Инвертор сварочный престиж 164 схема: BLUEWELD PRESTIGE 164 схема инструкции
| Файл | Краткое описание | Размер |
Страницы >>> [17] | ||
| prioritet.zip |
| 9.84 Mb |
| Strat_160-200.zip Strat_160-200KS.zip Strat_200U.zip Troubleshooting.zip |
| 1.45 Mb 1.32 Mb 623 kb 8.96 kb |
| pdg_151.pdf |
| 217 kb |
| 20141220.rar |
| 2.64 Mb |
| instr_prestige164.zip |
| 2. 51 Mb 51 Mb |
| sa97pa20.zip |
| 6.95 Mb |
| slavteh285.djvu slavteh300.djvu slavteh305.djvu |
| 564 kb 442 kb 394 kb |
| norma200mp.djvu |
| 827 kb |
| aurora_pro_shoot_m10.zip |
| 0.23 Mb |
| HITACHI_Tech_File_W130-W160_W200_AUG_2010_Rus.pdf |
| 19.8 Mb |
| 225_MIGMMA160_200_2.pdf |
| 117 kb |
INSTRUCCIONES_INVERTE_TIG. pdf pdf |
| 2.31 Mb |
| smart_sa-97i20sm_i25sm.zip sous.rar |
| 9.23 Mb 33.7 Mb |
| gp_sh.rar |
| 27.4 Mb |
| saipa-190mf.rar |
| 217 kb |
| BlueWeld_Prestig.pdf Telwin_Technology_175-210-188CE_GE.pdf |
| 1.64 Mb 904 kb |
| kmp300-kmp460-rus.pdf |
| 4.73 Mb |
| kemppi_minarc_150-vrd_151_ver-11_sm.pdf |
| 980 kb |
| MIG200.pdf |
| 583 kb |
| PowerCut-1600.pdf |
| 26.0 Mb |
Страницы >>> [17] | ||
 PDF.
PDF.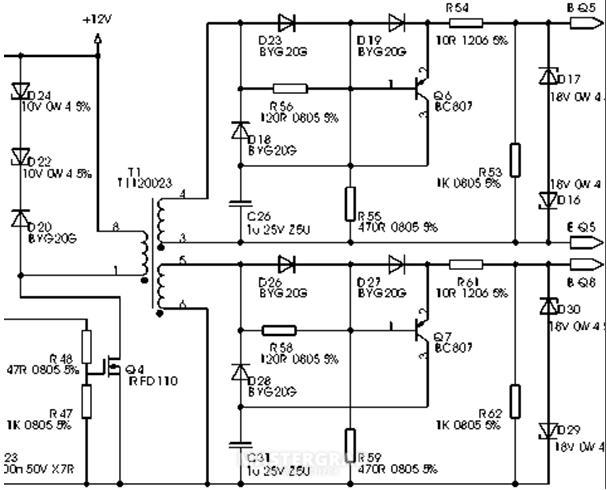


 Схемы были выложены в теме Ремонт п\а Solaris Multimig-220 форума Power Electronics. На самих листах схем указано, что они от аппарата MPMIG195C, производимого компанией Shanghai Greatway Top Power CO., Ltd.
