К шпинделю токарного станка не крепится: Концы шпинделей токарных станков
Содержание
Концы шпинделей токарных станков
Шпиндель токарного станка должен сообщать крутящий момент детали, обрабатываемой на станке. Для этого к концу шпинделя крепится зажимное устройство, наиболее соответствующее обрабатываемой детали. Зажимных приспособлений существует большое множество, но обычно это трехкулачковый патрон — он обеспечивакет надежность и точность зажима, удобство установки и снятия большинства симметричных деталей.
Конструкция конца шпинделя токарного станка должен удовлетворять следующим требованиям:
- Обеспечивать надежность крепления токарного патрона
- Обеспечивать точность центровки патрона по отношению к оси шпинделя
- Обеспечивать установку и снятие патрона для замены за минимальное время
- Разновидности передних концов шпинделей токарных станков
- Концы шпинделей резьбовые
- Концы шпинделей фланцевые типа А
- Концы шпинделей фланцевые под поворотную шайбу
- Концы шпинделей типа Кэмлок (Camlock)
- Фланцы промежуточные (переходные) к самоцентрирующим патронам
Содержание
Разновидности передних концов шпинделей токарных станков
Передний конец шпинделя токарного станка служит для базирования (центрирования) и закрепления токарного патрона, планшайбы или поводкового патрона.
На сегодняшний день существует четыре разновидности передних концов шпинделей универсальных токарных станков:
- Резьбовой конец шпинделя — в обязательном порядке требует промежуточный (переходной) фланец, для того чтобы установить на шпиндель патрон или другое зажимное устройство;
- Фланцевый конец шпинделя — с конусной посадкой — форма А. Фланец шпинделя имеет резбовые отверстия для непосредственного крепления патрона спереди винтами с внутренними шестигранниками, проходящими сквозь патрон;
- Фланцевый конец шпинделя — с конусной посадкой. Фланец шпинделя имеет отверстия для непосредственного крепления патрона с помощью поворотной (байонетной) шайбы — это наиболее распространенный и предпочтительный вид крепления;
- Фланцевый конец шпинделя — с конусной посадкой. Фланец шпинделя имеет отверстия для непосредственного крепления патрона с помощью шпилек типа Camlock
В соответствии с четырьмя существующими разновидностями шпинделей на сегодняшний день действует четыре государственных стандарта регламентирующих конструкцию и размеры передних концов шпинделей:
- ГОСТ 16868 — Концы шпинделей резьбовые (Взамен ОСТ 428)
- ГОСТ 12595 — Концы шпинделей фланцевые типа А и фланцы зажимных устройств
- ГОСТ 12593 — Концы шпинделей фланцевые под поворотную шайбу и фланцы зажимных устройств
- ГОСТ 26651 — Концы шпинделей фланцевые типа Кэмлокк и зажимные устройства
- ГОСТ 3889 — Фланцы промежуточные к самоцентрирующим патронам.

Концы шпинделей резьбовые.
ГОСТ 16868 (Взамен ОСТ 428)
Крепление патрона на резьбовой конец шпинделя
Крепление патрона на резьбовой конец шпинделя. Смотреть в увеличенном масштабе
ГОСТ 16868 (Концы шпинделей резьбовые) предлагает два типоразмера концов шпинделей:
- М39 х 4,0
- М45 х 4,5
Конец шпинделя резьбовой ГОСТ 16868
В реальности существуют множество моделей станков, выпущенных до начала 60-х годов, с резьбовыми концами шпинделей от М33 до М150. Резьбовой конец шпинделя использовался на токарных станках старых моделей, например, 1А62 (М90 х 6) и в малых токарных станках — учебных и настольных, например, ТВ-7 (М45 х 4,5) и т.д.
Если резьбовой конец шпинделя не соотвтствует ГОСТ 16868 (Концы шпинделей резьбовые) как, например, на станке ТВ-4 (d = М36 х 4), требуется изготовить нестандартный промежуточный фланец, используя посадочные размеры необходимого патрона.
Для того, чтобы на переднем конце шпинделя закрепить токарный патрон, необходимо изготовить или приобрести промежуточный (переходной) фланец, который еще называют планшайбой.
Со стороны шпинделя промежуточный фланец должен навинчиваться на резьбу шпинделя d и очень точно надвигаться на цилиндрический центрирующий поясок диаметром Ø d1 и длиной l мм.
Со стороны токарного патрона промежуточный фланец должен иметь центрирующий поясок — ступеньку D4 для точной установки и центрирования токарного патрона на промежуточном фланце, а также иметь сквозные отверстия для крепления патрона. Очевидно, что для каждого типоразмера токарного патрона должен быть свой промежуточной фланец.
Допускается устанавливать на промежуточном фланце исполнения 1 запорное устройство против самоотвинчивания.
Недостаток шпинделей с резьбой в том, что при торможении или реверсировании быстроходного станка патрон по инерции может соскочить со шпинделя. Кроме того, токарные патроны, устанавливаемые на этих шпинделях по посадке скольжения, не вполне точно центрируются. На точность центрирования оказывает влияние зазор. При частом навинчивании и свинчивании патронов зазор из-за износа сопрягаемых поверхностей увеличивается. В этих условиях даже плотные соединения со временем теряют свою первоначальную точность, и возникает потребность в ремонте головки шпинделя.
Кроме того, токарные патроны, устанавливаемые на этих шпинделях по посадке скольжения, не вполне точно центрируются. На точность центрирования оказывает влияние зазор. При частом навинчивании и свинчивании патронов зазор из-за износа сопрягаемых поверхностей увеличивается. В этих условиях даже плотные соединения со временем теряют свою первоначальную точность, и возникает потребность в ремонте головки шпинделя.
В средних и крупных токарных станках используются фланцевые концы шпинделей с центрирующим коротким конусом (7°7′30″). Конические направляющие обеспечивающют более точное центрирование при установке патронов и планшайб.
Концы шпинделей фланцевые типа А
ГОСТ 12595
ГОСТ 12595-2003 (DIN 55026, ИСО 702-1:2001). (Взамен ГОСТ 2570-58). Станки металлорежущие. Концы шпинделей фланцевые типа А и фланцы зажимных устройств. Основные и присоединительные размеры.
Настоящий стандарт распространяется на фланцевые концы шпинделей с коротким конусом 1:4 (7°7′30″) типа А для токарных и шлифовальных станков, а также на фланцы зажимных устройств, устанавливаемых на концы шпинделей.
Фланцевые концы шпинделей типа А имеют резьбовые крепежные отверстия по окружности фланца, которые служат для для крепления патрона винтами с внутренними шестигранниками. Для концов шпинделей такого типа (А) должны использаваться зажимные патроны 2 типа по ГОСТ 2675-80 Тип 2.
Крепление патрона на фланцевый конец шпинделя типа А
Крепление патрона на фланцевый конец шпинделя типа А. Смотреть в увеличенном масштабе
Концы шпинделей фланцевые типа А по ГОСТ 12595
Условные размеры концов шпинделей типа А по ГОСТ 12595
Всего предусмотрено девять условных размеров концов шпинделей (3, 4, 5, 6, 8, 11, 15, 20, 28) с номинальным наружным диаметром 92, 108, 133, 165, 210, 280, 380, 520, 725 мм.
