Инвертор сварочный своими руками: схема и сборка инверторной сварки
Содержание
Сварочный инвертор своими руками
Среди различных конструкций сварочных аппаратов, становятся очень популярными инверторы, благодаря оптимальным техническим характеристикам. В продаже имеется очень много устройств данного типа, однако для человека, разбирающегося в электротехнике, не составит особого труда сделать себе сварочный инвертор своими руками. Правильная сборка обеспечивает продолжительную и надежную работу таких устройств с любыми электродами, диаметр которых не превышает 4 мм.
Содержание
Устройство, принцип работы и схема сварочного инвертора
Прежде чем приступать к изготовлению инвертора, необходимо изучить его основные технические характеристики. Стандартный аппарат обладает максимальным рабочим током в 220 ампер, током холостого хода – 30 ампер. Режимы работы отображаются с помощью трехзначного индикатора. Питание осуществляется от бытовой электрической сети, напряжением 220 вольт.
Также у сварочного инвертора имеются функции управления током, отображения токовых и температурных значений на индикаторе. Аппарат обладает горячим стартом, холостым ходом и спящим режимом. Он может автоматически отключаться при залипании электрода.
Аппарат обладает горячим стартом, холостым ходом и спящим режимом. Он может автоматически отключаться при залипании электрода.
Основными конструктивными элементами сварочного инвертора являются блоки питания, выпрямителя и самого инвертора. Принцип работы аппарата, такой же, как у импульсных блоков питания. Трансформация электроэнергии происходит в несколько этапов:
- Вначале выпрямляется переменный ток 220 В, поступающий из бытовой сети.
- Далее выпрямленный постоянный ток вновь становится переменным, но с гораздо более высокой частотой.
- На следующем этапе высокочастотное напряжение понижается.
- На выходе ток с пониженным напряжением вновь выпрямляется, сохраняя при этом высокую частоту.
В обычных конструкциях основным элементом сварки является силовой трансформатор высокой мощности. С его помощью производится уменьшение сетевого переменного тока, а вторичная обмотка позволяет получать токи высокой частоты, необходимые для нормальной сварки.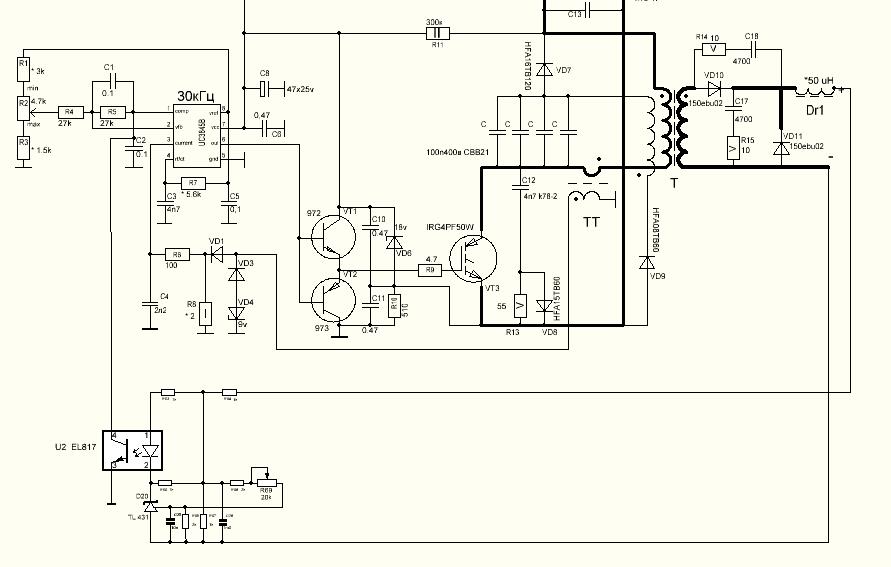 Такие аппараты имеют большие габариты и массу.
Такие аппараты имеют большие габариты и массу.
Преодолеть эти недостатки стало возможно с появлением сварочного инвертора. Размеры устройства значительно снизились из-за повышения частоты рабочего тока до 80 кГц и выше. Таким образом, габариты и масса устройства уменьшаются пропорционально увеличению рабочей частоты.
Откуда же берутся высокие частоты при наличии всего 50 Гц в рабочей сети? Они появляются за счет инверторной схемы, в состав которой входят мощные транзисторы с возможностью переключения в диапазоне 60-80 кГц. Для нормального функционирования, им необходима подача постоянного тока, получаемого через выпрямитель. Конструкция выпрямителя включает в себя диодный мост и сглаживающие фильтры.