Схемы были выложены в теме Ремонт п\а Solaris Multimig-220 форума Power Electronics. На самих листах схем указано, что они от аппарата MPMIG195C, производимого компанией Shanghai Greatway Top Power CO., Ltd.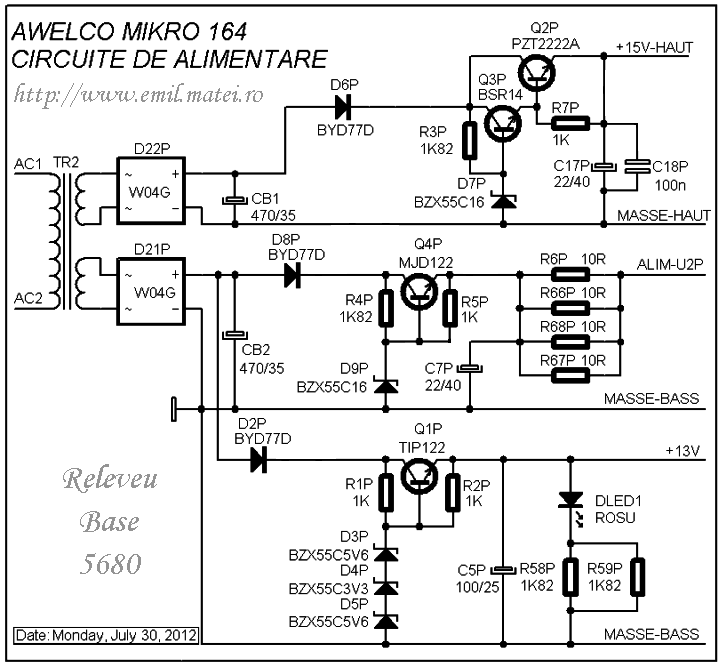
Ремонт сварочного инвертора TELWIN TECNICA 164 / Ремонт и модернизация / Блоги по электронике
Данная статья будет посвящена ремонту сварочного инвертора TELWIN TECNICA 164. Принесли мне это изделие итальянского «сваркостроения» знакомые, на вопрос: «Что случилось?» был ответ: «Работал, работал, потом хлопок и повалил дым из корпуса!» Понятно, сгорел! Ну, будем ремонтировать, посмотрим чем напичкали итальянцы эту красивую коробочку)))
Принесли мне это изделие итальянского «сваркостроения» знакомые, на вопрос: «Что случилось?» был ответ: «Работал, работал, потом хлопок и повалил дым из корпуса!» Понятно, сгорел! Ну, будем ремонтировать, посмотрим чем напичкали итальянцы эту красивую коробочку)))
А внутри оказалось довольно интересно.
На этих фотографиях уже со снятыми «дохлыми» силовыми IGBT транзисторами (Но об этом позже!)
Давайте теперь разберемся с теорией по поводу сварочных инверторов.
Принцип работы инверторов заключается в поэтапном преобразовании энергии.
Вот основные этапы работы инвертора
-Выпрямление сетевого напряжения
-Преобразуется в переменное высокочастотное в блоке инвертора
-Понижается трансформатором до рабочего сварочного
-Выходной выпрямитель преобразует переменное в постоянное сварочное напряжение
Весь процесс регулируется за счет обратных связей блоком управления, который обеспечивает необходимые характеристики сварочного тока. Инверторы так же отличаются низкой пульсацией выпрямленного напряжения, возможность получения разнообразных вольт — амперных характеристик (ВАХ), имеет высокий КПД (до 90%). Так как сварочный инвертор работает на довольно высокой частоте, то это позволило уменьшить габариты силового трансформатора. К примеру, у обычных сварочных выпрямителей с трансформатором, работающем на частоте 50Гц, отношение сварочного тока к единице массы составляет примерно 1-1,5А/кг, а у инвертора, который работает на частоте преобразования 20-30 кГц, это отношение равно 10-15А/кг. Грубо скажем, размеры уменьшились в 10 раз!!! Но за это инверторы «расплачиваются» довольно сложной своей конструкцией и схемотехникой.
Инверторы так же отличаются низкой пульсацией выпрямленного напряжения, возможность получения разнообразных вольт — амперных характеристик (ВАХ), имеет высокий КПД (до 90%). Так как сварочный инвертор работает на довольно высокой частоте, то это позволило уменьшить габариты силового трансформатора. К примеру, у обычных сварочных выпрямителей с трансформатором, работающем на частоте 50Гц, отношение сварочного тока к единице массы составляет примерно 1-1,5А/кг, а у инвертора, который работает на частоте преобразования 20-30 кГц, это отношение равно 10-15А/кг. Грубо скажем, размеры уменьшились в 10 раз!!! Но за это инверторы «расплачиваются» довольно сложной своей конструкцией и схемотехникой.
