Инверторные сварочные аппараты характеристики: Характеристики Сварочный инвертор NEON ВД-221 (220В)
Содержание
Инверторные сварочные аппараты. Как выбрать. Типы и работа
Применение сварки в домашних условиях с каждым годом набирает все больше оборотов. Многие домашние мастера стараются, как освоить профессию электросварщика, так и обзавестись для этого необходимым инструментом, таки как инверторные сварочные аппараты.
Первый вопрос, который обычно возникает, это какой сварочник лучше приобрести для дома, чтобы он справлялся с поставленными задачами. Рассмотрим типы аппаратов, а также их отличие. Разберем ошибки, которые совершают большинство людей при покупке аппарата, и как эти ошибки не допустить. А также обратим внимание на критерии, по которым следует выбирать сварочный аппарат, чтобы ваш выбор был успешным.
Существует два типа сварочных аппаратов:
- Трансформаторные.
- Инверторные.
Если сравнивать два этих типа аппаратов, то разница между ними велика. На первый взгляд она выражается в цене, размерах или габаритах аппарата, их весе, а также в быстрой регулировке тока. Однако, еще больше отличий в процессе самой сварки, что намного важнее.
Однако, еще больше отличий в процессе самой сварки, что намного важнее.
Устройство и принцип действия
В продаже имеются инверторные сварочные аппараты, позволяющие получать качественные сварные швы. Вес инвертора для сварки в разы меньше, чем у трансформаторного аппарата, это увеличивает производительность сварки. Инверторные сварочные аппараты – это современные устройства для сварки, вытеснившие обычные трансформаторы, генераторы и выпрямители.
На выпрямитель поступает переменный ток от сети 220 В. Фильтр сглаживает ток. Далее, инвертор преобразует его специальными транзисторами с высокой частотой коммутации в ток переменный с очень большой частотой – около 50000 Гц. Напряжение с этой частотой снижается до 90 В, сила тока увеличивается до нужных значений сварки, 200 А.
Высокая частота — главное решение технического плана, позволяющее достигнуть преимущества инвертора, по сравнению с обычными аппаратами.
В сварочном инверторе ток сварки необходимых значений образуется преобразованием токов высокой частоты, а не изменением ЭДС в обмотке индукции, как это было в сварочных трансформаторах. Вспомогательные преобразования тока перед усилением дают возможность применять трансформатор с небольшими размерами.
Вспомогательные преобразования тока перед усилением дают возможность применять трансформатор с небольшими размерами.
Для получения тока в инверторе в 160А необходим трансформатор массой 250 граммов, в обычных сварочных трансформаторах нужен вес около 18 кг.
Качество сварки
Дуговая сварка относится к работе большой ответственности. Сварщик должен иметь соответствующую квалификацию и практический опыт. Инверторные сварочные аппараты дают возможность проще производить процесс сварки.
У старых аппаратов напряжение выхода зависело от напряжения входа. Если напряжение в сети понижено, то нельзя нормально зажечь дугу, электрод залипает. При увеличении тока металл слишком горит. Инверторные сварочные аппараты устроены так, что выходное напряжение не имеет зависимости от входного напряжения. Определенный ток сварки поддерживается постоянным, при этом не важно, какое напряжение сети. Предотвращается залипание, образуется устойчивая дуга.
Это облегчает сварщику выполнять работу, качество шва не зависит от длины дуги. Опыт использования инверторов для сварки говорит о том, что они улучшают розжиг дуги, поддерживают ее постоянной, не дают залипнуть электроду, со сваркой справится даже начинающий работник. Инверторы стали выгодными устройствами для использования в строительстве и ремонте.
Опыт использования инверторов для сварки говорит о том, что они улучшают розжиг дуги, поддерживают ее постоянной, не дают залипнуть электроду, со сваркой справится даже начинающий работник. Инверторы стали выгодными устройствами для использования в строительстве и ремонте.
Инверторные сварочные аппараты их достоинства
- Основным преимуществом инвертора остается его малый вес. Применение для сварки электродов разных марок, как для постоянного, так и для переменного тока, также служит преимуществом этого устройства. Это играет важную роль для сварки чугуна и цветных металлов.
- Инверторный аппарат имеет большой интервал регулирования тока сварки, что позволяет использовать аргонодуговую сварку.
- Имеется функция для розжига электрода. При начале работы подается наибольшее значение тока.
- При замыкании электрода есть функция снижения тока до минимального. Это не дает электроду залипнуть во время сварки детали.
- Во время отрыва капли ток увеличивается, чтобы избежать залипания.

Недостатки
- Высокая цена относится к недостаткам аппаратов на инверторах. Она выше почти в три раза обычных сварочников.
- Пыль вредит устройству инвертора, как и для любой электроники. Рекомендуется 2 раза в год чистить и удалять пыль из корпуса устройства, а также по мере загрязнения.
- Низкие температуры отрицательно сказываются на работоспособности инверторных сварочных аппаратах. При -15 градусах варить можно не всегда, в зависимости от размеров деталей. Необходимо изучить инструкцию изготовителя, ознакомиться с условиями возможной эксплуатации устройства.
- Ограниченная длина кабелей до 2,5 метров.
Как выбирать инверторные сварочные аппараты
Здесь инверторы по сравнению со сварочным трансформатором имеют более широкие возможности, позволяют работать с различными типами электродов, предназначенных для сварки нержавейки, чугуна. Даже позволяют использовать электроды для ответственных металлоконструкций. Работают при пониженном напряжении питающей сети, особенно, если у вас дача или частный сектор.
Работают при пониженном напряжении питающей сети, особенно, если у вас дача или частный сектор.
Также, функции, которыми обладает инвертор – антиприлипание, форсаж дуги хорошо помогает на начальном этапе обучения электросварке. Инвертор по сравнению с трансформатором имеет больший потенциал в работе, не выключаясь от перегрева. Чтобы ответить, что именно необходимо вам, спросите себя: какие сварочные работы я собираюсь проводить.
Если для вас сварочный аппарат нужен как дополнение к вашему основному инструменту, и при этом вы не собираетесь особо тратиться, то возможно вам хватит и трансформатора. Однако, если у вас более далеко идущие планы по поводу применения сварки у себя дома, например, для изготовления металлоконструкций или для строительства, то инвертор – это самое подходящее, особенно начинающему сварщику.