С помощью выпрямителя становится возможным получение постоянного тока, напряжением 220 вольт. Сами инверторные транзисторы соединяются с трансформатором, понижающим напряжение. Поскольку транзисторы переключаются с высокой частотой, то и работа трансформатора осуществляется на аналогичных частотах.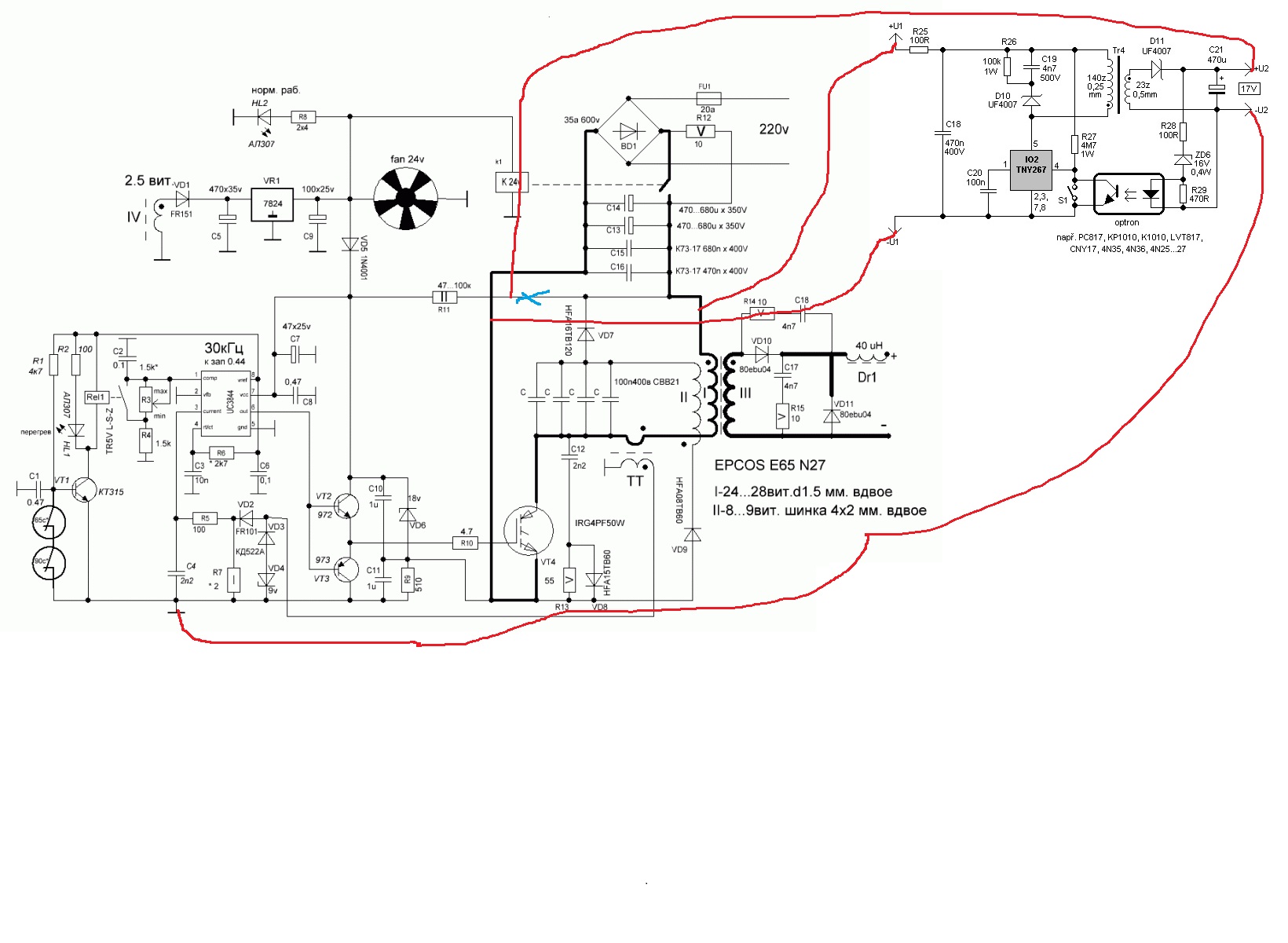
Намотка проводников трансформатора
Для намотки трансформатора используется не провод, а медная жесть, ширина которой составляет 40 мм, толщина – 0,3 мм. Она обертывается в термобумагу, толщиной 0,05 мм, применяемую в кассовых аппаратах. Такая бумага обладает повышенной прочностью и не рвется. Обычный проводник не подходит в связи с работой трансформатора на токах высокой частоты. В процессе эксплуатации происходит вытеснение этих токов на поверхность толстого провода, а середина остается не задействованной. В результате, возникает сильный нагрев, известный как Скин-эффект.
