Инвертор сварочный не работает: Ответы на вопросы
Содержание
Как это работает. Сварочный инвертор
Наверняка многие помнят с детства завораживающий эффект от работы сварщика, на которую ни в коем случае нельзя смотреть. Сегодня соединение металлических деталей методом электрической сварки используется повсеместно, даже под водой и в космосе. Одним из самых популярных аппаратов для сварки с применением электрической дуги является сварочный инвертор.
Инверторные источники сварочного тока и другое оборудование для сварки под маркой «Форсаж» более 20 лет разрабатывает и серийно производит Государственный Рязанский приборный завод (ГРПЗ, входит в «Концерн Радиоэлектронные технологии» Госкорпорации Ростех).
О том, как с помощью электричества соединять металлы и как устроен сварочный инвертор, – в нашем материале.
Полезная и вредная электрическая дуга
В наше время существует большое количество способов и технологий сварки металлов, самым доступным из которых является дуговая сварка. Это тип сварочного процесса, при котором электрический разряд в виде дуги создает тепло, достаточное для расплавления и соединения материалов. Дуговая сварка может быть автоматической и ручной. Это наиболее универсальный, высокопроизводительный и сравнительно недорогой метод.
Это тип сварочного процесса, при котором электрический разряд в виде дуги создает тепло, достаточное для расплавления и соединения материалов. Дуговая сварка может быть автоматической и ручной. Это наиболее универсальный, высокопроизводительный и сравнительно недорогой метод.
Интересно, что одним из первооткрывателей электрической дуги был русский ученый Василий Петров, обнаруживший и описавший это явление еще в 1802 году. Для возникновения электрической дуги нужен источник электричества и два электрода – проводника тока, между которыми при увеличении напряжения проходит электрический пробой и возникает дуговой разряд, замыкающий электрическую цепь. Электрическая дуга применяется не только для сварки: на ее основе создавались первые источники электрического света, с ее помощью режут металл и выплавляют сталь.
Явление электрической дуги может быть незапланированным и поэтому вредным на производстве. Но дуга может навредить даже тогда, когда по идее должна приносить только пользу.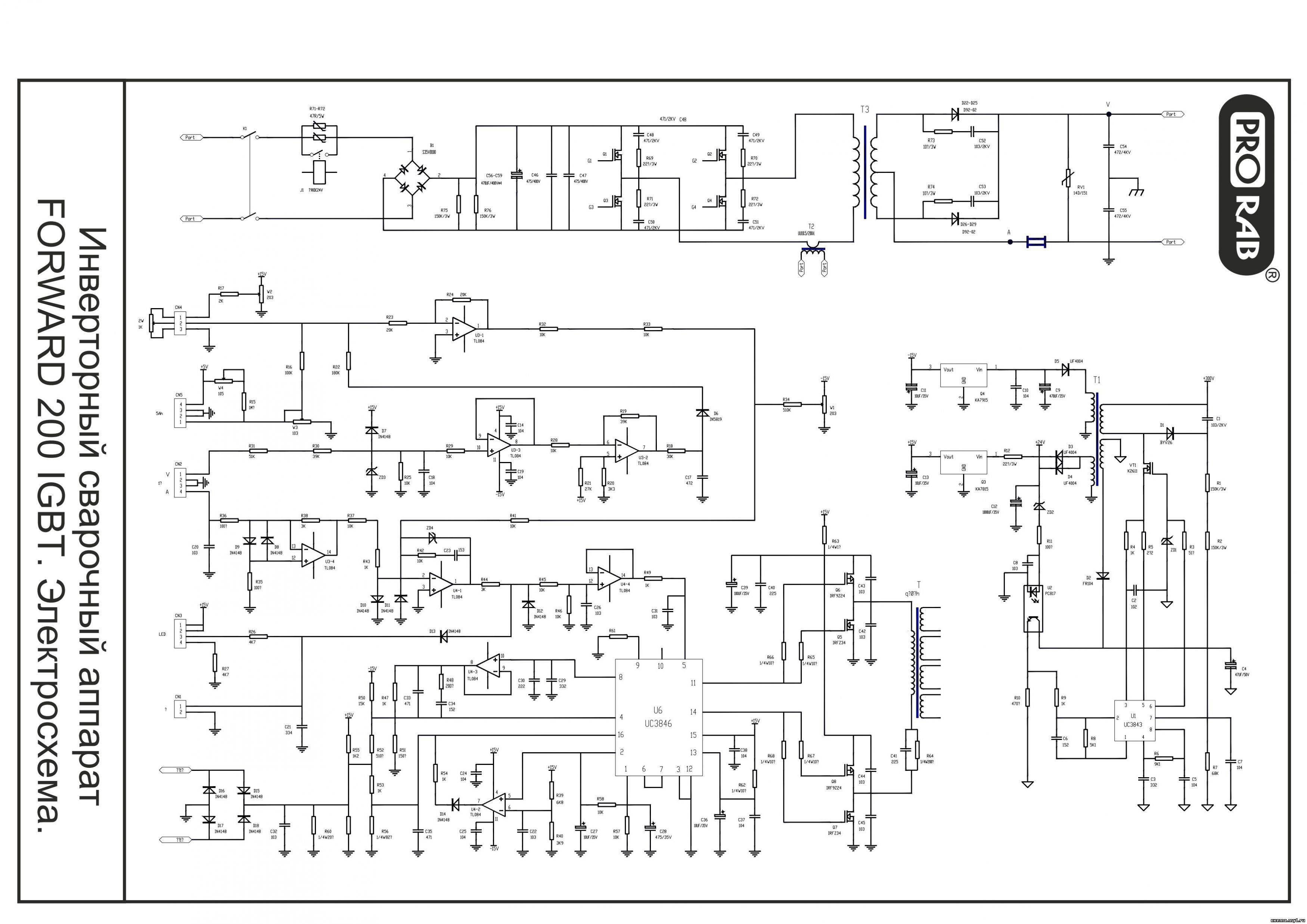 Давайте разберемся, почему же нельзя смотреть на процесс сварки.
