Инструкция ресанта 160 пн: Сварочный инвертор Ресанта САИ 160: инструкция
Содержание
Сварочный инверторный аппарат работающий при пониженном напряжении Ресанта САИ-160ПН 65/18
Сварочный аппарат пониженного напряжения Ресанта САИ-160ПН — передвижная электростанция, вырабатывающая электрический ток для электродуговой сварки или резки металла. Сварочники серии «ПН» отличаются наличием информационного дисплея, эргономичным дизайном, обеспечивающим лучшее охлаждение системы. В САИ ПН добавилась регулируемая функция форсажа дуги «ARCFORCE», которая предназначена для повышения устойчивости сварочной дуги и лучшей текучести металла.
Функции и принцип работы
Принцип работы инвертора аппарата заключается в преобразовании переменного напряжения сети частотой 50Гц в постоянное напряжение величиной в 400В, которое преобразуется в высокочастотное модулированное напряжение и выпрямляется. «Ресанта» выпускает только инверторные сварочные аппараты, которые оснащены полезными функциями:
- «Горячий старт» (HOT START) — это дополнительный наброс сварочного тока в момент касания заготовки электродами
- «Антизалипание» (ANTI STICK) – это снижение сварочного тока и напряжения для возможностилёгкого отрыва электрода от заготовки и с комфортного продолжения сварочных работ, используя этот же электрод.

- «Форсаж дуги» (ARC FORCE) — регулируемая функция, обеспечивающая равномерное горение дуги путём кратковременного увеличения силы сварочного тока в тот момент, когда по каким-либо причинам дуга начинает ”гаснуть”.

Процесс сварки заключается в следующем: в зону сварки подаётся электрод, между электродом и металлом образуется электрический разряд — «дуга», расплавляется основной металл и электрод (все сварочные аппараты серии САИ работают с электродами с твёрдым покрытием). Для образования электрического разряда и нужен сварочный аппарат. Расплавленный металл сварочной зоны при остывании образует шов. Зона сварки должна быть защищена от неблагоприятных воздействий со стороны воздуха (чтобы металл не «горел»).
Преимущества
- Удлиненный кабель с электрододержателем. Аппараты Ресанта серии ПН комплектуются 3-метровым кабелем с электрододержателем, что позволяет выполнять больший объем работ без перемещения аппарата.
- Цифровой дисплей.
 Аппараты серии ПН выводят установленное значение сварочного тока на цифровой дисплей, что позволяет более точно устанавливать требуемый сварочный ток.
Аппараты серии ПН выводят установленное значение сварочного тока на цифровой дисплей, что позволяет более точно устанавливать требуемый сварочный ток. - Металлический корпус. Обеспечивает надёжную защиту от воздействия внешних факторов.
- Специальная рукоятка для транспортировки, которая позволяет с лёгкостью перемещать сварочный аппарат.
- Петли позволяют крепить ремень, чтобы переносить аппарат на плече.
- Прочное прозрачное стекло защищает цифровой дисплей и регуляторы от случайных механических повреждений.
- Вентиляционная решётка обеспечивает дополнительную вентиляцию.
- Задняя панель с отверстиями для обеспечения отвода воздуха системы принудительной вентиляции.
- Регулятор величины сварочного тока. С помощью регулятора сварочного тока можно выставить нужный ток в зависимости от толщины свариваемой заготовки и диаметра электрода.
- Регулятор форсажа дуги. Для повышения стабильности сварочной дуги и лучшей текучести металла при сварке используется регулировка функции форсажа дуги.
- Индикатор «Перегрев». Индикатор загорается на несколько секунд при включении САИ и при перегревании прибора (в это время аппаратом не получится варить, т.к. плата должна охладиться до нужной температуры)и выключается после его остывания до рабочей температуры.
- Силовые разъёмы для подключения сварочных кабелей дают возможность быстро подключить сварочные кабели и приступить к работе. Надёжное соединение исключает потери тока и нагрев в местах контакта.
- Вместо обычного рокерного выключателя «Сеть» стоит автомат. Он позволяет работать в сетях со слабой проводкой и сетях, не оснащённых защитой.