На что большинство людей обращает внимание при покупке сварочного аппарата. Какие ошибки они при этом допускают. Некоторые придают слишком большое значение какой-то конкретной модели или бренду, как будто от этого все зависит. Залог качественной сварки зависит не только от модного или дорогостоящего оборудования, но и от навыка и умения сварщика. Поэтому, не ждите от сварочного аппарата космических технологий, как будто, только лишь коснувшись электродом о металл, он у вас будет сам варить.
Залог качественной сварки зависит не только от модного или дорогостоящего оборудования, но и от навыка и умения сварщика. Поэтому, не ждите от сварочного аппарата космических технологий, как будто, только лишь коснувшись электродом о металл, он у вас будет сам варить.
В аппарате есть функции, которые лишь облегчают процесс сварки, но не делают его при этом за вас. Поэтому при выборе сварочного аппарата не стоит ставить себе слишком высокую планку, потому что успешные модели есть не только европейского производства, но также, отечественного, и даже китайского. Вторая проблема при выборе сварочного аппарата заключается в том, что многие обращают внимание в первую очередь на размеры или габариты сварочного аппарата, а также на его вес. Стараются купить его как можно меньше и компактнее.
Отчасти сказывается советское, когда сварочные аппараты были внушительных размеров, их нужно было перевозить на колесах, да еще кого-то брать в помощь для этого. Понятно, что это может давить психологически. От таких аппаратов лучше держаться подальше. Однако, покупка сварочного инверторного аппарата поменьше не очень правильно, поскольку в такую же маленькую коробочку или корпус сварочного аппарата стараются запихнуть комплектующие. А чтобы они туда влезли, их минимизируют. Соответственно, это сказывается на мощности самого аппарата, а также на том, на сколько часто этот сварочный аппарат будет выключаться для охлаждения его от перегрева.
От таких аппаратов лучше держаться подальше. Однако, покупка сварочного инверторного аппарата поменьше не очень правильно, поскольку в такую же маленькую коробочку или корпус сварочного аппарата стараются запихнуть комплектующие. А чтобы они туда влезли, их минимизируют. Соответственно, это сказывается на мощности самого аппарата, а также на том, на сколько часто этот сварочный аппарат будет выключаться для охлаждения его от перегрева.
Маленькие по размерам инверторные сварочные аппараты, легкие по весу, годятся больше как дополнение к основным аппаратам, и предназначены для таких работ, где сварки минимум. Например, для установок решеток или дверей.
Еще одна из причин, которые влияют на выбор сварочного аппарата поменьше, это тот стандартный кабель, который идет вместе с аппаратом. Его длина многих не устраивает, поскольку ограничивает ваши действия. Это особенно заметно при работах на высоте. Многие понимая, что при такой длине кабеля сварочный аппарат придется таскать у себя на плече, то, чтобы облегчить себе эту ношу, стараются выбирать его как можно легче. Однако лучшим решением будет не подборка аппарата легче, а удлинение кабеля в разумных пределах.
Однако лучшим решением будет не подборка аппарата легче, а удлинение кабеля в разумных пределах.
Для этого вам не нужно ничего выдумывать. Есть готовые удлинители, которые можно использовать. Можно использовать как свой родной кабель, так и можете подключать удлинитель, если работаете на высоте.
Параметры выбора инверторного сварочного аппарата
Ампераж, максимальный сварочный ток, который обещает производитель. Он напрямую зависит от металла, с которым вы собираетесь работать, от его толщины. Под определенную толщину металла подбирают необходимый диаметр электрода. Вам нужен такой сварочный ток, при котором бы уверенно горел ваш электрод, прогревал ваш металл и давал при этом надежное сварное соединение. Если вы собираетесь работать с профильной трубой, то используют электроды диаметром 3 мм. Максимальный рабочий ток в этом случае 120-140 ампер. Если вы используете уголок, швеллер, то нужен электрод диаметром 4 мм, максимальный ток нужен 160-180 ампер. Ампераж показан на регулировке сварочного тока. Сварочный аппарат нужно выбирать с запасом тока. Вы можете удлинить кабеля. Аппарат вы можете подключать к длинной переноске. Все это может сказываться на мощности сварочного аппарата.
Ампераж показан на регулировке сварочного тока. Сварочный аппарат нужно выбирать с запасом тока. Вы можете удлинить кабеля. Аппарат вы можете подключать к длинной переноске. Все это может сказываться на мощности сварочного аппарата.
Похожие темы:
- Паяльники. Виды и особенности. Как выбрать и устройство
- Индукционные печи. Виды и работа. Применение и особенности
- Паяльные станции. Виды и особенности. Как выбрать
- Сварочный аппарат (Часть 1). Типы и особенности. Сварка. Дуга. Применение
- Сварочный (Часть 2). Виды и особенности. Применение. Как выбрать
- Плазморез. Виды и устройство. Плюсы и минусы. Как выбрать
Главные характеристики сварочных инверторов
Тема источника питания для сварочного оборудования незаслуженно упускается из виду. Между тем, это одно из ключевых условий, определяющих возможности аппарата и, соответственно, его выбор.
Рабочий диапазон входного напряжения
Отечественный стандарт однофазного напряжения с 2002 года составляет 230 вольт при частоте 50 герц. По привычке с советских времен мы говорим «220 вольт». Именно таков был стандарт в СССР. С точки зрения того же ГОСТ, допускающего долговременное (читай – постоянное) отклонение уровня напряжения в 5%, 220 вольт – в пределах нормы.
По привычке с советских времен мы говорим «220 вольт». Именно таков был стандарт в СССР. С точки зрения того же ГОСТ, допускающего долговременное (читай – постоянное) отклонение уровня напряжения в 5%, 220 вольт – в пределах нормы.
Частота питающего сигнала для сварочного инвертора значения не имеет. 50 или 60 Гц – все равно на входе аппарата переменное напряжение сначала преобразуется в постоянное. А вот уровень напряжения значение имеет, причем очень серьезное.
Во-первых, любой сварочный инвертор имеет диапазон напряжения питания, в пределах которого он работает. При выходе уровня напряжения питания за эти границы аппарат перестает функционировать.
