Иж 250 станок: Токарный станок ИЖ-250 – технические характеристики
Содержание
Токарный станок ИЖ-250: технические характеристики, модификации
Ижевский машиностроительный завод на протяжении длительного времени своего существования успел выпустить на рынок большое количество моделей оборудования для обработки металлопродукции.
Одной из ключевых моделей такой аппаратуры является ИЖ 250 — токарный станок, которым пользуются и в наши дни. В этой статье мы рассмотрим главные конструктивные особенности, технические характеристики, а также ознакомимся с правильным подбором оборудования.
Назначение
Главной задачей, которую ставит перед собой токарный станок ИЖ 250, является выполнение широкого перечня токарных работ в кулачковых или цанговых патронах. Кроме того, его повсеместно используют для создания модульных, метрических и дюймовых резьб.
На протяжении нескольких десятков лет выпуска этой модели завод старался модернизировать собственную продукцию для решения еще большего спектра задач.
Так, например, модель ИТВМФ1 имеет в своей конструкции систему цифровой индикации. В модели ИТВМ.03 инженеры добились увеличения межцентрового расстояния. Ну а субмодель ИТПМ предназначается для успешного выполнения работ с меньшей степенью точности.
В модели ИТВМ.03 инженеры добились увеличения межцентрового расстояния. Ну а субмодель ИТПМ предназначается для успешного выполнения работ с меньшей степенью точности.
Какие задачи решает агрегат?
Токарный, а точнее, токарно-винторезный, станок ИЖ-250 относится к многофункциональному оборудованию и призван механизировать труд токаря при работе с деталями в центрах, цанге или патроне.
Он широко используется при формировании различных резьбовых конструкций (метрическая, дюймовая, модульная). Данное оборудование устанавливается, как в цехах больших заводов, так и в мастерских малых предприятий при серийном производстве, выпуске небольших партий продукции или ремонте различной техники.
Достаточная степень точности при работе с небольшими по размеру деталями позволяет применять ИЖ-250 в приборостроении, машиностроении и изготовлении инструментов.
Сведения о производителе токарно-винторезного станка ИЖ-250
Производитель токарно-винторезного станка модели ИЖ-250 — Ижевский машиностроительный , основанный в 1807 году.
История станкостроения на Ижевском машиностроительном начинается 28 июля 1930 г. после выхода приказа №181 о создании станкостроительного отдела.
Первой продукцией станкостроительного производства на заводе стал токарный станок с внешней трансмиссией.
Наиболее массовыми моделями универсальных токарных станков, выпущенными в разное время, стали «Удмурт», «Удмурт-2» (161-АМ), ИЖ-250, 1И611П, 1ИС611В, 95ТС, 250ИТВМ, 250ИТВМФ1 и токарный станок с ЧПУ ИТ42.
Станки, выпускаемые машиностроительным заводом Ижмаш
- 1И611П
— станок токарно-винторезный повышенной точности универсальный Ø 270 - 1И611ПМФ3
— станок токарный повышенной точности с ЧПУØ 320 - 1ИС611В
— станок токарно-винторезный высокой точности универсальный Ø 270 - 95-ТВ (95ТВ)
— станок токарно-винторезный Ø 250 - 95ТС-1 (ИС1-1)
— станок токарно-винторезный повышенной точности универсальный Ø 250 - 161-А, 161-АМ (Удмурт-2)
— станок токарно-винторезный универсальный Ø 350 - 250-ИТВ (ИЖ 250-ИТВ)
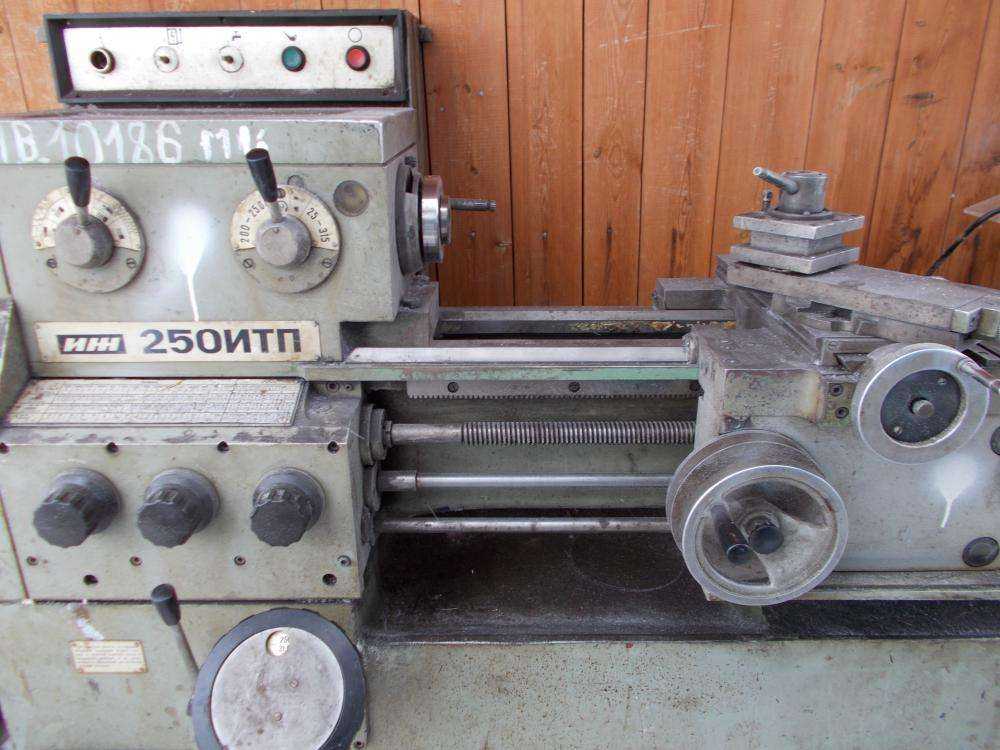
— станок токарно-винторезный высокой точности универсальный Ø 300 - 250-ИТП (ИЖ 250-ИТП)
— станок токарно-винторезный повышенной точности универсальный Ø 300 - 250ИТВМ (ИЖ 250ИТВМ)
— станок токарно-винторезный высокой точности универсальный Ø 300 - 250ИТВМ.
