Как гнуть алюминиевый лист: Как согнуть алюминиевый лист
Содержание
Как согнуть алюминиевый лист
Алюминий – гибкий и податливый металл, поэтому согнуть листы из него несложно даже в домашних условиях. Но чтобы не повредить материал, процедуру нужно проводить аккуратно и с использованием специальных инструментов.
Способы
Когда алюминий обрабатывается в производственных масштабах, его загибают двумя способами.
- Свободный. В момент загиба металла между листом и прессовочным аппаратом имеется воздушная прослойка. Такой способ позволяет работать с более толстыми материалами и изготавливать изделия сложно формы, но при работе с тонкими листами дает низкую точность гибки.
- Калибровочный. В этом случае прослойка воздуха между аппаратом и алюминием отсутствует. Это позволяет аккуратно гнуть тонкие листы, но требует больших усилий и дорогой аппаратуры.
Согнуть лист алюминия можно и в домашних условиях без использования дорогостоящих инструментов.
Гибка в домашних условиях
Самый распространенный и проверенный метод бытового сгибания алюминия – прорезание пазов. Это дает высокую точность углов и позволяет работать с материалами разной толщины.
- На лист алюминия наносится разметка места сгиба в соответствии с измерениями.
- По линиям закрепляют направляющие – подойдут железные уголки, профили, листы более жесткого металла.
- По нанесенной разметке делается надрез глубиной приблизительно в половину толщины самого листа. Режут по внешней стороне сгиба. Чаще всего это делают при помощи фрезера, но на небольших тонких листах можно обойтись острым строительным ножом.
- После того, как надрез готов, лист начинают отгибать, не убирая направляющие. Делают это аккуратно и постепенно по всей длине разметки, пока не достигнут нужного угла.
Возможные проблемы
Так как алюминий не выпускается в чистом виде и только входит в состав сплавов, разные его марки гнутся неодинаково в зависимости от свойств сопутствующих веществ.
Лучше всего гнутся технические сплавы. Им соответствуют марки 1105 и ВД1. Они легкие, легко поддаются нарезке, хорошо отгибаются, но в процессе их легко повредить. Алюминиево-магниевые сплавы под маркировкой АМГ также хорошо гнутся, но обладают более высокой прочностью. Они приспособлены для простых линейных изгибов, сделать сложную форму из них нельзя. Для этого есть пластичные сплавы маркировки АМЦ. Они изготавливаются специально для создания сложных форм, но нарезать в домашних условиях их немного сложнее. Полностью не поддаются изгибу без использования специальных приспособлений доралюминий, маркированный буквой Д, и авиационные сплавы.
Несмотря на пластичность алюминия, гибка листов из его сплава требует определенных навыков. Поэтому, прежде чем приступать к загибанию будущего изделия, стоит потренироваться на ненужных обрезках и убедиться, что выбранный материал подлежит деформации.
Как согнуть алюминиевый лист
0
Декабрь 8, 2017
Советы электрику
kmelectric
Металлы являются сегодня одним из самых важных компонентов любого механизма или конструкции. Для таких целей применяют множество разновидностей веществ, которые отличаются прочностью и долговечностью.
Для таких целей применяют множество разновидностей веществ, которые отличаются прочностью и долговечностью.
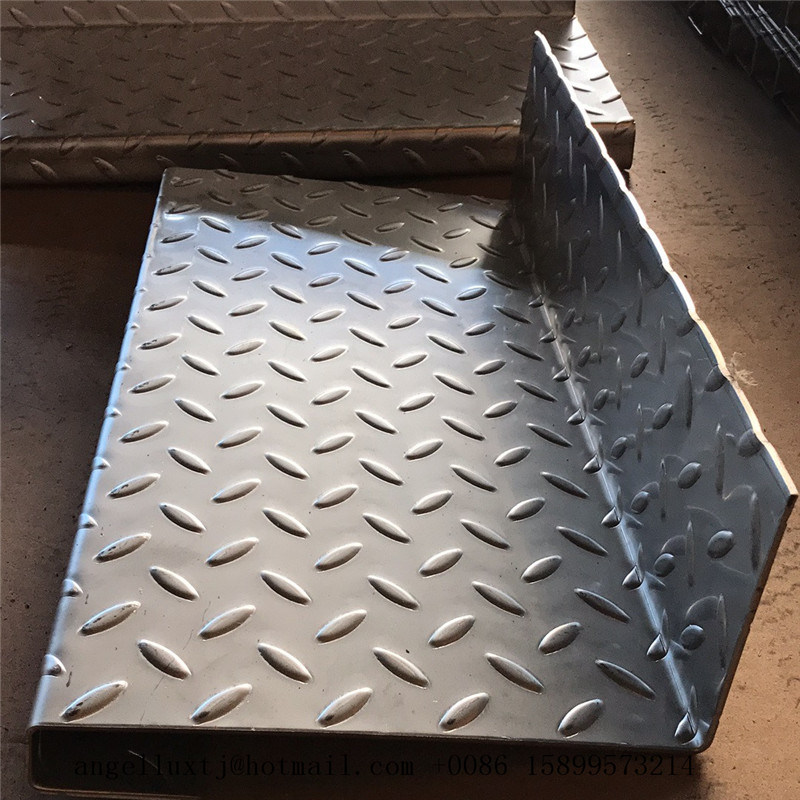
Особое внимание следует обратить на лист квинтет алюминиевый. Ознакомиться с техническими параметрами подобной продукции можно на специализированных сайтах.
