Изготовление профнастила: Производство Профнастила как бизнес: оборудование, технология изготовления
Содержание
Изготовление профнастила в Москве и области, цена СтройМонтажСервис-М
Относительно недавно, в начале 2014 года, компания СтройМонтажСервис-М в очередной раз расширила свои производственные мощности, установив линию по изготовлению профнастила. Это решение не только положительно сказалось на себестоимости строительства модульных зданий, на которые устанавливается общая кровля, а это 90% заказов, но и позволило нашему заводу выйти на новый рынок.
Профнастил, являясь широко востребованным материалом в строительной сфере, позволяет дешево и эффективно решать самый различный спектр задач, будь то покрытие сооружений или ограждение территорий. Область применения профлиста не ограничивается кровельными работами и строительством заборов — он так же находит свое применение в качестве несущего материала и устройстве несъемной опалубки. Поэтому его изготовление очень важно для сфер строительства и ремонта.
Линия по производству профнастила
Наше предприятие предлагает продукцию очень высокого качества, ведь мы работаем на современной прокатной линии от Липецкого завода профилегибочного оборудования. Эта компания имеет огромный опыт в области поставки прокатных станов и по праву считается в нашей стране лидером в этой области. Высочайшее качество выпускаемой продукции обеспечивается преимущественными особенностями этих станков:
Эта компания имеет огромный опыт в области поставки прокатных станов и по праву считается в нашей стране лидером в этой области. Высочайшее качество выпускаемой продукции обеспечивается преимущественными особенностями этих станков:
Скорость прокатки до 45 метров в минуту
Такая высокая производительность позволяет выполнять заказы большого объема в сжатые сроки.
Одновременная схема профилирования
В отличие от прокатки клином, одновременное профилирование (что означает, что все клети являются полнопрофильными) позволяет улучшить качество получаемого профиля и избавиться от эффекта «елочки» по краям профиля.
Шпоночное крепление роликов к валам
Шпоночное соединение является легко разборным, что позволяет в случае необходимости за короткое время перенастроить стан под другой профиль.
Минимальный диаметр вала — 100 мм
Этот параметр гарантирует, что при профилировании листа валы не прогибаются в середине, а в это, в свою очередь, позволяет получить профиль без эффекта «недокатанности».

Удобный разматыватель
В отличие от двухопорной конструкции, данный разматыватель не повреждает внутренню поверхность рулона. Кроме того, удобная система настройки под различные внутренние диаметры рулонов позволяет использовать нестандартное сырье, в том числе китайского производства.
Установленная в нашем цеху линия имеет 13 клетей и может катать оцинкованные листы толщиной 0,4 — 0,5 мм (в том числе крашенные) и позволяет получать следующие профили:
Изготовление профнастила на заводе СтройМонтажСервис-М
По-умолчанию наш прокатный стан настроен на изготовление профлиста по нашим собственным техническим условиям ТУ 1120-001-17418347-2013. Разработанный нами профиль приближен к профнастилу С-21, но имеет ряд отличий, которые позволяют снизить себестоимость изготовления продукции при практически идентичных жесткостных характеристиках. Так, наш профлист имеет такую же высоту 21 мм, но иную конфигурацию волн.
Скачать ТУ
Справочные величины по ТУ 1120-001-17418347-2013 на 1 м ширины
При сжатых узких полках
| Толщина материала, мм | Момент инерции Ix, см4 | Момент сопротивления Wx1, см3 | Момент сопротивления Wx2, см3 |
0. 4 4 | 2.92 | 4.36 | 2.04 |
При сжатых широких полках
| Толщина материала, мм | Момент инерции Ix, см4 | Момент сопротивления Wx1, см3 | Момент сопротивления Wx2, см3 |
| 0.4 | 2.09 | 1.89 | 2.09 |
Есть вопросы? Напишите нам!
Производство профнастила и металлопроката в Санкт-Петербурге
Производственная компания ООО «НеоПроф», осуществляет выпуск профнастила на самом современном оборудовании. Предприятие обеспечивает выпуск продукции в строгом соответствии со стандартами качества компании.
Почему качественно и по низкой цене?
- сотрудничество с надежными поставщиками сырья,
- надежное высокоточное оборудование с высокой степенью автоматизации и эффективным энергопотреблением;
- опытные квалифицированные специалисты, социально защищенные и работающие в комфортных условиях;
- многоуровневый контроль качества сырья и готовых изделий, регулярное повышение профессионального мастерства, аттестация сотрудников.