 01, 250ИТВМ.03, 250ИТВМ Ф1
01, 250ИТВМ.03, 250ИТВМ Ф1
— станок токарно-винторезный высокой точности Ø 300 - 250ИТВМ Ф2
— станок токарный высокой точности с оперативной системой управления ОСУ Ø 320 - 1336м
— станок токарно-револьверный Ø 420, Ижевск, Киев - ИЖ-Т-400 (1623)
— станок токарно-винторезный универсальный Ø 400 - ИЖ-250, ИЖ-250П
— станок токарно-винторезный повышенной точности универсальный Ø 250 - ИТ-42
— станок токарный с ЧПУ Ø 320
Основные технические характеристики
Базовая модель токарного станка имеет следующие основные технические параметры:
- максимальный диаметр детали при установке над станиной (категория «Диск») – 25 см;
- максимальный диаметр детали, устанавливаемой над суппортом (категория «Вал») – 12,5 см;
- расстояние между точками крепления – 50 см;
- высота расположения центров – 150 мм;
- стандартная мощность электродвигателя – 2400 и 3000 Вт;
- полная масса оборудования – 1500 кг.

Обеспечивается класс точности обработки В по ГОСТ 8–82.
Конструкторские особенности строения
Конструктивные решения обеспечивают такие ключевые особенности станка:
- увеличенный диапазон передач и частоты вращения шпинделя;
- автоматизация смазки ходового винта при нарезании резьбы;
- расположение механизма остановки станка в фартуке, обеспечивающее жесткий упор;
- закрепление режущего инструмента без зазоров;
- преселективное управление вращением шпинделя;
- универсальная конструкция коробки передач;
- особая конструкция шпинделя, упрощающая установку и замену приводных ремней;
- высокопрочная станина их хромоникелевого чугуна.
Управление подачами осуществляется одним рычагом по мнемоническому принципу, при этом резцовая головка перемещается на суппорте в соответствии с перемещением ручки.
Общий вид
Как и любой токарно-винторезный станок, он состоит из таких основных узлов и деталей: суппорт, бабки (передняя и задняя), коробка передач, несущая станина, шпиндель, шестеренчатая гитара, ходовой вал, фартук, коробка для регулирования подач, тумба оборудования, электрическое оборудование.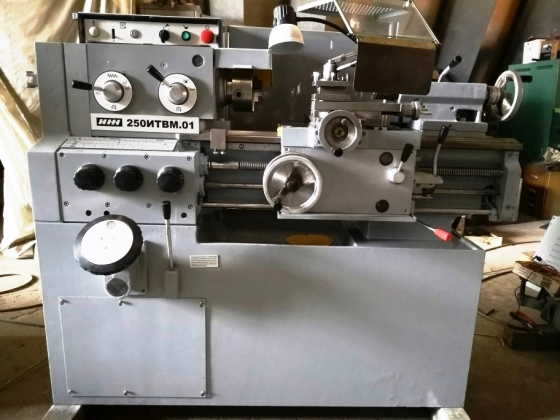 Токарно-винторезный станок (ТВС) отличается наличием ходового винта для нарезания резьбы.
Токарно-винторезный станок (ТВС) отличается наличием ходового винта для нарезания резьбы.
Габариты рабочего пространства
Важной характеристикой ТВС считаются габариты рабочего пространства, определяющие максимальные размеры обрабатываемой заготовки.
Основные критерии – расстояние между точками фиксации детали (500 мм) и максимальный диаметр заготовки (250 мм). Кроме того, важно учитывать размеры суппорта и его крепления, что позволяет определить предельные размеры режущего инструмента.
Перечень и расположение органов управления
ТВС ИЖ-250 имеет закрытый фартук, с помощью которого производится движение суппорта в различных направлениях вручную или автоматизировано. Для нарезания резьбы используется ходовой винт.
Управление подачей производится рукояткой. Блокирующее устройство предотвращает одномоментное включение разных направлений подачи, ходового валика и винта.
В систему управления станком входят следующие элементы:
- маховик выбора и ручка переключения частоты вращения шпинделя;
- рукоятки установки подач и шага резьбы;
- рукоять трензеля и перебора;
- штурвал ручной продольной и поперечной подачи;
- ручка крепления резцедержателя и гайки ходового винта; штурвал верхних салазок;
- рукоятки закрепления пиноли и задней бабки;
- ручка реверсивной подачи;
- колесо движения пиноли;
- маховик верньера;
- рукоятка пуска и остановки;
- винт регулировки предохранительного устройства;
- наборный пульт;
- сетевой выключатель;
- выключатели охлаждения, маслонасоса, блока индикации, освещения, аварийной остановки;
- цифровое табло и кнопки вызова на нем информации и сброса ее.

Шпиндель
В ТВС ИЖ-250 шпиндель смонтирован на подшипниках скольжения из бронзы, с возможностью регулировки. Частота вращения может изменяться в широких пределах.
Предусмотрена 22-х ступенчатая ее регулировка, причем 12 ступеней устанавливается за счет клинового ремня, а 10 ступеней – с помощью коробки в передней бабке. Пределы изменения скорости – от 15 до 2000 об/мин.
На конце шпинделя выполнена резьба М68х6, что позволяет устанавливать стандартный патрон (диаметр 200 мм) через промежуточный фланец с резьбой. В шпинделе предусмотрено отверстие диаметром 33 мм для прутка размером 30 мм. Тип инструментального конуса – Морзе 5.
Подачи и резьбы
Подача суппорта осуществляется в ручном или механическом режиме в продольном и поперечном направлении. Ручное перемещение производится с помощью соответствующего штурвала. Параметры механической подачи:
- диапазон подачи в продольном направлении – 0,06-2,18 мм/об;
- диапазон поперечной подачи – 0,01-1,07 мм/об.

