Как гнуть алюминиевый лист: Как согнуть алюминиевый лист
Содержание
Как согнуть алюминиевый лист
Сообщества › Кулибин Club › Блог › Как правильно загнуть аллюминиевые пластины.
Нужен совет коллективного разума. Дано: 5 пластин из аллюминиевой шины. Необходимо их загнуть. Как загнуть показано на картинке. Тиски и молоток не предлагать.
Смотрите также
Метки: аллюминий, багажник, крепления.
Комментарии 106
Я бы профрейзеровал и проварил после. Судя по толщине усилие на них будет большое, в этом случае я бы заменил лучше металлом. На мой взгляд в любом случае алюминий прогретый потом в месте изгиба и нагрева, ослабнет, будет опа рано или поздно.
.
по учебнику СССР. Там все радиусы гиба для основных материалов и толщин прописаны.
Найди где у вас есть метало цех Наверняка там есть гибочный станок и вся проблема. И сделай сам такой станочек с уголков и простых шарниров типа как на гаражные ворота ставятся.
Прочитал все советы и понял, что на практике мало кто гибкой алюминия и его сплавов занимался. А по факту такие пластины гнутся очень легко, но нужно их предварительно закалить. Так же, кстати как и медь. А теперь подробнее:
А по факту такие пластины гнутся очень легко, но нужно их предварительно закалить. Так же, кстати как и медь. А теперь подробнее:
1. Нагреваешь алюминиевую деталь до очень лёгкого свечения. Лучше греть в малоосвещённом помещении (так легче увидеть свечение), поскольку, как кто то тут уже говорил, алюминий легко перегреть и расплавить. Что бы увидеть эту границу (лёгкое свечение — расплав) потренируйся сначала на любой не нужной алюминиевой детали.
2. Как только алюминий прогреется, бросаешь его в воду и охлаждаешь полностью.
3. Достаёшь из воды и гнёшь как тебе нужно хоть в тисах через мягкие проставки (дерево, текстолит и т.д.), хоть в любом другом приспособлении.
В закалённом виде алюминий и славы на его основе становятся очень пластичными и гнутся в разы легче чем без термообработки.
Но здесь есть один нюанс. Алюминий (как и медь) очень быстро самоотпускается. И где то часа через 2-3 уже будет заметно жоще, и для его деформации снова придётся его закалить.
Удачи!
Прочитал все советы и понял, что на практике мало кто гибкой алюминия и его сплавов занимался. А по факту такие пластины гнутся очень легко, но нужно их предварительно закалить. Так же, кстати как и медь. А теперь подробнее:
А по факту такие пластины гнутся очень легко, но нужно их предварительно закалить. Так же, кстати как и медь. А теперь подробнее:
1. Нагреваешь алюминиевую деталь до очень лёгкого свечения. Лучше греть в малоосвещённом помещении (так легче увидеть свечение), поскольку, как кто то тут уже говорил, алюминий легко перегреть и расплавить. Что бы увидеть эту границу (лёгкое свечение — расплав) потренируйся сначала на любой не нужной алюминиевой детали.
2. Как только алюминий прогреется, бросаешь его в воду и охлаждаешь полностью.
3. Достаёшь из воды и гнёшь как тебе нужно хоть в тисах через мягкие проставки (дерево, текстолит и т.д.), хоть в любом другом приспособлении.
В закалённом виде алюминий и славы на его основе становятся очень пластичными и гнутся в разы легче чем без термообработки.
Но здесь есть один нюанс. Алюминий (как и медь) очень быстро самоотпускается. И где то часа через 2-3 уже будет заметно жоще, и для его деформации снова придётся его закалить.
Удачи!
Спасибо, загнул уже. Но на будущее запомнил.
Но на будущее запомнил.
резаком греть и гнуть
Надрезать на изгибе, вдоль и согнуть
Если как на фото то только резать гнуть и варить аргоном в любых других вариантах получится больший радиус чего как пончл как раз нужно избежать
такой станок ищи
я думаю на многих предприятиях у вас такие есть работы там на 5 мин максимум .а еще делают сами вставку из уголков в пресс гидравлический
нужны тиски как минимум, а лучше спец приспособу для гибки листов, только мощную
тисков нету или коцки боишься оставить?
Зайди к ребятам которые отливы делаю на окна и попроси вежливо
телекинез не пробовал?
Воспользуюсь случаем) Нужно загнуть алюминиевую трубку диаметром примерно миллиметров 12, чтобы не смялась в месте гиба… Какие предложения будут?
летом насыпать песка в трубку. зимой можно заморозить воду в ней. и так и так хорошо. проверено!
Спасибо, попробую с песочком…
Воспользуюсь случаем) Нужно загнуть алюминиевую трубку диаметром примерно миллиметров 12, чтобы не смялась в месте гиба… Какие предложения будут?