Давайте разберемся, почему же нельзя смотреть на процесс сварки.
Электрическая дуга вырабатывает очень большое тепло − до 7000 °С. По мере роста температуры при сварке возникает сильное свечение, в том числе в невидимом глазу ультрафиолетовом диапазоне. УФ-лучи, попадая в глаза, могут вызвать ожог, который, в свою очередь, приводит к болезненным явлениям, светобоязни и даже катаракте. Причем вредное воздействие зависит не столько от длительности, сколько от интенсивности свечения сварки и близости наблюдателя к ней. Именно поэтому родители совершенно оправданно запрещают детям смотреть на сварку, а все сварщики пользуются специальными очками.
Устройство и работа сварочного аппарата
Если коротко, то инверторный сварочный аппарат – это преобразователь постоянного тока в переменный. Сетевой переменный ток напряжением 220 вольт преобразуется в постоянный, затем подается на выпрямитель, чтобы снова получить переменный ток, но с очень высокой частотой. Снижение напряжения тока значительно увеличивает его силу.
Снижение напряжения тока значительно увеличивает его силу.
После этого полученный электрический ток высокой частоты, с увеличенной силой и низким напряжением, снова преобразуется в постоянный, с помощью которого и осуществляется сварка.
Расплавление металла при сварке возможно благодаря высокой температуре электрической дуги. Дуга создается между сварочным электродом и свариваемым металлом. Для этого к ним подсоединяют противоположные полюса. Если электрод подключен к «минусу», а деталь к «плюсу», такое соединение называют прямым, а если наоборот, то обратным. Оба варианта могут применяться при сварке металлов с различной толщиной.
Сварочный электрод состоит из металлического сердечника и обмазки, которая оберегает область сварки от воздействия кислорода. При контакте сердечника электрода и металла возникает электрическая дуга и начинает гореть обмазка, которая частично превращается в газы, окружающие зону сварки и защищающие от кислорода. Расплавившаяся часть обмазки покрывает металл защитным слоем, который, застывая, превращается в шлак.
Расплавившаяся часть обмазки покрывает металл защитным слоем, который, застывая, превращается в шлак.
Как выбрать сварочный инвертор
На российском рынке представлено множество вариаций сварочных инверторов. Применение инверторной технологии позволяет создавать компактные сварочные аппараты, которые легко транспортировать и удобно использовать. Например, инвертор «ФОРСАЖ-161», выпускаемый Государственным Рязанским приборным заводом (ГРПЗ), весит всего 4,3 кг, что дает возможность переносить его на плечевом ремне и даже производить сварку в таком положении.
