Хромирование процесс: Технология хромирования (покрытия хромом), метод нанесения химической металлизации от Fusion Technologies
Содержание
Хромирование | KraftPowercon
Изменения в отрасли происходят быстро. Потребность в повышении качества продукции и сложности процессов — это давление, общее как для автомобильного, так и для промышленного секторов. Ориентация на затраты имеет решающее значение для ваших клиентов. Модернизация ваших процессов даст вам возможность предлагать качество высшего уровня, снизив при этом ваши собственные расходы за счет меньшего энергопотребления и сохранения конкурентоспособности. Кроме того, нет необходимости в огромных инвестициях.
до 90% меньше
Модернизация с помощью FlexKraft улучшает качество конечного продукта. Более стабильный процесс также обеспечивает более равномерное распределение толщины с улучшенным напылением в областях с низкой плотностью. Это может означать сокращение брака на 50-90%.
до -40% Ni и -20% Cr
С повышением качества электропитания вы также можете повысить скорость производства, увеличив производительность. Мы наблюдали улучшения процесса никелирования, требующего на 40% меньше времени, декоративного хромирования, требующего до — 5%, и других видах гальваники, требующих на 20% меньше времени.
экономия до -35%
Модернизация источника питания также может снизить потребление химикатов и энергии на единицу продукции по сравнению с кремниевыми выпрямителями. Мы наблюдаем снижение потребления энергии до 35% на единицу при использовании FlexKraft.
Не рискуйте своей прибылью
Мы знаем, что многие производители в области гальваники говорят, что их текущий процесс производства достаточно хорош, и что они не хотят вкладывать средства в новую линейку выпрямителей. Однако старые тиристорные выпрямители, использующие постоянный ток, потребляют дорогостоящую электроэнергию, не могут работать на полную мощность, растрачивая драгоценные ресурсы. Последствия использования старых выпрямителей ощутят ваши клиенты. Ваша прибыль может от этого пострадать.
Обновите свои процессы с помощью
импульсного выпрямителя
Даже ограниченные вложения в обновление ваших текущих процессов могут обеспечить быструю окупаемость. Переход с тиристорных (SCR) выпрямителей на наш импульсный выпрямитель (SMPS) FlexKraft — оптимизирует ваши производственные процессы, обеспечивая качественное электропитание. Это также повысит производительность и снизит общие затраты на переработку и техническое обслуживание.
Это также повысит производительность и снизит общие затраты на переработку и техническое обслуживание.
- Пульсация: ≈1%
- Подключение Anybus
- Точность управления: ±1%
- КПД: >90%
Дефекты процесса
- Плохое проникновение материала
- Неравномерность толщины
- Неровности на поверхности
- Плохой блеск
- Плохая твердость
- Неравномерное покрытие в частях с низкой плотностью
Эксплуатационные пределы
- Большое время процесса
- Повышенная плотность тока
- Требуется техническое обслуживание
Улучшения процесса модернизацией от тиристорного выпрямителя до выпрямителя FlexKraft
Улучшенный ток на выходе
- Хорошая фиксация материала
- Хорошая толщина и время роста
- Уменьшенное количество дефектов и лучший блеск
- Глянцевый внешний вид
- Достижение необходимой твердости
- Правильный рост толщины покрытия
Улучшенная производительность
- Меньшее время процесса
- Уменьшение потребления тока
- Автоматический режим
Улучшите
качество покрытия, сократите потребление энергии и химикатов
Обновление до FlexKraft помогает улучшить толщину, внешний вид, блеск, твердость (твердый хром) и проницаемость материала. Кроме того, более стабильный процесс обеспечивает более равномерное распределение толщины с улучшенным напылением в областях с низкой плотностью. Это может означать сокращение брака на 50-90%. Более качественный источник питания также снижает потребление химикатов и энергии на единицу по сравнению с кремниевыми выпрямителями, которые более эффективны при работе на полной мощности. Мы наблюдаем снижение потребления энергии до 35% на единицу с помощью FlexKraft.
Кроме того, более стабильный процесс обеспечивает более равномерное распределение толщины с улучшенным напылением в областях с низкой плотностью. Это может означать сокращение брака на 50-90%. Более качественный источник питания также снижает потребление химикатов и энергии на единицу по сравнению с кремниевыми выпрямителями, которые более эффективны при работе на полной мощности. Мы наблюдаем снижение потребления энергии до 35% на единицу с помощью FlexKraft.
Улучшенное качество электроэнергии, конечно же, может увеличить производительность. В некоторых случаях мы наблюдали улучшения процесса никелирования (требовалось на 40% меньше времени), для декоративного хрома, и в других случаях — на 20% меньше времени.
До использования FlexKraft
Зеленые полосы указывают на правильную толщину, а фиолетовые полосы указывают на недостаточную толщину
После использования FlexKraft
Меньшее количество дефектов и лучший блеск
Повышенная надежность и полезные данные у вас под рукой
Эффект от модернизации тиристорных выпрямителей до FlexKraft может быть огромным и мгновенным. Помимо повышения качества продукции, повышение надежности означает снижение риска простоев из-за необходимости ремонта. В некоторых случаях мы наблюдали экономию 48-52 часа в месяц за счет модернизации.
Помимо повышения качества продукции, повышение надежности означает снижение риска простоев из-за необходимости ремонта. В некоторых случаях мы наблюдали экономию 48-52 часа в месяц за счет модернизации.
Вы также можете использовать данные нашего выпрямителя FlexKraft проактивно. Удаленный доступ к сигналам тревоги, обновлениям состояния оборудования и данным о напряжении в реальном времени — всё это можно использовать для снижения рисков простоя и оптимизации производства. Например, для своевременного добавления критически важных химикатов.
У нас есть знания сфере хромирования
Наш опыт партнерства с такими уважаемыми клиентами, как вы, показывает, что при ограниченных инвестициях вы получаете быструю отдачу. Повышение качества продукции, увеличение объемов производства и снижение затрат. Мы предлагаем знания, инновации и поддержку, чтобы обеспечить обновление, которое повысит вашу прибыльность в будущем.
Хромирование
- Контакты
- Быстрая помощь
Наши продукты
Хромирование
Другие сферы применения в области гавльваники
Хромирование
Наши последние посты на LinkedIn
Будьте в курсе всех новостей KraftPowercon по гальванике
Подписаться на наш LinkedIn
Технологический процесс хромирования — Сельхозтехника
Технологические операции при ремонте (восстановлении) деталей хромированием выполняют в следующей последовательности.
Механическая обработка. Поверхности деталей, подлежащие хромированию, шлифуют до выведения следов износа и получения необходимой геометрической формы.
Промывка деталей в органических растворителях и протирка ветошью. В качестве растворителей применяют бензин, керосин, трихлорэтан, бензол и др.
Монтаж деталей на подвеску. Необходимо следить, чтобы детали одинаково отстояли от поверхности анода. Ванну следует загружать однородными деталями, укрепленными на одинаковых подвесках. Подвески и контакты должны быть изготовлены из одинаковых материалов. Контактные крючки рекомендуется изготавливать из бронзы и меди. В качестве материала для подвесок, применяют сталь, сечения подвесок рассчитывают, исходя из плотности тока 0,7… 1,0 А/мм2. Ежедневно аноды очищают от окислов и налета электролита.
Обезжиривание. Рекомендуется применять электролитическое обезжиривание в растворе следующего состава: едкий натр (NaOH)—30… 50 г/л; кальцинированная сода (iNa2C03)—25…30 г/л и жидкое стекло (Na2Si03) — 10 … 20 г/л.
Температура электролита — 60… 70°, плотность тока — 5….15 А/дм2. Время выдержки на катоде — 2… 3 мин, а на аноде — 1…2 мин. После обезжиривания детали сначала промывают горячей водой (60… 80°), а затем холодной. Обезжиривание считается законченным, если после промывки вода равномерно смачивает поверхность. После обезжиривания производится изоляция1 поверхностей, не подлежащих хромированию. Для изоляции можно применять перхлорвиниловый лак, лак АК-20, целлулоид,, винипласт, плексиглас, хлорвиниловые трубки или хлорвиниловую» изоляционную ленту.
Декапирование — это процесс обработки деталей в хромовом* электролите, состоящем из 100 г хромового ангидрида (СгОз) и 2…3 г серной кислоты (H&SO4) на 1 л воды.
Декапирование (травление) стальных деталей проводят в течение 30… 90 с при плотности тока 25… 40 А/дм2. А для деталей из серого чугуна лучшие результаты, в смысле прочности сцепления, достигаются при плотности тока 20… 25 А/дм2 и продолжителыюсти декапирования 25… 30 сек. Температура электролита во всех случаях должна быть 55… 60 °С.
Температура электролита во всех случаях должна быть 55… 60 °С.
Процесс хромирования. После анодного декапирования детали загружают в ванну хромирования и прогревают их при выключенном токе в течение 5… 6 мин, а затем дают полный ток согласно режиму хромирования. При хромировании чугунных деталей вначале в течение 3… 5 мин дают «толчок тока» при плотности, в 2…2,5 раза превышающей выбранную по режиму. Колебания температуры электролита могут быть в пределах ±1 °С. Не допускаются перерывы тока в процессе электролиза, так как они вызывают отслаивание хромового покрытия. Продолжить процесс после перерыва тока можно, если хромируемую поверхность подвергнуть анодному травлению при плотности тока 25… 30 А/дм2 в течение 30… 40 с, а затем изменить направление тока. В этом случае осаждение хрома следует начинать при катодной плотности тока 20… 25 А/дм2 и постепенно увеличивать до нормальной.
Аноды для хромирования изготавливают из чистого свинца или сплава, состоящего из 92…93% свинца и 7… 8% сурьмы. Аноды из чистого свинца в большей степени покрываются нерастворимой и непроводящей пленкой хромовокислого свинца, чем аноды из сплава свинца и сурьмы. В большинстве случаев аноды изготавливают плоскими и цилиндрическими. При хромировании деталей сложной конфигурации очертания анода определяются формой катода. Расстояние между анодами и деталями рекомендуется делать 30… 35 мм, но не более 50 мм. Расстояние деталей от днища ванны должно составлять не менее 100… 150 мм, а от верхнего уровня электролита — не менее 50… 80 мм. Уровень электролита должен быть ниже верхних кромок ванны на 100…150 мм. При завешивании деталей в ванну необходимо, чтобы все участки анодов были одинаково удалены от противоположных участков катода. При этом толщина слоя хрома откладывается равномерно по всей поверхности детали.
Аноды из чистого свинца в большей степени покрываются нерастворимой и непроводящей пленкой хромовокислого свинца, чем аноды из сплава свинца и сурьмы. В большинстве случаев аноды изготавливают плоскими и цилиндрическими. При хромировании деталей сложной конфигурации очертания анода определяются формой катода. Расстояние между анодами и деталями рекомендуется делать 30… 35 мм, но не более 50 мм. Расстояние деталей от днища ванны должно составлять не менее 100… 150 мм, а от верхнего уровня электролита — не менее 50… 80 мм. Уровень электролита должен быть ниже верхних кромок ванны на 100…150 мм. При завешивании деталей в ванну необходимо, чтобы все участки анодов были одинаково удалены от противоположных участков катода. При этом толщина слоя хрома откладывается равномерно по всей поверхности детали.
Глубина погружения анодов и деталей (катодов) в ванну должна быть одинаковой, так как при различной глубине на краях хромируемых деталей образуются утолщения, искажающие форму. Скорость осаждения слоя хрома при плотности тока 40… 100 А/дм2 составляет 0,03… 0,06 мм/ч.
По окончании процесса хромирования детали выгружают из ванны и вместе с подвесками промывают в холодной воде (в сборнике электролита) 15… 20 с. Окончательно детали моют в холодной проточной воде.
Обработка после покрытия. Промытые и очищенные от изоляции детали иногда подвергают термической обработке при температуре 150—200°С в течение 2…3 ч, а затем механической.
Для шлифования применяют круги мягкие или средней твердости с размером зерна от 60 до 120. Шлифование ведут при интенсивном охлаждении жидкостью и при скорости круга 20…30.м/с и выше. Скорость вращения детали—12…20 м/мин.
Режимы электролиза. Процесс осаждения хрома и свойства хромовых покрытий зависят от режима, при котором осаждается хром на поверхности металла, т. е. от катодной плотности тока и температуры электролита. Наиболее ясное представление о примерных границах режимов электролиза, обеспечивающих получение серого, блестящего и молочного осадков хрома, дает диаграмма плотности тока и температуры (DK—t), изображенная на рисунке 19.
Серый осадок хрома появляется на катоде при низких температурах электролиза (35…50 °С) и широком диапазоне плотностей тока. Осадки блестящего* хрома обладают высокой твердостью (6000… 9000 Н/мм2), высокой износостойкостью и меньшей хрупкостью.
Рис. 19. Зоны хромовых осадков.
Молочный хром получается при более высоких температурах, электролита (выше 70 °С) и широком интервале плотностей тока. Молочные осадки отличаются пониженной твердостью (4400..-6000 Н/мм2), пластичностью и повышенной коррозионной стойкостью.
Пористое хромирование. Пористое хромирование применяется при ремонте деталей, работающих на трение в паре с различными металлами и сплавами при высоких удельных давлениях и окружных скоростях или при повышенных температурах. К таким деталям относятся гильзы цилиндров двигателей внутреннего сгорания, коленчатые валы и др.
Пористые хромовые покрытия можно получать механическим,, химическим и электрохимическим способами.
При механическом способе на поверхность детали до хромирования наносят углубления в виде пор или каналов. Такую подготовку обеспечивают накаткой специальным роликом, дробеструйной обработкой и другими способами. После хромирования воспроизводятся неровности, полученные при подготовке.
Химическим способом получают пористость путем травления поверхности в соляной кислоте.
Наибольшее распространение получил электрохимический способ получения пористого хрома. Этот способ заключается в анодной обработке хромированных деталей в электролите того же состава. В зависимости от режимов хромирования пористость хромовых покрытий бывает двух типов — канальчатая и точечная.. При ремонте гильз цилиндров, втулок, коленчатых валов и подобных им деталей применяется канальчатый тип пористости. Такук> пористость и наименьший износ в условиях трения можно получить при хромировании в электролите, состоящем из 250 г Сг03 и 2,5 г h3S04 на 1 л воды, при температуре электролита ¦60+1 °С и катодной плотности тока 55… 60 А/дм2. Травление ведут при плотности анодного тока 35 …45 А/дм2 в течение 8 мин в том же электролите.
