Иж 250 станок характеристики: 250-ИТВ Станок токарно-винторезный повышенной точности универсальный. Паспорт, схемы, характеристики, описание
Содержание
250-ИТВ Станок токарно-винторезный повышенной точности универсальный. Паспорт, схемы, характеристики, описание
Сведения о производителе токарно-винторезного станка 250-ИТВ (ИЖ 250-ИТВ)
Изготовитель и разработчик токарного станков 250-ИТВ (ИЖ 250-ИТВ) — Ижевский станкостроительный завод Ижмаш, основанный в 1807 году.
История станкостроения на Ижевском машиностроительном заводе «Ижмаш» начинается 28 июля 1930 г. после выхода приказа №181 о создании станкостроительного отдела.
Наиболее массовыми моделями универсальных токарных станков, выпущенными в разное время, стали «Удмурт», «Удмурт-2» (161-АМ), ИЖ-250, 1И611П, 1ИС611В, 95ТС, 250ИТВМ, 250ИТВМФ1 и токарный станок с ЧПУ ИТ42.
Станки, выпускаемые машиностроительным заводом Ижмаш
- 1И611П — станок токарно-винторезный повышенной точности универсальный, Ø 270
- 1И611ПМФ3 — станок токарный повышенной точности с ЧПУ, Ø 320
- 1ИС611В — станок токарно-винторезный высокой точности универсальный, Ø 270
- 95-ТВ (95ТВ) — станок токарно-винторезный, Ø 250
- 95ТС-1 (ИС1-1) — станок токарно-винторезный повышенной точности универсальный, Ø 250
- 161-А, 161-АМ (Удмурт-2) — станок токарно-винторезный универсальный, Ø 350
- 250-ИТВ (ИЖ 250-ИТВ) — станок токарно-винторезный высокой точности универсальный, Ø 300
- 250-ИТП (ИЖ 250-ИТП) — станок токарно-винторезный повышенной точности универсальный, Ø 300
- 250ИТВМ (ИЖ 250ИТВМ) — станок токарно-винторезный высокой точности универсальный, Ø 300
- 250ИТВМ.
 01, 250ИТВМ.03, 250ИТВМ Ф1 — станок токарно-винторезный высокой точности, Ø 300
01, 250ИТВМ.03, 250ИТВМ Ф1 — станок токарно-винторезный высокой точности, Ø 300 - 250ИТВМ Ф2 — станок токарный высокой точности с оперативной системой управления ОСУ, Ø 320
- 1711ИФФ3 — станок фрезерный вертикальный с ЧПУ и АСИ, 300 х 230
- 1715ИФФ3 — станок фрезерный горизонтальный с ЧПУ и АСИ, Ø 320
- 1336м — станок токарно-револьверный, Ø 420, Ижевск, Киев
- ИЖ-Т-400 (1623) — станок токарно-винторезный универсальный, Ø 400
- ИЖ-250 — станок токарно-винторезный универсальный, Ø 250
- ИЖ-250П — станок токарно-винторезный повышенной точности, Ø 250
- ИТ-42 — станок токарный с ЧПУ, Ø 320
- ТП500Ф3, ТП1000Ф3 — станок токарный с наклонной станиной с ЧПУ, Ø 250, Ø 500
 01, 250ИТВМ.03, 250ИТВМ Ф1 — станок токарно-винторезный высокой точности, Ø 300
01, 250ИТВМ.03, 250ИТВМ Ф1 — станок токарно-винторезный высокой точности, Ø 300250-ИТВ (ИЖ 250-ИТВ) Станок токарно-винторезный высокой точности. Назначение и область применения
Станок токарно-винторезный 250-ИТВ (ИЖ 250-ИТВ) высокой точности спроектирован на основе базовой модели 250-ИТП — токарно-винторезного станка повышенной точности.
Универсальный токарно-винторезный станок 250-ИТВ высокой точности инструментальной группы предназначен для выполнения самых разнообразных работ в центрах, цанговых или кулачковых патронах по черным и цветным металлам, включая точение конусов, а также для нарезания метрических, модульных, дюймовых резьб.
Станок 250-ИТВ применяется для чистовых и получистовых работ в единичном и мелкосерийном производстве. Станки предназначены для эксплуатации преимущественно в многоэтажных зданиях, а также в подвижных ремонтных мастерских и судах.
Токарно-винторезный станок 250-ИТВ обеспечивает:
- Разнообразные токарные работы в центрах, цанговом и кулачковом патронах
- Широкий диапазон чисел оборотов и подач, обеспечивают производительную обработку при хорошем качестве поверхности
- фрезерные работы, а также обработку концевым инструментом, установленным в сверлильном патроне
- наружное и внутреннее шлифование деталей в центрах и патроне
Особенности конструкции токарного станка 250-ИТВ
Станки универсальные токарные: повышенной точности модели 250-ИТП, высокой точности модели 250-ИТВ и 250-ИТВФ1 с системой цифровой индикации предназначены для различных токарных работ, в том числе для нарезания резьб: метрической, модульной и дюймовой в условиях единичного и мелкосерийного производств.
С целью длительного сохранения точности станков моделей 250-ИТВ и 250-ИТВФ1 необходимо использовать их только для чистовых и получистовых операций.
Оснащение станка 250-ИТВФ1 устройством цифровой индикации (УЦИ) позволяет повысить производительность труда за счет сокращения вспомогательного времени на пробные проходы и измерение деталей, облегчает работу токаря за счет исключения расчетов и необходимости запоминания числа оборотов лимба.
Станки предназначены для использования в условиях УХЛ4 по ГОСТ 15150—69.
В станках использованы изобретения по авторским свидетельствам № 173094, 312739, 249142, 286405, 288496, 583912, 831503.
Габаритные размеры рабочего пространства станка 250-ИТВ (ИЖ 250-ИТВ)
Габаритные размеры рабочего пространства станка 250-ИТВ
Габаритные размеры рабочего пространства станка 250-ИТВ. Смотреть в увеличенном масштабе
Общий вид токарно-винторезного станка 250-ИТВ
Фото токарно-винторезного станка 250-ИТВ
Фото токарно-винторезного станка 250-ИТВ. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Фото токарно-винторезного станка 250-ИТВ
Фото токарно-винторезного станка 250-ИТВ. Смотреть в увеличенном масштабе
Фото токарно-винторезного станка 250-ИТВ
Фото токарно-винторезного станка 250-ИТВ. Смотреть в увеличенном масштабе
Фото токарно-винторезного станка 250-ИТВ
Фото токарно-винторезного станка 250-ИТВ. Смотреть в увеличенном масштабе
Фото токарно-винторезного станка 250-ИТВ
Фото токарно-винторезного станка 250-ИТВ. Смотреть в увеличенном масштабе
Фото токарно-винторезного станка 250-ИТВ
Фото токарно-винторезного станка 250-ИТВ. Смотреть в увеличенном масштабе
Расположение основных узлов токарного станка 250-ИТВ (иж 250-итв)
Расположение основных узлов токарного станка 250-ИТВ (иж 250-итв). Смотреть в увеличенном масштабе
- Станина — 250ИТП.10.000-01
- Редуктор — 250ИТП.17.000
- Коробка подач — 250ИТП.30.000-01
- Гитара — 250ИТП.
 25.000
25.000 - Бабка передняя — 250ИТП.20.000-01
- Электрооборудование — 250ИТП.90.000
- Электрошкаф — 250ИТП.91.000
- Разводка СЦИ —
- Резцедержатель 4-х позиционный — 250ИТП.61.000
- Суппорт — 250ИТП.60.000-01
- Бабка задняя — 250ИТП.40.000
- Фартук — 250ИТП.50.000
Расположение органов управления токарно-винторезным станком 250-ИТВ
Расположение органов управления токарно-винторезным станком 250-ИТВ
Расположение органов управления токарно-винторезным станком 250-ИТВ. Смотреть в увеличенном масштабе
Спецификация органов управления токарно-винторезным станком 250-ИТВ
- Маховик выбора частоты вращения шпинделя
- Рукоятка переключения частоты вращения шпинделя
- Рукоятка установки величины подач и шага резьбы
- Рукоятка установки величины подач и шага резьбы
- Рукоятка установки величины подач и шага резьбы
- Рукоятка переключения трензеля и звена увеличения шага
- Рукоятка переключения перебора
- Вводный выключатель
- Выключатель электронасоса охлаждения
- Пульт предварительного набора
- Цифровое табло
- Кнопка 0 сброса цифрового табло на нуль
- Кнопка А вызова нa цифровое табло начальной абсолютной координаты
- Выключатель Сеть блока индикации
- Кнопка включения маслонасоса
- Кнопка общего останова и аварийного отключения ставка
- Маховик ручной продольной подачи
- Маховик ручной поперечной подачи
- Рукоятка закрепления резцедержателя
- Выключатель освещения
- Рукоятка включения и выключения гайки ходового винта
- Маховик перемещения верхних салазок
- Рукоятка зажима пиноли
- Рукоятка закрепления задней бабки на станине
- Рукоятка реверсирования подачи
- Маховик перемещения пиноли
- Гайка для закрепления задней бабки на станине
- Винт регулирования предохранительного механизма
- Рукоятка пуска и останова
- Маховик верньера
Схема кинематическая токарно-винторезного станка 250-ИТВ
Кинематическая схема токарно-винторезного станка 250-ИТВ
1. Схема кинематическая токарно-винторезного станка 250-ИТВ. Смотреть в увеличенном масштабе
Схема кинематическая токарно-винторезного станка 250-ИТВ. Смотреть в увеличенном масштабе
Конструкция основных узлов токарно-винторезного станка иж 250-ИТВ
Редуктор (рис. 13—16)
Регулирование натяжения ремня привода главного движения производится смещением корпуса редуктора 5 относительно кронштейна 41, для этого необходимо ослабить болты 40, крепящие редуктор, и вращением болта 38 переместить редуктор.
Натяжение ремня определяется стрелой прогиба, равной 9,5 мм при приложенном усилии 4 кг. Значения крутящих моментов на шпинделе приведены в разделе 2.6.
Изменение частоты вращения шпинделя осуществляется преселективным устройством во время работы станка. Выбор частоты вращения производится маховиком 45, поворотом которого в двух дисках создается определенная комбинация отверстий под фиксирующие пальцы рычагов, переключающих блоки зубчатых колес.
В нужный момент включение предварительно выбранной маховиком частоты вращения шпинделя осуществляется с помощью рукоятки 106 в два этапа: вначале рукоятку оттягивают на себя до появления заметного усилия; удерживая рукоятку в этом положении, выжидают, пока не снизится частота вращения шпинделя (не выше 100 об/мин), затем рукоятку оттягивают до отказа, производя таким образом включение установленной частоты вращения.
При работе на низкой частоте вращения шпинделя (ниже 100 об/мин) включение может быть произведено сразу движением рукоятки до отказа.
Если по каким-либо причинам после первой попытки переключение не произошло, необходимо отпустить рукоятку и произвести переключение повторно.
Передняя бабка (рис. 17—19)
Передняя бабка жестко сбазирована на станине. В случае необходимости выверки оси шпинделя в горизонтальной плоскости надо ослабить болты и гайки, крепящие переднюю бабку к станинe. Ослабить регулировочные болты 8, расположенные в кронштейне задней части передней бабки, выверить ось шпинделя параллельно направляющим станины, закрепить контргайкой регулировочные болты и закрепить переднюю бабку на станине.
Регулирование радиального зазора переднего роликоподшипника у разобранного шпиндельного узла осуществляется следующим образом: на шпиндель устанавливается роликоподшипник, кольца 75, 77 и упорно-радиальный подшипник, гильза 60, шестерня 81, дуплексированный подшипник и разрезная гайка 51.
Винтом разрезной гайки выбирается зазор в резьбе шпинделя до появления заметного усилия при вращении гайки от руки. Ключом производится затяжка роликоподшипника до обеспечения радиального зазора, измеренного по обоим краям роликоподшипника в пределах 0,001—0,004 мм, гайка стопорится винтом.
После этого измеряется расстояние от торца внутреннего кольца подшипника до бурта шпинделя и подгоняется кольцо 72 до замеренной величины с допуском 0,01 мм при обеспечении непараллельности торцев не более 0,003 мм. Затем все детали со шпинделя снимаются и после установки кольца 72 собираются в той же последовательности на шпиндель.
Коробка подач (рис. 21—24)
Передача движения в коробку подач со шпинделя идет: поликлиновым ремнем на приемный вал коробки подач при точении и через сменные шестерни гитары при нарезании резьбы.
Переключение рукояток коробки подач на частотах вращения шпинделя до 63 об/мин допускается производить на ходу станка, на более высоких частотах — на замедлении при кратковременном отключении станка рукояткой 29 (рис. 6, часть I).
6, часть I).
Если рукоятка 3 (рис. 6) при этом не включается в положение, «точение», необходимо, отключить станок, рукоятку 6 (рис. 6) установить в положение «нарезание резьбы», включить станок, переключить рукоятку 3 в положение «точение», и, отключить станок, рукоятку 6 установить в положение «точение».
Натяжение ремня привода подач определяется стрелой прогиба верхней ветви, которая должна быть примерно 20 мм при приложении усилия 4 кг.
Прижим задней бабки к станине осуществляется поворотом рукоятки 34, регулирование усилия прижима производится гайками 21. Для более надежного прижима задней бабки предусмотрен дополнительный винт 19
Для выверки осей шпинделя передней и пиноли задней бабки относительно направляющих станины необходимо совместить платы на корпусе 26 и поддоне 23.
Фартук (рис 27—31)
Фартук обеспечивает получение продольных и поперечных подач суппорта вручную, механически от коробки подач через ходовой вал, а также нарезание резьбы при помощи ходового винта
Управление фартуком осуществляется одной рукояткой 90. Перемещение рукоятки при включении того или иного движения совпадает с направлением перемещения суппорта при левом вращении ходового вала, независимо от направления вращения шпинделя.
Перемещение рукоятки при включении того или иного движения совпадает с направлением перемещения суппорта при левом вращении ходового вала, независимо от направления вращения шпинделя.