Фланец шпинделя снабжен коротким конусом 1:4 (7°7′30″), обеспечивающим надежное центрирование патрона. Допуски на конусы назначаются с таким расчетом, чтобы при установке патрона от руки между торцевыми поверхностями шпинделя и патрона оставался небольшой зазор, при затягивании крепежных винтов зазор ликвидируется, а конусы сопрягаются по посадке, близкой к прессовой.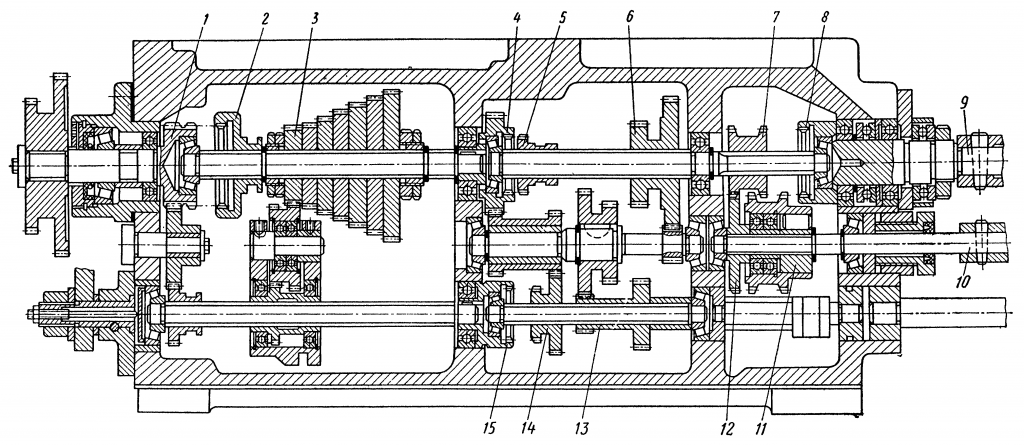 Вследствие большого угла конуса патрон после освобождения винтов легко снимается. Вылет патрона минимальный.
Вследствие большого угла конуса патрон после освобождения винтов легко снимается. Вылет патрона минимальный.
Фланцевые концы типа А могут изготавливаться в двух исполнениях.
- Крепежные отверстия расположены на делительных окружностях диаметров D1 и D2;
- Крепежные отверстия расположены только на делительной окружности диаметром D2. Исполнение 2 следует применять для концов шпинделей условного размера №3 и №4;
Исполнения 1 и 2 — следует применять для концов шпинделей условного размера от №5 до №28.
Для крепления токарного патрона на фланцевом шпинделе необходимо установить его на центрирующем конусе шпинделя, пропустить крепежные винты сквозь устанавливаемый токарный патрон в торцевые крепежные отверстия фланца шпинделя, затянуть винты.
Концы шпинделей фланцевые под поворотную шайбу
ГОСТ 12593
ГОСТ 12593-93 (DIN 55027, ИСО 702-3-75). (Взамен ГОСТ 2570-58).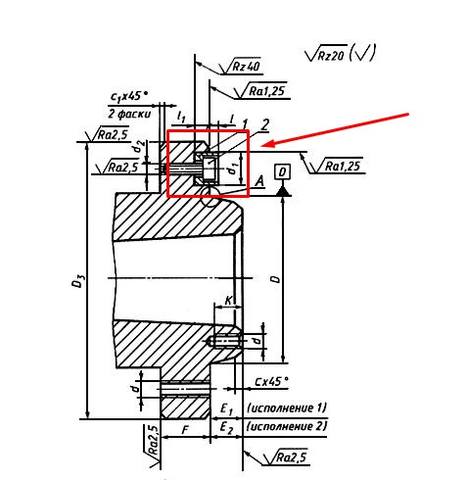 Станки металлорежущие. Концы шпинделей фланцевые под поворотную шайбу и фланцы зажимных устройств.
Станки металлорежущие. Концы шпинделей фланцевые под поворотную шайбу и фланцы зажимных устройств.
Настоящий стандарт распространяется на фланцевые концы шпинделей с коротким конусом 1:4 (7°7′30″) и поворотной шайбой для токарных станков и на фланцы зажимных устройств, устанавливаемых на концы шпинделей. ГОСТ 12593-93 представляет собой полный аутентичный текст ИСО 702-3-75 «Станки. Концы шпинделей и планшайбы. Размеры для взаимозаменяемости. Часть III. Байонетный тип».
Фланцевые концы шпинделей типа Б имеют сквозные крепежные отверстия по окружности фланца и байонетную поворотную шайбу которые служат для для крепления патрона без свинчивания крепежных гаек, что позволяет быстро закреплять и снимать патроны. Для концов шпинделей такого типа (Б) должны использаваться зажимные быстросменные патроны 3 типа по ГОСТ 2675-80 Тип 3.
Крепление патрона на фланцевый конец шпинделя под поворотную шайбу
Крепление патрона на фланцевый конец шпинделя под поворотную шайбу. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Пример применения фланцевых концов шпинделей под поворотную шайбу
Исполнения фланцевых концов шпинделей под поворотную шайбу
Исполнения фланцевых концов шпинделей под поворотную шайбу. Смотреть в увеличенном масштабе
Размеры фланцевых концов шпинделей под поворотную шайбу
Токарный патрон по ГОСТ 2675-80 Тип 3 для установки c поворотной шайбой
Фланцы для быстросменных патронов (тип Б) с посадкой на конус 1:4 (7°7′30″) под поворотную шайбу выполняются восьми условных размеров (3, 4, 5, 6, 8, 11, 15, 20) с номинальным наружным диаметром 102, 112, 135, 170, 220, 290, 400, 540 мм.
Фланцевые концы шпинделей с поворотной шайбой могут изготавливаться в трех исполнениях:
- Условный размер конца шпинделя 3 и 4;
- Условный размер конца шпинделя 5, 6, 8;
- Условный размер конца шпинделя 11, 15, 20.
На рисунке показана установка быстросменного токарного патрона 2 на фланцевом шпинделе с помощью байонетной поворотной шайбы 1. Шпильки 5, имеющие в средней части цилиндрическое утолщение с лыской под ключ, завинчиваются в торец патрона и при установке пропускаются через отверстие фланца и поворотной шайбы 1. После этого шайбу поворачивают по часовой стрелке и гайками 6 зажимают патрон на конусе шпинделя.
Шпильки 5, имеющие в средней части цилиндрическое утолщение с лыской под ключ, завинчиваются в торец патрона и при установке пропускаются через отверстие фланца и поворотной шайбы 1. После этого шайбу поворачивают по часовой стрелке и гайками 6 зажимают патрон на конусе шпинделя.
Сама поворотная шайба крепится к фланцу шпинделя с помощью втулки 3 и винта 4 (вариант 1) или только винтом 7 (вариант 2), при этом она остается подвижной и может вращаться на шпинделе в пределах вытянутого крепежного отверстия.
Крепление на фланцевом шпинделе с поворотной шайбой отнимает немного времени, вместе с тем фланцевое соединение обеспечивает высокую точность центрирования (отсутствует зазор), полную надежность при больших оборотах шпинделя.
Концы шпинделей фланцевые типа Кэмлок
ГОСТ 26651
Концы шпинделей фланцевые типа Кэмлок ГОСТ 26651-85 (DIN 55029, ИСО 702/II-75) Станки металлорежущие. Концы шпинделей фланцевые типа Кэмлок и зажимные устройства.
Настоящий стандарт распространяется на фланцевые концы шпинделей с коротким конусом типа Кэмлок (Camlock) для токарных станков и зажимные устройства, устанавливаемые на концы шпинделей. Стандарт полностью соответствует СТ СЭВ 4853-84 и ИСО 702/II-75.
Крепление патрона на фланцевый конец шпинделя типа Кэмлок
Крепление патрона на фланцевый конец шпинделя типа Кэмлок. Смотреть в увеличенном масштабе
Фланцевые концы шпинделей типа Кэмлок с посадкой на конус 1:4 предусмотрены восьми условных размеров (3, 4, 5, 6, 8, 11, 15, 20).
Эксцентриковые зажимы Кэмлок существенно ускоряют установку токарного патрона, поэтому устанавливаются там, где требуется частая смена патрона.
Фланцы промежуточные к самоцентрирующим патронам
ГОСТ 3889-80
Настоящий стандарт распространяется на промежуточные фланцы, предназначенные для установки на концы шпинделей металлорежущих станков самоцентрирующих патронов общего назначения.
Промежуточные фланцы (их называют еще План-шайбы) необходим для центрирования и крепления патронов с центрирующим пояском (ГОСТ 2675 тип 1) на любой из 4-х типов концов шпинделей токарных станков.
ГОСТ 3889-80 (DIN 6350) Фланцы должны изготавливаться исполнений:
- Исполнение 1 — устанавливаемое на резьбовые концы шпинделей по ГОСТ 16868;
- Исполнение 2 — устанавливаемое на фланцевые концы шпинделей по ГОСТ 12593 под поворотную шайбу;
- Исполнение 3 — устанавливаемое на фланцевые концы шпинделей по ГОСТ 12595 исполнения 1;
- Исполнение 4 — устанавливаемое на фланцевые концы шпинделей по ГОСТ 12595 исполнения 3.