Особенности материала
Алюминий сегодня очень редко встречается в чистом виде, так как промышленность выпускает его в виде различных сплавов. Это же в свою очередь влияет на качество и свойства металла. Среди всего этого разнообразия можно выделить несколько типов продукции:
- Технические сплавы (марки 1105 и ВД1). Эти вещества очень неплохо гнуться. Достигается это за счет малого удельного веса.
- Алюминие-магниевые сплавы. Продукция характеризуется стойкостью к воздействиям различных кислот. При этом согнуть подобный лист можно без особых усилий. Из такого алюминия очень часто делают различные емкости и баки.
- Пищевые сплавы. Также неплохо гнуться, что делает их востребованными на рынке.
- Сплавы, обладающие повышенной пластичностью. Такой алюминий можно изгибать в сложные конструкции.
Приступаем к деформации
Гибка алюминия это сложная процедура, которая не всегда возможна в домашних условиях. Сегодня все чаще для этой цели используют несколько подходов:
- Гибка с помощью кузнечно-прессовочного оборудования. Подобные механизмы оснащаются несколькими роликами, через которые пропускают листы. С помощью этого подхода можно согнуть алюминий с небольшим радиусом.
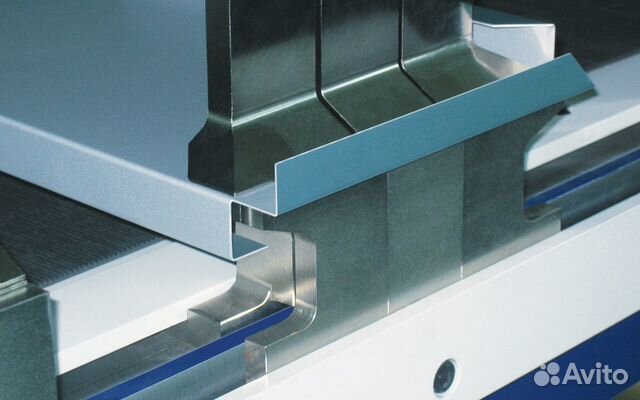
- Использование штамповальных станков. Принцип их работы предполагает фиксацию листа в специальных пазах. Затем на него воздействует определенное смещение, которое приводит к образованию изгиба.
- Вдавливание. Чтобы согнуть лист, его располагают на специальных опорах. При этом между ними остается пространство. Гибка выполняется воздействием на материал только в определенной точке. Для этого применяют специальные инструменты.
Если нужно согнуть алюминий в домашних условиях, тогда для этого можно использовать металлическую трубу. Вдоль нее и гнется лист с помощью киянки или других инструментов. Некоторые специалисты рекомендуют нагревать место изгиба, но все это зависит только от конкретной марки алюминия.
Вдоль нее и гнется лист с помощью киянки или других инструментов. Некоторые специалисты рекомендуют нагревать место изгиба, но все это зависит только от конкретной марки алюминия.
Смотрите также:
Как называется люстра в театре http://euroelectrica.ru/kak-nazyivaetsya-lyustra-v-teatre/.
Интересное по теме: Сколько розеток должно быть в комнате
Советы в статье «Что ждет рынок недвижимости?» здесь.
Если вам нужно получить сложную заготовку, тогда лучше за решением данной задачи лучше обращаться к специалистам.
8 измерений — Как согнуть алюминий, не сломав его?