Для автоматического отключения подач при работе по жестким упорам, а также при перегрузках фартук имеет механизм, который можно регулировать. Для настройки на максимальное тяговое усилие необходимо винт 71 завернуть до отказа, затем вывернуть на 5 оборотов и зафиксировать гайкой.
При срабатывании механизма рукоятка 90 автоматически в нейтральное положение не возвращается и ее переключение необходимо произвести вручную.
Наличие блокировочного устройства исключает одновременной включение ходового винта и ходового вала, а также одновременное включение продольной и поперечной подачи.
Суппорт (рис. 32—34)
Суппорт крестовой конструкции имеет ручное и механическое продольное перемещение по направляющим станины и поперечное по направляющим каретки. Ручное поперечное перемещение осуществляется маховиком 28. Станок модели 250ИТВФ1 снабжен дополнительным механизмом — верньером, предназначенным для точного отсчета поперечных перемещений суппорта (рис. 47).
Станок модели 250ИТВФ1 снабжен дополнительным механизмом — верньером, предназначенным для точного отсчета поперечных перемещений суппорта (рис. 47).
Кроме того, верхняя часть суппорта имеет независимое ручное перемещение по направляющим средней поворотной части и может поворачиваться на 60° в сторону рабочего и на 70° от рабочего.
Регулирование «мертвого хода», возникающего в результате износа винта и гайки поперечной подачи суппорта, производить следующим образом: снять крышку 8 и через окно в поперечной каретке ослабить гайку 33, вращая гайку 32, отрегулировать зазор так, чтобы была обеспечена плавность хода поперечной каретки. После регулировки вновь зафиксировать гайку 33.
Суппорт снабжен двумя резцедержателями: 4-х позиционным и кассетным.
Резцедержатель 4-х позиционный (рис 35)
Резцедержатель установлен на верхней каретке суппорта и имеет фиксированные положения через 15°. Для замены его на резцедержатель кассетный необходимо переместить верхнюю каретку суппорта в крайнее левое положение (к шпинделю), отвернуть верхнюю гайку 18, снять с оси 8 резцовую головку 21 со всеми собранными с ней деталями, удалить пружинное кольцо 7 и снять фиксаторный диск 19; вывернуть четыре винта 9 и сухарь 15 (рис. 33), крепящие стойку 13 (рис. 35) и ось 8 к верхней каретке суппорта, снять ось и стойку с фиксирующими штифтами 10.
33), крепящие стойку 13 (рис. 35) и ось 8 к верхней каретке суппорта, снять ось и стойку с фиксирующими штифтами 10.
Электрооборудование токарно-винторезного станка 250-ИТВ
Общие сведения
На станке установлены три трехфазных короткозамкнутых асинхронных двигателя (рис. 8): двигатель главного привода M1 Электронасос охлаждения М3 двигатель станции смазки М2.
Двигатели и аппаратура рассчитаны на следующие величины напряжений:
- силовую цепь трехфазного переменного тока частотой 50 Гц рабочим напряжением 380 В;
- цепь управления — 110 В;
- цепь освещения — 24 В;
- цепь электродинамического торможения — 58 В постоянного тока;
- цепь подключения питания блоков цифровой индикации 220 В*.
За передней бабкой установлен электрошкаф с аппаратурой управления. Ввод питающих проводов осуществляется сверху или снизу через отверстие в угольнике в трубной резьбой G1/2-В.
Применяется провод марки ПВЗ. сечением не менее 1,5 мм².
сечением не менее 1,5 мм².
Над передней бабкой расположены следующие органы управления.
- вводный выключaтель Q1 для подключения станка к питающей сети и отключения;
- кнопка S1 общего останова к аварийного отключения станка;
- кнопка S2 включения станции смазки;
- выключатель Q2 включения и отключения электронасоса охлаждения.
Около выключатели сети установлена сигнальная лампочка 11 линзой белого цвета, показывающая включенное состояние вводного выключателя Q1.
На станке 250 ИТВФ1 над электрошкафом установлены блоки индикации для визуального отсчета в цифровой форме продольного и поперечного перемещения суппорта, а сзади станка установлены датчики линейных перемещений (ДЛП):
- для продольной подачи (координаты Z) на станине;
- для поперечной подачи (координаты X) на суппорте.
Освещение рабочего места производится светильником с гибкой стойкой, установленным с задней стороны суппорта. Па редукторе с левой стороны установлен выключатель S3 для отключения вращения шпинделя и притормаживания двигателя главного привода при переключении частоты вращения. С правой стороны станины установлено два выключателя S4 и S5, действующие от рукоятки управления для включения и отключения вращения шпинделя, а также и его реверсирования.
С правой стороны станины установлено два выключателя S4 и S5, действующие от рукоятки управления для включения и отключения вращения шпинделя, а также и его реверсирования.
При уходе за электрооборудованием необходимо периодически проверять состояние пусковой и релейной аппаратуры. При осмотрах релейной аппаратуры особое внимание следует обращать на надежное замыкание и размыкание контактных мостиков. Расположение электроаппаратов и их соединение показано на рис. 9, 10 и табл. 9, 10.
Во время эксплуатации двигателей следует систематически производить их технические осмотры и профилактические ремонты. Периодичность технических осмотров устанавливается в зависимости от производственных условий, но не реже одного раза в два месяца.
Описание работы электросхемы
Электрическая схема токарно-винторезного станка 250-ИТВ
Схема электрическая токарно-винторезного станка 250-ИТВ. Смотреть в увеличенном масштабе
В табл. 11 указан перечень к схеме. Перед началом работы не обходимо убедиться, что вводный выключатель находится во включенном состоянии, о чем должна показывать сигнальная лампочка, а рукоятка управления вращением шпинделя в нейтральном (среднем) положении. Затем включается двигатель станции смазки М2.
Затем включается двигатель станции смазки М2.
Пуск двигателя Ml главного привода осуществляется переводом рукоятки управления в верхнее или нижнее положение. В верхнем положении рукоятки нажимается выключатель S4, который включит пускатель К2, при этом будет прямое вращение двигателя Ml. При переключении рукоятки в нижнее положение нажимается выключатель 55, который включит пускатель КС, двигателю Ml будет обеспечено обратное вращение.
При установке рукоятки управления из верхнего или нижнего положения в нейтральное (среднее) отключится пускатель К2 или КЗ, включится реле времени К4, которое своим замыкающим контактом включит пускатель торможения К5, а другой размыкающийся контакт с выдержкой времени отключит этот пускатель. Величина выдержки настроенная на время 5 с обеспечивает торможение двигателя M1 до полного его останова.
Электродинамическое торможение происходит путем подачи постоянного тока от выпрямителя V в обмотку статора двигателя. Переключение частоты вращения редуктора осуществляется его рукояткой, действующей на выключатель S3, который размыкает цепь вращения двигателя и соединяет цепь электродинамического торможения. После переключения скорости при опускании рукоятки цепь вращения двигателя Ml восстанавливается.
После переключения скорости при опускании рукоятки цепь вращения двигателя Ml восстанавливается.
При срабатывании тепловой защиты во время вращения шпинделя отключение двигателей происходит только после окончания обработки. После чего включение вращения шпинделя возможно только после восстановления кнопки возврата теплового реле в исходное положение.
Включение и отключение электронасоса охлаждения М3 производится выключателем Q2 при работающем двигателе смазки М2. Включение и отключение местного освещения производится выключателем S6, установленным на светильнике. Включение и отключение цифровой индикации производится выключателями, установленными непосредственно на блоках БИН-1И.
Защита от токов коротких замыканий обеспечивается плавкими предохранителями F3 .. . F5 и выключателем Q1. Защита двигателей от длительных перегрузок осуществляется тепловыми реле F1 и F2. Нулевая защита электрической схемы обеспечивается пускателем К1.
Указания по монтажу и эксплуатации
При установке станок должен быть надежно заземлен и подключен к общей системе заземления.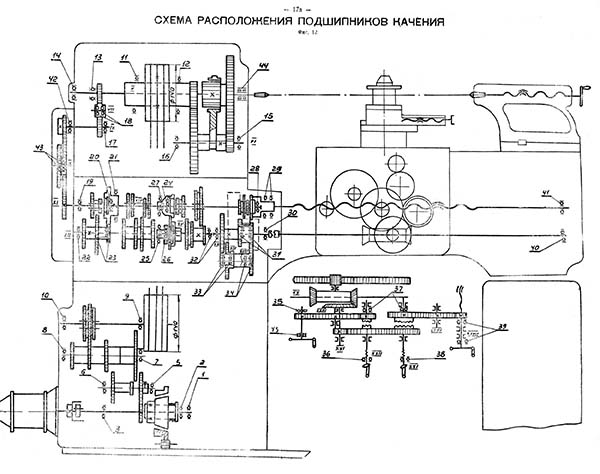 Болты заземления и ввод электропитания находятся с левой стороны станка в нижней части электрошкафа.
Болты заземления и ввод электропитания находятся с левой стороны станка в нижней части электрошкафа.
Для обеспечения нормальной работы двигателя главного привода необходимо учесть, что частота включений не должна превышать четырех г. минуту, но не более ста в час, частота реверсирования — двух в минуту, но не более пятидесяти в час.
При работе станка с частыми пусками или реверсами необходимо регулятор тока уставки теплового реле F1 поставить в плюс до максимума или зашунтировать нагревательные элементы.
Читайте также: Производители токарных станков в России
Токарно-винторезный универсальный станок иж 250-ИТВ. Видеоролик.
Технические характеристики токарно-винторезных станков 250-ИТВ
| Наименование параметра | 1И611П | 250-ИТП | 250-ИТВ | 250ИТВМ.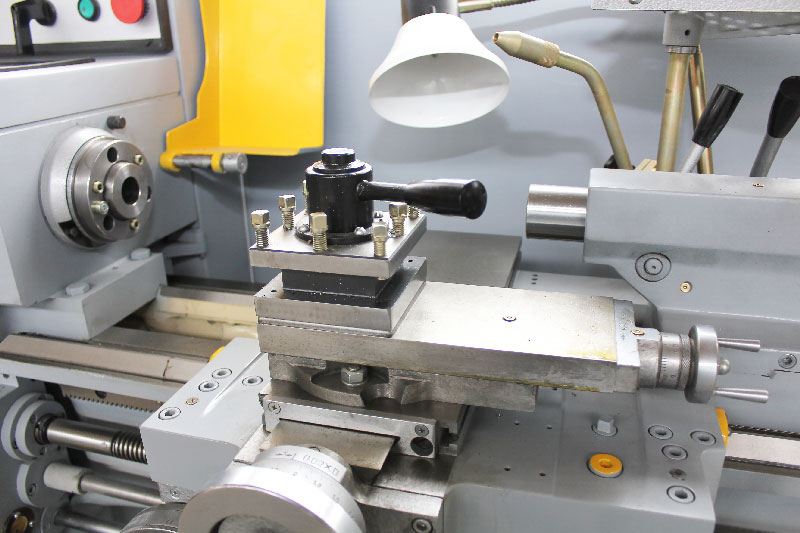 01 01 |
|---|---|---|---|---|
| Основные параметры | ||||
| Класс точности по ГОСТ 8-82 | П | П | В | В |
| Наибольший диаметр заготовки устанавливаемой над станиной, мм | 260 | 300 | 300 | 300 |
| Наибольший диаметр заготовки обрабатываемой над станиной, мм | 250 | 240 | 240 | 240 |
| Наибольший диаметр заготовки над суппортом, мм | 125 | 168 | 168 | 168 |
| Наибольшая длина заготовки (РМЦ), мм | 500 | 500 | 500 | 500 |
| Наибольшая длина обточки, мм | 500 | |||
| Высота центров, мм | 135 | 150 | 150 | 150 |
| Высота резца, мм | 16 х 16 | 16 х 16 | 16 х 16 | 16 х 16 |
| Шпидель | ||||
| Диаметр сквозного отверстия в шпинделе, мм | 25 | 25 | 25 | 25 |
| Наибольший диаметр прутка, мм | 24 | 24 | 24 | 24 |
| Число ступеней частот прямого вращения шпинделя | 21 | 18 | 18 | 21 |
| Частота прямого вращения шпинделя, об/мин (число ступеней) | 20. .2000 (21) .2000 (21) | 63..3150 (18) | 63..3150 (18) | 25..2500 (21) |
| Размер внутреннего конуса в шпинделе (ГОСТ 13214) | Морзе 4 | Морзе 4 | Морзе 4 | Морзе 4 |
| Конец шпинделя по ГОСТ 12593-72 | 4 | 4К | 4К | 4 |
| Подачи | ||||
| Наибольшая длина хода каретки, мм | 500 | 500 | 500 | 500 |
| Наибольшее поперечное перемещение суппорта, мм | 180 | 170 | 170 | 165 |
| Продольное перемещение суппорта за один оборот лимба, мм | 20 | 20 | 20 | |
| Цена деления лимба продольного перемещения суппорта, мм | 0,1 | 0,1 | 0,1 | 0,1 |
| Цена деления лимба поперечного перемещения суппорта, мм | 0,02 | 0,02 | 0,02 | 0,05 |
| Поперечное перемещение суппорта за один оборот лимба, мм | 3 | 2 | 2 | 3 |
| Число ступеней продольных подач | 25 | 24 | 24 | 21 |
| Пределы рабочих подач продольных, мм/об | 0,01. .3 (25) .3 (25) | 0,01..1,5 | 0,01..1,5 | 0,01..1,8 |
| Число ступеней поперечных подач | 25 | 24 | 24 | 21 |
| Пределы рабочих подач поперечных, мм/об | 0,005..1,5 | 0,005..0,75 | 0,005..0,75 | 0,005..0,9 |
| Скорость быстрых перемещений суппорта, продольных, м/мин | нет | нет | нет | нет |
| Наибольшее допустимое тяговое усилие, Н (кг) | 5000 (500) | 5000 (500) | ||
| Количество нарезаемых резьб метрических | 33 | 30 | 30 | 33 |
| Пределы шагов нарезаемых резьб метрических, мм | 0,2..48 (33) | 0,2..24 (30) | 0,2..24 (30) | 0,2..48 (33) |
| Количество нарезаемых резьб дюймовых | 26 | 21 | 21 | 26 |
| Пределы шагов нарезаемых резьб дюймовых, ниток на дюйм | 24. .0,5 (26) .0,5 (26) | 24..1 (21) | 24..1 (21) | 24..0,5 (26) |
| Количество нарезаемых резьб модульных | 35 | 21 | 21 | 25 |
| Пределы шагов нарезаемых резьб модульных, модули | 0,2..30 (35) | 0,2..6 (21) | 0,2..6 (21) | 0,2..12 (25) |
| Пределы шагов нарезаемых резьб питчевых | нет | нет | нет | нет |
| Верхние салазки суппорта (Резцовые салазки) | ||||
| Наибольшее перемещение салазок, мм | 120 | 120 | ||
| Цена деления лимба перемещения салазок, мм | 0,05 | 0,02 | 0,02 | |
| Перемещение салазок за один оборот лимба, мм | 3 | |||
| Резьбоуказатель | нет | нет | нет | нет |
| Блокировка | есть | есть | есть | есть |
| Предохранение от перегрузок | есть | есть | есть | есть |
| Выключающие упоры продольные и поперечные | есть | есть | есть | есть |
| Быстрый ход | нет | нет | нет | нет |
| Задняя бабка | ||||
| Центр в пиноли задней бабки | Морзе 3 | Морзе 3 | Морзе 3 | Морзе 3 |
| Наибольшее перемещение пиноли задней бабки, мм | 85 | 85 | ||
| Цена деления линейки/ лимба перемещения пиноли задней бабки, мм | 1/ 0,05 | 1/ 0,05 | ||
| Поперечное смещение задней бабки, мм | ±10 | ±10 | ±10 | ±10 |
| Электрооборудование | ||||
| Количество электродвигателей на станке | 3 | 3 | 3 | 3 |
| Мощность электродвигателя главного привода, кВт (об/мин) | 3 (1420) | 3 (1430) | 3 (1430) | 3 (1410) |
| Тип электродвигателя главного привода | АОЛ2-32-4 | АИР100S4ПУ3 | ||
| Мощность электродвигателя станции смазки, кВт (об/мин) | 0,08 (1390) | 0,09 (2700) | 0,09 (2700) | 0,09 (1350) |
| Тип электродвигателя гидростанции | АОЛ-012-4 | |||
| Тип станции смазки | С48-12М | С48-12М | ||
| Мощность электродвигателя насоса охлаждения, кВт (об/мин) | 0,15 (2800) | 0,12 (2800) | 0,12 (2800) | 0,18 (3000) |
| Насос охлаждения (помпа) | ПА-22 | ПА-25МС | ||
| Габариты и масса станка | ||||
| Габариты станка (длина ширина высота), мм | 1770_970_1300 | 1790_810_1400 | ||
| Масса станка, кг | 1120 | 1180 |
- Станок специальный токарный 250ИТП, 250ИТВ, 250ИТВФ1.