Травление ведут при плотности анодного тока 35 …45 А/дм2 в течение 8 мин в том же электролите.
Точечная пористость образуется при хромировании в универсальном электролите при плотности тока 45… 55 А/дм2 и температуре 50… 55 °С. Анодную обработку проводят так же, как и при канальчатой пористости, т. е. при плотности тока 35… 45 А/дм2 в течение 8 мин.
Хромирование в саморегулирующемся электролите. В последнее время разработан новый хромовый электролит, называемый скоростным саморегулирующимся, его состав: хромовый’ ангидрид — 225… 300 г/л, кремнефтористый калий — 20 г/л и сернокислый стронций — 6 г/л.
В таком электролите выход по току при хромировании составляет 17… 22%. Саморегулирующимся он назван потому, что при электролизе в нем автоматически поддерживается необходимая концентрация анионов, вводимых в хромовый электролит. Это происходит в результате избыточного количества труднорастворимых солей кремнефтористого калия и сернокислого стронция, растворимость которых изменяется в зависимости от концентрации хромового ангидрида и температуры электролита.
Чтобы получить износостойкое покрытие в саморегулирующемся электролите, рекомендуют соблюдать следующие режимы хромирования: плотность тока 50… 100 А/дм2, температура электролита 45… 55°С. Молочные осадки можно получить при температуре электролита 55… 70 °С и плотности тока 20… 35 А/дм2. Микротвердость покрытий из саморегулирующегося электролита составляет 3000… 13 000 Н/мм2.
Недостаток такого электролита — сильное взаимодействие его со сталью и другими металлами, в результате чего происходит растравливание обрабатываемых поверхностей. Поэтому загружать детали в ванну необходимо только при включенном токе. Аноды для хромирования в саморегулирующемся электролите рекомендуется применять из сплава: 90% свинца и 10% гост олово. Чтобы приготовить саморегулирующийся электролит, в ванне хромирования растворяют нужное количество хромового ангидрида и доливают воду до рабочего уровня. Предварительно хромовый ангидрид подвергают анализу на содержание серной кислоты, которую удаляют из электролита путем добавления в него углекислого бария или стронция. На 1 г серной кислоты вводят 2,2… 2,3 г углекислого бария или 1,53 г углекислого стронция. После осаждения серной кислоты в электролит вводят нужное количество сернокислого стронция и кремнефтористого калия и нагревают до температуры 50…60°С. Нагревание длится 15… 16ч при периодическом перемешивании через каждые 2… 3 ч. После этого электролит готов к эксплуатации.
На 1 г серной кислоты вводят 2,2… 2,3 г углекислого бария или 1,53 г углекислого стронция. После осаждения серной кислоты в электролит вводят нужное количество сернокислого стронция и кремнефтористого калия и нагревают до температуры 50…60°С. Нагревание длится 15… 16ч при периодическом перемешивании через каждые 2… 3 ч. После этого электролит готов к эксплуатации.
Корректируют электролит путем систематического добавления хромового ангидрида. Вместе с хромовым ангидридом вводят углекислый стронций. Кремнефторид калия и сернокислый стронций в количестве 1 г/л добавляют, когда поверхность отхромированных деталей приближается к 1 м2.
Контроль хромовых покрытий. В производственных условиях качество покрытий следует проверять внешним осмотром и замером размеров хромированных поверхностей. При внешнем осмотре необходимо обращать внимание на блеск, отслоение и плотность осадка, равномерность и отсутствие шелушения и другие видимые дефекты. Дефекты покрытий получаются в результате неисправностей в работе ванн хромирования, например отслаивание покрытия возникает в результате недостаточного обезжиривания и декапирования, а также при наличии перерывов тока в процессе хромирования. Шелушение осадков появляется при недостаточном контакте детали с подвеской или при повышенной плотности тока. Неравномерное покрытие может быть при образовании пленки хроматов свинца на анодах, недостатке серной кислоты, избытке трехвалентного хрома. Во избежание перечисленных выше дефектов, необходимо откорректировать электролит и устранить другие неполадки в работе ванн хромирования.
Шелушение осадков появляется при недостаточном контакте детали с подвеской или при повышенной плотности тока. Неравномерное покрытие может быть при образовании пленки хроматов свинца на анодах, недостатке серной кислоты, избытке трехвалентного хрома. Во избежание перечисленных выше дефектов, необходимо откорректировать электролит и устранить другие неполадки в работе ванн хромирования.
Оборудование. Схема расположения оборудования участка восстановления деталей хромированием приведена на рисунке 20.
Источники тока — выпрямители с напряжением 12 В ВАКГ-12/6-3000, ВАГГ-12/600М, ВАС-600/300 и другие, а также низковольтные генераторы АНД 500/250, 750/375, 1000/500, 1500/750. Ванны для гальванического участка изготавливают из листовой стали толщиной 4… 5 мм. Облицовка для ванн промывки и обезжиривания не требуется. Внутреннюю поверхность ванны хромирования облицовывают свинцом.
Рис. 20. Расположение оборудования
на участке восстановления
деталей хромированием:
1 — выпрямитель; 2 — электрощитг;
3 — ванна для электрохимического обезжиривания;
4 — ванна для горячей промывки;
5 — ванна для холодной промывки;
6 — ванна для декапирования;
7 — ванна для хромирования;
8 — ванна для улавливания электролита;
9 — шкаф сушильный; 10— стеллаж ремфонда;
11 — электротельфер;
12 — сборник-нейтрализатор;
13 — стол для монтажа и демонтажа.
Материалы. Ориентировочный расход материалов в граммах на 1 дм2 восстановленной поверхности для средней толщины покрытия 0,1 мм при хромировании в универсальном электролите приведен в таблице 13.
Себестоимость восстановления 1 дм2 поверхности хромированием в универсальном электролите при толщине покрытия 0,1 мм ориентировочно составляет 44,8 коп., 0,2 мм — 52,0 коп., 0,3 мм—-58,6 коп.
Электролитическое железо имеет светло-серый цвет, обладает достаточно высокой твердостью и износостойкостью. Химический состав электролитического железа зависит от состава исходных материалов, используемых при электролизе.
При обычном осаждении с применением стальных растворимых анодов содержание примесей в покрытиях находится в пределах: 0,035 …0,06% С; 0,03 …0,05% S; 0,05 …0,01% Р, 0,0009… 0,023% Si; до 0,01% Мп.
В электролитических осадках железа имеются также примеси таких металлов, как Mg, Со, Ni и другие, обусловленные содержанием этих металлов в анодах и электролитах. Кроме этого, электролитическое железо содержит значительное количество водорода, выделяющегося на катоде вместе с железом. Атомный вес железа 55,85 г. Электрохимический эквивалент 1,042 г/А-ч.
Атомный вес железа 55,85 г. Электрохимический эквивалент 1,042 г/А-ч.
Составы электролитов. На ремонтных предприятиях наибольшее распространение для железнения получили горячие хлористые электролиты, состоящие из двух компонентов: хлористого железа и соляной кислоты. В ремонтной практике чаще всего применяют четыре вида хлористых электролитов, отличающихся концентрацией железа.
Малоконцентрированный электролит содержит 200 …250 г/л хлористого железа (FeCl2-4h30). При температуре 60… 80 °С и плотности тока 30… 50 А/дм2 электролит обеспечивает получение плотных, гладких мелкозернистых осадков железа с твердостью 4500… 6500 Н/мм2, толщиной 1,0… 1,5 мм. Выход железа по току составляет 85… 95%. Скорость осаждения железа равна 0,4… 0,5 мм/ч на сторону. Электролит допускает колебание кислотности при электролизе от 0,8 до 1,5 г/л, которое незначительно отражается на механических свойствах покрытий. Недостатком этого электролита является постепенное увеличение концентрации железа в процессе электролиза в результате несоответствия между скоростью растворения анодов и скоростью осаждения железа на катоде, что вызывает затруднения при обслуживании ванны железнения.
Среднеконцентрированный электролит оптимальной концентрации содержит 300…350 г/л хлористого железа (FeCl2-4h30). Катодный выход железа из этого электролита при температуре 75 °С и плотности тока 40 А/дм2 составляет 96%. В этом электролите анодные и катодные выходы железа по току становятся примерно одинаковыми, концентрация железа остается почти неизменной и электролит длительное время по концентрации железа не требует корректировки. В настоящее время этот электролит нашел широкое применение на ремонтных предприятиях.
Среднеконцентрированный электролит содержит 400 …450 г/л хлористого железа. Электролит используется для восстановления деталей, имеющих достаточно высокие износы и сравнительно невысокую твердость. Электролит дает возможность получать гладкие плотные покрытия толщиной до 2 мм и твердостью 2500… 4500 Н/мм2. Электролит также находит применение для восстановления посадочных отверстий в корпусных, деталях.
Высококонцентрированный электролит содержит 600… 680 г/л хлористого железа. Электролит при температуре 95… 105°С и плотности тока 5…20 А/дм2 позволяет получать мягкие (120… 200 кг/мм2), вязкие покрытия толщиной 3… 5 мм..
Электролит при температуре 95… 105°С и плотности тока 5…20 А/дм2 позволяет получать мягкие (120… 200 кг/мм2), вязкие покрытия толщиной 3… 5 мм..
Электролиты более высокой концентрации рекомендуется применять в случаях, когда к восстанавливаемым деталям не предъявляются повышенные требования по твердости рабочих поверхностей.
За последнее время разработаны холодные электролиты, позволяющие применять более высокие плотности тока и обеспечивающие высокую производительность процесса.
Хлористый марганец МпС12-4Н20 Аскорбиновая кислота Двухлористое железо FeCl2-4h30 Хлористый марганец МпС12-4Н20 Хлористый калий КС1 (или) NaCl Аскорбиновая кислота Двухлористое железо FeCl2*4h30 Сернокислое железо FeS04*7h30 Двухлористое железо FeCl2-4h30 Метилсульфатное железо Fe (Ch4OSO3) 2*4Н20
Хлористые электролиты без добавок, приведенные в таблице* позволяют получать качественные износостойкие покрытия толщиной 0,6… 1,0 мм и обеспечивать восстановление широкой номенклатуры изношенных деталей до нормальной работоспособности и номинальных размеров. Электролит, в состав которого» входят двухлористое железо и йодистый калий, обеспечивает по-пучение качественных осадков, железа’ при условии применения асимметричного переменного тока.
Присутствие аскорбиновой кислоты в электролитах позволяет вести электролиз в широких пределах значений pH от 1,8 до 6,0, что значительно упрощает регулирование кислотности электролита. Электролит, состоящий из двухлористого железа и метил-сульфатного железа, по сравнению с хлористым менее агрессивен и более устойчив к окислению. Покрытия, полученные из этого электролита, имеют меньшее количество трещин, обладают более равномерной структурой.
Приготовление и корректирование электролита. Для приготовления хлористого электролита используют двухлористое железо (Fe€l2-4h30).
Соляная кислота (НС1) применяется в виде водного раствора разной концентрации с плотностью от 1,14 до 1,20. Приготовление электролита производится в следующем порядке. В ванну заливают проточную или дистиллированную воду комнатной температуры и добавляют соляную кислоту из расчета 0,5 г/л воды. В подкисленную воду засыпают двухлористое железо, выдерживая требуемую концентрацию, и перемешивают до полного растворения. После растворения двухлористого железа электролит должен отстояться в течение 1 … 2 ч, пока не примет светло-зеленый цвет. Затем электролит проверяют на кислотность. Нормальная кислотность должна быть pH 0,8… 1,2. При необходимости добавляют недостающее количество кислоты в соответствии с ее плотностью, приведенной ниже.
Плотность кислоты, г/см3 1,14 1,15 1,16 1,17 1,18 1,19 1,20 Количество кислоты, г/л 20 19 18 17 16 15 14 Количество кислоты, см*/л……. 18 16,6 15,5 14,6 13,6 12,6 11,6
Приготовленный таким образом электролит следует проработать током при плотности 30 А/дм2 и соотношение поверхностей анодов и катодов Sa : SK = 2 : 1 в течение двух часов.
Удельный вес электролита (плотность) г/см8 1,12 1,15 1,17 1,20 1,23 1,26 1,29 1,32 1,35
Концентрация железа, г/л … 200 260 300 350 400 450 500 550 600.
Контроль кислотности электролита можно осуществлять с помощью индикаторной бумаги «Рифан» с pH 0,3 …2,2 или потенциометров ЛПУ-01, ЛПМ-60.
Хромирование | Металлургический портал MetalSpace.ru
Словарь металлургических терминов в картинках
- Справочник
- Азбука металлургии
- Справочник
- Азбука металлургии
Определение: нанесение хрома или его сплавов на металлическое изделие для придания поверхности комплекса физико-химических свойств: сопротивления коррозии, износостойкости, жаростойкости, высоких механических и электромагнитных свойств. В зависимости от характера взаимодействия поверхности изделия с хромом процесс хромирования осуществляется различными способами, среди которых наиболее распространен электролитический.
Электролитическое хромирование – гальванический процесс, вошедший в промышленную практику в 20-х гг. XX в. хромированию подвергают преимущественно изделия из стали и чугуна, а также из сплавов на основе меди, цинка, никеля и алюминия. Хромовое покрытие характеризуется высокой химической стойкостью, обусловленной способностью хрома пассивироваться. Осажденный на предварительно отполированную поверхность хром имеет зеркальный блеск и серебристый с синеватым отливом цвет.
Осажденный на предварительно отполированную поверхность хром имеет зеркальный блеск и серебристый с синеватым отливом цвет.
ПОДЕЛИСЬ ИНТЕРЕСНОЙ ИНФОРМАЦИЕЙ
АНАЛИТИКА
Научные статьи и методические материалы о природных и вторичных ресурсах металлов, а также металлургических технологиях
Производство и наука
Эколого-экономическая эффективность реновации технических изделий
июль 22, 2019
Сжиженный природный газ
март 19, 2018
Ветроэнергетика в России, развитие технологии в ветроэнергетике
янв 23, 2018
Методические материалы
Модернизация барабанных летучих ножниц — Дипломный проект
дек 03, 2020
Схема рециклинга автомобильных катализаторов, содержащих металлы платиновой группы
авг 15, 2018
Историко-реконструкторское движение в России
фев 04, 2017
Интерактивный учебник
Как правильно согнуть металлический квадрат
апр 01, 2020
Сталь с полимерным покрытием
янв 04, 2019
Топливо из ТБО
дек 17, 2018
Потенциал Забайкальского .