Нарезание резьбы происходит при включении ходового винта. С помощью рукояток устанавливаются ее параметры. Станок способен обеспечить такие диапазоны шагов для резьбы разного типа:
- метрическая – 0,1-6,2 мм;
- модульная – 0,2-6,5 модулей;
- дюймовая – 3,5-26 ниток на дюйм.
Важно!
Одновременное включение подачи суппорта и ходового винта исключает блокировка.
Передняя бабка
В передней бабке ТВС ИЖ-250 расположены такие элементы: приемный шкив, шпиндель, перебор (1:8) и звено резьбового шага.
Она обеспечивает дополнительное регулирование вращения шпинделя через шестеренчатую гитару.
Фрикционная муфта
Фрикционная муфта станка выполнена в виде консоли и предназначена для передачи вращательного момента рабочим узлам. В ИЖ-250 она имеет квадратную форму и содержит 8 основных элементов.
Тормоз редуктора
Ускорить снижение скорости вращение и произвести полную остановку позволяет тормоз, который соединяется с фрикционной муфтой. В ТВС ИЖ-250 установлено качественное тормозное устройство, обеспечивающее высокую надежность и безопасность.
В ТВС ИЖ-250 установлено качественное тормозное устройство, обеспечивающее высокую надежность и безопасность.
Коробка подач
Устройство коробки подач станка требует внимательного изучения перед работой на оборудовании. Она задает скорость перемещения суппорта и ходового винта.
При проведении токарных работ крутящий момент от шпинделя передается на вал коробки клиновым ремнем, а при нарезании резьбы – через шестеренчатую гитару.
Управление осуществляется 4-мя рукоятками. Они включают движение суппорта или ходового винта, а также параметры подачи и резьбы.
При небольшой скорости вращения переключение допускается на ходу. Для правильной установки существуют таблицы резьбы и подачи.
Схема кинематическая
Кинематика узлов ТВС ИЖ-250 достаточно сложна, а ее схема предназначена для специалистов. Основной привод осуществляется электродвигателем через редуктор, обеспечивающий 12 ступеней регулировки скорости вращения.
Далее, вращательное движение передается через ременную передачу. Приемный шкив размещен в передней бабке, где расположен перебор для установки дополнительных скоростных ступеней.
Приемный шкив размещен в передней бабке, где расположен перебор для установки дополнительных скоростных ступеней.
Упрощенно схему можно проиллюстрировать следующим образом. Редуктор в виде 4-х осной коробки передач расположен в левой тумбе станка.
От него клиновидный ремень передает вращение шпинделю. На приводном валу редуктора предусматривается фрикционная муфта с тормозом.
От шпинделя движение переходит в коробку подач, откуда через выходной вал вращательный момент передается на ходовой валик суппорта или ходовой винт для нарезания резьбы. В фартуке суппорта вращение преобразуется в поступательное перемещение.
Электрическая принципиальная схема
Принципиальная электрическая схема оборудования приведена ниже. В ТВС ИЖ-250 установлена следующая электрическая аппаратура:
- Асинхронный, трехфазный электродвигатель ФТ42-4/2 с переключением мощности 2,6 и 3 кВт и скорости 1420 и 2800 об/мин для обеспечения основного привода.
- Электродвигатель асинхронного типа с короткозамкнутым ротором мощностью 0,2 кВт и скоростью 1400 об/мин для маслонасоса.

- Двигатель мощностью 0,12 кВт, скоростью 2800 об/мин для охлаждающего насоса.
- Пускатель ПМИ-1.
- Реверсивный пускатель для главного электродвигателя – ПМИ-1Р.
- Тепловое реле РТ-1 для защиты электродвигателей.
- Автоматические выключатели на 63–100 А.
Электрическая схема обеспечивает запуск и отключение электродвигателей, управление скоростным режимом, защиту от непредвиденных обстоятельств.
Нюансы эксплуатации и паспорт
Станок следует эксплуатировать в строгом соответствии инструкции на оборудование. Наладку должен производить специалист.
Особенности эксплуатации:
- Электрооборудование работает от трехфазной электрической сети напряжением 380 В.
- Подключение к сети производится через пакетный и автоматический выключатель.
- В ряде моделей рассматриваемой серии регулировка скорости не производится редуктором. Для этого изменяется мощность подаваемого электрического сигнала. В этом случае устанавливаются электродвигатели повышенной мощности (до 5,5 кВт).

Коробка подач обеспечивает широкие возможности варьирования подачей и параметрами резьбы. Для правильного использования их необходимо пользоваться стандартными таблицами для установки рычагов. Точность поперечных перемещений инструмента увеличивает верньер (точность возрастает до 0,005 мм/об).
Паспорт станка вы бесплатно можете скачать по ссылке — Паспорт токарного станка ИЖ-250
Специфика конструкции станка
Наибольший диаметр детали, которую может обработать агрегат над станиной – 240 мм. Заготовка, обрабатываемая над суппортом, может иметь диаметр до 168 мм. Самая большая длина заготовки составляет 0,5 м.
Частота прямого вращения шпинделя имеет широкий диапазон – от 63 до 3150 об/мин. Обратное вращение шпинделя может производиться с такой же скоростью. Шаг метрической резьбы составляет от 0,2 до 24 мм.
А также станок токарно-винторезный работает с такими нюансами:
- Автоматическое смазывание ходового винта при нарезании резьбы.
- Большой диапазон регулировки скорости оборотов шпинделя и подачи.
- Фартук станка оборудован остановом, способным защитить от перегрузок и, благодаря которому точение может производиться по жёсткому упору.
- Отсутствие зазоров при креплении резца, которое повышает жёсткость и точность её положения в процессе работы.
- Наличие преселективного управления, которое позволяет выбрать скорость работы шпинделя, подготовить станок к следующей операции.
- Удобное строение шпиндельного узла, позволяющее достаточно быстро и легко менять приводные ремни, без разбора самого узла.