Профнастил Компании ООО «НеоПроф» выгодно отличается тем, что при его производстве в равной степени важен каждый этап. Даже упаковка разработана таким образом, чтобы исключить потерю товарных свойств продукции при транспортировке и хранении.
Оформить заказ на профнастил
Хотите купить профнастил или остались вопросы? Заполните форму и наши специалисты с Вами в ближайшее время!
Процесс производства
Профнастил для забора(кровли ,стеновой, несущий) с завода. Его производство, собственно, не сильно отличается от кровельного профлиста. Разумеется, без определенных особенностей в производстве профнастила здесь не обходится, поскольку материалу нужно задать определенные характеристики.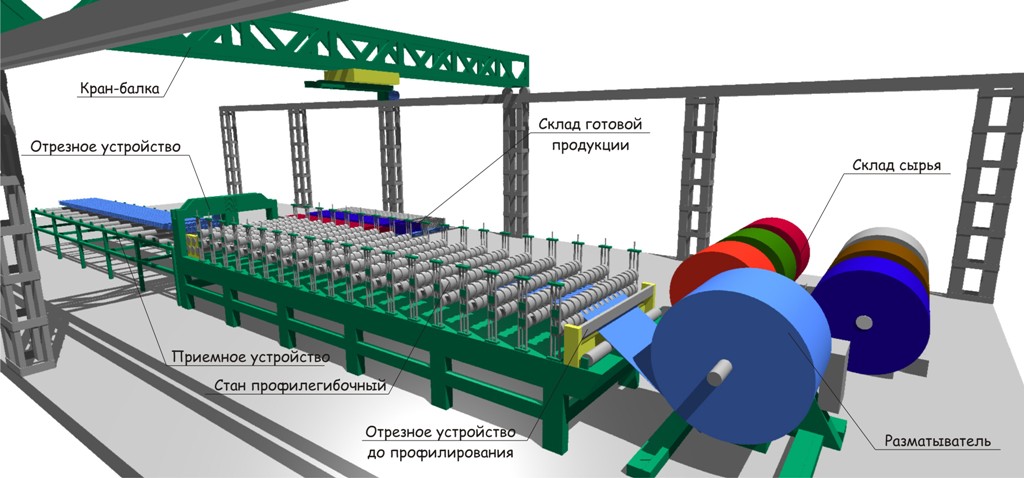 Только так можно будет говорить о том, что это именно профлист для забора от производителя. Чтобы материал подходил для установки забора, он должен обладать соответствующей толщиной стали. При производстве профнистала это обязательно учитывается, поскольку речь идет о вопросе устойчивости и безопасности. Кроме того, профлист для забора от производителя должен также покрываться специальным слоем полимерного покрытия. Во-первых, это придаст профлисту, свойство защиты от коррозии и эстетические преимущества. Все это касается не только заборной разновидности, но и кровельного (стенового, несущего) профлиста от производителя, цена которого примерно соответствует стеновому материалу.
Только так можно будет говорить о том, что это именно профлист для забора от производителя. Чтобы материал подходил для установки забора, он должен обладать соответствующей толщиной стали. При производстве профнистала это обязательно учитывается, поскольку речь идет о вопросе устойчивости и безопасности. Кроме того, профлист для забора от производителя должен также покрываться специальным слоем полимерного покрытия. Во-первых, это придаст профлисту, свойство защиты от коррозии и эстетические преимущества. Все это касается не только заборной разновидности, но и кровельного (стенового, несущего) профлиста от производителя, цена которого примерно соответствует стеновому материалу.
Что касается самого процесса производства материала на заводе профнастила в СПб, то все начинается с рулонной стали, которая распаковывается и проверяется на соответствие стандартам качества. Сталь для профлиста от производителя СПб покрывается указанным слоем полимерного покрытия. Далее оператор, работающий на заводе профнастила в СПб, выставляет необходимые параметры, после чего происходит непосредственное профилирование (придание рифленой формы) и нарезка. Изготовление профлиста закончено. Но это еще не все. Чтобы покупатель смог купить профлист в СПб от производителя и получить доставку, материал также нужно упаковать. Только после этого профлист с завод отправляет к месту назначения, которым является или склад, или магазин, или непосредственный покупатель.