Принцип работы
Заключается в преобразовании переменного напряжения сети частотой 50 Гц в постоянное напряжение величиной в 400 В, которое преобразуется в высокочастотное модулированное напряжение и выпрямляется. Для регулирования сварочного тока используется широтно-импульсная модуляция.
Устройство САИ-160ПН
Изделие выполнено в металлическом корпусе, на пластиковой передней панели которого расположено:
- Регулятор величины сварочного тока.
 С помощью регулятора сварочного тока можно выставить нужный ток в зависимости от толщины сварного электрода.
С помощью регулятора сварочного тока можно выставить нужный ток в зависимости от толщины сварного электрода. - Регулятор форсажа дуги (ARC FORCE).
- Силовые разъемы для подключения сварочных кабелей.
- Цифровой дисплей, отображает выставленный сварочный ток.
- Индикатор «сеть» загорается при включении прибора.
- Индикатор «перегрев» загорается на несколько секунд при включении и при перегреве прибора и выключается после его охлаждения до рабочей температуры.
- Автоматический выключатель, сварочный аппарат Ресанта оснащен автоматом вместо обычного выключателя. Он позволяет работать в сетях со слабой проводкой и сетях, не оснащенных защитой (установлен на задней панели).
Регулятор форсажа дуги (ARC FORCE)
Регулируемый форсаж дуги предназначен для повышения устойчивости сварочной дуги и лучшей текучести металла. Осуществляется повышением сварочного тока при уменьшении длины дуги.
Горячий старт (HOT START)
Для обеспечения лучшего поджига дуги в начале сварки, инвертор производит автоматическое повышение сварочного тока. Это позволит значительно облегчить начало сварочного процесса. Благодаря этой функции аппаратом могут работать не только опытные сварщики, но и новички. Эта функция установлена на всех сварочных аппаратах Ресанта.
Антизалипание (ANTI STICK)
При начале сварки требуется произвести поджиг дуги. Нередко это приводит к залипанию электрода на изделии. В этом случае инвертор сам производит автоматическое снижение сварочного тока, и электрод легко отрывается. В дальнейшем, после отрыва залипшего электрода, инвертор возобновляет установленные параметры сварки. Все сварочные аппараты серии САИ оснащены данной функцией.
IGBT
Все без исключения инверторы Ресанта изготовлены на IGBT-транзисторах. Эффект в том, что за счёт них срок использования аппарата увеличивается в 7 раз. Помимо этого уменьшается вес и габариты. У IGBT плата расположена вертикально, пыль на ней не оседает.
Помимо этого уменьшается вес и габариты. У IGBT плата расположена вертикально, пыль на ней не оседает.
|
Диаметр электродов (мм)
|
Ток (А)
|
|
1,6
|
25-50
|
|
2
|
50-70
|
|
2,5
|
60-90
|
|
3,2
|
90-140
|
|
4
|
130-190
|
|
5
|
160-220
|
|
6
|
200-315
|
ПВ (продолжительность включения)
Смысл параметра «ПВ» таков: это время в течение 10-минутного интервала, которое аппарат способен проработать на указанном токе. Это означает, что 70% от 10-минутного интервала (то есть 7 минут) аппарат может непрерывно варить, не отрывая дуги на указанном токе, а остальные 3 минуты он должен «отдыхать» на холостом ходу, при этом нельзя выключать аппарат из сети, что бы работало принудительное охлаждение (вентилятор).
Это означает, что 70% от 10-минутного интервала (то есть 7 минут) аппарат может непрерывно варить, не отрывая дуги на указанном токе, а остальные 3 минуты он должен «отдыхать» на холостом ходу, при этом нельзя выключать аппарат из сети, что бы работало принудительное охлаждение (вентилятор).
Напряжение холостого хода
Чем выше напряжение холостого хода, тем легче зажечь дугу. У данного инвертора оно равно 80 В, дуга зажигается легко, есть возможность варить цветные металлы.
Кабель держателя и массы длинной 4,5 метра, длина сетевого шнура 1,7 м, длина сварочного аппарата 30 см. Итого 6,5 метров рабочего пространства. При необходимости увеличить удаленность от розетки используйте удлинитель нужного сечения.