Алюминиевый лист легко сломать после изгиба, или он треснет после изгиба анодирования. Многие компании по переработке алюминиевых сплавов не понимают этого. Итак, как согнуть алюминий, не сломав его? 8 основных причин и меры профилактики поломки алюминия после изгиба.Как согнуть алюминий T5, не растрескиваясь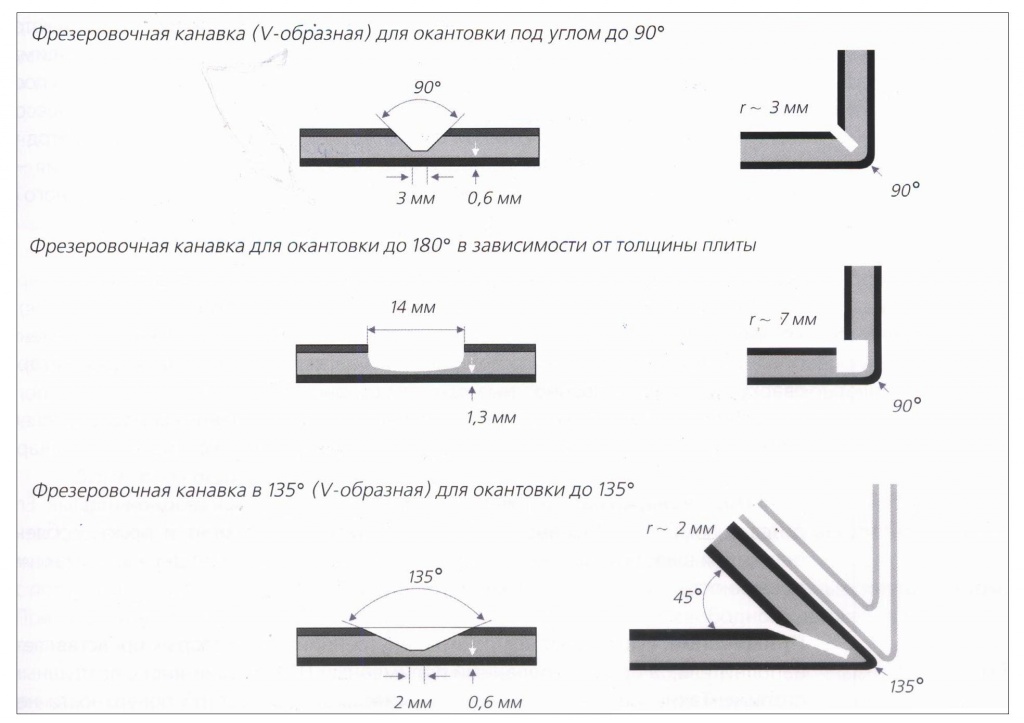
Три фактора, влияющие на изгиб алюминиевого сплава
Обычно более высокая прочность означает, что алюминиевый сплав труднее согнуть из-за компромисса между прочностью и удлинением – пластичностью. Когда одно увеличивается, другое уменьшается.
Итак, какие факторы, влияющие на точки, могут помочь вам определить правильный сплав для гибки? А какие сплавы лучше всего подходят для гибки?
Тогда мы можем узнать ответ по трем аспектам: формуемость, толщина, радиус изгиба и процент удлинения алюминиевых профилей.
Какие признаки могут помочь вам определить правильный сплав для гибки? А какие сплавы лучше всего подходят для гибки?
Формуемость, толщина и радиус изгиба, а также процент удлинения.
Формуемость
Обычно более высокая прочность означает, что алюминиевый сплав труднее согнуть из-за компромисса между прочностью и удлинением – пластичностью. Когда одно увеличивается, другое уменьшается.
Одной из наиболее полезных характеристик алюминия является его способность к формованию , и один из способов придать металлу желаемую форму — сгибание. Некоторые алюминиевые сплавы и сплавы подходят для гибки лучше, чем другие. Это то, что вам нужно знать, чтобы выбрать то, что подходит именно вам.
Способность к формованию – это способность данного материала подвергаться остаточной деформации без растрескивания или разрыва в процессе формования. Постоянная деформация также известна как пластическая деформация в мире материаловедения.
Постоянная деформация также известна как пластическая деформация в мире материаловедения.
Вообще говоря, формуемость является относительным понятием, а не конкретной величиной. Например, приложенная сила, необходимая для придания формы изделию, зависит не только от прочности и пластичности материала. Это также зависит от таких факторов, как форма детали и толщина исходного материала.
Другими словами, мы можем измерить усилие формования для изготовления конкретной детали из определенного исходного материала. Однако изменение формы детали или физических свойств исходного материала изменит величину усилия, которое необходимо приложить.