Рабочий диапазон напряжения питания определяется конструктивными особенностями самого аппарата. Например, аппарат серии «Хозяин» Best Rus может функционировать в диапазоне напряжения питания от 185 до 265В. Если напряжение ниже 185В или выше 265В, он сообщит об ошибке и не будет выдавать никакого сварочного тока. Аппарат серии Best Mini сможет функционировать при пониженном напряжении вплоть до 140 вольт и повышенном до тех же 265В. Если напряжение выйдет за указанные рамки в процессе работы, аппарат остановит процесс сварки.
Аппарат серии Best Mini сможет функционировать при пониженном напряжении вплоть до 140 вольт и повышенном до тех же 265В. Если напряжение выйдет за указанные рамки в процессе работы, аппарат остановит процесс сварки.
Характерно, что напряжение в ограниченных по мощности источниках может существенно проседать с поджигом дуги. Померили напряжение в розетке – 230В. Подключили аппарат, стали варить – «не тянет». Отключили, опять замерили напряжение – 230В. Включили, стали варить – опять не тянет. А оказывается, сварочный аппарат для местного участка цепи – явная перегрузка. Типичное следствие перегрузки – снижение уровня напряжения. Поэтому полезной функцией является вольтметр входящего напряжения.
А вот трансформаторные аппараты ММА такого недостатка как ограниченный диапазон рабочего входного напряжения не имеют: у них нет нижней границы рабочего диапазона напряжения питания. Каким бы низким ни было напряжение питания, трансформаторный аппарат ММА будет выдавать сварочный ток. Правда, возможно, он будет бесполезно малым. Но об этом подробнее несколько позже.
Правда, возможно, он будет бесполезно малым. Но об этом подробнее несколько позже.
Блок PFC
Для снижения нижней границы рабочего диапазона существует 2 принципиальных конструкционных решения:
- Комбинирование характеристик штатных узлов аппарата. Например, изменение соотношения числа витков в первичной и вторичной обмотках трансформатора.
- Добавление дополнительных узлов, обеспечивающих изменение электрических параметров.
Ко второй категории относится добавление т.н. блока PFC – блока корректировки коэффициента мощности (Power Factor Correction). Это дополнительный электронный узел, обеспечивающий повышение эффективности использования поступающей энергии.
В числовом исчислении возможности блока PFC в части повышения эффективности используемой энергии небезграничны – в пределах 15%. Но применение данного блока также позволяет снизить нижнюю границу рабочего диапазона напряжения до 90В и даже ниже. В то время как добиться границы ниже 140 вольт при сохранении всех основных параметров просто варьированием характеристик штатных узлов затруднительно.
В то время как добиться границы ниже 140 вольт при сохранении всех основных параметров просто варьированием характеристик штатных узлов затруднительно.
Остается добавить, что сам по себе блок PFC – решение весьма затратное. Поэтому его реализуют только на мощных и сравнительно дорогих аппаратах.
Расчет потребляемой мощности аппарата ММА
И вот самый интересный и практичный момент статьи: какую же мощность потребляет сварочный аппарат ММА?
Мощность на выходе, т.е. на сварочных проводах, у любого аппарата ММА, если только он выдает заявленные характеристики, т.е. обеспечивает для сварочного тока требуемое по ГОСТ напряжение дуги, одинакова:
Рвых = Iсвар*(20 + 0,04*Iсвар)
Где Iсвар – сила используемого сварочного тока, а (20+0,04*Iсвар) — требуемое по стандарту напряжение сварочной дуги.
Но в процессе прохождения электротока по компонентам аппарата часть энергии преобразуется в тепло (нагрев компонентов) и улетучивается с воздухом, нагнетаемым вентиляторами охлаждения. КПД (Коэффициент Полезного Действия) отражает процент эффективно преобразованной энергии. В зависимости от режима эксплуатации и условий окружающей среды его значение будет варьироваться. Но усреднено можно взять 85%, или 0,85.
Однако и это еще не все. Сварочный инверторный аппарат также имеет реактивную нагрузку. Т.е. из полученной от источника энергии часть возвращается в сеть не преобразованной. Долю преобразованной энергии от общей потребленной указывает показатель коэффициента мощности. В отечественной классификации он же называется «косинус фи». В разных инверторах он может существенно разниться. А в пределах одного и того же аппарата он будет не одинаков для различных токов. Усреднено можно взять тоже 0,85. (В России запрещена эксплуатация электрических приборов, подключаемых к бытовым сетям, если их «косинус фи» ниже 0,7).
И вот теперь можно записать формулу полной мощности, потребляемой аппаратом ММА от сети 230В:
Рпотр = Iсвар*(20 + 0,04*Iсвар)/0,85/0,85
У аппаратов, оборудованных блоком PFC, коэффициент мощности выше – 0,95-0,98. Поэтому формула для них будет выглядеть так:
Рпотр = Iсвар*(20 + 0,04*Iсвар)/0,85/0,98
Обратите внимание, что полная мощность указывается в Вольт-Амперах, а не Ваттах!
Простые расчеты по приведенной формуле показывают, что аппарат без блока PFC на сварочном токе 160А будет потреблять около 5,9кВА (ток 25А при напряжении 230В), а при токе 200А – 7,6кВА (ток 34А при напряжении 230В).
У таких же аппаратов с блоком PFC эти цифры составят 5,1кВА (22А при 230В) и 6,7кВА (29А при 230В), соответственно.
А теперь вопрос: на какой максимальный ток рассчитана обычная бытовая розетка? Напомню: 16А (3,68кВА) . При более высоком токе выбивает пробки.
Если у Вас есть ребенок-старшеклассник или Вы сами обожаете решать квадратные уравнения, попрактикуйтесь. Для остальных сообщу, что 3,68кВА обычной розетки позволят варить током не более 105А. (При наличии блока PFC – чуть больше 120А). Так что какой бы ни был у Вас номинал сварочного аппарата ММА, от розетки варить электродом толще 3,2 мм не получится.
