими значениями растягивающих напряжений при достижении толщины слоя 4–5 мкм [24].
Для «молочного» хромового покрытия, осажденного из саморегулирующегося электролита, характерно формирование осадка с низкими значениями растягивающих напряжений при достижении толщины слоя 4–5 мкм [24].
Авторы данной работы провели измерения величины остаточных макронапряжений в хромовых покрытиях. Макронапряжения (напряжения I рода) вызваны упругими искажениями кристаллической решетки, которые уравновешиваются в объеме всего изделия либо значительной его части. Поскольку имеет место ограничение по глубине проникновения рентгеновского излучения в металл, методика рентгенодифрактометрического контроля напряжений не позволяет оценить интегральную величину напряжений в толстых (толщина ˃100 мкм) осадках. Исходя из этого, остаточные напряжения определяли в отдельных слоях хромового покрытия, отличающихся по микротвердости (табл. 4).
Таблица 4
Остаточные напряжения в хромовом покрытии
|
Вид хромового
покрытия
|
Микротвердость,
ГПа
|
Толщина
покрытия, мкм
|
Величина остаточных напряжений, МПа
|
|
«Молочный» хром
|
7,5–8,0
|
15–20
|
+(7±47)
|
|
Твердый хром
|
10,0–10,5
|
30–35
|
-(290±67)
|
|
10,7–11,2
|
30–35
|
-(300±54)
|
Полученные результаты согласуются с теорией самопроизвольных структурных переходов в процессе кристаллизации хрома, сопровождающихся сменой растягивающих напряжений (знак «+») на сжимающие (знак «-») напряжения. Как видно из данных табл. 4, в «молочном» хроме возникают низкие растягивающие напряжения, что и приводит к отсутствию растрескивания в пограничном слое. В итоге комбинация малонапряженного «молочного» хрома и твердых хромовых слоев обеспечивает высокую адгезионную прочность градиентного по микротвердости хромового покрытия.
Как видно из данных табл. 4, в «молочном» хроме возникают низкие растягивающие напряжения, что и приводит к отсутствию растрескивания в пограничном слое. В итоге комбинация малонапряженного «молочного» хрома и твердых хромовых слоев обеспечивает высокую адгезионную прочность градиентного по микротвердости хромового покрытия.
Заключения
Качественным и количественным методами контроля адгезии установлено, что электролитические хромовые покрытия с положительным градиентом микротвердости по толщине обладают высокой адгезионной прочностью к стальной подложке.
Высокая прочность сцепления градиентного хромового покрытия обусловлена кристаллизацией на поверхности раздела «основа–покрытие» осадка хрома с низкими растягивающими напряжениями.
Осаждение градиентных хромовых покрытий толщиной ˃300 мкм можно рекомендовать для восстановления геометрических размеров изношенных стальных деталей (ремонтная технология).
ЛИТЕРАТУРА REFERENCE LIST
1. Доспехи для «Бурана». Материалы и технологии ВИАМ для МКС «Энергия–Буран» / под ред. Е.Н. Каблова. М.: Наука и жизнь, 2013. 128 с.
Доспехи для «Бурана». Материалы и технологии ВИАМ для МКС «Энергия–Буран» / под ред. Е.Н. Каблова. М.: Наука и жизнь, 2013. 128 с.
2. Каблов Е.Н. Тенденции и ориентиры инновационного развития России: сб. информ. материалов. 3-е изд. М.: ВИАМ, 2015. 720 с.
3. Каблов Е.Н. Инновационные разработки ФГУП «ВИАМ» ГНЦ РФ по реализации «Стратегических направлений развития материалов и технологий их переработки на период до 2030 года» // Авиационные материалы и технологии. 2015. №1 (34). С. 3–33. DOI: 10.18577/2071-9140-2015-0-1-3-33.
4. Салахова Р.К., Тихообразов А.Б. Физико-химические свойства оксалатно-сульфатного электролита хромирования, содержащего наноразмерные частицы оксидов металлов // Авиационные материалы и технологии. 2016. №4 (45). С. 31–39. DOI: 10.18577/2071-9140-2016-0-4-31-39.
5. Губаревич Г.П., Савченко А.В., Фомичев В.Т. Оптимизация технологических параметров процесса хромирования из саморегулирующегося электролита с комплексной органо-неорганической добавкой // ВолгГАСУ: Интернет-вестник. 2015. Вып. 4 (40). С. 1–5. URL: http://www.vestnik.vgasu.ru (дата обращения: 09.02.2018).
2015. Вып. 4 (40). С. 1–5. URL: http://www.vestnik.vgasu.ru (дата обращения: 09.02.2018).
6. Губин А.Ф., Ильин В.И., Колесников В.А. Разработка комплекса специальных мероприятий по повышению химической безопасности гальванического производства // Химическая и биологическая безопасность. 2015. №1–2. С. 83–86.
7. Виноградов С.С., Никифоров А.А., Балахонов С.В. Замена кадмия. Этап 1. Повышение защитной способности цинковых покрытий: термоиммерсионное и модифицированное покрытия // Авиационные материалы и технологии. 2015. №4 (37). С. 53–60. DOI: 10.18577/2071-9140-2015-0-4-53-60.
8. Виноградов С.С. Экологически безопасное гальваническое производство. М.: Глобус, 1998. Вып. 3. 298 с.
9. Лисицын В.Е., Абдулина В.С., Караваев А.В. и др. Критерий экологичности электролитического процесса хромирования // Вестник ТГУ. 1999. Т. 4. Вып. 2. С. 240–241.
10. Ильин В.И., Губин А.Ф., Колесников В.А. Минимизация образования опасных химических жидких отходов в гальванотехнике (обзор) // Химия. Химическая технология. 2011. №1. С. 29–42.
Химическая технология. 2011. №1. С. 29–42.
11. Молчанов В.Ф. Эффективность и качество хромирования деталей. Киев: Техника, 1979. 228 с.
12. Ковенский И.М., Поветкин В.В. Металловедение покрытий. М.: Интермет Инжиниринг, 1999. 296 с.
13. Глянцев Н.И., Котов В.В., Стекольников Ю.А. Влияние хромирования на физико-механические свойства металлов // Химия и химическая технология. 2006. Т. 49. Вып. 9. С. 74–78.
14. Семенычев В.В., Салахова Р.К. Оценка адгезии никель-кобальтового покрытия к стекло- и углепластику методом царапанья // Труды ВИАМ: электрон. науч.-технич. журн. 2016. №7 (43). Ст. 06. URL: http://www.viam-works.ru (дата обращения: 09.02.2018). DOI: 10.18577/2307-6046-2016-0-7-6-6.
15. Pfeiffer W., Koplin C., Reisacher E., Wenzel J. Residual Stresses and Strength of Hard Chromium Coatings // Materials Science Forum. 2011. Vol. 681. Р. 133–138. DOI: 10.4028/www.scientific.net/MSF.681.133.
16. Солодкова Л.Н., Кудрявцев В. Н. Электролитическое хромирование. М.: Глобус, 2007. 191 с.
Н. Электролитическое хромирование. М.: Глобус, 2007. 191 с.
17. Труханов Е.М., Колесников А.В., Лошкарев И.Д. Дальнодействующие напряжения в эпитаксиальной пленке, созданные дислокациями несоответствия // Материалы электронной техники. 2014. №1 (65). С. 24–31.
18. Электролит для хромирования сталей, медных и титановых сплавов: пат. 2187587 Рос. Федерация; заявл. 09.01.01; опубл. 20.08.02, Бюл. №23.
19. Тюриков Е.В., Тихообразов А.Б., Салахова Р.К. Исследование свойств разбавленного саморегулирующегося электролита хромирования, содержащего наноразмерные частицы оксида алюминия // Труды ВИАМ: электрон. науч.-технич. журн. 2015. №6. Ст. 06. URL: http://www.viam-works.ru (дата обращения: 09.02.2018). DOI: 10.18577/2307-6046-2015-0-6-6-6.
20. Способ нанесения электролитических покрытий на основе хрома: пат. 2457288 Рос. Федерация; заявл. 31.05.11; опубл. 27.07.12, Бюл. №21.
21. Шлугер М.А., Ток Л.Д. Гальванические покрытия в машиностроении. М.: Машиностроение, 1985. Т. 2. 248 с.
М.: Машиностроение, 1985. Т. 2. 248 с.
22. Беккерт М., Клемм Х. Способы металлографического травления: справочник. М.: Металлургия, 1988. 398 с.
23. Моргунов Ю.А., Саушкин Б.П. Аддитивные технологии для авиакосмической техники // Аддитивные технологии. 2016. №1. С. 30–38.
24. Богорад Л.Я. Хромирование. Л.: Машиностроение, 1984. 96 с.
1. Dospehi dlya «Burana». Materialy i tehnologii VIAM dlya MKS «Energiya–Buran» / pod red. E.N. Kablova [Armor for «Buran». Materials and VIAM technologies for ISS of «Energiya–Buran» / ed. by E.N. Kablov. 3rd ed.]. M.: Nauka i zhizn, 2013. 128 s.
2. Kablov E.N. Tendencii i orientiry innovacionnogo razvitiya Rossii: sb. inform. materialov. 3-e izd. [Tendencies and reference points of innovative development of Russia: collection of information materials. 3rd ed.]. M.: VIAM, 2015. 720 s.
3. Kablov E.N. Innovacionnye razrabotki FGUP «VIAM» GNC RF po realizacii «Strategicheskih napravlenij razvitiya materialov i tehnologij ih pererabotki na period do 2030 goda» [In-novative developments of FSUE «VIAM» SSC of RF on realization of «Strategic directions of the development of materials and technologies of their processing for the period until 2030»] // Aviacionnye materialy i tehnologii. 2015. №1 (34). S. 3–33. DOI: 10.18577/2071-9140-2015-0-1-3-33.
2015. №1 (34). S. 3–33. DOI: 10.18577/2071-9140-2015-0-1-3-33.
4. Salahova R.K., Tihoobrazov A.B. Fiziko-himicheskie svojstva oksalatno-sulfatnogo elektrolita hromirovaniya, soderzhashhego nanorazmernye chasticy oksidov metallov [Physical and chemical properties of oxalate-sulfate chromium plating electrolyte, containing metal oxide nanoparticles] // Aviacionnye materialy i tehnologii. 2016. №4 (45). S. 31–39. DOI: 10.18577/2071-9140-2016-0-4-31-39.
5. Gubarevich G.P., Savchenko A.V., Fomichev V.T. Optimizaciya tehnologicheskih parametrov processa hromirovaniya iz samoreguliruyushhegosya elektrolita s kompleksnoj organo-neorganicheskoj dobavkoj [Optimization of technological parameters of process of chromizing from self-regulating electrolit with complex organo-inorganic additive] // VolgGASU: Internet-vestnik. 2015. Vyp. 4 (40). S. 1–5. URL: http://www.vestnik.vgasu.ru (data obrashheniya: 09.02.2018).
6. Gubin A.F., Ilin V.I., Kolesnikov V.A. Razrabotka kompleksa specialnyh meropriyatij po povysheniyu himicheskoj bezopasnosti galvanicheskogo proizvodstva [Development of complex of special events for increase of chemical safety of galvanic production] // Himicheskaya i biologicheskaya bezopasnost. 2015. №1–2. S. 83–86.
2015. №1–2. S. 83–86.
7. Vinogradov S.S., Nikiforov A.A., Balahonov S.V. Zamena kadmiya. Etap 1. Povyshenie zashhitnoj sposobnosti cinkovyh pokrytij: termoimmersionnoe i modificirovannoe pokrytiya [Cadmium replacement. Part 1. Improving of protective property of zinc coatings: thermo-immersed and modified coatings] // Aviacionnye materialy i tehnologii. 2015. №4 (37). S. 53–60. DOI: 10.18577/2071-9140-2015-0-4-53-60.
8. Vinogradov S.S. Ekologicheski bezopasnoe galvanicheskoe proizvodstvo [Ecologically safe galvanic production]. M.: Globus, 1998. Vyp. 3. 298 s.
9. Lisicyn V.E., Abdulina V.S., Karavaev A.V. i dr. Kriterij ekologichnosti elektroliticheskogo processa hromirovaniya [Criterion of environmental friendliness of electrolytic process of chromizing] // Vestnik TGU. 1999. T. 4. Vyp. 2. S. 240–241.
10. Ilin V.I., Gubin A.F., Kolesnikov V.A. Minimizaciya obrazovaniya opasnyh himicheskih zhidkih othodov v galvanotehnike (obzor) [Minimization of formation of hazardous chemical liquid waste in galvanotechnics (overview)] // Himiya. Himicheskaya tehnologiya. 2011. №1. S. 29–42.
Himicheskaya tehnologiya. 2011. №1. S. 29–42.
11. Molchanov V.F. Effektivnost i kachestvo hromirovaniya detalej [Efficiency and quality of chromizing of details]. Kiev: Tehnika, 1979. 228 s.
12. Kovenskij I.M., Povetkin V.V. Metallovedenie pokrytij [Metallurgical science of coverings]. M.: Intermet Inzhiniring, 1999. 296 s.
13. Glyancev N.I., Kotov V.V., Stekolnikov Yu.A. Vliyanie hromirovaniya na fiziko-mehanicheskie svojstva metallov [Influence of chromizing on physicomechanical properties of metals] // Himiya i himicheskaya tehnologiya. 2006. T. 49. Vyp. 9. S. 74–78.
14. Semenychev V.V., Salahova R.K. Ocenka adgezii nikel-kobaltovogo pokrytiya k steklo- i ugleplastiku metodom carapanya [Evaluation of nickel-cobalt coating adhesion to fiberglass and carbon fiber–reinforced plastic by scratching] // Trudy VIAM: elektron. nauch.-tehnich. zhurn. 2016. №7 (43). St. 06. Available at: http://www.viam-works.ru (accessed: February 09, 2018). DOI: 10. 18577/2307-6046-2016-0-7-6-6.
18577/2307-6046-2016-0-7-6-6.
15. Pfeiffer W., Koplin C., Reisacher E., Wenzel J. Residual Stresses and Strength of Hard Chromium Coatings // Materials Science Forum. 2011. Vol. 681. Р. 133–138. DOI: 10.4028/www.scientific.net/MSF.681.133.
16. Solodkova L.N., Kudryavcev V.N. Elektroliticheskoe hromirovanie [Electrolytic chromizing]. M.: Globus, 2007. 191 s.
17. Truhanov E.M., Kolesnikov A.V., Loshkarev I.D. Dalnodejstvuyushhie napryazheniya v epitaksialnoj plenke, sozdannye dislokaciyami nesootvetstviya [Long-range tension in the epitaxial film, the discrepancies created by dislocations] // Materialy elektronnoj tehniki. 2014. №1 (65). S. 24–31.
18. Elektrolit dlya hromirovaniya stalej, mednyh i titanovyh splavov: pat. 2187587 Ros. Federaciya [Electrolit for chromizing steel, copper and titanium alloys: pat. 2187587 Rus. Federation]; zayavl. 09.01.01; opubl. 20.08.02, Byul. №23.
19. Tyurikov E.V., Tihoobrazov A.B., Salahova R.K. Issledovanie svojstv razbavlennogo samoreguliruyushhegosya elektrolita hromirovaniya, soderzhashhego nanorazmernye chas-ticy oksida alyuminiya [Research of properties of the diluted self-regulating chromium plating electrolyte with nano-scale aluminum oxide particles] // Trudy VIAM: elektron. nauch.-tehnich. zhurn. 2015. №6. St. 06. Available at: http://www.viam-works.ru (accessed: February 09, 2018). DOI: 10.18577/2307-6046-2015-0-6-6-6.
nauch.-tehnich. zhurn. 2015. №6. St. 06. Available at: http://www.viam-works.ru (accessed: February 09, 2018). DOI: 10.18577/2307-6046-2015-0-6-6-6.