Тем не менее, существуют стандартизированные тесты, такие как ASTM E2218: Стандартный метод тестирования для определения кривых формирования предельных значений. Мы можем использовать эти тесты, чтобы установить «рейтинг» по формуемости для различных листов сплава. Мы можем использовать их, чтобы узнать, какие сплавы имеют лучшую базовую формуемость.
Нажмите, чтобы просмотреть таблицу прочности на растяжение алюминия и нержавеющей стали, чтобы сравнить ее с мягкой сталью
Толщина и радиус изгиба
Алюминиевые сплавы затвердевают и становятся прочнее в процессе гибки. В результате толщина и радиус изгиба являются факторами, которые необходимо учитывать.
Если вы имели дело с обычной алюминиевой фольгой, то знаете, что ее легко согнуть. Однако если бы вам пришлось согнуть лист алюминия, который в тысячу раз толще алюминиевой фольги, это было бы намного сложнее! Это связано с тем, что чем толще материал, тем труднее его согнуть.
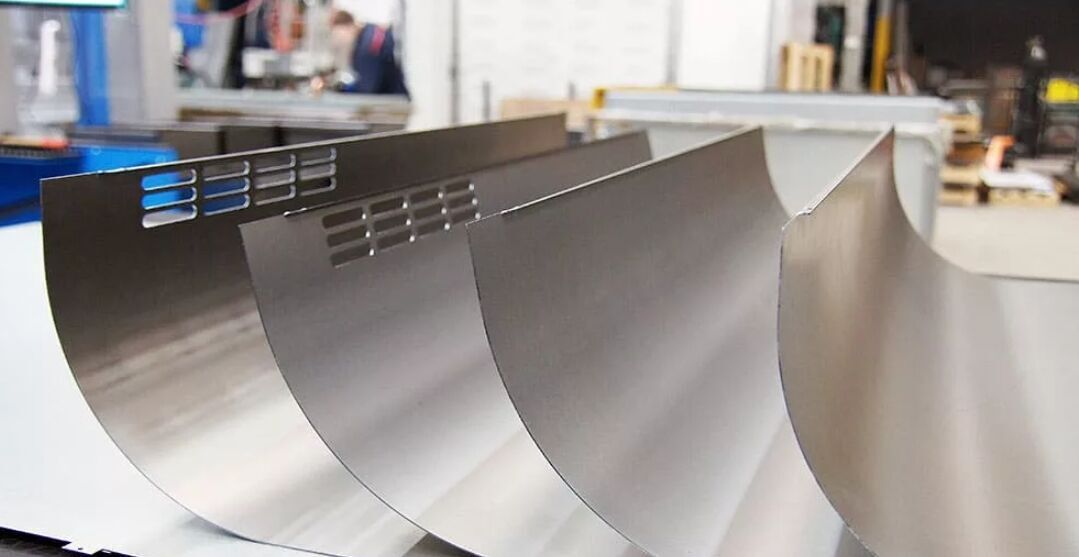
Вы также можете согнуть алюминиевый желоб голыми руками. Но если вы попытаетесь согнуть его под острым углом, не сломав, вам придется нелегко! Изгиб металла с малым радиусом изгиба может привести к разрыву или растрескиванию.
Изготовитель предлагает определенные ключевые таблицы и общие правила, которые помогают понять пределы гибкости для конкретных алюминиевых сплавов.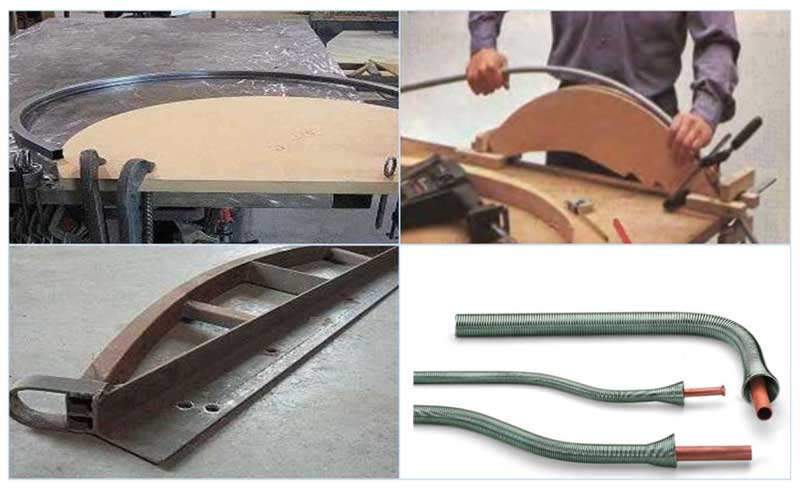 Вы можете использовать их для определения минимально допустимого радиуса изгиба для алюминиевых листов определенной толщины.
