Изготовление сварной балки: Изготовление сварной балки
Содержание
Сварные балки на заказ от завода изготовителя
Геометрические и эксплуатационные характеристики сварных двутавровых балок, позволяют им выдерживать большие нагрузки. Что расширило сферы их применения:
- в строительстве зданий, заводских цехов, производственных комплексов, ангаров;
- в машиностроении;
- в судостроительной отрасли.
Они незаменимы для создания:
- обрешетки несущих металлоконструкций;
- в качестве межэтажных перекрытий;
- стоек;
- эстакад;
- подвесных путей;
- опорных сооружений;
- многопролётных конструкций;
Производственные мощности завода металлоконструкций ориентированы, как на мелкосерийное, так и на крупносерийное производство металлических балок (сварных двутавров).
Этапы производства сварной двутавровой балки
1. Заготовка.
Металлический лист при помощи термической резки делится на отрезки необходимого размера. Одновременно можно изготовить несколько таких полос. При этом скорость резки составляет 1 м/мин.
Одновременно можно изготовить несколько таких полос. При этом скорость резки составляет 1 м/мин.
2. Обработка кромки.
Края получившихся металлических полос обрабатываются на фрезере, для того чтобы потом эти кромки лучше сваривались друг с другом.
3. Монтирование заготовки.
На этом этапе большое внимание уделяется симметричности расположения стенки и полок и их взаимной перпендикулярности. При единичном производстве монтаж происходит на специальном стеллаже с зажимами. Применение для сборки автоматизированных станков позволяет значительно уменьшить время и снизить себестоимость производства.
Использование сборочных станков – гарантия высокого уровня надежности отдельного механизма и готового изделия в целом. Станки с прижимным гидравлическим механизмом более эффективны, так как не нужно тратить время для того чтобы закрепить или открепить прижимные винты.
Монтаж сварной балки происходит в 2 этапа:
- собрать профиль в форме буквы Т;
- переворачивание его на 180 градусов.

4. Методика сварки двутавровой балки.
Для сварки двутавровой балки используются автоматизированные сварочные аппараты с защитным слоем флюса. Последовательность и виды швов могут быть самыми разными.
Защита от коррозии
Для продления срока службы сварных балок и сохранения эстетического вида металлоконструкций на выбор предлагается защита:
- цинконаполнение лакокарочными материалами;
- горячее цинкование;
- покрытие порошковыми красками.
Преимущества заказа на заводе
- Производство сварных балок по индивидуальным проектам заказчика и чертежам, созданными сотрудниками проектных институтов и конструкторских бюро – это главное преимущество нашей компании.
- Изготовление металлических балок нестандартных форм. Завод принимает заказы на изготовление металлоконструкций нестандартных форм и размеров.
- Собственная разработка чертежей КМД.
 Специалисты завода по предоставленным проектам, изготовят детализированные чертежи (сборочные чертежи и монтажные чертежи). После чего передадут их на производственный участок.
Специалисты завода по предоставленным проектам, изготовят детализированные чертежи (сборочные чертежи и монтажные чертежи). После чего передадут их на производственный участок. - Современное производство. Производственная база завода оснащена по последнему слову техники, что дает возможность использовать различные методы обработки при изготовлении сварных балок.
Сделать заказ
При наличии готового проекта Вы можете обратиться к менеджерам завода в Кирове, для оформления заказа на изготовление металлоконструкции.
В случае, если у вас нет проекта, а потребность в металлических балках есть – мы разработаем проект для Вас и передадим его на производственный участок для дальнейшего изготовления.
Изготовление Сварной Балки на Заводе. Производство Сварной Балки в Москве.
Наш завод предлагает широкий ассортимент металлопроката собственного производства по выгодным ценам. Мы изготавливаем свою продукцию из высококачественного сырья на оборудовании последнего поколения по современным технологиям. В том числе у нас можно заказать изготовление сварных балок типов К, Ш и Б. Мы гарантируем заказчикам полное соответствие изделий стандартам ГОСТ 26020-83, а также СТО АСЧМ 20-93. Перед отправкой клиенту партия проходит обязательный строгий контроль качества и проверяется на химический состав. Мы производим сварные балки большими объемами, что позволяет нашей компании брать крупные заказы, не боясь несоблюдения сроков поставки.