Для построения сварочных инверторов применяют следующие типы высокочастотных преобразователей:
— полумостовой
— ассиметричный мост ( еще называют «косым мостом»)
— полный мост.
Подвидом полумоста и моста являются резонансные преобразователи. В зависимости от системы управления выходными параметрами, преобразователи бывают с ШИМ (широтно-импульсной модуляцией) и ЧИМ (частотно-импульсной модуляцией), так же бывают с фазовой регулировкой и комбинацией всех трех типов.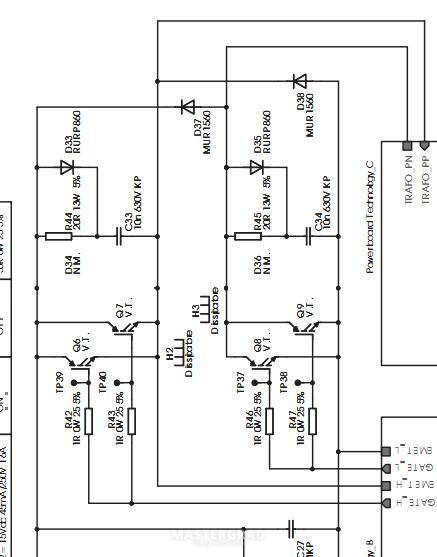 Про принципы работы тут рассказывать не буду, в сети информации и книг по этому поводу много. Вернемся к нашему «итальянцу».
Про принципы работы тут рассказывать не буду, в сети информации и книг по этому поводу много. Вернемся к нашему «итальянцу».
Поковырявшись в сети по поводу схемы на аппарат, нашел даже целый мануал по ремонту аппаратов этой модели! Ну молодцы итальянцы, уважаю!
Скачать можно тут
Вот и начал изучать я этот мануал.
Вот блок-схема данного аппарата.
Крупнее
Схема аппарата состоит из двух частей — силовой и блока управления.
Силовая часть
Крупнее
Силовая часть состоит из следующих блоков:
1. Фильтр EMC — состоит из С1, T4, С8, С15. Защита сети от проникающих электромагнитных помех.
2. Блок защиты выпрямителя и фильтра — состоит из RL1, R4. Предотвращает появление больших зарядных токов в момент подключения инвертора к сети. При включении питания, напряжение на выпрямитель PD1 поступает через мощный резистор R4, в этот момент конденсаторы C21, C22, C27 плавно заряжаются. Когда произошел заряд конденсаторов, включается реле RL1, и своими контактами закорачивает R4, так сказать система «мягкого запуска».
3. Выпрямительный мост и фильтр — состоит из PD1, который преобразовывает переменное напряжение в пульсирующие, фильтр C21, C22, C27 — сглаживает пульсации выпрямленного напряжения.
4. Собственно силовые ключи инвертора — состоят из IGBT транзисторов Q5 и Q8. Преобразовывают отфильтрованное напряжение в высокочастотные прямоугольные импульсы, которые поступают на силовой трансформатор.
5. Трансформатор тока — Т2, контролирует силу тока в первичной обмотке силового трансформатора, сигнал с трансформатора поступает в блок управления.
6. Силовой трансформатор — Т3, преобразует напряжение и ток от инвертора в напряжение и ток, необходимый для сварки. Так же обеспечивает гальваническую развязку от питающей сети.
7. Выпрямитель сварочного напряжения — D32, D33, D34. D32 — выпрямляет импульсное напряжение, так же служит для ограничения насыщения сердечника трансформатора. D33 и D34 — выпрямляют напряжение самоиндукции силового трансформатора после катушки индуктивности L1, в моменты, когда IGBT транзисторы закрыты.
8. Дроссель L1- подавляет пульсации выпрямленного напряжения.
9. Делитель, выпрямитель и стабилизатор — R18, R35, D11, C20, U3, D8 — служат для питания блока управления.
10. Тепловая защита силового трансформатора — термодатчик ST1 (в нормальном состоянии замкнут).