Ручная дуговая сварка подходит для соединения различных металлов разной толщины. Применение такой сварки наиболее оправданно там, где нет необходимости делать швы большой длины. Это идеальный вариант для работ дома, на даче или сварки в небольшой мастерской. Впрочем, в линейке аппаратов ГРПЗ есть и профессиональные модели. Например, сварочный аппарат «ФОРСАЖ-200» сочетает в себе мобильность (масса 5,9 кг) с высокой производительностью и стабильным сварочным соединением.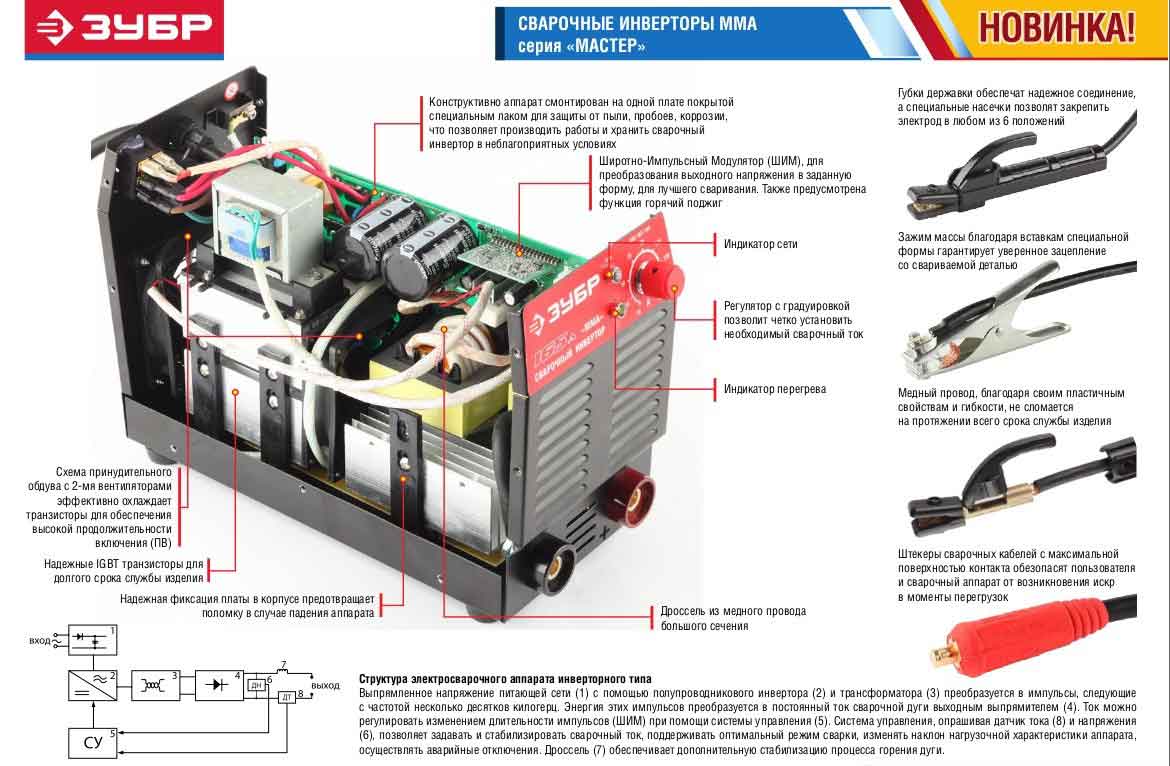
Для работ, близких к промышленным масштабам, требуется оборудование с улучшенными параметрами и более широким набором возможностей. Рязанское предприятие Ростеха производит инвертор «ФОРСАЖ-315М», который адаптирован для применения в нефтегазовой отрасли, в строительно-монтажных организациях и на судостроительных предприятиях. Кроме электродуговой сварки, аппарат можно использовать и для аргонодуговой сварки, которая позволяет делать более прочные соединения. Эта модель уже прошла проверку в жестких условиях на нефтегазовых объектах и включена в реестр сварочного оборудования ПАО «Газпром».
Сварочный инвертор Кедр MMA220F — не включается
Сварочный инвертор китайского производства Кедр MMA220F
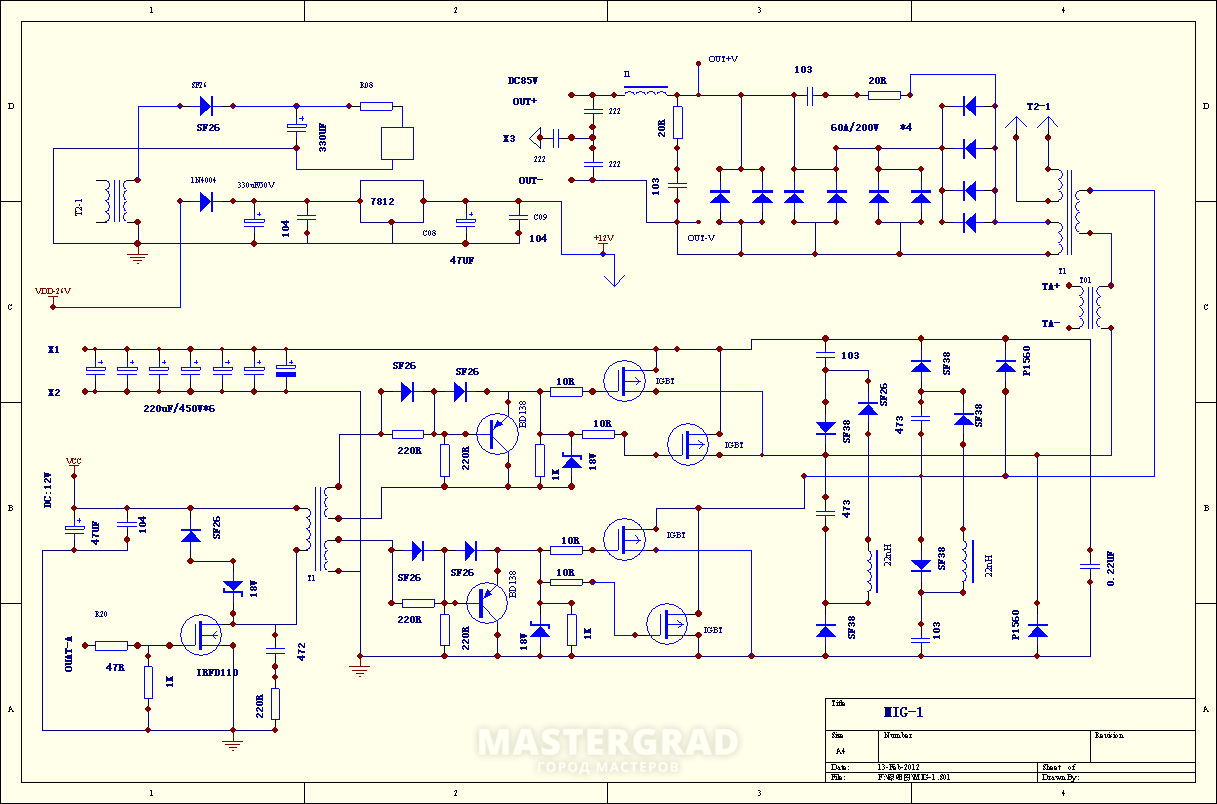
Введение. От данного ремонта мы безуспешно отбивались, мол не наша специфика, долго разбираться со схемотехникой. Но разобрав аппарат были удивлены, ничего сложного, классический ИБП двойного преобразования, только очень грязный, пыльный и выполнен намного проще.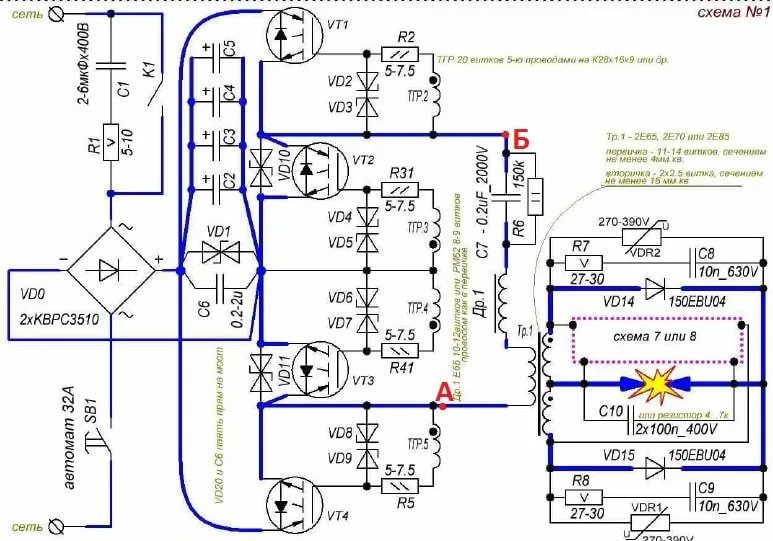 Приятным бонусом было наличие схемы на сварочный инвертор Кедр MMA220F и ремонтной документации, но они больше помешали, чем помогли, точнее увеличили время нахождения в ремонтной мастерской, схема наступила на больную мозоль, в свое время пытались собрать самодельный ИБП, однако безуспешно, а тут такой образчик. Схему перешерстили вдоль и поперек, на предмет что бы слизать у хитроумных китайцев. Поломка характерна для маломощных инверторов, соответственно диагностика и ремонт не представляет особых сложностей, но схема вызвала зависть.
Приятным бонусом было наличие схемы на сварочный инвертор Кедр MMA220F и ремонтной документации, но они больше помешали, чем помогли, точнее увеличили время нахождения в ремонтной мастерской, схема наступила на больную мозоль, в свое время пытались собрать самодельный ИБП, однако безуспешно, а тут такой образчик. Схему перешерстили вдоль и поперек, на предмет что бы слизать у хитроумных китайцев. Поломка характерна для маломощных инверторов, соответственно диагностика и ремонт не представляет особых сложностей, но схема вызвала зависть.