20. Sposob naneseniya elektroliticheskih pokrytij na osnove hroma: pat. 2457288 Ros. Federaciya [Way of drawing electrolytic coverings on the basis of chrome: pat. 2457288 Russ. Federation]; zayavl. 31.05.11; opubl. 27.07.12, Byul. №21.
21. Shluger M.A., Tok L.D. Galvanicheskie pokrytiya v mashinostroenii [Galvanic coverings in mechanical engineering]. M.: Mashinostroenie, 1985. T. 2. 248 s.
22. Bekkert M., Klemm H. Sposoby metallograficheskogo travleniya: spravochnik [Ways of metallographic etching: directory]. M.: Metallurgiya, 1988. 398 s.
23. Morgunov Yu.A., Saushkin B.P. Additivnye tehnologii dlya aviakosmicheskoj tehniki [The additive technologies for aerospace equipment ] // Additivnye tehnologii. 2016. №1. S. 30–38.
24. Bogorad L.Ya. Hromirovanie [Chromizing]. L.: Mashinostroenie, 1984. 96 s.
96 s.
Хромирование деталей (гальваническое, электролитическое): технология, оборудование
Процедура восстановления хрома
Восстановление хромированных деталей является значительно более сложной процедурой, чем приведение в первоначальный вид окрашенных изделий. Качественно восстанавливать поврежденный хромовый слой можно только с использованием специального оборудования и расходных материалов, многие из которых невозможно приобрести в обычном хозяйственном магазине.
Поэтому в тех случаях, когда хромированный автомобильный диск или другой элемент автомобиля, покрытый хромом, необходимо восстановить, лучше всего обратиться к специалистам. Однако знать о том, как восстановить хромированное покрытие, чтобы придать ему первоначальную привлекательность и защитные свойства, будет не лишним для любого автолюбителя.
Схема электролитического восстановления хромированных деталей
Выполняется процедура восстановления хрома следующим образом:
- Обычно хромированные покрытия требуется избавить от ржавчины, способной не только ухудшить их декоративную привлекательность, но и значительно снизить их защитные свойства: коррозия начинает активно поражать и основной металл, на который нанесен хром.
 Прежде всего с хромированного покрытия, подлежащего восстановлению, необходимо убрать следы коррозии, для чего используется шлифовальная машинка. При помощи такого инструмента с обрабатываемой поверхности следует убирать и все неровности, которые на ней имеются. На начальном этапе выполнения такой обработки на машинку устанавливается более грубый диск, который в дальнейшем заменяют на инструменты, выполненные из мелкого абразива. Финишная обработка с использованием шлифовальной машинки выполняется при помощи войлочного диска.
Прежде всего с хромированного покрытия, подлежащего восстановлению, необходимо убрать следы коррозии, для чего используется шлифовальная машинка. При помощи такого инструмента с обрабатываемой поверхности следует убирать и все неровности, которые на ней имеются. На начальном этапе выполнения такой обработки на машинку устанавливается более грубый диск, который в дальнейшем заменяют на инструменты, выполненные из мелкого абразива. Финишная обработка с использованием шлифовальной машинки выполняется при помощи войлочного диска. - Очищенный при помощи шлифовальной машинки элемент изделия, поверхность которого должна стать идеально гладкой, необходимо обезжирить. Для такой процедуры, выполнять которую можно несколько раз, если обрабатываемая поверхность сильно загрязнена жировыми и масляными пятнами, можно использовать бензин или керосин. На данной стадии обработки также удаляются различные загрязнения и налет.
- После обезжиривания необходимо убрать следы его выполнения и только после этого погружать изделие в ванну с электролитическим раствором для восстановления хрома.

- Чтобы реставрация хромированного покрытия была выполнена качественно, а слой хрома держался максимально долго, желательно выполнить технологическую операцию декапирования. Выполняется такая процедура в специальном растворе, состоящем из смеси соляной и серной кислот, в который и погружается обрабатываемое изделие. После декапирования деталь очень аккуратно извлекают из кислотного раствора и промывают теплой водой. Делать это следует при помощи щипцов.
- Сам процесс хромирования выполняется в ванне с электролитическим раствором, в состав которого входят хромовый ангидрид, хромин, криолит и нитрат натрия. Восстанавливать хром в электролите следует на протяжении 7–10 минут (длительность обработки зависит от температуры используемого раствора).
- Профилактика
- Царапины и тусклость
- Ржавчина
- Восстановление хромированных деталей
- Краска поверх хрома
- Заключение
Профилактика Царапины и тусклость Хромированные детали придают машине особенный вид. На солнце они блестят, в пасмурную погоду отражают, как зеркало. Именно отражательная способность хрома требует постоянного поддержания. Хорошо обращаться с машиной недостаточно, поскольку такая поверхность легко покрывается мелкими царапинами и тускнеет со временем.Вопреки расхожему мнению, ржавеет хром ничуть не хуже, чем обычный металл. Поэтому уход за хромированными деталями крайне важен.
На солнце они блестят, в пасмурную погоду отражают, как зеркало. Именно отражательная способность хрома требует постоянного поддержания. Хорошо обращаться с машиной недостаточно, поскольку такая поверхность легко покрывается мелкими царапинами и тускнеет со временем.Вопреки расхожему мнению, ржавеет хром ничуть не хуже, чем обычный металл. Поэтому уход за хромированными деталями крайне важен.
Техника безопасности
Чтобы не навредить своему организму, следует соблюдать технику безопасности:
- Перед хромированием нужно наладить вентиляцию, убрать из рабочей зоны горючие смеси.
- При приготовлении электролита, рабочем процессе использовать защитные перчатки, очки, респиратор.
- Купить специальные пакеты для химических отходов, в которые нужно упаковывать остающийся мусор после обработки.
- Помещение должно быть очищено от любой органики. В противном случае предметы будут испорчены.
Врачи рекомендуют смазывать внутреннюю часть носа ланолином с вазелином. Компоненты смешиваются в пропорции 1:2. Это поможет защитить организм от воздействия вредных испарений.
Компоненты смешиваются в пропорции 1:2. Это поможет защитить организм от воздействия вредных испарений.
Гальваническое хромирование применяется в разных сферах промышленности. С его помощью восстанавливается внешний вид изделий, улучшаются их технические характеристики
Обработку можно провести в домашних условиях, но важно правильно смешивать химические компоненты
Как готовить электролит
Состав
Долевое соотношение компонентов рекомендуется следующее (в г/л воды): ангидрид хромовый CrO3 – 250, кислота серная h3SO4 – 2,5.
Методика приготовления
- Емкость более чем на половину наполнить водой. Лучше всего, если она будет дистиллированной. В случае если используется вода обычная (из водопровода, колодца и так далее), то предварительно ее следует прокипятить и дать отстояться.
 Для качественного приготовления электролита вода должна быть подогрета не менее чем до 60 ºС.
Для качественного приготовления электролита вода должна быть подогрета не менее чем до 60 ºС. - Засыпать расчетное количество CrO3, после чего тщательное размешать до полного растворения.
- Долить воды до необходимого объема.
- Добавить h3SO4 и снова все перемешать. Нужно учесть, что кислота бывает разной концентрации, поэтому данные приведены для удельной плотности 1,84.
- После этого электролит порядка 3,5 часов «прорабатывается», то есть по нему пропускается ток. Его силу рассчитывают так – на каждый литр примерно 6,5 А. Исходя из этого, определяя объем приготовляемого раствора, нужно ориентироваться на возможности имеющегося источника эл/питания. Если все сделано верно, то электролит приобретет темно-коричневый цвет.
- Приготовленному раствору нужно дать отстояться (в прохладном помещении, не менее суток).
Подготовка детали
Нет смысла говорить, что от этой работы зависит и качество хромировки, и ее долговечность. Но прежде следует привести в «рабочее» состояние электролит. Он подогревается (достаточно до 50 – 60 ºС). Использовать его можно часа через 3. Этого времени вполне хватит, чтобы произвести подготовительную обработку образцов.
Он подогревается (достаточно до 50 – 60 ºС). Использовать его можно часа через 3. Этого времени вполне хватит, чтобы произвести подготовительную обработку образцов.
Очистка
С поверхности удаляется все – грязь, краска, ржавчина. Необходимые приспособления и методика определяются исходя из специфики детали и степени ее «загрязнения», так как иногда одной только «наждачки» бывает недостаточно. Главное – убрать все имеющиеся инородные слои, до самой «основы».
Обезжиривание
Ограничиться только лишь обработкой поверхности бензином, уайт-спиритом или чем-то подобным – значит, получить плохое качество хромировки. Для эффективного обезжиривания приготовляется специальный раствор. Рецептов более чем достаточно, поэтому для примера приведем один.
Все весовые показатели ингредиентов – в «граммах», из расчета на 1 л воды.
- Едкий натр – 150.
- Клей (силикатный) – 5.
- Сода кальцинированная – 50.
Деталь выдерживается в нагретом растворе (80 – 90 ºС) не менее 20 минут. Это время может быть увеличено и до 1 часа, в зависимости от сложности «рельефа» поверхности, степени ее очистки и так далее.
Это время может быть увеличено и до 1 часа, в зависимости от сложности «рельефа» поверхности, степени ее очистки и так далее.
Хромирование
Специалисты советуют в процессе работы поддерживать температуру электролита на уровне 53±2 ºС. Деталь помещается в раствор, и с некоторой задержкой подается напряжение. Это нужно для того, чтобы температуры образца и электролита выровнялись.
Прежде чем начать «массовую» хромировку деталей, нужно убедиться в том, что на всех этапах «производства» все сделано правильно. С этой целью сначала проводится обработка опытного, заранее подготовленного образца, а потом определяется качество покрытия. Признаков плохого хромирования более чем достаточно, поэтому остановимся на наиболее типичных.
Восстановление хромированных деталей в домашних условиях
- царапины, мелкие шероховатости;
- микротрещины;
- помутнение, потеря изначального блеска;
- образование налета, желтизна;
- появление очагов коррозии.

К повреждениям хромированных элементов, которые поддаются восстановления в домашних условиях, не относятся: отслаивание верхнего слоя покрытия либо хрома вместе с никилеевой подложкой, отсутствие хрома на углубленных участках изделия или вокруг отверстий. Такого рода дефекты являются заводским браком, возникающим вследствие нарушения технологии или использования некачественных реагентов. Для восстановления таких деталей автомобиля потребуется полное удаление старого покрытия и нанесение нового слоя хрома. Несмотря на трудоемкость и затратность процесса, хромирование своими руками – вполне осуществимая задача.
Общие сведения
Гальваника (гальванизация) — физико-химическая технология, с помощью которой можно создать на поверхности металла дополнительный слой из другого металла. Толщина дополнительного слоя является небольшой. Обычно она составляет от 0,1 до 2-3 миллиметров. Гальванизация используется для многих целей — повышение прочности, создание антикоррозийного слоя и другие. Покрыть гальваническим слоем можно только металлическую поверхность. Это может быть посуда, детали для автомобиля, инженерные инструменты, декоративные изделия. В качестве гальванизирующего слоя выступают металлы — хром, никель, медь, серебро, цинк + сплавы на их основе.
Покрыть гальваническим слоем можно только металлическую поверхность. Это может быть посуда, детали для автомобиля, инженерные инструменты, декоративные изделия. В качестве гальванизирующего слоя выступают металлы — хром, никель, медь, серебро, цинк + сплавы на их основе.
Схема электролиза
С точки зрения химии и физики гальванизация осуществляется за счет специального процесса под названием электролиз. В упрощенном виде электролиз металлических изделий выглядит так:
- Поверхность запчасти очищается от различных загрязнений (органика, пыль, грязь, легкая коррозия). Очистку рекомендуется дополнять обезжириванием, поскольку эта процедура позволяет получить чистую поверхность, на которую будет наноситься тонкий гальванический слой веществ, полученных из электролита.
- В пластиковую или стеклянную емкость помещается электролит — раствор щелочей, кислот и солей, содержащих нужный металл. Скажем, для электролитического хромирования используется хромовая кислота, которая при электролизе высвобождает хром, переходящий на деталь.
 Для улучшения гальваники электролит может нагреваться до небольших температур (обычно не более 60 градусов).
Для улучшения гальваники электролит может нагреваться до небольших температур (обычно не более 60 градусов). - К электролиту подключается источник постоянного тока (источники переменного тока не используются, поскольку операция не запустится). Для подключения используются два провода — катод и анод. Катод прикрепляется непосредственно к обрабатываемой детали, а анод помещается в раствор электролита. Анод обычно дополняется пластиной из соответствующего металла, что усиливает гальванизацию (скажем, для цинкования нужна цинковая пластина).
- Обрабатываемая деталь прикрепляется к катоду, а потом катод помещается в раствор электролита. Катод с запчастью не должен контактировать с анодом напрямую, поскольку в таком случае случится короткое замыкание либо гальваника не запустится/будет идти медленно. Обрабатываемая запчасть должна находится на хорошем расстоянии от анода с пластинами, чтобы операция прошла успешно.
- Теперь включается электрический ток, что приводит к замыканию цепи.
 Ток сперва попадает на анод, а потом поступает в электролитический раствор. Это запускает ряд химических реакций, в результате которых металлические ионы высвобождаются из вещества и начинаются двигаться вместе с электрическим током по направлению к катоду. При прохождении через катод эти ионы осаждаются на поверхности запчасти, что и приводит к образованию нужного покрытия. Для гальванической обработки одной детали требуется 20-40 минут в зависимости от размеров и формы детали.
Ток сперва попадает на анод, а потом поступает в электролитический раствор. Это запускает ряд химических реакций, в результате которых металлические ионы высвобождаются из вещества и начинаются двигаться вместе с электрическим током по направлению к катоду. При прохождении через катод эти ионы осаждаются на поверхности запчасти, что и приводит к образованию нужного покрытия. Для гальванической обработки одной детали требуется 20-40 минут в зависимости от размеров и формы детали.
Основные технологии
Основные технологии гальваники — это хромирование, серебрение, никелирование и цинкование, при которых деталь покрывается соответственно хромом, серебром, никелем и цинком. Помимо этого существуют и другие операции (скажем, меднение и латунирование). Однако для их осуществления необходимо использование цианистых солей, которые являются ядовитыми даже для человека в защитной одежде. Поэтому эти процедуры обычно выполняются в специальных цехах или мастерских.
Гальваника в Москве
В данном разделе сайта Вы можете найти или разместить объявления по такому виду обработки металлоизделий, как гальваника в Москве
. Для заказчиков работ важны следующие сведения о предприятии:
Для заказчиков работ важны следующие сведения о предприятии:
- из каких металлов состоит основа и гальванические покрытия;
- максимальная толщина наносимого слоя;
- предельные размеры деталей;
- доступно изготовление только новых изделий или также восстановление изношенных;
- сроки выполнения крупных и мелких заказов или производительность цеха за определенный период времени.
Местонахождение завода или мастерской и контактные данные исполнителя по умолчанию входят в заголовок.
Многие предприятия из Москвы выполняют широкий спектр работ по металлу, где гальваника
завершает длительный процесс обработки. В этом случае рекомендуется кратко указать все выполняемые операции, чтобы заказчик получил наиболее полное представление о Ваших возможностях.