ГОСТ 3889 Исполнение 1. Фланцы промежуточные на резьбовые концы шпинделей
ГОСТ 3889 Фланцы промежуточные на резьбовые концы шпинделей
ГОСТ 3889 Фланцы промежуточные на резьбовые концы шпинделей
Для того, чтобы на переднем конце шпинделя закрепить токарный патрон, необходимо изготовить или приобрести промежуточный (переходной) фланец, который еще называют планшайбой.
Со стороны шпинделя промежуточный фланец должен навинчиваться на резьбу шпинделя d и очень точно надвигаться на центрирующий поясок — цилиндр диаметром Ø d1 и длиной l мм.
Со стороны токарного патрона промежуточный фланец должен иметь центрирующий поясок — ступеньку D4 для точной установки и центрирования токарного патрона на промежуточном фланце, а также иметь сквозные отверстия для крепления патрона. Очевидно, что для каждого типоразмера токарного патрона должен быть свой промежуточной фланец.
Допускается устанавливать на промежуточном фланце исполнения 1 запорное устройство против самоотвинчивания.
Процесс установки токарного патрона состоит из следующих этапов:
- Промежуточный фланец навинчивается на резьбу шпинделя до упора. Отверстие во фланце должно плотно садиться на поясок шпинделя
- Закручиваются винты запорного устройства против самоотвинчивания
- Проверяется биение центрирующего пояска на фланце (D1) и опорной торцевой поверхности со стороны патрона
- На центрирующий поясок (D1) устанавливается патрон и крепится болтами
- Проверяется радиальное и торцевое биение патрона
Пример: фланец промежуточный к токарному станку ТВ-4
Фланец промежуточный к токарному станку ТВ-4
Пример условного обозначения фланца исполнения 1, диаметром 100 мм:
Фланец 7081-0592 ГОСТ 3889-80
Пример условного обозначения фланца исполнения 1, диаметром 125 мм:
Фланец 7081-0593 ГОСТ 3889-80
Фланец промежуточный к токарному станку с резьбовым концом шпинделя
Фланец промежуточный к токарному станку с резьбовым концом шпинделя
ГОСТ 3889-80 Исполнение 2.
 Фланцы промежуточные под фланцевые концы шпинделей под поворотную шайбу (ГОСТ 12593)
Фланцы промежуточные под фланцевые концы шпинделей под поворотную шайбу (ГОСТ 12593)
ГОСТ 3889-80 Фланцы промежуточные под поворотную шайбу
ГОСТ 3889-80 Фланцы промежуточные под поворотную шайбу
ГОСТ 3889-80 Исполнение 3. Фланцы промежуточные под фланцевые концы шпинделей исполнения 1 по ГОСТ 12595
ГОСТ 3889-80 Фланцы промежуточные к концам шпинделей типа А. Исполнение 1
ГОСТ 3889-80 Фланцы промежуточные к концам шпинделей типа А. Исполнение 1
ГОСТ 3889-80 Исполнение 4. Фланцы промежуточные под фланцевые концы шпинделей исполнения 3 по ГОСТ 12595
ГОСТ 3889-80 Фланцы промежуточные к концам шпинделей типа А. Исполнение 3
Видеоролик: Разборка и сборка токарного патрона
Видеоролик: Установка токарного патрона и проверка точности центрирования токарного станка
Связанные ссылки. Дополнительная информация
устройство, составные части, регулирование и наладка узлов.
За точность установки и обработки детали в токарных станках отвечают специальные узлы — токарные бабки.
Шпиндельная (передняя) бабка — устройство токарного станка, предназначенное для сообщения заготовке вращательного движения. Обрабатываемая деталь закрепляется в кулачки патрона, цангу, планшайбу установленные на переднем торце шпинделя или фиксируется центрами между передней и задней бабками. Частота вращения заготовки и направление могут регулироваться от системы управления.
Задняя (упорная) бабка — узел токарного станка для фиксации (поджатия) обрабатываемых заготовок с помощью упорного или вращающегося центра. На универсальных станках также используется для установки режущего инструмента: сверл, зенкеров, разверток.
На универсальных станках также используется для установки режущего инструмента: сверл, зенкеров, разверток.
Устройство бабки токарного станка (шпиндельный узел)
Передняя бабка состоит из корпуса (чаще всего чугунного) и шпинделя. В станках с коробкой скоростей добавляются валы, шестерни и устройство переключения диапазонов для обеспечения различных моментов резания для обработки заготовок, система смазки шпиндельной бабки. Усилие вращения на деталь передается через шкив на первом валу. При установке шпинделя «картриджного» типа — вращательное движение патрона передается от двигателя через ремни на шкив, установленный на шпинделе. При установке электрошпинделя — ременная передача и внешний двигатель не применяются.
Корпус шпиндельной бабки может иметь различную форму, отливается, как правило, из чугуна. В современных станках в жестком корпусе передней бабки имеются точные отверстия для установки передних и задних подшипников шпинделя, это достигается расточкой корпуса на расточном станке с борштангой, с последующим контролем на измерительной машине. Предусмотрена возможность регулировки оси шпинделя в плоскости движения оси Х (для станков с горизонтальной станиной это будет горизонтальная плоскость, направление «к оператору или от оператора»). В вертикальной плоскости точность достигается пришабриванием
Предусмотрена возможность регулировки оси шпинделя в плоскости движения оси Х (для станков с горизонтальной станиной это будет горизонтальная плоскость, направление «к оператору или от оператора»). В вертикальной плоскости точность достигается пришабриванием
Передача вращательного движения от двигателя к шпинделю, чаще всего, осуществляется посредством клиновых или поликлиновых ремней и шестерней зубчатой передачи. В станках токарной группы с ЧПУ для обеспечения функций нарезания резьбы и поддержания постоянства скорости резания устанавливается дополнительный датчик — энкодер шпиндель. Энкодер воспринимает вращение шпинделя и преобразует его в электрический импульс, посылаемый в модуль ЧПУ. В свою очередь, контроллер управляет работой серводвигателя привода для плавного(не дискретного) регулирования частоты оборотов шпинделя.
Шпиндельный узел, как правило, имеет систему циркуляционной смазки и может иметь систему охлаждения. В шпинделя «картриджного» типа консистентная смазка закладывается на весь срок службы подшипников.
Кинематическая схема шпиндельной бабки обычно приведена в документации на конкретный станок.
Шпиндель передней бабки
Шпиндель — полый внутри вал, изготовленный из углеродистой стали, в отверстие которого пропускают длинномерные заготовки. Установлен шпиндель в корпус передней бабки посредством переднего и заднего подшипниковых узлов.
Торец шпинделя токарных станков, в зависимости от исполнения, соответствует ГОСТ 12595-2003 или ГОСТ 26651-85. На современных станках ЧПУ, в зависимости от запросов потребителя, геометрия торца шпинделя может быть изменена. На торец устанавливается зажимное устройство: токарный патрон, цанга, планшайба, упорный центр.
Посадочные поверхности торца шпинделя имеют обработку не ниже 6 квалитета, при изготовлении поверхность подвергается закалке и шлифовке. В противном случае радиальное и торцевое биение установленного патрона или другого зажимного устройства, установленного на шпиндель, будут превышать допустимые значения. Это скажется на точности обработки заготовки. После установки шпиндель проверяется на наличие вибраций, и, при необходимости, производится балансировка
Это скажется на точности обработки заготовки. После установки шпиндель проверяется на наличие вибраций, и, при необходимости, производится балансировка
В связи с этим, при замене зажимной оснастки посадочные поверхности шпинделя необходимо оберегать от различного рода повреждений, не допускать наличия стружки и грязи, а также проверять биение вновь установленных патрона или цанги.
|
|
|
Проверка точности
Геометрическую точность на токарных станках с ЧПУ проверяют по контрольным скалкам и оправкам. Проверка методом проточки не входит в проверки по ГОСТ(в токарный патрон зажимается заготовка диаметром не менее 80 мм длиной до трех диаметров и обтачивается цилиндрическая поверхность перемещением по оси Z без поджима задней бабкой), является неточной и не отражает реальное положение оси шпиндельной бабки. на результаты проточки влияет очень много факторов и погрешность измерения будет превышать величину допуска (режимы резания, высота режущей кромки и вылет оправки, состояние подшипников шпинделя и остальной кинематики . Допустимые отклонения указаны в приложении к свидетельству о приемке станка.