В том числе у нас можно заказать изготовление сварных балок типов К, Ш и Б. Мы гарантируем заказчикам полное соответствие изделий стандартам ГОСТ 26020-83, а также СТО АСЧМ 20-93. Перед отправкой клиенту партия проходит обязательный строгий контроль качества и проверяется на химический состав. Мы производим сварные балки большими объемами, что позволяет нашей компании брать крупные заказы, не боясь несоблюдения сроков поставки.
Особенности сварных балок
Сварная балка представляет собой соединенные между собой при помощи сварки конструкции из стали.
Металлопрокат данного типа активно применяется в строительной сфере. Благодаря применению сварных балок возводятся удивительно прочные конструкции высокой грузоподъемности. Более того, применение такого строительного материала позволяет значительно сокращать сроки строительства, что особенно важно в современных условиях.
Преимущества двутавровых балок:
-
простота транспортировки
-
изделие выдерживает высокие нагрузки во всех направлениях
-
удобство хранения
-
сравнительно небольшой вес
-
крутящий момент сведен к нулю за счет жесткости конструкции
-
простота монтажа, обусловленная возможностью использования газосварки и электродуговой сварки
-
изготовление на заказ по индивидуальным размерам
-
устойчивость к механическим воздействиям
Все эти достоинства дают возможность широко применять двутавровые балки в строительстве самых разнообразных объектов:
-
мосты
-
акведуки
-
железобетонные перекрытия
-
эстакады
-
подземные тоннели
-
пролеты большой длины между промышленными цехами
-
строительные площадки
-
крупные торгово-развлекательные центры
-
метро
-
ангары
-
шахты
-
грузовые платформы
-
котлованы
-
стадионы
В принципе, какой бы строительный объект вы не рассматривали, можно с уверенностью сказать, что при его возведении были использованы сварные двутавровые балки.
Изготовление сварных двутавровых балок
Техническое оснащение позволяет нам изготавливать как типовые сварные двутавровые балки, размеры которых стандартизированы, так и изделия с индивидуальными параметрами. При оформлении заказа вы предоставляете нам чертеж, и мы поставляем вам балки, в точности соответствующие размерам, указанным в проекте.
Методика производства изделий данного типа используется на металлообрабатывающих заводах достаточно давно и является хорошо отработанной. Технологический процесс состоит из следующих этапов:
-
создание заготовки с использованием чертежа
Компания “Металлоконструкции МСК” располагает оборудованием термической резки, осуществляющим раскрой металлических листов необходимой толщины в точном соответствии с заданным размерами. В результате получаются детали, которые называются штрипсами. Такой штрипс должен иметь длину и ширину, указанные в чертеже. Мы используем станки ЧПУ, позволяющие производить одновременный раскрой металлического листа несколькими резаками.
Мы используем станки ЧПУ, позволяющие производить одновременный раскрой металлического листа несколькими резаками.
2. фрезеровочные работы
Обработка детали данным методом производится на специальном кромкофрезерном станке. Такая обработка кромок дает возможность обеспечить хорошую провариваемость полок балки двутаврового сечения и ее стенок.
3. сборка
На этом этапе происходит монтаж деталей двутавровой балки. В нашем цеху мы используем особые сборочные приспособления с гидравлическими прижимными механизмами, это повышает производительность в два-три раза в сравнении с ручной сборкой. Такой важный момент, как обеспечение симметричности и взаимной перпендикулярности составных элементов, осуществляется на нашем предприятии под особым контролем. В начале собирается та часть балки, которая образует Т-образный профиль. После чего заготовку переворачивают на 180 градусов и доукомплектовывают ее второй полкой.
4. непосредственно сварочные работы
5. правка конструктивных элементов готового изделия
Неизбежное повышение температуры изделия при сварочных работах вызывает деформацию. В случае с двутавровыми балками можно говорить о так называемом “эффекте грибовидности”, при котором нарушается геометрия полок. Для исправления формы изделия, его прокатывают через ролики специального стана.