Выполнение хромирования в домашних условиях
Чтобы нанести на детали специальное защитное покрытие, необходимо придерживаться нескольких правил. Так, можно обрабатывать только изделия из никеля, меди либо латуни.
- Детали, которые вы впоследствии будете хромировать, обязательно полируйте и обезжиривайте, используя ацетон.
- Когда поверхность высохнет, ее нужно активировать, окунув элемент в раствор соляной кислоты. Обработка длится в среднем 5–20 минут.
- Все детали аккуратно промывают в воде, а затем погружают в подготовленную пластиковую емкость.
- Чтобы элемент был полностью обработан, необходимо выполнить подвеску из медной проволоки, куда подается провод от выпрямителя с минусом, а свинцовый анод с плюсом располагают на медной штанге.
- Детали нужно вынуть из ванны через 20–40 минут, а затем опять промыть.
- После этого поверхность можно аккуратно отполировать, чтобы она получила красивый зеркальный блеск.
Для выполнения хромирования потребуется специальный электролит. Подготовить его несложно. Для этого в воде растворяют небольшое количество хромового ангидрида, а затем вливают тонкой струей серную кислоту. Перед обработкой первой детали следует завесить чистую пластинку из металла, а затем проработать электролит хотя бы полчаса. Когда оттенок раствора станет не ярко-красным, а бордовым, можно начинать хромировать детали. Также следует убедиться в том, что температура раствора достигает 45°C. При выборе силы тока учитывается площадь поверхности деталей.
Когда оттенок раствора станет не ярко-красным, а бордовым, можно начинать хромировать детали. Также следует убедиться в том, что температура раствора достигает 45°C. При выборе силы тока учитывается площадь поверхности деталей.
Особенности самостоятельного хромирования
Многие люди считают, что хромировать детали самостоятельно могут только настоящие профессионалы. На самом деле выполнить такую работу несложно, если придерживаться простых рекомендаций.
Прежде всего, необходимо выбрать подходящее место. Оптимальным вариантом станет вентилируемая просторная подсобка
Также подойдет и большой балкон.
Особое внимание следует уделить использованию средств защиты. Речь идет о респираторе, защитных очках и перчатках
Помимо этого, потребуется фартук.
Перед началом работы нужно подготовить оборудование. В особенности это касается емкости. Ее функцию может выполнять пластмассовое ведерко или 3-литровая стеклянная банка
Если хромированию подлежат крупные детали сложной конфигурации, следует подобрать более вместительную емкость.
Поскольку хромирование предполагает сохранение высоких температур, важно позаботиться о наличии нагревательного элемента. Для этих целей потребуется ТЭН, а также термометр со шкалой до 100°C.
Для хромирования нужно подготовить зажимы и кронштейн, с помощью которого удастся закрепить детали.
Суть процесса
Хромирование — технологический процесс металлизации изделий хромом. Благодаря ему улучшаются технические характеристики материала, укрепляются поверхностные слои.
Главные достоинства процедуры:
- Основание восстанавливается, становится более прочным. Повышается показатель износоустойчивости.
- Закрываются трещины, не превышающие по толщине 1 мм.
- Грязь, пыль хуже липнут к хромированной поверхности.
- Улучшаются декоративные качества обработанных деталей.
Изделие погружается в ванную с хромовой кислотой, через которую пропускается напряжение. Обрабатываемая заготовка выполняет роль катода. Пассивными анодами являются стенки емкости, дополнительные пластины, которые изготавливаются из сплава сурьмы с оловом.
Хромированный диск (Фото: Instagram / funchrome)
Опасность для здоровья
При хромировании металлов основная опасность для здоровья персонала и окружающей среды исходит от хромового ангидрида (оксид шестивалентного хрома), который является главным компонентом во всех электролитах, а при растворении в воде образует не менее опасные хромовые кислоты. Все эти реагенты являются канцерогенами и очень токсичны (относятся к первому классу опасности). Оксиды и соли хрома малолетучи, но при использовании горячих электролитов могут захватываться парами воды. Другими токсичными веществами, образующимся в процессе гальванического хромирования, являются хроматы свинца и сульфаты бария.
Поиск записей с помощью фильтра:
Что потребуется для приготовления электролита
Чтобы безопасно хранить в домашних условиях химические реактивы, из которых будет готовиться электролит для гальваники, а также сам готовый раствор, вам потребуется стеклянная посуда с притертыми крышками. Количество химических реактивов, из которых готовится электролитический раствор, необходимо отмерять с точностью до одного грамма. Для решения такой задачи в домашних условиях подойдут даже недорогие электронные весы, которые можно приобрести в любом хозяйственном магазине.
Количество химических реактивов, из которых готовится электролитический раствор, необходимо отмерять с точностью до одного грамма. Для решения такой задачи в домашних условиях подойдут даже недорогие электронные весы, которые можно приобрести в любом хозяйственном магазине.
Готовый электролит можно слить и в пластиковую бутылку, но для кислотных составов нужно использовать стеклянную посуду
Если вы решили заняться нанесением гальванических покрытий на различные изделия в домашних условиях, то наверняка столкнетесь с проблемой приобретения химических реактивов, из которых готовится электролитический раствор. Дело в том, что организации, производящие и реализующие такие химические вещества, могут продавать их только тем, кто имеет соответствующие разрешительные документы. Приобрести такие химические реактивы частному лицу или даже организации, не обладающим такими документами, проблематично.
Для нанесения декоративных металлизированных покрытий можно приобрести специальные комплекты, состоящие из всех необходимых компонентов
Последовательность проведения гальванизации
Как и любое другое окрашивание, хромирование следует начинать с подготовки поверхности детали. Изделие нужно очистить от загрязнений и пыли. С предметов должны быть убраны все лишние элементы. Так, с автомобильного диска предварительно должна быть снята резиновая шина. После проводят шлифовку и обезжиривание изделия. Только после подготовительного этапа можно начинать процедуру хромирования деталей в домашних условиях в соответствии с выбранным способом.
Изделие нужно очистить от загрязнений и пыли. С предметов должны быть убраны все лишние элементы. Так, с автомобильного диска предварительно должна быть снята резиновая шина. После проводят шлифовку и обезжиривание изделия. Только после подготовительного этапа можно начинать процедуру хромирования деталей в домашних условиях в соответствии с выбранным способом.
Гальванизация в ванной
Если выбор пал на такую методику напыления хрома своими руками, то технологический процесс будет состоять из следующих шагов:
- К обрабатываемой детали присоединяется катод, после чего она опускается в ёмкость с электролитным раствором.
- Дожидаются момента, когда температура хромируемой детали и температура раствора будут аналогичными, затем подают ток.
- Декорируемая деталь должна находиться в ванной около 15 минут (время нахождения в электролитном растворе зависит от размера предмета и особенностей его поверхности).
- Достают изделие и просушивают в течение трёх часов.

Хромирование с использованием гальванической кисти
Чтобы покрыть металлическое изделие хромом можно использовать такой инструмент, как гальваническая кисть. Хромирование пластика в домашних условиях также допускает применение этого приспособления. Сделать гальваническую кисть можно самому:
- Берут нужную щетину и обматывают её свинцовыми проводами.
- Далее такая щетина помещается в подходящую цилиндрическую ёмкость (лучше, чтобы она была из органического стекла).
- Выпрямителем тока будет служить трансформатор из китайского радиоприбора. Его соединяют по следующей схеме: минусовая клемма идёт на свинцовую щетину, а плюсовая — на источник питания.
Способ хромирования гальванической щёткой простой, но требует выдержки:
- Присоединяют декорируемое изделие и гальваническую кисть, которая заправлена электролитом, к трансформатору.
- Медленными движениями проходят кистью по обрабатываемой поверхности детали. Движения не должны быть резкими, а слой должен наноситься равномерно.

- Завершив хромирование, деталь промывают и просушивают.
При таком способе покрытия хромом предмет будет сохнуть куда быстрее, чем при гальванизации в ванной. Нельзя забывать, что во время технологической операции недопустимо прикосновение к декорируемому предмету. Если на невысохшую поверхность попала пыль или грязь, то её убирают компрессором.
Суть гальванического хромирования металла
В большинстве гальванических процессов источником покрывающего металла является анод. В отличие от этого при хромировании анионы возникают непосредственно из электролита, основой которого является раствор хромовых кислот, образующихся при растворении хромового ангидрида в воде.
В такой технологии катодом обычно является обрабатываемая деталь, а в роли нерасходуемого пассивного анода выступают пластины или облицовка ванны, выполненные из инертного к кислотам электролита металла.
Пассивные аноды в хромовой гальванике обычно изготавливают из свинца или его сплавов (с оловом и сурьмой). Хромовая кислота обладает сильными коррозионными свойствами, поэтому при производстве оборудования для хромирования применяют кислотостойкие материалы.
Кроме того, в связи с постоянным убыванием хрома электролит необходимо периодически регенерировать, добавляя в него хромовый ангидрид и расходуемые в процессе хромирования реагенты.
Вид поверхности и механические свойства хромового покрытия напрямую зависят от компонентов электролитического раствора, степени его нагрева и плотности тока.
Электролитическое хромирование
Монтаж
подвески. Для осаждения равномерного
слоя покрытия конструкция подвески должна
способствовать созданию всюду одинакового
анодно-катодного расстояния, а сами детали
не должны прикрывать друг друга.
При
загрузке партии деталей в ванну хромирования
нужно, чтобы форма и размеры деталей,
а подвесных приспособлений были одинаковыми.
Подвески и контакты должны изготовляться
из одинаковых материалов. Поверхность
контактов следует тщательно очищать
от коррозии и вязкого налета электролита.
Обезжиривание.
Выбор способа обезжиривания определяется
природой металла детали и условиями ее
работы. Стальные закаленные детали, работающие
при больших удельных нагрузках, не допускается
обезжиривать на катоде; в этом случае
применяется анодное обезжиривание или
обезжиривание химическим способом.
Детали
крупного размера, а также детали,
отдельные части которых легко растворяются
в горячих щелочных растворах, обезжириваются
известковой кашицей.
Декапирование.
Перед хромированием стальные и чугунные
детали подвергаются анодному декапированию
в хромовом электролите при температуре,
соответствующей процессу хромирования.
После анодного декапирования
в хромовом электролите
водой не проводится.
Изделия
из меди и медных сплавов анодному
декапированию не подвергаются. Детали
с никелевым покрытием при лежании на
воздухе пассивируются и плохо хромируются.
Поэтому поверхность таких деталей перед
хромированием следует активировать.
Для этого рекомендуется кратковременная
обработка в щелочи или погружение на
несколько минут в концентрированную
серную кислоту.
Подвешивание
деталей и анодов
в ванну. Неравномерность расстояния
между изделиями и анодами в ванне может
привести к неоднородности покрытия по
толщине, к образованию так называемого
пригара на одних деталях и матовых осадков
на других.
При
рельефном катоде и плоском аноде
уменьшение расстояния между электродами
ухудшает равномерность отложения хрома
на поверхности детали. Увеличение расстояния
повышает равномерность покрытия, но при
этом одновременно возрастает напряжение
на ванне.
Завешенные
в ванну детали должны находиться
в вертикальном положении. При хромировании
крупногабаритных деталей возникает необходимость
в горизонтальном погружении их в электролит,
причем деталь в процессе электролиза
должна вращаться.
Электролиз.
Хромируемые детали к началу электролиза
должны быть прогреты до температуры электролита.
Изделия прогревают 3-5 мин, что предупреждает
матовых осадков и уменьшает величину
внутренних напряжений в осажденном слое
хрома. Стальные и чугунные детали прогреваются
в хромовой ванне. Медь химически растворяется
в хромовой кислоте, поэтому изделия из
меди и медных сплавов прогреваются в
горячей воде.
Перерывы
тока в процессе хромирования не допускаются,
так как при повторном
возможно отслоение хрома. Если перерыв
тока все же произошел, то перед повторным
хромированием изделие подвергают анодному
травлению в течение 20-40 сек, при плотности
тока 25-30 а/дм2 и только после этого
продолжают хромирование. Осаждение хрома
Осаждение хрома
следует начинать с относительно низких
катодных плотностей тока (но не ниже 20-25
а/дм2), и постепенно увеличивать
до установленной величины.
При
хромировании рельефных деталей
рекомендуется в начале электролиза
произвести «толчок» тока. Этот прием
состоит в том, что электролиз начинает
при плотности тока примерно вдвое больше
чем следует, а спустя 1-2 мин величину ее
постепенно снижают до нормальной.
Скорость
осаждения хрома
Применяемые
при хромировании плотности тока
лежат в пределах 10-100 а/дм2.
Вместе с тем чаще рекомендуется применение
более высоких плотностей тока (до 200 а/дм2
и выше), позволяющих интенсифицировать
процесс осаждения хрома.
Таблица
4
Продолжительность
осаждения слоя хрома
толщиной 1 мкм из
электролита, содержащего 250
г/л CrO3
и 2,5 г/л H2SO4.
| Катодная плотность тока, в а/дм2 | Время, в мин. |
| 10 | 9,8 |
| 15 | 6,5 |
| 20 | 4,9 |
| 25 | 3,9 |
| 30 | 3,3 |
| 40 | 2,5 |
| 50 | 2,0 |
| 60 | 1,6 |
| 80 | 1,2 |
| 100 | 1,0 |
При
износостойком хромировании толщина
слоя покрытия достигает значительной
величины. Применение высоких плотностей
тока, позволяющих сократить время хромирования,
должно быть согласовано с температурой
электролита.
В
табл. 5 приведены примерные толщины хрома,
осажденного из хромовокислого электролита
обычного состава при различных плотностях
тока и температурах электролита при длительности
электролиза 1 час.
Таблица
5
Толщина
хрома (в мкм), осажденного
за 1 ч. из хромовокислого
электролита с
содержанием 250 г/л
CrO3 и 2,5
г/л H2SO4.
| Плотность тока, в а/дм2 | Температура электролита, в оС | ||||||
| 25 | 35 | 40 | 45 | 50 | 55 | 65 | |
| 10 | 9 | 4,5 | 4,5 | 4,4 | 3,0 | — | — |
| 15 | 21 | 11,5 | 11 | 10 | 9 | 7 | 4,5 |
| 25 | 38 | 23,5 | 22 | 18 | 17 | 16 | — |
| 30 | 54 | 36 | 31 | 25,5 | 24 | 23,5 | 17,5 |
| 40 | — | 53 | 42 | 34 | 33 | 31 | — |
| 50 | 93 | 76 | 59 | 46 | 44 | 42 | 34 |
| 60 | — | 105 | 75 | 59 | 57 | 53 | 46 |
| 80 | — | — | 107 | 88 | 79 | 75 | 62 |
| 100 | — | — | — | — | 103 | 98 | 83 |
| 125 | — | — | — | — | 138 | 127 | 110 |
| 150 | — | — | — | — | — | — | 130 |
| 200 | — | — | — | — | — | — | 185 |
Электрохимические
процессы протекают на границе электрод-электролит,
в остальном объеме электролита
никаких электрохимических
не происходит. При погружении электрода
При погружении электрода
в электролит (вещество, подвергающееся
в растворах или расплавах электролитической
диссоциации и проводящая электрический
ток за счет движения ионов) ионы, перешедшие
в раствор, находятся вблизи поверхности
электрода в виде двойного электрического
слоя, за счет чего на границе металл-жидкость
возникает разность потенциалов или просто
потенциал. Двойной электрический слой
подобен конденсатору, одна обмотка которого
заряжена положительно, другая – отрицательно.