Сварочный инвертор Ресанта саи 160 пн -цена и отзывы сварщиков
Аппарат Ресанта САИ 160 ПН предназначен для ручной дуговой сварки покрытым электродом в быту. Аппарат обеспечивает стабильную сварку, управляемую дугу. Благодаря хорошей вольт-амперной характеристике качественные сварные швы и долговременная работа гарантируется.
Как для бюджетного инвертора, рассчитанного на эксплуатацию в бытовых условиях, Ресанта САИ 160 имеет ряд преимуществ и небольшое количество недостатков, которые существенными назвать нельзя. В любом случае, достоинства с лихвой перекрывают отрицательные стороны.
Достоинства:
Начнем с плюсов:
Это диапазон регулировки сварочного тока (10-160А), позволяющий одинаково хорошо варить как тонкий металл, так и толстый. Сварка тонкостенных деталей толщиной более 2 мм идет безупречно, справится даже новичек, для сварки толщин менее 1 мм понадобится сноровка, но ВАХ источника питания позволяет варить и такие тонкие вещи без риска прожога металла (легче всего это делается, если варить стежками с определенным шагом). Максимальный ток обеспечивает сварное соединение с высокими прочностными характеристиками и большую глубину провара (сварка встык). С помощью Ресанты САИ вы можете обеспечить практически любую глубину провара. Все что вам нужно иметь под рукой – углошлифовальную машинку –болгарку, с помощью которой вы можете выполнить скос кромок в сопрягаемых деталях на глубину желаемого провара. При больших величинах разделки может понадобиться произвести сварку в несколько проходов. Обычно снимают фаски, делают притупление и оставляют небольшой зазор между деталями, чтобы мог сформироваться обратный валик при корневом проходе, далее — заполняющий проход, финишный и облицовочный (по желанию).
При больших величинах разделки может понадобиться произвести сварку в несколько проходов. Обычно снимают фаски, делают притупление и оставляют небольшой зазор между деталями, чтобы мог сформироваться обратный валик при корневом проходе, далее — заполняющий проход, финишный и облицовочный (по желанию).
ВАХ аппарата обеспечивает уверенную сварку рутиловыми и основными электродами. Первые применяются при сварке малоответственных вещей (забор, калитка) и варят практически в любых условиях; вторые пригодятся при сварке изделий ответственных, которые несут нагрузки (закладная балка, усиливающие элементы и т.д), либо испытывают большие температурные перепады (котлы, печи и т.д.). В связи со сказанным нужно отметить, что аппарат станет полезным не только в быту, но и на строительном участке, например, при дачном строительстве инвертор может эффективно справиться со сваркой арматуры.
Время безперебойной работы (именуется производителем как продолжительность включения, т.е время работы устройства до момента полного его отключения).
Очень высокий параметр ПВ70% дает основание причислить САИ160 к ряду сварочных аппаратов, которые относятся к классу профессиональных. Не у многих аппаратов бюджетного сегмента ПВ превышает 70%, разве что у Торусов ПН100%, но и оно не по стоимости, не по каким-либо другим параметрам к любителям не относятся. Что дает высокий ПВ рядовому пользователю, сварщику? Продолжительную сварку, в данном случае бесконечную при работе даже с максимальными токами и большими диаметрами электродов. Учитывая, что по ГОСТ испытания ПВ должны проводиться при температуре не ниже 40 градусов окружающей среды, реальный ПВ аппарата САИ при 20 градусах Цельсия будет в два раза выше, а именно 140%!
Нельзя не отметить еще одну важную особенность. Китайские инженеры, проектируя данную модель сварочного аппарата, приняли во внимание состояние электрических сетей в нашей стране, которые, особенно в пригородах или за городом, находятся в плачевном состоянии. Теперь не нужно тратиться на стабилизатор напряжения, САИ 160, которая имеет в своем названии индекс «ПН» может работать при пониженном напряжении сети. Старые модели могли работать при отклонении от номинального напряжения до 180В, Ресанта САИ 160 ПН сохранит свою работоспособность даже при напряжении 140В. Конечно, при 140В вы не сможете варить на максимальном токе – сварка будет прерывистой – однако при работе электродом 3 мм на токе 60-70А можно получить достаточно стабильную и качественную сварку.