На практике при разрыве сварочной дуги потребляемая мощность несколько повышается. Причем процент увеличения потребляемой при разрыве дуги мощности может существенно разниться. Однако в наше время, когда ценовая конкуренция не позволяет раскошеливаться на компоненты «с запасом», эта цифра чаще всего существенно ниже 20%, а по времени занимает долю секунды.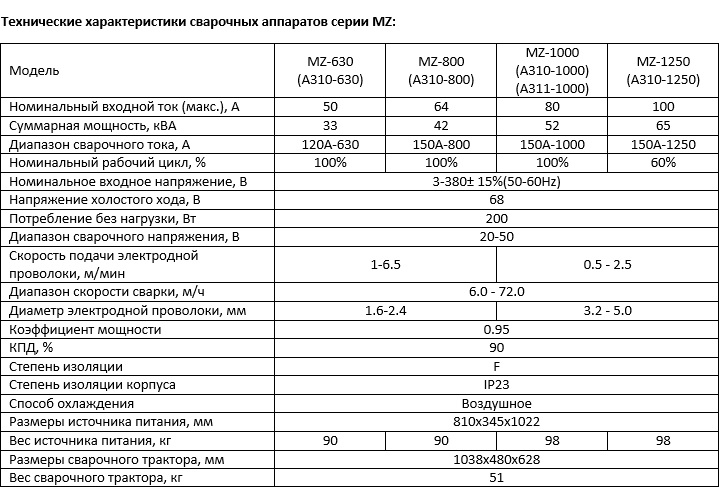 Потому в расчетах обычно не учитывается.
Потому в расчетах обычно не учитывается.
При использовании трехфазных аппаратов, подключаемых к источнику 380В (400В), расчет потребляемой мощности производится аналогичным путем, но результат нужно разделить на «корень из 3», что составляет приблизительно 1,73.
Работа от пониженного напряжения
Работа от пониженного напряжения имеет свою специфику. Она заключается в том, что при пониженном уровне напряжения аппарат выдает меньший сварочный ток, чем заявлено для нормального напряжения. Чем ниже напряжения питания, тем ниже максимальный сварочный ток. Ведь с понижением уровня напряжения снижается уровень отбираемой аппаратом мощности. При этом дисплей будет показывать расчетное значение, а не фактическое. К сожалению, лишь единицы производителей указывают реальный максимальный ток для различных уровней напряжения питания.
Например, аппарат Best Mini 160 при напряжении 220 вольт обеспечивает сварочный ток 160А при напряжении дуги 26,4В. Этого с лихвой хватает, чтобы варить электродом 4,0 мм. При 140В входного напряжения Best Mini 160 работать будет, но током не выше 100А при 24В напряжения дуги. Этого хватит, чтобы варить электродом 3,2 мм, но не 4,0 мм.
Этого с лихвой хватает, чтобы варить электродом 4,0 мм. При 140В входного напряжения Best Mini 160 работать будет, но током не выше 100А при 24В напряжения дуги. Этого хватит, чтобы варить электродом 3,2 мм, но не 4,0 мм.
Таблица изменения рабочего диапазона сварочного тока Best Mini 160 в зависимости от уровня входного напряжения выглядит следующим образом:
| Уровень вход.напряжения | Диапазон рабочего тока | Диаметр электрода |
| 220В | 10-160А | 1,6-4,0мм |
| 200В | 10-160А | 1,6-4,0мм |
| 180В | 10-160А | 1,6-4,0мм |
| 160В | 10-120А | 1,6-3,2мм |
| 140В | 10-100А | 1,6-3,2мм |
Хотя при 140В напряжения питания на дисплее Best Mini 160 и будет красоваться 160А, реально будет выдаваться только 100. То же и у любого другого аппарата ММА. Если бы сварочный ток действительно замерялся, цифры на дисплее непрерывно скакали бы.
То же и у любого другого аппарата ММА. Если бы сварочный ток действительно замерялся, цифры на дисплее непрерывно скакали бы.
Получается, что брать аппарат с «запасом» по току имеет смысл, когда известны:
- точный уровень пониженного напряжения питания;
- каков диапазон рабочего тока у аппарата при таком уровне напряжения.
Пониженный уровень напряжения питания сказывается не только на количественном показателе сварочного тока, снижая верхнюю границу его диапазона, но и на качестве тока. Аппараты, которые при нормальном напряжении легко варят электродами УОНИ, с понижением уровня напряжения питания утрачивают эту способность.
С понижением уровня напряжения также снижается уровень напряжения холостого хода (оно же напряжение без нагрузки). Поджиг электродов усложняется пропорционально снижению уровня напряжения.
Работа от генератора
В заключение буквально пару замечаний о работе сварочных инверторов ММА от генератора:
- Никогда не подключайте сварочный инвертор к инверторному генератору.
 Даже если инверторный генератор имеет достаточную мощность. Оба прибора используют конденсаторные блоки. Чтобы исключить повреждение инверторного генератора, нужно знать характеристики конденсаторных блоков обоих приборов и уметь их сравнивать.
Даже если инверторный генератор имеет достаточную мощность. Оба прибора используют конденсаторные блоки. Чтобы исключить повреждение инверторного генератора, нужно знать характеристики конденсаторных блоков обоих приборов и уметь их сравнивать. - Подключать инверторный сварочный аппарат ММА к обычному генератору можно, если рабочая (она же номинальная) мощность генератора превышает расчетную мощность потребления аппарата на данном сварочном токе. А в случае сварочного тока свыше 105А при наличии на генераторе силовой розетки или силовых выводов-клемм.
Ю.Шкляревский, ООО «БэстВелд»
Характеристики источников питания для дуговой сварки
weldknowledge
В зависимости от статических характеристик источники питания можно разделить на две категории
- Источники постоянного тока или источники питания с падающими или падающими характеристиками.

- Источник питания с постоянным потенциалом или постоянным напряжением или с плоской характеристикой.
Источник питания с постоянным напряжением не имеет выходного постоянного напряжения. Он имеет слегка нисходящий или отрицательный наклон из-за достаточного внутреннего электрического сопротивления и индуктивности в сварочной цепи, что вызывает незначительное падение выходных вольт-амперных характеристик.
При постоянном напряжении питания напряжение дуги устанавливается путем установки выходного напряжения на источнике. Источник питания должен подавать ток, необходимый для расплавления электрода со скоростью, необходимой для поддержания заданного напряжения или относительной длины дуги. Скорость привода электрода используется для регулирования среднего сварочного тока. Использование такого источника питания в сочетании с постоянной подачей электродной проволоки приводит к саморегулирующейся или саморегулирующейся системе длины дуги. Из-за некоторых внутренних или внешних колебаний, если происходит изменение сварочного тока, он автоматически увеличивает или уменьшает скорость плавления электрода, чтобы восстановить желаемую длину дуги.