При погружении металла (электродов) в
раствор без подачи тока устанавливается
равновесие, которому соответствует равновесный
потенциал. При подаче в ванну тока от
постороннего источника на аноде выделяется
некоторое количество электронов, которые
переходят в раствор, либо движутся
к катоду.
Катодный
процесс
Процесс
хромирования в хромовокислых электролитах
протекает в результате восстановления
на катоде сложного многовалентного аниона
при одновременном образовании соединений
хрома промежуточной валентности. При
При
этом на катоде совместно протекает несколько
реакций.
В
присутствии анионов пленка на катоде
не разрыхляется, а наоборот уплотняется.
При этом осаждение рома на катоде происходит
за счет восстановления шестивалентных
ионов хрома, входящих в состав самой пленки.
В хромовокислых растворах с добавкой
серной кислоты при заданном постоянном
значении потенциала катодная плотность
тока, имевшая в начальный момент относительно
большую величину, через короткий промежуток
времени, резко снижалась. Такое сильное
торможение электрохимического процесса
является результатом образования на
поверхности катода плотной пленки из
продуктов реакции. При выключении тока
пленка растворялась, а после включения
наблюдалось повторное явление. В растворах
хромового ангидрида, не содержащих серной
кислоты, величина начальной плотности
тока выше, а снижение ее во времени менее
резкое. Такое изменение плотности тока
свидетельствует об уплотнении коллоидной
пленки на катоде в присутствии серной
кислоты. Образование пленки на катоде
Образование пленки на катоде
вызывается смещение потенциала катода
в отрицательную область. Благодаря этому
наряду с разрядом ионов водорода становится
возможным восстановление шестивалентных
соединений хрома до металла и трехвалентного
хрома.
Установлено,
что при относительно невысоких
значениях потенциалов, при которых
не происходит выделения металлического
хрома с увеличением
ионов SO42+ скорость Cr6+
до Cr3+ резко возрастает и определяется
предельным током реакции Cr6+ → Cr3+.
Эта реакция протекает наиболее легко
и лишь при ее торможении в области отрицательных
потенциалов создаются благоприятные
условия для осуществления Cr6+ →
Cr3+. Следует отметить положительное
влияние пленки, образующейся на поверхности
катода, которая несколько тормозит реакцию
разряда ионов водорода. В вопросе о вреде
или пользе пленки общим является мнение
о том, что в процессе электролиза на поверхности
катода образуется фазовая пленка из соединений
высшей и низшей валентности хрома. На
На
катоде происходит непосредственное восстановление
шестивалентных ионов хрома до металла.
Анодный
процесс
В
электролитических ваннах для хромирования
используются нерастворимые аноды. Растворимые
аноды для хромирования не применяются.
Металлический хром растворяется на аноде
с выходом по току, в 7-8 раз превышающим
выход по току на катоде. При этом концентрация
ионов хрома в растворе непрерывно возрастает.
Значительная часть хрома переходит в
раствор в виде трехвалентных ионов, которые
на растворимом аноде не могут быть окислены
до шестивалентных.
При
электролизе растворов хромовой
кислоты на нерастворимом аноде
протекают два процесса: выделение
кислорода (4OH–→2e→O2+2H2O)
и окисление трехвалентного хрома до шестивалентного.
Часть кислорода, выделившегося в процессе
электролиза, окисляет свинец с образованием
темно-коричневой перекиси свинца. Хотя
свинцовые аноды считаются нерастворимыми,
все же с течением времени они разрушаются,
так как перекись свинца частично отделяется
от поверхности электрода и оседает на
дне ванны. Одновременно с этим свинец,
Одновременно с этим свинец,
слабо взаимодействуя с хромовой кислотой,
образует на поверхности анода твердую,
плохо проводящую ток пленку хромовокислого
свинца.
- Лайнер
В.И. Защитные покрытия металлов., М.
«Металлургия»., 1974г. - Плетнев Д.В.,
Бруснецова В.Н. Основы технологии
износостойких и антифрикционных покрытий.,
М: «Машиностроение»., 1968г. - Непрерывные
методы нанесения покрытий. Методические
указания для самостоятельной работы
по дисциплине «Теория и технология нанесения
покрытий»., сост. Полякова М.А., Магнитогорск,
2001г. - Твердые смазочные
покрытия. Сборник статей. Отв.ред., д-р
техн.наук Матвеевский Р.М., М: Наука, 1977г. - Хейфнец Л.И.
Электролиз никеля., М.: «Металлургия».,
1980г. - Гун Г.С., Чукин
М.В. и др. Упрочняющие и восстанавливающие
покрытия., Магнитогорск, 1982г. - Черкез М.Б.
Хромирование. , Ленинград, «Машиностроение»,
, Ленинград, «Машиностроение»,
1971г. - Бахматов
Ю.Ф., Голубчик Э.М. Конструирование
технологий нанесения покрытий на изделия
в метизной промышленности: Учеб. Пособие.
– Магнитогорск: МГТУ им. Г.И.Носова, 1999.
– 69с.
Восстановление поверхностей методом гальванического наращивания. Классификация, технология. Электролитическое хромирование, осталивание деталей
Поделись
ВОССТАНОВЛЕНИЕ ПОВЕРХНОСТЕЙ ГАЛЬВАНИЧЕСКИМ НАРАЩИВАНИЕМ
Гальваническое наращивание металла на поверхность детали основано на процессе электролиза. Под действием постоянного электрического тока, поступающего в электролит через проводники-электроды, положительно заряженные ионы (катионы) движутся к катоду, а отрицательно заряженные ионы (анионы) — к аноду (рис. 10.14).
При электроосаждении металлов, стоящих в ряду напряжений выше водорода, одновременно с ними происходит выделение водорода, который в большинстве случаев ухудшает качество покрытий, придавая им хрупкость, и увеличивает продолжительность электролиза, так как часть электрической энергии расходуется на его выделение Восстановление деталей гальваническими покрытиями обладает следующими достоинствами в сравнении с другими способами восстановления:
отсутствием термического воздействия на детали, вызывающего в них нежелательные изменения структуры и механических свойств;
получением с большой точностью заданной толщины покрытий, что позволяет снизить до минимума припуск на последующую механическую обработку и ее трудоемкость;
осаждением покрытий с заданными непостоянными по толщине физико-механическими свойствами;
одновременным восстановлением большого числа деталей, что снижает трудоемкость и себестоимость ремонта единицы изделия; автоматизацией технологического процесса.
Гальванические и химические покрытия классифицируют по назначению, способу получения и характеру защиты. По назначению их делят на покрытия для компенсации износа, защиты, защитно-декоративные и специальные покрытия. Назначение первых — обеспечить возможность повторного использования деталей в результате компенсации износа их рабочих поверхностей. Основная цель защитного покрытия — защита поверхности от атмосферной коррозии. Защитно-декоративные покрытия защищают детали от коррозии и придают им эстетический вид. Специальные покрытия применяют для придания деталям поверхностной твердости, износо- и жаростойкости, отражательной способности, электропроводности, изоляционных и других специальных свойств.
Хромирование
Данный способ ремонта относится к ремонту деталей гальваническим наращиванием, основанным на процессе электролиза. Под действием постоянного тока, поступающего в электролит ч/з проводник. В результате на катоде выделяются металл и Н2, а на аноде кислотные и водные остатки.
Кол-во вещ-ва.выделяемого на катоде:
,
где С-электрохим эквивалент; I-сила тока; Т-время эликтролиза.
Средняя толщина металла, осажденного на катоде:
где Dк-плотность тока; a-выход металла по току; r-плотность осажденного металла.
Хромирование применяется при восстановлении размеров, получении декоративных коррозионностойких и износостойких покрытий. После хромирования снижается усталостная прочность. Различают хром гладкий по накатке и пористый. Гладкий по накатке следует применять в условиях достаточной смазки при небольших скоростях. А пористый – в условиях граничного трения. Электрохим-ое осаждение хрома отличается по составу электролита и по условию протекания процесса. Хромовый ангидрид растворяется в дистиллированной воде и после отстаивания переливается в ванну, в которую затем добавляют серную кислоту. При хромировании применяют нератстворимые аноды из свинцово-алюминиевого сплава. Величина зазора м/у деталью и анодом должно быть не менее 30 мм, а между деталью и дном ванны – не менее 50 мм.
Хромовые покрытия разделяют на 3 вида:
1) молочные – наиболее мягкие и вязкие без трещин и обладают большой износостой-тью;
2) блестящие – отличаются высокой плотностью, износо-тью, хрупкостью и имеют на пов-ти мелкую сетку трещин;
3) матовые – имеют повышен твердость и хрупкость, низкую износостойкость и наличие трещин на пов-ти.
Преимущества: высокая прочность сцепления, высокая износостойкость, химич стойкость.
Недостатки: длительность процесса электролиза, его сложность, трудоемкость, ограниченная толщина покрытия, высокая себестоимость.
Электролитическое осталивание
При прохождении пост тока низкого напряжения ч/з раствор солей железа происходит осаждение на катоде электролитического железа. Прочность и твердость осаждаемого слоя приближается к свойствам углеродной стали, поэтому процесс назвали осталиванием. Для электролит-ого осталивания прмен-ся несколько типов электролитов: хлористые, бор-хлористо-водородные на основе железа. Для осталивания примен холодные и горячие электролиты. Аноды изготовляются из малоуглерод стали. Для приготовления электролит очищают, загружают в раствор НСL c дистиллированной водой. Затемзасыпают остальные соли. И после осталивания 12…18 ч фильтруют и корректируют кислотность и содержание железа. Введение хлористого натрия обеспечивает снижение напряжения, уменьшение испарения электролита и повыш твердость покрытия. А введение хлористого марганца – увеличивает сцепление.
Для осталивания примен холодные и горячие электролиты. Аноды изготовляются из малоуглерод стали. Для приготовления электролит очищают, загружают в раствор НСL c дистиллированной водой. Затемзасыпают остальные соли. И после осталивания 12…18 ч фильтруют и корректируют кислотность и содержание железа. Введение хлористого натрия обеспечивает снижение напряжения, уменьшение испарения электролита и повыш твердость покрытия. А введение хлористого марганца – увеличивает сцепление.
В зависимости от состава электролита и режима осталивания получают мягкие покрытия с твердостью, соответствующей углеродистой незакаленной стали (НВ 120—220), и твердые покрытия с твердостью, соответствующей закаленной стали (НВ 250—600).
Преимущества: исходные материалы, входящие в состав электролита, дешевы; выход металла по току составляет 75…95%; скорость осаждения металла и толщина покрытия значительно выше, чем при хромировании; механическую обработку покрытия после осталивания производят при обычных режимах резания; процесс осталивания легко регулируется и может быть автоматизирован.
Недостатки: высокая коррозионная активность электролита; сложность техпроцесса; необходим-ть частой фильтрации электролита.
Основные направления интенсификации процесса электрохимического хромирования
[1]
М. А. Шлюгер, Гальванические покрытия в машиностроении, Машиностроение, Москва (1985).
[2]
Л.Я. Богорад, Хромирование, Машиностроение, Ленинград, (1984).
[3]
Ф. Ф. Ажогин, М.А. Беленький, И.Е. Галь и др., Гальванизация, металлургия, Москва, (1987).
Ф. Ажогин, М.А. Беленький, И.Е. Галь и др., Гальванизация, металлургия, Москва, (1987).
[4]
Шлюгер М.А. Гальванические покрытия в машиностроении, Машиностроение, Москва, (1985).
[5]
ПРОТИВ. Проценко, Л.С. Боброва, Д.Е. Голубцов, С.А. Корний и Ф.И. Данилов: представлено в Российский журнал прикладной химии (2018).
[6]
Г. А. Покровская, Теория и практика хромирования, КРДЕНТП, Киев, (1974).
А. Покровская, Теория и практика хромирования, КРДЕНТП, Киев, (1974).
[7]
Ж.-Ю. Ли, М. Ким и С.-К. Квон: представлено Китайскому обществу по сделкам с цветными металлами (2009 г.).
[8]
В.Т. Фомичев, Электроосаждение хрома из электролитов, содержащих органические добавки, НГТУ, Новочеркасск, (1994).
[9]
В.Т. Фомичев, Е. В. Москвичева, А.М. Озеров В.Г. Электроосаждение хрома из электролитов с органическими добавками // Материалы Всесоюзн. конференция «Технология антикоррозионного покрытия». Челябинск, 1985, с.36-37.
В. Москвичева, А.М. Озеров В.Г. Электроосаждение хрома из электролитов с органическими добавками // Материалы Всесоюзн. конференция «Технология антикоррозионного покрытия». Челябинск, 1985, с.36-37.
[10]
М.А. Дасоян, И.Я. Пальм, Оборудование для цехов электрохимических покрытий, Машиностроение, Ленинград, (1979).
[11]
В. Эльхатими, Ф. Захра Бурагба, Р. Лахкале, Р. Садик и Э. Саббар: представлены в Solid State Sciences (2018).
[12]
Авторское свидетельство СССР № 336346 С25Д 704, (1972 г.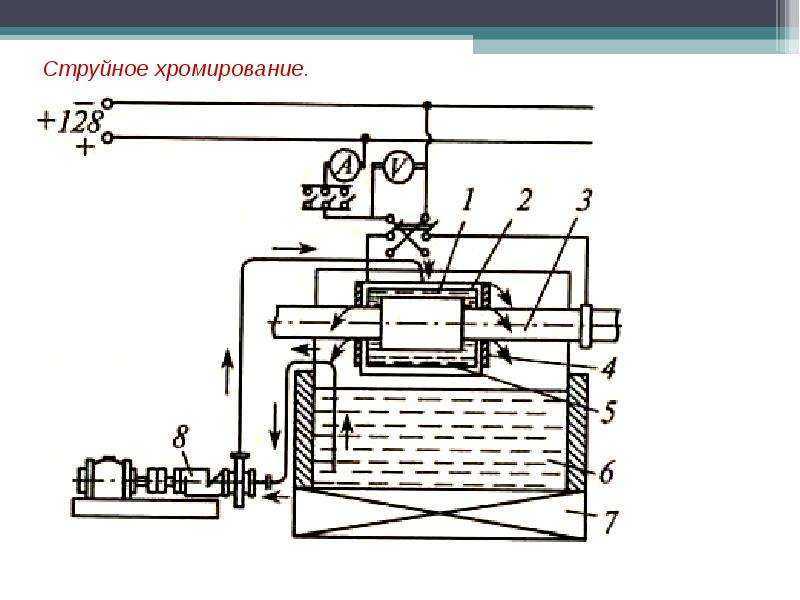 ).
).
[13]
В.Ф. Молчанов, Хромирование в саморегулирующихся электролитах, Техника, Киев, (1972).
[14]
Т. Марек, К. Сювег, А. Вертес, М. Эль-Шариф, Дж. МакДугалл и К.У. Чисхолм: представлен в Радиационную физику и химию (2000 г.).
[15]
ЯВЛЯЮСЬ. Яшпольский, В.А. Ильин, Краткая справка гальванотехника, Механическая конструкция, Ленинград, (1981).
[16]
Н.А. Макарова, М.А. Лебедева, В.Н. Набоков, Металлопокрытие в автомобилестроении, Машиностроение, Москва (1977).
[17]
Эй. Бенариуа, Р. Бубая, Дж. Лесаж и Д. Шико: представлено в Surface & Coatings Technology (2013).
[18]
Х. Фэн, Ю. Чжан, Ю. Вэй, К. Шао, С. Фэн, Дж. Чен и С. Ву: представлено в Международный журнал водородной энергетики (2009 г. ).