 ..
..
Обработка металлов …
Пластическая деформация …
Металлургические технологии …
Основоположники отечественной …
Основоположники отечественной …
Русская средневековая .
 ..
..
Русская средневековая …
ИНТЕРАКТИВ
Интерактивная картина мира металлов на ключевых этапах истории цивилизации
Энциклопедия «Металлургия и время»
«Дредноуты» и «крупповские пушки»
март 10, 2014
Преимущества получения ферромарганца в электропечах
март 09, 2014
Проблемы производства доменных ферросплавов
март 08, 2014
Металлургические объекты
Музей истории МИСиС.
 Металлургия – кузница победы
Металлургия – кузница победыапр 20, 2020
Доменная печь Лиенсхютте (Lienshytte blast-furnace)
авг 28, 2014
Железоделательный завод Энгельсберг (Engelsbergs bruk)
авг 27, 2014
Обучающие игры
Маша и компания — Таланты
дек 07, 2014
Маша и компания — Игры на природе
дек 06, 2014
Легенды огня и металла Часть 3.
 Мушкет
Мушкетиюнь 19, 2014
Copyright © 2011 — 2022 MetalSpace
технология химического и гальванического хромирования металла
Хромирование — это ряд процессов диффузионного насыщения поверхностей металлических заготовок с помощью хрома, в результате чего они обретают зеркальную поверхность. В официальной литературе такую технологию также называют «металлизацией». Однако последнее название, скорее всего, обобщает все способы изменения характеристик поверхности металлических и неметаллических предметов с помощью тонкого металлического слоя.
Освоив технологию хромирования, вы сможете проводить ряд уникальных работ в домашних условиях. Это позволит вам поменять внешний облик мотоцикла или автомобиля, а также изготовить множество стильных и современных вещей, например: ручки для шкафов или дверей, подставки, крепежные элементы, карнизы, кашпо и другие декоративные изделия, которые превратят ваш интерьер в нечто невероятное.
Краткое описание процесса
И хоть стандарты современной жизни диктуют свои правила, люди по-прежнему с особым интересом относятся к красивым и блестящим вещам, как это делали их предки много столетий назад. Изящные детали кузовов транспортных средств, блестящие изделия в ванных комнатах и кухнях, оригинальные статуэтки и яркие покрытия домов — всё это пользуется очень большой популярностью, поэтому спрос на хромирование деталей неуклонно растёт.
В настоящее время практикуется несколько способов металлизации заготовок. Среди них:
- Оцинкование;
- Покрытие хромом;
- Покрытие алюминием.
Использование цинка положительно сказывается на антикоррозийных свойствах стальных и металлических заготовок, в результате чего их эксплуатационный срок стремительно растёт.
Алюминий также улучшает антикоррозийные свойства, поэтому его наносят на оборудование, которое вынуждено работать в температурном режиме до 900 градусов Цельсия. В числе таких приборов — детали и механизмы для добычи нефтяных продуктов и перекачки газа, комплектующие печных систем, а также множество других изделий.
В числе таких приборов — детали и механизмы для добычи нефтяных продуктов и перекачки газа, комплектующие печных систем, а также множество других изделий.
Что касается покрытия хромом, то такая методика является хорошим способом создания красивых декоративных покрытий, позволяющая скрыть все производственные дефекты и придать изделию более изящный вид. К тому же хромирование улучшает ряд эксплуатационных характеристик, а именно:
- Улучшает антикоррозийные свойства;
- Увеличивает твердость металла;
- Улучшает защитные характеристики от эрозии;
- Повышает жаропрочность;
- Улучшает износостойкость;
- Делает внешний вид изделия более привлекательным;
- Позволяет создавать качественные покрытия с заданными параметрами.
Особенности технологии
Нанесение хрома на металлические заготовки принято называть химическим хромированием. Технологию применяют для улучшения декоративных и функциональных свойств металлических изделий. Сам процесс может выполняться посредством следующих методик:
- Гальванический метод.
- Химический.
- Посредством напыления.
Если говорить о нанесении хрома на поверхность заготовки с помощью первого метода, то это можно делать двумя путями: диффузным и электролитическим. Чтобы вводить обе разновидности гальваники, нужно запастись специальными резервуарами с кислотоупорным покрытием и водяными рубашками.
Электролитическое хромирование построено на принципе электролиза металлов. В процессе обработки электрический ток подаётся через электролит, представленный в виде специального раствора из солей хрома, кислоты или щелочи. По мере прохождения тока выделяются катионы хрома. В итоге они остаются на обрабатываемой поверхности.
Средние параметры хромирования гальваническим методом выглядят следующим образом:
- Хромовый ангидрид 250 г/л.
- Серная кислота — 2,5 г/л.
- Температурные показатели — 50 градусов Цельсия для декоративной обработки, и 55−60 градусов Цельсия для улучшения функциональных качеств.
- Плотность тока — 25 А/дм2 для декоративной обработки, а также 60 А/Дм2 для достижения функциональных свойств.
Чтобы выполнить качественную гальванику, нужно правильно подобрать температуру электролита и плотность тока. Такие параметры оказывают влияние на внешний вид и функциональные свойства нанесенного слоя.
Не забывайте, что любое увеличение температуры снижает выход хрома по току, а увеличение плотности действует противоположным образом.
При низкой температуре и постоянной плотности тока получаемое покрытие становится серым. Если плотность тока не меняется, а температуры остаются высокими, это позволяет получить молочный оттенок.
Возможные дефекты и их причины
- Хром не оседает на заготовке. Причина может заключаться в слабом контакте, пленке окислов или маленьком расстоянии между электродами. Процесс нарушается из-за неверно подобранного сечения проводников, избытка серной кислоты, малой плотности тока или слишком горячего электролита.
- Блеск поверхности отсутствует или неравномерный (с потемнениями и пятнами). Не соблюден температурный режим электролита и концентрация реактивов. Превышена сила тока.
- Наблюдаются наросты металлического хрома на углах предмета. Плотность тока выше рекомендованной.
- Дефекты (раковины) на хромировке. Плохая очистка. Избыточный ток, задержка водорода.
- Отслоение покрытия. Некачественное обезжиривание, скачки напряжения, плотности тока или температуры.

Процесс того, как сделать хромирование деталей своими руками, привлекает доступностью и очевидной экономией средств. Не надо иметь специальное образование, чтобы провести хромирование комплекта дисков или всего кузова, получить оригинальные ручки для дверей или шкафа.
Украсить пластик слоем хрома в домашней мастерской не сложнее, чем металл. Залогом блестящего результата станет доскональное соблюдение правил безопасности и внимание к деталям технологического процесса.
Republished by Blog Post Promoter
Диффузный метод гальванической обработки
Применять метод термической обработки стали с помощью хромирования, что положительно сказывается на эксплуатационных свойствах поверхности, придавая материалу прочность, твердость, вязкость, износостойкость, упругость, жаро- и коррозийную стойкость. При соблюдении определенного температурного режима, поверхность конкретной заготовки поддаётся воздействию реагентов, а посредством диффузии происходит насыщение поверхностного слоя хромом. Диффузионная обработка незаменима при нанесении на поверхностный слой кремния, углерода, азота и алюминия.
При соблюдении определенного температурного режима, поверхность конкретной заготовки поддаётся воздействию реагентов, а посредством диффузии происходит насыщение поверхностного слоя хромом. Диффузионная обработка незаменима при нанесении на поверхностный слой кремния, углерода, азота и алюминия.
Термическое хромирование с помощью порошков подразумевает применение смесей, которые состоят из феррохрома и шамота. Подобный состав принято называть солянок кислотой. Ещё одна разновидность диффузной обработки заключается в конденсации паров хрома.
Химическое хромирование
При выполнении химической обработки применяется ряд следующих реагентов:
- Хлористый хром;
- Гипофосфат натрия;
- Лимоннокислый натрий;
- Уксусная ледяная кислота;
- Двадцатипроцентный раствор едкого натра;
- Вода h3О.
При проведении реакции выдерживается температурный показатель 80 градусов Цельсия. Перед тем как нанести хромовое покрытие на стальную заготовку, они предварительно покрываются слоем меди. В итоге заготовки моют в воде и тщательно высушивают. Используя раствор кислощелочного происхождения, проводят химическую металлизацию диэлектриков.
В итоге заготовки моют в воде и тщательно высушивают. Используя раствор кислощелочного происхождения, проводят химическую металлизацию диэлектриков.
Кроме этого, в современном мире широко распространен ещё один тип химической металлизации — вакуумное хромирование или PVD-процесс. Метод обеспечивает комплексную конденсацию паров хрома на поверхностном слое заготовки. Это происходит в специальных вакуумных камерах, где металл нагревается до температуры испарения, а затем оседает в виде тумана на конкретную деталь. Толщина слоя хрома настолько крошечная, что его дополнительно покрывают лаком с целью защиты от царапин. Подобная методика используется при хромировании алюминиевых изделий.
Хромирование изделий: особенности процедуры
Хромирование является физическим и химическим процессом, при выполнении которого обрабатываемая поверхность покрывается слоем такого элемента, как металлический хром.
Хромировать можно не только изделия из пластика, но и металлические предметы, особенно распространено хромирование дисков и хромирование отражателей фар.
Этот метод используется не только в декоративных целях. Гальваника значительно повышает свойства материала, улучшает его эксплуатационные характеристики:
- Защищает металл от коррозийных процессов и окисления,
- Делает изделие более прочным и долговечным.
Что касается хрома, то он не поддается агрессивному воздействию внешней среды, при соприкосновении с водой и на воздухе не теряет своего блеска и цвета.
Хромирование в домашних условиях может быть гальваническим и каталитическим, также возможно самостоятельно провести никелирование дисковых элементов и пластиковых изделий.
В последнее время, большую популярность приобрело декоративное хромирование, к примеру, корпуса часов, предметов интерьера, сувениров.
Важно! Напыление хрома наносится не на все материалы. Он может держаться на медных, никелевых и латунных изделиях. Поэтому, чтобы нанести финишный слой, необходимо сделать специальную подложку, для которого используют гальванический способ.

Обработка посредством напыления
Напыление деталей хромом (каталитическое хромирование) осуществляется с помощью реакции «серебряного зеркала». В качестве реагентов используются комплексные серебряные слои в щелочных растворах аммиака. Роль восстановителя выполняет раствор инвертного сахара, гидразина или формалина.
При одновременном напылении серебра и восстановителя металлическая заготовка обретает красивое белоснежное зеркальное покрытие.
Для таких изделий характерна отличная отражательная способность. На следующем этапе каталитического хромирования происходит покрытие заготовки защитным лаком с добавлением красящего светостойкого тонера. Такое средство получается с помощью смешивания фиолетового, синего и черного цветов в соотношении 3:1:1.
Обработка посредством «серебряного зеркала» состоит из нескольких процессов:
- Анализ и подготовительный этап. Необходимо подготовить поверхность детали, очистив её и промыв специальным средством.
 Чтобы улучшить адгезию, поверхность предварительно шлифуют с помощью шлифовальной бумаги с показателями зернистости Р500−600.
Чтобы улучшить адгезию, поверхность предварительно шлифуют с помощью шлифовальной бумаги с показателями зернистости Р500−600. - Использование глянцевой основы. Подготовленный материал покрывается черным глянцевым покрытием, которое полностью исключает желтизну зеркального слоя. Сушку нанесенных лаков осуществляют в температурном режиме 20−25 градусов Цельсия без использования дополнительных сушильных приборов. Для высушивания заготовку оставляют на 8 часов. Если речь идёт о сушке в окрасочно-сушильной среде с температурным режимом 60 градусов, то там достаточно 45 минут просушивания.
- Следующий этап заключается в сушке.
- Затем происходит травление поверхности заготовки для улучшения адгезии серебра, а также очистка материала с помощью дистиллированной воды.
- Дальше выполняют сенсибилизацию или специальную обработку поверхностного слоя с помощью активатора. Таким образом поверхность покрывается защитной пленкой.
- На следующем этапе осуществляют металлизацию с помощью серебра.

- Затем на заготовку наносят защитный лак, который надёжно защищает обработанную поверхность от потускнения и потери эксплуатационных свойств из-за длительного использования и агрессивных воздействий.
Подготовка обрабатываемой детали
Качество и долговечность нанесённого слоя хрома зависит от подготовки окрашиваемой детали. Хромированная поверхность должна идеально удовлетворять все требуемые параметры очистки. Этим можно заняться пока готовый раствор отстаивается после «проработки» электрическим током.
Очистка и обезжиривание
Металлическая деталь должна быть полностью очищена от любого мусора, лакокрасочного покрытия, грунтовки, ржавчины и т. д. Отнестись к этому этапу подготовки следует с особым вниманием, ведь от этого зависит качество хромирования. Даже если деталь подвергалась частой покраске, справиться с этим поможет наждачная бумага или специальная шлифовальная машина. При использовании абразивных насадок или жёстких дисков аналогичных наждачной бумаге очистить поверхность металлического изделия не составит труда. Шлифовальная машина поможет даже сгладить все царапины и сколы, сделав поверхность идеально ровной.
Шлифовальная машина поможет даже сгладить все царапины и сколы, сделав поверхность идеально ровной.
После того как поверхность полностью очищена от грязи и краски, следует перейти к обезжириванию. От качества этой процедуры также зависит качество нанесения слоя хрома.
Обезжиривание — это приготовление специального раствора, который включает следующий компоненты:
- гидроокись натрия — 150 г/л;
- кальцинированная сода — 50 г/л;
- силикатный клей — 5 г/л.
После замешивания раствора для обезжиривания деталей он нагревается до температуры 80−90 градусов по Цельсию. Изделия в нём выдерживаются в течение 20 минут, но если поверхность отличается сложным рельефом или сильно загрязнена, то время увеличивается до 1 часа.
