Изотермическая штамповка: ИЗОТЕРМИЧЕСКАЯ ШТАМПОВКА | это… Что такое ИЗОТЕРМИЧЕСКАЯ ШТАМПОВКА?
Содержание
Изотермическая штамповка — Большая Энциклопедия Нефти и Газа, статья, страница 4
Cтраница 4
На гидравлических прессах осуществляют изотермическую штамповку. При этом способе горячее деформирование происходит в изотермических условиях, когда штампы и окружающее их ограниченное пространство нагреваются, до температуры деформации сплава. Чтобы обеспечить наиболее полное протекание раз-упрочняющих процессов во время деформации, штампуют при низких скоростях деформирования. Температура нагрева рабочей зоны установки и штампов, изготовляемых из жаропрочного сплава, может достигать 900 СС. Для нагрева используют индукторы, встроенные в установку.
[46]
| Схема винтового фрикцион кого пресса.
[47] |
На гидравлических прессах осуществляют изотермическую штамповку. При этом способе горячее деформирование происходит в изотермических условиях, когда штампы и окружающее их ограниченное пространство нагреваются до температуры деформации сплава.
[48]
На гидравлических прессах осуществляют изотермическую штамповку. При этом способе горячее деформирование происходит в изотермических условиях, когда штампы и окружающее их ограниченное пространство нагревают до температуры деформации сплава. Чтобы обеспечить полное протекание разупрочняю-щих процессов во время деформации, штампуют при низких скоростях деформирования. Температура нагрева рабочей зоны установки и штампов, изготовляемых из жаропрочного сплава, может достигать 900 С. Для нагрева используют индукторы, встроенные в установку.
[49]
| Схема винтового фрикцнэн-ного пресса.
[50] |
На гидравлических прессах осуществляют изотермическую штамповку. При этом способе горячее деформирование происходит в изотермических условиях, когда штампы и окружающее их ограниченное пространство нагреваются до температуры деформации сплава.
[51]
Явление сверхпластичности используется при объемной изотермической штамповке и при пневмоформовке. Сверхпластичность позволяет в процессе штамповки за одну операцию получить детали сложной формы, повысить коэффициент использования металла, уменьшить трудоемкость и стоимость изготовления изделий. Недостатком является необходимость нагрева штампов и малая скорость деформации.
Сверхпластичность позволяет в процессе штамповки за одну операцию получить детали сложной формы, повысить коэффициент использования металла, уменьшить трудоемкость и стоимость изготовления изделий. Недостатком является необходимость нагрева штампов и малая скорость деформации.
[52]
Заполнение угловых элементов штампа Ч Изотермическая штамповка эффективна при применении закрытых штампов. Постоянной температурой в объеме заготовки обеспечивается качественное заполнение острых углов, тонких ребер и других элементов гравюры штампа. Во избежание перегрузки и смятия штампа при закрытой штамповке без компенсаторов следует ограничивать усилие деформирования. Для этого необходимо установить зависимость усилия от размеров поковки.
[53]
| Гидравлический пресс для изотермической штамповки усилием, 6 3 МН.
[54] |
В качестве деформирующего оборудования для изотермической штамповки используют, как правило, гидравлические прессы. Габаритные размеры рабочего пространства пресса должны быть достаточными для размещения в нем штампового блока установки, а открытая высота должна обеспечивать возможность смены инструмента без демонтажа блока с пресса. Монтаж и демонтаж крупных штамповых блоков, а также смена массивных штамповых вставок облегчаются, если пресс имеет выдвижной стол. Желательно, чтобы в конструкции пресса предусматривалось устройство для регулирования скорости рабочего хода ползуна, а также для выдержки ползуна под давлением, что необходимо для установления оптимального режима деформации.
Габаритные размеры рабочего пространства пресса должны быть достаточными для размещения в нем штампового блока установки, а открытая высота должна обеспечивать возможность смены инструмента без демонтажа блока с пресса. Монтаж и демонтаж крупных штамповых блоков, а также смена массивных штамповых вставок облегчаются, если пресс имеет выдвижной стол. Желательно, чтобы в конструкции пресса предусматривалось устройство для регулирования скорости рабочего хода ползуна, а также для выдержки ползуна под давлением, что необходимо для установления оптимального режима деформации.