Преимущества сотрудничества с нами
Почему стоит заказывать изготовление сварных двутавровых балок именно в нашей компании?
-
благодаря использованию качественного металлопроката нашего собственного производства и строгому соблюдению методики, мы гарантируем отсутствие брака
-
сниженная металлоемкость
-
благодаря автоматизации производства мы на 100% уверены в высоком качестве своей продукции (по запросу заказчика предоставляем документальное подтверждение)
-
принимаем заказы на изготовление балок любых параметров по чертежам клиента
-
строгое соблюдение сроков поставок
Для того, чтобы оформить заказ на изготовление и поставку двутавровых балок, связывайтесь с нашими менеджерами. Мы практикуем индивидуальный подход к каждому заказчику, работаем на взаимовыгодных условиях.
Мы практикуем индивидуальный подход к каждому заказчику, работаем на взаимовыгодных условиях.
Полевая или цеховая: какой процесс сварки лучше всего подходит для изготовления металлоконструкций?
Производители металлоконструкций сталкиваются с трудностями на каждой работе: от составления точных предложений для поддержания своей конкурентоспособности до соблюдения сроков проекта и требований кодекса, прохождения проверок и эффективного обучения операторов. Выбор наилучшего сварочного процесса и присадочного металла для сварки конструкционной стали имеет ключевое значение, независимо от того, является ли приложение мостом, зданием или другим подобным проектом. Это помогает гарантировать, что изготовители достигают наибольшей эффективности и наилучшего качества в своих операциях. Во-первых, подумайте, будет ли сварка конструкционной стали производиться в помещении цеха или на открытом воздухе в полевых условиях, так как один только этот фактор либо вводит, либо устраняет множество элементов, включая ветер, враг защитного газа, и сварочные процессы, которые зависят от Это.
Процессы дуговой сварки стержнем и дуговой сварки с самозащитной проволокой (FCAW-S) чаще всего используются для сварки конструкционных сталей в полевых условиях, в то время как дуговая сварка в среде защитного газа с флюсовой проволокой (FCAW-G) и дуговая сварка под флюсом ( SAW) используются для сварки конструкционной стали внутри помещений. Сварка МИГ сплошной и металлопорошковой проволокой также применяется в цеху, но не так широко, как FCAW-G. Производители должны взвесить все за и против этих процессов сварки и выбрать вариант, который лучше всего подходит для их применения. Например, для полевых работ выберите между портативностью и простотой сварки электродом и производительностью FCAW-S. При сварке в цеху необходимо учитывать гибкость сварки FCAW-G, чистоту сварки MIG (сплошной или с металлическим сердечником) или производительность сварки под флюсом.
ПРИПОЛНИТЕЛЬНЫЕ МЕТАЛЛЫ И ПРОЦЕССЫ ДЛЯ ПРИМЕНЕНИЯ В ПОЛЕВЫХ УСЛОВИЯХ
Хотя операторы часто используют электродуговую сварку для наружных работ, переход на FCAW-S может значительно повысить производительность. Сварка стержнем — это знакомый процесс, который является более портативным, поэтому сварщики часто предпочитают его, особенно если приложение требует от них много перемещений. Но он также заведомо медленный из-за частых переключений палочки электр
Сварка стержнем — это знакомый процесс, который является более портативным, поэтому сварщики часто предпочитают его, особенно если приложение требует от них много перемещений. Но он также заведомо медленный из-за частых переключений палочки электр
(электроды расходуются примерно каждые 12 дюймов и должны быть заменены). Вот почему, когда в полевых условиях выполняется большое количество сварных швов в одном месте, несколько больших и/или многопроходных сварных швов, переход на проволоку FCAW-S может быть гораздо более продуктивным.