- Универсальная коробка передач позволяет нарезать любые виды резьбы, не меняя при этом шестерни на гитаре.
- Станина изготовлена из чугуна с добавками хрома и никеля, направляющие очень гладкие и закалены токами высокой частоты.
- Мнемонический принцип подачи выполняется рычагом, перемещение которого совпадает с направлением движения резца.
Работа станка ИЖ 250
Насколько используется модель сегодня
Серийный выпуск ТВС ИЖ-250 начат в 1964 году, но и в наши дни станок не потерял актуальности.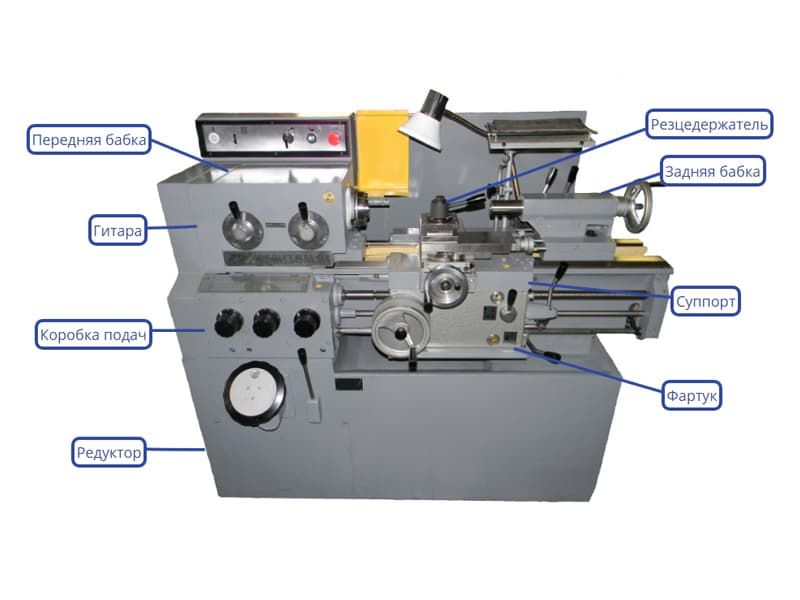 Базовая модель практически не претерпела изменений.
Базовая модель практически не претерпела изменений.
Современные технологии позволили повысить качество сборки оборудования, что увеличило точность обработки и долговечность техники. В то же время, отличительной особенностью станка является низкая стоимость, универсальность, простота настройки и эксплуатации.
Отличия модификаций
Инженерная мысль не стоит на месте, и серийно освоены модифицированные станки, которые вобрали в себя лучшее черты ИЖ-250, но приобрели и специфические особенности.
ИЖ 250 ИТВМ 01 и 03
Станок выделяется увеличенными габаритами рабочего пространства. Межцентровой расстояние составляет 700 мм. Диаметр заготовок типа «Вал» увеличен до 170 мм.
ИЖ 250 ИТВМФ1
Модель оснащена дисплеем с современной индикацией.
ИЖ 250 ИТПМ
Приоритет в станке отдается токарным работам. Обеспечивается класс обработки П по ГОСТ 8–82. Масса – 1200 кг.
Из последних модификаций можно выделить модель ИЖ-250 СЦИ, оснащенную точной индикацией (до 100 мкм по диаметру). Станок обеспечивает линейную компенсацию при износе инструмента.
Станок обеспечивает линейную компенсацию при износе инструмента.
Токарный станок ИЖ-250 популярен уже более 50 лет. Его отличает достаточно высокая точность обработки деталей и повышенная надежность.
Современные модификации вполне конкурентоспособны с другими станками более поздних разработок. Данное оборудование можно рекомендовать, как крупным бизнесменам, так и ИП для обустройства небольшого производства.
Назначение и область применения станка
Возможных форм и размеров предметов, которые можно обработать, насчитывается сотни. Станок по металлу используется в промышленных целях свыше 50 лет. За это время он успел зарекомендовать себя с положительной стороны. Главные отличительные особенности, которые делают его востребованным, – это безукоризненная точность, универсальность, надежность и безопасность.
Используется для обработки различных деталей, размеры указаны в технических характеристиках устройства. Применяется по большей части на крупных, небольших по масштабу приборостроительных и инструментальных фирмах страны.
Токарный станок ИЖ 250: технические характеристики, обзор
Сведения о производителе токарно-винторезного станка ИЖ-250
Токарное оборудование, известное не только в Российской Федерации, но и далеко за ее пределами, производилось на Ижевском машиностроительном заводе. При помощи устройства можно проводить обработку деталей большей части форматов в центре, цанге и патроне. Уникальный и многопрофильный станок производился в нескольких модификациях на заводе.
ИЖ 250 использовался практически повсеместно на крупных предприятиях. Но также, если позволяли производственные мощности, применяли в небольших компаниях.
Специалисты Ижмаша, работящие в то время, пытались создать профессиональный и многопрофильный агрегат, который имел бы относительно небольшие размер и был удобен в использовании. Выпускалось несколько вариаций.
Сейчас варианты ИТВМ03, ИТПМ и ИТВМФ1 с завода не встретить в продаже. Но на некоторых ресурсах продаются старые, отремонтированные агрегаты.