 Руководство по эксплуатации 250 ИТП.00.000 РЭ, 1985
Руководство по эксплуатации 250 ИТП.00.000 РЭ, 1985 - Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
- Батов В.П. Токарные станки., 1978
- Белецкий Д.Г. Справочник токаря-универсала, 1987
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
- Модзелевский А. А., Мущинкин А.А., Кедров С. С., Соболь А. М., Завгородний Ю. П., Токарные станки, 1973
- Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
- Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Чернов Н.Н. Металлорежущие станки, 1988
Список литературы:
Связанные ссылки. Дополнительная информация
Токарно-винторезный станок 250ИТВМ: технические характеристики, паспорт
При оснащении цехов по выполнению токарных операций используется токарно-винторезный станок 250ИТВМ, а также широкое применение имеют более современные модификации, изготавливающиеся на этой базе. Разработчиками этого многофункционального устройства являются специалисты машиностроения Ижевска. Станок ИЖ, первоначальная маркировка которого была именно такая, используется для токарных работ в патроне, цанге, также в центрах.
Разработчиками этого многофункционального устройства являются специалисты машиностроения Ижевска. Станок ИЖ, первоначальная маркировка которого была именно такая, используется для токарных работ в патроне, цанге, также в центрах.
Токарно-винторезный станок 250ИТВМ
Содержание
Технические данные
Токарно-винторезный станок 250ИТВМ разрабатывался с целью обработки небольших по размерам заготовок. Технические характеристики станка полностью обуславливают его сферу применения, паспорт этой установки можно обнаружить в небольших мастерских, школьных классах, приборостроительных цехах.
Скачать паспорт (инструкцию по эксплуатации) станка 250ИТВМ
Модель способна гарантировать высокую точность выполняемых операций, если мастер выполняет финишную подгонку либо получистовую процедуру. При осуществлении грубой технологической обработки механизмы токарного станка подвергаются максимальным нагрузкам, что существенно снижает точность. Решением станет применение для этих работ улучшенной модификации этой серии.
Токарный станок ИЖ 250ИТВМ технические характеристики:
- Допустимая длинна заготовки – 500 мм.
- Максимальная величина диаметра обрабатываемого изделия – 240 мм.
- Используемый пруток (располагается в патроне) – до 24 мм.
- Сечение резца – 16х16 мм.
- Конечная часть шпинделя – 4.
- Частота вращения главного привода – 50-2500.
- Показатель точности по ГОСТу – модель относится к классу «В», точность высокая.
- Общий вес конструкции составляет 1180 кг.
Особенности работы и возможности
Анализируя чертежи 250ИТВМ можно заметить массу мест стыковки дополнительных модулей. Паспорт усовершенствованной модели характеризуется превосходящими техническими параметрами, что позволяет проводить работы с максимальными нагрузками. Точность этой модели обеспечивает специальный индикатор цифрового типа, благодаря которому не требуется затрачивать массу времени для ручного измерения параметров заготовки, также исключается необходимость пробных проходов.
Внешний вид станка
Ижевский завод обеспечил возможность присоединения высокоэффективных модулей даже к базовому стандартному оборудованию, эта особенность используется при модернизации.
Установка 250ИТВМ оснащена функцией фиксации головки резцового инструмента без зазора. Выполняя резьбу с использованием этой технологии в процессе операции удается поддержать максимальную жесткость, стабильность и точность. В ходе нарезки резьбы главный ходовой винт обрабатывается смазкой в автоматическом режиме. Благодаря уникальной конструкции шпиндельного модуля допускается мгновенная смена приводных ремней, причем разборка узлового агрегата не требуется.
Устройство
Паспорт модели 250ИТВМ содержит информацию о главных действующих модулях установки – приводе, обеспечивающем вращательный момент резца, вторым элементом является электрическая схема. Последняя используется преимущественно для осуществления ремонтных работ либо в качестве основного средства качественной установки дополнительных модулей.
Электрическая схема станка
Привод функционирует благодаря 12-скоростному редуктору, который позволяет работать на необходимой скорости с возможностью предварительной настройки для последующего запуска. Важное назначение имеют клиновые ремни, которые в этом агрегате допускается менять без громоздкой разборки основных элементов.
Механизм плавного переключения скоростей работает по следующей схеме:
- С поворотом маховика происходит смещение двух селекторных дисков.
- Внутри дисков моментально меняется комбинация отверстий, получившееся смещение полностью соответствует предполагаемой передаче, которую хочет включить рабочий.
- Отверстия соответствуют фиксирующим рычагам, обеспечивающим переключение необходимой скорости.
- Рукоять оттягивается, что сопровождается небольшим притормаживанием шестеренок, после чего происходит изменение передачи.
Конструкторские особенности строения
- Составные части станка
- Перечень составных частей
Токарная установка серии 250ИТВМ имеет достаточно уникальные конструкторские чертежи. Строение станка позволяет выделить массу технологических особенностей:
Строение станка позволяет выделить массу технологических особенностей:
- Изменения параметров подач и текущей скорости шпинделя производятся в большом диапазоне, что увеличивает функциональность.
- Фартук этой модели оснащается продуманным механизмом останова, благодаря этому нововведению в строении защищены от нагрузок главные элементы устройства (коробка передач, привод, электросхемы).
- В основе регулировки работы шпинделя лежит преселективная технология управления. Ее суть в заблаговременной настройке этого узла к моменту последующего включения в работу.
- Нарезка нескольких вариантов резьбы обуславливается не последовательной сменой шестерней, а универсальностью коробки передач.
- Параметры сопротивляемости станины имеют запредельно высокие числовые показатели. При изготовлении основным материалом для этой детали является специальная марка хромоникелевого чугуна.
Регулировать подачи на станке допускается по облегченной схеме – используется специальная рукоять. Направление подачи полностью соответствует перемещению рукоятки.
Направление подачи полностью соответствует перемещению рукоятки.
Кинематическая схема станка
Насколько используется модель сегодня
Несмотря на достаточно «древний» год запуска в массовое производство, ИЖ 250ИТВМ паспорт еще давнего СССР образца, но его производительность приравнивается к современным модификациям аналогичного оборудования. Сегодня он поставляется в частные мастерские, школьные учебные классы и заведения среднего строительного образования без серьезных отличий от первоначальной модели.
Сравнивая устройство станка с альтернативными многофункциональными установками по многим показателям старенький ИЖ 250 проигрывает, но даже такая конкуренция не может полностью подавить спрос на эти модели. Паспорт 250ИТВМ не имеет превосходящих характеристик, однако точность работы на этом устройстве способна поразить даже опытного современного мастера обработки деталей.
Модель отстает от конкурентов по эргономичности, количеству изготавливаемых деталей, отсутствием компьютерного контроля и другим показателям. Но каждый обзор устройств, способных выполнить нарезку резьбы не обходиться без этого базового представителя класса.
Но каждый обзор устройств, способных выполнить нарезку резьбы не обходиться без этого базового представителя класса.
Правила и советы эксплуатации
Кинетическая схема устройства работает стабильно благодаря 12-скоростному приводу мощностью 3 кВт. Осуществление переключения скорости происходит благодаря маховику, связанному с селекторными дисками. Диски отвечают за правильную расстановку отверстий и рычагов для определенной передачи.
Работа рукояти весьма схожа по функциональности с работой педали сцепления в любой машине. Перед переключением скорости происходит оттягивание рукоятки, что тормозит шестеренки. При снижении общей скорости рычаги следующей передачи попадают в предварительно расставленные отверстия дисков и моментально набирают скорость.
На заметку: инструкция по эксплуатации включает важное дополнение – фартук станка оснащается специальным блокиратором, ограничивающим одновременный запуск валика с ходовым винтом. Аналогично блокируется продольное движение, если используется поперечное перемещение заготовки, также и наоборот.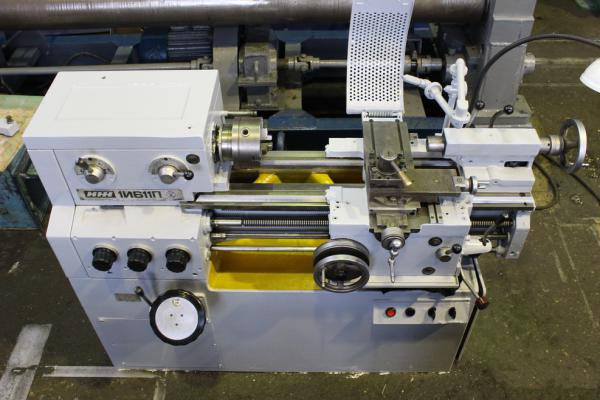
Советы и полезные рекомендации для осуществления эффективной работы на станке 250ИТВМ:
- Владеть функциональными особенностями и возможностями каждой модели станка необходимо, поскольку в разных модификациях выполнение одинаковых операций осуществляется разными модулями. Необходимо с осторожностью относиться к разновидностям оборудования, на котором установлен привод 5,5 кВт.
- Включение в сеть установки происходит путем монтажа специализированного выключателя пакетного типа.
- Имеется ограничение на мощность электросети. Стандартные 220 В. сети не могут обеспечить станок необходимым количеством энергии. Установка работает исключительно на трехфазовых 380 В. сетях.
После приобретения и установки модели токарного оборудования 250ИТВМ впечатления недостаточной функциональности не появится. Устройство собрано максимально надежно, что подтверждается массой и одновременной простотой конструкции. Этой «устаревшей» машине под силу выполнить точную нарезку резьбы на заготовке небольшого размера, причем производительность сохраняется на достаточном уровне.
Этой «устаревшей» машине под силу выполнить точную нарезку резьбы на заготовке небольшого размера, причем производительность сохраняется на достаточном уровне.
Единственный минус – модель нельзя использовать в режиме чрезмерных нагрузок и массовом поточном производстве. При частом выполнении обработки на максимальных оборотах может выйти из строя любая из главных деталей установке.
Токарно-винторезный станок 250ИТВМ: технические характеристики, паспорт
Описание электрооборудования станка EMU-200
Данные сети питания:
- Напряжение сети 380 В, 50 Гц
- Максимальная рабочая сила тока 5 А
- Максимальная пусковая сила тока 20 А
- Номинальная сила тока главного плавкого предохранителя /тугоплавкового/ 10 А
Описание работы электрооборудования
Для облегчения обозрения соединений на рис. 5 показывается принципиальная схема электрооборудования станка. Сеть подключается к клеммам RST клеммной колодки. Защита станка от короткого замыкания осуществляется плавкими предохранителями. Двигатель насоса и трансформатор также защищаются предохранителями.
Двигатель насоса и трансформатор также защищаются предохранителями.
Включенное положение вводного выключателя показывается красной сигнальной лампой. Вспомогательная цепь контактора рассчитана на 24 В, на котором работает также и сигнальная лампа. Это напряжение вырабатывается трансформатором ТМ мощностью 100 ВА. От перегрузки трансформатор защищается двумя плавкими предохранителями. Допускается для освещения применять лампу накаливания до 60 Вт, напряжением 24 В.
Пуск двигателя привода, а также реверсирование осуществляются при помощи реверсивного переключателя FJ. Для пуска насосов охлаждающей жидкости служит выключатель PSZ.