В конце концов, выбор правильного процесса для применения в полевых условиях зависит от того, сколько времени будет потрачено на сварку по сравнению с тем, сколько времени будет потрачено на перемещение. Если оператор в основном неподвижен во время работы вне помещений, следует рассмотреть возможность использования FCAW-S для повышения производительности. Если нет, возможно, будет разумнее остаться с процессом сварки палочкой. Если требуется изменение процесса сварки, изготовителю может потребоваться переквалифицировать процедуры сварки для применения.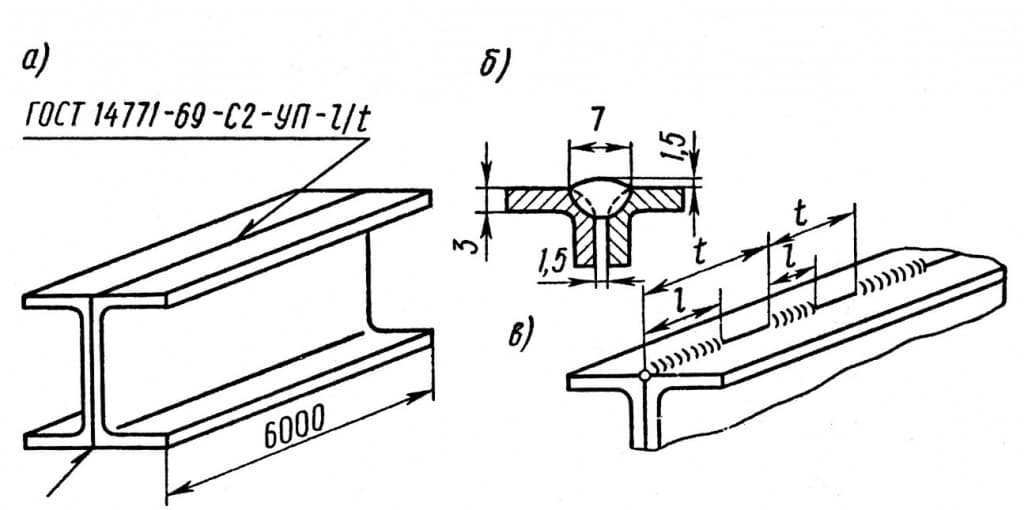 Хотя это требует времени и усилий, это может быть оправдано, учитывая долгосрочную экономию средств за счет повышения производительности. При сварке конструкций обычно используются «предварительно квалифицированные» процедуры сварки, которые требуют гораздо меньшего количества испытаний, сводя к минимуму это потенциальное препятствие.
Хотя это требует времени и усилий, это может быть оправдано, учитывая долгосрочную экономию средств за счет повышения производительности. При сварке конструкций обычно используются «предварительно квалифицированные» процедуры сварки, которые требуют гораздо меньшего количества испытаний, сводя к минимуму это потенциальное препятствие.
В некоторых случаях может оказаться наиболее эффективным квалифицировать и использовать в одной и той же работе как электродуговую сварку, так и FCAW-S. В областях, где требуется минимальная сварка, можно использовать электродуговую сварку, чтобы воспользоваться преимуществами портативности, а тяжелые области сварки оставить для FCAW-S, где процесс сварки будет более производительным. Другие соображения включают:
- Уровни водорода : Большинство Американского общества сварщиков (AWS; Майами, Флорида) 7018 штучных электродов, которые являются наиболее широко используемыми, имеют низкий уровень диффузионного водорода (обычно 4 мл на 100 г или h5) .
 Провода FCAW-S имеют класс H8 (8 мл на 100 г) или выше; h5 недоступен.
Провода FCAW-S имеют класс H8 (8 мл на 100 г) или выше; h5 недоступен. - Источники питания : FCAW-S следует использовать с источником постоянного напряжения (CV). В зависимости от классификации провода может потребоваться полярность DCEN или DCEP. DCEN более распространен, но не используется для всех проводов FCAW-S. Во многих случаях оператор может уже иметь многопроцессорную машину с такими настройками. В противном случае необходимо приобрести источник питания с постоянным напряжением.
- Обучение : Провода FCAW-S имеют различные характеристики и эксплуатационные требования в зависимости от классификации AWS (типа провода), включая конкретные настройки напряжения и вылета (удлинение электрода). Эти проволоки также требуют использования определенных углов горелки и скорости перемещения для достижения наилучшего качества сварки. Обучение сварщиков без опыта работы с FCAW имеет важное значение.