Старые модели могли работать при отклонении от номинального напряжения до 180В, Ресанта САИ 160 ПН сохранит свою работоспособность даже при напряжении 140В. Конечно, при 140В вы не сможете варить на максимальном токе – сварка будет прерывистой – однако при работе электродом 3 мм на токе 60-70А можно получить достаточно стабильную и качественную сварку.
Вес инвертора. По разным данным 5.7 кг или 6.23 кг – уже достаточно легкий, чтобы не снизилась мобильность – можно таскать его повсюду за собой и при этом не слишком легкий, чтобы вызвать подозрение. Как-то странно выглядят устройства, которые весят 2,1 -2,5 кг (практически невесомые). Это что значит? Что внутри ничего нет. Представьте, сколько будет весить аппарат, если снять с него металлический корпус и взвесить плату и все составные элементы? Все это будет весить меньше 2 кг. На практике это означает, что отсутствует необходимое количество конденсаторов, нет дросселя, диаметры кабелей заужены, а вместо медных тяжеловесных элементов используются алюминиевые, которые весят в три раза легче. Алюминий, кстати, очень быстро выходит из строя, так как металл это не только легковесный, но и легкоплавкий – плавится и приходит в негодность при больших токах. Соответственно, у Ресанты, которая весит около 6 кг, таких проблем быть не может, если только хитрые китайцы не набили ее доверху песком (что маловероятно).
Алюминий, кстати, очень быстро выходит из строя, так как металл это не только легковесный, но и легкоплавкий – плавится и приходит в негодность при больших токах. Соответственно, у Ресанты, которая весит около 6 кг, таких проблем быть не может, если только хитрые китайцы не набили ее доверху песком (что маловероятно).
Максимальный диаметр используемого электрода 4 мм. У моделей 190ПН -250ПН диаметр даже выше – 5 мм. Приятное, но редко используемое в быту преимущество, так как наиболее распространенный диаметр, которого на 70%, а то и на все 90% хватает для удовлетворения всех бытовых сварочных потребностей, это электрод «тройка», которым работают на токах до 110А. Однако электродами большого диаметра удобно выполнять резку металла, например, если нужно выполнить отверстие или сделать небольшой рез.
Аппарат оснащен всеми реально работающими функциями, которые сильно облегчают труд сварщику, особенно начинающему. Это «ANTI STICK», «HOT START» «ARC FORCE»
ANTI STICK. Бывает залипает (прилипает электрод к поверхности металла) и оторвать его без совершения каких-то колебательных движений и применения силы не возможно.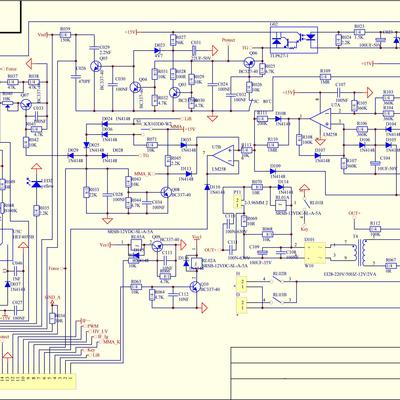 Все это тратить кучу времени и нервов сварщику. Залипание электрода, как правило, случается в начале сварки, когда нужно поджечь электрод. Но и у неопытных сварщиков, в результате катастрофически малого сближения с поверхностью свариваемого металла, проблема может возникнуть в процессе сварки. Что делает функция –электроника аппарата вычисляет, что произошло замыкание электрода, и сбрасывает сварочный ток до 0А. Это не дает возможности электроду прилипнуть и вы можете легко оторвать его от поверхности изделия.
Все это тратить кучу времени и нервов сварщику. Залипание электрода, как правило, случается в начале сварки, когда нужно поджечь электрод. Но и у неопытных сварщиков, в результате катастрофически малого сближения с поверхностью свариваемого металла, проблема может возникнуть в процессе сварки. Что делает функция –электроника аппарата вычисляет, что произошло замыкание электрода, и сбрасывает сварочный ток до 0А. Это не дает возможности электроду прилипнуть и вы можете легко оторвать его от поверхности изделия.