Вы можете использовать их для определения минимально допустимого радиуса изгиба для алюминиевых листов определенной толщины.
Подробнее: Минимальный рекомендуемый радиус изгиба алюминиевых и стальных профилей
Процент удлинения
Изучение процента удлинения и разницы между пределом текучести и пределом прочности при растяжении также поможет вам принять правильное решение. При сравнении сплавов и сплавов склоняйтесь к тем, у которых самый большой диапазон между пределом текучести и пределом прочности при растяжении, потому что это указывает на лучшую способность к формованию.
Как лучше согнуть алюминий
Процентное удлинение представляет собой способность материала пластически деформироваться при растяжении. Это также известно как пластическая деформация или пятно, нанесенное за пределы предела текучести материала.
Более пластичные алюминиевые сплавы могут испытывать более значительную пластическую деформацию при небольшом увеличении приложенного напряжения. Это приводит к лучшей общей гибкости алюминия.
Это приводит к лучшей общей гибкости алюминия.
Как и другие свойства, процентное удлинение варьируется для каждого сплава. Взгляните на кривую напряжения-деформации выше. Вы увидите, что отожженный алюминиевый сплав 3003 (обозначенный как AA3003-O) имеет очень высокий процент удлинения (процент деформации), примерно 35%. Он имеет очень высокую гибкость по сравнению с другими сплавами.
Какой алюминиевый сплав лучше всего подходит для гибки?
Наилучшими сериями для формовки и, следовательно, для гибки являются серии сплавов 3xxx, 5xxx и, в некоторых случаях, 6xxx. Например, алюминиевый сплав 6063 — хороший выбор, а сплав 6082 — более сложный.
Для получения различных алюминиевых сплавов с алюминием можно сочетать многочисленные легирующие добавки. В системе их наименования используются четыре цифры, причем первая цифра представляет их химический состав.
Вообще говоря, алюминиевые сплавы серий 1XXX, 3XXX и 5XXX демонстрируют лучшую изгибаемость, чем другие алюминиевые сплавы. Некоторые сплавы серии 6XXX также довольно гибкие.
Некоторые сплавы серии 6XXX также довольно гибкие.
Однако различные свойства, предлагаемые каждым из них, могут сделать одни из них более желанными, чем другие. Например, алюминий серии 1XXX обычно имеет плохие механические свойства и не подходит для конструкционных применений.
Наилучшими сериями для формовки и, следовательно, для гибки являются серии сплавов 3xxx, 5xxx и, в некоторых случаях, 6xxx. Например, алюминиевый сплав 6063 — хороший выбор, а сплав 6082 — более сложный. Я бы не стал использовать сплавы семейств 2ххх и 7ххх, потому что они очень прочные и поэтому их трудно формовать. Однако при правильном состоянии изгиб этих сплавов также возможен.
Алюминиевый сплав 3003
В большинстве случаев это, вероятно, лучший сплав для гибки. Вы получаете среднюю прочность, очень хорошую обрабатываемость в холодном состоянии и высокое удлинение. Он также предлагает одно из самых больших различий между пределом текучести и пределом прочности.
Этот сплав в основном легирован марганцем и является одним из наиболее часто используемых алюминиевых сплавов для гибки. Он обладает превосходными свойствами формуемости и не требует тепла для гибки или формования.
Он обладает превосходными свойствами формуемости и не требует тепла для гибки или формования.
Компании часто изготавливают желоба, кровлю, сайдинг, химическое оборудование и резервуары для хранения из алюминия 3003.
Алюминиевый сплав 5052
Этот сплав идет сразу после. Вы получаете высокое удлинение (однако не такое высокое, как 3003) и существенную разницу между пределом текучести и пределом прочности. Вы также получаете высокую прочность по сравнению с другими нетермообрабатываемыми марками и отличную коррозионную стойкость. При отжиге он превосходит сплавы 3003 по формуемости.
С магнием в качестве основного легирующего элемента AA5052 демонстрирует характеристики прочности от умеренной до высокой. В то же время он сохраняет хорошую гибкость, и конструкторы могут использовать его для более интенсивных применений, чем AA3003. Коррозионная стойкость этого сплава также превосходна в морской воде, что означает, что он отлично подходит для применения в морском оборудовании.