Неисправность со слов заказчика. Сварочный инвертор китайского производства Кедр MMA220F не включается.
Первичная диагностика. Не включая аппарат в сеть, проверяем входные и выходные цепи, благо это можно сделать не разбирая. Проверка входных цепей диодного мостика BD1 (S50VB100 – 1000В, 50А, пиковый ток 500А) показала, входное сопротивление инвертора в норме (около 6 МОм). На выходных клеммах прозванивается диод, в одну сторону падение напряжения 0. 350В, в другую обрыв, что тоже соответствует норме.
350В, в другую обрыв, что тоже соответствует норме.
Сварочный инвертор Кедр MMA220F со снятым кожухом.
Ремонт. Так как практика ремонтов инверторов показывает, что проверку надо начинать с силовых элементов, как и следовало ожидать оказались неисправными IGBT транзисторы G1, G14 (FGH60N60SMD), по одному ключу в каждом плече. Рассматриваемый инвертор выполнен по схеме «косого моста», а значит в проверке цепей управления особо не нуждается так как ключи включаются одновременно, при этом исключается возможность короткого замыкания при выходе драйверов или узла управления. Не смотря на то что второй ключ в плече оказался исправным, решили не рисковать и поменяли все четыре IGBT транзистора G1+G2(FGH60N60SMD) и G13+G14 (FGH60N60SMD), так как транзисторы относительно дорогие. Замена силовых элементов полностью устранила неисправность.
Заключение. Инвертор собрали, заглянули в схему и… снова разобрали, на этот раз для внимательного изучения схемотехники, а посмотреть было на что. Особенно впечатлили вторичные цепи, не смотря на рабочие напряжения 22-30В и напряжение холостого хода в 60В, конденсаторы вторичного фильтра имеют рабочее напряжение 2-3 кВ, можно представить какой ад творится во вторичных цепях, собственно «косой мост» предполагает наличие выбросов во вторичных цепях из-за дроселя L4(16мкГн), он здесь не фильтрующий, а накачивающий. Вторым моментом, который удивил, это использование быстродействующих диодов D1, D2 (MM60FU30 – 300В,60А) итого 120А, при заявленном выходном токе 220А, «косой мост» это трёхактный преобразователь и рассчитывается несколько иначе, чем классический обратноход, но все же 120А хоть и в одном такте при нагрузке в 220А, это как то напрягает. Третьим моментом, который больше развеселил чем удивил, это цена на силовые ключи, так как ключи дорогие, мы решили сэкономить и поставить более дешевый IGBT транзистор FGH60N60SFD (диапазон рабочих температур до 150С) вместо родного FGH60N60SMD (диапазон рабочих температур до 175С), такая замена оправдана, так как на одном радиаторе мы обнаружили терморезистор для контроля температуры, а значит перегрев в этом инверторе не пущен на самотек.