Подготовка к хромированию металла
Подготовительный этап заключается в выполнении нескольких обязательных действий:
- Подготовка поверхности заготовки посредством шлифовки и полировки.
- Очистка от загрязнений с помощью специального средства и дистиллированной воды и протирка ветошью.

- Полное изолирование поверхности, куда не нужно наносить хром, заделка отверстий (если не нужно покрывать внутренние полости).
- Установка изделия на специальную подвеску.
- Полное обезжиривание.
- Промывка водой.
- Декапирование.
Роль шестивалентного хрома выполняет хромовый ангидрид, трёхвалентного — сульфат или хлорид хрома.
Гальваническую ванну покрывают серной кислотой, а после помещения обрабатываемой заготовки в раствор поддают ток с определенными показателями плотности.
Также необходимо соблюдать подходящий температурный режим раствора в ванной, который устанавливается с учётом особенностей хромирования.
При использовании терморежима необходимо придерживаться одних и тех же температурных показателей на протяжении всего мероприятия. Любые отклонения от установленного стандарта могут привести к ухудшению адгезионных свойств покрытия, в результате чего гальваника потеряет правильную структуру, а на поверхностном слое появятся различные дефекты, такие как разводы, наросты и сталактиты.
Продолжительность гальванической обработки определяется требуемой толщиной хромированного слоя.
В процессе обработки из раствора выделяется ряд вредных паров, поэтому все мероприятия нужно проводить с учетом всех тонкостей техники безопасности и с использованиием средств персональной защиты.
В отдельных условиях металлизацию проводят лишь после травления или нанесения на заготовку другого металла, например, меди или никеля. Таким образом осуществляется укрепление полученного слоя.
Подготовка рабочего места
Металлизация хромом — химический процесс, сопровождающийся выделением токсичных (канцерогенных) веществ, наносящих вред здоровью человека и природной среде. Поэтому для гальваники в домашних условиях подбирается нежилое, безупречно проветриваемое помещение. Лучшим выбором является гараж или отдельно стоящая мастерская с эффективной принудительной вентиляцией (вытяжкой). Следует продумать утилизацию отходов.
Поэтому для гальваники в домашних условиях подбирается нежилое, безупречно проветриваемое помещение. Лучшим выбором является гараж или отдельно стоящая мастерская с эффективной принудительной вентиляцией (вытяжкой). Следует продумать утилизацию отходов.
Хромовый электролит выделяет летучие соединения, способные вступать в контакт и разрушать любую органику. Пары несут опасность для кожи и слизистых оболочек. Для защиты от испарений используют очки и маску-респиратор.
Хромирование в домашних условиях проводится в спецодежде, сапогах и фартуке. Руки защищают плотными латексными или резиновыми перчатками. Перед работой рекомендуется смазать носовую полость мазью, состоящей из вазелина и ланолина (в отношении 2 к 1).
Глава 5. Хромирование стали
Хромирование
представляет собой процесс диффузионного
насыщения поверхности стали хромом.
Хромирование
производят с целью повышения поверхностной
твердости, износостойкости, коррозионной
и эрозионной стойкости, а также
окалиностойкости изделий из углеродистых
и легированных сталей.
Насыщение
производят на сравнительно небольшую
глубину 0,02—0,15 мм. Процесс основан на
постепенном замещении железа в узлах
кристаллической решетки основы атомами
хрома. Благодаря способности хрома
образовывать с железом непрерывный ряд
твердых растворов (рис. 27), при диффузии
хрома в железе в области температур
1100—1200° С образуется две фазы, представляющие
собой твердые а
и γ-растворы с различным содержанием
хрома (рис. 28) вплоть до 100%.
Существует
несколько основных методов хромирования:
в порошкообразных смесях или обмазках,
в вакууме, в газообразных средах и в
жидкостях.
Наиболее
просто хромирование можно проводить в
твердой смеси, состоящей из порошка
хрома или феррохрома, однако в настоящее
время промышленное применение находят
твердые смеси, включающие кроме указанных
компонентов еще галогенидные соединения
NH4C1,
NH4J
и т. д., а также наполнители типа глинозема,
Аl2Оз,
каолина и другие для предотвращения
спекания и налипания частиц хрома и
феррохрома к поверхности деталей.
Оптимальным соотношением основы и
наполнителя считается отношение примерно
1:1, количество галогенидных солей
ограничивается. 1—3,%. Наиболее
употребительным является состав,
содержащий 50% низкоуглеродистого
феррохрома (не более 1,% С) или порошка
хрома зернистостью 80—100 меш, 48—49% окиси
алюминия и 1—2% NH4C1.
Обезжиренные
детали помещаются вместе с указанной
смесью в контейнеры из малоуглеродистой
или жаростойкой стали и хорошо
герметизируются. Контейнеры могут быть
с двойными крышками, сварные или с
плавкими затворами. Для выхода газообразных
продуктов реакций необходимо наличие
в крышке отверстия диаметром 1—2 мм.
Основные
химические реакции, проходящие в таком
контейнере при высоких температурах,
сводятся к следующим. В частности,
хлористый аммоний при разложении
образует хлористый водород
NH4C1=NH3+HCl,
. (32)
который
в случае применения хрома реагирует
далее по реакции
Cr+2HCl=CrCl2+H2,
(33)
а
в случае применения феррохрома
(FeCr)
+ 4НС1
= FeCl2
+ CrCl2
+ 2Н2.
(34)
Образующийся
аммиак также диссоциирует с образованием
атомарного азота
2NH3
=2N+3H2,
(35)
что
приводит к образованию на поверхности
слоя нитридов.
Дальнейшее
протекание реакций возможно в нескольких
вариантах:
CrCl2=
Cl2+Cr;
(36)
СгСl
+ Н2
= 2НС1 + Сг; (37)
CrCl2
+ Fe
(изделие) = FeCI2
+ Cr.
(38)
Присутствие
феррохрома позволяет производить
восстановление хлорида железа по реакции
Cr+FeCl2=Fe+
CrCl2.
Таким
образом, атомарный хром может быть
получен или при непосредственном
разложении хлорида хрома (38), или в
результате восстановления этого хлорида
водородом (37), или же при обменной реакции
(38).
Однако
кроме химических реакций (32)—(38) следует
помнить, что доставка хрома к поверхности
насыщаемого металла может быть
осуществлена и непосредственно через
паровую фазу. Дело в том, что хром при
нагревании довольно легко испаряется
и, имея большую, чем железо, упругость
паров, позволяет производить хромирование
не только контактным, но и безконтактным
способом через паровую фазу. Разрежение
еще более ускоряет процесс испарения
хрома, и это лежит в основе вакуумного
способа хромирования. При хромировании
вакуумным способом изделия либо
засыпаются порошком хрома, либо помещаются
отдельно от него. Процесс проводят при
разрежении 1,33—0,133Па.
Хромирование
в газовой среде производится несколькими
методами. При применении газовой фазы
Н2
+ НС1 источник генерация хлоридов хрома
(хром или феррохром) и изделия размещаются
в реторте раздельно. Понятно, что НС1
необходим для получения хлоридов хрома
по реакции (33) или (34). Водород не только
является проводником газовой смеси, но
и положительно воздействует на протекание
химических реакций. Хлористый водород
Хлористый водород
может быть использован в готовом виде.
Также его можно получить путем пропускания
водорода через сосуд с концентрированной
соляной кислотой, в котором газ-проводник
насыщается парами НС1.
Перед
подачей в рабочее пространство газовая
смесь обязательно осушивается и очищается
от следов кислорода. Поступая в реторту
печи со стороны нахождения в ней хрома
(феррохрома), газовая смесь по реакциям
(33) или (34) образует хлориды хрома и далее,
омывая детали, приводит к насыщению
поверхности стали хромом.
Существует
метод непосредственного синтеза НС1 в
реакционном пространстве путем
пропускания через хром отдельно хлора
и водорода, которые при смешивании
образуют, благодаря цепной реакции,
хлористый водород. Возможно также
образование хлоридов хрома непосредственно
воздействием газообразного хлора Cl2
на измельченный хром.
Более
простым является неконтактный метод
газового хромирования с использованием
готовых солей галогенидов хрома—CrCl2,
СгС1з, CrFе2,
CrJ2.
Соли хрома вместе с изделиями или
отдельно от них помещаются в реторту,
где в условиях вакуума (133—1,33 мПа) или
в атмосфере водорода Н2
+ N2
или азота по реакции типа (37) и (38) идет
хромирование. Так как в процессе насыщения
потеря солей не восполняется, то
количество соли должно быть рассчитано
заранее.
Жидкий
метод хромирования в расплавах солей
не нашел широкого промышленного
применения, однако в ряде случаев его
применение может быть эффективно.
Основным является солевой расплав
СгСl2,
для понижения активности и испаряемости
которого вводят соли-стабилизаторы
BaCl2,
CaCl2,
СгС1з в количестве до ~ 80%. Образование
хрома идет по обменной реакции (38) и не
идет только с применением соли СгС1з.
Интенсивно
процесс протекает при отношении
5… 7. Преимуществом жидкостного
хромирования является возможность
регулирования глубины насыщения
варьированием состава ванны.
Хромирование металла в Москве, цена услуги
О производстве
Наша компания предоставляет услугу хромирование металла
Посмотреть другие услуги
Хромирование — нанесение на поверхность металла слоя хрома, чтобы придать ему необходимые характеристики. Существует два основных метода нанесения слоя на металл: диффузионный и электролитический. Перед проведением любого способа необходимо произвести предварительную очистку заготовки от пыли, грязи, абразивных частиц. Это поможет добиться однородности созданного слоя.
Существует два основных метода нанесения слоя на металл: диффузионный и электролитический. Перед проведением любого способа необходимо произвести предварительную очистку заготовки от пыли, грязи, абразивных частиц. Это поможет добиться однородности созданного слоя.
Толщина покрытия равна 0,075-0,25 мм, этот сравнительно тонкий слой не утяжеляет предмет, что очень удобно. При этом покрытие прочное, твердость на уровне 70 HRC, иногда образуется с шероховатостями. А значит после осаждения необходимо выполнять полировку, независимо от примененного раствора.
Основные цели хромирования
Правильная реализация технологии хромирования позволяет:
- Защитить детали из металла от разрушения из-за резких температурных колебаний, а также от негативного влияния ржавчины;
- Восстановить первоначальную геометрию, что позволит продлить ресурс металла. Только в том случае, если глубина износа не более 1 мм;
- Улучшить отражающие свойства, что актуально при создании осветительных приборов.
 Нанесение помогает увеличить видимость знаков или элементов корпуса;
Нанесение помогает увеличить видимость знаков или элементов корпуса; - Повысить износостойкость из-за снижения силы трения во время физического контакта или термического расширения. В результате опасные или негативные внешние воздействия не оказывают влияние на основной материал заготовки.
Методы нанесения и особенности способов хромирования
Процесс хромирования на металл выполняется несколькими способами:
- Гальванический метод. Для выполнения процедуры необходимы особые резервуары с кислотоупорным покрытием, оснащенные водяными рубашками. Существует два вида. Диффузный метод улучшает свойства металлической поверхности, такие как прочность, вязкость, упругость, твердость, износостойкость, стойкость к коррозии и температуре. При определенной температуре на металл воздействуют реагенты, а с помощью диффузии слой насыщается хромом. Термо хромирование порошковое выполняют с помощью смесей и соляной кислоты. Электролитический способ.
 Суть электролиза заключается в проникновении тока через электролит, включающий хром, кислоту, щелочь. Проходя через электрический ток, из раствора выделяются катионы хрома, а затем осаждаются на поверхности. Качество гальваники зависит от плотности тока и температуры электролита. Перечисленные критерии влияют на внешний вид, свойства нанесенного слоя. Метод диффузии также выполняют конденсацией паров хлорида хрома;
Суть электролиза заключается в проникновении тока через электролит, включающий хром, кислоту, щелочь. Проходя через электрический ток, из раствора выделяются катионы хрома, а затем осаждаются на поверхности. Качество гальваники зависит от плотности тока и температуры электролита. Перечисленные критерии влияют на внешний вид, свойства нанесенного слоя. Метод диффузии также выполняют конденсацией паров хлорида хрома; - Химическая металлизация выполняется при температуре 80С. Перед нанесением хрома на металлические детали сперва наносят слой меди. Затем изделия моют и высушивают. Далее с помощью кислотно-щелочного раствора выполняют химическую металлизацию диэлектриков. Химическую металлизацию также выполняют с помощью вакуума или PVD-процесса. Метод предполагает конденсацию паров хрома на обрабатываемые детали в вакуумных камерах. Далее металлическую поверхность нагревают до температуры испарения, после чего слой оседает на поверхности. Тонкий слой металла защищают от царапин специальным лаком.
 Способ подходит для хромирования алюминия;
Способ подходит для хромирования алюминия; - Напыление. Каталитическое напыление, в основе которого реакция «серебряного зеркала». Реагентами выступает серебро, аммиак, а также восстановители. Метод способствует образованию на деталях белоснежных зеркальных покрытий. Особенностью метода считается появление высокой отражательной способности. Дополнительный этап предполагает нанесение лака с хромированным тонером. Гидрофобизация — процесс уменьшает способность металла увлажняться, при этом после обработки сохраняется паро- и газопроницаемость изделия. Для гидрофобизации используют жирные кислоты, именно этот компонент блокирует проникновение воды в хромированный слой и совершенствует антикоррозионные свойства.
Применение хромированного покрытия
Хромирование используется:
- В промышленности. Восстанавливают изношенные цилиндры, поршни, пресс-формы из углеродистой стали или нержавейки. При покрытии элементов хромом, срок службы вырастает в 3 раза;
- Пищевая отрасль.
 Хромированное покрытие не вступает в реакцию с едой, не вызывает аллергии у людей и животных. Поэтому используется для покрытия хирургических инструментов и деталей механизмов, контактирующие с пищей;
Хромированное покрытие не вступает в реакцию с едой, не вызывает аллергии у людей и животных. Поэтому используется для покрытия хирургических инструментов и деталей механизмов, контактирующие с пищей; - Космическая отрасль. Хром устойчив в вакууме, поэтому используется для покрытия деталей космических кораблей;
- Благодаря термоустойчивости, хром используется для изделий, работающих с высокими температурами;
- В строительстве. Создание прочных металлических конструкций, изготовление хромированных деталей, запчастей балок, крепежа, каркасов;
- В коммерческой сфере. Изготовление витрин, вывесок;
- Для декора: перила, карнизы.