При исчезновении напряжения двигателя запускаются снова только в том случае, если переключатель FJ и выключатель PSZ были предварительно установлены в положение “О”.
Работа, станка и органы обслуживания
Со включением электродвигателя запускается также и шпиндель. Остановка и реверсирование шпинделя производятся электрически, остановкой и реверсированием электродвигателя.
Допустимое число реверсов шпинделя нижеследующее: при 90-130 об/мин. шпинделя 600 реверсов в час, при 140-380 об/мин. шпинделя – 400 реверсов в час.
Число оборотов шпинделя – Возможны два случая;
- а) Число оборотов 90-480 об/мин. В этом случае рукоятку переключения привода шпинделя через перебор или непосредственного привода /18. рис. 8/ повернуть направо. После этого, переводом реверсивной рукоятки 36 налево или направо, включить прямое или обратное направления вращения двигателя и вместе с ним – шпинделя. Только после этого разрешается поворачивать рукоятку 34 регулировки чисел оборотов до тех пор, пока соответствующая величина числа оборотов на лимбе скоростей шпинделя 33 не совместится с указателем,
- б) Требуемое число оборотов 630-315 об/мин.
Рукоятку переключения привода шпинделя через перебор или непосредственного привода /18/ перевести налево, а затем, после пуска двигателя, отрегулировать требуемое число оборотов.
Правому положению рукоятки соответствует на лимбе скоростей шпинделя /33/ более низкие, а левому положению рукоятки – более высокие числа оборотов.
Рукоятку переключения привода шпинделя через перебор или непосредственного привода разрешается переключать только при неподвижном шпинделе, а рукоятку регулировки чисел оборотов – только при вращающемся шпинделе.
Реверсирование шпинделя осуществляется реверсированием двигателя /переключатель 36/.
Станок можно остановить так, что рукоятку переключателя 36 переводят в нейтральное положение
Технические характеристики токарно-винторезных станков 250-ИТП
| Наименование параметра | 1И611П | 250-ИТП | 250-ИТВ | 250ИТВМ.01 |
|---|---|---|---|---|
| Основные параметры | ||||
| Класс точности по ГОСТ 8-82 | П | П | В | В |
| Наибольший диаметр заготовки устанавливаемой над станиной, мм | 260 | 300 | 300 | 300 |
| Наибольший диаметр заготовки обрабатываемой над станиной, мм | 250 | 240 | 240 | 240 |
| Наибольший диаметр заготовки над суппортом, мм | 125 | 168 | 168 | 168 |
| Наибольшая длина заготовки (РМЦ), мм | 500 | 500 | 500 | 500 |
| Наибольшая длина обточки, мм | 500 | |||
| Высота центров, мм | 135 | 150 | 150 | 150 |
| Высота резца, мм | 16 х 16 | 16 х 16 | 16 х 16 | 16 х 16 |
| Шпидель | ||||
| Диаметр сквозного отверстия в шпинделе, мм | 25 | 25 | 25 | 25 |
| Наибольший диаметр прутка, мм | 24 | 24 | 24 | 24 |
| Число ступеней частот прямого вращения шпинделя | 21 | 18 | 18 | 21 |
| Частота прямого вращения шпинделя, об/мин (число ступеней) | 20. .2000 (21) .2000 (21) | 63..3150 (18) | 63..3150 (18) | 25..2500 (21) |
| Размер внутреннего конуса в шпинделе (ГОСТ 13214) | Морзе 4 | Морзе 4 | Морзе 4 | Морзе 4 |
| Конец шпинделя по ГОСТ 12593-72 | 4 | 4К | 4К | 4 |
| Подачи | ||||
| Наибольшая длина хода каретки, мм | 500 | 500 | 500 | 500 |
| Наибольшее поперечное перемещение суппорта, мм | 180 | 170 | 170 | 165 |
| Продольное перемещение суппорта за один оборот лимба, мм | 20 | 20 | 20 | |
| Цена деления лимба продольного перемещения суппорта, мм | 0,1 | 0,1 | 0,1 | 0,1 |
| Цена деления лимба поперечного перемещения суппорта, мм | 0,02 | 0,02 | 0,02 | 0,05 |
| Поперечное перемещение суппорта за один оборот лимба, мм | 3 | 2 | 2 | 3 |
| Число ступеней продольных подач | 25 | 24 | 24 | 21 |
| Пределы рабочих подач продольных, мм/об | 0,01. .3 (25) .3 (25) | 0,01..1,5 | 0,01..1,5 | 0,01..1,8 |
| Число ступеней поперечных подач | 25 | 24 | 24 | 21 |
| Пределы рабочих подач поперечных, мм/об | 0,005..1,5 | 0,005..0,75 | 0,005..0,75 | 0,005..0,9 |
| Скорость быстрых перемещений суппорта, продольных, м/мин | нет | нет | нет | нет |
| Наибольшее допустимое тяговое усилие, Н (кг) | 5000 (500) | 5000 (500) | ||
| Количество нарезаемых резьб метрических | 33 | 30 | 30 | 33 |
| Пределы шагов нарезаемых резьб метрических, мм | 0,2..48 (33) | 0,2..24 (30) | 0,2..24 (30) | 0,2..48 (33) |
| Количество нарезаемых резьб дюймовых | 26 | 21 | 21 | 26 |
| Пределы шагов нарезаемых резьб дюймовых, ниток на дюйм | 24..0,5 (26) | 24..1 (21) | 24..1 (21) | 24. .0,5 (26) .0,5 (26) |
| Количество нарезаемых резьб модульных | 35 | 21 | 21 | 25 |
| Пределы шагов нарезаемых резьб модульных, модули | 0,2..30 (35) | 0,2..6 (21) | 0,2..6 (21) | 0,2..12 (25) |
| Пределы шагов нарезаемых резьб питчевых | нет | нет | нет | нет |
| Верхние салазки суппорта (Резцовые салазки) | ||||
| Наибольшее перемещение салазок, мм | 120 | 120 | ||
| Цена деления лимба перемещения салазок, мм | 0,05 | 0,02 | 0,02 | |
| Перемещение салазок за один оборот лимба, мм | 3 | |||
| Резьбоуказатель | нет | нет | нет | нет |
| Блокировка | есть | есть | есть | есть |
| Предохранение от перегрузок | есть | есть | есть | есть |
| Выключающие упоры продольные и поперечные | есть | есть | есть | есть |
| Быстрый ход | нет | нет | нет | нет |
| Задняя бабка | ||||
| Центр в пиноли задней бабки | Морзе 3 | Морзе 3 | Морзе 3 | Морзе 3 |
| Наибольшее перемещение пиноли задней бабки, мм | 85 | 85 | ||
| Цена деления линейки/ лимба перемещения пиноли задней бабки, мм | 1/ 0,05 | 1/ 0,05 | ||
| Поперечное смещение задней бабки, мм | ±10 | ±10 | ±10 | ±10 |
| Электрооборудование | ||||
| Количество электродвигателей на станке | 3 | 3 | 3 | 3 |
| Мощность электродвигателя главного привода, кВт (об/мин) | 3 (1420) | 3 (1430) | 3 (1430) | 3 (1410) |
| Тип электродвигателя главного привода | АОЛ2-32-4 | АИР100S4ПУ3 | ||
| Мощность электродвигателя станции смазки, кВт (об/мин) | 0,08 (1390) | 0,09 (2700) | 0,09 (2700) | 0,09 (1350) |
| Тип электродвигателя гидростанции | АОЛ-012-4 | |||
| Тип станции смазки | С48-12М | С48-12М | ||
| Мощность электродвигателя насоса охлаждения, кВт (об/мин) | 0,15 (2800) | 0,12 (2800) | 0,12 (2800) | 0,18 (3000) |
| Насос охлаждения (помпа) | ПА-22 | ПА-25МС | ||
| Габариты и масса станка | ||||
| Габариты станка (длина ширина высота), мм | 1770_970_1300 | 1790_810_1400 | ||
| Масса станка, кг | 1120 | 1180 |
Список литературы:
Станок специальный токарный 250ИТП, 250ИТВ, 250ИТВФ1. Руководство по эксплуатации 250 ИТП.00.000 РЭ, 1985
Руководство по эксплуатации 250 ИТП.00.000 РЭ, 1985
Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
Батов В.П. Токарные станки., 1978
Белецкий Д.Г. Справочник токаря-универсала, 1987
Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
Модзелевский А. А., Мущинкин А.А., Кедров С. С., Соболь А. М., Завгородний Ю. П., Токарные станки, 1973
Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
Тепинкичиев В.К. Металлорежущие станки, 1973
Чернов Н.Н. Металлорежущие станки, 1988
Связанные ссылки. Дополнительная информация
Главная
О компании
Новости
Статьи
Прайс-лист
Контакты
Справочная информация
Скачать паспорт
Интересное видео
Деревообрабатывающие станки
КПО
Производители
Конструкторские особенности строения
Составные части станка
Перечень составных частей
Токарная установка серии 250ИТВМ имеет достаточно уникальные конструкторские чертежи. Строение станка позволяет выделить массу технологических особенностей:
Строение станка позволяет выделить массу технологических особенностей:
- Изменения параметров подач и текущей скорости шпинделя производятся в большом диапазоне, что увеличивает функциональность.
- Фартук этой модели оснащается продуманным механизмом останова, благодаря этому нововведению в строении защищены от нагрузок главные элементы устройства (коробка передач, привод, электросхемы).
- В основе регулировки работы шпинделя лежит преселективная технология управления. Ее суть в заблаговременной настройке этого узла к моменту последующего включения в работу.
- Нарезка нескольких вариантов резьбы обуславливается не последовательной сменой шестерней, а универсальностью коробки передач.
- Параметры сопротивляемости станины имеют запредельно высокие числовые показатели. При изготовлении основным материалом для этой детали является специальная марка хромоникелевого чугуна.
Регулировать подачи на станке допускается по облегченной схеме – используется специальная рукоять. Направление подачи полностью соответствует перемещению рукоятки.
Направление подачи полностью соответствует перемещению рукоятки.
Кинематическая схема станка
Назначение и описание агрегата
Станок токарно-винторезный 250ИТВМ.01отличается приличным по величине набором функций, а также вменяемой ценой. Такой агрегат легко обтачивает небольшие металлические заготовки. Чтобы его высокая точность обработки сохранялась подольше, не используйте его под крупные серии деталей и, в особенности, для их предварительной обработки. Для таких процессов в линейке есть агрегат в исполнении 250 ИТПМ, который производится под заказ.
Указанное оборудование выпускалось станкостроительным заводом ИжмашСтанко (Ижевск). Агрегаты, комплектующие изделия и запчасти к нему имеются в продаже в полном объеме. Причем их стоимость приемлемая.
Вся рассматриваемая нами серия станков разрабатывалась на основе конструктивно и технически удачной схемы агрегата ИЖ1И611П. Они выполняют разнообразные виды токарных операций с фиксацией детали патроном, цанговым зажимом либо вращающимися центрами, производят нарезку резьбы дюймовой, метрической и модульной резьбы.
Основной привод выполнен электродвигателем, работающим на клиноременную передачу (одиночную и поликлиновую) или зубчатый редуктор (12-и ступенчатый).
В корпус передней бабки монтируют:
- Шпиндельный узел, объединенный со входным шкивом.
- Комплекты зубчатых колес (два) – перебор (с передаточным соотношением 1 : 8) и звено, увеличивающее шаги для резьбы.
Повысить производительность работ на станке позволяет отказ от пробного прохода с последующими замерами деталей. Это новшество реализовано в токарном станке ИЖ250ИТВМФ1. Для этого он имеет устройство цифровой индикации (УЦИ). Оно значительно упрощает работу специалиста по расчету глубины резания, соответствующего ей числа оборотов лимба с фиксацией их на экране. УЦИ способствует обеспечению станку высокой точности обработки за счет:
- Отражения величины размера (в мм, дюймах) с дискретностью в 0,1 – 100 мкм.
- Учета компенсационных поправок, учитывающих изнашивание трущихся пар станочного агрегата и кромки режущего инструмента.

Точный отсчет для поперечной подачи (до 0,005 мм/об) осуществляется механизмом типа «верньер». Это маховик с нониусной шкалой. Коробка подач в состоянии менять скорость резца при нарезании резьбы, точении и остальных операциях. Причем делает это в достаточно широких пределах. Резьба с высокой точностью нарезается при условии прямого подключения ходового винта к гитаре (без участия коробки подачи).
Габариты рабочего пространства токарного станка ИЖ-250
Габариты рабочего пространства токарного станка ИЖ-250
Токарно-винторезный станок 250ИТВМ.01 представляет собой агрегат для выполнения технологических операций. Он используется для точения, одного из основных методов по обработке металлов резанием и преимущественно в промышленных условиях, в рамках производственных предприятий разного масштаба.
Токарный станок модели ИЖ250ИТВМ, благодаря относительно небольшим габаритным размерам занимает немного площади производственного участка. Его энергопотребление не велико. Агрегат при обработке дает точность размеров деталей класса «В» (высокая). Это оборудование изготовлено качественно и может эксплуатироваться длительное время. Его предпочтительнее применять:
Агрегат при обработке дает точность размеров деталей класса «В» (высокая). Это оборудование изготовлено качественно и может эксплуатироваться длительное время. Его предпочтительнее применять:
- Для единичного выпуска изделий небольшого размера в условиях приборостроительного или инструментального производства.
- Для получистовой или финишной обработки.
С целью предупреждения последующих нештатных или аварийных ситуаций приобретайте станки после обслуживания/восстановительного ремонта.
Назначение и область применения станка
Возможных форм и размеров предметов, которые можно обработать, насчитывается сотни. Станок по металлу используется в промышленных целях свыше 50 лет. За это время он успел зарекомендовать себя с положительной стороны. Главные отличительные особенности, которые делают его востребованным, это безукоризненная точность, универсальность, надежность и безопасность.
Используется для обработки различных деталей, размеры указаны в технических характеристиках устройства. Применяется по большей части на крупных, небольших по масштабу приборостроительных и инструментальных фирмах страны.
Применяется по большей части на крупных, небольших по масштабу приборостроительных и инструментальных фирмах страны.