[55]
Анализ основных one — раций изотермической штамповки проведен на основе метода баланса мощностей пластической деформации.
[56]
При выборе материала штампов для точной изотермической штамповки изделий сложной формы рекомендуется пользоваться следующим правилом: напряжение течения обрабатываемого материала при температуре штамповки должно быть равно одной трети предела текучести штампового материала при той же температуре.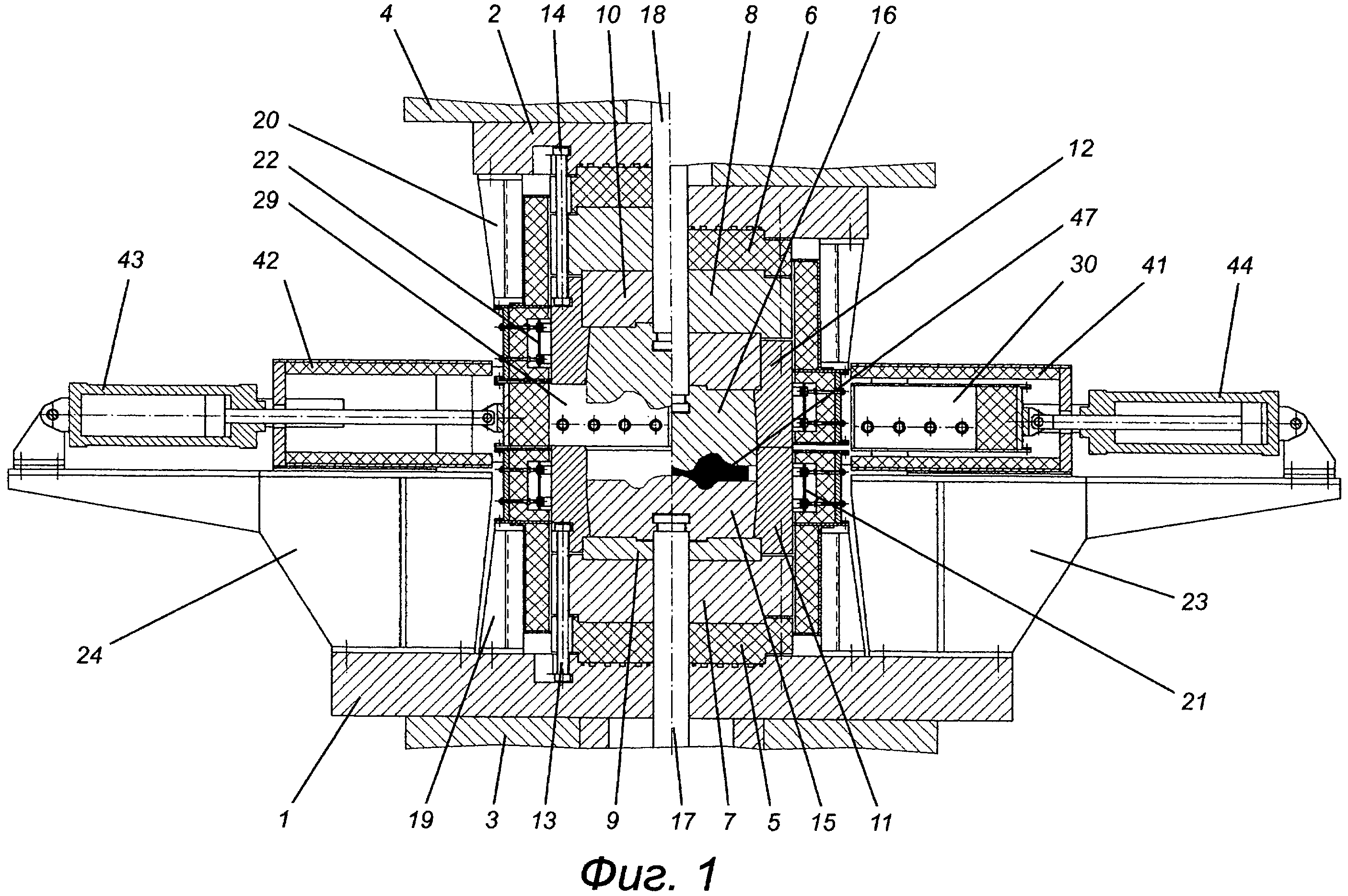
[57]
На поверхностях поковок, полученных многоштучной изотермической штамповкой, дефектов в виде зажимов, трещин и наслоений не было обнаружено.