Изготовление профлиста закончено. Но это еще не все. Чтобы покупатель смог купить профлист в СПб от производителя и получить доставку, материал также нужно упаковать. Только после этого профлист с завод отправляет к месту назначения, которым является или склад, или магазин, или непосредственный покупатель.
Как производится гофрокартон — Школа упаковки
Все используют гофроящики. Вам было бы трудно существовать в современном обществе и не иметь с ним какого-либо контакта. Но задумывались ли вы когда-нибудь о том, как они сделаны? Для изготовления коробок из гофрокартона вам понадобятся три основных материала: бумага, пар и клей. Процесс начинается с бумаги.
Бумага используется для изготовления двух основных компонентов гофрированного картона:
Вагонка — используется в качестве внешней облицовки
Рифленая бумага среднего размера, которая прикрепляется к облицовочному картону для производства комбинированного картона в виде непрерывного полотна
Существует несколько вариантов выбора типов и толщин бумаги для гофрированного картона. Убедитесь, что вы определили цели для своей упаковки и тесно сотрудничаете с заводом по производству коробок и/или поставщиком бумаги, чтобы определить характеристики бумаги, необходимые для достижения этих целей.
Убедитесь, что вы определили цели для своей упаковки и тесно сотрудничаете с заводом по производству коробок и/или поставщиком бумаги, чтобы определить характеристики бумаги, необходимые для достижения этих целей.
После того, как у вас есть бумага, фабрике по производству коробок потребуется еще два сырья, чтобы сформировать конструкционный материал, используемый для изготовления различных типов гофроупаковки: пар и клей. Пар жизненно важен для процесса изготовления коробок из гофрированного картона.
Генерация пара – бесценный процесс, начиная от изготовления клея, который кондиционирует слои бумаги, и заканчивая нагревом сосудов под давлением, которые прикрепляют гофрированную среду к вкладышам. Несмотря на то, что сконденсированный пар перерабатывается, стоимость котельного топлива является важным фактором при производстве упаковки. Помимо стоимости, еще одним важным фактором, который следует учитывать, является проблема безопасности в среде с высоким давлением пара.
У вас есть бумага и пар, теперь вам нужен клей — вкладыш должен быть прикреплен к рифленому материалу. Это достигается за счет использования крахмального клея. Как правило, этот клей представляет собой пищевой кукурузный крахмал на водной основе в сочетании с другими добавками. Клей наносится на кончики канавок — вершины рифленой структуры — гофрированного материала, а затем вкладыш соприкасается с кончиками, скрепляя все материалы вместе.
Поскольку мы узнали об ингредиентах, необходимых для изготовления гофрированного картона, давайте посмотрим на оборудование, которое их объединяет, — гофромашину. Эта машина выполняет ряд операций по соединению облицовочного картона и наполнителя в жесткую структуру. Современные гофроагрегаты могут производить комбинированный картон со скоростью 1000 футов в минуту.
Основная схема процесса выглядит следующим образом:
Рулоны бумаги устанавливаются на разматывающие стенды и втягиваются в машину на «мокром конце» гофроагрегата.

Среда обрабатывается теплом и паром, что делает ее более эластичной, поэтому на валках для гофрирования она может быть сформирована в виде гофрированного рисунка.
Валки для гофрирования (зубчатые цилиндры) придают среде волнистую структуру.
Клей наносится на кончики канавок, и первый вкладыш (который также может быть обработан паром и теплом) прижимается к клею на рифленой среде.
Тепло, давление и пар заставляют клей образовывать гель, который создает связь между двумя бумагами. Это называется односторонней паутиной.
Когда доски выходят из секции горячей плиты, они обычно раскатываются или разрезаются на листы подходящего размера, а затем надрезаются для фальцовки.
- Платы
разрезаются по ширине и обрезаются, создавая плоские листы, соответствующие требованиям заказчика к коробке.
Листы извлекаются из гофроагрегата и укладываются в стопку, чтобы дать время для высыхания волокон и отверждения клея.

В процессе производства в бумагу добавляется влага с применением крахмального клея и паровой обработки, а также она удаляется в процессе нагревания и отверждения. Чтобы избежать коробления, эти изменения влажности должны тщательно контролироваться и балансироваться.
Воск или другие химические вещества могут быть добавлены к одной или нескольким бумагам для придания картону уникальных улучшенных свойств.