Назначение ИЖ 250
Токарный станок по металлу ИЖ 250 обеспечивает высококачественное исполнение заключительных операций. Чтобы произвести точение, не требующее большой точности, и, оказывающее солидные нагрузки на станок, стоит выбрать другую модификацию оборудования – 250 ИТП. Для удовлетворения спроса Ижмаш выпустил несколько модернизированных вариантов ИЖ 250:
- ИЖ 250 ИТВМ.03 имеет большее расстояние между центрами, позволяющее легко обрабатывать детали нестандартной формы.
- ИЖ 250 ИТВМФ1 – агрегат, имеющий цифровой индикатор, что повышает удобство, точность и эффективность работы.
- ИЖ 250 ИТПМ используется для токарных операций невысокой точности.
250ИТВМ Станок токарно-винторезный высокой точности универсальный. Назначение и область применения
Станки токарно-винторезные моделей 250ИТВМ предназначены для токарной обработки в центрах, патроне или цанге, а также для нарезания резьб метрической, модульной и дюймовой для эксплуатации на крупных и малых предприятиях.
Станки могут применяться в инструментальном и приборостроительном производстве, связанном с точной обработкой небольших по размерам деталей.
С целью длительного сохранения точности обработки станки необходимо использовать только для финишных или получистовых операций. Станок модели 250ИТВМФ1 оснащен системой цифровой индикации (в дальнейшем УЦИ), позволяющей повысить производительность труда за счет сокращения вспомогательного времени на пробные проходы, на измерение деталей. Применение УЦИ облегчает работу токаря за счет исключения расчетов и необходимости запоминания оборотов лимба.
Оснащение станка УЦИ позволяет:
Нюансы эксплуатации и паспорт
Станок следует эксплуатировать в строгом соответствии инструкции на оборудование. Наладку должен производить специалист.
Особенности эксплуатации:
- Электрооборудование работает от трехфазной электрической сети напряжением 380 В.
- Подключение к сети производится через пакетный и автоматический выключатель.

- В ряде моделей рассматриваемой серии регулировка скорости не производится редуктором. Для этого изменяется мощность подаваемого электрического сигнала. В этом случае устанавливаются электродвигатели повышенной мощности (до 5,5 кВт).
Коробка подач обеспечивает широкие возможности варьирования подачей и параметрами резьбы. Для правильного использования их необходимо пользоваться стандартными таблицами для установки рычагов. Точность поперечных перемещений инструмента увеличивает верньер (точность возрастает до 0,005 мм/об).
Сведения о производителе токарно-винторезного станка 250ИТВМ
Производитель токарного станка 250ИТВМ — Ижевский станкостроительный завод Ижмаш, основанный в 1807 году.
История станкостроения на Ижевском машиностроительном начинается 28 июля 1930 г. после выхода приказа №181 о создании станкостроительного отдела.
Первой продукцией станкостроительного производства на заводе стал токарный станок с внешней трансмиссией.
Наиболее массовыми моделями универсальных токарных станков, выпущенными в разное время, стали «Удмурт», «Удмурт-2» (161-АМ), ИЖ-250, 1И611П, 1ИС611В, 95ТС, 250ИТВМ, 250ИТВМФ1 и токарный станок с ЧПУ ИТ42.
Станки, выпускаемые машиностроительным заводом Ижмаш
- 1И611П — станок токарно-винторезный повышенной точности универсальный Ø 270
- 1И611ПМФ3 — станок токарный с ЧПУØ 320
- 1ИС611В — станок токарно-винторезный высокой точности универсальный Ø 270
- 95-ТВ (95ТВ) — станок токарно-винторезный Ø 250
- 95ТС-1 (ИС1-1) — станок токарно-винторезный повышенной точности универсальный Ø 250
- 161-А, 161-АМ (Удмурт-2) — станок токарно-винторезный универсальный Ø 350
- 250-ИТВ (ИЖ 250-ИТВ) — станок токарно-винторезный высокой точности универсальный Ø 300
- 250ИТВМ (ИЖ 250ИТВМ) — станок токарно-винторезный высокой точности универсальный Ø 300
- 250ИТВМ.01, 250ИТВМ.03, 250ИТВМ Ф1 — станок токарно-винторезный высокой точности Ø 300
- 250ИТВМ Ф2 — станок токарный с оперативной системой управления ОСУ Ø 320
- 1336м — станок токарно-револьверный Ø 420, Ижевск, Киев
- ИЖ-Т-400 (1623) — станок токарно-винторезный универсальныйØ 400
- ИЖ-250, ИЖ-250П — станок токарно-винторезный повышенной точности универсальный Ø 250
- ИТ-42 — станок токарный с ЧПУ Ø 320
Отличия модификаций
Инженерная мысль не стоит на месте, и серийно освоены модифицированные станки, которые вобрали в себя лучшее черты ИЖ-250, но приобрели и специфические особенности.
ИЖ 250 ИТВМ 01 и 03
Станок выделяется увеличенными габаритами рабочего пространства. Межцентровой расстояние составляет 700 мм. Диаметр заготовок типа «Вал» увеличен до 170 мм.
ИЖ 250 ИТПМ
Приоритет в станке отдается токарным работам. Обеспечивается класс обработки П по ГОСТ 8–82. Масса – 1200 кг.
Из последних модификаций можно выделить модель ИЖ-250 СЦИ, оснащенную точной индикацией (до 100 мкм по диаметру). Станок обеспечивает линейную компенсацию при износе инструмента.
Токарный станок ИЖ-250 популярен уже более 50 лет. Его отличает достаточно высокая точность обработки деталей и повышенная надежность.
Современные модификации вполне конкурентоспособны с другими станками более поздних разработок. Данное оборудование можно рекомендовать, как крупным бизнесменам, так и ИП для обустройства небольшого производства.
Сведения о производителе токарно-винторезного станка ИЖ-250
Токарное оборудование, известное не только в Российской Федерации, но и далеко за ее пределами, производилось на Ижевском машиностроительном заводе. При помощи устройства можно проводить обработку деталей большей части форматов в центре, цанге и патроне. Уникальный и многопрофильный станок производился в нескольких модификациях на заводе.
ИЖ 250 использовался практически повсеместно на крупных предприятиях. Но также, если позволяли производственные мощности, применяли в небольших компаниях.
Специалисты Ижмаша, работящие в то время, пытались создать профессиональный и многопрофильный агрегат, который имел бы относительно небольшие размер и был удобен в использовании. Выпускалось несколько вариаций.
Сейчас варианты ИТВМ03, ИТПМ и ИТВМФ1 с завода не встретить в продаже. Но на некоторых ресурсах продаются старые, отремонтированные агрегаты.
Насколько используется модель сегодня
Несмотря на достаточно «древний» год запуска в массовое производство, ИЖ 250ИТВМ паспорт еще давнего СССР образца, но его производительность приравнивается к современным модификациям аналогичного оборудования. Сегодня он поставляется в частные мастерские, школьные учебные классы и заведения среднего строительного образования без серьезных отличий от первоначальной модели.
Сегодня он поставляется в частные мастерские, школьные учебные классы и заведения среднего строительного образования без серьезных отличий от первоначальной модели.
Сравнивая устройство станка с альтернативными многофункциональными установками по многим показателям старенький ИЖ 250 проигрывает, но даже такая конкуренция не может полностью подавить спрос на эти модели. Паспорт 250ИТВМ не имеет превосходящих характеристик, однако точность работы на этом устройстве способна поразить даже опытного современного мастера обработки деталей.
Модель отстает от конкурентов по эргономичности, количеству изготавливаемых деталей, отсутствием компьютерного контроля и другим показателям. Но каждый обзор устройств, способных выполнить нарезку резьбы не обходиться без этого базового представителя класса.
Нюансы эксплуатации
Неотъемлемой частью механизмов установки являются система ремней клиновых и поликлиновых, электрический двигатель 3 кВт и редуктор, имеющий 12 скоростей, которые переключаются маховиком, связанным с селекторными дисками.
Маховик поворачивается, создавая необходимую комбинацию отверстий, в которые устанавливаются рычажные фиксаторы, обеспечивающие сцепление блоков различных зубчатых колес и их своевременное переключение. Для приостановки зубчатых колес оттягивается рычаг управления, эта операция производится после выбора нужной скорости, а после необходимые блоки зацепляются.
Механизм закрытого фартука отвечает за осевые и перпендикулярные подачи резцедержателя, как при ручном, так и при механическом управлении, и за нарезку резьб, при задействовании ходового винта. За осуществление прочих токарных работ отвечает ходовой валик.
Блокировочный механизм, установленный в фартуке, предотвращает одновременный запуск подач, осевых и перпендикулярных, и ходовых валика и винта. На передней части фартука расположен рычаг управления подачами
При работе с устройством стоит обратить внимание на такие моменты:
- Некоторые модели не предусматривают использование редуктора. Настройка скорости главного вала в таких моделях производится переключением скорости вращения электрического двигателя, мощностью 5,5 кВт.

- Подключение к сети осуществляется пакетным переключателем.
- Для обеспечения работы устройства требуется напряжение в 380В и трехфазная сеть.
Электрической схемой установки предусмотрена защита от перегрева. Срабатывая во время работы, система отключает двигатели только после ее завершения. Вращения главного вала возобновляются не раньше возврата переключателя теплового реле в начальное положение.
Наличие плавких предохранителей защищает систему от коротких замыканий. Двигатели защищены от перегрузок тепловыми реле, а нулевая защита электросхемы осуществляется пускателем.
Видео: токарный станок ИЖ-250.
Republished by Blog Post Promoter
95ТС-1 (ИС1-1) токарно-винторезный станок универсальный повышенной точности.
 Назначение и область применения
Назначение и область применения
Токарный станок 95ТС-1 повышенной точности изготовлен на базе станка 1И611П.
Универсальный токарно-винторезный станок 95ТС-1 повышенной точности инструментальной группы предназначен для выполнения самых разнообразных работ в центрах, цанговых или кулачковых патронах по черным и цветным металлам, включая точение конусов, а также для нарезания метрических, модульных, дюймовых резьб
Станок 95ТС-1 применяется для чистовых и получистовых работ в единичном и мелкосерийном производстве. Станки предназначены для эксплуатации преимущественно в многоэтажных зданиях, а также в подвижных ремонтных мастерских и судах.
Токарно-винторезный станок 95ТС-1 обеспечивает:
- Разнообразные токарные работы в центрах, цанговом и кулачковом патронах
- Широкий диапазон чисел оборотов и подач, обеспечивают производительную обработку при хорошем качестве поверхности
- фрезерные работы, а также обработку концевым инструментом, установленным в сверлильном патроне
- наружное и внутреннее шлифование деталей в центрах и патроне
Главное отличие от многих других токарных станков – коробка скоростей, конструктивно схожа с коробкой скоростей фрезерных станков 675-676 и рукоятка включения продольной – поперечной подачи.
Станок производился с середины 60х годов. В отличие от современных станков имеет закруглённые углы на передней бабке.
Все станки этой серии имеют калёные направляющие. Достаточно надёжны и точны. Имеет автономную систему смазки, работающую от электрической гидростанции.
Старые модели, на вторичном рынке имеются изобильно. Это весьма массовое изделие. Цены колеблются от 25 000руб до 130 000руб и более.
Особенности конструкции станка
Универсальная коробка подач даёт возможность нарезать все метрические резьбы и распространённые дюймовые и модульные резьбы без смены шестерён на гитаре;
Преселективное управление скоростями шпинделя позволяет подготовить последующее переключение во время работы станка;
Исключается необходимость обслуживания с задней стороны станка, что важно при ограниченных производственных площадях;
Сварной контейнер со встроенным электрооборудованием и емкостью СОЖ;
Объемный стружкосборник, удобное удаление стружки;
Преселективное управление скоростями шпинделя;
Предохранительное устройство от перегрузки механизма подач;
Механизм-верньер для точного отсчета поперечного перемещения суппорта;
фрезерное приспособление, устанавливаемое на поперечной каретке суппорта;
Мнемоническое управление подачами обеспечивается одной рукояткой, направление включения которой совпадает с направлением выбранного перемещения суппорта с резцовой головкой;
Беззазорная фиксация резцовой головки обеспечивает высокую жёсткость и точность установки;
Ходовой винт смазывается автоматически при нарезании резьбы;
Конструкция шпиндельного узла позволяет быстро сменить приводные ремни без разборки узла;
Станина станка изготовлена из хромоникелевого чугуна, направляющие закалены токами высокой частоты и отшлифованы;
Механизм останова, расположенный в фартуке, предохраняет механизмы подач от перегрузок, а также позволяет работать по жёсткому упору при точении
Конструкция и модификации станка
Внешний вид
Функциональное назначение токарных станков модели ИЖ-250 широкое. С их помощью можно выполнять обработку заготовок методом вращения. При этом деталь крепится в цанге, центрах или патроне. Дополнительно предусмотрена возможность формирования резьбы различного типа.
С их помощью можно выполнять обработку заготовок методом вращения. При этом деталь крепится в цанге, центрах или патроне. Дополнительно предусмотрена возможность формирования резьбы различного типа.
Конструкция оборудования стандартная, но имеет ряд особенностей. К ним относятся широкий диапазон переключения передач и подач режущего инструмента, возможность заранее выставить режим работы, который включится в определенный промежуток времени. Для удобства управления предусмотрен мнемонический механизм. Во время формирования резьбы смазка ходового винта выполняется автоматически.
Кроме этого, существует несколько типов модернизации станка, которые отличаются техническими и эксплуатационными качествами, а также комплектацией.
- ИЖ-250ИТВФ1. Оснащен блоком цифровой индикации. С его помощью можно существенно повысить производительность труда, так как рабочий не тратит время на измерение фактических размеров обрабатываемой детали;
- ИЖ-250ИТП. Предназначен для выполнения грубой обработки.
 Эта модель изготавливается только по особому заказу.
Эта модель изготавливается только по особому заказу.
Во всех типах оборудования установлен редуктор с двенадцатью скоростями. Для привода применяются клиновые ремни повышенной надежности. Переключение блока шестерен происходит при смещении дисков, в которых есть отверстия под фиксирующие пальцы.