Расположение органов управления токарно-винторезным станком 250-ИТП
Расположение органов управления токарно-винторезным станком 250-ИТП
Спецификация органов управления токарно-винторезным станком 250-ИТП
- Маховик выбора частоты вращения шпинделя
- Рукоятка переключения частоты вращения шпинделя
- Рукоятка установки величины подач и шага резьбы
- Рукоятка установки величины подач и шага резьбы
- Рукоятка установки величины подач и шага резьбы
- Рукоятка переключения трензеля и звена увеличения шага
- Рукоятка переключения перебора
- Вводный выключатель
- Выключатель электронасоса охлаждения
- Пульт предварительного набора
- Цифровое табло
- Кнопка 0 сброса цифрового табло на нуль
- Кнопка А вызова нa цифровое табло начальной абсолютной координаты
- Выключатель Сеть блока индикации
- Кнопка включения маслонасоса
- Кнопка общего останова и аварийного отключения ставка
- Маховик ручной продольной подачи
- Маховик ручной поперечной подачи
- Рукоятка закрепления резцедержателя
- Выключатель освещения
- Рукоятка включения и выключения гайки ходового винта
- Маховик перемещения верхних салазок
- Рукоятка зажима пиноли
- Рукоятка закрепления задней бабки на станине
- Рукоятка реверсирования подачи
- Маховик перемещения пиноли
- Гайка для закрепления задней бабки на станине
- Винт регулирования предохранительного механизма
- Рукоятка пуска и останова
- Маховик верньера
Назначение и область применения станка
Возможных форм и размеров предметов, которые можно обработать, насчитывается сотни.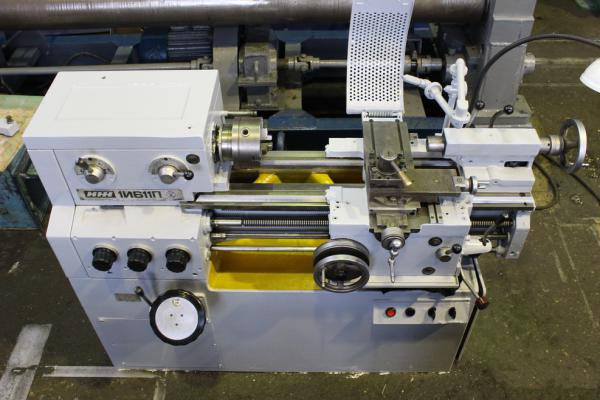 Станок по металлу используется в промышленных целях свыше 50 лет. За это время он успел зарекомендовать себя с положительной стороны. Главные отличительные особенности, которые делают его востребованным, – это безукоризненная точность, универсальность, надежность и безопасность.
Станок по металлу используется в промышленных целях свыше 50 лет. За это время он успел зарекомендовать себя с положительной стороны. Главные отличительные особенности, которые делают его востребованным, – это безукоризненная точность, универсальность, надежность и безопасность.
Используется для обработки различных деталей, размеры указаны в технических характеристиках устройства. Применяется по большей части на крупных, небольших по масштабу приборостроительных и инструментальных фирмах страны.
Видео
Особенности эксплуатации
Рассматриваемое оборудование оборудовано клиновыми и поликлиновыми ремнями. Для обеспечения максимальной производительности выполнения работ установлен электрический трехфазный двигатель, мощность которого составляет три киловатта.
Он отвечает за обеспечение главного движения. Также имеется редуктор, предлагающий 12 скоростей вращения резца. Если токарю надо повернуть маховик, в селекторных дисках образуется определенная комбинация отверстий.![]() В эти отверстия входят пальцы, расположенные на корпусе рычагов.
В эти отверстия входят пальцы, расположенные на корпусе рычагов.
Главной задачей этих пальцев является правильное и своевременное переключение блоков шестерен. После этого шестерни, на которые воздействует вращательный момент, приостанавливаются, так как рычаг оттягивается «на себя». Так возникает возможность переключить режим работы.
В модели ИЖ 250 устанавливается фартук закрытого типа. Его наличие позволяет токарному аппарату нарезать резьбу с помощью ходового винта. Кроме того, подача суппорта возможна в продольном и поперечном направлении.
Запомните! Подача может производиться механическим или ручным способом с помощью ходового валика. При этом полностью исключается вероятность одновременной подачи в различных направлениях. За безопасность от подобного эффекта отвечает блокировочное приспособление. Блокировка дополнительно предотвращает включение винта и валика в одно и то же время.
К другим особенностям работы данного токарного станка можно отнесли следующие:
- производитель предлагает станки, в которых можно настраивать скорость вращения шпинделя.
 В таких моделях отсутствует редуктор;
В таких моделях отсутствует редуктор; - подключение к электрической сети осуществляется с помощью пакетного выключателя;
- электрическая аппаратура и силовое оборудование работает от трехфазной электросети, напряжение которой составляет 380 Вольт.
Как выглядит станок в наше время?
Даже несмотря на то, что ИЖ-250 выпускается в наше время, на протяжении нескольких десятков лет производства конструкция не претерпела существенных конструктивных изменений.
Компании, занимающиеся выпуском металлических изделий в промышленных масштабах, могут получить модели с более качественной электрикой и комплектующими с повышенным уровнем надежности. Применение компьютерного метода создания станин, увеличенный класс точности — это далеко не полный перечень достоинств, которыми обладает рассматриваемое оборудование.
Другие особенности
Станок данной модели разрабатывался инженерами «ИЖМАШа» для комплексной обработки металлических изделий, которые имеют небольшие размеры. Именно поэтому они пользовались популярностью в приборостроительной и инструментальной промышленности.
Именно поэтому они пользовались популярностью в приборостроительной и инструментальной промышленности.
Несмотря на то, что с момента выпуска первого экземпляра прошло несколько десятилетий, на производственных предприятиях до сих пор можно встретить данную технику.
Токарный станок ИЖ 250 выгодно отличается от конкурентов благодаря тому, что с его помощью можно добиться повышенной точности обработки в случаях, если нужно выполнить финишные или получистовые токарные операции. В случае, когда надо выполнить более грубые технологические операции, в процессе которых узлы агрегата испытывают повышенную нагрузку, производитель рекомендует обзавестись модернизированной версией — ИЖ 250 ИТП.
В модернизированной версии ИТВМФ1 имеется возможность обрабатывать детали с повышенной производительностью, поскольку здесь установлена цифровая индикация. Оператору приходится тратить меньше времени на измерение геометрических параметров изделий и выполнение пробных проходов.
Наличие цифровой индексации позволяет воспользоваться рядом других преимуществ:
- отсутствие необходимости запоминать количество оборотов лимба, а также вести расчеты других параметров;
- оператору не нужно тратить свое время и рассеивать внимание на линейную компенсацию неточностей.