на результаты проточки влияет очень много факторов и погрешность измерения будет превышать величину допуска (режимы резания, высота режущей кромки и вылет оправки, состояние подшипников шпинделя и остальной кинематики . Допустимые отклонения указаны в приложении к свидетельству о приемке станка.
При неудовлетворительных результатах проверки точности выявляют и устраняют причину и проводят повторную проверку.
Задняя бабка
Задняя бабка входит в стандартную комплектацию любого токарного станка, производимого Тверским станкостроительным заводом.
Устройство задней бабки токарного станка
Упорная бабка состоит из плиты (основания, опирающегося на направляющие станины), корпуса, пиноли, штурвала перемещения пиноли) и рукояток фиксации пиноли и задней бабки. В левом торце пиноли имеется коническое отверстие, служащее для установки и фиксации приспособлений и инструмента.
В левом торце пиноли имеется коническое отверстие, служащее для установки и фиксации приспособлений и инструмента.
Задняя бабка станка чаще всего перемещается вручную оператором. На некоторых моделях станков может присоединяться к суппорту и совместно перемещаться вдоль оси Z к месту зажима.
Пиноль задней бабки выдвигается и отводится, перемещением маховика. Возможна установка гидравлического или электро-механического устройства выдвижения
Для регулировки соосности оси шпинделя и оси пиноли задней бабки при обработке заготовок применяют поперечное смещение оси задней бабки (к оператору или от оператора).
В токарных обрабатывающих центрах задняя бабка может иметь управляемое от ЧПУ перемещение (ось W). Также возможно замена пиноли на противошпиндель.
Настройка и регулировка
Регулировка задней бабки токарного станка выполнена на заводе изготовителе. Дополнительная регулировка требуется при ухудшении точности станка. Заключается она в установке минимальных зазоров в передних и задних подшипниках пиноли (модели с вращающейся пинолью), компенсации люфта между опорными поверхностями упорной бабки и направляющими станины, исключению смещения относительно оси шпинделя.
Заключается она в установке минимальных зазоров в передних и задних подшипниках пиноли (модели с вращающейся пинолью), компенсации люфта между опорными поверхностями упорной бабки и направляющими станины, исключению смещения относительно оси шпинделя.
Фиксация задней бабки станка к направляющим осуществляется при зажиме гаек 2, пиноль 1 фиксируется рычагом 5. Перемещение пиноли происходит при вращении штурвала 4.
Для облегчения позиционирования задней бабки по направляющим станины может использоваться система разгрузки или механизм 3, при ослаблении болтов крепления 2 задняя бабка перемещается в направлении противоположном направлению вращения рукоятки механизма 3.
В корпусе пиноли расположена масленка для выполнения ручной смазки.
Регулировка оси пиноли в горизонтальной плоскости производится с помощью установочного винта (под штурвалом пиноли) и двух винтов А.
Геометрическую соосность передней и задней бабок проверяют, зажимая поверочную скалку (диаметр и длина зависит от РМЦ станка) в неподвижных центрах бабок токарного станка. Стойка с индикатором часового типа, установленная на суппорт или револьверную головку, перемещается вдоль осевой линии заготовки в вертикальной и горизонтальной плоскости. После проверки и при необходимости производится настройка задней бабки.
Стойка с индикатором часового типа, установленная на суппорт или револьверную головку, перемещается вдоль осевой линии заготовки в вертикальной и горизонтальной плоскости. После проверки и при необходимости производится настройка задней бабки.
Как прикрепить древесину к токарному станку
При первом запуске может быть немного сложно определить, как прикрепить древесину к токарному станку. Чем один метод лучше другого? И, что еще хуже, почему один человек делает это так, а другой иначе?
Я думаю, как только вы полностью поймете эти три подхода к креплению дерева к токарному станку, вы будете лучше понимать, почему, как и когда использовать их при точении чаши.
Когда заготовка чаши готова для токарного станка, ее необходимо правильно прикрепить, чтобы начать токарную обработку. Есть три простых, простых, безопасных и надежных способа крепления дерева к токарному станку, которые мы рассмотрим в этом посте. Каждый метод крепления дерева имеет свои сильные стороны и преимущества, а также некоторые недостатки.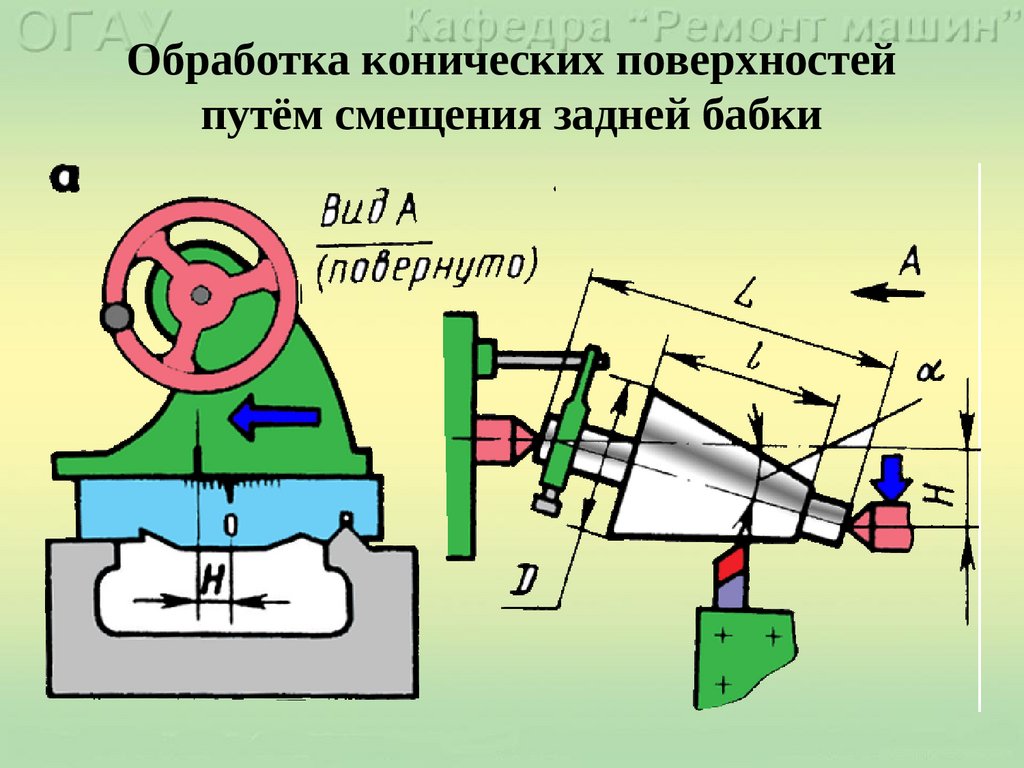
Два раза прикреплять древесину
В процессе производства чаша прикрепляется два раза. Во-первых, заготовка чаши должна быть прикреплена к токарному станку таким образом, чтобы обеспечить достаточный доступ к основанию, чтобы сформировать шип, а затем сформировать внешнюю часть чаши.
Во-вторых, чаша должна быть перевернута после создания шипа и внешней формы. После изготовления шипа чаша поворачивается и прикрепляется к токарному станку с помощью четырехкулачкового патрона для дальнейшего создания внутренней части чаши.
Шип представляет собой утолщенный цилиндрический выступ на дне чаши, используемый в качестве точки крепления четырехкулачкового патрона. Если вы хотите узнать все о создании идеального шипа, прочитайте эту статью.
Также можно создать паз. В этом примере я покажу шип. Прочитайте в этой статье все о создании врезного соединения чаши. И если вы не уверены, использовать ли шип или паз, эта статья может помочь вам решить.