Производители часто производят гидравлические трубы, дорожные и аппаратные знаки, медицинское оборудование, морское оборудование и электронику (шасси и корпуса).
Алюминиевый сплав 5083
Не отстает от 5052 и этот, его старший брат, классический сплав для морского применения с хорошей коррозионной стойкостью и свариваемостью. Существуют некоторые различия в отношении закалки, но если вы выберете закалку h211, h212 или O, все будет в порядке.
Алюминиевые сплавы 6061 и 6082
Это универсальные термообрабатываемые сплавы, которые после отжига обеспечивают удовлетворительную разницу между пределом текучести и пределом прочности при растяжении, а также хорошее удлинение. Однако их способность к изгибу снизится при переходе к состояниям Т4 и Т6. Поэтому я рекомендую гнуть в состоянии Т4, а затем термообрабатывать до Т6, если это возможно.
Не забывайте, что структура зерна материала также влияет на способность к изгибу, хотя структура зерна влияет на несколько процессов, а не только на изгиб.
Сплав 6061 часто называют «конструкционным алюминием», потому что он широко используется в конструкционных (строительных) приложениях. Тем не менее, благодаря своим выдающимся свойствам, он также используется в контейнерах для пищевых продуктов и напитков, лестницах, деталях самолетов и автомобилей, аквалангах, велосипедных рамах и многом другом.
Почему эти 4 сплава важны?
Несмотря на разные свойства, эти сплавы являются прекрасным примером способности к изгибу алюминиевых сплавов. Они демонстрируют, что, несмотря на то, что некоторые алюминиевые сплавы обладают лучшей формуемостью и процентным удлинением для заданного радиуса изгиба и толщины, каждый из них служит уникальной цели и имеет широкий спектр применений.
Несмотря на несколько меньшую гибкость, прочность сплава 6061 делает его одним из наиболее широко используемых алюминиевых сплавов. Точно так же сплав 3003 имеет множество применений в приложениях, требующих превосходной гибкости. Между тем, сплав 5052 широко используется благодаря своему балансу с точки зрения гибкости и прочности.
Учитывать отпуск при способности сплава к изгибу
Учитывать отпуск при оптимизации способности алюминиевого сплава к изгибу. Закалка так же важна, как и сплавы.
Для неподдающихся термообработке сплавов 3ххх и 5ххх лучше всего поддается гибке сплав О-отпуск. предел текучести. Однако есть недостаток. Предел текучести в состоянии Т4 меняется со временем из-за естественного старения, медленного процесса затвердевания, происходящего с течением времени.
Несмотря на то, что изменение предела текучести в течение короткого времени невелико, это может привести к изменению упругости в некоторых процессах гибки. Таким образом, в некоторых случаях сгибание в T6 может быть лучшим вариантом. Существуют также специальные термообработки, которые останавливают естественное старение и позволяют термообработать материал до Т6 после гибки, что можно было бы рассмотреть.
Состояние T4 умеренно поддается изгибу, с низким пределом текучести, однако при некоторых процессах гибки могут возникать отклонения от пружинения
Состояние T6 наиболее трудно поддается изгибу, но отклонение от упругости отсутствует
Алюминиевый профиль Гибочный станок сгибает 3 спецификации алюминиевого C-образного канала T5 двумя способами: алюминиевый экструзионно-гибочный станок
PBA-CNC Алюминиевый гибочный станок.
До 15 независимых управляемых сервоосей; Автоматические системы ЧПУ; Трехмерный изгиб. Точность достигает ≤0,01 мм. который является стандартным и дополнительным оборудованием для профилегибочного станка с ЧПУ серии PBA.
Нажмите здесь, чтобы получить подробную информацию станок для гибки алюминия PBA
Алюминиевый лист легко ломается после гибки, или он треснет после гибки анодированием. Многие компании по переработке алюминиевых сплавов не понимают этого. Итак, как согнуть алюминий, не сломав его? 8 основных причин и меры профилактики поломки алюминия после изгиба.
8 основные причины и меры профилактики разрушения алюминия после гибки
Машина для извлечения тефлоновой ленты для гибки алюминия- Толщина: Слишком толстую алюминиевую пластину нелегко согнуть. Все знают, что нужно использовать как можно более тонкий лист алюминия.