Благодаря техническим возможностям токарного станка ИЖ 250 возникает возможность более точно и оперативно нарезать различные типы резьбы. Это основная причина, по которой большое количество производственных предприятий до сих пор пользуется данным оборудованием.
Основные технические характеристики
Высокие технические параметры и расширенная сфера применения определяются особыми особенностями сборки и детальными схемами станка.
Общий вид станка
При соответствующем качестве поверхности станок ИЖ производит обработку точно и эффективно. Отличительная особенность, которая сразу заметна по внешнему виду, – есть специальное преселективное управление скоростями. В результате переключения шпинделя в предыдущем шаге при выполнении нового не потребуется переключать скорость. Это обеспечивает не только дополнительное удобство и увеличение скорости работы, но и безопасность мастера. Подачи регулируются при помощи рукоятки, при этом направление устройства идентичное тому, куда направлен суппорт.
Управление приводом ведется через редуктор с 12 потенциалами. Шестерни переключаются в результате поворота маховика — создается схема отверстий. Удобна система цифровой индикации. Специалист может производить замеры с точностью до 0,1 мкм.
Особенности управления
Привод оборудования имеет электродвигатель, мощность которого 3 кВт, редуктор с 12 режимами скоростей, система клиновых и поликлиновых ремней. Для изменения режима работы токарь поворачивает маховик, при этом создаётся сочетание отверстий, в которые входят пальцы рычагов, чтобы зацепить блоки шестерёнок. Шестерни приостанавливают своё движение благодаря оттягиванию рычага, что и позволяет сменить скорость работы станка.
Токарно-винторезный станок ИЖ 250 оборудован закрытым фартуком, обеспечивающим поперечные и продольные подачи суппорта вручную и механически, нарезание резьбы с использованием ходового винта. Устройство блокировки не позволяет включать ходовой валик с ходовым винтом вместе.
Для агрегата требуется три фазы, напряжение 380 В с частотой тока 50 Гц и 36 В для местного освещения. Подключение к электрической сети выполняется с помощью пакетного выключателя.
Подключение к электрической сети выполняется с помощью пакетного выключателя.
В некоторых вариантах выполнения ИЖ 250 смена скорости вращения шпинделя происходит благодаря смене частоты вращения приводного вала двигателя без участия редуктора. Для таких моделей используются электродвигатели мощностью 5,5 кВт.
Электродвигатели мощностью 5,5 кВт. для токарного станка
Модификации станка
ИЖ 250 выпускался вплоть до 1964 года. Но частные фирмы делают реплики. Выпущенные модификации предназначались для проработки тщательных одноплановых функций. В частности:
- ИЖ 250ИТВМ 01 и 03 имели большее расстояние осей;
- ИЖ 250 ИТВМФ1 имел современную индикацию;
- ИЖ 250 ИТПМ выполнял стандартные токарные работы.
Стандартный ИЖ 250 — универсален. Работает на патронах, в центрах, приводит нарезку модульных, метрических и дюймовых инструментов.
Технические характеристики станка 250ИТВМ
| Наименование параметра | 250ИТВМ. 01 01 | 250ИТВМ.03 | 250ИТВМФ1 |
| Основные параметры | |||
| Класс точности по ГОСТ 8-82 | В | В | В |
| Наибольший диаметр заготовки обрабатываемой над станиной, мм | 240 | 240 | 240 |
| Наибольший диаметр заготовки обрабатываемой над суппортом, мм | 168 | 168 | 168 |
| Наибольший диаметр заготовки устанавливаемой над станиной, мм | 300 | 300 | 300 |
| Наибольшая длина заготовки (РМЦ), мм | 500 | 750 | 500 |
| Шпиндель | |||
| Диаметр сквозного отверстия в шпинделе, мм | 25 | 25 | 25 |
| Наибольший диаметр прутка, проходящий через отверстие в шпинделе, мм | 24 | 24 | 24 |
| Количество ступеней прямого вращения шпинделя, об/мин | 21 | 21 | 21 |
| Частота прямого вращения шпинделя, об/мин | 25.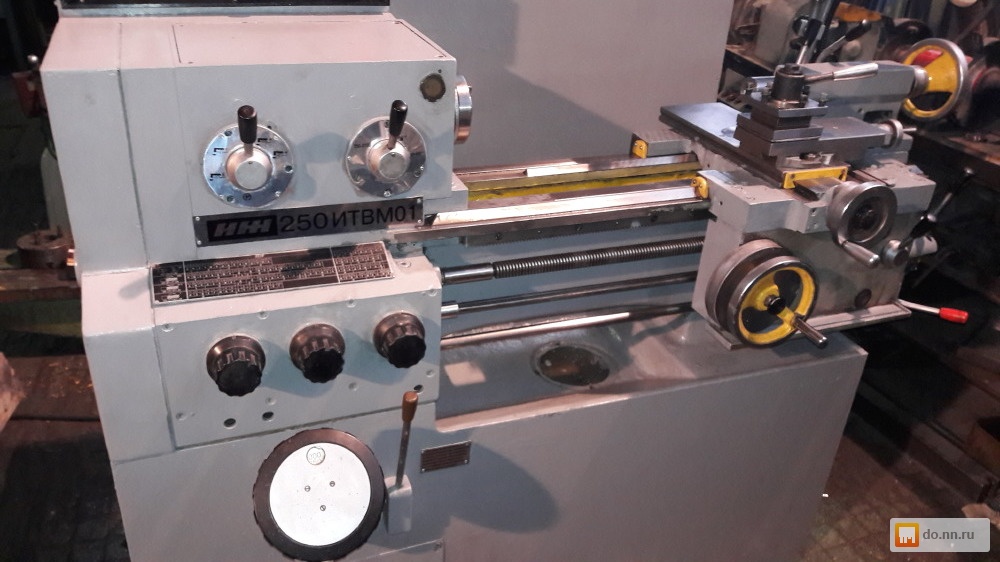 .2500 .2500 | 25..2500 | 25..2500 |
| Количество ступеней обратного вращения шпинделя, об/мин | 21 | 21 | 21 |
| Частота обратного вращения шпинделя, об/мин | 25..2500 | 25..2500 | 25..2500 |
| Размер внутреннего конуса в шпинделе, М | Морзе 4 | Морзе 4 | Морзе 4 |
| Конец шпинделя по ГОСТ 12593-72 | 4 | 4 | 4 |
| Допустимый крутящий момент на шпинделе, Нм | 1051,90 | 1051,90 | 1051,90 |
| Подачи | |||
| Наибольшая длина хода каретки суппорта, мм | 500 | 500 | 500 |