Размер имеет значение
Как вы помните в статье об изготовлении деревянной заготовки чаши, форма заготовки чаши может варьироваться от простого отрезанного сучка до большой сбалансированной и настоящей цилиндрической заготовки из дерева. Форма и размер деревянной заготовки будут влиять на то, как заготовка чаши изначально крепится к токарному станку.
Форма и размер деревянной заготовки будут влиять на то, как заготовка чаши изначально крепится к токарному станку.
Все описанные здесь различные подходы будут использоваться для создания шипа или ножки, чтобы позже перевернуть заготовку чаши и прикрепить ее к четырехкулачковому патрону. Если вы хотите выточить чашу без четырехкулачкового патрона, ознакомьтесь с этой статьей.
Цилиндрический патрон
Цилиндрический патрон — это недорогой и быстрый способ крепления дерева к токарному станку. Цилиндрический патрон представляет собой «приводной центр», что означает, что он не вращается свободно на подшипниках.
Он приводится в движение передней бабкой и имеет прочный вал с конусом Морзе, который входит в полый центр шпинделя передней бабки.
Затем деревянная заготовка чаши центрируется между цилиндрическим патроном и «подвижным центром» с вращающимися подшипниками, прикрепленными к задней бабке.
Одним из существенных преимуществ использования цилиндрического патрона является то, что деревянную заготовку чаши можно легко ослабить и переместить как со стороны передней, так и со стороны задней бабки независимо друг от друга и в любой момент процесса токарной обработки.
Возможность переналадки полезна, особенно при токарной обработке необработанной заготовки с неопределенной формой дна.
Много раз при формировании изгиба дна чаши обнаруживалось, что одна сторона требует гораздо большего выворачивания, чем противоположная сторона.
Вместо того, чтобы строгать заготовку чаши, удаляя лишний материал с одной стороны, чтобы он соответствовал другой светлой стороне, заготовку можно визуально отцентрировать на задней бабке.
Повторная регулировка чаши усредняет тяжелую сторону с легкой стороной, оставляя больше материала для придания формы и создания окончательной формы дна чаши.
Цилиндрическая скорость
Еще одним преимуществом цилиндрического патрона является скорость.
Когда вы прикрепляете деревянную заготовку чаши с помощью цилиндрического патрона, заготовку чаши можно быстро и эффективно заменить, просто ослабив заднюю бабку, удалив выточенную деревянную деталь и вставив новую заготовку чаши. Это отличный вариант, если важны скорость и производительность.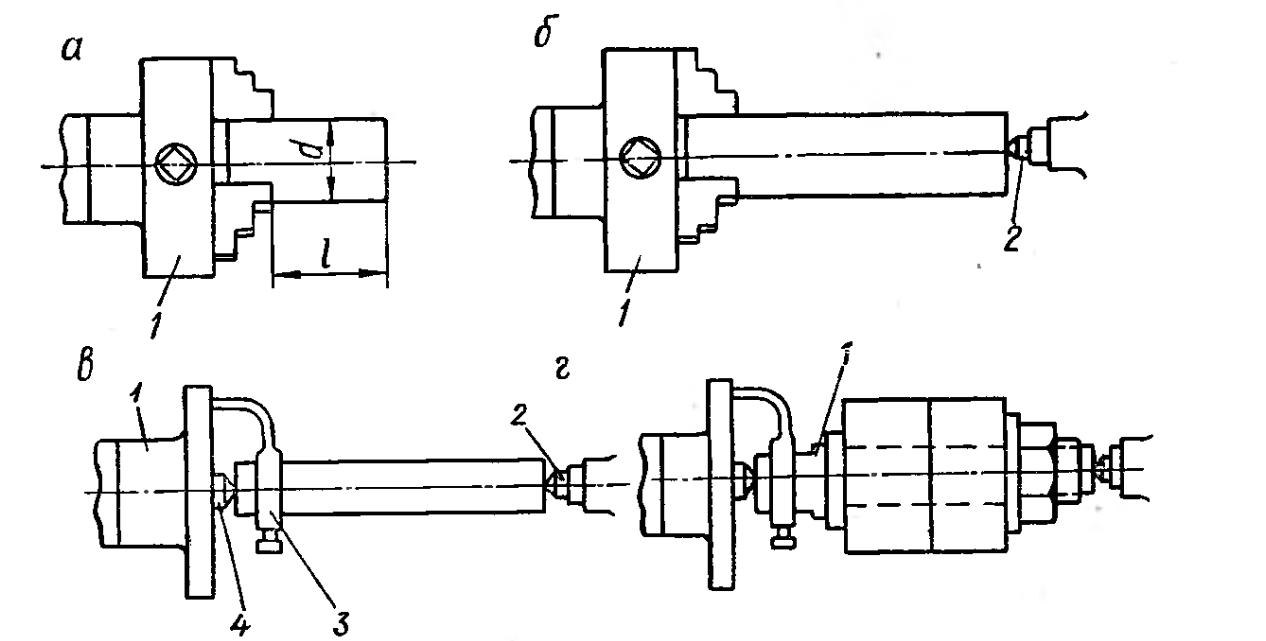
Цилиндрический скрытый предохранитель
Хотя он не предназначен для свободного вращения, как приводной центр, цилиндрический патрон будет проскальзывать и вращаться, если при вращении возникнет чрезмерное сопротивление.
Проскальзывание может быть как положительной, так и отрицательной характеристикой цилиндрического патрона. Если заготовка чаши проблематична и имеет зацепы, эти зацепы минимальны при использовании прямозубого патрона.
Вместо внезапного потенциально сильного захвата цилиндрический патрон просто начнет проскальзывать и снизит скорость привода токарного станка.
Токарный станок может полностью остановиться, даже если двигатель и шпиндель передней бабки все еще вращаются. Если проскальзывание цилиндрического патрона нежелательно, затягивание задней бабки снизит вероятность проскальзывания.
Имейте в виду, что соединение цилиндрического патрона с конусом Морзе представляет собой чистое трение, а не жесткое быстрое механическое соединение, как в других методах, которые мы рассмотрим.
Цилиндрический патрон не обязательно является хорошим решением для крепления большой и тяжелой древесины к токарному станку. С дополнительным крутящим моментом и импульсом заготовок чаши большего размера более вероятно, что цилиндрический патрон вырвет древесные волокна в точке контакта, что снизит удерживающую силу патрона.
Кроме того, дополнительная сила больших заготовок чаши облегчает отрыв заготовки от токарного станка во время токарной обработки.
Цилиндрический патрон и шип
Поворот шипа при использовании цилиндрического патрона может быть сложной задачей, так как задняя бабка будет мешать.
После небольшой практики работа вокруг задней бабки не представляет сложности, но требует немного больше времени, чем освобождение конца заготовки чаши от задней бабки.
Работа вокруг задней бабки также добавляет дополнительный шаг по удалению заглушки задней бабки перед тем, как повернутый шип можно будет повернуть вокруг и использовать для удержания заготовки чаши в четырехкулачковом патроне.
Винтовой патрон
Винтовой патрон является эффективным вариантом для крепления дерева к токарному станку и быстрого и надежного точения с открытой рабочей зоной без задней бабки.
Винтовой патрон, как следует из названия, представляет собой винт, который используется для крепления дерева к токарному станку в одной единственной точке.
Сначала необходимо определить центр заготовки и просверлить отверстие для установки винтового патрона.
Размер отверстия имеет важное значение. Слишком маленькое просверленное отверстие затруднит крепление и снятие заготовки на токарном станке.
С другой стороны, слишком большой зазор позволит винтовому патрону соскользнуть и вырезать отверстие, в результате чего заготовка чаши будет вращаться против передней бабки, а не вращаться.
Некоторые производители могут рекомендовать размер отверстия для сверления.
Чтобы найти сверло нужного размера, поместите сверло за винтовой патрон и посмотрите на торчащую резьбу. Размер сверла должен быть аналогичен валу винтового патрона без резьбы.
Размер сверла должен быть аналогичен валу винтового патрона без резьбы.
Я обнаружил, что даже при использовании сверла правильного размера сырая древесина будет сильно зажимать патрон, и ее будет трудно удалить.
Обычно я вынимаю зажимной патрон и помещаю его квадратную головку в тиски, чтобы зажать заготовку чаши до тех пор, пока он не ослабнет.