[58]
| Штамповые вставки для закрытой штамповки.
[59] |
Основным показателем работоспособности штампового материала при изотермической штамповке является отношение предела текучести материала штампа к пределу текучести деформируемого сплава при температуре деформации. При величине этого отношения более трех ( даже при изготовлении поковок сложных форм) обеспечивается высокая стойкость штампа, так как удельные усилия, возникающие в отдельных частях ручья при изотермическом деформировании, не более чем в 3 раза превышают предел текучести деформируемого сплава. Поскольку предел текучести деформируемого сплава зависит от скорости деформации, то, снижая скорость, можно подобрать такой режим обработки, при котором условие запаса — прочности будет выполнено.
[60]
Страницы:
1
2
3
4
5
Page not found — Uddeholm Global
Page not found — Uddeholm Global
Search …
Search
We must confess one thing to you quite openly: You are looking for a site that unfortunately does not exist, may never have existed and may never exist.
The address you have chosen does not exist or no longer exists. Use our search form in the upper right corner, contact us or start from the home page.
- ОСНОВНОЕ
- Статистические файлы cookie
- ВНЕШНИЕ НОСИТЕЛИ
Принять все файлы cookie и сервисы
Индивидуальный подбор
Детали куки
Индивидуальный подбор
If you are under 16 and wish to give consent to optional services, you must ask your legal guardians for permission. We use cookies and other technologies on our website. Some of them are essential, while others help us to improve this website and your experience. Personal data may be processed (e.g. IP addresses), for example for personalized ads and content or ad and content measurement. You can find more information about the use of your data in our privacy policy. Здесь вы найдете обзор всех используемых файлов cookie. Вы можете применить индивидуальный подбор.
We use cookies and other technologies on our website. Some of them are essential, while others help us to improve this website and your experience. Personal data may be processed (e.g. IP addresses), for example for personalized ads and content or ad and content measurement. You can find more information about the use of your data in our privacy policy. Здесь вы найдете обзор всех используемых файлов cookie. Вы можете применить индивидуальный подбор.
Принять все
Сохранить настройки и закрыть
Отмена
Индивидуальный подбор
ОСНОВНОЕ (2)
Основные файлы cookie предоставляют базовую функциональность и срочно необходимы для работы веб-сайта.
Показать информацию о файлах cookie
Скрыть информацию о файлах cookie
| название | DSF User Session Cookie |
|---|---|
| поставщик | Владелец этого сайта (Uddeholm AB) |
| Цель | Файл cookie используется в качестве идентификатора в программах протокола без сохранения состояния для обнаружения и объединения одновременных пользовательских запросов. |
| Имя файла cookie | VA_ECOMMERCE_FE |
| Срок действия cookie | Продолжительность сеанса |
| название | Borlabs Cookie |
|---|---|
| поставщик | Владелец этого сайта (Uddeholm AB) |
| Цель | Сохраняет выбор посетителя. |
| Имя файла cookie | borlabs-cookie |
| Срок действия cookie | 1 год |
Статистические файлы cookie (1)
Статистические файлы cookie
Статистические файлы cookie используются для анонимного сбора данных. Эта информация поможет вам понять, как посетители используют наш сайт и как мы можем оптимизировать его.
Показать информацию о файлах cookie
Скрыть информацию о файлах cookie
| принимать | Google Tag Manager |
|---|---|
| название | Google Tag Manager |
| поставщик | Google Ireland Limited, Gordon House, Barrow Street, Dublin 4, Ireland |
| Цель | Google cookie для расширенного управления сценариями и управления событиями. |
| политика конфиденциальности | https://policies.google.com/privacy |
| Имя файла cookie | _ga,_gat,_gid,_gac |
| Срок действия cookie | 1 год |
ВНЕШНИЕ НОСИТЕЛИ (1)
ВНЕШНИЕ НОСИТЕЛИ
По умолчанию внешний мультимедийный контент заблокирован. Если внешние носители принимают файлы cookie, для доступа к внешнему контенту больше не требуется согласие вручную.
Если внешние носители принимают файлы cookie, для доступа к внешнему контенту больше не требуется согласие вручную.