Повышение точности формирования резьбы осуществляется с помощью механизма-верньера, установленного на станок ИЖ-250. Дополнительно предусмотрена схема соединения гитары с ходовым винтом. Он позволяет повысить точность обработки.
Наибольшую популярность станки этой серии получили для комплектации производственных линий, специализирующихся на приборостроении. Это обусловлено возможностью индивидуальной комплектации и изменением некоторых параметров станка при заказе на заводе-производителе.
Расположение составных частей станка 250ИТВМ.01, 250ИТВМ.03, 250ИТВМФ1
Расположение основных узлов токарного станка 250итвм.01
Перечень составных частей станка 250ИТВМ.
 01, 250ИТВМ.03, 250ИТВМФ1
01, 250ИТВМ.03, 250ИТВМФ1
- Станина 250ИТВМ.10.000 (250ИТВМ.03.10.000)
- Редуктор 250ИТВМ.17.000
- Коробка подач 250ИТВМ.30.000
- Гитара 250ИТВМ.25.000
- Бабка передняя 250ИТВМ.21.000
- Электрооборудование 250ИТВМ.90.000
- Разводка УЦИ 250ИТВМФ1.94.000
- Ограждение (патрона) 250ИТП.86.000
- Фартук 250ИТВМ.50.000
- Резцедержатель четырехпозиционный 250ИТП.61.000
- Ограждение (суппорта) 1И611П.89.000
- Суппорт 250ИТВМ.60.000
- Охлаждение 250ИТП.70.000
- Бабка задняя 250ИТП.40.000
- Ограждение 250ИТВМ.10.02.000
- Смазка 250ИТВМ.74.000
Устройство станка
Электрооборудование токарного станка ИЖ250
Станину изготавливают методом литья, она имеет усиления в виде П-образного ребра и устанавливается на прочной тумбе. Материал для станины служит хромоникелевый чугун. Станина снабжена 4-а направляющими (две – призматические, остальные – плоские). Последние подвергнуты поверхностной закалке ТВЧ и шлифовке. Внутри тумбы размещен электропривод, вращающий редуктор, автоматическая смазочная станция и система подачи СОЖ (смазочно-охлаждающая жидкость).
Внутри тумбы размещен электропривод, вращающий редуктор, автоматическая смазочная станция и система подачи СОЖ (смазочно-охлаждающая жидкость).
В соответствии с кинематической схемой станка редуктору отводится роль коробки скоростей, приводящейся с помощью электродвигателя, закрепленного на фланце. Для фиксации редуктора в тумбе имеется промежуточный кронштейн.
У редуктора есть устройство предварительного выбора оборотов. Эта процедура реализуется без останова станка. Рукояткой проворачивают маховик, связанный с двумя дисками, с помощью которых выбирают число оборотов. Диски образуют набор отверстий для пальцев с рычагами, перекидывающими блоки шестерен. Для приостановки вращения зубчатых колес (до скорости менее 100 об/мин) эта рукоятка слегка оттягивается к себе (ощущение сопротивления), выдерживается пауза. Затем усилием в том же направлении (к себе до отказа) включают передачу. На малых оборотах эта процедура делается одним движением ручки.
Для упрощения переброски или смены приводного ремня (без необходимости разбирать весь узел) его шкив смещен в левую половину корпуса задней бабки. Базой для монтажа последней принят штифт, установленный внизу шпинделя. Этот элемент контрит сам шпиндельный узел в случае разогрева нагреве последнего и облегчает контроль положения его оси вращения. Момент вращения к шпинделю станка приходит прямо от шкива либо через шестерни перебора. Впереди на корпус бабки вынесена ручка переключений между зубчатой муфтой и перебором. Блок не даст включить их в одно время. Во избежание поломки шестерен не двигайте ручку до полной остановки шпиндельного узла. В конструкции передней бабки предусмотрено звено, которое увеличивает шаг выполняемой резьбы.
Базой для монтажа последней принят штифт, установленный внизу шпинделя. Этот элемент контрит сам шпиндельный узел в случае разогрева нагреве последнего и облегчает контроль положения его оси вращения. Момент вращения к шпинделю станка приходит прямо от шкива либо через шестерни перебора. Впереди на корпус бабки вынесена ручка переключений между зубчатой муфтой и перебором. Блок не даст включить их в одно время. Во избежание поломки шестерен не двигайте ручку до полной остановки шпиндельного узла. В конструкции передней бабки предусмотрено звено, которое увеличивает шаг выполняемой резьбы.
С помощью коробки подач настраивают процессы по нарезке резьбы или переключают подачи во время точения. Размер всех поперечных подач вдвое меньше аналогичных продольных. Редуктор вращает входной вал указанной коробки посредством сменного комплекта шестерен (резьба) или ремня (все остальные операции). Переключение подачи при оборотах шпинделя менее 100 об/мин допускается с ходу. Если скорость выше – то только на выбеге (уменьшении скорости) шпинделя за счет кратковременного выключения вращения на станке с помощью предусмотренной рукоятки.
Слева на торцевой поверхности передней бабки крепят гитару. Из-за наличия блокировки включить зубчатую передачу вместе с ременной невозможно.
Застопорить заднюю бабку можно поворотом ее рукоятки. Усилие зажима можно отрегулировать с помощью гаек. Надежности прижима поспособствует добавочный винт. Проточка коротких конусов на станке облегчается тем, что есть возможность сместить корпус задней бабки по отношению к оси центров станка. Смещение делается на величину не более + — (10 мм) специальным винтом. Для контроля положения оси центров станка по горизонтали (относительно станинных направляющих) совмещают соответствующие бобышки на корпусе и поддоне задней бабки. Фиксацию пиноли выполняют посредством ее ручки.
К основным функциям фартука относят: реализация движения подачи (продольной или поперечной) для суппорта посредством ходового вала; порезка резьбовых поверхностей – от ходового винта. Поэтому фартук снабжен 4-я муфтами, которые включают прямые или обратные подачи.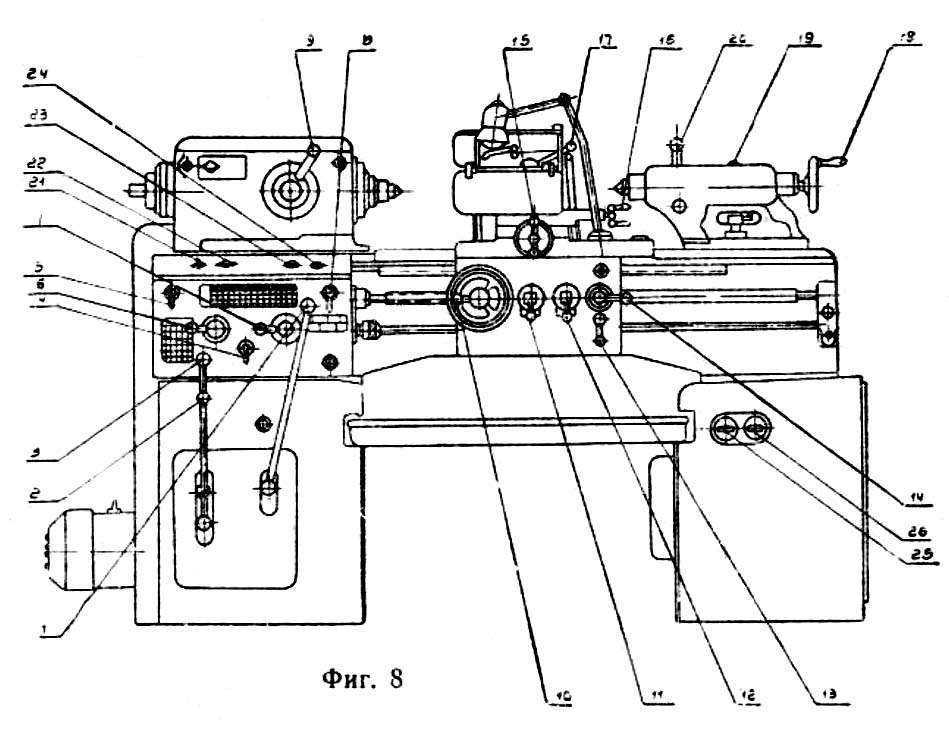 Ускоренного перегона резца у этих моделей станков нет.
Ускоренного перегона резца у этих моделей станков нет.
Крестообразный суппорт в процессе работы станка ходит вдоль заготовки с помощью станинных направляющих, а поперек нее – по аналогичным элементам каретки. Продольные перемещения реализуются ручным либо механическим способом. Сверху на суппорте стоит основной резцедержатель с четырьмя местами под резцы. Под заказ возможна дополнительная поставка заднего одноместного резцедержателя для поперечной каретки.
Для закрытия зоны резания от летящих стружек установлено защитное ограждение с проемом из прочного прозрачного полимера. Ее монтируют с помощью стойки с регулируемой высотой. В случае резания заготовок из хрупкого материала применяют дополнительный защитный экран, который крепится к основному справа.
Сведения о производителе токарно-винторезного станка 250ИТВМ.01
Производитель токарного станка 250ИТВМ.01, 250ИТВМ.03, 250ИТВМФ1 – , основанный в 1807 году.
История станкостроения на Ижевском машиностроительном заводе “Ижмаш” начинается 28 июля 1930 г. после выхода приказа №181 о создании станкостроительного отдела.
после выхода приказа №181 о создании станкостроительного отдела.
Первой продукцией станкостроительного производства на заводе стал токарный станок фирмы “Леве” с внешней трансмиссией.
Наиболее массовыми моделями универсальных токарных станков, выпущенными в разное время, стали “Удмурт”, “Удмурт-2” (161-АМ), ИЖ-250, 1И611П, 1ИС611В, 95ТС, 250ИТВМ, 250ИТВМФ1 и токарный станок с ЧПУ ИТ42.
мотоцикл представительского класса Новый Иж Калашников технические характеристики
В базе Росстандарта появилось Одобрение типа транспортного средства (ОТТС) на мотоциклы Иж Пульсар. Так называется новый электрический эндуро, который Калашников несколько раз касался в прошлом году. А буквально на днях один такой автомобиль в камуфляжной окраске стал экспонатом выставки «Ижевские мотоциклы» в столице Удмуртии.
Утверждается, что эти мотоциклы российского производства являются собственной разработкой концерна «Калашников». Хотя Ижевский мотоциклетный завод был закрыт еще в 2008 году, а вся его техника распродана. Сами мотоциклы внешне очень напоминают бензиновые внедорожники Irbis TTR250 – так на российском рынке представлены мотоциклы Bashan BS250 производства китайского Чунцина.
Сами мотоциклы внешне очень напоминают бензиновые внедорожники Irbis TTR250 – так на российском рынке представлены мотоциклы Bashan BS250 производства китайского Чунцина.
Аналогичны и габариты: колесная база Башана составляет 1500 мм, общая длина 2260 мм, тогда как у российского Пульсара 1530-1550 мм и 2200-2400 мм соответственно. Штекер обусловлен двумя разновидностями: в ОТТС указаны версии L3012 и L3013. Первый предназначен для «служб министерств здравоохранения, внутренних дел, Федеральной службы войск национальной гвардии, МЧС, ФСБ, Федеральной таможенной службы, Минюста России», а второй — гражданский.
Силовая установка у Pulsar оригинальная: бесколлекторный электродвигатель постоянного тока китайской фирмы Golden Motor с «максимальной 30-минутной мощностью» 15 кВт (то есть 20 л.с.). В сертификате указаны три типа тяговых аккумуляторов — литий-феррофосфатные, литий-ионные или литий-полимерные. Одна основная батарея расположена над двигателем, а одна или две дополнительные батареи расположены в корпусах. Основная емкость от 38 до 100 Ач, вспомогательная от 20 до 30 Ач, при общей максимальной 160 Ач, а запас хода, по ОТТС, от 50 до 250 км.
Основная емкость от 38 до 100 Ач, вспомогательная от 20 до 30 Ач, при общей максимальной 160 Ач, а запас хода, по ОТТС, от 50 до 250 км.
В комплектации специального назначения L3012 включает в себя дуги безопасности, багажную полку, задние и боковые кофры и проблесковый маячок. Поэтому (а также из-за разницы в конфигурации аккумуляторов) снаряженная масса варьируется от 165 до 245 кг, а разрешенная полная масса — от 300 до 320 кг.
Концерн Калашников хранит молчание о коммерческих перспективах Pulsar. Очевидно, упор делается на специальные версии для силовых структур. Также не исключено, что скоро мы увидим такие мотоциклы на улицах столицы: осенью прошлого года глава Департамента транспорта Москвы Максим Ликсутов заявил, что около 30-50 электромотоциклов концерна «Калашников» будут работать на чемпионате мира, который начнется 14 июня.
Концерн «Калашников» передал шесть электромотоциклов и три прицепа для их перевозки.
Специально для отряда Lisa Alert все мотоциклы были адаптированы для эксплуатации в условиях бездорожья и оснащены громкоговорителями, а в боковых кофрах установлены дополнительные аккумуляторы с зарядным устройством.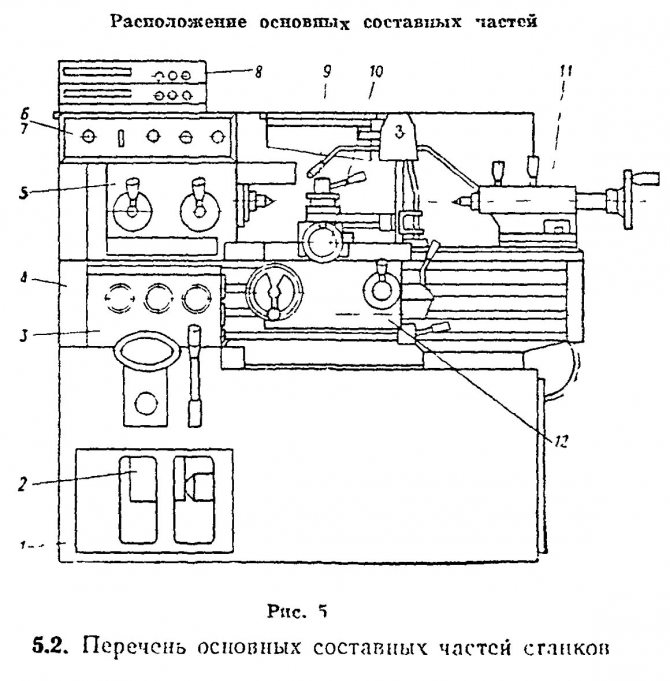 Максимальная скорость спасательных мотоциклов составляет 60 км/ч. По словам представителей концерна, «максималка» была ограничена в пользу увеличения крутящего момента.