- Твердость: Алюминиевая пластина слишком твердая и ее легко сломать. Выбор алюминиевого листа в основном зависит от марки и состояния алюминия. Обычно используются Т1, Т3 и Т5. Серии T6 и T7 слишком твердые и должны быть отожжены до 0 отпусков перед гибкой.
- Направление текстуры: Направление изгиба должно быть перпендикулярно направлению текстуры алюминиевой пластины и не может быть параллельным.
 Детали из алюминиевого листа, которые необходимо волочить, если обработка позволяет, лучше всего обрабатывать их после гибки, в противном случае возрастет вероятность разрушения при изгибе.
Детали из алюминиевого листа, которые необходимо волочить, если обработка позволяет, лучше всего обрабатывать их после гибки, в противном случае возрастет вероятность разрушения при изгибе. - Угол изгиба R: Чем больше угол R, тем выше вероятность успеха, поэтому постарайтесь максимально увеличить угол изгиба R.
- Трещины после гибки алюминиевых профилей вызваны высоким растягивающим усилием и неудовлетворенным напряжением укладки. Край алюминиевого профиля не на месте, что приведет к образованию складок. Эту проблему можно решить, улучшив площадь поперечного сечения профиля или отрегулировав натяжение.
- Депрессия криволинейной поверхности в основном возникает на алюминиевом профиле полости. Прежде чем растягивать и сгибать этот материал, необходимо заполните криволинейную часть полости наполнителем . Открытые полости могут быть заполнены листами из пружинной стали или заполнены тефлоном, а закрытые полости обычно заполняются песком .

- В соответствии с положением, образованным вертикальными метками сбоку, правильно отрегулируйте зазор формы и улучшите материал формы , что может эффективно предотвратить появление царапин на поверхности алюминиевого профиля.
Три наконечника для гибки алюминия
Обратите внимание на марку
Для алюминия: чем тверже марка, тем больше величина пружинения, с которой вам придется иметь дело; очень мягкий алюминий может вообще не пружинить.
Остерегайтесь складок вдоль линии сгиба
Алюминий обычно теряет свою целостность, если материал сгибается. Если вы сделаете детали самолета с таким изгибом вдоль линии сгиба, уже одно это сделает детали неприемлемыми.
Внутренний радиус изгиба
При гибке алюминия помните, что чем меньше внутренний радиус изгиба, тем больше вероятность того, что в детали появится трещина. Также знайте, что для достижения наилучших результатов и уменьшения количества трещин на внешней стороне изгиба линия изгиба должна проходить поперек волокон материала или по диагонали, когда и где это возможно.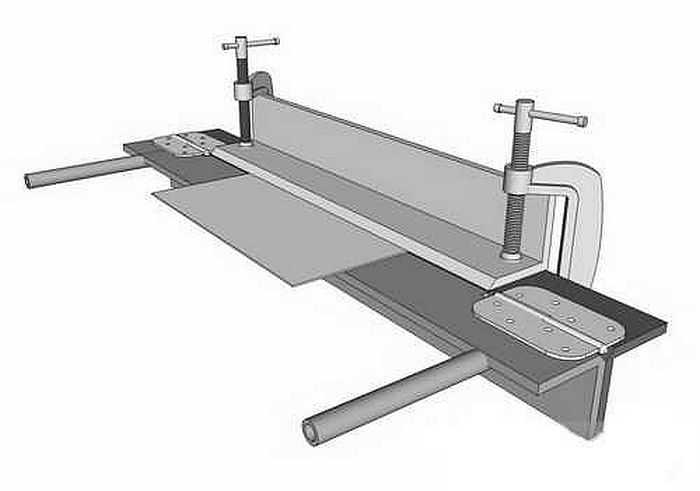
В идеале разработчики деталей должны знать, что когда речь идет об алюминиевых сплавах, 3003 и 5052 будут гнуться, а 6061 – нет. Это, конечно, обобщение, так как существуют способы формирования сплава 6061. Способность алюминиевой серии к изгибу имеет тенденцию к снижению по мере продвижения вниз по списку состояний, от отожженного до T4 и T6. Изгиб этих закаленных сплавов не является невозможным, но очень трудным и, скорее всего, потребует больших радиусов изгиба, чтобы избежать растрескивания на внешней стороне изгиба. Если вы не будете осторожны, вы можете полностью сломать линию сгиба.
Читать PDF: Как согнуть алюминий
Вот лучшие алюминиевые сплавы для гибки
Свойства материала
Фредди Лейон, Hydro
Одной из наиболее полезных характеристик алюминия является его формуемость, и один из способов придать металлу желаемую форму — сгибание. Некоторые алюминиевые сплавы и сплавы подходят для гибки лучше, чем другие. Это то, что вам нужно знать, чтобы выбрать тот, который подходит именно вам.