HOT START. Сварщики, которые еще помнят сварку на трансформаторных источниках питания переменного типа помнят, как подчас было непросто зажечь дугу. Возбуждение дуги могло превратиться в долгий малоприятный процесс. С приходом инверторной технологии все изменилось и теперь поджиг дуги не вызывает каких-либо неприятных чувств. Электроника определяет начало сварочного процесса и повышает сварочный ток кратковременно, чтобы пробить междуговой промежуток. После того, как поджиг электрода произошел нормально, ток возвращается к предварительно установленному значению. О чем это может говорить опытному сварщику? Если вы имеете дело, например, со стыковой сваркой тонкостенных металлических листов, в момент поджига электрода, из-за высокого значения сварочного тока (хоть и кратковременного), вы не сможете избежать прожога металла. Такую сварку следует начинать на выводной пластине. Кстати, при сварке ответственных изделий выводные планки используют обязательно, так как получить шов по-настоящему высокого качества в начале и конце сварки невозможно (в начале сварки заброс тока; в конце он снижается и образуется кратер, который считается дефектом). Выводные планки, приваренные к детали прихватками, после сварки срезаются, а остается только идеальный бездефектный шов с правильной микроструктурой.
О чем это может говорить опытному сварщику? Если вы имеете дело, например, со стыковой сваркой тонкостенных металлических листов, в момент поджига электрода, из-за высокого значения сварочного тока (хоть и кратковременного), вы не сможете избежать прожога металла. Такую сварку следует начинать на выводной пластине. Кстати, при сварке ответственных изделий выводные планки используют обязательно, так как получить шов по-настоящему высокого качества в начале и конце сварки невозможно (в начале сварки заброс тока; в конце он снижается и образуется кратер, который считается дефектом). Выводные планки, приваренные к детали прихватками, после сварки срезаются, а остается только идеальный бездефектный шов с правильной микроструктурой.
ARC FORCE. При уменьшении дугового промежутка увеличивается сварочный ток. В целом, аркфорс положительно влияет на стабильность сварочного процесса и улучшает жидкотекучесть сварочной ванны. Профессионалам этот режим в общем не нужен, так как он компенсирует «дрожание» руки, когда сварщику сложно поддерживать все-время одинаковое расстояние между электродом и металлом детали. Режим компенсирует непрофессионализм сварщика. Понятно раздражение профи, когда сварочный аппарат не имеет возможности отключить ARC FORCE. Например, требуется сварить опять же тонкую нержавейку: случайно уменьшил междуговой промежуток — и аппарат автоматически повысил сварочный ток (без ведома сварщика), результат – прожог изделия. В Ресанта САИ 160 предусмотрена возможность отключения функции или же ее регулировки от 0 до макс. значения. Вы можете избежать многих проблем, если сталкиваетесь со специфическими случаями сварки, путем регулировки функции.
Режим компенсирует непрофессионализм сварщика. Понятно раздражение профи, когда сварочный аппарат не имеет возможности отключить ARC FORCE. Например, требуется сварить опять же тонкую нержавейку: случайно уменьшил междуговой промежуток — и аппарат автоматически повысил сварочный ток (без ведома сварщика), результат – прожог изделия. В Ресанта САИ 160 предусмотрена возможность отключения функции или же ее регулировки от 0 до макс. значения. Вы можете избежать многих проблем, если сталкиваетесь со специфическими случаями сварки, путем регулировки функции.
Класс защиты IP21 – обеспечивает защиту инвертору от попадания капель воды, летящих под углом 90 градусов к поверхности, на которую установлен инвертор, или под небольшим углом. Вода не может попасть в таком случае внутрь устройства и привести к его порче. Также этот класс защиты предусматривает, что внутрь не могут попасть предметы величиной с палец. Однако этот класс не защищает аппарат от пыли. Не следует работать им в запыленных помещениях, а также работать рядом с аппаратом болгаркой, дрелью, циркулярной пилой и другими механическими инструментами. Пыль, попавшая под «капот» инвертора, приводит к перегреву электронных компонентов, в том числе силовых транзисторов, и выходу их из строя.