Преодолеть негативное действие такого эффекта возможно только с помощью проводника с большой площадью поверхности. Это качество в полной мере соответствует тонкой медной жести. Для вторичной обмотки используется три слоя этого материала, разделяемые тонкой фторопластовой пленкой. Все слои обернуты термобумагой, которая темнеет при нагревании, но это никак не влияет на ее свойства.
Вместо медных жестяных пластин допускается использование в качестве обмотки, провода ПЭВ, сечение которого составляет 0,5-0,7 мм. Данный проводник состоит из множества жил, образующих между собой воздушные зазоры. В результате, замедляется теплообмен, а общая площадь сечения проводов уменьшается на 30% по сравнению с медными пластинами.
Данный проводник состоит из множества жил, образующих между собой воздушные зазоры. В результате, замедляется теплообмен, а общая площадь сечения проводов уменьшается на 30% по сравнению с медными пластинами.
Все рекомендации обязательны к исполнению, поскольку нагревается не ферритовый сердечник, а обмотка. Поэтому в процессе работы для всей конструкции предусмотрен обдув вентилятором внутри корпуса греющихся деталей.
Другие конструктивные элементы
При самостоятельной сборке сварочного инвертора в качестве охлаждающих элементов могут использоваться радиаторы с вентиляторами, которые применялись в компьютерах старых моделей. Для силового моста потребуется два таких радиатора. Один из них задействован на верхней, а другой – на нижней части моста. Эти радиаторы соединяются с диодами моста HFA30 и HFA25 с использованием слюдяной прокладки. Для диодов IRG4PC50W вместо прокладки используется специальная теплопроводящая паста КТП8.
Диодные и транзисторные выводы прикручиваются на каждом радиаторе, навстречу друг другу. Между ними вставляется плата, соединяющая детали моста с цепью питания 300 В. На нее припаиваются конденсаторы в количестве от 12 до 14 штук, емкостью 0,15 мкф, рассчитанные на 630 В. Данные элементы, обеспечивают уход трансформаторных выбросов в цепь питания. В результате, происходит ликвидация резонансных выбросов тока, поступающих от силовых ключей трансформатора. Оставшиеся части моста соединяются между собой с помощью коротких проводников.
Между ними вставляется плата, соединяющая детали моста с цепью питания 300 В. На нее припаиваются конденсаторы в количестве от 12 до 14 штук, емкостью 0,15 мкф, рассчитанные на 630 В. Данные элементы, обеспечивают уход трансформаторных выбросов в цепь питания. В результате, происходит ликвидация резонансных выбросов тока, поступающих от силовых ключей трансформатора. Оставшиеся части моста соединяются между собой с помощью коротких проводников.
В схеме инвертора имеются снабберы с конденсаторами хорошего качества С15 или С16. Они осуществляют глушение резонансных выбросов трансформатора, значительно снижают потери IGBT при его выключении.
Настройка систем инвертора
После сборки необходимо правильно настроить все системы сварочного инвертора. В первую очередь необходимо подать напряжение 15 В на ШИМ и на один из вентиляторов. Это делается с целью разрядки емкости С6 осуществляющей контроль над временем срабатывания реле. С помощью реле замыкается резистор, который после зарядки конденсаторов снижает всплески тока после включения аппарата в сеть, напряжением 220 В.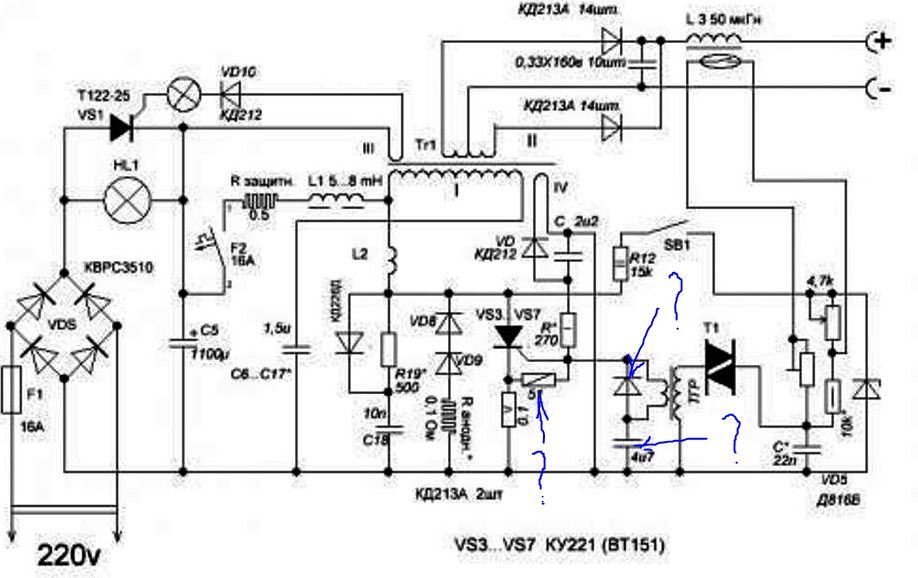
Далее, через несколько секунд после подачи питания на ШИМ проверяется срабатывание реле, с помощью которого замыкается резистор. После срабатывания обоих реле выполняется проверка платы ШИМ на наличие прямоугольных импульсов, поступающих к оптронам.
