Хромирование твердое: ООО ПТФ КАМА — Твердый хром
Содержание
Азотирование, Цементация или Твердое хромирование
Для начала давайте, разберемся, что же из себя представляет каждый из видов упрочнения?
Азотирование – это обработка стали в процессе ее нагрева в среде высокого содержания аммиака. Вследствие этого поверхность стали насыщается азотом и приобретает следующие качества:
- Улучшается износостойкость деталей из металла за счет повышения твердости поверхностного слоя;
- Растет выносливость прочности стальных изделий;
- Обработанный материал приобретает стойкую антикоррозионную защиту, которая сохраняется при контакте с водой, воздухом и паровоздушной средой.
Азотированный слой обладает высоким показателем твердости без дополнительной термообработки. Кроме того, после азотирования размер обрабатываемой детали остается практически неизменным. В отличие от цементационного процесса, его можно применить к готовым изделиям, которые прошли термическую закалку с высоким отпуском и отшлифованы до окончательных форм. После азотирования детали полностью готовы к чистовой полировке и другой обработке. Азотированию обычно подвергаются детали, работающие на трение в агрессивных средах и при высоких температурах.
После азотирования детали полностью готовы к чистовой полировке и другой обработке. Азотированию обычно подвергаются детали, работающие на трение в агрессивных средах и при высоких температурах.
Цементация — это процесс насыщения поверхностного слоя стали углеродом. Цель цементации — обогатить поверхностный слой детали углеродом до концентрации 0,8—1,1% и получить, после закалки, высокую твердость поверхностного слоя при сохранении пластичной сердцевины. Данной обработке подвергают такие детали машин и аппаратов, которые должны иметь износостойкую рабочую поверхность и вязкую сердцевину. Цементация и последующая термическая обработка одновременно повышают износостойкость и предел выносливости детали.
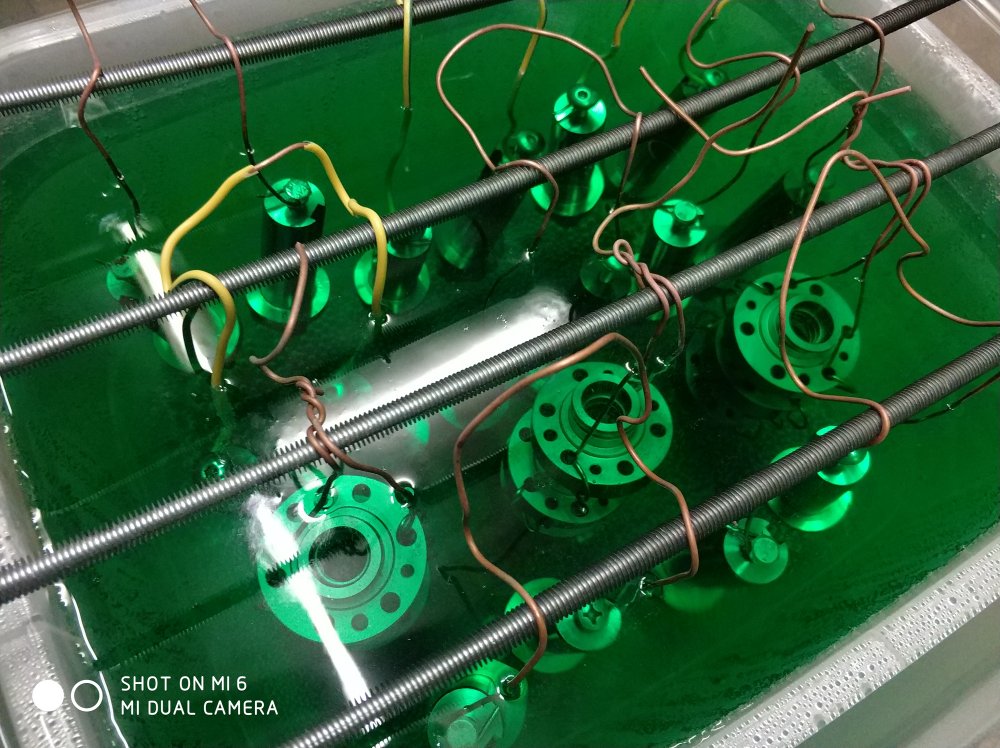
Твердое хромирование широко применяется для повышения срока службы мерительного и режущего инструмента, штампов и пресс-форм, особенно для обработки неметаллических материалов (пластмассы, стекла, резины и др.), для увеличения износостойкости деталей двигателей (поршневых колец, цилиндров, поршневых пальцев и др. ) и других машин.
) и других машин.