Пыль, попавшая под «капот» инвертора, приводит к перегреву электронных компонентов, в том числе силовых транзисторов, и выходу их из строя.
То, что инвертор защищен от воды, не означает, что им можно работать под дождем или по мокрой или влажной металлической поверхности. Это небезопасно не только для человека, который работает со сварочным оборудованием, но и для людей, находящихся рядом.
Сварка при высоких и низких температурах. Тест на сварку при высоких температурах проходят практически все инверторы. А вот при низких может ждать разочарование. Отказываются инверторы работать даже в небольшой мороз и все тут. С Ресантой тут дело обстоит очень интересно. Несмотря на то, что заявленный производителем рабочий диапазон температур окружающей среды составляет от -10 до 40 градусов Цельсия, аппарат работает и при температурах более низких. По этому поводу на форуме Вебсварка есть тема под названием «Сварка по морозу – что за диво». И правда «диво». И при -20 0С и при -25 0С сварочник работает там, где другие отказываются работать (Брима и другие сварочники). В чем секрет такой морозоустойчивости трудно сказать. Но факт остается фактом. Можете сами убедиться, открыв соответствующие темы на форуме.
В чем секрет такой морозоустойчивости трудно сказать. Но факт остается фактом. Можете сами убедиться, открыв соответствующие темы на форуме.
Недостатки:
Теперь о недостатках. Они в общем-то несущественные как для сварки, которая не претендует на звание профессиональной. Это отсутствие ремня для переноски ( в некоторых моделях, кстати, он появился в ответ на жалобы пользователей). Короткие провода.
Есть опыт? ПОДЕЛИТЕСЬ на вкладке «Отзывы», или задайте вопрос — получите ответ от опытных сварщиков.
Категория: Сварочные аппараты — инверторы
Метки: инвертор ресанта, ресанта отзывы, ресанта цена
инструкции перехода CDC 160
инструкции перехода CDC 160
Этот документ является одним из разделов
Справочное руководство программиста CDC 160.
Индекс
- Формат команды относительного перехода.
110×00 — Нулевой прыжок.
110×01 — Ненулевой переход.
110×10 — Положительный прыжок.
110×11 — Отрицательный скачок. - Формат инструкции косвенного перехода.
111000 — Непрямой переход.
111001 — Косвенный переход вперед. - Вызовы функций.
11 10 09 08 07 06 05 04 03 02 01 00
___________________________________
| | | | | | | | | | | | |
|__|__|__|__|__|__|__|__|__|__|__|__|
| |ф/| | |
| |/б| | |
| | |
| Код операции | Адрес |
| | |
| 6-бит F | 6-битный Е |
Эта группа инструкций разрешает относительные переходы счетчика программы, которые
зависит от значения в аккумуляторе A. Бит 8, бит f/b, определяет
прыжок вперед (0) или назад (1). Адрес назначения
вычисление выглядит следующим образом:
если f/b = 0
тогда dst = P + E
иначе dst = P - E
Во всех случаях прыжки загружают dst в ПК; если условный переход не удался,
PC просто увеличивается на 1, как обычно для последовательного выполнения.
110×00 — нулевой прыжок
Перейти, если все биты A равны нулю.
110×01 — ненулевой переход
Перейти, если какой-либо бит A отличен от нуля.
110×10 — положительный скачок
Перейти, если A положителен.
110×11 — отрицательный скачок
Перейти, если A отрицательно.
11 10 09 08 07 06 05 04 03 02 01 00
___________________________________
| | | | | | | | | | | | |
|__|__|__|__|__|__|__|__|__|__|__|__|
| | |
| Код операции | Адрес |
| | |
| 6-бит F | 6-битный Е |
Эта группа инструкций позволяет выполнять непрямые переходы в любое место в памяти.
111000 — Непрямой прыжок
Используйте E для обращения к одной из первых 64 ячеек памяти и загрузите
содержимое этого места в P.
111001 — Непрямой переход вперед
Используйте прямую относительную адресацию для получения адреса назначения.