Только залитый внутрь свинец может дать ровный загиб;) См.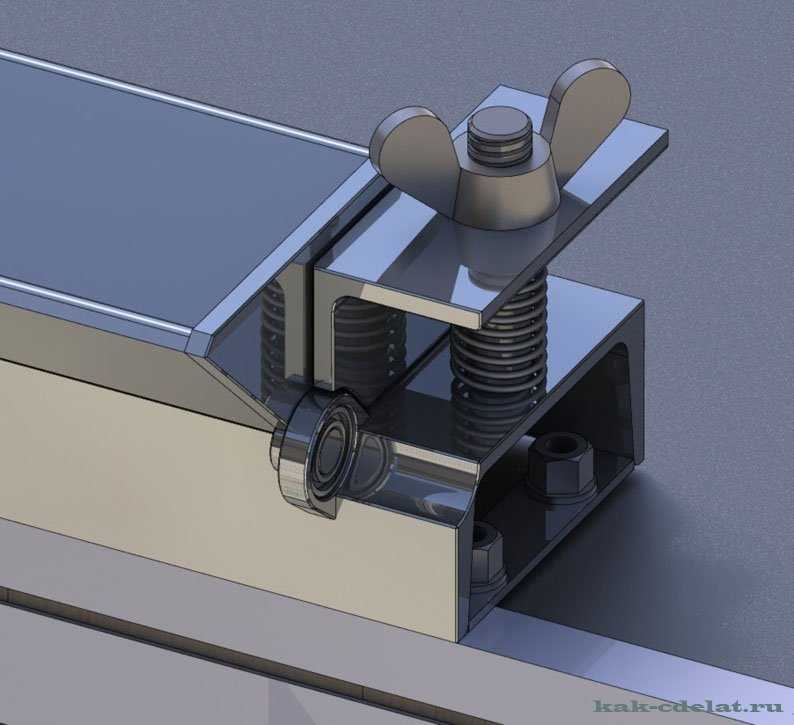 бж.
бж.
Специфика гибки алюминиевого листа
Гнуть алюминиевый лист легко, а если нужно при этом его нагреть, то температура его плавления не очень высока. Но не все так просто. Об о все по порядку.
На первый взгляд нет более удобного материала, чем алюминиевый лист для создания самых разных форм своими руками. Гнуть алюминий легко, а если нужно при этом его нагреть, то температура его плавления не очень высока. Но не все так просто. На практике гибка алюминиевого листа имеет определенную специфику как в самом процессе сгибания, так и в сохранении целостности листового материала в месте деформации.
Что особенного в гибке алюминия
В основном применяют два способа гибки алюминиевого листового материала:
- воздушный или свободный,
- калибровочный.
Свободный способ — это когда между пуансоном и листом металла имеется воздушный зазор. Этот метод является наиболее широко используемым на сегодняшний день.
Если же в процессе сгибания между пуансоном и стенками формы нет воздушного зазора и алюминиевый лист плотно сжимается, то такой способ называют калибровкой. Эта методика достаточно старая и применяется для наиболее мягких материалов или для изготовления сложных форм изделий.
Эта методика достаточно старая и применяется для наиболее мягких материалов или для изготовления сложных форм изделий.
Гибка алюминия свободным методом имеет ряд преимуществ по сравнению с калибровочным способом, а именно:
- более высокая степень гибкости, так без замены пуансона и формы можно получать разные углы гибки листового профиля;
- требуются меньшие усилия для осуществления деформации;
- можно сгибать листы большей толщины;
- сравнительно меньшая стоимость оборудования.
К недостаткам свободного метода можно отнести:
- невысокую точность углов при сгибании для тонкостенных листов металла;
- точность повторения формы зависит от физических свойств материала;
- плохая применимость для операций со сложной конфигурацией.
Какие марки можно гнуть, а какие нет
Так можно выделить несколько основных видов сортопроката алюминиевого листа, которые могут значительно отличаются друг от друга своими физическими свойствами и возможностями деформации. Итак, наиболее распространенные виды:
Итак, наиболее распространенные виды:
- Отожженный, имеет в обозначении букву М, является самым мягким сортом, поэтому прекрасно поддается деформации, но при этом легко мнется и рвется при чрезмерном растяжении.
- Полунагартованный обозначается, как Н2 и имеет более жесткие свойства, чем сорт М также хорошо деформируется и способен выдержать сгибание свыше 90 градусов за раз. При этом за счет своей повышенной жесткости неплохо сохраняет форму и препятствует образованию вмятин, поэтому чаще всего применяется как облицовочный материал.
- Нагартованный, в обозначении сорта содержит одну букву Н. Нагартовкой называется метод придания листовому металлу повышенной прочности при помощи холодного уплотнения. Для этого алюминиевый лист дополнительно прокатывают между двумя валами на специальном станке. Этот сорт хорошо гнется на углы до 90 градусов и способен выдерживать значительные нагрузки на свою поверхность.
- Закаленный или естественно состаренный, как правило, маркируется буквой Т.
 Представляет собой достаточно твердый алюминиевый прокат, поэтому он более требователен при обработке, так как при сгибании на холодную под 90 градусов трескается в месте сгиба. Используется для изготовления деталей и узлов, работающих с повышенной нагрузкой.
Представляет собой достаточно твердый алюминиевый прокат, поэтому он более требователен при обработке, так как при сгибании на холодную под 90 градусов трескается в месте сгиба. Используется для изготовления деталей и узлов, работающих с повышенной нагрузкой.
Основные выпускаемые виды сплавов алюминиевого листопроката можно расположить следующим образом:
- Технические сплавы марок 1105 и ВД1, имеют сравнительно малый удельный вес листа и без особых проблем легко сгибаются.
- Алюминиево-магниевые сплавы, маркируются буквами АМГ. Их производят из алюминия, легированного с помощью добавления магния и марганца. Марка АМГ обладает кислотостойкими свойствами и хорошо гнется, поэтому в основном применяет для производства емкостей и баков, а также деталей катеров и лодок.
- Пищевые сплавы марок А5 и АД, выпускают нагартованными, полунагартованными или отожженными сортами.