11. Схема питания вентилятора охлаждения и реле «мягкого пуска» — питается от отдельной обмотки силового трансформатора. Как только накопительные конденсаторы зарядятся, начинает работать преобразователь, на дополнительной обмотке появляется напряжение, которое выпрямляется и подается на вентилятор обдува и реле. Реле включается, замыкает своими контактами резистор R4 и аппарат выходит на нормальный режим работы.
Перейдем к блоку управления:
Крупнее
Блок управления состоит из следующих узлов:
1. Узел драйверов — Q6, D19, D23, Q7, D27, D26, T1 — служит для «раскачки» силовых IGBT транзисторов. Разделительный трансформатор T1 вырабатывает два сигнала, гальванически разделенные друг от друга.
2. Драйвер управления разделительным трансформатором Q4, D20, D22, D24 — усиливает сигнал, поступающий от генератора импульсов (формирователя рабочего цикла)и подает его на первичную обмотку разделительного трансформатора.
3. Анализатор-ограничитель тока в первичной обмотке трансформатора D2, R25, R49, D4, R15, R9, R2, R3, R10 — получает сигнал от трансформатора тока Т2, выпрямляет, ограничивает его до определенного уровня, необходимого для работы «задатчика» сварочного тока и генератора управляющих импульсов.
4. Задающий генератор импульсов — U1 представляет собой ШИМ контроллер на микросхеме
UC3845(TL3845). Данный контроллер обеспечивает генерацию управляющих импульсов для работы инвертора на IGBT транзисторах. Так же эта микросхема осуществляет регулировку сварочного тока и защиту от превышения тока в первичной обмотке силового трансформатора.
Вот даташит на эту микросхему.
Вот подробнее назначение выводов этой микросхемы.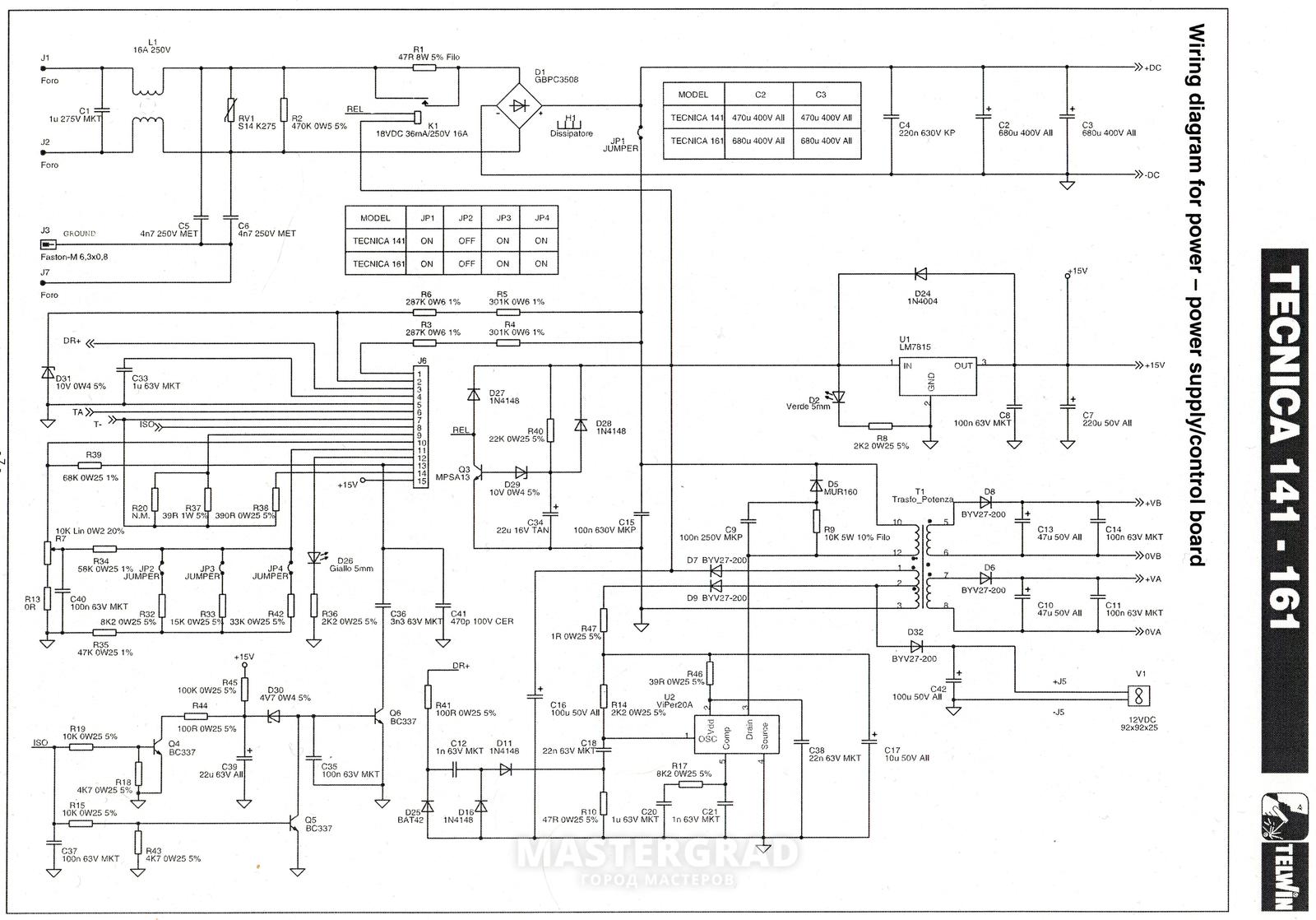
1. Comp: этот вывод подключен к выходу усилителя ошибки компенсации.
2. Vfb: вход обратной связи. Напряжение на этом выводе сравнивается с образцовым, формируемым внутри ИС.