Особенно впечатлили вторичные цепи, не смотря на рабочие напряжения 22-30В и напряжение холостого хода в 60В, конденсаторы вторичного фильтра имеют рабочее напряжение 2-3 кВ, можно представить какой ад творится во вторичных цепях, собственно «косой мост» предполагает наличие выбросов во вторичных цепях из-за дроселя L4(16мкГн), он здесь не фильтрующий, а накачивающий. Вторым моментом, который удивил, это использование быстродействующих диодов D1, D2 (MM60FU30 – 300В,60А) итого 120А, при заявленном выходном токе 220А, «косой мост» это трёхактный преобразователь и рассчитывается несколько иначе, чем классический обратноход, но все же 120А хоть и в одном такте при нагрузке в 220А, это как то напрягает. Третьим моментом, который больше развеселил чем удивил, это цена на силовые ключи, так как ключи дорогие, мы решили сэкономить и поставить более дешевый IGBT транзистор FGH60N60SFD (диапазон рабочих температур до 150С) вместо родного FGH60N60SMD (диапазон рабочих температур до 175С), такая замена оправдана, так как на одном радиаторе мы обнаружили терморезистор для контроля температуры, а значит перегрев в этом инверторе не пущен на самотек. Однако, как выяснилось, транзистор FGH60N60SFD имел более высокий ценник, чем его более лучший собрат FGH60N60SMD.
Однако, как выяснилось, транзистор FGH60N60SFD имел более высокий ценник, чем его более лучший собрат FGH60N60SMD.
Следы попадания жидкости внутрь сварочного инвертора.
На плате были обнаружены следы попадания жидкости поэтому на вопрос заказчика о причинах неисправности мы однозначный ответ не смогли дать, либо сварка толстым электродом (4,0-6,0) продолжительное время, либо сварочный инвертор был включен после заливки водой в непросушенным состоянии.
Совсем немного теории. Такой инвертор работает по однотактной схеме, значит управление не требует особых усилий от инженера разработчика, все IGBT транзисторы управляются однополярными импульсами и открываются одновременно, что значительно упрощает схему. В теории схема работает в три такта.
Прямой ход
Прямой ход, оба ключа G1+G2(FGH60N60SMD) и G13+G14 (FGH60N60SMD) открыты и энергия заряженного конденсатора входного выпрямителя С1, С2, С3 (560мкФ*400В) через трансформатор T1 передается во вторичную цепь через диод D1+D2 (MM60FU30 – 300В,60А) насыщает дроссель L4(16мкГн) и непосредственно уходит в нагрузку.
Обратный ход
Обратный ход, оба ключа G1+G2(FGH60N60SMD) и G13+G14 (FGH60N60SMD) закрыты и насыщенный трансформатор T1 через диоды D5, D6(MUR1560) отдает накопленную энергию обратно в выпрямитель. В теории на этом этапе сердечник трансформатора должен полностью размагнитится. Во вторичных цепях дроссель L4(16мкГн) через диоды D3, D4(MUR1560) питает нагрузку.
Пауза.
Пауза оба ключа G1+G2(FGH60N60SMD) и G13+G14 (FGH60N60SMD) закрыты и трансформатор T1 стоит с размагниченным сердечником. В теории по трансформатору не должны протекать токи. Во вторичных цепях дроссель L4(16мкГн) через диоды D3, D4(MUR1560) питает нагрузку.
К сожалению на практике все обстоит несколько иначе, получить третий режим без точного расчета нереально за счет паразитных емкостей транзисторов, трансформатора и грифлика выпрямительных диодов, сколько мы не пытались собрать подобный инвертор в результате получается прибор по уничтожению силовых ключей.
A Подробное руководство по устранению неполадок Mig Welder для процедуры заземления оператора — PERFECT POWER — Сварщики, Сварочная проволока, Сварочное оборудование, аксессуары и снаряжение
от Perfect Welders
на
Введение о Mig Welder Устранение неполадок:
Как и все сварочные процессы, сварка MIG имеет свои сложности. Теперь вы не должны позволять обычным проблемам замедлять процесс сварки. Обладая хорошими знаниями некоторых навыков устранения неполадок, вы сможете найти правильное решение своих проблем со сваркой. В этой статье подробно рассказывается об устранении неполадок сварочного аппарата mig для операторов.
Некоторые общие/основные проблемы:
Аппарат не запускается:
- Причина: Если сварочный аппарат MIG не запускается, это может быть вызвано множеством причин. Некоторыми распространенными причинами могут быть обесточенная цепь питания, перегоревший предохранитель или просто неправильное входное напряжение. Это также может быть результатом перегрузки.
- Решение. Если ваша машина не запускается, сначала убедитесь, что она включена. Если да, проверьте возможную причину проблемы и устраните ее. Необходимо проверить входное напряжение, чтобы убедиться, что оно соответствует руководству и избежать перегрузки.
 Если он перегружается, лучше дать устройству немного остыть. Также можно заменить предохранитель, если он перегорел.
Если он перегружается, лучше дать устройству немного остыть. Также можно заменить предохранитель, если он перегорел.