- Повышенной пластичности сплавы АМЦ специально предназначены для изготовления сложноизогнутых деталей, таких как автомобильные радиаторы и т.
 п.
п. - Дюралюминий маркируется буквой Д. Он относиться к высокопрочным сортам, основным отличием которого является высокая устойчивость к внешнему воздействию. Дюралюминий практически не гнется, поэтому применяется только при изготовлении деталей методом штамповки.
- Авиационные особо прочные сплавы марки В, гнутся по особой технологии штамповки и прессования. Их используют при изготовлении высоконагруженных деталей в автомобильной промышленности и отраслях авиастроения.
Более детально описаны свойства и характеристики выпускаемых сортов и видов алюминиевого листового проката в ГОСТ 21631-76.
Гибка алюминия с сохранением целостности
Поэтому гибка листового алюминия композиционных составов производиться методом выборки паза в месте гиба. Для этого на листе закрепляют направляющие и, с помощью специального ручного инструмента фрезера, прорезают паз как минимум на 2/3 глубины с углом развертки от 90 до 110 градусов, что дает возможность сгибать алюминиевый лист под углом 90 градусов без потери целостности.
Если у вас есть опыт, как согнуть жесткий алюминиевый лист и при этом не сломать его, то поделитесь им в блоке комментариев.
Как согнуть лист алюминиевый ?
#1 vasilev161
- Из: Ростов-на-Дону
- Судно: т/х Омский
- Название: т/х “ONIX”
Сообщение отредактировал vasilev161: 26 мая 2012 – 11:38
#2 metalls
- Из: Ростов-на-Дону
- Судно: тх ОМСКИЙ
- Название: ОНИКС
Сообщение отредактировал metalls: 26 мая 2012 – 11:40
#3 Merc
Мелкими шагами, но вперёд!
- Из: Волжский
- Судно: Моторная лодка
- Название: Ахтуба
Не че сложного нет !
Сначала надо определиться с сплавом алюминия .
1105 – один из самых дешевых сплавов (он лопнет , отказываемся сразу)
АМГ2Р,АМГ2НР,АМГ2Н2Р,АМГ3НР,АМГ3Н2Р – эти сплавы нам подходят.
Они коррозийной стойкие .
АМГ2 – это сплав , АМГ3 – чуть по-жоще.
Р – обозначение рифленый.
Н – состояние нагартованный (жесткое)
Есть еще импортный лист рифленый он отличается блеску-честью и качеством поверхностью .
Цена его на двести руб дороже от отечественных.
Теперь берем алюминиевый лист . Заранее ложем хозяйственное мыло в теплую воду.
и держим его там пока не раскиснет . Потом в том месте где будит изгиб , намазываем мылом.
Берем бензиновую горелку иле газовую и греем место изгиба.
Потом гнем об угол . Тут как вам удобно . Я допустим обжимал двумя дощечками . И гнул газовым ключом.
Вот и все. Источник тут
#4 Олег из Нска
Первая навигация окончена.
- Из: Новосибирск
- Судно: КиЯ14 “Дельфин”
- Название: Горыныч
Мыло, горелки, об угол Чтобы лист не ломался надо гнуть радиусом не менее 5мм.
Прекрасно алюминий гнётся на листогибочных прессах с широкой матрицей, не менее 35мм. Вообщем опытные гибщики всё знают. http://forum.katera. ost__p__1107383
А разницу между листогибочным прессом и газовым ключом кто оплачивает?
#5 Merc
Мелкими шагами, но вперёд!
- Из: Волжский
- Судно: Моторная лодка
- Название: Ахтуба
А разницу между листогибочным прессом и газовым ключом кто оплачивает?
#6 metalls
- Из: Ростов-на-Дону
- Судно: тх ОМСКИЙ
- Название: ОНИКС
#7 rbt06
- Из: Люберцы
- Судно: катер
- Название: Тюлень
+ Надо еще жопу посадить с алюминиевым листов в машину (время + бензин + 50руб).

Зачем лишние проблемы если это все можно сделать на месте в гараже.
#8 Xenos WIGHT
Отец русской демократии
- Из: Самара
- Судно: Диван
- Название: Θεία
Полностью согласен с Мерсом,если гнуть 10-20 см это можно и на коленке,а если метр ,Metalls я бы посмотрел бы ,как вы метр газовым ключём погнёте.
#9 Алекс 66
- Из: Бийск
- Судно: Прогресс4 Jet
- Название: –
#10 serj
- Из: Геленджик
Сообщение отредактировал serj: 28 мая 2012 – 18:48
#11 вет
- Из: хз
- Судно: хз
Если кустарно то по направляющей делается надпил болгаркой на треть толщины,самым тонким кругом 1.
2 мм и гнётся в подходящем месте (у меня в притворе металлической двери) как раз то что надо получается. Если деталь ответственная и нужна прочность то сгиб с внутренней стороны провариваю.
то что на фото согнуто в “дверях”
#12 Merc
Мелкими шагами, но вперёд!
- Из: Волжский
- Судно: Моторная лодка
- Название: Ахтуба
А если не рифлёный, АД31-35, Д16. толщина 1-2мм, радиус 20мм, угол 90, длина 12метров. И кромка нужна ровнёхонькая. Как согнуть?
#13 Xenos WIGHT
Отец русской демократии
- Из: Самара
- Судно: Диван
- Название: Θεία
Для таких работ есть зигмашины или кромкогибы.
#14 Merc
Мелкими шагами, но вперёд!