Правильная работа моста определяется путем подачи на него питания 15 В. При этом потребляемый ток на холостом ходу не должен быть больше 100 мА. Для определения правильного распределения фаз в обмотках силового трансформатора используется двухлучевой осциллограф. Один луч охватывает первичную обмотку, а другой вторичную. В результате, получаются одинаковые фазы импульсов, однако напряжение в обмотках будет разным.
Когда уже собран сварочный инвертор, на мост подается питание через силовые конденсаторы и лампочку, мощностью 150-200 Вт с напряжением 220 В. Частота ШИМ предварительно устанавливается в размере 55 кГц. Далее осциллограф подключается к коллектору эмиттера нижнего транзистора IGBT. После этого нужно понаблюдать за формой сигнала, с целью исключения всплесков напряжения более 330 вольт.
Мультиметр: назначение, виды, обозначение, маркировка, что можно измерить мультиметром
Сварка медных проводов: технология, аппараты для сварки
Схема сварочного инвертора
Сварка медных проводов инвертором с применением угольного и графитового электрода, и точечным методом
Ремонт сварочного инвертора
Диммер своими руками: устройство, принцип работы + как сделать диммер самому
Сварочный инвертор своими руками
индустрия »
Электротехника »
Сварочные аппараты »
Сварочный инвертор
Своими руками можно сделать все. Именно таким образом создаются уникальные изобретения и единичные опытные образцы, особенно в нашей стране. Кулибины, Левши и