постоянное напряжение или плоская характеристика
постоянный ток или падающая характеристика
Выходные вольт-амперные кривые для источника питания постоянного тока называются «падающими» из-за значительного снижения или отрицательного наклона кривых. Источник питания может иметь регулировку напряжения холостого хода в дополнение к регулировке выходного тока.
Изменение любого элемента управления изменит наклон кривой вольт-ампер. При изменении напряжения дуги изменение тока невелико, поэтому при сварке плавящимся электродом скорость плавления электрода будет оставаться довольно постоянной при изменении длины дуги. Эти источники питания необходимы для процессов, использующих относительно более толстые расходуемые электроды, которые могут иногда застревать в заготовке, или с неплавящимся вольфрамовым электродом, когда касание электрода для зажигания дуги может привести к повреждению электрода, если ток не ограничен. В этих условиях ток короткого замыкания должен быть ограничен, что обеспечивает безопасность источника питания и электрода.
Некоторым источникам питания для запуска дуги требуется высокочастотный блок, что может потребоваться для таких процессов, как TIG и плазменная дуга. В цепь сварки вводится блок высокой частоты, но между цепью управления и блоком ВЧ необходимы фильтры, чтобы высокая частота не могла пройти через цепь управления и повредить ее. Высокочастотный блок представляет собой устройство, которое обеспечивает высокое напряжение порядка нескольких киловольт наряду с высокой частотой в несколько кГц с малым током. Это высокое напряжение ионизирует среду между электродом и заготовкой/соплом, запуская вспомогательную дугу, что в конечном итоге приводит к возникновению основной дуги.
Ссылка: литература NPTEL
Продолжайте читать, счастливой сварки
Спасибо,
КП Бхатт
Нравится:
Нравится Загрузка…
Категории: Без рубрики
Лучшие характеристики начального уровня — WeldPundit
Выбор сварочного аппарата для электродуговой сварки (SMAW) не так уж и сложен, но есть несколько вещей, которые следует учитывать перед его покупкой. Имейте в виду, что эта статья посвящена специальным аппаратам для сварки электродом, а не TIG или многоцелевым аппаратам, которые также могут выполнять сварку электродом.
Имейте в виду, что эта статья посвящена специальным аппаратам для сварки электродом, а не TIG или многоцелевым аппаратам, которые также могут выполнять сварку электродом.
Содержание
- Что такое хороший сварочный аппарат начального уровня?
- Что выбрать: источник питания переменного или постоянного тока?
- Что выбрать: инверторный или трансформаторный сварочный аппарат?
- Сколько силы тока вам нужно?
- Вам нужен блок питания с двойным напряжением, 120 В или 240 В?
- Какое напряжение холостого хода (OCV) достаточно для электродуговой сварки?
- Какой рабочий цикл достаточен для сварочного аппарата?
- Портативность сварочных аппаратов
- Какой уровень качества сборки вам нужен?
- Другие характеристики, на которые следует обратить внимание при выборе аппарата для сварки электродом
- Какие ошибки чаще всего возникают при выборе аппарата для электродуговой сварки?
Что такое хороший сварочный аппарат начального уровня?
Во-первых, давайте рассмотрим наилучшее сочетание характеристик, которым должен обладать сварщик, чтобы эффективно выполнять большинство сварочных задач. Но также и для того, чтобы быть готовым к будущему по мере роста ваших навыков сварки.
Но также и для того, чтобы быть готовым к будущему по мере роста ваших навыков сварки.
Лучший сварочный аппарат начального уровня для большинства людей будет иметь следующие характеристики: он использует инверторную технологию для создания постоянного сварочного тока, имеет силу тока не менее 140 А, напряжение холостого хода 75 В, рабочий цикл 35%, и подключается к розетке 240В.
Теперь давайте рассмотрим каждую из этих характеристик более подробно.
Что выбрать: блок питания переменного или постоянного тока?
В целом сварочный аппарат постоянного тока является лучшим выбором. С постоянным током сварка безопаснее, проще, вы можете использовать все типы сварочных электродов, и вы получите наилучшие результаты сварки. Однако, если вы будете часто сваривать намагниченные металлы, вам больше подойдет сварочный аппарат на переменном токе.
Хорошей причиной для выбора сварочного аппарата постоянного тока (DC) (Википедия) является то, что поражение электрическим током от постоянного тока не так вредно, как от переменного тока (AC) (Википедия).
Поражение электрическим током от сварочного тока маловероятно, если соблюдать надлежащие меры предосторожности, поскольку напряжение низкое. Конечно, если вы не будете осторожны, например, используете мокрые сварочные перчатки, риск поражения электрическим током возрастает.
Сварочный аппарат на постоянном токе создает более плавную дугу, чем на переменном токе. Дугу легче зажечь и поддерживать с меньшим риском прилипания, что упрощает сварку. Это делает сварочный аппарат постоянного тока более подходящим для новичков, потому что сварка электродами (SMAW) — не самый простой процесс сварки, требующий некоторого времени и усилий для изучения.
Кроме того, все электроды для стержневой сварки используют постоянный ток, но некоторые не поддерживают переменный ток. Хорошим примером являются целлюлозные электроды, которые в своем обозначении заканчиваются на «0», например, популярный E6010. Флюсовое покрытие этих стержней не содержит химических элементов, необходимых переменному току для поддержания стабильной дуги.
Наконец, электроды, поддерживающие как переменный, так и постоянный ток, всегда дают лучшие результаты сварки при использовании постоянного тока. Меньше разбрызгивания, меньше пористости, валик выглядит красивее, а с постоянным током можно сваривать более тонкие металлы с меньшей деформацией.
Единственным исключением, когда вы можете предпочесть сварочный аппарат переменного тока, является ситуация, когда вы часто свариваете намагниченные металлы. В таком случае магнитные поля мешают желаемому пути дуги. Это вмешательство называется дуговым разрядом. Последствия удара дуги могут варьироваться от несплошностей сварки до серьезных дефектов.
Наконец, некоторые аппараты для электродуговой сварки сочетают в себе как постоянный, так и переменный ток, но они часто довольно дороги.