- Из: Волжский
- Судно: Моторная лодка
- Название: Ахтуба
#15 riv222
- Из: Riga
Ну и надрезать тоже можно.
Мне полосу на отбортовках тоже пришлось надрезать, чтоб гнулась где надо, а не где ей хочется. Только для длинного надреза придётся, наверное, что-то типа рубанка из узкого токарного резца самопалить, чтоб ровно вышло. Болгарка тут не выход, а для люменя так особенно. Или ещё циркуляркой с твердосплавными напайками попробовать.
#16 Xenos WIGHT
Отец русской демократии
- Из: Самара
- Судно: Диван
- Название: Θεία
Это ты зря! Надрезать лист болгаркой на любую длину – запросто. Диск по цветным металлам 1мм.(кстати Российского производства почему-то лучше!)И направляющая. Ты же газовым резаком пользуешься? Тот-же принцип.А для циркулярки нужен специальный зуб и вообще ей лучше отрезать,а не надрезать.
#17 riv222
- Из: Riga
Тонкий диск на болгарке даже с направляющей играет немного.
Недавно пробовал, когда под фундамент двигателя переборку на три сантиметра наращивать пришлось. Когда режешь под сварку, небольшая неровность кромки незаметна (всё равно заплавляется и шлифуется потом), а на гибе может оказаться и заметной. Да и направляющую болгарка портит, в отличие от резака.
#18 nirvana111
- Из: Харьков
Гибка и резка алюминиевого листа – технологии и их особенности
Резка и гибка – очень важные технологические операции, без которых попросту невозможно создать различные элементы, детали и конструкции, а производство алюминиевого листа – яркий тому пример. Как это происходит, мы и рассмотрим.
1 Способы деформирования алюминия
Гибка металла предполагает воздействие на него некоторых нагрузок. Этот технологический процесс позволяет придать заготовке необходимую форму. Делается он ручным, механическим способом либо с применением специального оборудования. Ручной метод предполагает использование киянки, слесарного молотка и различных металлических оправок. Чтобы согнуть металл по этой технологии, придется потратить много сил и времени, да и качество изгиба может не отличаться высокой точностью, особенно если нет навыков в этой области.
Ручной метод предполагает использование киянки, слесарного молотка и различных металлических оправок. Чтобы согнуть металл по этой технологии, придется потратить много сил и времени, да и качество изгиба может не отличаться высокой точностью, особенно если нет навыков в этой области.
Кузнечно-прессовочное оборудование позволит гнуть деталь с небольшим радиусом. К достоинствам способа относится высокая точность обработки и скорость. Но намного проще согнуть металл с помощью специальных станков. Одним из популярных способов формирования профиля выступает формовка и холодное профилирование. Эти операции делают на специальном оборудовании. Алюминиевый лист пропускают между валками, которые и формируют заданный изгиб.
Гибка в штампе идет следующим образом. Заготовку фиксируют между двумя рабочими инструментами без зазора. Затем прилагается усилие, и лист приобретает форму вышеуказанных инструментов. Гнуть алюминий таким образом совершенно несложно. Но стоит сказать, что оба метода подходят только для крупносерийного производства, так как необходимо много времени для переналадки оборудования.
Если необходимо гнуть различные элементы, то лучше всего подойдет свободная гибка. В этом случае алюминиевый лист вдавливается под нагрузкой пунсона (рабочего инструмента, расположенного сверху) в V-образный ручей матрицы. Этот способ известен как гибка в воздухе, потому что металлический элемент соприкасается с краями ручья нижнего инструмента и непосредственно пуансоном, а остальное пространство занимает воздух. Такая технология позволяет согнуть огромное количество различных деталей за короткий промежуток времени.
Благодаря современному оборудованию с ЧПУ можно свести человеческие усилия к минимуму. Оператору остается всего лишь задать необходимую программу. Кроме того, эта технология позволяет гнуть заготовки различной толщины на одних и тех же станках. Еще появляется возможность производства деталей самой сложной формы. Однако и этот процесс имеет некоторые недостатки. Прежде всего если необходимо согнуть тонкий лист, то углы могут получиться менее точными, чем при работе с толстыми заготовками. Да и точность повторений зависит от качества обрабатываемого материала. Таким способом лучше гнуть алюминий толщиной более 1,25 мм.
Да и точность повторений зависит от качества обрабатываемого материала. Таким способом лучше гнуть алюминий толщиной более 1,25 мм.
2 Ручные методы
Как деформировать металл (гнуть), понятно, но как металлическую заготовку разделить на части? Резка металла также делается различными способами, и выбор метода зависит от множества параметров (толщина заготовки, необходимое количество разрезов, их качества и т. д.). К наиболее простым вариантам относится использование ножниц по металлу. Этот способ отличается своей доступностью, ведь такой инструмент есть у каждого хозяина, а если и нет, то его можно легко приобрести с минимальными материальными затратами. Но в этом случае не стоит рассчитывать на качественный рез, особенно если делаете эту процедуру впервые. Еще этот метод требует гораздо больше времени и сил, чем механическая, плазменная и фрезерная резка.
Хорошим помощником в этом деле послужит гильотина. Это специально кузнечно-прессовочная установка, которая может эксплуатироваться как в ручном, так в механическом режиме и даже иметь гидравлический привод. Благодаря компактным размерам и невысокой стоимости устройства его часто приобретают для домашнего использования. Чтобы разрезать лист металла, необходимо просто разместить его на специальной столешнице, зафиксировать и надавить рабочий инструмент. Наиболее высоким качеством среза обладают устройства с гидравлическим приводом. Однако такие установки имеют и довольно большие габариты, что делает их применение более актуальным на предприятиях.