Итак, твердое хромирование применяют для уменьшения трения, повышения прочности. Вследствие проведения процедуры хромирования, повышается коррозийная стойкость стали к пресной и соленой воде, к азотной кислоте, к газовому воздействию (до 800°С).
Толщина покрытия твердого хромирования в большинстве случаев составляет от 0.075 до 0.35 мм.
Новые изделия покрывают твердым хромом для придания материалу жаростойкости и твердости. Подобные специальные покрытия для новых изделий чаще всего наносят слоем не меньше 30 мкм. Чем меньше толщина покрытия снаружи (норма составляет на 20-40 мкм больше, чем величина поля допуска), тем больше слой твердого хромирования углубляется в толщу детали. Это необходимо для того, чтобы при износе детали до нижнего предела допуска, на ней еще находилось некоторое количество запасного слоя хрома. Таким образом, покрытие изнашивается медленно и равномерно, в противном случае деталь деформируется. Изнашиваясь в местах тонкой прослойки, контур детали теряет свою первоначальную чертежную форму. Так, перед следующим твердым хромированием эту деталь необходимо будет довести до геометрической формы на чертеже. При этом можно повредить структуру поверхности металла. Детали, которые хромируют для восстановления прежних размеров, обычно обрабатывают на большую толщину.
Так, перед следующим твердым хромированием эту деталь необходимо будет довести до геометрической формы на чертеже. При этом можно повредить структуру поверхности металла. Детали, которые хромируют для восстановления прежних размеров, обычно обрабатывают на большую толщину.
В процессе хромирования, вещество наносится непосредственно на сталь. Цвет покрытия при толщине 2мкм — матовый белый, с голубым оттенком. После шлифовки деталь приобретает блеск.
Все перечисленные виды упрочнения (азотирование, цементация, твёрдое хромирование) Вы можете заказать в нашей компании.
HEEF 25 — ПРОЦЕСС ТВЕРДОГО ХРОМИРОВАНИЯ
Главная
/
Гальванические технологии и добавки
/
HEEF 25
Аналог ЭкоТех 4102
HEEF 25 – это высокопроизводительный способ твердого хромирования без фторидов с высоким выходом по току, который достигается обычно только в электролитах из смеси кислот, те. фторсодержащих электролитах.
HEEF 25 может использоваться, регулируя концентрацию ванны и параметры покрытия, для различных применений, стандартного твердого хромирования, двойного твердого хромирования и хромирования ротогравюрных валов. Многослойное хромирование приводит к повышенной коррозионной стойкости.
Многослойное хромирование приводит к повышенной коррозионной стойкости.
HEEF 25 не требует специального оборудования и поэтому может использоваться на всех обычных установках для процесса твердого хромирования.
HEEF 25 отличается следующими характеристиками:
— превосходная эффективность покрытия. Время нанесения покрытия может быть сокращено примерно на 50% по сравнению с обычной сульфатной ванной
— затраты электричества при этом уменьшатся примерно до 45% по сравнению с обычными сульфатными ваннами
— подтравливание стали может быть таким же как и в обычных электролитах
— рециркуляция и регенерация возможны. Все компоненты ванны полностью растворимы при комнатной температуре
— микротрещиноватое покрытие. В зависимости от применения, 300-800 трещин на линейный сантиметр
— блестящее твердое покрытие с твердостью около 1000 единиц по Виккерсу 0.1 (950-1050 HV0.1)
— очень стойкий к трению
— хорошее рассеивание и распределение металла.
Состав электролита
|
Компонент
|
Стандартное твердое хромирование
|
Двухслойное твердое хромирование
|
Твердое хромирование ротогравюрных валов
|
|
Хромовый ангидрид, г/л
|
260
|
290
|
290
|
|
Катализатор HEEF 25, мл/л
|
50
|
50
|
50
|
|
Серная кислота, «хч» (d = 1,84 г/см3) мл/л
|
1,75
|
2,0
|
1,75
|
Технологические параметры
|
Параметр
|
Значение
|
|
Температура, 0С
для стандартного и двухслойного
для ротогравюрных валов
|
55 – 65 (опт.
55 – 65 (опт. 60)
|
|
Катодная плотность тока, А/дм2
для стандартного и двухслойного
для ротогравюрных валов
|
30 – 70 (опт. 50)
до 140
|
|
Выход по току
|
около 25% при 50 А/дм2
около 27% при 90 А/дм2
|
|
Скорость осаждения
|
около 1 мкм/мин при 55 A/д м²
|
 57)
57)Альтернативы твердому хромированию
Твердое хромирование уже более шести десятилетий используется производителями аэрокосмической промышленности. Тем не менее, проблемы со здоровьем и окружающей средой, связанные с этим широко используемым отложением, хорошо известны, а с учетом европейского законодательства, положившего конец господству твердого хромирования, инженерам и руководителям объектов необходимо рассмотреть альтернативные варианты.