Максимальная скорость спасательных мотоциклов составляет 60 км/ч. По словам представителей концерна, «максималка» была ограничена в пользу увеличения крутящего момента.
Хорошо помогать тем, кто действительно спасает человеческие жизни. Однако очень странно, что представители концерна «Калашников» не раскрывают в полном объеме технические данные своих электромотоциклов.
Так что грешно думать, что все основные комплектующие для мотоциклов Иж закупаются на Алиэкспресс. Например, двигатели и контроллеры от «Золотой мотор», а также аккумуляторы на развес по разумной цене.
Ведь если бы аккумуляторы были закуплены в Лиотехе (единственный завод по производству литий-ионных аккумуляторов в России), об этом непременно бы сказали и громко сказали. Правда, цена на аккумуляторы Лиотех такая же, как на сбитый самолет. Но это наше, дорогая.
Для справки: Компания «Лиотех» («Литий-ионные технологии»), проектная компания ОАО «Роснано», создана в 2010 году для решения задач в области энергосбережения и перевода транспорта на экологически чистый источник энергия. К сожалению, среди простых смертных любителей строительства электросамокатов, велосипедов и мотоциклов, а таких, поверьте, целой параллельной цивилизации, продукция Лиотех не пользуется популярностью. Как уже было сказано, очень дорого. Судя по всему, для концерна Калашников цена на аккумуляторы Лиотех тоже завышена.
К сожалению, среди простых смертных любителей строительства электросамокатов, велосипедов и мотоциклов, а таких, поверьте, целой параллельной цивилизации, продукция Лиотех не пользуется популярностью. Как уже было сказано, очень дорого. Судя по всему, для концерна Калашников цена на аккумуляторы Лиотех тоже завышена.
Что касается, электродвигателей для двухколесной техники, то в России о каком-то серьезном отечественном производителе электродвигателей никто не слышал. Всех спасает «старый добрый» Китай. Но русские не сдаются, даже когда военных нет даже рядом. Это значит, что у нас остались специалисты, которые, несмотря на адский демпинг из Поднебесной, все же пытаются разработать и наладить собственное производство электродвигателей и мотоциклов в России.
Например, в Москве есть компания Интеллектуальные энергосистемы. Эта компания занимается разработкой, проектированием и изготовлением прототипов электроприводов и изделий на их основе. Специалисты этой компании уже создали свою платформенную технику, включающую в себя электродвигатель и контроллер управления. Уже есть действующие образцы мотоциклов собственной разработки и со своими моторами под маркой Deller. В конце этого года проходят испытания прототипа с новой рамой и с увеличенным аккумуляторным отсеком. Кому интересно, вот ссылка на сайт этой компании.
Уже есть действующие образцы мотоциклов собственной разработки и со своими моторами под маркой Deller. В конце этого года проходят испытания прототипа с новой рамой и с увеличенным аккумуляторным отсеком. Кому интересно, вот ссылка на сайт этой компании.
А вот и видео с первых тест-драйвов электромотоциклов Deller
К чему все эти примеры: «Лиотех», «Интеллектуальные энергосистемы»? Кроме того, ни в одном пресс-релизе концерна «Калашников», связанном с мотоциклами «Иж», нет данных об аккумуляторах, нет уточнения, откуда берутся моторы и другие комплектующие. Похожая история и с нашумевшим, так называемым, «концепт-байком» (название взято из официального пресс-релиза), который недавно показали нашему президенту Владимиру Путину и Патриарху Кириллу.
Согласно тем же пресс-релизам, первая партия так называемых «концепт-байков» будет выпущена в первой половине 2018 года. Главнокомандующему ему как минимум сообщили, что «впервые тяжелый мотоцикл разработки концерна «Калашников» (цитата из пресс-релиза) представляет собой мотоцикл «Хонда», технически обтянутый дизайнерским пластиком.
Ан нет, там несколько деталей выточенных на ЧПУ из цельных кусков алюминия. Естественно, алюминий точили по высокой цене. Очень дорого.
По слухам, с ижевских умельцев и со всех, кто так или иначе был причастен к проекту «тяжелого кастома» мотоцикла honda, взяли «страшную» подписку о неразглашении названия базовой модели.
Вообще каким-то странным образом концерн Калашников выполняет команду вышестоящего начальства по возрождению мотоциклетного производства.
Судя по некоторым кадрам из видео с электромотоциклами отряда «Лиза Алерт», очередная партия этих сверхсекретных устройств будет получена военными.
И хорошо бы для этой пестрой пиар-раскраски электромотоциклов от военизированных хаки, ГАИ и оранжевого МЧС реальные отечественные разработки, а не оптовые закупки с Алиэкспресс.
Два дня назад я познакомил читателей с «За рулем», а сейчас представляем вашему вниманию самую неожиданную и интересную премьеру — реинкарнацию концерна «Калашников» Иж Комби. Легендарный советский хэтчбек получил обновленную внешность и инновационную электрическую начинку. Номинальная мощность силовой установки CV-1 составляет 220 кВт (299 л.с.) при пиковой мощности 500 кВт (680 л.с.). В автомобиле установлена электрическая батарея емкостью 90 кВтч, которая обеспечивает 350 км пробега на одном заряде.
Легендарный советский хэтчбек получил обновленную внешность и инновационную электрическую начинку. Номинальная мощность силовой установки CV-1 составляет 220 кВт (299 л.с.) при пиковой мощности 500 кВт (680 л.с.). В автомобиле установлена электрическая батарея емкостью 90 кВтч, которая обеспечивает 350 км пробега на одном заряде.
Пресс-служба российского концерна сообщает, что Иж Комби ЦВ-1 является своеобразным стендом для отработки инновационных решений, в том числе:
«Быстродействующая модульная система управления батареями, позволяющая достичь 2000 А (в ) с контролем ячеек в реальном времени и контролем заряда и разряда. Кроме того, CV-1 имеет систему оптимальной балансировки элементов, учитывающую малейшую разницу в характеристиках каждого. Аккумулятор электрического суперкара питает революционный инвертор с размерами 50×50×100 см и массой 50 кг и может развивать мощность до 1,2 МВт полезной нагрузки.
Динамические характеристики электромобиля пока не называются (известно только, что первую сотню он набирает за 6 секунд), как и сроки начала серийного производства.
В начале августа появилась информация, что в Ижевске планируют восстановить мотоциклетное производство, закрытое в 2008 году. Да не простое, а с электроприводом. А на форуме «Армия-2017» мне удалось познакомиться с прототипами будущих электромотоциклов.
Почему разработчики выбрали электропривод? Ожидается, что на этих мотоциклах полиция будет патрулировать парки и другие зеленые зоны. Они также могут пригодиться военной разведке — благодаря бесшумной работе мотора.
Представители Ижевского завода уверяют, что электромотоциклы полностью разработаны в России. Основные элементы конструкции, включая раму, тоже будут отечественного производства. А вот электродвигатель и тяговые батареи китайские. Сам мотор расположен в центре рамы, заднее колесо приводится в движение цепью. Основные аккумуляторы расположены под сиденьем, но также можно установить дополнительный аккумулятор в один из боковых ящиков, а в другом находится зарядное устройство. Техническая информация, увы, пока очень скупа.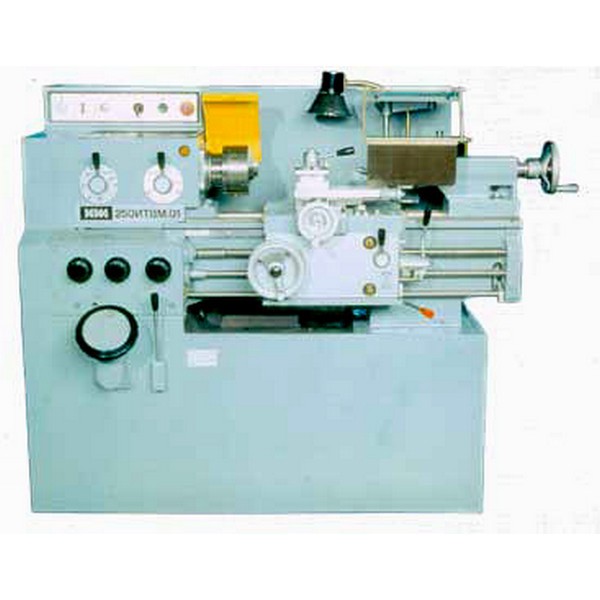 Известна только максимальная мощность(15 кВт, то есть 20 л.с.) и заявленный запас хода, который составляет 150 км.
Известна только максимальная мощность(15 кВт, то есть 20 л.с.) и заявленный запас хода, который составляет 150 км.
Сразу после форума несколько таких мотоциклов будут переданы московской полиции для испытаний в реальных условиях. Они помогут выявить у новых моделей детские болезни.
А еще на стенде Ижевского завода стояли два больших черных мотоцикла, словно сошедшие с экранов фантастического фильма. Граненые формы, большие кожухи на колесах, вытянутый силуэт… Дарт Вейдер был бы доволен! Не хватает только реактивного двигателя: двигатель здесь обычный бензиновый. Кстати, на этих байках красуется забытая эмблема «Иж», а на электромотоциклах — логотип концерна «Калашников».
Однако судьба необычного черного корабля окутана тайной. На стенде говорят, что это просто дизайн-проект без конкретной цели. Но разве лимузину проекта «Кортеж» не нужен мотоциклетный эскорт?
Специалисты концерна «Калашников» доказали, что могут создавать не только лучшее в мире оружие, но и современную технику. Последняя разработка — огромный черный мотоцикл со знаменитой эмблемой ИЖ.
Последняя разработка — огромный черный мотоцикл со знаменитой эмблемой ИЖ.
Отечественные автомобилисты расстроились, когда в 2008 году было объявлено о прекращении производства мотоциклов ИЖ. А в этом году концерн «Калашников» представил новый байк, который никого не оставляет равнодушным своим внешним видом и выдающимися характеристиками.
Дизайн велосипеда впечатляет. Он очень длинный и широкий (размеры 290х94х125 сантиметров). Черный мотоцикл, благодаря граненым внешним панелям, выглядит как транспорт для Дарта Вейдера или Бэтмена. Передние и задние колеса закрыты огромными кожухами, так что при движении вращающиеся части практически не видны.
Новый ИЖ имеет бензиновый оппозитный двигатель мощностью 110 кВт (150 л.с.), развивающий крутящий момент 180 Н∙м. Благодаря этому мотору автомобиль массой 510 килограммов разгоняется с 0 до 100 км/ч всего за 3,5 секунды. Максимальная скорость мотоцикла из Ижевска – 250 км/ч.
Представители завода изначально утверждали, что мотоцикл создавался просто как концепт, но автомобильная пресса предположила, что новый ИЖ может использоваться в качестве мотоэскорта в государственной транспортной системе «Кортеж».
Иж750 — Игорь Чак
ИЖ 750 HYBRID Концепт
Иж — технологичная двухколесная машина, в которой наворотов больше, чем в современном автомобиле.
Иж — известный производитель оружия (самый известный пример — автомат «Калашников»). Впрочем, что касается производства для гражданского рынка, то Иж был не только автомобильным заводом, но и основным советским мотоциклетным заводом до распада СССР, с производством еще более массовым, чем ИМЗ-Урал. Учитывая, что Иж был главным советским мотоциклетным заводом, а СССР был вторым производителем мотоциклов (после Японии) до начала 99-го года.0s, можно сказать, что эта российская марка была одной из величайших фабрик в мире по количеству продукции (11 000 000 велосипедов, выпущенных с 1927 года). Но, несмотря на эти цифры, он почти полностью неизвестен в западных странах.
Производство мотоциклов началось еще в 1927 году, когда инженер П. В. Можаров реализовал большой V-образный мотоцикл Иж-1 (двигатель располагался поперечно, по типу Гуззи), 1200 куб.см, трехступенчатая коробка передач с главной передачей, 23 л.с., с оригинальной рамой из штампованной стальной фольги. Кроме того, нижняя часть задней части рамы также выполняет функцию глушителя.
В. Можаров реализовал большой V-образный мотоцикл Иж-1 (двигатель располагался поперечно, по типу Гуззи), 1200 куб.см, трехступенчатая коробка передач с главной передачей, 23 л.с., с оригинальной рамой из штампованной стальной фольги. Кроме того, нижняя часть задней части рамы также выполняет функцию глушителя.
Мое мнение о редизайне Иж–1 1929 года выпуска
Дизайн
Дизайн очень гладкий и аэродинамический, но также показывает свое превосходство в весе. Благодаря новым материалам и более легким компонентам этот велосипед стал почти вдвое легче, чем в 1929 году. Массивная и прочная передняя часть плавно переходит в более легкую заднюю часть. Этот мотоцикл не предназначен для перемещения из точки А в точку Б, а полностью связан с миром в цифровом и эмоциональном плане. Вот что будет в новом спортивном крейсере…
Мощность
Мощность исходит от V-образного твина объемом 849,40 см3 (51,83 кубических дюйма), развивающего 140 лошадиных сил. Двигатель на 50% изготовлен из термостойкого и сильно армированного пластика. В дополнение к этому двигатель имеет встроенную проводку и схемы. Наличие большинства проводов и шлангов, встроенных в раму и двигатель, снижает вес, снижает повреждение проводов, такое как коррозия и гниение. Наличие этой функции позволит иметь меньше неисправных контактов и сделать диагностику более точной. Двигатель имеет автоматическую интеллектуальную систему регулирования топлива, чтобы получить лучший расход топлива. В дополнение к этому есть бесщеточный электродвигатель мощностью 60 кВт, встроенный в задний обод, с небольшой 2-скоростной коробкой передач. Питание электродвигателя осуществляется от литий-сульфидной батареи (Li2S), расположенной в задней части двигателя. Обратите внимание, что батареи Li2S содержат в четыре раза больше энергии, чем ионно-литиевые батареи. Эта гибридная комбинация должна выдавать около 80 миль на галлон. 6-ступенчатое сцепление с доступной автоматической коробкой передач.