Благодаря компактным размерам и невысокой стоимости устройства его часто приобретают для домашнего использования. Чтобы разрезать лист металла, необходимо просто разместить его на специальной столешнице, зафиксировать и надавить рабочий инструмент. Наиболее высоким качеством среза обладают устройства с гидравлическим приводом. Однако такие установки имеют и довольно большие габариты, что делает их применение более актуальным на предприятиях.
3 Использование устройств с электрическим приводом
Вполне реальна резка болгаркой, но этот метод довольно сложный. Вязкая структура алюминия с трудом поддается такому виду обработки и часто требует дополнительных мероприятий. Например, чтобы разрезать толстый лист, необходимо смазать рабочий шов керосином, в противном случае отрезной диск может попросту увязнуть в металле. Также этот способ требует строгого соблюдения правил техники безопасности.
Использование фрезерных установок позволит разрезать изделие любой конфигурации, главное, правильно настроить станок.
Станки с ЧПУ позволяют получить отличное качество среза. Еще к достоинствам этого метода следует отнести высокую производительность и точность, а также возможность обрабатывать метал толщиной до 280 мм.
Прекрасно себя зарекомендовала и дисковая пила. Существует несколько конфигураций таких установок: настольные, фронтальные и вырубные. Благодаря специальным вспомогательным элементам обеспечивается мягкий ход режущего инструмента. Обычно резка алюминия делается посредством специальных дисков, диаметр которых колеблется от 160 до 600 мм. Кроме того, возможно и использование алмазных режущих инструментов.
4 Высокотехнологические методы
Особого внимания заслуживает плазменная обработка алюминиевого листа, которая отличается высоким качеством. Суть процесса заключается в интенсивном расплавлении металла электрической дугой вдоль линии среза. Образовавшийся жидкий алюминий удаляется посредством высокоскоростного плазменного потока. Обычно для работы с этим металлом используют только неактивные газы. Но, стоит заметить, что этот вид обработки имеет некоторые недостатки. Во-первых, стоимость оборудования довольно высокая, поэтому для бытовых целей его не приобретают. Во-вторых, из-за термического воздействия кромки становятся более твердыми, и необходима последующая обработка. В-третьих, процесс предполагает потерю металла.
Но, стоит заметить, что этот вид обработки имеет некоторые недостатки. Во-первых, стоимость оборудования довольно высокая, поэтому для бытовых целей его не приобретают. Во-вторых, из-за термического воздействия кромки становятся более твердыми, и необходима последующая обработка. В-третьих, процесс предполагает потерю металла.
Гидроабразивный метод заключается в воздействии очищенной воды и специально подобранных абразивных зерен, в результате можно резать металл толщиной до 300 мм. Эта технология отличается высокой точностью. Еще одно достоинство – возможность формирования различных радиусов, скосов, острых углов и т. д. Отдав предпочтение такому способу, можно не переживать об экологической стороне. А с помощью оборудования с ЧПУ резать металл легко с минимальным вмешательством человека.
Также неплохо зарекомендовала себя в этой области и лазерная резка. Правда, есть некоторые особенности такого процесса, вызванные высокой теплопроводностью металла. В этом случае луч должен быть более мощным, чем при обработке других материалов. К достоинствам метода нужно отнести высокое качество среза, возможность обрабатывать детали различной формы и сложности. Процесс протекает очень быстро и автоматизирован. Недостатки носят следующий характер. Несмотря на то что скорость обработки довольно высокая, она нестабильная. Максимальная толщина металла не должна превышать 20 мм. Да и оборудование довольно дорогостоящее.
К достоинствам метода нужно отнести высокое качество среза, возможность обрабатывать детали различной формы и сложности. Процесс протекает очень быстро и автоматизирован. Недостатки носят следующий характер. Несмотря на то что скорость обработки довольно высокая, она нестабильная. Максимальная толщина металла не должна превышать 20 мм. Да и оборудование довольно дорогостоящее.
Гибка и резка алюминиевого листа – технологии и их особенности
Резка и гибка – очень важные технологические операции, без которых попросту невозможно создать различные элементы, детали и конструкции, а производство алюминиевого листа – яркий тому пример. Как это происходит, мы и рассмотрим.
1 Способы деформирования алюминия
Гибка металла предполагает воздействие на него некоторых нагрузок. Этот технологический процесс позволяет придать заготовке необходимую форму. Делается он ручным, механическим способом либо с применением специального оборудования. Ручной метод предполагает использование киянки, слесарного молотка и различных металлических оправок. Чтобы согнуть металл по этой технологии, придется потратить много сил и времени, да и качество изгиба может не отличаться высокой точностью, особенно если нет навыков в этой области.
Чтобы согнуть металл по этой технологии, придется потратить много сил и времени, да и качество изгиба может не отличаться высокой точностью, особенно если нет навыков в этой области.
Кузнечно-прессовочное оборудование позволит гнуть деталь с небольшим радиусом. К достоинствам способа относится высокая точность обработки и скорость. Но намного проще согнуть металл с помощью специальных станков. Одним из популярных способов формирования профиля выступает формовка и холодное профилирование. Эти операции делают на специальном оборудовании. Алюминиевый лист пропускают между валками, которые и формируют заданный изгиб.