| Цена деления лимба продольного перемещения суппорта, мм | 0,1 | 0,1 | 0,1 |
| Продольное перемещение за один оборот лимба, мм | 20 | 20 | 20 |
| Наибольшее поперечное перемещение суппорта, мм | 165 | 165 | 165 |
| Цена деления лимба поперечного перемещения суппорта, мм | 0,05 | 0,05 | 0,05 |
| Поперечное перемещение за один оборот лимба, мм | 3 | 3 | 3 |
| Наибольшее перемещение верхних салазок суппорта, мм | 120 | 120 | 120 |
| Число ступеней продольных подач | |||
| Пределы рабочих подач продольных, мм/об | 0,01. .1,8 .1,8 | 0,01..1,8 | 0,01..1,8 |
| Число ступеней поперечных подач | |||
| Пределы рабочих подач поперечных, мм/об | 0,005..0,9 | 0,005..0,9 | 0,005..0,9 |
| Скорость быстрых перемещений суппорта, продольных, м/мин | нет | нет | нет |
| Скорость быстрых перемещений суппорта, поперечных, м/мин | нет | нет | |
| Количество нарезаемых резьб метрических | |||
| Пределы шагов нарезаемых резьб метрических, мм | 0,2..48 | 0,2..48 | 0,2..48 |
| Количество нарезаемых резьб дюймовых | |||
| Пределы шагов нарезаемых резьб дюймовых | 24..0,5 | 24..0,5 | 24..0,5 |
| Количество нарезаемых резьб модульных | |||
| Пределы шагов нарезаемых резьб модульных | 0,2..12 | 0,2..12 | 0,2..12 |
| Количество нарезаемых резьб питчевых | нет | нет | нет |
Дискретность УЦИ по координатам X/Z. мм мм | — | — | 0,001/ 0,005 |
| Задняя бабка | |||
| Размер внутреннего конуса пиноли задней бабки по ГОСТ 25557-82 | Морзе 3 | Морзе 3 | Морзе 3 |
| Центр пиноли задней бабки по ГОСТ 13214-79 | Морзе 3 | Морзе 3 | Морзе 3 |
| Наибольшее перемещение пиноли задней бабки, мм | 85 | 85 | 85 |
| Цена деления линейки перемещение пиноли, мм | 1 | 1 | 1 |
| Цена деления лимба перемещение пиноли, мм | 0,05 | 0,05 | 0,05 |
| Поперечное смещение пиноли, мм | ±10 | ±10 | ±10 |
| Электрооборудование | |||
| Количество электродвигателей на станке | 3 | 3 | 3 |
| Электродвигатель главного привода, кВт/ об/мин | 3/ 1410 | 3/ 1410 | 3/ 1410 |
| Электродвигатель станции смазки, кВт/ об/мин | 0,09/ 1350 | 0,09/ 1350 | 0,09/ 1350 |
| Электродвигатель насоса охлаждения, кВт/ об/мин | 0,18/ 2730 | 0,18/ 2730 | 0,18/ 2730 |
| Насос охлаждения (помпа) | ПА-22 | ПА-22 | ПА-22 |
| Суммарная мощность электродвигателей на станке, кВт | 3,27 | 3,27 | 3,27 |
| Габаритные размеры и масса станка | |||
| Габариты станка (длина ширина высота), мм | 1790_810_1400 | 2005_810_1400 | 1790_810_1400 |
| Масса станка, кг | 1180 | 1240 | 1190 |
ИЖ Юпитер 2 становится умопомрачительным кастом-трекером
• Автор:
У нас есть еще один концепт горячего байка от Михаила Смолянова из Solifague Design. Михаил планирует использовать российский велосипед для этого проекта, как он делал раньше для большинства своих удивительных проектов. А поскольку мотоциклы «Иж» в свое время были весьма популярны, не нужно Шерлоку Холмсу догадываться, с чего все это начинается.
12 фото
Фото: Solifague Design
Однако, хотя Смолянов черпал вдохновение для своих мечтательных байков из более поздних машин Иж, на этот раз он выбрал настоящий коллекционный экземпляр — Иж Юпитер 2. Эти байки производились в 60-х годах, и их производство, по-видимому, было начало 1970-х». Поскольку машин Юпитер-2 на рынке довольно мало, они быстро становятся популярными предметами для ремонтников и коллекционеров.
Иж Юпитер 2 также имеет версию с коляской, которую на самом деле купил человек, стоящий за Solifague. Мы немного поковырялись в темных уголках интернета и смогли найти мотоцикл Юпитер 2 за 200 евро (250 долларов) в Румынии. Состояние было не на ходу, но для своих лет выглядел вполне прилично. Сбор мусора в Украине или России, безусловно, может принести вам рабочие велосипеды еще дешевле.
Мы немного поковырялись в темных уголках интернета и смогли найти мотоцикл Юпитер 2 за 200 евро (250 долларов) в Румынии. Состояние было не на ходу, но для своих лет выглядел вполне прилично. Сбор мусора в Украине или России, безусловно, может принести вам рабочие велосипеды еще дешевле.
Велосипеды Юпитер-2 можно легко отличить от своих собратьев с Планеты-2, так как ключевым элементом является двигатель. Planeta 2 — это одноцилиндровые мотоциклы, тогда как Jupiter 2 приводится в движение параллельным сдвоенным блоком. Иж Юпитер 2 имеет рабочий объем 350 куб. см и мощность около 16 л.с.