Хромированные детали используются в автомобилестроении и для создания бытовых приборов. Не обходятся без хромированных изделий сантехнические работы, химическая и нефтеперерабатывающая промышленность.
Заказать хромирование металла в Москве можно на сайте «Велунд Сталь». Вы можете оставить заявку на покрытие поверхности металла хромом на нашем сайте или по телефону.
Что такое черное хромирование? (с картинками)
`;
Дейл Маршалл
Черное хромирование — это покрытие из хрома, которое было химически изменено для получения черного цвета. Хром наносится электростатически на металлическую поверхность, например на автомобильное колесо или выхлопную трубу мотоцикла.
Черное хромовое покрытие имеет уникальный внешний вид, демонстрируя не только высокую отражательную способность полированного хрома, но и глубину, невиданную в других полированных покрытиях. Покрытие из черного хрома твердое и долговечное, а также обеспечивает некоторую защиту от ржавчины и коррозии, в основном из-за необходимости покрытия медью и никелем.
Покрытие из черного хрома твердое и долговечное, а также обеспечивает некоторую защиту от ржавчины и коррозии, в основном из-за необходимости покрытия медью и никелем.
Использование черного хромирования
Высокополированное черное хромирование используется в качестве декоративной поверхности для видимых частей автомобилей и мотоциклов, а также для бытовых приборов, таких как смесители. Напротив, матовое черное хромирование используется на внутренней стороне телескопов и микроскопов, а также в других местах, где отражение света может помешать работе устройства.
Черное хромирование дорого стоит, часто примерно в три раза дороже, чем «обычное» хромирование. Даже обычное хромирование стоит относительно дорого, в среднем 100-150 долларов за автомобильное колесо. Колеса более сложной конструкции, такие как проволочные спицы, могут стоить значительно дороже из-за дополнительной работы.
Процесс нанесения покрытия
Хромирование обходится дорого, поскольку при правильном выполнении процесс трудоемок и занимает много времени. В стандартном процессе тройного покрытия объект сначала должен быть тщательно очищен и подготовлен к нанесению покрытия в электростатической ванне. Перед нанесением хрома он покрывается медью, а затем никелем.
В стандартном процессе тройного покрытия объект сначала должен быть тщательно очищен и подготовлен к нанесению покрытия в электростатической ванне. Перед нанесением хрома он покрывается медью, а затем никелем.
После каждого этапа процесса объект должен быть подготовлен к следующему этапу. Материалы, используемые как в процессах очистки, так и в процессах нанесения покрытий, являются едкими и опасными, а также часто канцерогенными, что приводит к значительным затратам на соблюдение стандартов защиты окружающей среды.
При черном хромировании химические соединения, используемые в процессе покрытия, должны быть изменены, чтобы придать черный оттенок окончательной хромированной пластине.
Уход за черным хромовым покрытием
- Черное хромовое покрытие более подвержено царапинам и пятнам, чем обычное хромированное покрытие, и требует несколько иного ухода.
- Черный хром следует регулярно промывать пресной водой с помощью полотенца из микрофибры, чтобы удалить грязь и тормозную пыль.
 Нежный, разбавленный очиститель должен быть безопасным для использования с черным хромом.
Нежный, разбавленный очиститель должен быть безопасным для использования с черным хромом. - Абразивные поверхности и абразивный полироль для хрома никогда не должны использоваться для черного хромирования. Убедитесь, что вы выбрали средство для полировки хрома, безопасное для черного хрома, и используйте чистое полотенце, чтобы отполировать его.
- Покрытие высококачественным автомобильным воском, безопасным для прозрачных покрытий, — отличный способ сохранить внешний вид черного хромового покрытия.
Альтернативы черному хромированию
Сочетание черной краски и прозрачного покрытия является менее дорогой альтернативой черному хромированию. Черная краска наносится в несколько слоев, а затем покрывается прозрачным слоем. Покрытия полируются после каждого нанесения для достижения идеальной гладкости и обеспечения максимального блеска.
Покрытия полируются после каждого нанесения для достижения идеальной гладкости и обеспечения максимального блеска.
Порошковое покрытие – еще одна альтернатива черному хромированию. Порошковая окраска включает в себя покрытие рабочей поверхности электростатически заряженным порошком путем распыления или окунания, а затем его термическое отверждение, плавление порошка, так что он образует гладкую поверхность.
Некоторые энтузиасты утверждают, что порошковое покрытие эстетически идентично черному хрому. Однако существуют ограничения для порошкового покрытия в автомобильной промышленности. Такие предметы, как выхлопные трубы, нагревающиеся до очень высоких температур, быстро разрушат нанесенное на них порошковое покрытие.
Однако существуют ограничения для порошкового покрытия в автомобильной промышленности. Такие предметы, как выхлопные трубы, нагревающиеся до очень высоких температур, быстро разрушат нанесенное на них порошковое покрытие.
Как делается черное хромирование?
Обученный гальванотехник наносит черное хромирование с помощью гальванического процесса. Во-первых, объект очищается, чтобы подготовить его к покрытию; это может включать шлифование, шлифование или химическое травление. Затем его помещают в гальванический чан. Гальванический чан состоит из нескольких компонентов.
Гальванический чан состоит из нескольких компонентов.
Электролит
Электролит представляет собой раствор соли и ионов металла покрытия; например, при покрытии изделия медью электролит содержит ионы меди. Раствор может содержать дополнительные химические вещества, такие как цианистый калий.
Анод
Анод — это положительно заряженный электрод. При черном хромировании анодом может быть блок металла покрытия, такого как медь, или инертный металл, такой как платина или свинец.
При черном хромировании анодом может быть блок металла покрытия, такого как медь, или инертный металл, такой как платина или свинец.
Катод
Катод представляет собой отрицательно заряженный электрод. Покрываемый объект служит катодом в черном хромировании; например, металлический обод колеса. Материал, из которого сделан предмет, называется подложкой.
Источник питания
Для черного хромирования требуется подача постоянного электрического тока на анод. При погружении электродов в раствор электролита гальванотехника включает электропитание. Ионы металлов в аноде и растворе окисляются; это означает, что они берут на себя положительный заряд. Положительно заряженные ионы металла притягиваются к отрицательно заряженному катоду и прилипают к нему, образуя тонкое металлическое покрытие.
При погружении электродов в раствор электролита гальванотехника включает электропитание. Ионы металлов в аноде и растворе окисляются; это означает, что они берут на себя положительный заряд. Положительно заряженные ионы металла притягиваются к отрицательно заряженному катоду и прилипают к нему, образуя тонкое металлическое покрытие.
Например, при покрытии металлического обода колеса медью специалист начинает с очистки колеса, чтобы подготовить его к нанесению покрытия. Затем он или она погружает обод, который будет служить катодом или отрицательным электродом, в электролитный раствор соли и ионов меди. Медный анод помещается в раствор, и наплавщик включает питание. Ионы меди окисляются и перемещаются к ободу колеса, оставляя на ободе медное покрытие.
Ионы меди окисляются и перемещаются к ободу колеса, оставляя на ободе медное покрытие.
Чтобы получить черную хромированную отделку, мастер должен повторить этот процесс во второй раз с никелем и в третий раз с черным хромом.
Сколько стоит черное хромирование?
Поскольку черное хромирование является более длительным процессом, чем обычное хромирование, вам следует ожидать, что вы заплатите больше за черный хром, чем за обычный хром. Стоимость черного хромирования учитывает множество факторов.
Стоимость черного хромирования учитывает множество факторов.
Подготовка
Тонкий отражающий слой хрома подчеркивает все дефекты основания, поэтому перед нанесением гальванического покрытия необходимо подготовить поверхность. Часто подготовка занимает больше времени и труда, чем покрытие. Если деталь старая, ржавая или поврежденная, подготовка занимает больше времени и стоит дороже.
Электричество
Гальваническое покрытие потребляет много электроэнергии, а черное хромирование, которое требует нескольких слоев, потребляет больше. Магазины должны учитывать затраты на коммунальные услуги при установлении цен.
Магазины должны учитывать затраты на коммунальные услуги при установлении цен.
Оборудование для обеспечения безопасности
Химические вещества для гальванического покрытия являются агрессивными и иногда токсичными. Магазины должны соблюдать строгие правила техники безопасности, что увеличивает эксплуатационные расходы.
Навык
Хотя для нанесения черного хрома не требуется формальная сертификация, для этого требуется обучение и навыки. Гальванист должен иметь твердую руку, хорошую ловкость рук и способность следовать инструкциям и соблюдать технику безопасности. Более опытные мастера обычно берут больше.
Гальванист должен иметь твердую руку, хорошую ловкость рук и способность следовать инструкциям и соблюдать технику безопасности. Более опытные мастера обычно берут больше.
Удаление опасных отходов
Магазины должны правильно утилизировать химикаты для черного хромирования; они не могут просто вылить их в канализацию. Утилизация опасных химических веществ требует дополнительной работы и затрат для бизнеса, поэтому это отражено в цене.
В чем разница между Chrome и Black Chrome?
Хотя хром и черный хром являются хромом, между ними есть некоторые различия. Самая очевидная разница между хромом и черным хромом — это цвет. Темная отделка черного хрома достигается за счет добавления к хрому других металлов.
Самая очевидная разница между хромом и черным хромом — это цвет. Темная отделка черного хрома достигается за счет добавления к хрому других металлов.
Черный хром и обычный хром требуют разного ухода, так как черный хром легче царапается. Однако он также может обеспечить лучшую защиту от ржавчины и коррозии благодаря многослойному покрытию.
Рекомендуется
Твердое хромирование — Veer Industries
Твердое хромирование — это процесс гальванического покрытия, при котором хром осаждается из раствора хромовой кислоты. Толщина твердого хромового покрытия колеблется от 25 до 500 мкм. Различные типы твердого хрома включают хром с микротрещинами, микропористый хром, пористый хром и хром без трещин. Важно, чтобы микротрещины и пористые покрытия имели минимальную толщину между 80-120 мкм, чтобы обеспечить достаточную коррозионную стойкость. Хром с микротрещинами имеет твердость по Виккерсу 800-1000 кг/мм2, а хром без трещин имеет твердость по Виккерсу 425-700 кг/мм2. Формирование микропористого хрома достигается за счет специального метода нанесения покрытия с использованием инертных взвешенных частиц. Пористое хромирование получают травлением электроосажденным хромом. Они предназначены для удержания смазки для скольжения и подшипников.
Толщина твердого хромового покрытия колеблется от 25 до 500 мкм. Различные типы твердого хрома включают хром с микротрещинами, микропористый хром, пористый хром и хром без трещин. Важно, чтобы микротрещины и пористые покрытия имели минимальную толщину между 80-120 мкм, чтобы обеспечить достаточную коррозионную стойкость. Хром с микротрещинами имеет твердость по Виккерсу 800-1000 кг/мм2, а хром без трещин имеет твердость по Виккерсу 425-700 кг/мм2. Формирование микропористого хрома достигается за счет специального метода нанесения покрытия с использованием инертных взвешенных частиц. Пористое хромирование получают травлением электроосажденным хромом. Они предназначены для удержания смазки для скольжения и подшипников.
В области обработки поверхностей и отделки существует множество различных процессов и покрытий, которые наносятся на подложку для изменения свойств ее поверхности. Среди множества поверхностных покрытий, используемых в самых разных отраслях промышленности для улучшения характеристик подложек, есть твердое хромирование. Здесь мы кратко рассмотрим этот процесс покрытия.
Здесь мы кратко рассмотрим этот процесс покрытия.
Что такое твердое хромирование?
Твердое хромирование — это электролитический процесс, при котором хром осаждается на металлическую подложку, придавая ей повышенные свойства долговечности, износостойкости и твердости. Электролитический процесс обычно достигается путем пропускания электрического тока через раствор хромовой кислоты (называемый электролитной ванной) между двумя электродами, один из которых будет подложкой, подлежащей покрытию. Когда ток течет между электродами, индуцируется химическая реакция, в результате которой металлический хром из раствора осаждается тонким слоем на покрываемом компоненте.
Для чего используется твердое хромирование?
Это очень эффективное средство для обработки различных металлов/сплавов, включая сталь, медь и латунь, которые используются во многих современных технических приложениях. Он обычно используется в ситуациях, когда компонент должен быть устойчивым к коррозии, например штоки гидравлических поршней, валы шестерен и вилки мотоциклов, используемые в автомобильной промышленности. Он также идеально подходит для процессов, требующих поверхностей с низким коэффициентом трения для деликатных продуктов, таких как текстиль и бумага.
Он также идеально подходит для процессов, требующих поверхностей с низким коэффициентом трения для деликатных продуктов, таких как текстиль и бумага.
Твердое хромирование имеет ряд полезных свойств, в том числе:
- Низкое трение
- Стойкость к истиранию
- Твердость
- Превосходная износостойкость и коррозионная стойкость
К сожалению, из-за токсичности веществ, используемых при производстве покрытия, твердое хромирование регулируется рядом правил, касающихся использования и утилизации хромовых веществ, используемых в электролитическом процессе.
Отделка металлов
Открытие мира отделки металлов
В отрасли отделки металлов существует множество различных процессов, придающих компонентам ряд улучшенных свойств. Компании, занимающиеся отделкой металлов, могут специализироваться только на одном из этих процессов или могут иметь оборудование для выполнения большинства или всех процессов.
Здесь мы рассмотрим отделку металла, различные процессы и правила, которые их регулируют.
Что такое отделка металла?
Основной целью финишной обработки металлов является придание улучшенных свойств различным подложкам (металлу, подлежащему покрытию или отделке). Его также можно использовать для нанесения декоративных покрытий на металлы.
Металлы, используемые в машиностроении и производстве, часто не обладают необходимой прочностью, долговечностью или устойчивостью к внешним факторам, необходимыми для его применения. Чтобы металл можно было использовать, наносится покрытие или отделка, чтобы свойства металла изменялись для повышения производительности.