Что выбрать: инверторный или трансформаторный сварочный аппарат?
Сварочный аппарат с инвертором – лучший выбор для универсальных сварочных работ. Инверторные сварочные аппараты оснащены современными функциями, которые делают электродуговую сварку проще и безопаснее, обеспечивают более высокую электрическую эффективность и являются более портативными. Однако, если вам нужен самый экономичный аппарат для сварки электродом или вы свариваете в суровых условиях, вам больше подойдет сварочный аппарат с трансформатором.
Однако, если вам нужен самый экономичный аппарат для сварки электродом или вы свариваете в суровых условиях, вам больше подойдет сварочный аппарат с трансформатором.
Сварочные аппараты инверторного типа
Сварочный аппарат постоянного тока инверторного типа
Сварке электродных электродов не так просто научиться, и сварочные аппараты инверторного типа могут помочь вам сварить с меньшим количеством проблем. Преимущество инверторных сварочных аппаратов заключается в том, что они могут включать множество полезных функций, облегчающих сварку, таких как:
- Горячий старт облегчает зажигание дуги, предотвращая прилипание сварочного электрода (или стержня) к основному металлу. Горячий старт также позволяет избежать непровара в начале валика.
- Сила дуги предотвращает прилипание стержня при сварке.
- Антипригарное покрытие останавливает ток, когда стержень застревает в металлическом основании.

- Некоторые инверторные сварочные аппараты оснащены синергетической функцией . Вы вводите тип и размер стержня, а также материал и толщину основного металла. После этого сварщик обеспечивает подходящий сварочный ток для получения наилучших возможных результатов сварки.
У Weldpundit есть более подробная статья о горячем старте, форсировании дуги и антиприлипании.
Сварочные аппараты с инверторным управлением также могут поставляться с функцией, называемой устройством снижения напряжения (VRD). VRD обеспечивает большую безопасность от поражения электрическим током.
Если инверторный сварочный аппарат поддерживает VRD, он снижает напряжение между электродом и заготовкой перед началом сварки до 15 В. Это напряжение очень низкое и не может обойти сопротивление кожи.
Еще одним преимуществом инверторных сварочных аппаратов является более высокая энергоэффективность. Это означает, что они лучше используют электроэнергию, которую потребляют. Вы можете иметь сварочный аппарат с более высокой силой тока, особенно если вы подключите его к розетке 220 В. Кроме того, счет за электричество будет дешевле, если вы часто пользуетесь сварочным аппаратом.
Вы можете иметь сварочный аппарат с более высокой силой тока, особенно если вы подключите его к розетке 220 В. Кроме того, счет за электричество будет дешевле, если вы часто пользуетесь сварочным аппаратом.
Сварочные аппараты с инвертором могут обеспечить сварочный ток без необходимости использования крупных электрических деталей. В результате они меньше и легче, чем трансформеры. Это облегчает их перемещение, но вы должны обращаться с ними осторожно, чтобы избежать неисправностей.
Сварочные аппараты-трансформеры
Старый сварочный аппарат переменного тока с трансформатором
Сварочные аппараты-трансформеры используют старую и простую технологию без чувствительных электронных деталей. Благодаря своей конструкции они служат намного дольше, а детали на случай ремонта у них дешевле.
Сварочные инверторы имеют дорогие детали. В зависимости от поврежденной части ремонт инвертора может быть бесполезным. В результате трансформаторы в целом более рентабельны.
Кроме того, их долговечность делает трансформаторные сварочные аппараты более подходящими для суровых условий. Например, частая сварка в условиях жары, пыли или повышенной влажности.
Например, частая сварка в условиях жары, пыли или повышенной влажности.
Короче говоря, инверторный сварочный аппарат — это то, что нужно в наши дни (2020 г.). Они достаточно надежны и доступны по цене, а их сварочные преимущества более значительны.
Сколько силы тока вам нужно?
Первый вопрос, который я получаю, когда кто-то хочет купить сварочный аппарат, это какой силы тока (А) достаточно.
Для выполнения большинства сварочных работ достаточно сварочного аппарата мощностью 140 А. С такой силой тока и подходящим электродом вы можете легко сваривать мягкую сталь толщиной до 3/16 дюймов (4,8 мм). При подготовке шва и многократных проходах нет верхнего предела толщины металла.
Доступный по цене сварочный аппарат на 140 А предлагает хорошую производительность для большинства сварочных проектов, улучшения дома или фермы, ремонта и легкой профессиональной работы. Большинство работ по сварке стержнями используют 80-130А.
Одним из преимуществ сварки электродом является то, что для работы с толстыми металлами не требуется сварщик с большой силой тока. Вам нужно достаточно силы тока, чтобы эффективно сжечь каждый стержень, который вы хотите использовать.
Вам нужно достаточно силы тока, чтобы эффективно сжечь каждый стержень, который вы хотите использовать.
Если вы создаете соединения с одним или двумя V-образными канавками, вы можете сваривать детали любой толщины за несколько проходов. Просто это займет больше времени.
Таблица различных типов и диаметров электродов, которые может прожигать сварочный аппарат на 140 А, приведена ниже.
| Стержень Электрод | 1/16″ 1.6mm | 5/64″ 2.0mm | 3/32″ 2.4mm | 1/8″ 3.2mm |
|---|---|---|---|---|
| E6011 | – | – | 60-90 | 75-130 |
| E6013 | 25-50 | 40-70 | 65-95 | 85-135 |
| E7014 | – | – | 75-105 | 100-150 |
| E7018 | – | – | 70-110 | 90-160 |
| E308L-16 | – | 25-55 | 50-85 | 70-115 |
| ENiFe-CI | – | – | 70-85 | 85-110 |
Электроды для электродуговой сварки на 140 А (DC+)
Наиболее распространенные размеры электродов: 3/32″ (2,4 мм) и 1/8″ ( 3,2 мм). Даже для сварки в тяжелых условиях большие размеры используются не очень часто. Как видите, сварочный аппарат на 140А может охватывать стандартные размеры.
Даже для сварки в тяжелых условиях большие размеры используются не очень часто. Как видите, сварочный аппарат на 140А может охватывать стандартные размеры.
Имейте в виду, что для большинства сварочных работ используется среднее значение диапазона силы тока стержня. Например, E7018 имеет диапазон 90–160 А, но для большинства работ вы используете 125 А. Если вы свариваете вертикально вверх или перегреваете, вы используете еще более низкую силу тока.