).
[19]
Дж. Белявски, Дж. Барановска и К. Щецински: представлено в Surface and Coatings Technology (2006).
[20]
Ф. Санчес Лашерас, П. Х. Гарсия Ньето, Ф. Х. де Кос Хуес и Х. А. Вилан Вилан: представлены в Applied Mathematics and Computation (2014).
[21]
Черкез М.Б., Л.Я. Богорад, Хромирование, Машиностроение, Ленинград, (1978).
[22]
Вайнер Р., Гальваническое хромирование, Машиностроение, Москва, (1964).
[23]
Справочник по электрохимии, изд. А.М. Сухотин, Химия, Ленинград, (1981).
[24]
Виноградов С.С. Экологически безопасное гальваническое производство. М.: Глобус, 2002.
[25]
В. В. Окулов: представлен в Гальваностегии и обработке поверхностей (2005 г.).
В. Окулов: представлен в Гальваностегии и обработке поверхностей (2005 г.).
[26]
А.Н. Батищев, Наставление мастера-гальваника. Колос, Москва, (1980).
[27]
В.И. Лайнер, Защитные металлические покрытия. Металлургия, Москва, (1974).
[28]
Л.Н. Солодкова, В.Н. Кудрявцев, Электролитическое хромирование, Глобус, Москва, (2007).
Электролитическое покрытие твердым железом — Cooper Machinery Services
Привлекательная, экологически чистая замена устаревшему покрытию тихоходных двигателей
- Экологически чистый
- Вместо Хрома
- Основные преимущества
- Новые легенды ТМ
- Производственное оборудование
ПРОДУКТЫ СЕРИИ EMERGING LEGENDS
TM
экологически безопасный процесс гальванического покрытия
В рамках нашей серии новых продуктов и услуг Emerging Legends™ , посвященных стандарту гальванического покрытия, компания Cooper представляет новую продукцию и услуги в области твердого железа. для защиты и восстановления силовых цилиндров двигателей большой мощности и сжатия. Забота об окружающей среде, здоровье и безопасности делает процесс шестивалентного хромирования менее привлекательным вариантом в газокомпрессорной промышленности. Соответственно, процесс покрытия твердым железом полностью заменяет использование пористого хромирования в Cooper. Электролитическое покрытие твердым железом используется в течение многих лет и успешно зарекомендовало себя в качестве альтернативы пористому хромированию.
Соответственно, процесс покрытия твердым железом полностью заменяет использование пористого хромирования в Cooper. Электролитическое покрытие твердым железом используется в течение многих лет и успешно зарекомендовало себя в качестве альтернативы пористому хромированию.
Покрытие из твердого железа доступно для ремонта силовых цилиндров большого диаметра на большинстве линеек двигателей, включая AJAX, Clark, Cooper-Bessemer, Enterprise, Ingersoll Rand, и Worthington.
Предыдущий
Далее
Покрытие твердым железом вместо хромирования
Процесс покрытия твердым железом был разработан в качестве альтернативы хромированию для восстановления цилиндров с низким воздействием на окружающую среду. Покрытие из твердого железа 9Электроосажденное железо чистотой 9,9 % с превосходными адгезионными свойствами, которое можно связывать на молекулярном уровне с широким спектром неблагородных металлов. Он наносится таким же образом, как и хромирование, и может проверяться в соответствии с теми же техническими нормами на предмет изменения адгезии и пористости.
Он наносится таким же образом, как и хромирование, и может проверяться в соответствии с теми же техническими нормами на предмет изменения адгезии и пористости.
Покрытие из твердого железа на цилиндре будет иметь среднюю толщину от 0,008 до 0,015 дюйма. Это согласуется с твердым хромом, поскольку на цилиндре средняя толщина также указана как 0,008–0,015 дюйма. При необходимости можно равномерно нанести до 0,200 дюйма покрытия из твердого железа в случае восстановления сильно изношенного отверстия цилиндра. Это достигается нанесением подложки из железа меньшей твердости, которая не будет создавать напряжения и ослабления основного материала.
Покрытие из твердого железа имеет вид оригинального чугунного цилиндра. Он имеет среднюю прочность на растяжение 235 000 фунтов на квадратный дюйм и прочность на разрыв более 50 000 фунтов на квадратный дюйм. Средняя твердость твердого чугуна составляет 45-50 HRc (421 по Бринеллю). Самая твердая часть отложения обычно имеет толщину в среднем 0,008 дюйма, ближайшую к внешней поверхности.
Ячейка для нанесения покрытия из твердого чугуна может вмещать большинство основных линеек силовых цилиндров, включая крупнейшие в отрасли сжатия газа, такие как 20-дюймовые цилиндры Cooper Bessemer Z-330 и 17-дюймовые цилиндры Clark, Ingersoll Rand и Worthington, а также любые меньшие размеры.
Твердое железное покрытие Cooper также превосходит покрытия, нанесенные термическим напылением, для восстановления силовых цилиндров, поскольку наш продукт не имеет ограничений по сцеплению материалов и совместимости с кольцами. Кроме того, толщина реставрации с напылением ограничена 0,05 дюйма, тогда как толщина реставрации может достигать 0,200 дюйма с покрытием из твердого железа.
Ключевые преимущества
Экологически чистый
Твердое железное покрытие представляет собой электроосажденное железо чистотой 99,9% с физическими свойствами, сравнимыми с низкоуглеродистой сталью. Если химические вещества, используемые в процессе покрытия твердым железом, нейтрализованы и правильно упакованы, их можно утилизировать как неопасные отходы класса III.
Выдающаяся пористость
Одной из наиболее важных и полезных особенностей электролитического покрытия твердым железом является пористость поверхности. Здесь термин пористость относится к «порам» на поверхности цилиндра, которые действуют как резервуары для смазочного масла. Пористость создается механически путем хонингования.
Кислый газ подходит
Дополнительным преимуществом покрытия из твердого железа по сравнению с хромированием является его пригодность для работы с высокосернистым газом. Хромирование плохо держится, когда содержание h3S в топливе превышает 1%. Покрытие из твердого железа стало стандартным покрытием для цилиндров всех двигателей, использующих топливо с содержанием H3S более 1%.
Унифицированность частей
Для конечного пользователя переход от хромирования к электролитическому покрытию твердым железом не вызывает затруднений. В одном и том же двигателе можно одновременно использовать как чугунные, так и хромированные цилиндры. Для обоих используются одни и те же наборы силовых колец.
В одном и том же двигателе можно одновременно использовать как чугунные, так и хромированные цилиндры. Для обоих используются одни и те же наборы силовых колец.
Новое электролитическое твердосплавное покрытие Cooper для силовых цилиндров является первым членом серии Emerging Legends™, нашего портфолио новых продуктов и услуг, которые продвигают отрасль и меняют традиционный способ ведения бизнеса Cooper. Emerging Legends™ служит свидетельством приверженности Cooper оптимизации производительности устаревших двигателей и компрессоров, помощи нашим клиентам в продлении срока службы их оборудования и выводе на рынок экологически безопасных решений.
Производственное предприятие
Центр передового опыта (COE) компании Cooper по металлизации твердым сплавом в Понка-Сити, штат Оклахома, специализируется на ремонте силовых деталей большого диаметра для поршневых двигателей. Ультрасовременный комплекс площадью 12 000 кв. футов. В ячейке для производства твердосплавного покрытия находится такое оборудование, как резервуар для зачистки, несколько резервуаров для покрытия, резервуары для горячей и холодной воды, резервуар для парафина, резервуар для сульфата магния, ректификатор и циркуляционные насосы. Процесс ремонта состоит из зачистки, токарно-карусельного станка (VTL) для сверления, хонингования, нанесения покрытия, шлифовки, VTL для чистового отверстия, окончательного хонингования, очистки и осмотра. Каждый цилиндр или гильза проходят 100% проверку на прямолинейность, концентричность и округлость. После прохождения проверки цилиндры проходят гидроиспытания при давлении 100 фунтов на кв. дюйм и температуре 180°F. Наконец, баллоны упаковываются и упаковываются в ящики для отправки.
Процесс ремонта состоит из зачистки, токарно-карусельного станка (VTL) для сверления, хонингования, нанесения покрытия, шлифовки, VTL для чистового отверстия, окончательного хонингования, очистки и осмотра. Каждый цилиндр или гильза проходят 100% проверку на прямолинейность, концентричность и округлость. После прохождения проверки цилиндры проходят гидроиспытания при давлении 100 фунтов на кв. дюйм и температуре 180°F. Наконец, баллоны упаковываются и упаковываются в ящики для отправки.
Свяжитесь с торговым представителем Cooper, чтобы узнать больше об электролитическом покрытии твердым железом и разместить заказ.
ЗАГРУЗКИ
Статьи
- Cooper расширяет предложения послепродажной поддержки | Журнал Gas Compression, август 2021 г., стр. 16
- Топливная смесь с водородом и природным газом снижает выбросы для интегрального двигателя-компрессора AJAX | Обзор ESG, 30 марта 2022 г.
Сравнение твердого хромирования с декоративным хромированием
Хромирование имеет несколько применений в различных отраслях промышленности, от производства до производства товаров народного потребления. Этот прототипный процесс отделки поверхности придает металлическим деталям защитные покрытия и блестящий блеск.
Этот прототипный процесс отделки поверхности придает металлическим деталям защитные покрытия и блестящий блеск.
Хромирование может улучшить механические свойства разработанных компонентов. Он также может иметь эстетические или декоративные цели. Существует два типа хромирования, которые помогут вам достичь этих двух производственных целей. Они бывают твердым хромированием и декоративным хромированием.
В этой статье приводится подробное сравнение двух типов хромирования, чтобы помочь вам выбрать лучший вариант для вашего проекта.
Что такое твердое хромирование?
Промышленное твердое хромирование является одним из видов гальванического покрытия поверхности. Это также обычно относится к функциональному хрому и инженерному хрому. Процесс этого типа хромирования включает осаждение хрома на поверхность металла.
Слой хрома защищает компонент и повышает его долговечность за счет повышения износостойкости и коррозионной стойкости и снижения трения . Инженеры и производители сочетают основной металл с обработкой поверхности для достижения желаемого качества, надежности и эффективности.
Инженеры и производители сочетают основной металл с обработкой поверхности для достижения желаемого качества, надежности и эффективности.
Твердое хромирование может наноситься различной толщины в диапазоне от 0,0002 дюйма до 0,020 дюйма или более. Вы также можете использовать этот процесс для черных и цветных металлов. Кроме того, вы можете применить хромирование, не затрагивая характеристики оригинальной детали.
Почему твердое хромирование?
Промышленный хром — это сверхтвердый процесс, что делает его широко применяемым в различных отраслях промышленности. Гораздо тверже многих других абразивов и контрграней, используемых в ряде отраслей промышленности . Его впечатляющая твердость позволяет ему выдерживать повышенные уровни нагрузки.
Он также обеспечивает превосходную адгезию, которая может превышать 10 000 фунтов на квадратный дюйм. Некоторые из преимуществ твердого хромового покрытия включают:
Превосходная твердость
Как упоминалось ранее, твердое хромовое покрытие придает большую твердость, чем большинство других металлических покрытий и абразивов. Его твердость составляет от 68 до 72 HRC, что позволяет ему выдерживать различные нагрузки и нагрузки.
Его твердость составляет от 68 до 72 HRC, что позволяет ему выдерживать различные нагрузки и нагрузки.
Низкий коэффициент трения
При контакте твердого хромового покрытия с металлами, углеродом, графитом и полимерами возникает очень небольшое трение. Это преимущество делает его ценным для движущихся частей, уменьшая тепло и трение между компонентами.
Низкое трение и рабочие температуры помогают предотвратить заедание деталей. Таким образом, срок службы основных компонентов увеличивается. Меньшее трение сочетается с гладкостью полированных поверхностей, чтобы избежать повреждений из-за истирания.
Повышенная стойкость к истиранию и износу
Твердое хромовое покрытие чрезвычайно устойчиво к износу благодаря своей исключительной твердости и низкому трению . Компоненты скольжения, элементы, контактирующие с металлом, а также грубые абразивные материалы, такие как уголь, песок и цемент, могут выиграть от твердого хромирования.
Твердое хромовое покрытие устойчиво к износу и истиранию даже при сильном контактном механическом воздействии, обеспечивая длительный срок службы.
Прочная толщина
Твердое хромирование может быть нанесено различной толщины для удовлетворения требований проекта, в зависимости от уникального применения. Твердое хромирование может достигать твердости от 68 до 69.ПЦ. Толстое прочное хромовое покрытие защищает компоненты от износа при нормальной эксплуатации и в тяжелых условиях, например, при воздействии агрессивных веществ.
Производители могут использовать твердое хромирование значительно большей толщины для фиксации изношенных или поврежденных компонентов, если это необходимо. Обладает исключительной стойкостью к истиранию и износу, что способствует увеличению срока службы компонентов.
Отличная адгезия
Твердое хромовое покрытие имеет отличную адгезию к некоторым металлическим основаниям. У него низкая вероятность отслаивания, что делает его долговечным вариантом. Компоненты тщательно очищаются от любых загрязнений перед нанесением покрытия, чтобы еще больше улучшить адгезию.
Химические растворы обеспечивают прочную и долговечную адгезию хромового покрытия во время электролитической ванны во время нанесения покрытия.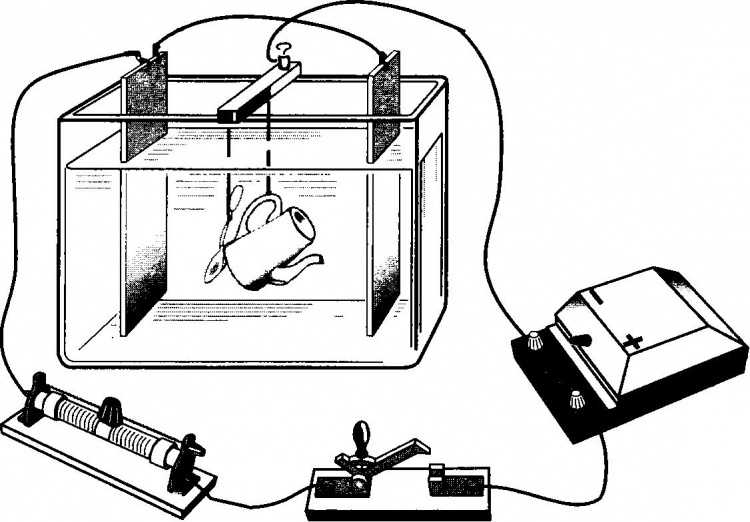
Коррозионная стойкость
Сектор здравоохранения, химическая и пищевая промышленность выигрывают от высокой коррозионной стойкости твердого хромового покрытия. Твердое хромирование можно использовать для обработки материалов большинством газов и органических кислот.
Также можно полностью очистить детали с твердым хромированием в критических санитарных ситуациях. Это потому, что они могут переносить дезинфицирующие средства и чистящие химикаты.
Различные варианты отделки хромом
Твердый хром допускает различные варианты отделки, такие как шлифовка и полировка. Вы можете использовать толстое, прочное хромирование, а затем отшлифовать его, чтобы оно соответствовало определенным размерам детали. Твердый хром также можно полировать до высокого уровня гладкости для операций, требующих минимального трения и истирания.
Производители могут полировать и доводить до блеска промышленное хромированное покрытие, чтобы оно выглядело так же красиво, как декоративное хромирование, в тех областях, где важна эстетическая привлекательность.
Что такое декоративное хромирование?