Даниэла Милошевич-Попович, наш менеджер по исследованиям и разработкам в SIFCO ASC, изучает возможные альтернативы твердому хромированию.
Для производителей, работающих в аэрокосмической отрасли, очевидны преимущества твердого хромирования. Твердое хромирование, критически важный процесс как для военной, так и для аэрокосмической промышленности с точки зрения производства и обслуживания, обеспечивает износо- и коррозионно-стойкие поверхности основного оборудования, от гидравлических поршневых штоков и ступиц винтов до шасси, зубчатых валов и стволов орудий.
Вред шестивалентного хрома
Однако, несмотря на многочисленные преимущества, твердое хромирование имеет один существенный недостаток: использование шестивалентного хрома. Шестивалентный хром, один из пресловутых четырех Cs, наряду с кадмием, цианидом и хлорированными растворителями, является известным канцерогеном, вызывающим поражение ключевых органов, включая сердце, легкие и почки.
Воздействие шестивалентного хрома может произойти на любой стадии процесса нанесения покрытия и требует длительной подготовки и последующей очистки. Этот факт, в сочетании с образованием токсичных отходов в процессе нанесения покрытия, привел к серьезному пересмотру его использования.
Законодательство определяет эту повестку дня, особенно в ЕС (Европейском Союзе), где использование шестивалентного хрома в электронном оборудовании запрещено Директивой об ограничении использования опасных веществ и Регламентом Европейского Союза о регистрации, оценке, разрешении и ограничении использования химических веществ.
Кроме того, была введена в действие европейская директива REACH с целью защиты здоровья человека и окружающей среды от опасных химических веществ. Несмотря на то, что директива применяется только к химическим веществам, которые производятся или импортируются в ЕС, она имеет более широкое значение.
По мере того, как аэрокосмическая промышленность начинает двигаться в соответствии с глобальными тенденциями в сторону более экологичных продуктов, все больше и больше производителей рассматривают возможность использования альтернативы твердому хромированию.
Бросая вызов доминированию твердого хромирования
При поиске замены твердому хрому проблема заключается в преимуществах, которые твердое хромирование дает аэрокосмической отрасли. Он работает при экстремально высоких температурах, обладает отличной коррозионной стойкостью и износостойкостью, а вместе с уровнями твердости 700-1000 HV обеспечивает превосходное качество поверхности в широком диапазоне применений. Со всеми этими атрибутами найти альтернативное решение, охватывающее все основы, сложно.
Более того, доминирование твердого хромирования приводит к тому, что многие игнорируют его ограничения, в том числе тот факт, что это относительно медленный процесс, а природа покрытия может приводить к внутренним и остаточным напряжениям, что может привести к плохой адгезии или образованию микротрещин . Тем не менее, хромирование является универсальным средством «одного окна» и стало вариантом по умолчанию для аэрокосмической промышленности. Но это не значит, что других вариантов нет.
Широкий спектр новых технологий
Производители могут выбирать из широкого спектра технологий, ни в одной из которых не используется шестивалентный хром. К ним относятся различные методы распыления, такие как термическое распыление, PVD и CVD, однако эти методы требуют высокой температуры, высокого вакуума или высокой температуры плавления подложки. Существует также новая порода суперсталей. Тем не менее, хотя у каждого из них есть преимущества, у них также есть недостатки, в том числе — в случае с новыми сплавами — тот факт, что они дороги и все еще не проверены временем.
В результате решить, что выбрать, может быть непросто. Вдобавок к этому аэрокосмическая промышленность обычно проявляет осторожность. Любое изменение, особенно такого масштаба, воспринимается как связанное с высоким уровнем риска. Особое внимание уделяется компонентам, производимым для аэрокосмической промышленности, многие из которых рассчитаны на работу в течение нескольких десятилетий без необходимости технического обслуживания, поэтому их долговечность должна быть гарантирована. В оборонном секторе, где твердое хромирование активно используется для защиты критически важного оборудования, ставки еще выше. Проще говоря, ни одна из этих альтернатив не предлагает такой универсальной привлекательности, как твердое хромирование. Однако по мере того, как отрасль движется к более экологичному будущему, появляется еще одно решение, которое, как было доказано, обеспечивает множество преимуществ в различных областях применения: никель-вольфрам, который может стать жизнеспособной альтернативой традиционному предпочтительному в отрасли покрытию.