ПРИПОЛНИТЕЛЬНЫЕ МЕТАЛЛЫ И ПРОЦЕССЫ ДЛЯ ПРИМЕНЕНИЯ В МАСТЕРСКИХ
Для применения в цехах конструкционной стали широко распространена проволока FCAW-G из-за ее простоты использования и возможности использования во всех положениях. Эти функции делают его пригодным для использования сварщиками с разным уровнем квалификации. Эти дуги обычно имеют очень большие окна параметров, в которых они работают очень хорошо, и они очень терпимы к неправильной или непоследовательной технике. Проволока FCAW-G также может использоваться для сварки в более грязных условиях основного металла, таких как прокатная окалина, присутствующая на горячекатаной стали, что является обычным явлением при изготовлении конструкций. Наконец, эти проволоки способны к высокой скорости осаждения. Однако дополнительные действия, связанные с процессом, могут снизить общую производительность. Проволока FCAW-G образует шлак, который необходимо удалять между проходами и после сварки. Этот шлак может легко накапливаться в цехе, оборудовании и приспособлениях, что приводит к дополнительной очистке.
Эти функции делают его пригодным для использования сварщиками с разным уровнем квалификации. Эти дуги обычно имеют очень большие окна параметров, в которых они работают очень хорошо, и они очень терпимы к неправильной или непоследовательной технике. Проволока FCAW-G также может использоваться для сварки в более грязных условиях основного металла, таких как прокатная окалина, присутствующая на горячекатаной стали, что является обычным явлением при изготовлении конструкций. Наконец, эти проволоки способны к высокой скорости осаждения. Однако дополнительные действия, связанные с процессом, могут снизить общую производительность. Проволока FCAW-G образует шлак, который необходимо удалять между проходами и после сварки. Этот шлак может легко накапливаться в цехе, оборудовании и приспособлениях, что приводит к дополнительной очистке.
В некоторых сварочных работах вместо сварки FCAW-G можно использовать сварку MIG, которая может исключить операции, не добавляющие ценности в цехе. Поскольку при сварке MIG не образуется шлак, послесварочные операции, такие как шлифовка или снятие стружки, не требуются, что экономит труд, время и деньги. У MIG есть некоторые недостатки по сравнению с FCAW-G. Его не так легко использовать или прощать сварщику, и его труднее и медленнее сваривать в нерабочем положении. Он также менее пригоден для сварки через прокатную окалину.
У MIG есть некоторые недостатки по сравнению с FCAW-G. Его не так легко использовать или прощать сварщику, и его труднее и медленнее сваривать в нерабочем положении. Он также менее пригоден для сварки через прокатную окалину.
Присадочные металлы, доступные для сварки MIG, включают сплошную проволоку и проволоку с металлическим сердечником (или композитную). Проволока с металлическим сердечником устраняет некоторые из перечисленных выше недостатков. Они менее требовательны к технике сварщика, что упрощает их использование. Эта особенность является результатом широкой и очень жидкой сварочной ванны, характерной для этих проволок. Металлопорошковая проволока также работает в более широком диапазоне параметров, что упрощает настройку источника питания для сварщиков. Наконец, эти проволоки содержат более высокие уровни раскислителей (чистящих элементов), что позволяет им лучше работать с прокатной окалиной или грязным основным металлом.
Процесс SAW используется для максимизации производительности при сварке конструкционной стали в цеху, где требуются длинные, непрерывные и, возможно, многопроходные сварные швы, например, на двутавровых балках. Хотя SAW требует больших первоначальных капиталовложений, он также обеспечивает самые высокие показатели производительности. Инвестиции могут быстро окупиться, если структурное приложение требует много времени на дугу. SAW также может использовать сплошную или металлическую проволоку. Трубчатая конструкция проволоки с металлическим сердечником обеспечивает более высокую скорость наплавки при той же силе тока, что и у сплошной проволоки, увеличивая скорость перемещения для получения сварного шва того же размера. Это, в свою очередь, повышает производительность и снижает тепловложение, что может свести к минимуму потребность в дорогостоящих операциях правки.