Этот тип хромирования включает нанесение тонкого слоя хрома на никелированные подложки. Слой хрома защищает никелевое покрытие от окисления и потускнения. Также дает ярко-голубоватый оттенок – яркий декоративный хром.
Некоторые производители перед нанесением никеля также гальванизируют медь на компоненте. Слой никеля добавляет отражающую способность, гладкость и коррозионную стойкость. Блестящий внешний вид декоративного хрома достигается за счет первоначального никелирования .
Добавление тонкого слоя хрома придает легкий синий оттенок, а также защищает от царапин.
Почему декоративное хромирование?
Основной целью этого метода хромирования является придание эстетических свойств компоненту . Хотя он также обладает коррозионной стойкостью и износостойкостью, его толщина не позволяет ему обеспечить такой же уровень долговечности, как твердое хромирование.
Некоторые преимущества декоративного хромирования:
Улучшенный внешний вид
Судя по названию, декоративное хромирование обеспечивает приятную блестящую и гладкую поверхность. Предположим, вы выбрали этот тип отделки поверхности для потребительских товаров, таких как кухонная утварь. В этом случае вы обязательно получите повышенную воспринимаемую ценность.
Предположим, вы выбрали этот тип отделки поверхности для потребительских товаров, таких как кухонная утварь. В этом случае вы обязательно получите повышенную воспринимаемую ценность.
Декоративный хром также улучшает внешний вид музыкальных инструментов и деталей автомобилей.
Easy Cleaning
Блеск и гладкая поверхность этого типа покрытия облегчают очистку. Вы можете легко использовать химикаты и бытовые чистящие средства, не напрягаясь.
Благодаря гладкой поверхности материал не задерживает частицы пыли и грязи. Таким образом, вы можете быть уверены, что ваше изделие с декоративным хромированием будет долго блестеть.
Коррозионная стойкость
Декоративное хромирование не только придает деталям привлекательный внешний вид. Он также обеспечивает достаточную защиту от коррозии при воздействии атмосферы или других окислителей .
Вот почему производители выбирают этот метод для деталей автомобилей и строительных изделий. Эти детали предназначены для использования вне помещений и могут подвергаться окислению. Поэтому декоративное хромирование обеспечивает необходимую защиту.
Эти детали предназначены для использования вне помещений и могут подвергаться окислению. Поэтому декоративное хромирование обеспечивает необходимую защиту.
Износостойкость
Декоративное хромирование позволяет повысить прочность изделия. Тем не менее, есть предел степени, до которой он может дойти. Это покрытие на никеле довольно тонкое, что делает его довольно восприимчивым к повреждениям.
Например, при аварии может треснуть обшивка бампера. Тем не менее, это покрытие также может выдерживать некоторую степень нагрузки в течение длительного времени. Примером может служить кухонная утварь, которая может сохранять тонкий слой трехвалентного хрома для длительного использования.
Каковы области применения твердого хромирования?
В различных отраслях промышленности применяется твердое хромирование для повышения твердости и износостойкости компонентов . Как и промышленное хромирование, этот процесс покрытия повышает прочность этих деталей и срок их службы. Таким образом, это снижает затраты и время простоя на техническое обслуживание.
Таким образом, это снижает затраты и время простоя на техническое обслуживание.
Кроме того, это идеальная техника отделки для многих основных металлов. Он подходит как для черных, так и для цветных металлов. Примеры таких основных металлов включают сталь, нержавеющую сталь, бронзу, медь, латунь и другие.
Возможно также хромирование алюминия. Однако потребуется подслой из никеля или меди. Некоторые из распространенных применений твердого хромирования включают следующее:
- Автомобильная промышленность — используется для амортизаторов, поршней и других деталей, требующих большого времени цикла для обеспечения смазывающей способности и долговечности
- Авиакосмическая промышленность — шасси, компоненты приводов и алюминиевые поршневые кольца
- Станки – Метчики, матрицы, сверла, ролики, подшипники, пресс-пуансоны, станины токарных станков, пресс-формы и инструменты для экструзии
- Шестерни, роторы и валы
- Компрессоры
- Клапаны и заслонки
- Гидравлические цилиндры
- Горнодобывающее оборудование
- Печатные и текстильные компоненты
- Сельскохозяйственное оборудование
- Компоненты автомобиля — это особенность нескольких деталей автомобиля, включая отделку, бамперы, пороги, колеса / диски, дверные ручки, решетки, лицевые панели фар, и более. Использование декоративного хрома для этих деталей повышает их коррозионную стойкость, так как происходит повышенное воздействие атмосферы.
- Инструменты – торцевые головки, гаечные ключи, пассатижи, отвертки и многие другие имеют декоративное хромирование для повышения износостойкости и долговечности. Покрытие не только улучшит внешний вид инструментов, но и предотвратит их повреждение.
- Кухонная утварь – аксессуары, такие как ложки, вилки, ножи, шпатели, щипцы и т.
 д., также могут иметь декоративную хромированную отделку. Это влияет на термостойкость и износостойкость посуды, а также облегчает ее очистку.
д., также могут иметь декоративную хромированную отделку. Это влияет на термостойкость и износостойкость посуды, а также облегчает ее очистку. - Музыкальные инструменты – фурнитура для таких инструментов, как кларнеты и гитары, также иногда покрывается тонким декоративным покрытием. Это помогает улучшить их внешний вид и долговечность.
#1
#2
#3
#4
#5
#6
#7
#8
#9
#10
#11
#12
№13
№14
№15
№16
# 17
# 18
- Твердое анодирование
- Методы хромирования
- Методы плазменного напыления
- Плазменно-электролитическое оксидирование (ПЭО), также известное как микродуговое оксидирование
, или неправильно обработаны. Машинисты могут нанести толстый слой твердого хромового покрытия на очень маленький или изношенный компонент, чтобы восстановить его первоначальный размер. Химическое удаление поврежденного покрытия и нанесение свежего твердого хромового покрытия поможет восстановить поврежденную деталь.
Машинисты могут нанести толстый слой твердого хромового покрытия на очень маленький или изношенный компонент, чтобы восстановить его первоначальный размер. Химическое удаление поврежденного покрытия и нанесение свежего твердого хромового покрытия поможет восстановить поврежденную деталь.
В сочетании с абразивными материалами, такими как текстиль, известняк, бумага или песок, твердое хромовое покрытие может быть отполировано до большей гладкости для закругленных компонентов, таких как печатные цилиндры и валики. В то же время это покрытие по-прежнему обеспечивает высокую износостойкость.
Каковы области применения декоративного хромирования?
Как мы установили ранее, декоративное хромирование улучшает эстетический вид деталей, а также защищает их от износа и коррозии. Хотя его применение более ограничено, чем твердое хромирование, декоративный хром адекватно работает с различными потребительскими товарами.
Это связано с простотой очистки и блестящим и гладким внешним видом. Если вы решите использовать эту отделку только для эстетической привлекательности, это недорогой вариант. Декоративное хромирование работает с основными материалами, такими как сталь, пластик, алюминий, сплавы меди и сплавы цинка .
Если вы решите использовать эту отделку только для эстетической привлекательности, это недорогой вариант. Декоративное хромирование работает с основными материалами, такими как сталь, пластик, алюминий, сплавы меди и сплавы цинка .
Некоторые из распространенных применений этого покрытия:
Выбор лучшего процесса хромирования: какой метод подходит именно вам?
Твердое хромирование придает материалам превосходную твердость и прочность. Он также обеспечивает низкое трение, износостойкость и долговечность. С другой стороны, декоративное хромирование придает вашему компоненту исключительную эстетическую привлекательность. У него тоже есть степень износостойкости, но она не такая высокая, как у технического хрома.
Твердое хромирование лучше всего подходит для промышленного применения и условий высоких нагрузок. С другой стороны, декоративный хром обеспечивает желаемый внешний вид и защиту в основном товарам народного потребления. В конечном счете, тип покрытия, который вы выберете для своих деталей, будет зависеть от их применения .
В конечном счете, тип покрытия, который вы выберете для своих деталей, будет зависеть от их применения .
Заключение
Понимание различий между твердым хромированием и декоративным хромированием поможет вам выбрать лучший метод для вашего проекта. Это обеспечит достаточную производительность ваших компонентов, а также повысит их долговечность.
Компания AT Machining может стать вашим производственным партнером для предоставления высококачественных услуг по хромированию, отвечающих вашим потребностям. Мы объединяем высококвалифицированных специалистов и передовые инструменты для обеспечения качества вашего продукта. Свяжитесь с нами сегодня, и давайте обсудим ваш проект.
Часто задаваемые вопросы
Является ли хромирование дорогим?
Процессы хромирования могут быть довольно дорогими из-за некоторых переменных. Наиболее важной из этих переменных является то, что это покрытие представляет собой электролитический процесс. Таким образом, возникает потребность в электричестве на всех уровнях гальванопокрытия.
Таким образом, возникает потребность в электричестве на всех уровнях гальванопокрытия.
Какие материалы можно хромировать?
Твердое хромирование подходит как для черных, так и для цветных металлов. К таким подложкам относятся высоколегированные металлы, нержавеющая сталь, чугун, титановые сплавы, бронза, латунь и т. д.
В чем разница между твердым хромом и декоративным хромом?
Основное различие между твердым и декоративным хромированием заключается в толщине. Твердый хром увеличивает толщину конечного продукта, а декоративный хром тоньше. Кроме того, декоративное хромирование в первую очередь улучшает внешний вид изделия, а твердое хромирование — твердость и долговечность.
Общие | Зачистка хрома в электролитической ванне | Практик-механик
Стив в Южной Калифорнии
Титан
У меня есть легкосплавные диски с очень тонким хромом и медью, выступающей во многих местах. Я хотел бы удалить хром и медь, а затем отполировать колеса. Я видел несколько упоминаний об обратном процессе нанесения покрытия с помощью зарядного устройства путем добавления чашки или соляной кислоты в три галлона воды. Зарядное устройство подключается к колесу на положительной клемме, а аноды представляют собой толстый медный провод в растворе. Кто-нибудь использовал этот метод или у него есть эффективный способ домашнего приготовления для достижения желаемых результатов?
Я хочу отполировать эти колеса, когда они будут зачищены, так что предпочтительнее наименее уклончивый метод.
Стив
Пит22
Чугун
Стив:
Просто предостережение. При электролитическом удалении хрома образуются опасные отходы, которые необходимо утилизировать надлежащим образом. Лучше оставить в мастерской по гальванике.
Пит
Закрыть работу
Чугун
Если бы у меня была такая работа, я бы спросил местного гальванотехника, занимающегося хромированием, как он будет выполнять зачистку. Мой парень по металлу с радостью ответит на любые мои вопросы. Я мало что знаю о хромировании, за исключением того, что хромирование требует значительно более высокого тока, чем медь или никель в амперах на квадратный фут площади, что является единицей измерения. Мне кажется, что если для хромирования требуется скажем 10-20 А/кв. футов, то может потребоваться такое количество тока, чтобы удалить его за такое же время. Десять ампер на квадратный фут становятся большим количеством ампер, когда детали большие. Я знаю, что в гальванических цехах, занимающихся хромированием, есть большие источники питания. У меня был плохой опыт с точечной коррозией, когда у меня было химическое удаление никелированного покрытия. Это происходит, когда одна область очищается раньше другой соседней области, и действие очистки продолжается на чистой области. К тому времени, когда будет удален последний кусок покрытия, области, которые были очищены ранее, были протравлены глубже, и у вас есть вдавленные области глубиной в несколько тысячных дюйма. Довольно уродливо, требуя обработки поверхности по всей поверхности, чтобы получить непрерывную поверхность. Местный поставщик будет иметь некоторую полезную информацию об этом.
Мне кажется, что если для хромирования требуется скажем 10-20 А/кв. футов, то может потребоваться такое количество тока, чтобы удалить его за такое же время. Десять ампер на квадратный фут становятся большим количеством ампер, когда детали большие. Я знаю, что в гальванических цехах, занимающихся хромированием, есть большие источники питания. У меня был плохой опыт с точечной коррозией, когда у меня было химическое удаление никелированного покрытия. Это происходит, когда одна область очищается раньше другой соседней области, и действие очистки продолжается на чистой области. К тому времени, когда будет удален последний кусок покрытия, области, которые были очищены ранее, были протравлены глубже, и у вас есть вдавленные области глубиной в несколько тысячных дюйма. Довольно уродливо, требуя обработки поверхности по всей поверхности, чтобы получить непрерывную поверхность. Местный поставщик будет иметь некоторую полезную информацию об этом.
металлбизонлайн
Чугун
Привет, Стив,
Когда я все еще покупал лом в SFV, одним из моих самых дружелюбных клиентов был Рон в F and H plating в Северном Голливуде.
Я не могу сосчитать, сколько раз этот парень просто объяснял нам что-то или быстро делал небольшую работу бесплатно или почти бесплатно.
С ним просто приятно иметь дело. Удачи!
Ник Айронс
Алюминий
Пит22 сказал:
Стив:
Просто предостережение.
При электролитическом удалении хрома образуются опасные отходы, которые необходимо утилизировать надлежащим образом. Лучше оставить в мастерской по гальванике.
Пит
Нажмите, чтобы развернуть…
Извините за захват ветки, но я задал аналогичный вопрос
относительно поворотного рычага M/Cycle из хромированной стали
, который мне нужно было разобрать, и я получил аналогичные ответы,
, что магазин гальванических покрытий был бы лучшим выбором, поскольку хром
покрытие и обратный электролиз для его удаления
были бы довольно опасны.
Меня направили на похожий сайт под названием Caswell
Plating, так как я хотел купить один из их комплектов хромирования
для своего поворотного рычага после того, как его сняли.
Я задавал вопросы о токсичности процесса,
так как я полагал, что при гальванике и наоборот образуется цианистый газ
. Сайт сайта Caswell Plating сообщил мне, что цианид
не производится. .???
.???
Если у кого-то есть достоверная информация по этому поводу, я лично был бы признателен.
Ура и АТБ, Ник.
AlleyCat
Чугун
Стив: Если вы хотите снять покрытие с помощью своей собственной системы, вам следует подумать о какой-либо системе покрытия щеткой с обратными соединениями. Положительное соединение должно быть присоединено к зачищаемой части, а отрицательное соединение должно быть подключено к щетке. Кисть может быть чем-то простым, например, металлическим стержнем, покрытым войлоком или подобным материалом. Окуните щетку в электролит и начните протирать участки, которые вы хотите очистить.
Все выступающие области и острые углы будут иметь самое толстое покрытие, а углубления и карманы будут иметь самое тонкое покрытие. Используя кисть, вы концентрируете плотность тока в небольшой контролируемой области. Для этого приложения подойдет небольшой блок питания или зарядное устройство. Имейте в виду, что вы концентрируете весь ток в небольшой кисти, плотность тока на самом деле может превышать 100 ампер на квадратный фут. Не оставляйте щетку слишком долго на одном месте, иначе вы можете сжечь основной металл. Держите кисть в движении.
Положительным моментом является то, что вы можете видеть, что делаете, потому что колесо не погружено в резервуар с кислотой. Одним из недостатков является возможность образования анодной пленки на алюминиевом колесе, поскольку вы фактически будете выполнять анодирование, когда наткнетесь на голый алюминий. Эту анодную пленку, возможно, придется снять, прежде чем колесо можно будет снова хромировать. Выше было дано много полезной информации, а Close Work дал хорошее представление о том, чего ожидать. Удачи с проектом. Том
Удачи с проектом. Том
Пит22
Чугун
Nickirons:
Согласен с Caswell, при зачистке хрома цианид не образуется.