В некоторых случаях, особенно при упаковке свежих продуктов, гофрокартон подвергается воздействию чрезмерного количества влаги из холодильных и морозильных камер, а также воды из-за клеточного дыхания продуктов.
Имея так много доступных вариантов, важно уделить достаточно времени заранее, чтобы определить лучший гофрокартон для вашего применения. Поговорите со своей командой дизайнеров, а также с командой дистрибьюторов, чтобы узнать, какие возможности гофрокартона принесут вам наибольшую пользу.
Хотите узнать ЕЩЕ БОЛЬШЕ о мире гофроупаковки? Зайдите в нашу библиотеку курсов, где вы найдете наш курс «Гофротара», разработанный для того, чтобы показать вам 360-градусный взгляд на гофропромышленность.
Понравилась статья?
Поделиться на Facebook
Поделиться на Twitter
Поделиться на Pinterest
Оставить комментарий
Как производят гофрированный картон? Полный процесс производства
Добро пожаловать в HIC Machinery CO. Гофрокартон, где мы производим и продаем гофрированные автоматические установки для 3-слойного и 5-слойного гофрированного картона и широкий спектр специализированных упаковочных машин для гофрокартона. Сегодня мы хотели бы продемонстрировать, как мы делаем нашу продукцию. Основным материалом гофрированного картона являются сорта тарного картона, бумажный вкладыш, который становится плоской облицовкой картона, в основном изготавливается из длинных волокон хвойных деревьев, формат носителя, который становится рифленым средним слоем гофрокартона, в основном изготавливается из более короткого волокна лиственных пород. В этой статье мы знаем полный обзор процесса производства гофрокартона от начала до конца КАК ПРОИЗВОДИТ ГОФРИРОВАННЫЙ КАРТОН?
В этой статье мы знаем полный обзор процесса производства гофрокартона от начала до конца КАК ПРОИЗВОДИТ ГОФРИРОВАННЫЙ КАРТОН?
Посмотреть эту публикацию в Instagram
Сообщение, опубликованное HIC Machinery Co. (@hic_machinery)
КАК ПРОИЗВОДИТСЯ ГОФРИРОВАННЫЙ КАРТОН? | Первый этап производства гофрированного картона
Первый этап производства гофрированного картона происходит на машине, известной как однофазная. Одинарный фазер сочетает в себе подкладку и среду для создания полотна с одной лицевой стороной. Для этого среда пропускается через набор валков для гофрирования при высокой температуре и давлении, чтобы сформировать канавки, которые дают гофрокартон.
Атрибуты производительности, необходимые для готовой упаковки.
Прочность на растяжение и амортизирующая способность Каждая пара валков для гофрирования изготавливается с заданными канавками и профилем, чтобы обеспечить эксплуатационные характеристики, необходимые для готового упаковочного изделия. После нанесения клея на основе кукурузного крахмала на кончики канавок с помощью клеевого валика подкладка приводится в контакт с гофрированной средой с помощью прижимного валика, который поворачивается против дозирующего валика, чтобы контролировать надлежащее количество клея, подаваемого на валик. наконечники флейты.
После нанесения клея на основе кукурузного крахмала на кончики канавок с помощью клеевого валика подкладка приводится в контакт с гофрированной средой с помощью прижимного валика, который поворачивается против дозирующего валика, чтобы контролировать надлежащее количество клея, подаваемого на валик. наконечники флейты.
Крайне важно, чтобы к валкам для гофрирования применялось правильное давление, а также чтобы клей достиг идеальной температуры и надежности для образования прочной связи между вкладышем и рифленым материалом; эта комбинация известна как односторонняя сеть. Затем полотно выходит из одинарного фазера и поднимается к мосту, по которому полотно транспортируется к блоку двойного клея.
Двойная подложка : Гофрированная подложка и гофрированный наполнитель
Подложка с обеих сторон Подкладка и гофрированный наполнитель подаются в одиночный фазер с противоположных сторон через пару роликовых клетей, соединенных устройством, известным как сплайсер.
Сварочный аппарат позволяет машине переключаться с одного рулона на другой без остановки, когда рулон израсходован или когда требуется изменить сорт бумаги или ширину, поскольку рулон разматывается и направляется к однофазному устройству.