Показать информацию о файлах cookie
Скрыть информацию о файлах cookie
| принимать | YouTube |
|---|---|
| название | YouTube |
| поставщик | Google Ireland Limited, Gordon House, Barrow Street, Dublin 4, Ireland |
| Цель | Используется для просмотра встроенного контента YouTube. |
| политика конфиденциальности | https://policies.google.com/privacy |
| Host(s) | google.com |
| Имя файла cookie | NID |
| Срок действия cookie | 1 год |
powered by Borlabs Cookie
Please use a browser that is not outdated.
You are using an outdated web browser.
Errors may occur when using the website.
Влияние отжига для снятия напряжений на изотермическую усталостную долговечность новой штампованной стали для горячей штамповки 4Cr2Mo2V
NASA/ADS
Влияние отжига для снятия напряжений на изотермическую усталостную долговечность новой горячештампованной штамповой стали 4Cr2Mo2V
- Цзян Бин
- Ли, Сяочэн
- Цзо, Пэнпэн
- Ву, Сяочунь
;
;
;
Аннотация
Для горячештампованной штамповой стали 4Cr2Mo2V испытания на изотермическую усталость приостанавливали на разных циклах, а отжиг для снятия напряжений проводили на месте. После отжига испытания на усталость были продолжены. Отжиг для снятия напряжений проводился на 30 %, 50 % и 70 % срока службы при общей амплитуде деформации 0,5 %, а усталостная долговечность увеличивалась на 30,27 %, 23,84 % и 10,24 % соответственно. На основе модели прогнозирования срока службы Баскина-Коффина-Мэнсона, добавив влияние отжига для снятия напряжения на срок службы, получена модель прогнозирования срока службы отжига для снятия напряжения. Плотность дислокаций, микроструктура и полюсная фигура были проанализированы с помощью TEM и XRD, чтобы изучить механизм отжига для снятия напряжения при продлении усталостной долговечности. После отжига для снятия напряжений полная ширина на полувысоте (FWHM) уменьшилась, а дислокации, первоначально скопившиеся на границе зерна, переместились в зерно, задержав время образования дислокационной ячейки или стенки. В то же время это также может устранить тенденцию к постоянной ориентации большинства зерен в процессе усталости. Это основная причина, по которой отжиг для снятия напряжений продлевает усталостную долговечность.
После отжига испытания на усталость были продолжены. Отжиг для снятия напряжений проводился на 30 %, 50 % и 70 % срока службы при общей амплитуде деформации 0,5 %, а усталостная долговечность увеличивалась на 30,27 %, 23,84 % и 10,24 % соответственно. На основе модели прогнозирования срока службы Баскина-Коффина-Мэнсона, добавив влияние отжига для снятия напряжения на срок службы, получена модель прогнозирования срока службы отжига для снятия напряжения. Плотность дислокаций, микроструктура и полюсная фигура были проанализированы с помощью TEM и XRD, чтобы изучить механизм отжига для снятия напряжения при продлении усталостной долговечности. После отжига для снятия напряжений полная ширина на полувысоте (FWHM) уменьшилась, а дислокации, первоначально скопившиеся на границе зерна, переместились в зерно, задержав время образования дислокационной ячейки или стенки. В то же время это также может устранить тенденцию к постоянной ориентации большинства зерен в процессе усталости. Это основная причина, по которой отжиг для снятия напряжений продлевает усталостную долговечность.