Тем не менее, я должен повторить, что зачистка хрома не является занятием на заднем дворе.
Не путайте это с относительно безопасным электролитическим удалением ржавчины со стали/железа.
Пит
Стив в Южной Калифорнии
Титан
Спасибо за ответы; Я не собираюсь перекрашивать их, я буду полировать их, как только они будут раздеты. Я не был уверен в процессе, который я упомянул, и подумал, что кто-то здесь может что-то понять. Я не хочу, чтобы на моем заднем дворе была свалка токсичных отходов, и у меня нет сильноточного источника питания постоянного тока, поэтому я откажусь от этой идеи.
Металлиз; отличная информация, и я позвоню Рону в понедельник, чтобы узнать, что он думает. Пескоструйная обработка и травление кислотой, как уже отмечалось, слишком грубая поверхность, чтобы ее можно было отполировать без серьезной шлифовки. Вот почему я ищу что-то минимально уклончивое, чтобы удалить покрытие.
Стив
бослейджр
Алмаз
Соляная кислота с этанолом (я думаю — проверьте это) будет работать без батареи, я думаю, но есть некоторые серьезные экологические проблемы. Цианид относительно безвреден по сравнению с тем, что производит IS.
Цианиды не образуются при электролитической реэкстракции хрома, шестивалентный хром образуется. Помните «Эрин Брокович» и стакан воды? Сделайте глоток! Сливать результат электролитического или химического удаления хрома в канализацию было бы крайне не по-соседски, и если сработает датчик муниципальной канализационной системы, и они придут и найдут вас… делать покупки на сайте суперфонда в нижнем регистре. Требуемое исправление и мониторинг являются дорогостоящими и снижают стоимость вашей недвижимости. Теперь, если вы планируете поместить полученную стрипперную жидкость в большую бутыль Nalgene и заплатить кому-то, чтобы правильно ее утилизировать, стриппер будет дешевле.
Даже если материал превратился обратно в элементарный металл, помещение его в сколько-нибудь значительном количестве в канализационную или септическую систему было бы оплошностью.
Кто-то плохо покрыл колеса моего Бимера (купил б/у, с хромированными дисками). Я хотел бы зачистить и покрыть медью/никелем/хромом. ЕСЛИ вы узнаете, сколько это может стоить за четыре колеса, я был бы признателен за это.
Спасибо
Джим
Стив в SoCal
Титан
Привет, Джим,
Это колеса Lorinser для моего 300CE, и я, должно быть, стер весь хром за годы мойки. В Германии хром запрещен на легкосплавных дисках в соответствии с TUV DOT Германии. Диски мне нравятся и я либо покрашу их порошковой краской, либо полиролью, если это не слишком дорого. Хотя мне нравится, как легко очищается хром, они недолговечны. Я только что разговаривал с другом, который занимается колесным бизнесом, и он назвал 125–150 за колесо, чтобы заново хромировать мои 16-дюймовые колеса.0003
В Германии хром запрещен на легкосплавных дисках в соответствии с TUV DOT Германии. Диски мне нравятся и я либо покрашу их порошковой краской, либо полиролью, если это не слишком дорого. Хотя мне нравится, как легко очищается хром, они недолговечны. Я только что разговаривал с другом, который занимается колесным бизнесом, и он назвал 125–150 за колесо, чтобы заново хромировать мои 16-дюймовые колеса.0003
Стив
металлбизонлайн
Чугун
Стив из Южной Калифорнии сказал:
Привет, Джим,
Это колеса Lorinser для моего 300CE, и я, должно быть, стер весь хром за годы мойки.
В Германии хром запрещен на легкосплавных дисках в соответствии с TUV DOT Германии. Диски мне нравятся и я либо покрашу их порошковой краской, либо полиролью, если это не слишком дорого. Хотя мне нравится, как легко очищается хром, они недолговечны. Я только что разговаривал с другом, который занимается колесным бизнесом, и он назвал 125–150 за колесо, чтобы заново хромировать мои 16-дюймовые колеса.0003
Стив
Нажмите, чтобы развернуть…
Еще раз здравствуйте, Стив, мы платили 75 долларов за 20-дюймовое колесо шиномонтажу в Линвуде. Я забыл его имя, но ребята из San Fernando Tire знали бы. назад.
Цена, которую вы здесь упомянули, звучит примерно так, как Джон из California Chrome в Валенсии или Билл из OE Wheel в Чатсуорте.
О, чуть не забыл, полировка колес на заказ в Северном Голливуде. У них есть танки для обшивки, хотя я думаю, что с ними они незаметны. Ребят зовут Андре.
Стив в Южной Калифорнии
Титан
Я знаю Андре,
Меня не волнует, как они работают, цена на хромирование поднялась в старые добрые времена 75,00 теперь 120-150 у меня или так кажется. У меня есть друг, который только что заплатил 54000,00 за хром на машине, которую они отреставрировали. Отправил все парню в Теннесси? Как вы знаете, в Лос-Анджелесе магазинов гальванопокрытий немного и они далеко друг от друга по сравнению со старыми днями.
Я действительно не хочу повторно хромировать их, просто избавьтесь от того, что осталось от хрома и меди.
Стив
Ник Айронс
Алюминий
Пит22 сказал:
Nickirons:
Согласен с Caswell, цианид не образуется при зачистке хрома.
Тем не менее, я должен повторить, что снятие хрома — это не занятие на заднем дворе.
Не путайте это с относительно безопасным электролитическим удалением ржавчины со стали/железа.
Пит
Нажмите, чтобы развернуть…
Спасибо Пётр,
Я только изначально спросил правда, так как уже около года сам занимаюсь цинкованием
. Поначалу результаты были в лучшем случае плохими, но после того, как
попробовали и поэкспериментировали с различными концентрациями покрытия
ванна и ток, теперь у меня есть действительно хорошие результаты, и я использую их
при восстановлении своего мотоцикла для ржавых деталей, которые сейчас недоступны.
Какие тогда недостатки/проблемы с обратным электролизом?
Я знаю, что это непросто, но если это не так опасно, как я думал, о чем
мне следует знать?
Большое спасибо, Ник.
железные игрушки
Алюминий
Стив: Считай, что это только для твоего развлечения. Ваши хромированные колеса, скорее всего, сильно никелированы с декоративным слоем хрома сверху. Раньше я покрывал алюминиевые диски Mercedes. После полировки к алюминиевым деталям применяется процесс цинкования, чтобы подготовить алюминий к никелированию. Голый алюминий начнет травление в кислотной ванне для никелирования без обработки цинком. Далее следует блестящее никелирование, время покрытия около 30 минут. После 3 промывок, шестивалентного хромирования, от 30 секунд до одной минуты, в зависимости от эффективности работы вспомогательного анода. Автомобильное колесо будет тянуть около 50 ампер тока в никелевом баке. Хром может тянуть около 750 ампер. Наносится блестящее никелирование толщиной около 0,002–0,004 дюйма, в зависимости от того, насколько «бросает» ванну в данный день. Никель — это яркий блеск, который вы видите, когда думаете о «хроме». Никель тускнеет . Шестивалентный хром, нанесенный поверх никеля, сделает колесо ярким и блестящим. Хром нужен только для того, чтобы никель не потускнел. Если бы ваши колеса были на самом деле только хромированными, они были бы тускло-серыми.
Далее следует блестящее никелирование, время покрытия около 30 минут. После 3 промывок, шестивалентного хромирования, от 30 секунд до одной минуты, в зависимости от эффективности работы вспомогательного анода. Автомобильное колесо будет тянуть около 50 ампер тока в никелевом баке. Хром может тянуть около 750 ампер. Наносится блестящее никелирование толщиной около 0,002–0,004 дюйма, в зависимости от того, насколько «бросает» ванну в данный день. Никель — это яркий блеск, который вы видите, когда думаете о «хроме». Никель тускнеет . Шестивалентный хром, нанесенный поверх никеля, сделает колесо ярким и блестящим. Хром нужен только для того, чтобы никель не потускнел. Если бы ваши колеса были на самом деле только хромированными, они были бы тускло-серыми.
Теперь, для ваших целей, вы должны сначала удалить слой хрома, прежде чем удалять никель. Хром можно удалить раствором каустической соды и воды при температуре 140 градусов по Фаренгейту при 10-12 В постоянного тока. Рисунок на блоке питания на 100 ампер для колеса. Минут через 10 должен снять хром. Недостатком является то, что теперь вы загрязнили хороший бак электроочистителя шестивалентным хромом. Это сделает водоросли в аквариуме зелеными. Разбавленный раствор соляной кислоты (1 часть) на 2 части воды комнатной температуры в пластиковой бочке на 55 галлонов также подойдет. Недостатком является то, что все в пределах 100 футов от этого резервуара будет ржаветь. Теперь самое интересное. Пластиковый барабан на 55 галлонов 50-50 с серной кислотой и водой при комнатной температуре удалит никель. К этой смеси добавьте 1 пинту глицерина (из аптеки). Медленно и осторожно перемешайте. Теперь вы знаете, что такое экзотермическая реакция. Этот резервуар необходимо держать закрытым, так как h3So4 (серная кислота) гигроскопична и поглощает влагу из воздуха. Подключите к 12-вольтовому источнику питания, используя аноды из нержавеющей стали или углерода, и готовьте. Большая часть никеля отделится примерно через 15 минут. Глицерин добавляется в качестве буферного агента, чтобы остановить реакцию в местах, где никель отслаивается быстрее, чем в других местах.
Минут через 10 должен снять хром. Недостатком является то, что теперь вы загрязнили хороший бак электроочистителя шестивалентным хромом. Это сделает водоросли в аквариуме зелеными. Разбавленный раствор соляной кислоты (1 часть) на 2 части воды комнатной температуры в пластиковой бочке на 55 галлонов также подойдет. Недостатком является то, что все в пределах 100 футов от этого резервуара будет ржаветь. Теперь самое интересное. Пластиковый барабан на 55 галлонов 50-50 с серной кислотой и водой при комнатной температуре удалит никель. К этой смеси добавьте 1 пинту глицерина (из аптеки). Медленно и осторожно перемешайте. Теперь вы знаете, что такое экзотермическая реакция. Этот резервуар необходимо держать закрытым, так как h3So4 (серная кислота) гигроскопична и поглощает влагу из воздуха. Подключите к 12-вольтовому источнику питания, используя аноды из нержавеющей стали или углерода, и готовьте. Большая часть никеля отделится примерно через 15 минут. Глицерин добавляется в качестве буферного агента, чтобы остановить реакцию в местах, где никель отслаивается быстрее, чем в других местах. Вы будете делать это в деревянном здании, так как алюминиевые или стальные стены здания со временем растворятся вокруг вас. Несколько резиновых перчаток, лицевых щитков и пластиковых ополаскивателей, и все готово. Предложите купить одежду в местном магазине доброй воли. Хлопковые левисы после первой стирки будут выглядеть так, как будто их обстреляли из дробовика. Поскольку деньги не были делегированы на исправление, вы теперь знамениты. Ваш собственный сайт суперфонда! Знайте, что молекулярная масса серной кислоты очень велика, для перемещения бочек необходим вилочный погрузчик. Стандарты отчетности изменились за 25 лет с тех пор, как у меня был гальванический цех. Сомневаюсь теперь, что химзаводы будут доставлять кислоты в домашние гаражи. Поскольку это сайт для практичных машинистов, вы действительно не хотите, чтобы эти вещи находились в поле зрения каких-либо станков. Плохая Джуджу. Я рекомендую позволить тарелке разобраться с беспорядком. Они настроены на это. Стоимость самостоятельной сборки значительно превышает стоимость новых колес.
Вы будете делать это в деревянном здании, так как алюминиевые или стальные стены здания со временем растворятся вокруг вас. Несколько резиновых перчаток, лицевых щитков и пластиковых ополаскивателей, и все готово. Предложите купить одежду в местном магазине доброй воли. Хлопковые левисы после первой стирки будут выглядеть так, как будто их обстреляли из дробовика. Поскольку деньги не были делегированы на исправление, вы теперь знамениты. Ваш собственный сайт суперфонда! Знайте, что молекулярная масса серной кислоты очень велика, для перемещения бочек необходим вилочный погрузчик. Стандарты отчетности изменились за 25 лет с тех пор, как у меня был гальванический цех. Сомневаюсь теперь, что химзаводы будут доставлять кислоты в домашние гаражи. Поскольку это сайт для практичных машинистов, вы действительно не хотите, чтобы эти вещи находились в поле зрения каких-либо станков. Плохая Джуджу. Я рекомендую позволить тарелке разобраться с беспорядком. Они настроены на это. Стоимость самостоятельной сборки значительно превышает стоимость новых колес. А теперь выписывай чек и радуйся, что эпа тебя не знает. Колыбель к тяжкой ответственности за хазмат тебе не нужна. Помните, что это только те части автомобиля, которые вы хотите использовать повторно. Скотт
А теперь выписывай чек и радуйся, что эпа тебя не знает. Колыбель к тяжкой ответственности за хазмат тебе не нужна. Помните, что это только те части автомобиля, которые вы хотите использовать повторно. Скотт
Последнее редактирование:
Пит22
Чугун
Nickirons:
Электролитическое удаление ржавчины использует умеренно щелочной раствор (сода для стирки Arm & Hammer) в качестве электролита. Удаляемый металл (железо) имеет относительно низкую токсичность. Только опасные пары могут быть водородными (взрывоопасными).
Удаляемый металл (железо) имеет относительно низкую токсичность. Только опасные пары могут быть водородными (взрывоопасными).
Правила окончательной утилизации электролита могут различаться в зависимости от местоположения.
Выполните поиск на этом веб-сайте, и вы найдете много информации по этому вопросу.
Пит
бослейджр
Алмаз
Но Пит, дело в том, что ты сдираешь хром. Твердый хром, с которого вы начинаете, не является ионом. Растворенный хром находится либо в валентном состоянии Cr+3, либо в Cr+6. Вашему телу на самом деле нужно немного Cr+3. Существует много доказательств того, что Cr+6 (или его соединения) является канцерогенным. Валентное состояние Cr+6 создается путем отщепления. Кроме того, вы используете не соду для стирки, а гидроксид натрия (щелок).
Существует много доказательств того, что Cr+6 (или его соединения) является канцерогенным. Валентное состояние Cr+6 создается путем отщепления. Кроме того, вы используете не соду для стирки, а гидроксид натрия (щелок).
Катодная реакция: 6h3O + 6e- = 6OH- + 3h3(g) (OH- обеспечивается щелочью)
Анодная реакция: Cr(s) = Cr+6 + 6e-
Реакция гидроксида: Cr+6 + 8OH- + 2Na+ = Na2CrO4(водн.) + 4h3O
Всего: Cr(s) + 2h3O + 2NaOH(водн.) = Na2CrO4(водн.) + 3h3(г)
Вы можете добавить соду для стирки, чтобы продлить срок службы ванны по мере накопления хромата натрия.
Обратите внимание, что хром в конечном продукте представляет собой Cr+6, который ЯВЛЯЕТСЯ ОПРЕДЕЛЕННО токсичным, или, по крайней мере, регулируется так, как если бы это было так. Паспорт безопасности находится здесь и маркирует хромат натрия как сильный окислитель и известный канцероген.
Что касается моих колес, я думаю, я просто найду другие дешевые подержанные 7-й серии с нехромированными колесами. Поскольку я работаю вне дома и езжу очень мало, это мой способ свести к минимуму количество поездок большого пожирателя бензина. Моя заявка на помощь окружающей среде.