Бумага наматывается на нагретые валы или подогреватели, которые нагревают бумагу до температуры, необходимой для процесса гофрирования. Оберточные рычаги регулируют количество времени, в течение которого бумага подвергается воздействию тепла, что позволяет в некоторой степени контролировать повышение или понижение температуры бумаги.
Single Facer Web : Экспортер и поставщик гофрированного листа | КАК ПРОИЗВОДИТ ГОФРИРОВАННЫЙ КАРТОН?
Одностороннее полотно пытаются поднять и отвести от одиночного фазера с помощью наклонных ремней. Полотно складывается фестонами по длине перемычки, пока не войдет в концевую часть перемычки, относящуюся к тройному штабелю.
Это необходимо для того, чтобы одностороннее полотно затвердевало с прочным соединением, чтобы целостность структуры желоба не нарушалась при изготовлении двойных стеновых панелей. Оба однофазных устройства на гофроагрегате работают, подавая два односторонних полотна к мосту. для сборки на двойном клеевом агрегате.
Оба однофазных устройства на гофроагрегате работают, подавая два односторонних полотна к мосту. для сборки на двойном клеевом агрегате.
Устройство двойного склеивания
Одностороннее полотно пропускается через нагретые валки в машину, известную как устройство двойного склеивания, которая наносит клей на основе кукурузного крахмала на кончики гофров. Подложка, которая станет внешней облицовкой гофрокартона, продевается через нагретые валки в нижней части тройного штабеля.
Наружная или двусторонняя обшивка для фасадов и крыш
Когда плита втягивается в двойную подложку, внешняя или двусторонняя обшивка приклеивается к односторонней стенке. Верхний и нижний ремни в двойной подложке протягивают плиту через машину, а двойная подложка имеет ряд нагреваемых пластин, которые продолжают передавать тепло плите для отверждения клеевого соединения. Ремни в двойной подложке протягивают доску через влажный конец гофроагрегата и подталкивают ее к сухому концу.
Роль Слиттера партитура | КАК ПРОИЗВОДИТ ГОФРИРОВАННЫЙ КАРТОН?
После прохождения через двойную подложку комбинированная плита надрезается, надрезается и разрезается в соответствии со спецификациями отделки. Затем он проходит через ножницы, которые разрезают доску пополам, чтобы можно было корректировать порядок, а затем в продольно-резательный станок, который разрезает доску до нужной ширины и, при необходимости, размещает насечки в доске до требуемых размеров. В этой современной оценке продольной резки показаны две независимые части оценки продольной резки. Пока одна часть готовится к следующему заказу, другая работает.
Затем он проходит через ножницы, которые разрезают доску пополам, чтобы можно было корректировать порядок, а затем в продольно-резательный станок, который разрезает доску до нужной ширины и, при необходимости, размещает насечки в доске до требуемых размеров. В этой современной оценке продольной резки показаны две независимые части оценки продольной резки. Пока одна часть готовится к следующему заказу, другая работает.
Когда приходит время менять заказы, ножницы разрезают доску пополам, чтобы образовалось небольшое пространство, которое позволяет секциям продольной резки опускаться или подниматься с траектории доски, позволяя доске выровняться между верхним и нижним валами, где биговальная и режущая головки прикрепляются к скорости после того, как доска проскальзывает и забивается.
Часть отрезного ножа
Продолжает движение, пока не достигнет отрезного ножа. Отрезной нож отрезает окончательный гофрированный лист точно по требуемому размеру. Верхний и нижний нож можно найти на большинстве машин для гофрирования. Таким образом, два разных заказа могут быть объединены для печати на бумаге одинаковой ширины и сорта. Имеются выходные колеса, которые выбрасывают отрезанные листы на одноленточные конвейеры.
Таким образом, два разных заказа могут быть объединены для печати на бумаге одинаковой ширины и сорта. Имеются выходные колеса, которые выбрасывают отрезанные листы на одноленточные конвейеры.
Платформы укладчика гофроагрегата накапливают листы в отсеках укладчика. Листы укладываются в штабели, а затем выгружаются на движущиеся ленты, чтобы операторы штабелеукладчиков проверяли качество и готовились к обвязке и отгрузке. Конверсионные машины превращают гофрированные листы в коробки.