Хотя SAW требует больших первоначальных капиталовложений, он также обеспечивает самые высокие показатели производительности. Инвестиции могут быстро окупиться, если структурное приложение требует много времени на дугу. SAW также может использовать сплошную или металлическую проволоку. Трубчатая конструкция проволоки с металлическим сердечником обеспечивает более высокую скорость наплавки при той же силе тока, что и у сплошной проволоки, увеличивая скорость перемещения для получения сварного шва того же размера. Это, в свою очередь, повышает производительность и снижает тепловложение, что может свести к минимуму потребность в дорогостоящих операциях правки.
Например, сплошная проволока под флюсом диаметром 1/8 дюйма, используемая при скорости подачи проволоки 100 (wfs) и напряжении 30 вольт, приведет к силе тока 650 ампер и перемещению со скоростью 22 дюйма в минуту для получения определенного размера сварного шва «X», в то время как 1 /8 в металлопорошковой проволоке, используемой при силе тока 650 ампер, потребуется 150 wfs, 30 вольт и скорость 27,5 дюймов в минуту для получения сварного шва того же размера, что и «X». Это означает, что процесс под флюсом с использованием проволоки с металлическим сердечником увеличил скорость перемещения на 25 процентов и уменьшил тепловложение на 25 процентов. Для сценария сварки конструкционной стали такое повышение производительности сварки наряду со снижением подводимого тепла, которое может свести к минимуму операции после сварки, может привести к значительной экономии. Поскольку трудозатраты составляют самую большую часть затрат при любой сварочной операции, даже небольшое сокращение времени цикла может обеспечить огромную экономию в долгосрочной перспективе. Это может происходить за счет увеличения скорости наплавки, что сократит время, затрачиваемое на сварку, или за счет сокращения/устранения операций, не связанных со сваркой, таких как шлифовка, очистка после сварки, правка балок и т. д.
Это означает, что процесс под флюсом с использованием проволоки с металлическим сердечником увеличил скорость перемещения на 25 процентов и уменьшил тепловложение на 25 процентов. Для сценария сварки конструкционной стали такое повышение производительности сварки наряду со снижением подводимого тепла, которое может свести к минимуму операции после сварки, может привести к значительной экономии. Поскольку трудозатраты составляют самую большую часть затрат при любой сварочной операции, даже небольшое сокращение времени цикла может обеспечить огромную экономию в долгосрочной перспективе. Это может происходить за счет увеличения скорости наплавки, что сократит время, затрачиваемое на сварку, или за счет сокращения/устранения операций, не связанных со сваркой, таких как шлифовка, очистка после сварки, правка балок и т. д.
ЗАКЛЮЧИТЕЛЬНЫЕ МЫСЛИ
В любом случае качество, производительность и экономия затрат имеют решающее значение для эффективной и рентабельной сварки. Сварка конструкционной стали, будь то в полевых условиях или в цеху, требует одинаковой осторожности и внимания. Чтобы добиться наилучших результатов, производители должны спросить себя: «Правильно ли я использую процесс?» Если существуют возможности для улучшения или возникли проблемы, возможно, стоит рассмотреть новый присадочный металл и процесс для работы.
Сварка конструкционной стали, будь то в полевых условиях или в цеху, требует одинаковой осторожности и внимания. Чтобы добиться наилучших результатов, производители должны спросить себя: «Правильно ли я использую процесс?» Если существуют возможности для улучшения или возникли проблемы, возможно, стоит рассмотреть новый присадочный металл и процесс для работы.
Подпишитесь, чтобы узнавать о последних новостях в области производства.
Calendar & Events
CMTS of Canada
30 сентября — 3 октября 2013 г.
Mississauga, Canada
Westec 2013
15 — 17 октября 2013
Los Angeles, CA
South -Tec
Los Angeles, CA
9005
. 29–31 ноября 2013 г.
Гринвилл, Южная Каролина
FABTECH
18–21 ноября 2013 г.
McCormick Place – Чикаго, Иллинойс
PCD Tool Manufacturing
20 ноября 2013 г.
United Grinding North America – Fredricksburg, VA
Краткое руководство по изготовлению металлоконструкций
Что такое изготовление металлоконструкций?