Можайские не переводятся с развитием техники и общества.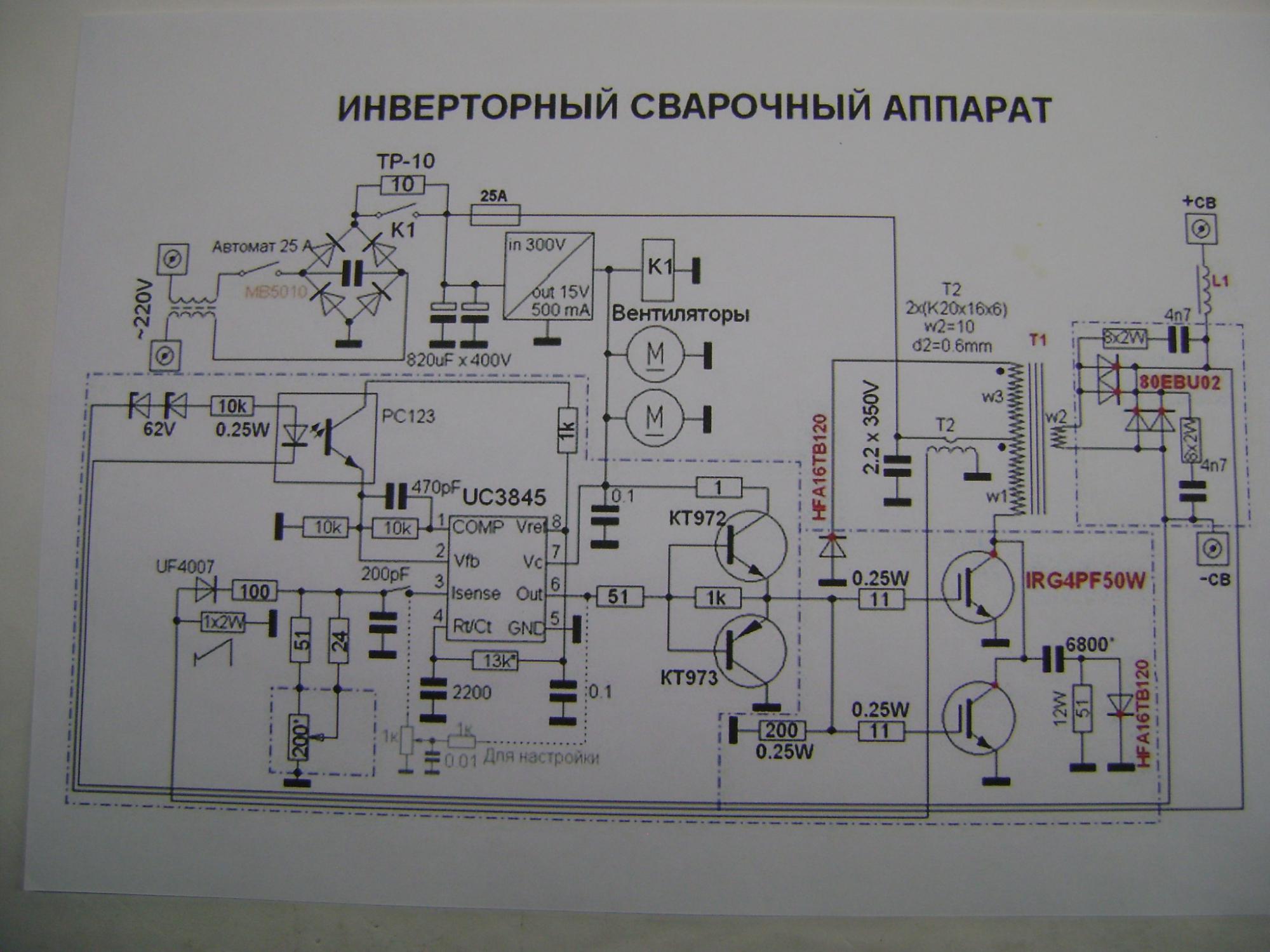 Изготовить сварочный инвертор своими руками, в сравнении с другими сложными устройствами и механизмами, гораздо «проще». Прежде всего, можно воспользоваться готовой схемой инвертора, выбрав наиболее доступную схему, тогда паровоз и самолет изобретать, не потребуется. Можно воспользоваться готовыми узлами, например дроссельным устройством и импульсным высокочастотным трансформатором. Тогда отпадет необходимость трудоемкой работы по их намотке. Но главным стимулом по созданию сложного сварочного устройства остается стоимость готового промышленного изделия. Цена на инверторы многим просто недоступна.
Изготовить сварочный инвертор своими руками, в сравнении с другими сложными устройствами и механизмами, гораздо «проще». Прежде всего, можно воспользоваться готовой схемой инвертора, выбрав наиболее доступную схему, тогда паровоз и самолет изобретать, не потребуется. Можно воспользоваться готовыми узлами, например дроссельным устройством и импульсным высокочастотным трансформатором. Тогда отпадет необходимость трудоемкой работы по их намотке. Но главным стимулом по созданию сложного сварочного устройства остается стоимость готового промышленного изделия. Цена на инверторы многим просто недоступна.
Для желающих изготовить сварочный аппарат инвертор своими руками предлагается доступная схема устройства. См. Рис.