Гибка в штампе идет следующим образом. Заготовку фиксируют между двумя рабочими инструментами без зазора. Затем прилагается усилие, и лист приобретает форму вышеуказанных инструментов. Гнуть алюминий таким образом совершенно несложно. Но стоит сказать, что оба метода подходят только для крупносерийного производства, так как необходимо много времени для переналадки оборудования.
Если необходимо гнуть различные элементы, то лучше всего подойдет свободная гибка. В этом случае алюминиевый лист вдавливается под нагрузкой пунсона (рабочего инструмента, расположенного сверху) в V-образный ручей матрицы. Этот способ известен как гибка в воздухе, потому что металлический элемент соприкасается с краями ручья нижнего инструмента и непосредственно пуансоном, а остальное пространство занимает воздух. Такая технология позволяет согнуть огромное количество различных деталей за короткий промежуток времени.
Благодаря современному оборудованию с ЧПУ можно свести человеческие усилия к минимуму. Оператору остается всего лишь задать необходимую программу. Кроме того, эта технология позволяет гнуть заготовки различной толщины на одних и тех же станках. Еще появляется возможность производства деталей самой сложной формы. Однако и этот процесс имеет некоторые недостатки. Прежде всего если необходимо согнуть тонкий лист, то углы могут получиться менее точными, чем при работе с толстыми заготовками. Да и точность повторений зависит от качества обрабатываемого материала. Таким способом лучше гнуть алюминий толщиной более 1,25 мм.
Да и точность повторений зависит от качества обрабатываемого материала. Таким способом лучше гнуть алюминий толщиной более 1,25 мм.
2 Ручные методы
Как деформировать металл (гнуть), понятно, но как металлическую заготовку разделить на части? Резка металла также делается различными способами, и выбор метода зависит от множества параметров (толщина заготовки, необходимое количество разрезов, их качества и т. д.). К наиболее простым вариантам относится использование ножниц по металлу. Этот способ отличается своей доступностью, ведь такой инструмент есть у каждого хозяина, а если и нет, то его можно легко приобрести с минимальными материальными затратами. Но в этом случае не стоит рассчитывать на качественный рез, особенно если делаете эту процедуру впервые. Еще этот метод требует гораздо больше времени и сил, чем механическая, плазменная и фрезерная резка.
Хорошим помощником в этом деле послужит гильотина. Это специально кузнечно-прессовочная установка, которая может эксплуатироваться как в ручном, так в механическом режиме и даже иметь гидравлический привод. Благодаря компактным размерам и невысокой стоимости устройства его часто приобретают для домашнего использования. Чтобы разрезать лист металла, необходимо просто разместить его на специальной столешнице, зафиксировать и надавить рабочий инструмент. Наиболее высоким качеством среза обладают устройства с гидравлическим приводом. Однако такие установки имеют и довольно большие габариты, что делает их применение более актуальным на предприятиях.
Благодаря компактным размерам и невысокой стоимости устройства его часто приобретают для домашнего использования. Чтобы разрезать лист металла, необходимо просто разместить его на специальной столешнице, зафиксировать и надавить рабочий инструмент. Наиболее высоким качеством среза обладают устройства с гидравлическим приводом. Однако такие установки имеют и довольно большие габариты, что делает их применение более актуальным на предприятиях.
3 Использование устройств с электрическим приводом
Вполне реальна резка болгаркой, но этот метод довольно сложный. Вязкая структура алюминия с трудом поддается такому виду обработки и часто требует дополнительных мероприятий. Например, чтобы разрезать толстый лист, необходимо смазать рабочий шов керосином, в противном случае отрезной диск может попросту увязнуть в металле. Также этот способ требует строгого соблюдения правил техники безопасности.
Использование фрезерных установок позволит разрезать изделие любой конфигурации, главное, правильно настроить станок.
Станки с ЧПУ позволяют получить отличное качество среза. Еще к достоинствам этого метода следует отнести высокую производительность и точность, а также возможность обрабатывать метал толщиной до 280 мм.
Прекрасно себя зарекомендовала и дисковая пила. Существует несколько конфигураций таких установок: настольные, фронтальные и вырубные. Благодаря специальным вспомогательным элементам обеспечивается мягкий ход режущего инструмента. Обычно резка алюминия делается посредством специальных дисков, диаметр которых колеблется от 160 до 600 мм. Кроме того, возможно и использование алмазных режущих инструментов.
4 Высокотехнологические методы
Особого внимания заслуживает плазменная обработка алюминиевого листа, которая отличается высоким качеством. Суть процесса заключается в интенсивном расплавлении металла электрической дугой вдоль линии среза. Образовавшийся жидкий алюминий удаляется посредством высокоскоростного плазменного потока. Обычно для работы с этим металлом используют только неактивные газы. Но, стоит заметить, что этот вид обработки имеет некоторые недостатки. Во-первых, стоимость оборудования довольно высокая, поэтому для бытовых целей его не приобретают. Во-вторых, из-за термического воздействия кромки становятся более твердыми, и необходима последующая обработка. В-третьих, процесс предполагает потерю металла.
Но, стоит заметить, что этот вид обработки имеет некоторые недостатки. Во-первых, стоимость оборудования довольно высокая, поэтому для бытовых целей его не приобретают. Во-вторых, из-за термического воздействия кромки становятся более твердыми, и необходима последующая обработка. В-третьих, процесс предполагает потерю металла.
Гидроабразивный метод заключается в воздействии очищенной воды и специально подобранных абразивных зерен, в результате можно резать металл толщиной до 300 мм. Эта технология отличается высокой точностью. Еще одно достоинство – возможность формирования различных радиусов, скосов, острых углов и т. д. Отдав предпочтение такому способу, можно не переживать об экологической стороне. А с помощью оборудования с ЧПУ резать металл легко с минимальным вмешательством человека.