Процессы отделки используются для получения следующих улучшений:
- Улучшение внешнего вида
- Улучшенная адгезия
- Более высокая способность к пайке
- Устойчивость к коррозии, химическим веществам, износу, экстремальным температурам и потускнению
- Твердость
- Прочность
- Электропроводность
- Удаление поверхностных дефектов и заусенцев
- Контроль поверхностного трения
Многообразие способов обработки металлов
Методы отделки металла и покрытия поверхности используются во многих областях, от новых технологий и процессов до традиционного производства, когда поверхность металла подвергается ряду жестких процессов.
Такие широкие отрасли, как автомобилестроение, аэрокосмическая промышленность, оборона, электроснабжение, электроника, нефтехимия, медицина, химия и машиностроение, и это лишь некоторые из них, полагаются на продукты, которые были подвергнуты процессу отделки.
Типы отделки металлов
Существует несколько различных способов отделки металла, некоторые из них используются чаще, чем другие. К ним относятся, помимо прочего:
Гальваническое покрытие – этот процесс включает пропускание электрического тока между двумя электродами (один из которых является подложкой, которая должна иметь металлическое покрытие) через раствор электролита. Электрический ток вызывает химическую реакцию, в результате которой атомы электролита расщепляются и оседают на электроде. Следовательно, если вы хотите покрыть подложку серебром, электролит должен состоять из раствора на основе серебра. Гальванику можно наносить на широкий спектр металлов, включая золото, серебро, олово, медь, кадмий, никель, платину, цинк и свинец
Анодирование. Процесс анодирования во многом аналогичен гальванике, при котором на подложке образуется оксидная пленка при пропускании электрического тока через раствор электролита. Алюминий обычно используется при анодировании, в то время как магний и титан также могут быть анодированы.
Процесс анодирования во многом аналогичен гальванике, при котором на подложке образуется оксидная пленка при пропускании электрического тока через раствор электролита. Алюминий обычно используется при анодировании, в то время как магний и титан также могут быть анодированы.
Химическое покрытие – этот процесс включает нанесение однородного(ых) слоя(ев) металла на подложку без необходимости электрического заряда. Никель часто используется для этого процесса, так как он обеспечивает однородную толщину на подложке даже на предметах неправильной формы.
Пассивация. Этот процесс используется для улучшения состояния поверхности нержавеющей стали путем растворения любого железа, отложившегося в процессе производства. Это достигается путем помещения нержавеющей стали в раствор кислоты для растворения остаточного железа и образования тонкого оксидного слоя на поверхности.
Что такое промышленный твердый хром?
Электролитическое осаждение хрома на поверхности других материалов, прежде всего металлов, происходит, когда электрическая энергия, подаваемая на электроды в растворе, состоящем в основном из хромовой кислоты, преобразуется в химическую энергию для получения металлического хрома.
Часто, когда дорогие обработанные детали повреждены или изношены и больше не работают, можно использовать твердое хромирование для наращивания потерянного металла, а затем детали можно отшлифовать до исходных допусков. Во многих случаях срок службы при износе улучшится.
На новых деталях используется твердый хром для повышения долговечности различных компонентов промышленного оборудования. В полиграфической промышленности используются пластины и цилиндры с гравировкой на меди, покрытые твердым хромом для защиты от коррозии и износа. Многие детали нефтеразведочного и производственного оборудования всех типов имеют хромированное покрытие для продления срока их службы и сокращения дорогостоящих простоев. В гидравлическом оборудовании используются хромированные валы для увеличения срока службы в агрессивных промышленных средах.
Уникальное сочетание свойств
Успех твердого хромового листа в промышленном применении, вероятно, можно объяснить его уникальным сочетанием свойств, которым не обладает ни один другой коммерчески доступный материал. Наиболее важными из них являются твердость, адгезия, износостойкость, несмачиваемость и низкий коэффициент трения. Во многих случаях все эти свойства важны для успешного коммерческого применения.
Наиболее важными из них являются твердость, адгезия, износостойкость, несмачиваемость и низкий коэффициент трения. Во многих случаях все эти свойства важны для успешного коммерческого применения.
Одной лишь твердости недостаточно для обеспечения широкого применения, поскольку имеется ряд других твердых материалов или процессов закалки. Именно сочетание очень высокой твердости с чрезвычайно хорошей коррозионной стойкостью и очень низким коэффициентом трения или уникальными свойствами поверхности дало такие замечательные результаты во многих областях применения хромированной пластины. К этому следует добавить легкость зачистки и повторной замены покрытия для повторной утилизации в случаях, когда износ покрытия выходит за допустимые пределы.
Свойства и преимущества промышленного твердого хромирования
- Износостойкость и стойкость к истиранию
- Смазывающая способность
- Твердость
- Прочность
- Адгезия и склеивание
- Низкий коэффициент трения в металлических деталях
- Предотвращает заедание и истирание
- Восстанавливает размеры деталей меньшего размера
- Продлевает срок службы оборудования, сокращая дорогостоящее время простоя
Военная спецификация
Военная спецификация QQC-320 регулирует использование как твердого хрома, так и декоративного хрома в военных и авиационных применениях.
Материалы, пригодные для хромирования
Любые черные и большинство цветных металлов подходят для хромирования. Исключениями являются магний и титан, которые обычно требуют подслоя из цинка, меди или никеля, а также специальных методов покрытия. Алюминий можно успешно хромировать, но обычно требуется медный или никелевый нижний слой, хотя некоторые сплавы покрываются без нижнего слоя. В последние годы новые технологии позволили наносить декоративный хром на пластик.
Высокотехнологичные эксперты Chrome | Промышленное твердое хромирование > Процесс
Это может быть больше, чем вы когда-либо хотели узнать о промышленном твердом хромировании, но мы хотели, чтобы вы узнали о возможностях нашего метода хромирования. Если вы предпочитаете, просто свяжитесь с нами, чтобы узнать, как эта техника может быть полезной для вас.
Механизм покрытия
Металлический хром наносится на металлические поверхности, погруженные в ванну для покрытия хромовой кислотой.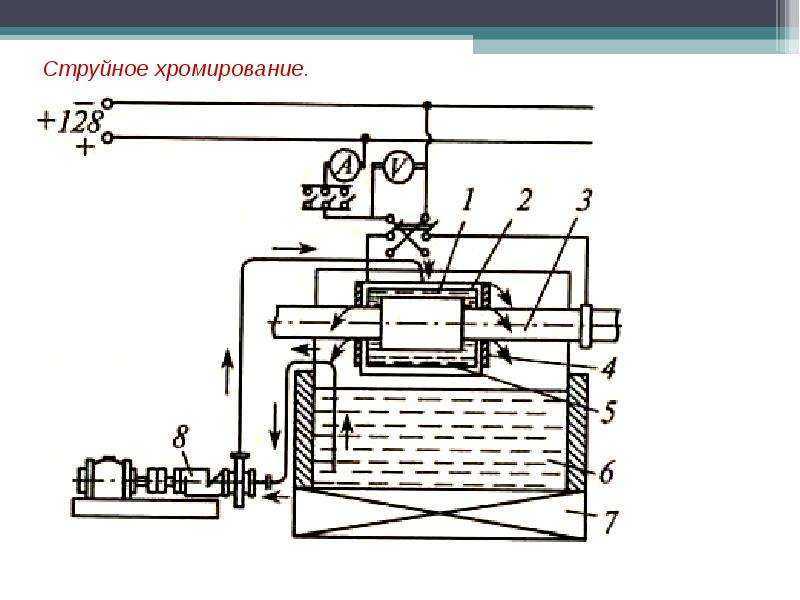 Поскольку метод представляет собой электролиз, существуют два электрода. Покрываемая деталь делается катодной путем подключения к отрицательному выводу выпрямителя. Инертные свинцовые аноды выполнены электрически положительными. Когда к ним прикладывается напряжение, через раствор протекает ток, и металл осаждается. Фактическая скорость осаждения для коммерческих деталей колеблется от 0,0005:/час до 0,003 дюйма. Надлежащий контроль различных параметров покрытия приводит к образованию ярких, твердых, липких отложений.
Поскольку метод представляет собой электролиз, существуют два электрода. Покрываемая деталь делается катодной путем подключения к отрицательному выводу выпрямителя. Инертные свинцовые аноды выполнены электрически положительными. Когда к ним прикладывается напряжение, через раствор протекает ток, и металл осаждается. Фактическая скорость осаждения для коммерческих деталей колеблется от 0,0005:/час до 0,003 дюйма. Надлежащий контроль различных параметров покрытия приводит к образованию ярких, твердых, липких отложений.
Химия
Практические промышленные ванны для твердого хромирования, используемые в настоящее время, содержат только два или три химических компонента. Хромовая кислота образуется при растворении кристаллов триоксида хрома в воде. Некоторая форма катализатора также необходима для процесса. Наиболее широко используемым катализатором является ион сульфата, обычно добавляемый в ванну в виде серной кислоты хч. Изменение абсолютных и относительных концентраций этих двух компонентов значительно изменит характеристики отложений. Обычные анализы ванны проводятся в собственной лаборатории High Tech Chrome Plating каждые 15–30 дней, чтобы обеспечить надлежащий химический уровень. Этот рутинный анализ очень важен для получения блестящего промышленного твердого хрома.
Обычные анализы ванны проводятся в собственной лаборатории High Tech Chrome Plating каждые 15–30 дней, чтобы обеспечить надлежащий химический уровень. Этот рутинный анализ очень важен для получения блестящего промышленного твердого хрома.
Источники питания
Как упоминалось ранее, для осаждения металлического хрома используется постоянный ток (DC). Поскольку катодная эффективность этого метода довольно низкая, необходимы относительно высокие уровни тока. Кроме того, для получения неизменно ярких покрытий предсказуемой толщины требуется точное управляющее напряжение или ток. На заре хромирования широко использовались мотор-генераторы. Большие электродвигатели были соединены с механическими генераторами постоянного тока. Эффективность была низкой, и устройства часто занимали целые комнаты из-за своих огромных физических размеров. По мере совершенствования полупроводниковых устройств в электронной промышленности генераторы становились менее востребованными по сравнению с различными типами твердотельных источников питания. Некоторые из новых устройств, используемых сегодня: реакторы с насыщаемым сердечником, выпрямители с переключателем отводов, ручные и моторные силовые статы, модели SCR на основе тиристоров и импульсные источники питания. Тип, используемый в High Tech Chrome Plating, представляет собой современные управляемые выпрямители Rapid SCR.
Некоторые из новых устройств, используемых сегодня: реакторы с насыщаемым сердечником, выпрямители с переключателем отводов, ручные и моторные силовые статы, модели SCR на основе тиристоров и импульсные источники питания. Тип, используемый в High Tech Chrome Plating, представляет собой современные управляемые выпрямители Rapid SCR.
Шины и другие проводники постоянного тока
Широкие шины предназначены для передачи тока от источника питания к электрифицированным резервуарам. Эта шина обычно имеет форму нескольких слоев меди размером 1/4″ X 4″. Кроме того, медь на крышке резервуара постоянно устанавливается на краях хромированных резервуаров, резервуаров для электроочистки и зачистки или поверх них. Размеры этой меди будут значительно различаться. Он должен быть рассчитан не только на то, чтобы выдерживать электрическую нагрузку без перегрева, но также должен выдерживать физический вес подвешенных к нему частей. Также существуют горизонтальные переходные стержни, которые передают мощность от постоянных медных стержней на крыше резервуара к центру резервуара. Аноды и детали, на которые наносится покрытие, требуют этих перемычек. Однако они не монтируются постоянно на ванне для нанесения покрытия, а крепятся болтами к деталям и анодам. Единственными другими необходимыми проводниками являются вертикальные выпадающие стержни, которые подвешивают детали под раствором. Эти стержни могут поставляться из алюминия, так как он устойчив к химическому воздействию хромовой кислоты. Как и медь на верхней части бака, кроссовер и выпадающие стержни должны иметь правильный размер с учетом силы тока и веса.
Аноды и детали, на которые наносится покрытие, требуют этих перемычек. Однако они не монтируются постоянно на ванне для нанесения покрытия, а крепятся болтами к деталям и анодам. Единственными другими необходимыми проводниками являются вертикальные выпадающие стержни, которые подвешивают детали под раствором. Эти стержни могут поставляться из алюминия, так как он устойчив к химическому воздействию хромовой кислоты. Как и медь на верхней части бака, кроссовер и выпадающие стержни должны иметь правильный размер с учетом силы тока и веса.
Крепления для стеллажей
Каждая гальваническая часть должна быть правильно ориентирована в растворе. Следовательно, гальванические стойки или приспособления несут несколько обязанностей. В первую очередь они должны проводить ток от блока питания к детали. Медь и алюминий широко используются, поскольку они являются хорошими электрическими проводниками. Алюминий хорошо противостоит химическим веществам, не содержащим фтора, но медь быстро разрушается и должна быть покрыта. Стеллажные приспособления несут дополнительную ответственность за удержание части в правильном пространственном отношении со свинцовым анодом. Иногда деталь и анод могут монтироваться совместно на общей стойке, затем помещаться под раствор. Обычно сначала в резервуар необходимо поместить анод, затем деталь вставляется рядом с ним. Все стеллажные приспособления изготавливаются собственными силами для размещения каждой части. Разнообразие деталей с покрытием и доступность металлообрабатывающего оборудования являются факторами, которые следует учитывать при выборе службы твердого хромирования.
Стеллажные приспособления несут дополнительную ответственность за удержание части в правильном пространственном отношении со свинцовым анодом. Иногда деталь и анод могут монтироваться совместно на общей стойке, затем помещаться под раствор. Обычно сначала в резервуар необходимо поместить анод, затем деталь вставляется рядом с ним. Все стеллажные приспособления изготавливаются собственными силами для размещения каждой части. Разнообразие деталей с покрытием и доступность металлообрабатывающего оборудования являются факторами, которые следует учитывать при выборе службы твердого хромирования.