Поскольку я работаю вне дома и езжу очень мало, это мой способ свести к минимуму количество поездок большого пожирателя бензина. Моя заявка на помощь окружающей среде.
Бест,
Джим
PS Объяснение Irontoy столь же полезно и забавно, как и основано на опыте. Конечно, если вам нужен личный опыт работы с правилами суперфонда И ребенок с двумя головами, дерзайте!
Пит22
Чугун
Джим:
Ваша точка зрения понятна.
Тем не менее, мой пост был ответом на то, что Никирон удаляет ржавчину с деталей мотоцикла. Я ранее сделал комментарий, что удаление ржавчины (только) сильно отличается от удаления хрома, и я также сказал, что удаление хрома не было занятием на заднем дворе.
Со всеми предупреждениями о зачистке хрома я конечно же согласен.
Пит
бослейджр
Алмаз
Пит,
Приношу свои извинения, вы ясно указали на удаление ржавчины. Мне нужно больше сосредоточиться, когда я читаю сообщения поздно ночью.
Джим
Сравнение экологических характеристик поверхностных покрытий
Для быстрорастущих цепочек поставок, таких как те, которые обслуживают аэрокосмический, энергетический, оборонный и автомобильный рынки, существует растущая потребность в производстве легких и прочных компонентов.
Когда речь идет об облегчении компонентов и сборочных узлов, легкие металлы и их сплавы, такие как магний, алюминий и титан, являются идеальным материалом для многих применений.
Недостатком этих легких металлов является их низкая износостойкость и подверженность коррозии, особенно в областях применения, ориентированных на производительность. Ответом на этот вызов являются антикоррозионные и износостойкие покрытия, такие как:
Эти покрытия и обработка поверхности были тщательно проверены на предмет использования в них токсичных и вредных химических веществ. Последние законодательные акты, такие как RoHS, REACH и их международные эквиваленты, побуждают производителей повышать свою экологичность. Это включает в себя использование и утилизацию отходов и продуктов с истекшим сроком службы, перевод использования загрязняющих веществ в антикоррозионную обработку на более высокий уровень в повестке дня спецификации.
Использование токсичных химикатов для создания антикоррозионных покрытий и обработки поверхности
При выборе антикоррозионного покрытия или обработки поверхности необходимо учитывать ряд важных соображений, включая характеристики, стоимость и конечное применение. Тем не менее, воздействие на окружающую среду постепенно поднимается в повестке дня инженеров-материаловедов.
В последние годы экологичность антикоррозионных покрытий была подчеркнута в ряде исследований, направленных на обучение инженеров высокоопасным химическим веществам, используемым в этих процессах. Эти исследования были направлены на поиск, по крайней мере, покрытий с эквивалентными характеристиками, которые оказывают ограниченное воздействие на окружающую среду.
Коммерческие секторы, такие как аэрокосмическая и автомобильная, теперь берут на себя ответственность за повторное использование, переработку и утилизацию своих продуктов и компонентов. Выбор легких металлов, которые были покрыты или обработаны с использованием растворов с наименьшим воздействием на окружающую среду, делает общую стоимость владения и управление материалами в конце срока службы более простым и экономичным. Это также обеспечивает уникальный источник добавленной стоимости, поскольку отрасли стремятся стать более экологически сознательными.
Это также обеспечивает уникальный источник добавленной стоимости, поскольку отрасли стремятся стать более экологически сознательными.
Из четырех перечисленных ниже антикоррозионных покрытий в одних используются сильные кислоты, а в других — тяжелые металлы, такие как кобальт, никель и хром, причем все они могут содержать высокоопасные химические вещества. Существуют строгие правила по контролю за использованием, транспортировкой и утилизацией этих химикатов. Риски для здоровья и безопасности также являются серьезной проблемой.
Твердое анодирование
Твердое анодирование (HA) — это электрохимический процесс, при котором металлическая поверхность превращается в коррозионностойкое анодно-оксидное покрытие. Это достигается погружением металла в ванну с кислым электролитом и пропусканием электрического тока через среду.
Существует два побочных продукта анодирования в ванне с серной кислотой: деградированная серная кислота и гидроксид алюминия. Последние классифицируются регулирующими органами, такими как Агентство по охране окружающей среды США (EPA), как опасные сточные воды, и их нельзя сбрасывать в муниципальную систему сточных вод.
Агентство по охране окружающей среды также имеет строгие стандарты утилизации побочных продуктов. Это включает в себя максимально допустимый уровень концентрации алюминия и руководство по нейтрализации серной кислоты до рН от шести до восьми, прежде чем можно будет ее утилизировать.
Помимо утилизации, есть и другие загрязняющие вещества, которые необходимо учитывать в процессе анодирования. Из ванны выделяются загрязняющие вещества в виде паров серной кислоты, которые загрязняют воздух и при длительном воздействии наносят вред работникам, работающим на предприятии.
Хромирование
Методы хромирования включают нанесение тонкого слоя хрома на подложку из металла или металлического сплава с использованием гальванического покрытия.
Гальваническое покрытие представляет собой процесс пропускания электрического тока между двумя электродами, погруженными в электролитическую ванну с хромовой кислотой, при этом один из электродов является подложкой, на которую наносится покрытие. Пока подается электричество, атомы хрома осаждаются слоем на поверхности металла, который будет нанесен на следующий этап процесса.
Пока подается электричество, атомы хрома осаждаются слоем на поверхности металла, который будет нанесен на следующий этап процесса.
Традиционные процессы хромирования основаны на использовании химических веществ, которые считаются канцерогенными. Поэтому использование и утилизация этих химических веществ строго регулируются регулирующими органами, такими как Управление по охране труда и технике безопасности Великобритании (HSE).
По данным Ассоциации инженеров по обработке поверхностей, существует два распространенных типа процесса хромирования. Шестивалентный хром является наиболее токсичным и известным канцерогеном для человека. Гальваническая ванна, используемая в этом процессе, будет производить токсичные отходы как побочный продукт шестивалентного хрома, и их необходимо обрабатывать перед утилизацией.
Трехвалентный хром представляет собой менее токсичную альтернативу, но его использование и утилизация его отходов по-прежнему строго контролируются.
Плазменное напыление
Считающееся зрелой и широко используемой технологией, плазменное напыление наносит толстое покрытие (толщиной до нескольких миллиметров) на подложку путем впрыскивания порошка в высокотемпературную плазменную струю, образованную путем высвобождения электрической энергии в тепловую. в плазменной горелке.
в плазменной горелке.
Технологии распыления, выполняемые вручную или автоматически, подвергают рабочих нескольким потенциальным и реальным рискам, в первую очередь респираторным заболеваниям в результате вдыхания вредных химикатов исходного сырья.
В ходе одного исследования воздействия и выброса ультрадисперсных частиц на рабочем месте во время атмосферно-плазменного напыления в керамической промышленности было установлено, что как ультрадисперсные, так и наночастицы в воздухе перемещаются от источника выброса внутрь распылительной камеры в зону дыхания рабочего. Дальнейшее расследование также выявило выброс ультрадисперсных частиц в окружающую среду за пределами выхлопной трубы и выброс искусственных наночастиц (ENP) в воздух на рабочем месте.
Электролитическое плазменное оксидирование
Плазменное электролитическое оксидирование (ПЭО), или, как его еще называют, микродуговое оксидирование (МАО), создает несколько керамических слоев на поверхности легких металлов, вентильных металлов и их сплавов. Дуплексное покрытие, сформированное по этой уникальной технологии, имеет пористый внешний слой. Это позволяет материаловедам и инженерам пропитывать различными реагентами, чтобы настроить эксплуатационные характеристики покрытия.
Дуплексное покрытие, сформированное по этой уникальной технологии, имеет пористый внешний слой. Это позволяет материаловедам и инженерам пропитывать различными реагентами, чтобы настроить эксплуатационные характеристики покрытия.
PEO использует электролитическую ванну с запатентованным разбавленным водным раствором и ток высокого напряжения 200 В или выше. Когда ток проходит через электролит, высокие потенциалы генерируют плазменные разряды на поверхности подложки.
В свою очередь, плазма обеспечивает идеальные условия давления и высокой температуры для формирования в основном кристаллического оксида из подложки из легкого металла. Электролитическая ванна, как правило, представляет собой химически безопасный водный раствор с низкой концентрацией, что означает, что потоки технологических отходов могут быть сброшены непосредственно в муниципальные стоки после небольшой корректировки pH.
Все больше отраслей несут ответственность за утилизацию своих побочных продуктов, и растущая потребность в более легких инженерных материалах не собирается замедляться. Более устойчивые и менее ударопрочные антикоррозионные покрытия и обработка поверхности будут играть важную роль в удовлетворении этих потребностей.
Более устойчивые и менее ударопрочные антикоррозионные покрытия и обработка поверхности будут играть важную роль в удовлетворении этих потребностей.
Чтобы узнать больше о ПЭО, загрузите технический документ «Что такое ПЭО» или свяжитесь с нашей командой материаловедов, чтобы узнать больше об экологических характеристиках и характеристиках ПЭО уже сегодня.
Финишная пятница – нет такой пластины, как хром
Хромирование, обычно называемое просто «хромированием», представляет собой металлическое покрытие, используемое для создания тонкого слоя хрома на поверхности металлической или пластиковой детали. Хром уже давно является любимцем автомобильной промышленности США: старинные автомобили имеют такие особенности, как блестящий нагнетатель под капотом, массивные выхлопные трубы, идущие по бокам, и большие ярко-серебристые бамперы спереди и сзади. Производители гидравлики также используют хром для цилиндров, поршней и различных компонентов насосов. Производители текстиля и типографии покрывают свои прижимные ролики хромом, а мастерские по изготовлению штампов и пресс-форм используют его для защиты изнашиваемых поверхностей инструментов. Хромированы дверные ручки холодильника, смесители для кухни и ванной, гребные винты и подшипники для лодок, фурнитура для музыкальных инструментов, часы, кольца и браслеты.
Хромированы дверные ручки холодильника, смесители для кухни и ванной, гребные винты и подшипники для лодок, фурнитура для музыкальных инструментов, часы, кольца и браслеты.
Почему так популярно хромирование? Во-первых, он одновременно прочный и твердый, может достигать 70 баллов по шкале С Роквелла. Для получения дополнительной информации о методах определения твердости см. эту таблицу сравнения твердости. Он также довольно устойчив к коррозии и, прежде всего, красив, давая гладкую, блестящую поверхность, которую легко поддерживать в чистоте. Тем не менее, он является одним из самых дорогих из всех процессов гальванического покрытия, а также производит некоторые отходы, которые необходимо тщательно контролировать и утилизировать.
В этом нагретом химическом рагу висят промышленные детали, которые скоро станут яркими, твердыми и износостойкими.
Хром — это тип гальванического покрытия, двоюродный брат никелирования и анодирования. Если вы относитесь к просвещенной группе людей, читавших наш пост «Завершающая пятница: сияние», вы уже знаете, что гальваническое покрытие требует использования анодов и катодов для подачи тока через заготовку, пока она висит в нагретом химическом супе.
Однако этот процесс включает в себя гораздо больше, он наполнен такими терминами, как водородное охрупчивание и требования к субстрату, а также шестивалентные ванны, все из которых можно найти в стандартном руководстве ASTM B177 по инженерному гальванопокрытию хромом. Но если вы не планируете открывать House of Chrome или запускать онлайн-сервис гальванического покрытия «Chromes ‘R’ Us», мы предлагаем вам сэкономить небольшую плату и попросить людей в Prismier дать рекомендации о том, какой процесс гальванического покрытия подходит для ваших деталей.
Хромовые азбуки
Обратите внимание на слово «инженерия» в высоком названии ASTM выше. Это не просто так. Это потому, что доступны два типа хромирования — декоративное и техническое. Основное различие между ними заключается в их относительной толщине. Если декоративное хромовое покрытие обычно имеет толщину около 0,0002 дюйма или около того, инженерный хром, также известный как твердый хром или промышленный хром, может иметь толщину в 100 раз больше или 0,020 дюйма (хотя обычно это намного меньше).
Именно этот более высокий уровень толщины придает хромированному покрытию исключительную твердость, о которой упоминалось ранее. Если столовые приборы, которые вы получили на свадебном приеме, были декоративно хромированы (или, возможно, никелированы), штампы для штамповки и формования, используемые для их изготовления, были почти наверняка жесткий хром.
Хром, или атомный номер 24 в периодической таблице, представляет собой серебристый, металлический и чрезвычайно твердый элемент.
Прежде чем погрузиться в версию процесса хромирования Cliff Notes, давайте посмотрим, откуда берется хром. Проще говоря, хром — это хром, или атомный номер 24 в периодической таблице, серебристый, металлический и чрезвычайно твердый элемент. Впервые он был обнаружен в 179 г.7 Николя Луи Воклена, французского химика, который год спустя открыл не менее важный металл бериллий. Помимо хромирования, его можно смешивать с другими металлами для получения нержавеющей стали и других сплавов, использовать для создания пигментов ярко-зеленого, желтого, красного и оранжевого цветов, а также добавлять в качестве основного ингредиента при хромовом дублении кожи. и другие ткани.
и другие ткани.
В случае хромирования электролитическая ванна, скорее всего, заполнена раствором хромовой кислоты (в зависимости от процесса и гальванического цеха), содержащим неорганические соединения сульфата хрома или хлорида хрома. Если вам нужны подробные сведения, ознакомьтесь с курсом «Хромирование для инженерных приложений» Национальной ассоциации отделки поверхностей (NASF).
Макать, полоскать, повторять
Давайте начнем с рассмотрения процесса покрытия стереотипной детали, бампера старинного автомобиля, о котором мы упоминали ранее. Как и в большинстве производственных процессов, он варьируется от цеха к цеху и от материала к материалу, но в большинстве случаев деталь сначала тщательно очищают, возможно, в ванне с горячей кислотой. Затем его промывают, подвешивают на куске медной проволоки или каком-либо электропроводящем приспособлении и помещают в вышеупомянутую ванну на несколько минут или часов.
Конечно, хромирование часто наносится поверх других гальванических поверхностей. Некоторые гальванические предприятия могут сначала нанести тонкий слой или предварительную обработку меди, затем никеля, иногда называемого ударом, а затем хрома поверх. Между каждым из этих шагов требуется тщательная очистка и полоскание. Хромированные детали также должны быть очень гладкими и без пятен перед началом процесса, так как любые уродливые пятна будут еще более уродливыми, когда они будут удалены из резервуара.
Некоторые гальванические предприятия могут сначала нанести тонкий слой или предварительную обработку меди, затем никеля, иногда называемого ударом, а затем хрома поверх. Между каждым из этих шагов требуется тщательная очистка и полоскание. Хромированные детали также должны быть очень гладкими и без пятен перед началом процесса, так как любые уродливые пятна будут еще более уродливыми, когда они будут удалены из резервуара.
Детали, подверженные износу, такие как этот вал, часто покрывают толстым слоем хрома перед чистовой шлифовкой.
Также важно отметить, особенно в этом примере с автомобильным бампером, что старое, изношенное хромовое покрытие можно снять и заново нанести покрытие. В этом случае шаги довольно сложные, а требуемый уровень знаний намного выше. В некоторых случаях может быть предпочтительнее обрабатывать, штамповать или изготавливать детали прямо с производственного участка, чтобы избежать этой сложности. Хром также используется для наращивания изношенных поверхностей деталей, которые затем можно повторно отшлифовать или притереть и отполировать до нужного размера.