Также неплохо зарекомендовала себя в этой области и лазерная резка. Правда, есть некоторые особенности такого процесса, вызванные высокой теплопроводностью металла. В этом случае луч должен быть более мощным, чем при обработке других материалов.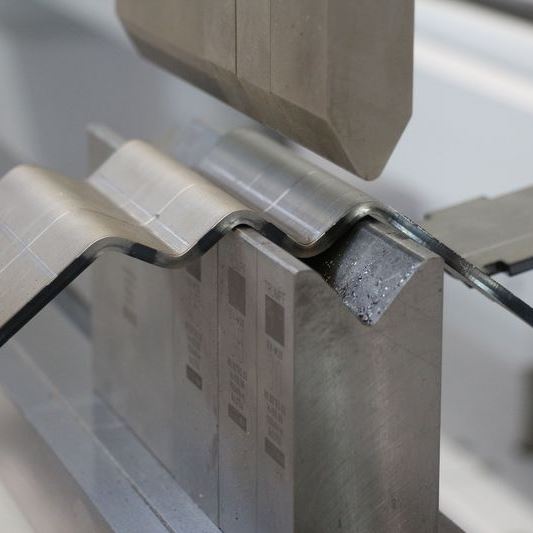 К достоинствам метода нужно отнести высокое качество среза, возможность обрабатывать детали различной формы и сложности. Процесс протекает очень быстро и автоматизирован. Недостатки носят следующий характер. Несмотря на то что скорость обработки довольно высокая, она нестабильная. Максимальная толщина металла не должна превышать 20 мм. Да и оборудование довольно дорогостоящее.
К достоинствам метода нужно отнести высокое качество среза, возможность обрабатывать детали различной формы и сложности. Процесс протекает очень быстро и автоматизирован. Недостатки носят следующий характер. Несмотря на то что скорость обработки довольно высокая, она нестабильная. Максимальная толщина металла не должна превышать 20 мм. Да и оборудование довольно дорогостоящее.
Оценка статьи:
Загрузка…
Сохранить себе в:
Adblock
detector
Как согнуть листовой металл в домашних условиях: загнуть лист
Как согнуть лист
- admin
- Стройка и ремонт
- 0
Виды оборудования
Для современного процесса по сгибанию металла имеется немало вариантов новейших аппаратов. На производстве обычно применяются прессы, которые можно разделить на следующие виды:
- Ротационные, гнущие металл с помощью перемещения между специальными валиками.
 Подходят для изготовления крупногабаритных изделий небольшими сериями.
Подходят для изготовления крупногабаритных изделий небольшими сериями. - Поворотные прессы сгибают пластины с помощью гибочных балок и двух плит. Стационарная плита располагается внизу, а наверху находится поворотная плита. Оптимальный вариант для обработки изделий из листового металла с простым рельефом и маленькими габаритами.
- Стандартные прессы пневматические или гидравлические применяются для массовых или мелкосерийных изделий из нержавейки или другого металла. Сгибка производится между пуансоном и матрицей. За счет этого можно обрабатывать даже утолщенные изделия. При этом следует отметить, что гидравлические прессы применяются чаще, чем на пневматике, за счет более простой эксплуатации и стоимости.
Из всех вышеописанных видов оборудования наиболее современным является ротационное. Оно действует в автоматическом режиме, и рабочему не нужно заранее рассчитывать оптимальное значение усилия.
Автоматизированными считаются и поворотные прессы. Здесь отправляется один лист в устройство, который необходимо расположить его как необходимо по заданию. Чаще всего применяется на небольших предприятиях, где работают с металлическими деталями.
Самостоятельное изготовление станка
Иногда требуется сделать станок в домашних условиях. Это облегчит работу по сгибке металла и повысит производительность работы. Здесь потребуются уголок, металлическая балка, петли с болтами, струбцины, рукояти, стол и сварочный аппарат. Порядок действий следующий:
- Делается основа из металла, подойдет двутавровый профиль.
- Крепится кверху балки уголок с помощью болтов.
- Сварочным аппаратом под уголок привариваются три петли.
- Сгинаем алюминиевый лист поворотом уголка.
- Плотное прижатие металла обеспечивают две струбцины.
- Уголок необязательно убирать, можно приподнимать его.
 Кладете изделие промеж профиля и уголка. Затем по краю выравнивается металлический лист.
Кладете изделие промеж профиля и уголка. Затем по краю выравнивается металлический лист.
Проверьте болты, чтобы они крепко были закреплены. Траверсы поверните и согните таким образом, чтобы образовать нужный угол. Это позволит не тратить время на расчеты угла.
Каким бы ни были устройства, главные принципы остаются неизменными. Следуя им, можно получить изделия, соответствующие стандартам и пожеланиям заказчика.
Источник: https://tokar.guru/metally/gibka-i-gnute-listovogo-metalla.html
Технология загиба листового металла на примере
Процесс рассмотрим на примере изготовления крышки для коптильни. Толщина листа в нашем случае 2 мм.
Сделайте разметку на листе. На каждый изгиб предусмотрено 35 мм, для загиба рекомендуется вычесть из этого размера по 4 мм. Соответственно, на листе надо нарисовать прямоугольник 508×308 мм, изгибы получатся длиной по 31 мм. Под линейку проведите линии.
Под линейку проведите линии.