Некоторые алюминиевые сплавы и сплавы подходят для гибки лучше, чем другие. Это то, что вам нужно знать, чтобы выбрать тот, который подходит именно вам.
Процесс гибки алюминия полезен и экономичен. Это дает вам гибкость дизайна, интегрированные функции, хорошую эстетику и сложную геометрию. Вы также можете выбирать между различными процессами гибки, такими как валковая гибка, гибка прессованием, гибка вытягиванием и гибка растяжением.
Мой совет: вы должны узнать сплав и отпуск прямо перед тем, как выбрать метод гибки для своего изделия.
Факторы, влияющие на изгиб алюминиевых сплавов
Какие пункты могут помочь вам определить правильный сплав для гибки? А какие сплавы лучше всего подходят для гибки?
Рассмотрим три фактора: формуемость, толщину и радиус изгиба, а также процент удлинения.
- Формуемость . Обычно более высокая прочность означает, что алюминиевый сплав труднее согнуть из-за компромисса между прочностью и удлинением – пластичностью.
 Когда одно увеличивается, другое уменьшается.
Когда одно увеличивается, другое уменьшается. - Толщина и радиус изгиба . Алюминиевые сплавы твердеют и становятся прочнее в процессе гибки. В результате толщина и радиус изгиба являются факторами, которые необходимо учитывать.
- Процент удлинения . Изучение процентного удлинения и разницы между пределом текучести и пределом прочности при растяжении также поможет вам принять правильное решение. При сравнении сплавов и сплавов склоняйтесь к тем, у которых самый большой диапазон между пределом текучести и пределом прочности при растяжении, потому что это указывает на лучшую способность к формованию.
Алюминиевый сплав 3003 отлично подходит для гибки
Лучшей серией для формовки и, следовательно, для гибки являются серии сплавов 3xxx, 5xxx и в некоторых случаях 6xxx. Например, алюминиевый сплав 6063 — хороший выбор, а сплав 6082 — более сложный. Я бы не стал использовать сплавы семейств 2ххх и 7ххх, потому что они очень прочные и поэтому их трудно формовать. Однако при правильном состоянии изгиб этих сплавов также возможен. Я вернусь к этому позже.
Однако при правильном состоянии изгиб этих сплавов также возможен. Я вернусь к этому позже.
Вот четыре моих фаворита:
- Алюминиевый сплав 3003 . В большинстве случаев это, вероятно, лучший сплав для гибки. Вы получаете среднюю прочность, очень хорошую обрабатываемость в холодном состоянии и высокое удлинение. Он также предлагает одно из самых больших различий между пределом текучести и пределом прочности.
- Алюминиевый сплав 5052 . Этот сплав идет сразу после. Вы получаете высокое удлинение (однако не такое высокое, как 3003) и существенную разницу между пределом текучести и пределом прочности. Вы также получаете высокую прочность по сравнению с другими нетермообрабатываемыми марками и отличную коррозионную стойкость. При отжиге он превосходит сплав 3003 по формуемости.
- Алюминиевый сплав 5083 . Не отстает от 5052 и этот, его старший брат, классический сплав для морского применения с хорошей коррозионной стойкостью и свариваемостью.
 Существуют некоторые различия в отношении закалки, но если вы выберете закалку h211, h212 или O, все будет в порядке.
Существуют некоторые различия в отношении закалки, но если вы выберете закалку h211, h212 или O, все будет в порядке. - Алюминиевые сплавы 6061 и 6082 . Это универсальные термообрабатываемые сплавы, которые при отжиге обеспечивают удовлетворительную разницу между пределом текучести и пределом прочности при растяжении, а также хорошее удлинение. Однако их способность к изгибу снизится при переходе к состояниям Т4 и Т6. Поэтому я рекомендую гнуть в состоянии Т4, а затем термообрабатывать до Т6, если это возможно.
Не забывайте, что зернистая структура материала также влияет на способность к изгибу, хотя зернистая структура влияет на несколько процессов, а не только на изгиб.
Учитывайте отпуска при оптимизации способности алюминиевого сплава к изгибу
И последнее замечание: обратите внимание на отпуска, когда речь идет об оптимизации способности алюминиевого сплава к изгибу. Закалка так же важна, как и сплавы.
Для нетермообрабатываемых сплавов 3ххх и 5ххх лучше всего сгибается отпуск О.