Вспомогательный или специальный
Винтовые патроны бывают нескольких различных форм: фиксированные и вспомогательные.
Я использую дополнительный винтовой патрон, поставляемый с моим четырехкулачковым патроном. Этот вспомогательный винтовой патрон выглядит как гигантский болт с резьбой по дереву.
В основании имеется канавка, которая совпадает с внутренней частью четырехкулачкового патрона и принимает вставку винтового патрона при затягивании четырехкулачкового патрона.
В этой конфигурации кулачки четырехкулачкового патрона являются внешним основанием, с которым заготовка чаши должна совпадать.
Важно не только затянуть заготовку чаши в винтовом патроне, но и убедиться, что окружающая область заготовки чаши надежно прилегает к верхней части кулачков четырехкулачкового патрона.
Доступны специальные винтовые патроны, которые включают в себя фиксированный винтовой патрон с окружающим опорным основанием.
Как и в случае с четырехкулачковым зажимным патроном, чтобы прикрепить древесину к токарному станку с помощью специального винтового патрона, обязательно вставьте заготовку до основания для надежного крепления.
В любой конфигурации, если заготовка не прилегает к основанию винтового патрона, она может раскачиваться или расшатываться и, возможно, полететь.
Летающая древесина — это не то, что нам нужно в токарной обработке дерева.
С открытым концом
После надежного крепления винтовой патрон является отличным вариантом крепления заготовок чаши.
Хотя заднюю бабку следует использовать по возможности, ее можно не использовать, если заготовка вращается без проблем.
Когда задняя бабка убрана, формирование шипа чаши и придание формы внешней части чаши становится проще простого.
Еще одним большим преимуществом использования винтового патрона является отсутствие необходимости замены патрона на передней бабке.
Этот метод не подходит для специального винтового патрона, так как его необходимо снять с передней бабки, прежде чем прикрепить к четырехкулачковому патрону.
Однако при использовании дополнительного винтового патрона нужно просто открыть кулачки, что освободит винт, после чего заготовку чаши с новым шипом можно будет перевернуть и поместить в четырехкулачковый патрон, готовый к дальнейшему внутреннему вращению.
Одним из недостатков винтового патрона является тот факт, что его нелегко повторно центрировать после того, как будет сделано первое отверстие.
Если требуется небольшая регулировка и необходимо просверлить новое отверстие рядом с первым отверстием, образовавшаяся полость может не удерживать винтовой патрон.
В этом случае небольшие деревянные прокладки могут быть добавлены к увеличенному отверстию, чтобы попытаться создать подходящую область для зажима винтового патрона.
Кроме того, поскольку винтовой патрон вставляется в деревянную заготовку, он устанавливает ограниченную фиксированную ось, внутри которой заготовка должна вращаться.
Это фиксированное приспособление затрудняет изменение положения конца задней бабки заготовки после начала процесса токарной обработки.
В связи с этим важно не торопиться и заранее определить центр заготовки чаши.
Space Out
Если глубина винтового патрона не подходит для маленькой или неглубокой чаши, используйте прокладку.
Небольшой квадрат или несколько квадратов тонкой фанеры можно просверлить и навинтить на винт, образуя прокладку. Распорки сокращают общую длину винта, за счет чего он меньше выступает в заготовке чаши.
Хорошее эмпирическое правило для надежного захвата с резьбой — семь витков. Когда вы прикрепляете древесину к токарному станку, постарайтесь, чтобы было видно как минимум семь витков резьбы для надежной фиксации.
Когда вы прикрепляете древесину к токарному станку, постарайтесь, чтобы было видно как минимум семь витков резьбы для надежной фиксации.
Винтовой патрон является отличным решением для производства и идеально подходит для заготовок малых и средних чаш.
Заготовки с большими чашами, такие как прямозубый патрон, могут создать слишком большое усилие на винтовом патроне и могут выбить древесину из соединения винтового патрона.
Лицевая пластина
Лицевая пластина — это Mack Daddy заготовок чаши, надежно крепящийся к токарному станку.
Когда дело доходит до работы с большими или нестандартными деревянными заготовками чаш, лицевая пластина — это то, что нужно для безопасного и надежного соединения.
Несмотря на то, что лицевая панель является отличным средством подключения, есть некоторые вещи, которые вы никогда не захотите делать с лицевой панелью.
Лицевые панели бывают разных размеров. Из-за этого большие лицевые панели можно использовать для безопасного крепления больших заготовок.
Как правило, для крепления древесины к токарному станку требуются большие планшайбы для более крупных и массивных деревянных заготовок для чаш, особенно тяжелых заготовок из сырого сырого дерева.
Заднюю бабку также следует использовать, когда необходимо добавить дополнительную опору, но не всегда.
Поскольку для крепления лицевой панели к заготовке чаши используется несколько винтов, существует небольшой риск отделения лицевой панели от деревянной заготовки.
Необходимо использовать качественные шурупы соответствующего размера для дерева или листового металла, а не шурупы для гипсокартона.
Шурупы для гипсокартона дешевы, не рассчитаны на большой вес и могут сломаться под давлением. Шурупы по дереву хорошего качества, желательно с квадратным хвостовиком, работают лучше всего.
Размеры винтов лицевой панели
Важно правильно подобрать размер винтов. Когда я начинал, мой наставник настаивал на том, чтобы винты были размером десять (#10), что указывает на толщину вала винта.
Однако, когда я вставил эти винты в новую купленную лицевую панель, они не подошли к отверстиям для винтов. Вместо этого я использовал винты размера восемь (#8), и они отлично подошли.
Используйте винты максимально возможной ширины, чтобы соответствовать отверстиям для винтов лицевой панели, не оставляя зазоров или люфта в посадке.
Также важна длина винтов. Как долго они должны быть? Ну, конечно, надолго. А если серьезно, то это должно определяться несколькими факторами.
Seven Threads
Толщина лицевой панели должна быть исключена из уравнения. Глубина шурупа в древесине имеет решающее значение.
Один из способов определить, достаточна ли длина винта, — вставить его в одно из отверстий для винтов на лицевой панели и подсчитать нижние открытые резьбы.
Если можно насчитать семь нитей, они будут торчать в дереве; это считается идеальным. Если подсчитано меньше резьбы, необходим более длинный винт.
При подсчете большего количества витков винт может оказаться излишне длинным и, возможно, может задеть конечные стенки чаши.
В отличие от ограниченных точечных соединений прямозубого и винтового патрона, планшайба покрывает большую площадь поверхности заготовки, создавая устойчивое основание.
Взаимным преимуществом этой превосходной безопасности является регулируемость после начала процесса токарной обработки.
Расположение лицевой панели со стороны передней бабки можно отрегулировать, удалив все винты и переместив лицевую панель. Это можно сделать, чтобы лучше отцентрировать чашу или изменить ее положение, чтобы воспользоваться немного лучшим углом.
Плоское крепление
Другим небольшим недостатком лицевой панели является необходимость ее крепления к плоской гладкой поверхности.
При токарной обработке относительно грубой заготовки чаши необходимо сгладить плоскую поверхность для размещения планшайбы. Плоскую поверхность можно получить несколькими способами.
Если требуется меньшая лицевая панель, можно использовать сверло Форстнера, чтобы вырезать плоское круглое место для лицевой панели.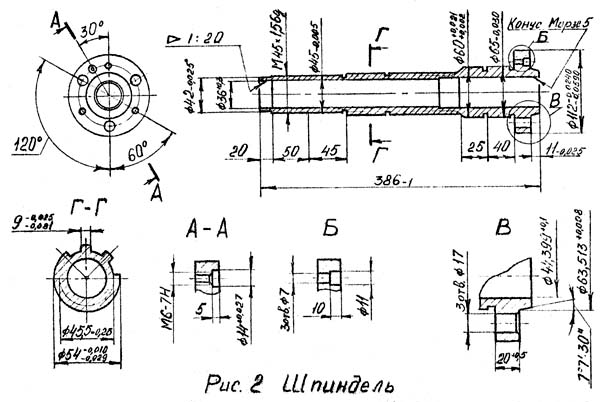
Будьте осторожны, используя биту Форстнера с маленькими деревянными заготовками чаши, так как бита может захватить заготовку и начать вращение. В таких случаях хорошо удерживать заготовку с помощью большого деревянного зажима или тисков.