- Публикация:
Экспресс исследования материалов
- Дата публикации:
- Февраль 2022
- DOI:
10.1088/2053-1591/ac5205
- Биб-код:
2022МРЭ…..9b6516J
- Ключевые слова:
- изотермическая усталость;
- горячее тиснение;
- отжиг для снятия напряжений;
- Штамповая сталь для горячей обработки
Неизотермический резистивный нагрев горячештампованных деталей с заданными свойствами и отпуском на горячештампованных деталях
Заголовки статей
Исследование оптимального состояния активированного угля, полученного микроволновым нагревом из дробленого кокса
стр. 1809
1809
Адгезивные системы для производства многослойных нетканых материалов для композитных приложений
стр.1816
Разработка новой технологии для нового поколения безмятых тканей – производство и моделирование
стр.1821
Оптимизация условий вытягивания в зоне разрыва вытягивания Дополнительная прижимная планка на прядильном станке INA-V
стр.1825
Неизотермический резистивный нагрев горячештампованных деталей с заданными свойствами и отпуском непосредственно горячештампованных деталей
стр.1830
Сравнение явных и неявных методов конечных элементов для формовки листового металла
стр. 1836
1836
Численное моделирование влияния глубины токарной обработки на режим изгибных колебаний заготовки
стр.1840
Применение междисциплинарной оптимизации проектирования в оптимизации процесса литья
стр.1845
Анализ частых причин дефектов бумагоделательных чугунных сушилок и исследование испытаний в режиме реального времени
стр. 1851
Главная Advanced Materials Research Advanced Materials Research Vol. 936 Неизотермический резистивный нагрев для горячештампованных…
Обзор статьи
Реферат:
Неизотермический резистивный нагрев при горячей штамповке закаливаемых стальных листов был разработан для производства фасонных деталей из сверхвысокопрочной стали с заданными свойствами. Температура нагрева деталей связана с шириной образцов, нагреваемых резистивным нагревом. При одинаковой подводимой энергии прочность на узких участках высока из-за высокой плотности энергии, а на широких участках низка из-за низкой плотности энергии. Были сформированы шляпообразные изделия с пределом прочности при растяжении от 600 МПа до 1800 МПа. Закалка бористой стали прямой горячей штамповки привела к улучшению механических свойств и более высокому индексу формуемости. Цифры СЭМ показывают, что образование нанокарбидов во время отпуска было предложено в качестве очевидной причины появления упомянутых прочных свойств. Наконец, сочетание температуры 250 ℃ и времени выдержки 45 минут может обеспечить наилучшие комплексные механические свойства.
Температура нагрева деталей связана с шириной образцов, нагреваемых резистивным нагревом. При одинаковой подводимой энергии прочность на узких участках высока из-за высокой плотности энергии, а на широких участках низка из-за низкой плотности энергии. Были сформированы шляпообразные изделия с пределом прочности при растяжении от 600 МПа до 1800 МПа. Закалка бористой стали прямой горячей штамповки привела к улучшению механических свойств и более высокому индексу формуемости. Цифры СЭМ показывают, что образование нанокарбидов во время отпуска было предложено в качестве очевидной причины появления упомянутых прочных свойств. Наконец, сочетание температуры 250 ℃ и времени выдержки 45 минут может обеспечить наилучшие комплексные механические свойства.
Доступ через ваше учреждение
Вас также могут заинтересовать эти электронные книги
Предварительный просмотр
* — Автор, ответственный за переписку
Рекомендации
[1]
Сунь Кайна, Чжан Хэнхуа, Влияние высокотемпературной деформации на характеристики фазового перехода γ→α корабельной толстолистовой стали E36, Труды по материалам и термообработке 2013, 34(9): 132-139.
Академия Google
[2]
К. Мори, Ю. Окуда, Индивидуальная закалка штампов при горячей штамповке для производства фасонных деталей из сверхвысокопрочной стали с распределением прочности, CIRP Annals — Manufacturing Technology 59 (2010) 291–294.
DOI: 10.1016/j.cirp.2010.03.107
Академия Google
[3]
XIN Peixin, Исследования технологии горячей штамповки на основе процесса закалки и разделения (Q&P). (2013).
(2013).
Академия Google
[4]
Сейджиро Маки, Юки Танака и Кенитиро Мори, Характеристики резистивного нагрева заготовок из высокопрочного стального листа для горячей штамповки. (Публикации Trans Tech, Швейцария, 2007 г.).
DOI: 10.4028/www.scientific.net/kem.340-341.749
Академия Google
[5]
В. Блек: Материаловедение стали, Учебник для студентов RWTH, Verlag Mainz, Aachen, (2007).
Академия Google
[6]
RL Brockenbrough & Associates, Inc, Влияние отношения предела текучести к пределу текучести на конструкционное поведение высокоэффективных сталей для строительства мостов, Соглашение ONR-AISI № N00014-94-2-0002, (1995 г.).
Академия Google
[7]
И.В. Горынин, В.В. Рыбин, В.А. Малышевский, Т.Г. Семичева и Л.Г. Шерохина: Превращения дислокационного мартенсита при отпуске вторично закаленной стали [J]. Встретил. науч. Термическая обработка., 1999, вып. 41, стр. 377–83.
DOI: 10.