Наверное, количество активных претендентов на изготовление шедевра, после ознакомления с представленной схемой, должно значительно сократиться. Процесс покупки устройства в магазине значительно проще, чем изготовить оригинальный сварочный инвертор своими руками и, естественно, головой.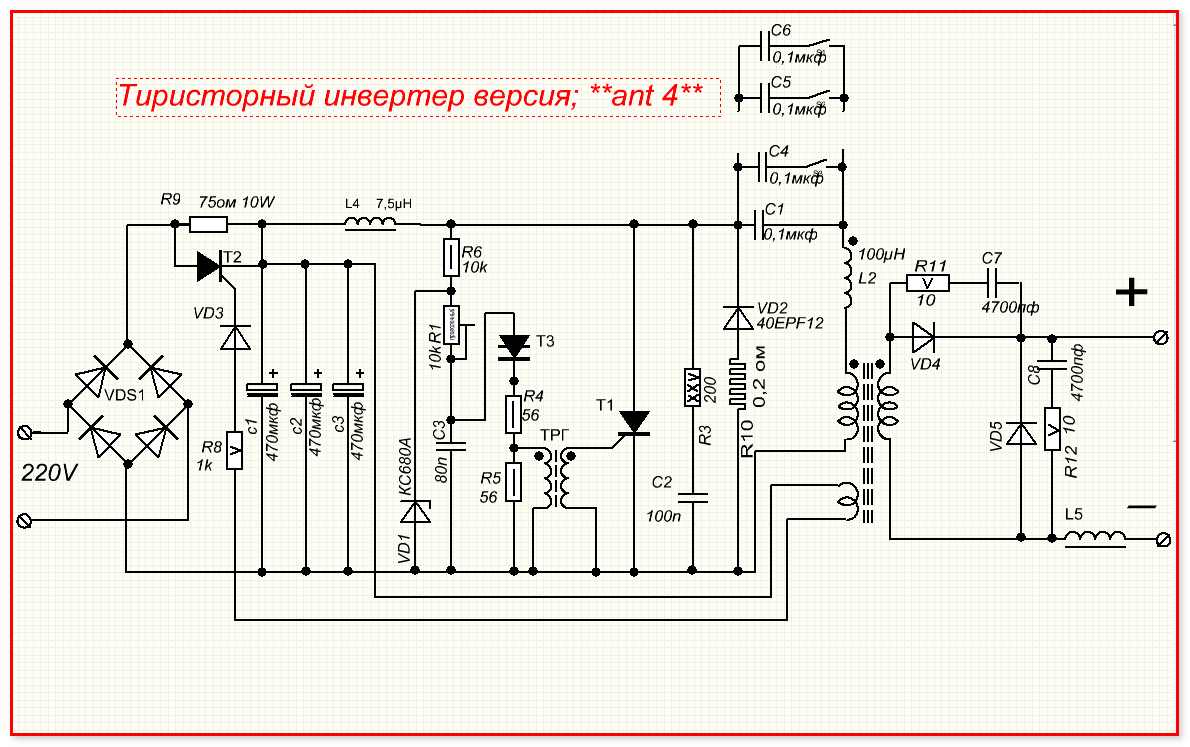 Если финансовые возможности позволяют, а в успехе нет уверенности, то не стоит затевать это хлопотное дело.
Если финансовые возможности позволяют, а в успехе нет уверенности, то не стоит затевать это хлопотное дело.
Приведенная на Рис. схема была уже не раз апробирована и заслужила достойную оценку и в домашнем дворе, и в гаражах, и в кооперативном движении. Лучшее устройство можно не искать. Но схема еще не все. Силовые параметры деталей схемы необходимо просчитать. Они напрямую будут зависеть от требуемых характеристик тока сварки. Наверное, не стоит останавливаться на мощном агрегате, а реально оценить потребности в сварке электродами большого диаметра. Инвертор со сварочным током до 170А даст возможность использовать электроды до 4мм. Стоимость комплектующих для него будет процентов на 20% ниже, чем для агрегата с током сварки 250А. Хотя иногда сварочный аппарат инвертор своими руками создается из-за необходимости высокого сварочного тока, поскольку именно мощные инверторы в магазинах особенно дороги.
Корпус готового инвертора следует изготавливать в последнюю очередь. Это даст возможность максимально уменьшить габариты готового изделия. Материал для корпуса должен быть не горючим, поскольку температура может достигать до 700 градусов при длительной непрерывной сварке большим током. Воздушное охлаждение с принудительной вентиляцией обязательно. И не забудьте предусмотреть ручку для переноса сварочного инвертора.
Материал для корпуса должен быть не горючим, поскольку температура может достигать до 700 градусов при длительной непрерывной сварке большим током. Воздушное охлаждение с принудительной вентиляцией обязательно. И не забудьте предусмотреть ручку для переноса сварочного инвертора.