3. C/S: сигнал ограничения тока. Данный вывод должен быть присоединен к резистору в цепи истока ключевого транзистора (КТ). При повышении тока через КТ (например, в случае перегрузки ИП) напряжение на этом резисторе увеличивается и, после достижения порогового значения, прекращает работу ИС и переводит КТ в закрытое состояние.
4. Rt/Ct: вывод, предназначенный для подключения времязадающей RC-цепочки. Рабочая частота внутреннего генератора устанавливается подсоединением резистора R к опорному напряжению Vref и конденсатора С к общему выводу.
5. Gnd: общий вывод.
6. Out: выход ИС, подключается к затвору КТ через резистор или параллельно соединенные резистор и диод (анодом к затвору).
7. Vcc: вход питания ИС.
8. Vref: выход внутреннего источника опорного напряжения, его выходной ток до 50 мА, напряжение 5 В.
Продолжим далее описание блока управления.
5. Блок гальванической развязки и контроля выходного напряжения, так же служит для защиты от заниженного или завышенного сетевого напряжения — состоит из оптрона ISO1 и его обвязки, делителя R1, R5, R14, R19, R24, R29, R36, R38, ОУ U2B, компаратора U2A
7. Блок регулировки сварочного тока — состоит из переменного резистора R23, фильтра C14, R13, C4.
8. Суммирующий блок — операционный усилитель U2C — служит для суммирования сигналов защиты по току и напряжению, для формирования напряжения регулирование, которое потом подается на задающий генератор импульсов. Транзистор Q1 выполняет роль ключа. При нештатном режиме работы инвертора, с блока контроля напряжения на базу транзистора приходит сигнал отключения, транзистор в свою очередь открывается, и «коротит» инвертирующий вход ОУ на землю. В результате срывается генерация управляющих импульсов. При этом загорается светодиод аварии D12.