Аноды
Соответствующее анодное покрытие подвергается высоким нагрузкам в High Tech Chrome Plating. С помощью этого метода аноды изготавливаются специально для одной детали или группы деталей одинакового размера и формы. Анод выполнен так, чтобы соответствовать контурам поверхности детали, на которую наносится хромовое покрытие. Во время цикла покрытия анод располагается в непосредственной близости от детали. Таким образом можно добиться точного контроля толщины, что обычно приводит к сокращению вторичной обработки. Напротив, широкое использование «стержневых» анодов, постоянно установленных в резервуаре, обеспечивает очень небольшой контроль над покрытием. Дополнительные преимущества соответствующего анодного покрытия включают более высокую катодную эффективность, снижение потребления электроэнергии, снижение нагрузки на охлаждение и увеличение скорости осаждения. Аноды прочно изготовлены из высокотехнологичного хромированного покрытия и служат годами. Гидравлические ремонтники, механические мастерские или другие сервисные компании часто имеют другую ситуацию. Многие детали являются единственными в своем роде, и время выполнения может быть критическим. При наличии таких условий ценно собственное производство анодов. В зависимости от ваших корпоративных потребностей High Tech Chrome Plating имеет отдел изготовления приспособлений, который изготавливает аноды и приспособления для вашей детали.
Таким образом можно добиться точного контроля толщины, что обычно приводит к сокращению вторичной обработки. Напротив, широкое использование «стержневых» анодов, постоянно установленных в резервуаре, обеспечивает очень небольшой контроль над покрытием. Дополнительные преимущества соответствующего анодного покрытия включают более высокую катодную эффективность, снижение потребления электроэнергии, снижение нагрузки на охлаждение и увеличение скорости осаждения. Аноды прочно изготовлены из высокотехнологичного хромированного покрытия и служат годами. Гидравлические ремонтники, механические мастерские или другие сервисные компании часто имеют другую ситуацию. Многие детали являются единственными в своем роде, и время выполнения может быть критическим. При наличии таких условий ценно собственное производство анодов. В зависимости от ваших корпоративных потребностей High Tech Chrome Plating имеет отдел изготовления приспособлений, который изготавливает аноды и приспособления для вашей детали.
Вентиляция
Дым, образующийся во время электролиза при хромировании и электрозачистке, не вдыхается. По этой причине на нашем заводе используются полные системы вентиляции и фильтрации. Вытяжки расположены вдоль одного или нескольких краев резервуара для выпуска этих паров. Однако в системе вентиляции с хромовой кислотой используются методы экстракции для регенерации кислоты и уменьшения загрязняющих веществ в атмосфере. Каждая установленная система хромирования соответствует государственным и федеральным стандартам по воздуху, регулирующим помещение для нанесения покрытия и выброс в атмосферу. Все вентиляционное оборудование изготовлено из химически стойкого материала. Колпаки, воздуховоды, отводы, переходы, отводы и корпуса вентиляторов изготовлены из ПВХ или стекловолокна. Крыльчатки вентиляторов изготовлены из стали с пластиковым покрытием. Вся сантехника для промывки или регенерации воды выполнена из ПВХ.
Нагрев
Хромирование обычно выполняется в диапазоне температур 110–150 градусов по Фаренгейту (43–66 градусов по Цельсию). Для предварительного прогрева ванны и детали в самой гальванической ванне устанавливают погружные электронагреватели. Эти устройства имеют титановые или тефлоновые трубки и пластиковые головки. Размеры зависят от объема бака, но обычно рассчитываются на восьмичасовой цикл прогрева. Индикаторные элементы управления используются для более точного контроля температуры ванны. Для систем с большими блоками питания требуется охлаждение (см. «Охлаждение»). Таким образом, контроль температуры имеет две заданные точки: нижняя активирует магнитный контактор нагревателя, а верхняя назначается охлаждающему насосу.
Для предварительного прогрева ванны и детали в самой гальванической ванне устанавливают погружные электронагреватели. Эти устройства имеют титановые или тефлоновые трубки и пластиковые головки. Размеры зависят от объема бака, но обычно рассчитываются на восьмичасовой цикл прогрева. Индикаторные элементы управления используются для более точного контроля температуры ванны. Для систем с большими блоками питания требуется охлаждение (см. «Охлаждение»). Таким образом, контроль температуры имеет две заданные точки: нижняя активирует магнитный контактор нагревателя, а верхняя назначается охлаждающему насосу.
Охлаждение
Сложные химические реакции, происходящие во время хромирования, делают этот процесс очень неэффективным с электрической точки зрения. От источника питания требуются высокие силы тока и плотности тока, но лишь небольшая часть этой мощности откладывает металл. Остальное преобразуется в (обычно нежелательное) тепло в ванне. Охлаждение необходимо всякий раз, когда поверхностные потери и потери при передаче, связанные с электролитическим резервуаром, не превышают теплоты, выделяемой во время электролиза. Если существуют только предельные нагрузки по охлаждению, будет достаточно водопроводной воды, прокачиваемой через змеевик резервуара. Система охлаждения с открытым контуром используется для минимизации потребления воды. Наша система включает в себя резервуар для хранения воды, змеевики резервуара, погруженные в саму ванну, и внешнюю градирню. Змеевики резервуара представляют собой титановые теплообменники, стационарно установленные в резервуаре для нанесения покрытия.
Если существуют только предельные нагрузки по охлаждению, будет достаточно водопроводной воды, прокачиваемой через змеевик резервуара. Система охлаждения с открытым контуром используется для минимизации потребления воды. Наша система включает в себя резервуар для хранения воды, змеевики резервуара, погруженные в саму ванну, и внешнюю градирню. Змеевики резервуара представляют собой титановые теплообменники, стационарно установленные в резервуаре для нанесения покрытия.
Воздушные компрессоры
Перемешивание раствора может быть полезным в резервуаре для нанесения покрытия. Как химическая, так и термическая однородность улучшаются при перемешивании ванны. Это перемещение особенно полезно при добавлении замещающих химикатов. Во время цикла предварительного прогрева это перемешивание предотвращает расслоение ванны на слои с различной температурой. Перемешивание в резервуарах для окончательной промывки также улучшит удаление жидкой хромовой кислоты из деталей после нанесения покрытия. Хотя можно использовать механическое перемешивание при перекачивании жидкости, наилучшая система перемешивания этих резервуаров включает воздушное перемешивание. Ротационно-пластинчатые компрессоры производят мягкий воздух, который подается в распределительные коллекторы из ПВХ, расположенные на дне резервуара.
Хотя можно использовать механическое перемешивание при перекачивании жидкости, наилучшая система перемешивания этих резервуаров включает воздушное перемешивание. Ротационно-пластинчатые компрессоры производят мягкий воздух, который подается в распределительные коллекторы из ПВХ, расположенные на дне резервуара.
Насосы
В нашей системе используются различные насосы. Система охлаждения оснащена одним или несколькими моноблочными центробежными насосами. Перед выбором насоса с правильной кривой напор/расход был выполнен обширный компьютерный расчет требований к охлаждению и параметров системы. Эти расчеты включают оценку статических и динамических потерь и идеальной скорости потока для максимальной эффективности охлаждения. Для регенерации промывочной воды используются как центробежные, так и воздушно-мембранные насосы. В этом процессе вода из любого заданного промывочного бака возвращается в гальванический бак или промывочный бак, который предшествует ему в последовательности хромирования. Центробежные и шестеренчатые насосы используются для промывки деталей распылением сразу после нанесения покрытия. В этом случае вода для ополаскивания находится под давлением и распыляется через кольцо форсунок высокого давления и малого объема, установленных внутри самого бака для ополаскивания. Насосы-дозаторы для химикатов используются всякий раз, когда необходимо постоянно вводить небольшое количество химикатов в резервуар или поток. Независимо от типа насоса, каждый агрегат изготавливается из химически стойких материалов для конкретного применения.
Центробежные и шестеренчатые насосы используются для промывки деталей распылением сразу после нанесения покрытия. В этом случае вода для ополаскивания находится под давлением и распыляется через кольцо форсунок высокого давления и малого объема, установленных внутри самого бака для ополаскивания. Насосы-дозаторы для химикатов используются всякий раз, когда необходимо постоянно вводить небольшое количество химикатов в резервуар или поток. Независимо от типа насоса, каждый агрегат изготавливается из химически стойких материалов для конкретного применения.
| Паркер-стрит, 50, блок № 5 Ньюберипорт, Массачусетс 01950 Звоните по телефону 978-499-8950 Факс: 978.499.8967 Электронная почта | ||
| Прецизионное твердое хромирование и электрополировка | ||
| Главная О нас Твердый хром Электрополировка Свяжитесь с нами 50 Parker Street, Unit # 5 Ньюберипорт, Массачусетс 01950 Звоните по телефону 978-499-8950 Факс: 978. Электронная почта | В наши дни обработка поверхности является горячей темой, которая применяется в самых разных отраслях промышленности. Инженерная обработка поверхности и покрытия могут придать специальные свойства коррозионной стойкости и износостойкости без ущерба для характеристик подложки или основного металла. Появляется много новых процессов, их инновации и разработки иногда опережают любой проверенный промышленный спрос или демонстрацию производительности. Существует осаждение из паровой фазы, имплантация, обширный набор покрытий для термического напыления и многие другие, все они направлены на достижение предельно твердой, прочной, износостойкой поверхности с низким коэффициентом трения и антикоррозионной защитой. И тем не менее, для многих применений такое покрытие уже существует, качества которого слишком долго считались само собой разумеющимися или даже недооценивались, а его разработкой слишком долго пренебрегали. Что такое Hard Chrome?Твердое хромирование — это электролитический процесс с использованием электролита на основе хромовой кислоты. Деталь выполнена в виде катода, и при прохождении постоянного тока через свинцовые аноды металлический хром оседает на поверхности детали. Покрытие может быть нанесено на широкий спектр деталей; для этого требуется только правильное крепление, достаточно большая ванна, достаточная грузоподъемность и адекватные источники питания. Твердое хромирование предлагает много привлекательных свойств для инженера. Каковы преимущества Hard Chrome?Это очень сложно; 850-100Hv (65-70Rc), тверже, чем большинство промышленных абразивов и стальных поверхностей. Необычно то, что он сочетает в себе эту твердость с определенной степенью ударной вязкости, поэтому наплавка может выдерживать контакт с высокой нагрузкой. Обеспечивает превосходную адгезию к основанию; Более 10 000 фунтов на кв. дюйм. Перед нанесением покрытия подложки подвергаются тщательной очистке, чтобы покрываемая поверхность была полностью очищена от загрязнений. Но окончательная адгезия достигается в самой гальванической ванне при начальном травлении обратным напряжением, которое удаляет любое остаточное загрязнение поверхности. Может наноситься на самые разные основания; Охватывает широкий спектр конструкционных или высоколегированных сталей (включая нержавеющие стали и чугуны), легкие алюминиевые или титановые сплавы, медные сплавы, латуни и бронзы, а также сплавы на основе никеля. Обеспечивает превосходную стойкость к истиранию: Даже при высоких контактных нагрузках. Он обеспечивает очень низкую скорость износа (как минимум в 100 раз выше, чем у закаленных сталей или никеля, полученного химическим способом) при работе с такими абразивными материалами, как текстиль, бумага и продукты питания. Низкая температура осаждения; И при обработке против охрупчивания мало влияет на свойства подложки. При условии, что высокопрочные стали перед нанесением покрытия снимают напряжения, а затем снова подвергают термообработке (обычно от 3 до 12 часов при температуре около 375°F), проблем с водородным охрупчиванием будет немного. Может применяться к широкому диапазону геометрий; При особом внимании к конструкции и креплению анода хромирование можно наносить равномерно на плоские поверхности, на тонкие отверстия, даже с большим соотношением сторон, на цилиндрические, такие как валы или ролики, а также на отверстия и области с малым допуском. Придает сверхвысокую износостойкость при скольжении металла по металлу; Износ до 100 раз ниже, чем у сталей со сквозной закалкой, индукционной закалкой, цементацией или азотированием в условиях сухого скольжения, и значительно превосходит химический никель. Имеет яркую привлекательную отделку; Очень хорошо поддается шлифовке и полировке, образуя идеальные поверхности для работы с деликатными продуктами (такими как текстиль и бумага), для обеспечения низкого трения и для высокоточных деталей, таких как станины токарных станков. Очень низкое трение; Против полимеров, углерода и графита. Это делает его идеальным для текстильных изделий или уплотнительных поверхностей, а также для таких компонентов, как лопастные насосы. Это идеальный контрагент для PM и других полимеров, для достижения наилучших характеристик которых требуется пленка для переноса. Покрытие стабильное и не подвержено коррозии; Подходит для большинства органических кислот и газов (кроме хлора), превосходен в горячем окислительном или восстановительном воздухе, в таких товарах, как пиво, сахар, рассол, угольный газ, цианиды, фруктовые кислоты, расплавленное стекло, клей, молоко, масла и топливо. Hard Chrome Технические характеристики, используемые в DynaChrome:QQ-C-320 АМС 2406 АМС 2460 АМС 2438 | |
| Твердый хром | Электрополировка | Карта сайта Chromium Массачусетс (Массачусетс) Разработка дизайна веб-сайта твердое хромирование, хромирование, промышленное твердое хромирование, твердое хромирование, хромирование, твердое промышленное хромирование,прецизионное твердое хромирование, функциональное хромирование, блестящее хромирование, тонкое плотное хромирование, электрополировка, электрополировка, покрытие подающего винта, покрытие шнека экструдера, покрытие рулона, покрытие шпинделя, покрытие внутреннего и наружного диаметра, ma, nh, ct, ri, maine, vt, ny, new york, new England, QQ-C-320, AMS 2406, AMS 2406, QQ-C-320, ASTM A 967, ny, тонкий плотный хром, внутреннее покрытие, хромирование до сильного налипания, пассивация нержавеющей стали | ||
 499.8967
499.8967 Твердое хромирование обеспечивает широкий спектр желаемых свойств и характеристик; свойства, которые многие инженеры требуют от своих компонентов и продуктов.
Твердое хромирование обеспечивает широкий спектр желаемых свойств и характеристик; свойства, которые многие инженеры требуют от своих компонентов и продуктов.
 При толстых отложениях он обеспечивает превосходную износостойкость при контакте с высоким напряжением с песком, углем, цементом, известняком, стеклянными волокнами и т. д. множество проблем с насосами, клапанами, подшипниками и т. д. в самых разных отраслях промышленности; включая фармацевтическую, химическую, нефтегазовую, текстильную, полиграфическую, пищевую, горнодобывающую и многие другие.