Для больших лицевых панелей и когда мне нужно очистить область коры на заготовке чаши с естественным краем, я использую угловую шлифовальную машину с круглым режущим диском, который представляет собой четырехдюймовый диск бензопилы.
Будьте осторожны при очистке плоской поверхности лицевой панели таким инструментом, потому что он может быстро зацепиться и вырваться из рук. Я обнаружил, что лучше всего откусывать материал медленно, вместо того, чтобы пытаться удалять большие куски за один раз.
Критическое положение
В любом случае, при создании плоской области важно помнить, что лицевая панель задает форму верхней и нижней части чаши.
Плоское дно деревянной заготовки чаши будет параллельно лицевой панели. Этот фактор необходимо учитывать при определении подготовленной площади, на которую будет устанавливаться планшайба.
Этот фактор необходимо учитывать при определении подготовленной площади, на которую будет устанавливаться планшайба.
Обычно я устанавливаю планшайбу на верстак и периодически наклоняюсь, чтобы проверить положение и угол наклона планшайбы по отношению к плоскому дну, особенно при резке произвольной области угловой шлифовальной машины.
Несмотря на кажущуюся незначительную проблему, важно убедиться, что лицевая панель с прикрепленной к ней деревянной заготовкой чаши плотно прилегает к стержню шпинделя передней бабки и плотно прилегает к ней.
Если по какой-либо причине лицевая панель не прилегает к шпинделю передней бабки, можно использовать небольшие пластиковые шайбы в качестве прокладок, чтобы устранить любые зазоры и создать надежное соединение.
Любой зазор вызовет вибрацию и в лучшем случае приведет к менее плавному движению от передней бабки, а в худшем — к возможности отлетания дерева. Опять же, все еще не желательный атрибут.
Для подготовки и крепления планшайбы требуется больше времени, чем для прямозубого или винтового патрона, но в обмен на добавленное время можно получить надежное соединение, которое будет удерживать заготовки чаши большего размера, при этом область задней бабки остается открытой для легкого создания шипа и формирование чаши.
Каким бы способом вы ни хотели сначала прикрепить деревянную заготовку чаши к токарному станку, в конечном счете зависит от вас. Надеемся, что один или несколько из обсуждаемых здесь методов подойдут вам.
И я также надеюсь, что вы сможете увидеть все тонкости того, что делает каждый процесс правильным или, возможно, неправильным, в зависимости от конкретной чаши, которую вы решили создать.
Каким способом вы обычно крепите древесину к токарному станку? Оставьте мне комментарий ниже и дайте мне знать.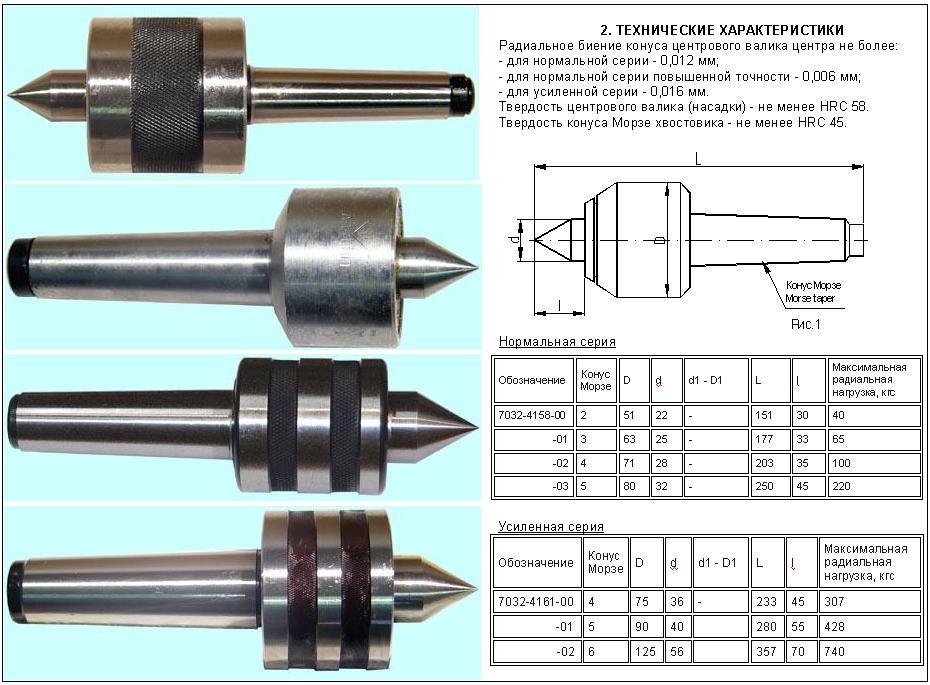
Подробнее об оборудовании, упомянутом в этой статье, см. в моем Руководстве по рекомендуемому оборудованию.
Ознакомьтесь с дополнительными сообщениями по теме:
• 5 НАИЛУЧШАЯ ДЕРЕВЯННАЯ ЧАША С ШИПОВОЙ ФОРМОЙ (НОЖКА, ВТУЛКА, ПРИСОЕДИНЕНИЕ)
• БЕЗОПАСНАЯ СКОРОСТЬ СТАНКА ПО ДЕРЕВУ (РАССЧИТАТЬ, ОПРЕДЕЛИТЬ, ОТРЕГУЛИРОВАТЬ ОБОРОТЫ)
• ЛИЦЕВАЯ ПАНЕЛЬ СТАНКА ПО ДЕРЕВО – НИКОГДА НЕ ДЕЛАЙТЕ ЭТОГО – 8 ВЕЩЕЙ
Happy Turning,
Kent
Методы крепления токарного патрона | Woodturning Online
В этом посте мы рассмотрим различные токарные патроны и способы их установки.
Содержание
- Что такое токарные патроны?
- Способы крепления токарного патрона
- Установка сверлильного патрона
- Установка кулачкового патрона
- Установка цангового патрона
- Часто задаваемые вопросы
- Как установить токарные патроны?
- Где установлен патрон?
- Почему в токарном станке используются патроны?
- Что такое самоцентрирующийся патрон для токарного станка?
- Как работает патрон токарного станка?
- Как затянуть патрон или переходные плиты на токарном станке?
- Как поменять кулачки на токарном патроне?
- Вывод
Что такое токарные патроны?
Токарный патрон по существу является компонентом токарного станка, который крепится к самой верхней части токарного станка. Вы можете управлять патроном токарного станка вручную или с помощью источника питания.
Вы можете управлять патроном токарного станка вручную или с помощью источника питания.
Основная функция патрона токарного станка — удерживать блок материала, над которым работает станок. Когда он вращается, он удерживает деталь, которую необходимо обработать.
Он может удерживать симметричные предметы и предметы асимметричной формы, особенно те, у которых отсутствует радиальная симметрия.
- Патроны используются в различных станках, включая фрезерные, а также в токарных станках.
- Патроны служат точками вставки на передних бабках многих типов токарных станков. Патроном токарного станка можно управлять вручную или с помощью электроэнергии. Удаление блоков материала является наиболее распространенным применением токарных станков.
- Это гарантирует, что деталь продолжает вращаться. Как правило, он состоит из симметричных или асимметричных объектов. Фрезерное оборудование можно зажимать при использовании в сочетании с токарными станками.
Методы установки патрона токарного станка
Поскольку токарные станки часто испытывают проблемы во время установки патронов, даже самые опытные пользователи испытывают трудности с установкой патронов на настольном токарном станке по металлу. Некоторые люди не могут успешно установить патроны, несмотря на несколько попыток.
Некоторые люди не могут успешно установить патроны, несмотря на несколько попыток.
Существует три различных метода монтажа, и тот, который вы используете, зависит от требований вашего приложения.