Стартер сварочного аппарата работает, но перегорает предохранитель:
- Причина: Когда вы включаете выключатель, и стартер работает, но внезапно перегорает предохранитель, это может быть результатом короткого замыкания в соединении или перегорел предохранитель. быть слишком маленьким для машины.
- Решения: Проверьте соединения и устраните короткое замыкание. Если предохранитель слишком мал, его следует заменить на больший.
Переключатель полярности Остановка работы:
- Причина: Если переключатель полярности перестает работать, это может быть связано с его износом или с использованием переключателя, когда сварочный аппарат находится под нагрузкой.
- Решения: Необходимо заменить изношенный переключатель. Кроме того, убедитесь, что вы не используете переключатель полярности, когда сварочный аппарат находится под нагрузкой.

Чрезмерный нагрев Держатель электрода:
- Причина: Если держатель электрода нагревается, это может означать плохое соединение или несоответствующий рабочий цикл держателя электрода.
- Решения: Затяните любые ослабленные соединения, а в случае несоответствующей продолжительности рабочего цикла замените электрический держатель на соответствующий размер.
Поражение электрическим током При прикосновении к сварочному аппарату:
- Причина: Если корпус сварочного аппарата не заземлен должным образом, может произойти поражение электрическим током сварщика.
- Решения: В случае поражения электрическим током необходимо прочитать руководство пользователя; следуйте всем инструкциям по процедуре заземления рамы. Если корпус правильно заземлен, вы не испытаете поражения электрическим током.
Перегрев сварочного кабеля:
- Причина. Если сварочный кабель нагревается очень быстро, это может быть связано с неправильным размером кабеля или неподходящим рабочим циклом.

- Решения: Замените кабель на кабель соответствующего размера, указанного в руководстве пользователя.
Плохой зажим заземления:
- Причина. Зажим заземления может выйти из строя и начать работать со сбоями. В большинстве случаев это происходит, когда машина покрывается оксидами, которые могут изменить протекание тока и создать высокое сопротивление машины.
- Решения: Обязательно проверяйте и очищайте зажим заземления, чтобы избежать накопления оксидов и сопротивления машины.
Поврежденный кабель:
- Причина. Кабели могут быть повреждены после длительного использования.
- Решения: если вы заметили какие-либо признаки повреждения кабеля, его следует немедленно заменить. Поврежденные кабели могут привести к ряду проблем, а также повлиять на качество вашей работы.
Сварочный аппарат не выключается:
- Причина. Если вы выключите аппарат, а сварочный аппарат MIG не выключится, пока вы не отключите питание, это просто означает, что ваш линейный выключатель изношен.

- Решения: сетевой выключатель и соединение следует отремонтировать или, возможно, заменить.
Дефекты сварки:
Если вы заметили дефекты сварки, это означает, что какие-то части самого аппарата МИГ вышли из строя и такие детали необходимо отрегулировать и отремонтировать. Ниже приведены некоторые распространенные дефекты сварки, включая их возможные причины и способы устранения.
Неправильная подача проволоки:
- Причина: Очень распространенный дефект сварки может быть результатом неправильной подачи проволоки, вызванной износом приводного ролика.
- Решения. Периодически снимайте приводные ролики и очищайте проволочной щеткой, чтобы удалить грязь с вкладыша, которая может повлиять на давление и сцепление, которые он будет оказывать на проволоку. Кроме того, проверьте приводные ролики на предмет износа и замените их, если они изношены.
Низкая сварка:
- Причина: Низкие дефекты сварки возникают при износе наконечника сварочной горелки.
 В этом случае сварка не будет выполнена должным образом.
В этом случае сварка не будет выполнена должным образом. - Решения: Немедленно замените наконечник сварочного пистолета, так как это может привести к другим проблемам.
Пористость:
- Причина: Пористость на поверхности может возникнуть в результате недостаточного потока газа или плохой проводки. Это очень распространенный дефект сварки.
- Решения: Проверьте газовую линию и устраните все препятствия. Кроме того, газовое сопло должно быть правильно подключено, чтобы избежать утечки. Убедитесь, что вы правильно проверили и отрегулировали соединения проводов.
Усадочные трещины на сварном шве:
- Причина: Если вы заметили усадочные трещины на сварном шве, возможно, валик слишком маленький и вогнутый или проволока ржавая.
- Решения. Убедитесь, что шарики имеют достаточный размер. Очистите сварочную проволоку должным образом. Убедитесь, что вы не оставляете грязных или ржавых участков в месте проведения сварки.

Боковые трещины на сварном шве:
- Причина: Если вы заметили боковые трещины на сварном шве, это может быть связано с высокой скоростью сварки или очень низким током и высоким напряжением дуги.
- Решения: боковых трещин можно избежать, поддерживая постоянную скорость сварки и избегая слишком быстрой сварки. Протекающий ток и напряжение дуги также должны быть стабильными.
Чрезмерное разбрызгивание:
- Причина: Чрезмерное разбрызгивание является очень распространенным дефектом сварки и вызвано избытком CO2, высоким напряжением или несоответствующим импедансом.
- Решения: Избыток CO2 можно нагреть с помощью газового обогревателя. Избыточного разбрызгивания также можно избежать, применяя правильное напряжение.
Сложные проблемы сварки:
1. Пористость металла сварного шва:
Проблема пористости №1:
- Неподходящие условия поверхности: Загрязненная поверхность (ржавчиной, маслом, смазкой и т.