Машины для печати и брендирования | Ротационные высекальные машины и флексо-склеивающие машины
Эти машины печатают рисунки и логотипы на коробках и обрезают их до нужного размера в соответствии с их назначением. Машины делятся на две категории. флексографские фальцевально-склеивающие машины и ротационные высекальные машины Когда коробка готова, флексографическая машина склеивает и складывает ее, а ротационная высекальная машина уходит.
Неклееные и плоские коробки для высечки, такие как коробки для пиццы, часто формуются вручную или обертываются вокруг продукта и прикрепляются к оборудованию клиента. Ротационная высекальная машина также может изготавливать множество коробок из каждого листа, в то время как флексографская машина уступает.
Ротационная высекальная машина также может изготавливать множество коробок из каждого листа, в то время как флексографская машина уступает.
Лазеры и оптические датчики | КАК ПРОИЗВОДИТ ГОФРИРОВАННЫЙ КАРТОН?
Материал передается в каждый обрабатывающий центр на подающий конвейер с помощью серии лазеров и оптических датчиков, называемых фотоглазами, а также посредством связи между системой управления запасами и планированием производства в режиме реального времени. Автоматические передаточные тележки обеспечивают подачу гофрированного листа на каждую машину. Каждая стопка разбивается на более мелкие секции, называемые блоками, и по отдельности укладывается на стол подачи.
Листы подаются через серию подающих роликов, которые работают в тандеме с подающими роликами, чтобы вставить лист в машину. Подающие ролики изготовлены из мягкого материала по твердости, чтобы не сдавливать доску. Поддержание толщины или толщины доски имеет решающее значение для общей прочности доски в торцевой коробке, переносимой системой вакуумной транспортировки.
Дизайн и брендинг печатаются
Лист проходит через несколько печатных секций на ротационной высекальной машине дизайн и брендинг печатаются на нижней части гофрированного листа после того, как материал проходит через секцию печати достигает ротационных высекальных прессов, для каждого типа коробок, которые производит фабрика, существуют различные высекальные прессы.
Резаки Секция
Резаки состоят из двух полуцилиндров со встроенными в них металлическими лезвиями, а также секций из поролона для выброса обрезков отрезанной доски. Лом улавливается и перерабатывается обратно на бумажную фабрику для будущего производства рулонного проката. Скруббер — это следующая секция, которая удаляет все оставшиеся незакрепленные вырезы и шероховатые края на разрезанных листах. Затем листы снова укладываются гонтом, чтобы замедлить их движение по мере приближения к укладчику.
Затем листы снова укладываются гонтом, чтобы замедлить их движение по мере приближения к укладчику.
Если нарезанные листы слишком сильно ударяются о укладчик. Платформы укладчика собирают листы в стопки, которые затем выгружаются на движущиеся ленты, чтобы операторы укладчика проверяли качество и готовили листы к обвязке и отправке. Процесс флексографии начинается так же, как и в ротационной высекальной машине, с того, что материал помещается на конвейер с помощью тележки с автоматической системой перемещения. Каждая стопка разбивается на блоки в этой флексографической машине. Печать производится на верхней части листа.
Материал перемещается в устройство предварительной подачи
В результате материал должен быть перевернут и перемещен в устройство предварительной подачи. Эта автоматизация устраняет необходимость инверсии вручную, когда стеки перевернуты. Затем листы укладываются и подаются на подающую платформу, где подающие ролики подают лист в машину. Печатные формы располагаются на цилиндре, а краска наносится на печатную форму через красочную систему.
Эта машина также использует ротационную высечку для переноса чернил на картон, когда они проходят через машину. Однако, в отличие от только ротационного резака, который может изготавливать много коробок на листе, он производит только одну коробку на листе. Отходы улавливаются и перерабатываются для будущего рулонного материала на флексографской машине, а машинный клей наносится для подготовки к фальцеванию.
Высокоскоростная система обнаружения, называемая четким зрением
Каждая коробка контролируется на предмет нанесения клея и измерения зазоров с использованием высокоскоростного метода обнаружения, называемого четким зрением. Высокоскоростная камера размещается в месте нанесения клея для определения количества и толщины клеевых линий, а также размеров прорезей в передней и задней части каждой коробки. Эти измерения сравниваются с разработанным стандартом, чтобы предсказать, будет ли производиться бракованная коробка, когда она проходит через машину.
Любая коробка, не соответствующая техническим требованиям, будет покрыта УФ-покрытием, а дно пачки будет опрыскано по мере того, как пачка будет двигаться вниз.