Двигатель на 50% изготовлен из термостойкого и сильно армированного пластика. В дополнение к этому двигатель имеет встроенную проводку и схемы. Наличие большинства проводов и шлангов, встроенных в раму и двигатель, снижает вес, снижает повреждение проводов, такое как коррозия и гниение. Наличие этой функции позволит иметь меньше неисправных контактов и сделать диагностику более точной. Двигатель имеет автоматическую интеллектуальную систему регулирования топлива, чтобы получить лучший расход топлива. В дополнение к этому есть бесщеточный электродвигатель мощностью 60 кВт, встроенный в задний обод, с небольшой 2-скоростной коробкой передач. Питание электродвигателя осуществляется от литий-сульфидной батареи (Li2S), расположенной в задней части двигателя. Обратите внимание, что батареи Li2S содержат в четыре раза больше энергии, чем ионно-литиевые батареи. Эта гибридная комбинация должна выдавать около 80 миль на галлон. 6-ступенчатое сцепление с доступной автоматической коробкой передач. Вся эта мощь останавливается мощными, но очень точными магнитными тормозами с резервной гидравлической системой. Сцепление, тормоз и дроссельная заслонка велосипеда контролируются электроникой для более точного вождения.
Вся эта мощь останавливается мощными, но очень точными магнитными тормозами с резервной гидравлической системой. Сцепление, тормоз и дроссельная заслонка велосипеда контролируются электроникой для более точного вождения.
Безопасность
Первая главная и самая важная функция безопасности – двойная подушка безопасности. Ключевым моментом при лобовом столкновении является удержание мотоцикла прямо и стабильно, чтобы вся сила приходилась на переднюю часть, потому что у велосипедов нет такой зоны деформации, как у автомобилей. Я решил создать один. Во-первых, передняя подушка безопасности, она принимает около 50 % удара и удерживает заднее колесо стабильно на земле. В большинстве случаев при лобовом столкновении задняя часть велосипеда работает почти как катапульта, которая отбрасывает гонщика вперед. Фронтальная подушка безопасности также удерживает основную подушку безопасности дальше от объекта. Это дает водителю больше места для захвата подушкой безопасности. Основная подушка безопасности имеет уникальный дизайн. Острые руки захватывают плечи всадника, блокируя движение тела вперед. Каркасная конструкция вилки работает как зона деформации. При ударе вилы фиксируются вперед, чтобы принять максимальный удар под правильным углом. С этим пакетом безопасности у гонщика больше шансов выжить и получить минимальные повреждения тела в случае аварии.
Основная подушка безопасности имеет уникальный дизайн. Острые руки захватывают плечи всадника, блокируя движение тела вперед. Каркасная конструкция вилки работает как зона деформации. При ударе вилы фиксируются вперед, чтобы принять максимальный удар под правильным углом. С этим пакетом безопасности у гонщика больше шансов выжить и получить минимальные повреждения тела в случае аварии.
Велосипед также оснащен радарной системой, контролирующей приближение, которая работает вместе с фронтальной бортовой камерой. Его можно запрограммировать на любое расстояние между велосипедом и объектом. Поэтому, если автомобиль перед вами неожиданно сломается, система автоматически затормозит или замедлит скорость, чтобы сохранить минимальное расстояние. Радар/камера может обнаружить объект размером с кролика. Камера также имеет функцию ночного видения. Каждая потенциальная опасность отображается на встроенном 3D ЖК-дисплее. Объект будет обозначен на ЖК-дисплее, чтобы водитель знал, где находится потенциальная опасность. Обычно это полезно при плохой видимости. Руль будет вибрировать, чтобы предупредить водителя о возможном предупреждении… автомобиль слишком близко, слепая зона, пешеход и т. д. Велосипед также оснащен боковыми датчиками приближения для обнаружения слепых зон, маркеры слепых зон расположены на боковых зеркалах. . Другие функции безопасности включают в себя: усовершенствованный контроль тяги, который автоматически адаптируется к льду, воде, грязи, маслу; акселерометр, чтобы фары поворачивались при повороте; стабилизатор для предотвращения раскачивания и усовершенствованная ABS. Передние воздухозаборники предназначены не только для эстетических целей, но и являются важной частью конструкции. Во-первых, они обеспечивают постоянный приток воздуха к радиатору, во-вторых, они работают как аэродинамические стабилизаторы спереди, когда мотоцикл движется на более высокой скорости… Дневные ходовые огни также входят в стандартную комплектацию.
Обычно это полезно при плохой видимости. Руль будет вибрировать, чтобы предупредить водителя о возможном предупреждении… автомобиль слишком близко, слепая зона, пешеход и т. д. Велосипед также оснащен боковыми датчиками приближения для обнаружения слепых зон, маркеры слепых зон расположены на боковых зеркалах. . Другие функции безопасности включают в себя: усовершенствованный контроль тяги, который автоматически адаптируется к льду, воде, грязи, маслу; акселерометр, чтобы фары поворачивались при повороте; стабилизатор для предотвращения раскачивания и усовершенствованная ABS. Передние воздухозаборники предназначены не только для эстетических целей, но и являются важной частью конструкции. Во-первых, они обеспечивают постоянный приток воздуха к радиатору, во-вторых, они работают как аэродинамические стабилизаторы спереди, когда мотоцикл движется на более высокой скорости… Дневные ходовые огни также входят в стандартную комплектацию.
Связь
В современном мире нам нужно оставаться на связи 24/7. Вот почему в этом мотоцикле есть все, что вам нужно, чтобы оставаться на связи с миром. Бортовой компьютер регулирует/регулирует все, чтобы путешествие было безопасным и комфортным. Основной блок общается с вами через встроенный сенсорный ЖК-экран 3D. На ЖК-дисплее отображаются предупреждения, техническое обслуживание, которое необходимо выполнить, диагностика и т. д. Велосипед имеет 3 режима: спортивный, комфортный и ручной.
Вот почему в этом мотоцикле есть все, что вам нужно, чтобы оставаться на связи с миром. Бортовой компьютер регулирует/регулирует все, чтобы путешествие было безопасным и комфортным. Основной блок общается с вами через встроенный сенсорный ЖК-экран 3D. На ЖК-дисплее отображаются предупреждения, техническое обслуживание, которое необходимо выполнить, диагностика и т. д. Велосипед имеет 3 режима: спортивный, комфортный и ручной.
Одной из самых интересных особенностей является связь велосипедов с реальным миром. Дисплей ИЖС использует технологию дополненной реальности. Дополненная реальность транслируется через HD-камеру, встроенную в переднюю панель, с функциями ночного видения. Благодаря этой технологии GPS-навигация была переведена в режим реального времени. Навигационный проход накладывается на то, что видит камера, и отображается на основном дисплее. Это также упрощает поиск коммерческих достопримечательностей. Дополненная реальность также работает как функция безопасности для определения потенциальных опасностей.
Еще одна интересная функция — возможность удаленного управления вашим мобильным устройством на главном дисплее. Иж будет подключаться к любым основным мобильным ОС: iPhone, Windows, Blackberry, Symbian, Android и др. Благодаря этой функции водитель сможет ответить на телефонный звонок, не лезя в карман, нажав на колесико прокрутки управления, расположенное на левый руль. Ответ на телефонные звонки — это единственная функция, которую можно использовать во время движения из соображений безопасности. Когда велосипед стоит, водитель может в полной мере использовать свой телефон: SMS, Интернет, видео, приложения и т. Д. Стандартные возможности подключения включают GPS, Bluetooth 4.0, Wi-Fi и 4G.
В заключение концепция «Иж» — это первый шаг к новой технологической революции, которая ждет нас в будущем.
Галерея
Посмотреть в полном размере
Посмотреть в полном размере
Посмотреть в полном размере
Посмотреть в полном размере
Посмотреть в полном размере
Посмотреть в полном размере
Посмотреть в полном размере
Посмотреть в полном размере
Посмотреть в полном размере
Посмотреть в полном размере
Посмотреть в полном размере
Посмотреть в полном размере
Посмотреть в полном размере
Посмотреть в полном размере
Посмотреть в полном размере
Посмотреть в полном размере
Посмотреть в полном размере
Посмотреть в полном размере
Посмотреть в полном размере
Посмотреть в полном размере
Посмотреть в полном размере
Посмотреть в полном размере
Посмотреть в полном размере
Посмотреть в полном размере
1952 Puch SGS 250cc ПРОДАНО
01728 724321
Впервые зарегистрированная 13 июня 1952 г. , эта машина оснащена необычным двухтактным двигателем с раздельной конструкцией, который используется небольшим числом континентальных производителей. Последним местным владельцем был опытный инженер, который выполнял различные работы по настройке мотоцикла. Поставляется с последним регистрационным документом DVLA V5C, освобождается от уплаты дорожного налога, поскольку он зарегистрирован в классе «Историческое транспортное средство», и имеет то преимущество, что больше не требует технического обслуживания.
, эта машина оснащена необычным двухтактным двигателем с раздельной конструкцией, который используется небольшим числом континентальных производителей. Последним местным владельцем был опытный инженер, который выполнял различные работы по настройке мотоцикла. Поставляется с последним регистрационным документом DVLA V5C, освобождается от уплаты дорожного налога, поскольку он зарегистрирован в классе «Историческое транспортное средство», и имеет то преимущество, что больше не требует технического обслуживания.
Это объявление было удалено из-за распродажи или иным образом.
Пожалуйста, смотрите список ниже для похожих объявлений в прямом эфире
Похожие объявления
Мини-пакет EFS
1989 год
Автомобиль в отличном состоянии
Цена в евро: 2.340€
Наш магазин находится в 25 минутах от аэропорта Порту, который принимает ежедневные рейсы ryannair и easyjet.
Если вы не знаете, как получить автомобиль, не волнуйтесь, мы поставим его в вашем доме
Больше фотографий доступно на нашем …
- 1000
- 29 авг 2022
Португалия
- Сравнивать:
- Страховые котировки
Туристический велосипед Puch 1970-х годов в отличном состоянии для своего возраста, на нем установлен современный двухтактный двигатель, что доставляет массу удовольствия. 395 фунтов стерлингов
395 фунтов стерлингов
Мы находимся на острове Уайт и позвоним Винсу по телефону 07850 065187 для получения более подробной информации или по электронной почте [email protected].0003
- 29 авг 2022
Остров Уайт
- Сравнивать:
- Страховые котировки
Продам мотоцикл Пуч. Недавно удалил ржавчину и загерметизировал бак, восстановил карбюратор и заменил топливную магистраль и фильтр. Поставляется с красивой патиной и оригинальными австрийскими бумагами.
Цена в евро 4500.
- 5000
- 29 сен 2022
Австрия
Частный
- Сравнивать:
- Страховые котировки
ДОСТАВКА ПО ВСЕМУ МИРУ!
ЭТО, ВОЗМОЖНО, ОДИН ИЗ ЛУЧШИХ И ПОСЛЕДНИХ ИЗ НЕОГРАНИЧЕННЫХ МОПЕДОВ PUCH КОГДА-ЛИБО ЗА ЭТИ ДЕНЬГИ В СТРАНЕ ЭТОТ ВЕЛОСИПЕД РАБОТАЕТ ФАНТАСТИЧЕСКИ!
ЭТОТ ВЕЛОСИПЕД В ВЕЛИКОБРИТАНИЯХ ЗАРЕГИСТРИРОВАН С V5.
ПОЛНЫЙ PDI/ПРОВЕРКА МОЖЕТ БЫТЬ ОРГАНИЗОВАН ПРИ ПРОДАЖЕ И Т.Д.. ПРЕДЛОЖЕНИЯ …
- 100
- 7 сен 2022
Ланкашир
- Сравнивать:
- Страховые котировки
PUCH 125 MC 1972 года выпуска в отличном состоянии, полностью исправен с первыми регистрационными документами в порядке.
- 4 окт 2022
- Сравнивать:
- Страховые котировки
Потрясающий puch 175 svs, редкая спортивная модель с двумя карбюраторами. Недавняя великолепная реставрация. все на месте. Налог на исторический класс и освобождение от НДС v5 присутствует. Легкий австрийский каучук высшего качества. торгуйтесь на £ 2995 цена не предлагает фирма. Просмотр только по предварительной записи. Доставка по материку Великобритании может быть организована за 120 фунтов стерлингов.
Недавняя великолепная реставрация. все на месте. Налог на исторический класс и освобождение от НДС v5 присутствует. Легкий австрийский каучук высшего качества. торгуйтесь на £ 2995 цена не предлагает фирма. Просмотр только по предварительной записи. Доставка по материку Великобритании может быть организована за 120 фунтов стерлингов.
- 16 990
- 5 окт 2022
Ланкашир
- Сравнивать:
- Страховые котировки
Кусочек истории. люблю такие вещи очень оригинально.
люблю такие вещи очень оригинально.
- 100
- 12 сен 2022
Хэмпшир
- Сравнивать:
- Страховые котировки
Вот у нас есть мой Puch MV 3 speed, который в семье уже почти 20 лет! Учитывая, какого прогресса я не добился за это время, будет справедливо отдать его новому владельцу, который уделит ему должное внимание.
Двигатель проворачивается с хорошей компрессией и легко зажигается при подаче топлива в поплавок. ..
..
- 10 000
- 14 авг 2022
Частный
- Сравнивать:
- Страховые котировки
— КЛАССИЧЕСКИЙ МОТОЦИКЛ —
Производитель: Пуч
Модель: 250 Спорт
Год: 1932
Рабочий объем: 248 куб.см
Цилиндр: 2 — разъемный одинарный
Тип двигателя: 2-тактный
Диаметр отверстия/ход: 45 x 78 мм
Мощность: 9 л.