 д.), ламинированная поверхность или неправильная обработка поверхности может привести к пористости металла шва. Также заражению может подвергнуться любая поверхность, открытая для атмосферного воздуха. Неправильная обработка поверхности, такая как цинкование или цинкование, может привести к проблемам с пористостью сварного шва.
д.), ламинированная поверхность или неправильная обработка поверхности может привести к пористости металла шва. Также заражению может подвергнуться любая поверхность, открытая для атмосферного воздуха. Неправильная обработка поверхности, такая как цинкование или цинкование, может привести к проблемам с пористостью сварного шва. - Решение: Средством устранения загрязненной поверхности является очистка материала в соответствии с указанными процедурами подготовки поверхности. Убедитесь, что сварной шов защищен от воздушных щелей, чтобы предотвратить загрязнение. Кроме того, при сварке ламинированной заготовки убедитесь, что вы подготовили неслоистый основной металл для проведения качественной процедуры сварки.
Проблема пористости № 2:
- Газовое покрытие: Непостоянная газовая защита также может привести к проблемам с пористостью. Защитный газ должен защищать сварочную ванну от воздуха и одновременно действовать как ее стабилизатор. Пористость возникает при изменении защитного газа и загрязнении сварочной ванны воздухом.
- Решение: Прежде всего проверьте крепление газового шланга к оборудованию и удалите загрязнения шланга, если они есть. При правильном подключении не будет потери газовой защиты и захвата воздуха. Кроме того, используйте соответствующее количество защитного газа, указанное в руководстве пользователя, и убедитесь, что расход защитного газа установлен правильно.
Пористость Проблема №3:
- Свойства основного металла: Другой распространенной причиной пористости являются химические свойства металла. Типичным примером является случай, когда материал опорного стержня не соответствует металлу, который вы свариваете.
- Решение. Если проблема с пористостью вызвана свойствами основного металла, способы устранения могут отличаться. Например, если вы используете подкладочный стержень, убедитесь, что он сделан из того же металла, который вы свариваете.
2. Неправильный профиль сварного шва:
Неправильный валик Проблема №1:
- Недостаточный подвод тепла: Недостаточный подвод тепла может привести к неправильному валику сварного шва.
 Если валик кажется тягучим или выпуклым, это указывает на то, что используемая настройка слишком холодная для ширины или толщины свариваемого материала.
Если валик кажется тягучим или выпуклым, это указывает на то, что используемая настройка слишком холодная для ширины или толщины свариваемого материала. - Решение. Прежде всего определите, соответствует ли сила тока толщине свариваемого материала. Если сила тока высокая, достаточно, проверьте напряжение. Возможно, напряжение слишком низкое, и это может привести к другим проблемам. Хороший способ проверить, правильно ли установлено напряжение, — это послушать звук дуги. Треск, устойчивое шипение или громкий звук являются результатом высокой силы тока, высокого или низкого напряжения. При нормальной силе тока и напряжении дуга должна иметь устойчивое гудение.
Неправильный валик Проблема №2:
- Техника: Неправильный метод сварки также может привести к образованию вогнутого или выпуклого валика.
- Решение. Для достижения наилучших результатов в профиле борта рекомендуется угол нажима от 5 до 10 градусов.
Неправильный буртик Проблема №3:
- Несоответствующий рабочий кабель: Несоответствующий рабочий кабель может привести к несоответствующему напряжению на дуге.
 Неподходящий рабочий трос может привести к неправильной форме борта.
Неподходящий рабочий трос может привести к неправильной форме борта. - Решение: если рабочие кабели слишком малы или изношены, они могут перегреваться. Такие кабели должны быть заменены кабелями соответствующего размера и длины в зависимости от используемого тока. Например, большой ток и большое расстояние потребуют большого кабеля.
3. Отсутствие сплавления:
Проблема отсутствия сплавления:
- Холодная притирка в процессе переноса короткой дугой: Непровар может возникнуть в результате холодного притирания в процессе переноса короткой дугой. В этом процессе проволока непосредственно касается сварочной ванны, а конец проволоки плавится и отрывает каплю в результате короткого замыкания в системе. Проблема со сплавлением возникает, когда металл в сварочной ванне плавится, но не остается достаточно энергии, чтобы сплавить его с основной пластиной. Однако визуально непровар трудно обнаружить, разве что с помощью изгиба или ультразвукового контроля.

- Решение. Во-первых, убедитесь, что вы правильно установили силу тока и напряжение. Если проблема не устранена, возможно, вам придется изменить технику сварки. Настоятельно рекомендуется метод переноса дуги распыления.