Читайте также
- Сварочный аппарат инвертор
В статье описываются основные достоинства сварочных аппаратов, работающих на инвертором принципе, которые с очевидностью показывают преимущества …
Китай Сварочный аппарат Arc TIG MIG MMA IGBT Производитель, Инверторный сварочный аппарат Mma Сварка двойным напряжением, Сварочный аппарат для дуговой сварки MIG Поставщик сварочного аппарата
Рекомендуется для вас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Горячие продукты
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Новое поступление
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Новые продукты
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Профиль компании
{{ util. each(imageUrls, функция(imageUrl){}}
each(imageUrls, функция(imageUrl){}}
{{ }) }}
{{ если (изображениеUrls.length > 1){ }}
{{ } }}
| Вид бизнеса: | Производитель/Фабрика | |
| Основные продукты: | Сварочный аппарат Arc TIG MIG MMA IGBT , Инверторный сварочный аппарат MmaWelding с двойным напряжением сварки , .  .. .. | |
| Площадь завода: | >2000 квадратных метров | |
| Сертификация системы менеджмента: | ИСО 9001 | |
| Основные рынки: | Северная Америка, Южная Америка, Восточная Европа, Юго-Восточная Азия, Африка, Океания, Восточная. .. .. | |
| Среднее время выполнения: | Время выполнения заказа в пиковый сезон: один месяц Время выполнения заказа в межсезонье: в течение 15 рабочих дней |
Taizhou Lingba Electromechanical Equipment Co., Ltd. является современной и высокотехнологичной компанией в городе Вэньлин, провинция Чжэцзян, Китай. Как профессиональный производитель сварочного оборудования, мы занимаемся разработкой и продажей всех серий сварочных аппаратов. Наш город имеет полностью сварную систему снабжения деталями с хорошо развитой транспортной системой, такой как аэропорт, порт и скоростная дорога.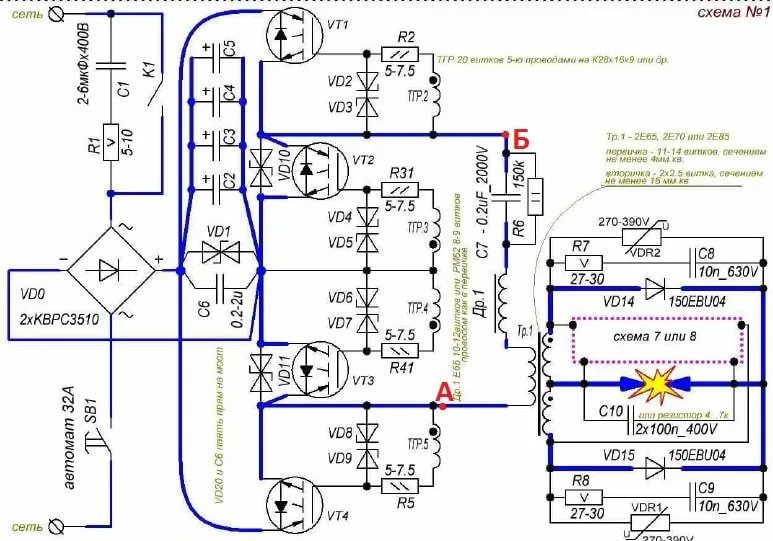 Таким образом, мы можем обеспечить быструю и удобную доставку и высокое качество продукции.
Таким образом, мы можем обеспечить быструю и удобную доставку и высокое качество продукции.
«Компания Лингба» была основана в 2013 году и занимает…
Просмотреть все
Сертификаты
3 шт.
Сертификат CE для серии MMA
Сертификат CE для серии MIG
Сертификат CE на машину плазменной резки
Пошлите Ваше сообщение этому продавцу
* От:
* Кому:
Мистер Джеймс
* Сообщение:
Введите от 20 до 4000 символов.
Это не то, что вы ищете?
Опубликовать запрос на поставку сейчас
Как сделать сварочный инвертор своими руками
05. 09.2018
09.2018
Сварка
Чтобы сделать сварочный инвертор своими руками, необходимо изучить схему агрегата. Конструкции платы изготавливаются самостоятельно. Он отделен от силового агрегата металлическим листом, который крепится к сварочному корпусу. Для изготовления сварочных аппаратов своими руками вам понадобится провод любого сечения, термодатчик, малярный скотч, рулетка, индикатор, ШИМ-контроллер TL494. Длина проводника должна быть не более 15 см.
Аппарат инверторный сварочный поставляется с двойной изоляцией, поэтому абсолютно безопасен при проведении электросварочных работ.
Особенности
Инверторные сварочные аппараты оснащены радиаторами, размер которых зависит от постоянного времени работы всего аппарата. Сварочный инвертор изготавливается вручную с помощью термодатчика, который размещается внутри корпуса предыдущего элемента. Блок управления оснащен TL49.4 ШИМ-контроллера. Последнее устройство имеет канал управления, необходимый для стабилизации тока в дуге.
Сварочный инвертор изготовлен вручную на транзисторах (для переключателей). Инверторная сварка представлена в виде таких комплектующих:
- Блок питания;
- водителей;
- силовой элемент.
Схема элементов инверторного сварочного аппарата.