Вот в принципе и все по поводу работы схемы аппарата.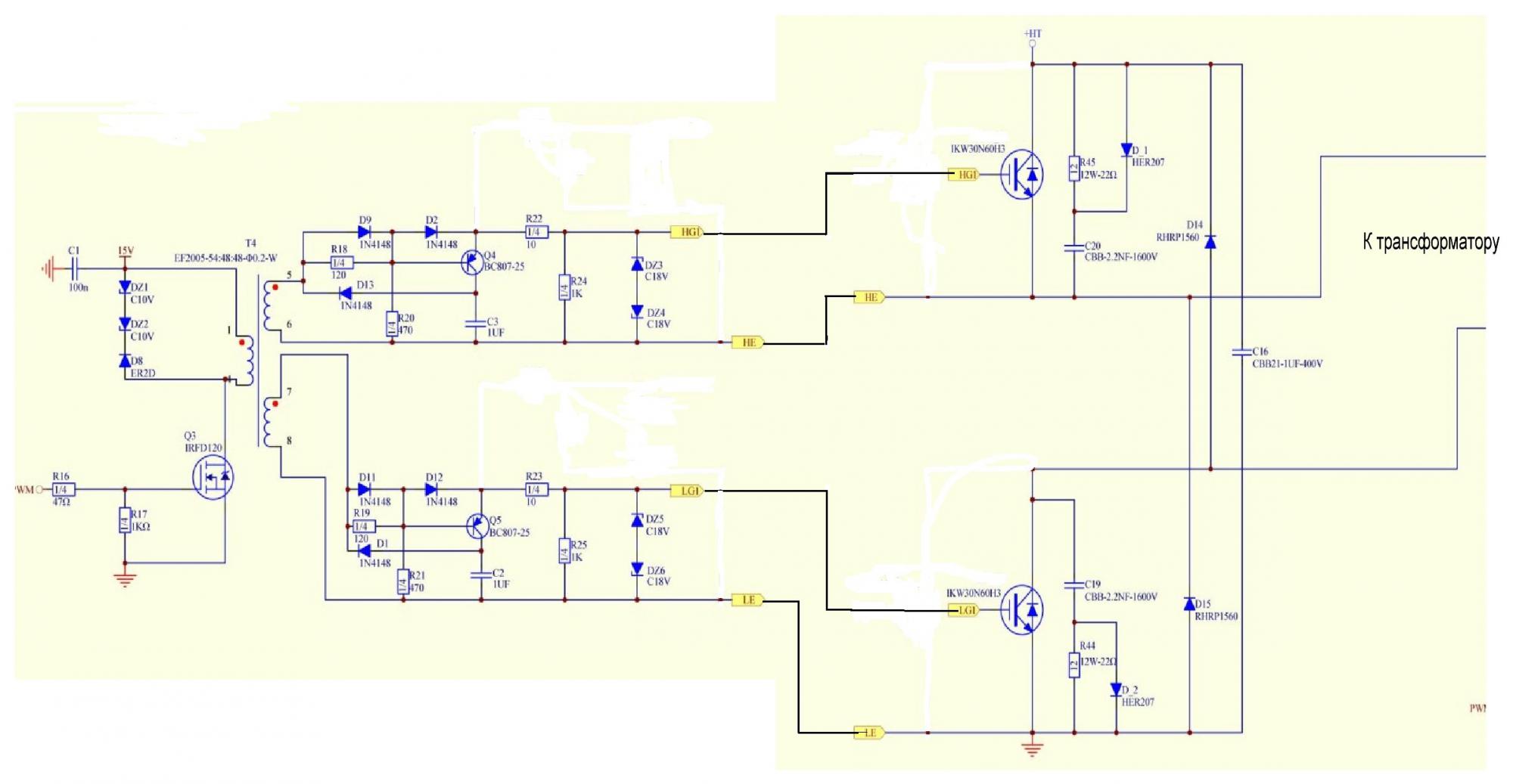 Описание, конечно, не полное, но для понятия принципа работы и для ремонта пойдет.
Описание, конечно, не полное, но для понятия принципа работы и для ремонта пойдет.
Теперь перейдем непосредственно к ремонту. Как уже говорилось выше, аппарат был вскрыт и был проведен визуальный осмотр, который выявил вышедшие из строя силовые транзисторы.