Производители металлоконструкций создают и проектируют стальные каркасные здания, конструкции, компоненты и различные другие продукты из сырья. В производстве стали задействовано множество процессов, и люди, участвующие в этих процессах, обладают обширными знаниями, навыками и опытом работы со свойствами стали.
В производстве стали задействовано множество процессов, и люди, участвующие в этих процессах, обладают обширными знаниями, навыками и опытом работы со свойствами стали.
Специалист по изготовлению стали сможет продемонстрировать понимание производственных чертежей, предоставленных дизайнерами, и преобразовать их в хорошо продуманные конструкции. Эти конструкции и продукты должны быть изготовлены с предельной точностью и сложностью, если они должны быть поставлены.
Все местные поставщики стали, зарегистрированные в Buy A Beam, проверены и одобрены CE для поставки изделий из конструкционной стали.
Процессы производства стали
Итак, теперь, когда вы знаете, что такое производство стали, важно понимать общие процессы, связанные с проектом изготовления.
Производство металлов включает создание металлических конструкций путем резки, штамповки и сборки плоских стальных листов. Сталь можно разрезать, сгибать или растягивать практически в любую форму, когда она достаточно горячая, что делает ее невероятно податливой для создания индивидуальных дизайнов.
Ниже показано, что входит в процесс производства стали.
Резка
Изготовители используют различные типы машин для резки стальных профилей , швеллеров или пластин до определенных размеров и размеров. Как правило, наиболее распространенным методом резки является резка, хотя можно использовать ленточные пилы, горелки или оборудование для лазерной резки.
Сварка
Сварка стали — это процесс гибки и соединения нескольких секций конструкционной стали вместе, образующих единое целое. Существуют различные виды сварки, в том числе TIG, MIG или дуговая сварка вольфрамовым электродом.
Дробеструйная обработка
Дробеструйная обработка стали
проводится для удаления любых загрязнений из стальных каналов , профилей или уголков, чтобы подготовить их к другим производственным процессам.
Гибка
Здания со стальным каркасом и другие конструкции, изготовленные по индивидуальному заказу, требуют сложных и детализированных стальных компонентов.
 Квалифицированная компания по производству стали будет использовать методы гибки и прокатки для создания кривых форм.
Квалифицированная компания по производству стали будет использовать методы гибки и прокатки для создания кривых форм.Формование
Процесс формовки заключается в том, что плоский листовой металл формуется в трехмерные формы. Это делается путем приложения силы для изменения его формы, но без добавления или удаления какого-либо материала. Машинное формование может выполняться вместе со сваркой стали для производства более крупных и длинных стальных листов.
Обработка
Механическая обработка включает использование специального оборудования для производства листового металла для удаления частей металла с целью придания желаемой формы. Это включает в себя выполнение таких процессов, как сверление, формование, шлифование и протяжка, с помощью переносных обрабатывающих инструментов. Эти инструменты также обрабатывают твердые компоненты, такие как винты, гайки, болты и многое другое.
Покрытие
Конструкционная сталь часто требует дополнительной грунтовки или цинкования для предотвращения коррозии.
 Специальные краски придают стальным балкам , стальным колоннам или конструкциям уникальный цвет и внешний вид, а также помогают продлить срок их службы, что полезно, если сталь будет использоваться в условиях повышенной влажности или воды.
Специальные краски придают стальным балкам , стальным колоннам или конструкциям уникальный цвет и внешний вид, а также помогают продлить срок их службы, что полезно, если сталь будет использоваться в условиях повышенной влажности или воды.Сборка
После охлаждения, пескоструйной обработки и грунтовки готовое изделие собирается для осмотра. Это делается для того, чтобы продукт был безопасным для использования и считался пригодным для использования.
Теперь, когда вы знаете больше о процессе производства стали, вам может быть интересно, с какой местной сталелитейной компанией связаться по поводу предстоящего проекта, который у вас есть в работе.
Выбор производителя стали
Компании по производству металлоконструкций должны всегда стремиться производить высококачественную сталь эффективно и безопасно. Вы должны смотреть дальше, просто потому, что дешевая стальная продукция не обязательно означает, что она будет надежной.