В оборонном секторе, где твердое хромирование активно используется для защиты критически важного оборудования, ставки еще выше. Проще говоря, ни одна из этих альтернатив не предлагает такой универсальной привлекательности, как твердое хромирование. Однако по мере того, как отрасль движется к более экологичному будущему, появляется еще одно решение, которое, как было доказано, обеспечивает множество преимуществ в различных областях применения: никель-вольфрам, который может стать жизнеспособной альтернативой традиционному предпочтительному в отрасли покрытию.
Преимущества никель-вольфрамовых месторождений
Никель-вольфрам имеет ряд характеристик, сопоставимых с характеристиками твердого хрома, включая коррозионную стойкость, износостойкость и твердость даже при высоких температурах. Он также нетоксичен, что делает его действительно жизнеспособной альтернативой. Более того, он уже указан в различных отраслевых стандартах, таких как AMS2451C, MIL-STD-2197 A (SH) и MIL-STD-865D. Именно эти уникальные характеристики позволили использовать его в самых разных областях, поскольку производители начали искать более безопасный для окружающей среды метод защиты компонентов от сложных условий промышленности.
Именно эти уникальные характеристики позволили использовать его в самых разных областях, поскольку производители начали искать более безопасный для окружающей среды метод защиты компонентов от сложных условий промышленности.
Никель-вольфрам в селективном покрытии
Нанесение никель-вольфрама осуществляется по принципу селективного покрытия – процесса, разработанного SIFCO ASC для гальванического покрытия локализованных участков без использования погружного резервуара. Он обеспечивает высокий уровень твердости (660-690 HV, как с гальваническим покрытием) вместе с превосходными характеристиками износа (скорость износа при трении в десять раз ниже, чем у твердого хрома). Кроме того, меньшая шероховатость поверхности означает, что требуется меньше повторной отделки, чем в случае твердых хромовых отложений.
В связи с необходимостью внедрения решения, которое проверено и протестировано в соответствии со знакомым процессом нанесения, никель-вольфрам может быть принят для достижения сравнимых, а иногда и превосходящих результатов с твердым хромированием во многих областях применения.
Поиск решений для селективного покрытия для конкретных приложений
Существует множество альтернатив хромированию, но ни одна из них не является настолько универсальной в своем применении. В результате отрасль вынуждена думать немного по-другому. Вместо того, чтобы пытаться найти прямую и полную замену для всех приложений, возможно, лучше найти решения, дающие результаты для конкретных приложений. Например, для детали могут потребоваться износостойкие свойства хромового покрытия, но не ее твердость или коррозионная стойкость. Точно так же твердое хромирование обычно имеет более высокий коэффициент трения, чем никель-вольфрам, что делает его менее подходящим для определенных компонентов. Итак, вместо того, чтобы говорить «один за всех», пришло время подумать о «многих для конкретного».
NiW на зубчатом стержне с медной пластиной 4
Разработка композитов с металлической матрицей
Недавно были разработаны процессы и определены коэффициенты обработки для альтернатив хрома в форме композитов с металлической матрицей (MMC). Покрытия MMC определяются материалом, состоящим как минимум из двух составных частей. Они образуются в двух фазах: пластичная металлическая матрица, осаждаемая из растворенных в растворе ионов, и дисперсная фаза, состоящая из соосажденных частиц.
Покрытия MMC определяются материалом, состоящим как минимум из двух составных частей. Они образуются в двух фазах: пластичная металлическая матрица, осаждаемая из растворенных в растворе ионов, и дисперсная фаза, состоящая из соосажденных частиц.
MMC
, такие как карбид хрома кобальта, карбид никеля-вольфрама и карбид никеля-хрома, могут предложить уникальные и превосходные характеристики для решений для металлизации, включая твердость, износостойкость и защиту от окисления при высоких температурах. Когда выбрано правильное сочетание материалов, свойства могут быть адаптированы за пределы возможностей, предлагаемых чистыми металлами и сплавами.
Тем не менее, существует потребность в альтернативе твердому хромированию, которая предлагает столь же широкую привлекательность. Это решение заключается в покрытии щеткой никель-вольфрамового покрытия. Обеспечивая широкий спектр свойств наплавки, способных удовлетворить различные потребности применения, а также с превосходной когезией и адгезией к основному материалу, он во многих отношениях эквивалентен или превосходит твердое хромирование, а во многих превосходит его. Однако, возможно, самым большим преимуществом является тот факт, что он безопасен, доступен и испытан в аэрокосмических приложениях.
Однако, возможно, самым большим преимуществом является тот факт, что он безопасен, доступен и испытан в аэрокосмических приложениях.
| Империя Хард Империя дарит покупателям Наши два Чикаго, Иллинойс хром Являетесь ли вы Fortune 500  |
 Тем не менее, наш высокий уровень обслуживания
Тем не менее, наш высокий уровень обслуживания