Установка сверлильного патрона
Распродажа
PSI Woodworking Products TM32 1/2-дюймовый сверлильный патрон с конусом Морзе № 2 (1/2 дюйма, 2 MT)
- Включает 1/2-дюймовый сверлильный патрон, конус Морзе № 2 и зажим для кулачков Ключ
- Этот 3-кулачковый патрон монтируется в переднюю или заднюю бабку любого токарного станка, который принимает принадлежности #2MT
- Оправка #2MT принимает стяжной болт 1/4″ x 20 витков на дюйм; стяжной болт в комплект не входит
- Легко снимается с помощью выбивки брусок
- Отлично подходит для крепления сверл, небольших токарных станков, дюбелей, стержней оправки и многого другого
Сверлильные патроны устанавливаются проще всего. Все, что вам нужно, это молоток и тиски.
Все, что вам нужно, это молоток и тиски.
Было бы лучше, если бы вы использовали тепло или холод в этой технике. Я предпочитаю его горячим. Есть ли причина? Да, он движется быстрее. Некоторые люди, однако, предпочитают процесс охлаждения.
Вам понадобится тепловой пистолет или паяльная лампа, если вы любите жару. Для процесса охлаждения вам понадобится кухонная морозильная камера.
Установка кулачкового патрона
WEN LA4444 Набор 4-дюймовых 4-кулачковых самоцентрирующихся патронов с резьбой 1 дюйм x 8TPI
- Спиральный патрон идеально подходит для удержания чаш, шпинделей и других громоздких токарных станков по дереву
- Внутренние кулачки затягиваются вокруг заготовок размером от 1,6 до 2,8 дюймов
- Внешние кулачки раздвигаются внутри заготовок с направляющими отверстиями от 2 до 3,2 дюймов
- Прилагаемый винтовой патрон обеспечивает еще больше возможностей для поддержки ваших проектов
- Имеет резьбу 1 x 8 TPI для совместимости с большинством токарных станков по дереву, представленных на рынке
В настоящее время существует множество вариантов крепежных болтов для кулачковых и сверлильных патронов. Давайте рассмотрим некоторые из них.
Давайте рассмотрим некоторые из них.
- Резьбовой наконечник шпинделя . Здесь в игру вступает задняя панель. На задней пластине требуется резьба. Он должен быть присоединен к размеру носика шпинделя с резьбой. Несмотря на простоту процедуры, она займет значительное количество вашего времени. Я считаю, что это не стоит вашего времени и усилий. Это потому, что доступны лучшие альтернативы, которые позволяют вам делать что-то намного проще и быстрее. Тем не менее, я подумал, что это стоит упомянуть, потому что это старый метод, который существует уже давно.
- Шпиндель с эксцентриковым замком, носовой тип . Это еще один эффективный способ закрепить патрон. Честно говоря, это просто изюминка метода подделанного носа шпинделя. В этом методе вы должны прижать патрон или переходную пластину к конусу. В последнее время этот метод стал популярным для установки кулачковых патронов на патрон. Так что, если вы еще не решили, я настоятельно советую вам попробовать этот метод.

- Коническая головка шпинделя, тип . Мы считаем, что это лучший вариант для кулачковых патронов, если вы спросите нас. Это поможет вам сэкономить время и усилия. В этом случае саморасцепляющийся конус должен быть установлен на охватываемый конус. Этот процесс значительно улучшает повторяемость всей системы.
Монтаж a Collet Chock
Новый токарный станок Er32 Woodworking Dowel Collet System 1/4 3/8 1/2 5/8 3/4 USA
- для 3/4 «x 16 Adapter Adapter & 5pcs Er32
- 5 цанг: 1/4 дюйма, 3/8 дюйма, 1/2 дюйма, 5/8 дюйма и 3/4 дюйма
- Превосходный захват дюбелей и шипов малого диаметра
- Идеально подходит для шпиндельный стержень и другие небольшие изделия из дерева, где используется шип
- 1 дюйм на 8TPI с адаптером шпинделя 3/4 дюйма на 16TPI, с цанговой закрывающей головкой
для 3/4″ X 16 Adapter & 5pcs ER32
для 3/4 «x 16.
Цанговые патроны немного отличаются от двух других. Это не означает, что вы не можете установить эти патроны, используя описанные выше процедуры. Вы можете быть удивлены тем, что можете применить эти методы к сверлильным и кулачковым патронам.
Это не означает, что вы не можете установить эти патроны, используя описанные выше процедуры. Вы можете быть удивлены тем, что можете применить эти методы к сверлильным и кулачковым патронам.
Цанговые патроны часто устанавливаются по-разному на токарных станках, которые их используют. Как указывалось ранее, эти токарные станки имеют систему закрытия цанг, позволяющую легко установить переходную пластину патрона.
Закрывающий цанговый механизм теперь лишен задней пластины. Вместо этого включен женский конус. Это будет удерживаться совпадающим мужским конусом. Или, может быть, есть рукав. Дышло также полое. Он пройдет через переднюю бабку и достигнет задней части.
Как видите, там настраивается закрывающий механизм. Механизм отвечает за способность цангового патрона открываться и закрываться за такой короткий промежуток времени. Это крепление корпуса токарного патрона отличается механизмом удержания заготовки в неподвижном состоянии.
Размер резьбы носовой части шпинделя токарного станка, также известный как патрон, имеет гибкие втулки или манжеты, облегчающие удержание инструмента или заготовки. Когда все работает правильно, статическое трение удерживает все на месте.
Когда все работает правильно, статическое трение удерживает все на месте.
Часто задаваемые вопросы
Как установить токарные патроны?
Чтобы установить патрон, оператор токарного станка вставляет штифты Camlock патрона в шпиндель станка, затем втягивает штифты Camlock внутрь, вращая кулачок внутри носика шпинделя с помощью гаечного ключа, чтобы плотно прижать патрон к шпинделю.
Где установлен патрон?
Токарный патрон представляет собой часть оборудования, установленного на передней бабке токарного станка и может приводиться в действие вручную или с помощью электропривода. Обычно он используется для удержания вращающейся заготовки.
Почему в токарном станке используются патроны?
Корпус патрона представляет собой зажим, который удерживает объект с радиальной симметрией, в частности цилиндр.
В дрели патрон фиксирует вращающийся инструмент, фрезу или трансмиссию; шпиндель токарного станка удерживает вращающуюся заготовку.
Что такое самоцентрирующийся патрон для токарного станка?
Патроны для трехкулачкового токарного станка. Прикрепите к шпинделю токарного станка для удержания круглых заготовок. Эти самоцентрирующиеся патроны, также известные как винтовые патроны, перемещают все три кулачка одновременно, центрируя заготовку при закрытии.
Как работает токарный патрон?
Патроны представляют собой удерживающие устройства, которые крепятся к заготовке с помощью кулачков или стальных вставок, расположенных на поверхности патрона по кругу.
Губки движутся по спирали, чтобы зафиксироваться вокруг заготовки или инструмента, и их можно затягивать или ослаблять с помощью патронного ключа или шестигранного ключа. №
Благодаря компактным размерам сверлильный патрон или переходную плиту можно затянуть руками.
Как затянуть патрон или переходные плиты на токарном станке?
Вставляешь наконечник в отверстие токарного станка и поворачиваешь!
- Вскройте патрон
- Установите сверло на место
- Затяните патрон вручную, пока он не будет плотно прилегать к биту
- Вставьте штифт в одно из отверстий патрона
- Затяните или ослабьте винт.
 «Правый, крепкий, левый, болтливый», как говорится
«Правый, крепкий, левый, болтливый», как говорится - Затяните вращением по часовой стрелке
Как поменять кулачки на токарном патроне?
Если вас интересует патрон передней бабки, то он одинаков для любых кулачков. Если кулачки затягиваются одновременно, продолжайте ослаблять их, пока они не выйдут из пазов в патроне токарного станка по внешнему диаметру.
Они будут выпущены последовательно. Обратите внимание на них, потому что они должны вернуться в тот же слот при повторной сборке. Если губки затянуты независимо друг от друга, раскрутите каждую и снимите их.
Неважно, в какое положение они возвращаются, если патрон достаточно точен, чтобы все кулачки и пазы были одинаковыми.
Заключение
К этому моменту вы должны иметь хорошее представление о трех различных типах способов крепления патрона токарного станка. Тем не менее, я чувствую необходимость выступить с предостережением. Вы должны убедиться, что патрон или пластины адаптера установлены правильно.