Но что произойдет, если у вас есть только более толстый стержень, например, 5/32″ (4 мм) E6013 с силой тока 105-180А? Средняя сила тока этого стержня составляет 140 А, что может покрыть сварщик.
Но что, если вы хотите максимально использовать стержень 5/32″, которому требуется 180 А? Вы можете предварительно нагреть металл до 250°F (120°C). Сварка предварительно нагретого металла аналогична сварке с большей силой тока. Таким образом, стержень 5/32″ при 140 А и предварительно нагретый металл будет похож на сварку при 180 А.
Меньшая сила тока не рекомендуется, так как это исключает использование стержней 1/8″ и снижает производительность многих распространенных сварочных работ. За исключением случаев, когда вы уверены, что не собираетесь использовать этот размер удилища.
С другой стороны, если вы будете часто сваривать толстые металлы, вам может понадобиться более мощный сварочный аппарат, чтобы уменьшить число проходов. В большинстве случаев разница в цене невелика, если единственная разница заключается в силе тока.
Вам нужен блок питания с двойным напряжением, 120 В или 240 В?
Сварочный аппарат с входным напряжением 240 В явно лучше, чем сварочный аппарат на 120 В, даже для аппаратов начального уровня. Сварочный аппарат на 240 В обеспечивает не только более высокую силу сварочного тока, но и улучшенные общие результаты сварки. Тем не менее, сварочный аппарат с двойным напряжением является еще лучшим выбором, поскольку он обладает дополнительной мобильностью.
Выбор между 120 В и 240 В очень важен, и есть некоторые ловушки, которых следует избегать.
120 Напряжение
Сварочные аппараты на 120 В имеют ряд преимуществ:
- Они более компактны и доступны по цене.
- Сварочный аппарат на 120 В можно использовать с большинством розеток, что делает его очень портативным, что является огромным преимуществом.
- Они также отлично подходят, если вы хотите использовать их с генератором энергии для большей мобильности.
Проблема со сварочными аппаратами на 120 В заключается в том, что не так просто достичь рекомендуемого сварочного тока 140 А.
Инверторный сварочный аппарат на 120 В с хорошим КПД может обеспечить рекомендуемую силу тока 140 А, но только если розетка на 120 В имеет автоматический выключатель на 30 А. Но большинство автоматических выключателей на 120 В в лучшем случае рассчитаны на 20 А.
С автоматическим выключателем на 20 А вы можете получить рабочую силу сварочного тока около 100 А. Вот почему большинство сварочных аппаратов на 120 В предлагают силу тока 90–110 А.
Вот почему большинство сварочных аппаратов на 120 В предлагают силу тока 90–110 А.
С током 100 А вы сможете использовать стержни диаметром до 3/32 дюйма (2,4 мм). Эта сила тока подойдет, если вы время от времени занимаетесь ремонтом или очень мелкими изделиями. Однако для более тяжелой работы это будет проблематично.
Если вы хотите заменить автоматический выключатель на 20 А на 30 А, существующие кабели, вероятно, недостаточно прочны. Вам также необходимо заменить кабели, иначе выключатель будет постоянно срабатывать.
Что еще хуже, вы рискуете перегреть кабели, что приведет к пожару. Вы можете узнать, какой размер выключателя нужен вашему сварочному аппарату, прочитав руководство.
Кроме того, когда вы выходите за пределы сварочных аппаратов на 140 А, подключенных к розеткам на 120 В с выключателями на 30 А, вы не можете использовать удлинительные силовые кабели для вашего сварочного аппарата.
Еще одна вещь, о которой следует помнить, это то, что сварочный аппарат на 120 В обеспечивает не только меньшую силу тока, но и более низкое напряжение холостого хода (OCV) и дуговое напряжение.
Более низкое сварочное напряжение ограничивает количество используемых стержней и приводит к худшим результатам сварки с оставшимися стержнями. Они объясняются более подробно позже.
240 напряжение
Сварщику требуется мощная электрическая мощность не только для создания дуги, но и для поддержания ее стабильной, пока вы не закончите сварку. Напряжение 240 В может обеспечить не только достаточную силу тока, но и высокое напряжение холостого хода и напряжение дуги.
Достаточное сварочное напряжение обеспечит стабильность дуги и эффективное плавление всех стержней. Даже если вы используете тот же стержень и силу тока, более требовательные стержни, такие как E7018 или E6011, дадут лучшие результаты со сварочным аппаратом на 240 В.
Если у вас уже есть розетка на 240 В, все просто. Типичные розетки на 240 В и их автоматические выключатели могут обеспечить мощность, достаточную для работы сварочного аппарата на 140 А.
Однофазная розетка 240 В с соответствующим выключателем и кабелями может поддерживать инверторный сварочный аппарат до 250 А.
Проблема со сварочным аппаратом на 240 В заключается в том, что если рядом со сварочным аппаратом нет подходящей розетки, вам придется платить электрику за ее установку. А это может стоить больших денег.
Двойное напряжение
Сварочные аппараты с двойным напряжением питания — отличный вариант. Вы можете выполнять большинство своих сварочных работ, используя 240 В в своей мастерской, а если вы хотите сварить в другом месте, вы можете подключить его к обычной розетке 120 В. Таким образом, вы получаете дополнительную мобильность.
Большинство сварочных аппаратов с двойным напряжением сваривают при 100 А при подключении к розетке 120 В, чтобы избежать несовместимости с автоматическим выключателем. Как объяснялось ранее, эта сила тока неплоха для случайных ремонтных работ и легких подделок.
Какое напряжение холостого хода (OCV) достаточно для электродуговой сварки?
Напряжение холостого хода (OCV) 75 В — это минимальное напряжение, которое должен обеспечить сварочный аппарат, чтобы прожечь большинство электродов для электродуговой сварки.
Напряжение холостого хода (OCV) — это напряжение между электродом и заготовкой перед началом сварки. OCV должен быть достаточно высоким, чтобы с легкостью начинать дугу каждой удочки.
Кроме того, более высокое OCV означает, что напряжение дуги также выше. Напряжение дуги важно, чтобы оно оставалось стабильным, предотвращая прилипание стержня к основному металлу и улучшая результаты сварки. Например, меньше брызг, лучше плавление, меньше сварочного дыма и т. д.