Проект Михаила придется еще подождать
Как уже говорилось, Смолянов действительно купил такой велосипед и разобрал его. Фото разобранного Юпитера 2 можно увидеть после прыжка рядом с изображением золотого века мотоцикла. Однако похоже, что Юпитер-2, который достался Михаилу, был слишком потрепан, чтобы служить строительной базой нового проекта. Как он сам заявляет, ему обязательно нужно будет найти еще один велосипед-донор в лучшем состоянии, прежде чем осуществить свою мечту.
Как он сам заявляет, ему обязательно нужно будет найти еще один велосипед-донор в лучшем состоянии, прежде чем осуществить свою мечту.
Истинный стиль нестареющий
Старый, помятый Иж Юпитер 2, пожалуй, последнее, что приходит на ум при виде этого кастомного проекта. Однако у Михаила Смолянова большие планы на следующий Иж, который он планирует захватить. Рама получит новый маятник с мягкой конструкцией хвоста и новый амортизатор в почти горизонтальном положении.
Передняя часть получит еще более интригующий узел рычага для потрясающей вилки, также демпфированный регулируемым пружинным амортизатором. Низкоповоротные рули сохранят регулятор рулевого управления, а также получат элементы управления на концах руля в стиле ретро и кожаные рукоятки. Короткий задний подрамник будет приварен непосредственно к хребту. Он будет выглядеть сногсшибательно, подвешенный в воздухе и с атмосферой хардтейла, но свингам должен сделать поездку действительно плавной.
Большие трекерные диски со спицами заменят оригинальные колеса, а также будут установлены огромные роторы по периметру в стиле Buell, обеспечивающие тормозную способность, подобную MotoGP (или лучше), и масштабное обновление стиля.
Честно говоря, мне не терпится увидеть, как этот мотоцикл станет реальностью. Это просто убило бы многие другие нестандартные машины, большинство из которых были созданы на базе Harley или Indian и стоили в десять раз дороже. Иди, Солифаг, пусть посрамят их! Да, и кстати, такой байк вполне достоин чемпионата AMD, вам не кажется?
Мой Иж Юпитер 5 «Захватчик» — Иж 56
Купил байк пару месяцев назад… и выходные обречено было провести в гараже… Посмотрел на Assault Royal Enfild))
Иж
56
Винтаж и классика
Покупка
Покупка Иж
Покупка 56
Покупка винтажа и классики
2
0
Следовать
2.3К
Связанные
Русский мотоцикл ИЖ
Как я купил мотоцикл (KTM 390 Duke) в Новой Зеландии
Покупка этого мотоцикла была спонтанной. Солнечным зимним днем 23 июля я поехал тестировать саб КТМ в салон официального дилера. Это может показаться странным, но австрийцы достаточно народны…
Солнечным зимним днем 23 июля я поехал тестировать саб КТМ в салон официального дилера. Это может показаться странным, но австрийцы достаточно народны…
Осень — отличное время для покупки мотоцикла. Ямаха XVS 950A Midnight Star — обзор.
Отъездив два сезона на своих Днепровских Соколах и Бригадирах, я вдруг почувствовал потребность в чем-то более тяжелом, мощном и с принципиально иным подходом к мотостроению, чем советский…
Оценка старых двигателей Honda Twin — шесть простых шагов
Я публикую эту жемчужину информации для HondaTwins.net. Исходный пост удален. Это была бесценная информация для меня как новичка, поэтому я надеюсь, что другие новички найдут…
Еще раз о Magna 250
Я не буду первым, кто поделится своими впечатлениями о средней Magna, но очень хочу поддержать!. ..
..
Господа, запускайте свои УШМ!
Вот так.
В течение следующих нескольких месяцев я буду делиться (потому что делиться — значит заботиться) о своем опыте превращения моего обычного Husqvarna SMR 570 в «уличный трекер». Если у вас есть подобные пл…
Мой новый красный дьявол S1000RR
Сегодня получил свой второй велосипед для улицы, второй буду использовать только для трека….
Grom я подобрал пару недель назад
Небольшие изменения по сравнению со складскими запасами, пока очень нравится….
Сварка крыльев прихваточным швом
Делайте эти сварные швы быстрыми и точными. Если вы будете сваривать слишком долго в одном и том же месте, вы прожжете дыру в металле, так как он очень тонкий. Если вы прожжете дыру в металле, вы можете заполнить ее…
Если вы прожжете дыру в металле, вы можете заполнить ее…
Только что запустил приложение и новый велосипед
У нее чертовски крутящий момент, особенно на второй передаче! Ваузеры…
Новая Кава в блоке
Что может быть лучше велосипеда?
Совершенно новый велосипед!
Только что взял у местного дилера. Какая шикарная машина! Абсолютно доволен этим.
И как со всеми новыми байками это настоящее мучение во время обкатки пери…
Забрал свой новенький велосипед после того, как дилер подвел мой старый.
В понедельник, в праздничный день Пасхи, мой напарник отправился прокатиться на наших велосипедах, чтобы проехать вдоль «морского» фронта Темзы во время заката. Мы были немного раньше, поэтому заехали на 15 минут…
Открытие.
Наконец-то он у меня в гараже. Ей нужно немного заботы, но она прекрасно бегает для своего возраста….
Возвращаюсь домой!
Сегодня был день возвращения домой!…
Итак, после большого спроса… моя сборка 81 R65.
Я получил на него хорошую скидку, и, поскольку я не езжу, мне удалось доставить его за определенную плату. Парень, который продал его, был классным чуваком, и мне почти не хотелось быть тем, кто оставил его на этом байке… почти….
ОКР ПОДГОТОВКА
Невозможно перестать заказывать детали до ROC !!
#livetoride…
В начале….
Еще в 2010 году, когда я впервые встретил этого чувака… костяк, Sportster 883 1996 года выпуска. Такой молодой, с 10 тысячами микрофонов и полным потенциала.