Новые поступления Многопроцессорные сварочные аппараты
Метки: выбор сварочного аппарата для сварки миг-сварщик как работает сварочный аппарат для миг-сварки сварочный аппарат для миг-сварки на переменном или постоянном токе руководство по покупке сварочного аппарата для электродуговой сварки контактные советы сварочный аппарат для электродуговой сварки газовая сварка для сварки-миг работа установка сварочного аппарата для миг-сварки использование сварочного аппарата для миг-сварки
7237
Нравится (0)
В отличие Нравится
Сварочное оборудование и машины | Специалисты по сварке | Armature Winder Services
Сварочные аппараты сложны, и даже небольшая неисправность окажет огромное влияние на аппарат и ваши сварочные работы.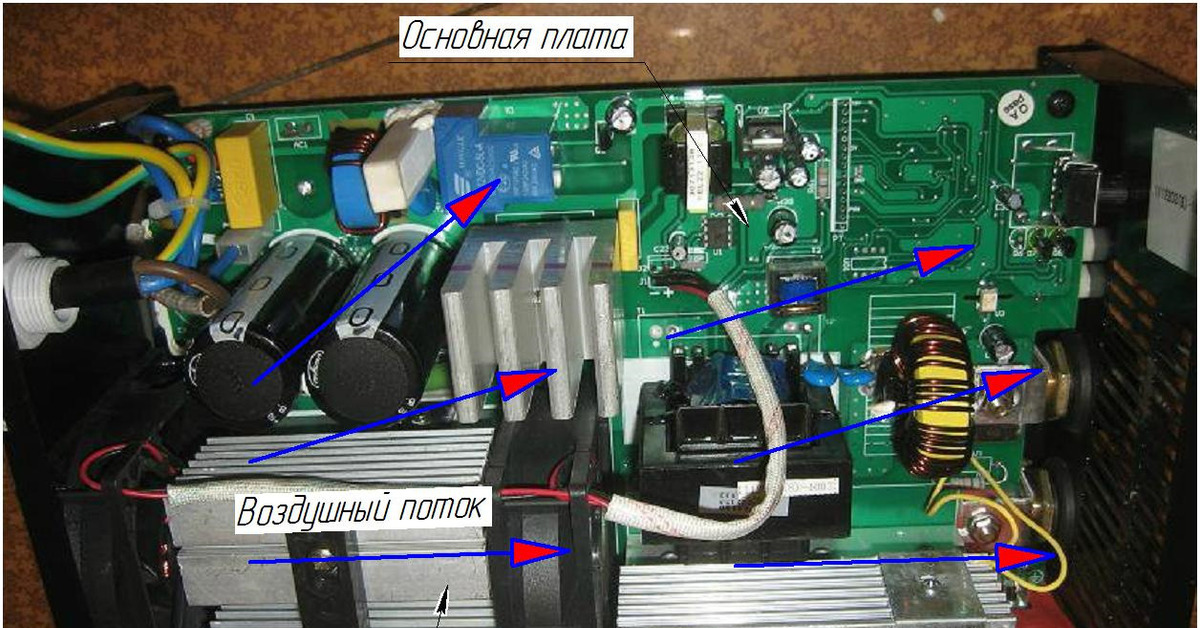
Аппарат не запускается
Если ваш сварочный аппарат не запускается, это может быть вызвано перегоревшим предохранителем линии питания, обесточенной цепью питания, перегрузкой или неправильным входным напряжением.
Стартер сварочного аппарата перегорает предохранитель
Это может быть связано либо с тем, что предохранитель слишком мал, либо с коротким замыканием в соединениях.
Сварочный аппарат внезапно останавливается
Если ваш сварочный аппарат внезапно останавливается во время сварки, это может быть связано с перегрузкой, закупоркой вентиляции или неисправностью внутреннего охлаждающего вентилятора.
Переключатель полярности не работает
Эта проблема может быть вызвана изношенным соединением или неправильным использованием переключателя, когда сварочный аппарат все еще находится под нагрузкой.
Электрододержатель нагревается
Это распространенная проблема, которая может быть вызвана ненадежным соединением или неправильным рабочим циклом электрододержателя.
Поражение электрическим током при прикосновении к сварочному аппарату
Иногда при прикосновении к сварочному аппарату вы можете получить небольшой удар электрическим током. Это может происходить не всегда, но может быть опасным. Обычно это происходит, если рама вашего сварочного аппарата не заземлена должным образом.
Сварочный кабель нагревается
Иногда сварочный кабель очень быстро нагревается. Когда это происходит, кабель, используемый в сварочном аппарате, скорее всего, имеет неподходящий размер и несоответствующий рабочий цикл.
Плохой зажим заземления
Если зажим заземления сварочного аппарата покрыт оксидами, электроны не могут легко передаваться. Это создает высокое сопротивление на машине и изменяет поток тока.
Поврежденный кабель
Кабель со временем повреждается, что приводит к износу и износу участков. Поговорите с Tru-Butt о безопасной замене кабеля.
Сварочный аппарат не выключается
Если ваш сварочный аппарат не выключается до отключения питания, сетевой выключатель изношен или вышел из строя механически. Tru-Butt может исправить это для вас.
Tru-Butt может исправить это для вас.
Помимо проблем со сварочным аппаратом, вы также можете бороться с дефектами сварки.
Проблемы с подачей проволоки
Причиной неправильной подачи проволоки может быть износ приводного ролика. Это также может привести к проскальзыванию механизма подачи проволоки.
Низкая сварка
Если наконечник внутри сварочного пистолета изношен, мощность сварочного аппарата не подается должным образом. Это создает дополнительную работу для сварщика.
Пористость
Это обычно происходит на поверхности буртика в результате плохой проводки или недостаточного потока газа.
Усадочные трещины
Если проволока ржавая или грязная, или если валик слишком маленький и вогнутый, на сварном шве могут быть усадочные трещины.
Боковые трещины
Если вы свариваете слишком быстро или боретесь с дугой с очень низким током и высоким напряжением, вы можете ожидать боковых трещин.
Чрезмерное разбрызгивание
Большое количество брызг может быть результатом слишком высокого напряжения или избытка CO2.