При толстых отложениях он обеспечивает превосходную износостойкость при контакте с высоким напряжением с песком, углем, цементом, известняком, стеклянными волокнами и т. д. множество проблем с насосами, клапанами, подшипниками и т. д. в самых разных отраслях промышленности; включая фармацевтическую, химическую, нефтегазовую, текстильную, полиграфическую, пищевую, горнодобывающую и многие другие.
 .
.Процессы хромирования
Процессы хромирования
Описание современных процессов хромирования
Автор: Джордж Д. Моннингер
Моннингер
Введение
Хромирование — это химический процесс, при котором твердые детали, такие как сталь, алюминий или пластик, покрываются слоем хрома. Хромирование может выполняться по разным причинам, чаще всего для защиты и украшения. Хром обычно используется в автомобильной и коммерческой промышленности из-за его роскоши и коррозионной стойкости.
В большинстве случаев хромирование представляет собой сложный процесс, включающий несколько этапов для достижения желаемого результата. Наиболее распространенная практика, используемая сегодня для хромирования, включает использование ряда химических ванн, которые используются для погружения детали, подлежащей хромированию. Хромирование включает медь, никель и хром. Методы и процедуры хромирования повышают стоимость материала, добавляя при этом ряд защитных и роскошных свойств.
Применимые материалы
Процесс хромирования можно использовать в сочетании с различными материалами. Хотя хром чаще всего ассоциируется с металлами, пластмассы также могут быть хромированы. Этот метод известен как нанесение покрытия на пластик. Покрытие пластика основано на том же методе, который используется для хромирования металлических деталей. На самом деле разницы в процессе практически нет. Имея это в виду, практически любой твердый материал может быть хромирован при наличии необходимого оборудования.
Хотя хром чаще всего ассоциируется с металлами, пластмассы также могут быть хромированы. Этот метод известен как нанесение покрытия на пластик. Покрытие пластика основано на том же методе, который используется для хромирования металлических деталей. На самом деле разницы в процессе практически нет. Имея это в виду, практически любой твердый материал может быть хромирован при наличии необходимого оборудования.
Есть несколько альтернативных способов заставить материал выглядеть хромированным. Одним из конкретных примеров этого является хромированный комплект «сделай сам». Такой набор обычно содержит три или четыре аэрозольных баллончика, каждый с разными ингредиентами. Как правило, банки состоят из грунтовки, хрома с никелем и прозрачного покрытия. Это действительно не хромирование, потому что хром и никель не связываются с материалом поверхности. Он просто привязан к нему. («Интернет — это то место, где вы учитесь!»)
Процесс хромирования
Чтобы достичь цели хромирования металлической или пластиковой детали, требуется ряд относительно сложных шагов. Крайне важно, чтобы любой металл или пластик, подвергаемый хромированию, был зачищен и очищен от любых примесей, так как это может привести к плохой отделке или плохому качеству. Фактически, малейшая частица грязи или мусора приведет к отказу от процесса хромирования.
Крайне важно, чтобы любой металл или пластик, подвергаемый хромированию, был зачищен и очищен от любых примесей, так как это может привести к плохой отделке или плохому качеству. Фактически, малейшая частица грязи или мусора приведет к отказу от процесса хромирования.
После того, как материал очищен от примесей и ему придана желаемая форма, он проходит ряд процессов, в ходе которых к нему применяются различные химические вещества. Первый слой материала, нанесенный на поверхность, представляет собой слой меди. Медь выступает в качестве основного средства защиты от коррозии в этом процессе. После нанесения меди деталь или материал полируют до яркого блеска, чтобы удалить избыток меди, которая не полностью приклеилась. Опять же, уборка здесь является жизненно важной частью процесса.
После очистки на деталь или материал наносится слой никеля. Никель обеспечивает серебристый цвет хромированного материала.
Завершающим этапом процесса является добавление слоя хрома. Хром на самом деле просто глянцевый защитный слой, который покрывает уже блестящий слой никеля. После чего материал еще раз полируется и очищается. (Хромирование Vernes)
Хром на самом деле просто глянцевый защитный слой, который покрывает уже блестящий слой никеля. После чего материал еще раз полируется и очищается. (Хромирование Vernes)
Химическое осаждение
На приведенных ниже диаграммах (рис. 1 и 2) показан процесс гальванического покрытия, в частности заключительный этап, включающий нанесение хрома. Для правильного хромирования материалов необходим большой запас воды, химических субстратов и промышленный источник питания. Зачастую целые склады отведены исключительно под хромирование. На схеме деталь погружена в раствор хрома. Диаграмма иллюстрирует проводимость хрома на основе электропроводности и процесса химической реакции.
Чаны содержат водный раствор химикатов. Когда к ванне прикладывается электрический заряд, химическое вещество окисляется и затем притягивается к покрываемой поверхности. Одна сторона ванны заряжена положительно (анод), а другая — отрицательно (катод). Это помогает пропускать ток через чан, обеспечивая правильное количество химических отложений на поверхности. Ванны изготовлены из непроводящего материала, чтобы избежать электрических помех.
Ванны изготовлены из непроводящего материала, чтобы избежать электрических помех.
Когда непроводящие материалы, такие как пластик, хромируются, сам пластик заряжается электричеством, чтобы притягивать химические частицы к своей поверхности. Помимо этой незначительной разницы, процесс химических реакций идентичен как для металла, так и для пластика. («Озеленение отрасли хромирования»)
Рисунок 1:
Изображение взято с: http://www.wmich.edu/mfe/mrc/greenmanufacturing/pdf/chromeplatinginfo.pdf
Рисунок 2:
Изображение взято с: http://www.ustudy.in/node/3221
Экологические проблемы
Из-за ряда негативных воздействий на окружающую среду на процессы хромирования наложен ряд ограничений. OSHA и FDA требуют строгих правил, касающихся удаления промывочной воды и химических отходов. Производители, выполняющие хромирование, должны полностью отфильтровывать содержащиеся в них хром, никель и медь, прежде чем удалять их через септическую систему. Это последний шаг в процессе и, возможно, самый важный с точки зрения окружающей среды.
Это последний шаг в процессе и, возможно, самый важный с точки зрения окружающей среды.
Из-за этих строгих правил предприятиям, занимающимся хромированием, намного дешевле работать за границей, где такие законы о загрязнении не соблюдаются так строго. При зарубежных операциях к материалу применяется гораздо более высокая концентрация хрома. Сточные воды часто не фильтруются должным образом и возвращаются в окружающую среду загрязненными. Это может вызвать серьезную проблему для дикой природы и системы грунтовых вод в этом районе, что приведет к серьезным заболеваниям, таким как рак. («Озеленение отрасли хромирования»)
Заключение
Хромирование — это процесс, который защищает и улучшает внешний вид металлического или пластикового материала. Хром очень желателен из-за его глубокого блеска и отражающих свойств. Для правильного хромирования материала требуется ряд ванн промышленного типа. Хотя процесс химической реакции является наиболее сложной стадией процесса, постоянная очистка материалов жизненно важна. После того, как продукт готов, необходима надлежащая утилизация сточных вод, чтобы предотвратить загрязнение окружающей среды.
После того, как продукт готов, необходима надлежащая утилизация сточных вод, чтобы предотвратить загрязнение окружающей среды.
Работы цитировали
«Процесс плагирования хрома | Никель и медный плит, полировая и бухгалская.» Хромирование
Процесс | Никелирование и меднение, полировка и полировка . н.п., н.д. Веб. 21 марта 2014 г.
Джонсон, Мэтью. «Озеленение индустрии хромирования». н.п., н.д. Веб. 21 марта 2014.
«Интернет там, где ты учишься!» Хромирование . н.п., н.д. Веб. 21 марта 2014 г.
https://sites.psu.edu
Автор текста: указан в исходном документе вышеуказанного текста
Если вы являетесь автором вышеуказанного текста и не согласны делиться своими знаниями для обучения, исследований, стипендий (для добросовестного использования, как указано в законе об авторских правах США), отправьте нам электронное письмо, и мы быстро удалим ваш текст.
Добросовестное использование — это ограничение и исключение исключительного права, предоставленного авторским правом автору творческого произведения. В законе об авторском праве США добросовестное использование — это доктрина, которая разрешает ограниченное использование материалов, защищенных авторским правом, без получения разрешения от правообладателей. Примеры добросовестного использования включают комментарии, поисковые системы, критику, новостные репортажи, исследования, обучение, библиотечное архивирование и стипендию. Он предусматривает законное нелицензионное цитирование или включение материалов, защищенных авторским правом, в работу другого автора в соответствии с четырехфакторным тестом баланса. (источник: http://en.wikipedia.org/wiki/Fair_use)
Информация о медицине и здоровье, содержащаяся на сайте, имеет общий характер и цель, которая является чисто информативной и по этой причине ни в коем случае не может заменить совет врача или квалифицированного лица на законных основаниях профессия.
Процессы хромирования
Тексты являются собственностью их авторов, и мы благодарим их за предоставленную нам возможность бесплатно делиться со студентами, преподавателями и пользователями Интернета, их тексты будут использоваться только для только в иллюстративных образовательных и научных целях.
Вся информация на нашем сайте предоставлена в некоммерческих образовательных целях
Хромирование для технических целей (твердое хромирование) – NASF
Курс состоит из 10 занятий. Каждый из них содержит массу ценной практической информации. И если вы наберете 70 или более баллов на дополнительном экзамене, вы получите 1 балл для сертификации в качестве мастера отделки поверхности. MSF является самым уважаемым и наиболее широко признанным в мире знаком для профессионалов отделочной отрасли. Те, кто успешно сдает экзамены по 6 курсам, получают заветное звание MSF.
Лично
Стоимость обучения: $1300 | Стоимость обучения для участников: $900
6-8 июня | Крайний срок регистрации: 23 мая
РегистрацияДомашнее обучение
Стоимость обучения: $1100 | Член Стоимость обучения: 800 долларов США
РегистрацияФакультативный экзамен
Стоимость обучения: 250 долларов США | Стоимость обучения для участников: 150 долларов США
Регистрация
Кому выгоден номер
Эта учебная программа полезна для операторов и руководителей ремонтных мастерских и специализированных мастерских, выполняющих операции твердого хромирования на различных подложках. Курс также может быть полезен торговому персоналу, работающему с поставщиками твердого хрома и оборудования.
По окончании этого курса слушатели могут рассчитывать на:
- Базовое понимание химических и электрических принципов, связанных с твердым хромированием.

- Базовое понимание химических и электрических принципов, связанных с твердым хромированием.
- Уметь применять закон Фарадея для расчета времени, необходимого для получения заданной толщины хромовой пластины.
- Знайте методы уменьшения загрязнения в процессе нанесения покрытия.
- Знать типы аналитических процедур, используемых для мониторинга процесса твердого хромирования.
- Уметь определять причины общих проблем, связанных с гальванопокрытием, и способы их решения.
- Будьте готовы сдать экзамен, который является частью программы сертификации Foundation MSF.
Описание курса
- 1. Химия для установок для нанесения твердого хрома
- Этот урок охватывает основные принципы химии, необходимые для лучшего понимания процесса металлизации. Урок начинается со структуры атома и основывается на этой базовой информации, чтобы дать представление о химических реакциях, поскольку они могут использоваться для обработки деталей для нанесения покрытия, самого процесса покрытия, а также процессов после покрытия.

- 2. Электричество для машин с твердым хромированием
- В этом уроке обсуждаются основные принципы электричества, начиная с закона Ома. Основные принципы выпрямления, принцип работы амперметров и вольтметров, а также распределение тока по детали — важные понятия, изложенные в этом уроке. Особое внимание уделено использованию экранов, разбойников, биполярных анодов и вспомогательных анодов как средства более равномерного распределения тока.
- 3. Электрохимия для установок твердого хромирования
- Этот урок начинается с Закона Фарадея и показывает, как его можно использовать для прогнозирования времени посева. Затем урок переходит к серии Электродвижущая сила, как можно предсказать коррозионное поведение металлов и как серия ЭДС может объяснить такие процессы, как цинкование алюминия перед хромированием. Также рассматриваются концепции поляризации при нанесении покрытий и факторы, влияющие на структуру отложений.
- 4. Оборудование для твердого хромирования
- В этом уроке представлена информация об оборудовании, используемом для твердого хромирования, включая резервуары, сборные шины, стеллажи, выпрямители, системы перемешивания, технологический нагрев/охлаждение и аноды.
 Особое внимание уделяется состоянию и техническому обслуживанию анодов, а также надлежащей вентиляции и контролю выбросов.
Особое внимание уделяется состоянию и техническому обслуживанию анодов, а также надлежащей вентиляции и контролю выбросов. - 5. Методы маскирования
- В этом уроке рассматриваются различные методы, используемые для выборочного покрытия хромом. Описаны и обсуждены методы маскирования, такие как стоп-лак, воски, ленты, перманентные маски, высокотемпературные расплавы и коммерческие маски для погружения на основе растворителей, а также преимущества и недостатки каждого из них. Также приводится краткое обсуждение использования соответствующих комбинаций анод-маска и покрытия вне резервуара как способа минимизировать маскирование.
- 6. Механическая подготовка поверхности
- Этот урок охватывает физические методы, используемые для подготовки поверхности к металлизации, включая влажную и сухую струйную очистку, шлифовку, полировку, дробеструйную обработку и хонингование. Также приводится краткое обсуждение методов, используемых для ремонта поврежденных поверхностей перед нанесением покрытия (точечная сварка, наплавка тяжелым никелем).

- 7. Химическая подготовка поверхности
- В этом уроке рассматриваются химические методы, используемые для подготовки поверхности к металлизации, включая роль щелочных очистителей, цинкование алюминия и методы обратного травления различных металлических подложек, таких как медь, сталь, инструмент сталь, нержавеющая сталь, химический никель, хромированные детали и чугун.
- 8. Основные принципы хромирования
В этом уроке обсуждаются три основных типа процессов твердого хромирования (обычные, фторидные и нефторидные смешанные каталитические ванны).
Приведены химический состав и рабочие условия для каждого процесса. Урок также посвящен механизму осаждения твердого хрома и способам получения различных структур (тонко-плотных, например). Еще одним предметом особого внимания является водородное охрупчивание, его причины и способы устранения.
- 9. Анализ и контроль растворов для хромирования
- На этом уроке будут даны рекомендации по аналитическим процедурам, которые используются для определения концентрации основных ингредиентов и примесей в растворах для твердого хромирования.