Но высокий OCV означает повышенный риск поражения электрическим током. По этой причине современные сварочные аппараты для электродуговой сварки имеют верхний предел OCV 85 В. Если вы используете безопасные методы сварки, поражение электрическим током от этого OCV минимально.
Однако многие доступные аппараты для ручной сварки, предназначенные для домашней сварки, обеспечивают еще более низкое напряжение OCV, равное 50 В. Это напряжение снижает риск поражения электрическим током для неподготовленных любителей и делает сварочный аппарат дешевле. Но это создает огромный недостаток, вы можете использовать рутиловые стержни только для мягкой стали.
Но это создает огромный недостаток, вы можете использовать рутиловые стержни только для мягкой стали.
Рутиловые стержни для низкоуглеродистой стали – это стержни E6012, E6013 и E7014. Стержни E7024 также изготовлены из рутилового сплава, но такие сварочные аппараты не обеспечивают достаточную силу тока, чтобы их прожечь.
С OCV 50 В вы не можете использовать базовые стержни, такие как E7016 и E7018, или стержни из целлюлозы, такие как E6011, даже если сила тока достаточна. Кроме того, вы не можете использовать стержни для других металлов, таких как нержавеющая сталь, чугун или наплавка.
В результате низкий OCV ограничивает вас всего несколькими стержнями для низкоуглеродистой стали. Чтобы предотвратить неприятные сюрпризы, сварочный аппарат, который вы выберете, должен предлагать OCV 75 В.
Конечно, если вы уверены, что будете использовать только рутиловые стержни, вы можете купить более доступный сварочный аппарат с низким OCV.
Если вам нужен сварочный аппарат с двойным напряжением, полезно знать, что упомянутое OCV относится к режиму 240 В.
Если вы подключите его к розетке 120 В, он предложит более низкий OCV. Новый OCV может вызвать у вас проблемы с удилищами из целлюлозы и целлюлозы.
AdvertisementsКакого рабочего цикла достаточно для сварочного аппарата?
Рабочий цикл 35 % достаточно высок для сварочного аппарата. Вам не нужен высокий рабочий цикл, чтобы сварка стыковым швом не прерывалась, как при сварке MIG. Это еще одно преимущество дуговой сварки.
Рабочий цикл показывает, как долго может гореть дуга, прежде чем сварочный аппарат отключится для охлаждения. Рабочий цикл измеряется в процентах от 10-минутного периода.
При рабочем цикле 35 % сварочный аппарат будет удерживать дугу в течение 3,5 минут перед отключением. Вентилятор будет работать в течение 6,5 минут, чтобы охладить машину. После этого можно снова сваривать.
Стержень сгорает за одну минуту, затем вы останавливаетесь, чтобы посмотреть на результаты, и заменяете стержень. При этом вентилятор сварочного аппарата работает и охлаждает его.
Кроме того, рабочий цикл относится к максимальной силе тока сварочного аппарата, но вы редко используете сварочный аппарат на полную мощность. Когда вы используете более низкую силу тока, рабочий цикл выше.
Например, сварочный аппарат на 140 А указывает, что его рабочий цикл составляет 30 %, но при сварке на 100 А рабочий цикл составляет 60 % или выше.
Портативность аппаратов для сварки электродом
Аппараты для сварки электродом уже достаточно портативны, поскольку им не нужны газовые баллоны.
Когда инверторные сварочные аппараты только появились, одним из их главных преимуществ было резкое уменьшение размера и веса. Однако в наши дни даже трансформаторные сварочные аппараты достаточно компактны и портативны.
Если вам важна портативность, вы можете найти ультрапортативные инверторные сварочные аппараты весом 5 фунтов (2,3 кг).
Какой уровень качества
сборки вам нужен?
Как правило, для начинающего сварочного аппарата лучшим вариантом будет бюджетный вариант известного производителя. Аппарат для сварки электродом – это не такая сложная машина, как аппарат для сварки MIG или TIG. Если производитель относительно известен и имеет надежную репутацию, для электродуговой сварки этого более чем достаточно.
Аппарат для сварки электродом – это не такая сложная машина, как аппарат для сварки MIG или TIG. Если производитель относительно известен и имеет надежную репутацию, для электродуговой сварки этого более чем достаточно.
Неправильно покупать сварочный аппарат в ненадежных интернет-магазинах. Эти сварочные аппараты обещают силу тока 200 А+, пока они помещаются на ладони. Если вы измерите их амперметром, вы получите только половину силы тока.
Их OCV также будет слабым, что приведет к плохим результатам с базовыми удилищами. Кроме того, некоторые из этих сварщиков обещают, что они будут работать со сварочными прутьями E6010, но у них нет шансов на это.
Однако худшей особенностью таких сварочных аппаратов является то, что у них может отсутствовать кабель для заземления блока питания. Это чрезвычайно опасно, так как в случае внутренней утечки тока вы наверняка получите удар током.
Другие характеристики, на которые следует обратить внимание перед выбором сварочного аппарата
Важным является рабочий (или заземляющий) зажим , который поставляется вместе со сварочным аппаратом. Зажим должен быть достаточно прочным, чтобы поддерживать стабильность и производительность дуги.
Зажим должен быть достаточно прочным, чтобы поддерживать стабильность и производительность дуги.
Многие недорогие сварочные аппараты поставляются с дешевым рабочим зажимом. Однако это не является большой проблемой, так как зажим легко заменить на более прочный.0075 ЖК-экран , который поможет вам точно установить силу тока. На ЖК-экране также отображаются значения горячего старта и силы дуги, если сварочный аппарат поддерживает эти функции.
Наконец, во время сварки на ЖК-дисплее отображается колебание силы тока в зависимости от того, насколько стабильной может быть длина дуги.
ЖК-экран полезен, но не обязателен.
Каковы наиболее распространенные ошибки при выборе сварочного аппарата?
При выборе сварочного аппарата большинство людей совершают следующие ошибки:
- Выбор слишком низкой силы тока, ограничение размеров стержня или слишком высокая оплата за силу тока, которая никогда не будет использована.
- Выбор недорогого сварочного аппарата с низким OCV и отсутствие возможности использования большинства сварочных электродов.