Специалисты рекомендуют изготавливать сварочные инверторы на ток 250 А. Намотка выполняется по всей ширине конструкции. Блок питания представлен в виде классического обратноходового преобразователя. На первичную обмотку укладывают экранирующие обмотки из такого же провода. Между витками укладывается изоляция. Для этого потребуется малярный скотч или лакоткань. Блок питания настраивают после подбора сопротивления. Оно должно быть равно 20-25 В. Входные выпрямители можно взять от процессоров ПК типа Alton 64 или Pentium 4. Их можно купить в компьютерных магазинах и на радиорынках.
Следующим этапом является настройка полученного дизайна. Предварительно проверьте блок питания. Затем он подключается к блоку управления. Сварочный инвертор подключен к сети. Биполярные импульсы должны иметь частоты 40-50 кГц. Величина мертвого времени регулируется изменением напряжения. Последний показатель проверяют с помощью осциллографа. Если собрана полная схема сварочного инвертора, то на дисплее отображаются восьмерки. Затем включите реле. Показатель должен быть 120 А.
Сварочный инвертор подключен к сети. Биполярные импульсы должны иметь частоты 40-50 кГц. Величина мертвого времени регулируется изменением напряжения. Последний показатель проверяют с помощью осциллографа. Если собрана полная схема сварочного инвертора, то на дисплее отображаются восьмерки. Затем включите реле. Показатель должен быть 120 А.
Вернуться к содержанию
Ремонт и наладка
Удерживание одной кнопки позволяет автоматически изменить ток. Для того, чтобы перейти в режим отображения температуры, вам потребуется одновременно нажать две кнопки. Через 1 минуту сварки (сила тока 120 А) самодельный сварочный инвертор выключается.
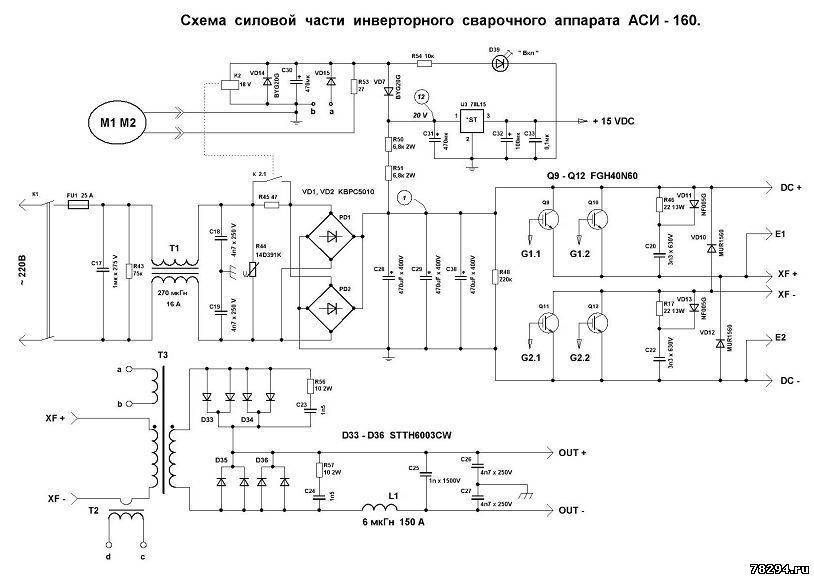
Цепь питания инверторного сварочного аппарата.
Если при работе агрегата температура радиатора превышает 75°, то включается звуковой сигнал. При этом сварочный аппарат продолжает работать, но сила тока автоматически снижается до 20 А. Если температура ниже 65°, то звуковой сигнал пропадет. Ремонт самодельного сварочного инвертора начинается с осмотра агрегата. Слабое место самодельного устройства – клеммная колодка. Температура в проводах увеличивается при большом значении тока.
Слабое место самодельного устройства – клеммная колодка. Температура в проводах увеличивается при большом значении тока.
Самодельные сварочные инверторы быстро выходят из строя по разным причинам. При отсутствии сетевой нагрузки и одновременном потреблении большого количества тока на витках происходит замыкание витков. Эта неисправность устраняется перемоткой или накладкой изоляционного слоя. Частое исчезновение сварочной дуги может сопровождаться незначительными искрами. Это связано с пробоем обмотки и подачей высокого напряжения.
Эффективная сварка инвертором зависит от правильной регулировки сварочного тока.
Аналогичная процедура выполняется по схеме. Если самодельный сварочный инвертор чрезмерно греется, то значение сварочного тока выставляется выше допустимой нормы. В остальном агрегат долго работал без перебоев, а для сварки использовались толстые электроды, не предназначенные для работы с рассматриваемым устройством. Если устройство горячее, изоляция катушек может сгореть.