Вот фото одного из двух
Прозвонка подтвердила результат. Так же дохлыми оказались диоды D31, D212
Диод слева от силового транзистора прижат пружинной скобой к радиатору
Диод D31 обязательно должен быть изолирован от радиатора теплопроводящей прокладкой как на фото выше.
Так же в ходе осмотра был выявлен вот такой дефект. Плохая пайка выводов силового трансформатора. Выводы запаяны то и с нижней стороны платы, но при работе на токах, близких к максимальным, это место будет довольно сильно разогреваться, что приведет в дальнейшем к выгоранию дорожек. Для исправления данного дефекта был снят теплоотвод силовых диодов и все пропаяно.
Потом теплоотвод силовых диодов ставим на место, заодно меняем термопасту на диодах.
Силовые транзисторы просто так не выходят из строя, как правило выбивает элементы раскачивающего их драйвера. Вот фото элементов драйвера.
Вооружаемся омметром и начинаем проверять элементы драйвера. Нашел неисправных немало, вот списочек.
Транзисторы
Q5 — HGTG30N60A4
Q6 — BC807
Q7 — BC807
Q8 — HGTG30N60A4
Диоды
D14 — MUR860
D22 — стабилитрон на 10 вольт
D24 — стабилитрон на 10 вольт
D26 — BYG20G
D27 — BYG20G
D30 — стабилитрон на 18 вольт
D31 — стабилитрон на 18 вольт
Резисторы
R54 — 10 Ом (типоразмер 1206)
R55 — 470 Ом (типоразмер 0805)
R61 — 10 Ом (типоразмер 1206)
R71 — 1 Ом (типоразмер 1206)
Все неисправные детали были найдены и заменены. Казус получился со стабилитронами. В продаже у себя не нашел стабилитронов в корпусе SOT-23.
Были только в стандартном стеклянном корпусе JEDEC LL41 для SMD монтажа.
Ну, делать то надо, пришлось «выкручиваться» и впаивать стабилитроны вот таким вот образом
Новые силовые IGBT транзисторы Q5 и Q8, а так же диоды D14 и D31 были установлены на свои теплоотводы, предварительно смазанные тонким слоем термопасты КПТ-8.
Вот фото платы с замененными компонентами
Впаял силовые транзисторы и диоды
Вот фото в сборе. Пока возился с установкой теплоотводов сломал конденсатор С27, тако-го же не нашел, поставил обычный пленочный.
Ну, вот все собрано, пора это дело проверять. Плату инвертора включил в сеть через ЛАТР. К выходным клеммам подключили вольтметр. Включаем ЛАТР в сеть и плавно увеличиваем напряжение на ЛАТРе. До того как напряжение дойдет до 220 вольт, на плате светится желтый светодиод. Как только напряжение будет 220, через некоторое время включается реле на плате и загорается зеленый светодиод.
Вольтметр показывает напряжение холостого хода.
В мануале по ремонту так же даны осциллограммы в характерных точках инвертора. Не мешало бы проверить и их.
Не мешало бы проверить и их.
Для контроля осциллограм был изготовлен самодельный щуп — делитель 1:100. Щуп непосредственно припаян к выводам затвор — эмиттер IGBT транзистора.
Теперь собственно осциллограммы:
1. Выход драйвера, не нагруженного на затворы ключей
2. Выход драйвера, не нагруженного на затворы ключей — фронт импульса
3. Выход драйвера, не нагруженного на затворы ключей — спад импульса
3. Выход драйвера, нагруженного на затвор ключа
4. Выход драйвера, нагруженного на затвор ключа — фронт импульса
5. Выход драйвера, нагруженного на затвор ключа — спад импульса
6. Переставляем щуп на коллектор — эмиттер силового ключа на холостом ходе
7. Коллектор — эмиттер силового ключа на холостом ходе — открытие ключа
8. Коллектор — эмиттер силового ключа на холостом ходе — закрытие ключа
Осциллограммы все в норме, элементы аппарата на холостом ходу не нагреваются, полет нормальный!
Для проведения испытания на статическую нагрузку не было ни времени, не оборудования, взял пачку электродов, кусок ненужного металла и начал варить.