Чтобы лист можно было легко согнуть, необходимо прорезать небольшие канавки. Наденьте защитные очки или маску и болгаркой ровно пройдитесь по линиям, глубина резания примерно один миллиметр, но не более. Толщина диска 1 мм.
Поменяйте диск на 2,5 мм и еще раз пройдитесь по линиям. Пользоваться двумя дисками надо по двум причинам.
- Тонким диском намного легче работать, он дает ровный срез, проще контролировать глубину.
- Широкий диск увеличивает пропил, что позволяет загибать металл без упора о кромки.
Прорежьте одну сторону угла, полностью они срезаются после изгиба.
Приступайте к гибке листа. Точно по линии пропиливания положите его на профиль, согните вначале одну сторону, затем противоположную.
Обстукивайте постепенно по всей длине, гните медленно, не пытайтесь сделать сразу большой угол.
Повторите операции с оставшимися краями листа. Если линия получилась не идеальной, то поставьте деталь на ребро и подровняйте проблемные места.
Проверьте изделие. Все в норме – отрежьте болгаркой оставшиеся хвостики.
Проварите места срезов на углах. Болгаркой уберите окалину, потеки металла и острые края, придайте товарный вид.
Ровным изгиб получается за счет предварительного прорезания, по этим линиям металл гнется намного быстрее, а толстые края не деформируются. Таким методом можно гнуть толстые листы под различные изделия.
Источник: https://SdelaySam-SvoimiRukami.ru/5473-kak-rovno-sognut-stalnoj-list-bez-listogiba.html
Алюминиевый рифленый лист | Цветной металл
Алюминий рифленый – это материал весьма устойчивый к коррозии и окислению, обычно поставляется в твердом (нагартованный) и полутвердом (полунагартованный) состоянии следующих сплавов: АМГ2НР,АМГ2Н2Р,1105НР и ВД1НР. Рифленый лист алюминиевый бывает толщиной 1,2;1,5;2;3;4;5;6;7 и размерами 1200х3000;1500х3000.Применяется для обшивки и отделки различных поверхностей стен,полов,ступеней,тюнинг автомобилей,прицепов и т. д.
Алюминиевый рифленый лист бывает следующего вида:
Все алюминиевые рифленые листы различаются по рисунку нанесения рифлений “Квинтет” – это пять рифлений расположенных под прямым углом друг к другу,“Дуэт” – это рисунок из двух рифлений под прямым углом и “Чечевица” – это рисунок с одним рифлением также под прямым углом.Для того чтобы купить алюминиевый рифленый лист необходимо отправить заявку по следующей ссылке Оформить заявку или связаться по тел. 8(495)72-865-49.Для того чтобы рассчитать вес алюминиевого рифленого листа можно воспользоваться разделом Металлокалькулятор.”Рифленка” – весьма универсальный материал, который можно сгибать и резать для получения необходимой формы и размеров.Для того чтобы согнуть рифленый алюминиевый лист из сплава АМГ2НР его необходимо нагреть вместе сгиба и после этого его можно гнуть, без нагрева данный сплав может треснуть при сгибании под углом 90 градусов. Можно согнуть алюминиевый рифленый лист без нагрева если зарание выбрать сплав АМГ2Н2Р – это сплав полунагартованный, который не лопнет при сгибании под прямым углом.
| Марка (Наименование) | Раскрой | Цена в р за кг с НДС |
| Лист рифленый “Алмаз” ВД1НР | 1,2х1200х3000 | 150-170 |
| Лист рифленый “Алмаз” ВД1НР | 1,2х1500х3000 | 150-170 |
| Лист рифленый “Алмаз” ВД1НР | 1,5х1200х3000 | 150-170 |
| Лист рифленый “Алмаз” ВД1НР | 2х1200х3000 | 150-170 |
| Лист рифленый “Алмаз” ВД1НР | 2х1500х3000 | 150-170 |
| Лист рифленый “Алмаз” ВД1НР | 3х1200х3000 | 150-170 |
| Лист рифленый “Алмаз” ВД1НР | 3х1500х3000 | 150-170 |
| Лист рифленый “Алмаз” ВД1НР | 4х1200х3000 | 150-170 |
| Лист рифленый “Алмаз” ВД1НР | 4х1500х3000 | 150-170 |
| Лист рифленый “Квинтет” АМГ2НР | 1,2х1200х3000 | 170-190 |
| Лист рифленый “Квинтет” АМГ2НР | 1,2х1500х3000 | 170-190 |
| Лист рифленый “Квинтет” АМГ2НР | 1,5х1200х3000 | 170-190 |
| Лист рифленый “Квинтет” АМГ2НР | 2х1200х3000 | 170-190 |
| Лист рифленый “Квинтет” АМГ2НР | 2х1500х3000 | 170-190 |
| Лист рифленый “Квинтет” АМГ2НР | 3х1200х3000 | 170-190 |
| Лист рифленый “Квинтет” АМГ2НР | 3х1500х3000 | 170-190 |
| Лист рифленый “Квинтет” АМГ2НР | 4х1200х3000 | 170-190 |
| Лист рифленый “Квинтет” АМГ2НР | 4х1500х3000 | 170-190 |
| Лист рифленый “Квинтет” АМГ2НР | 5х1200х3000 | 170-190 |
| Лист рифленый “Дуэт” АМГ2Н2 | 1,2х1200х3000 | 170-190 |
| Лист рифленый “Дуэт” АМГ2Н2 | 1,2х1500х3000 | 170-190 |
| Лист рифленый “Дуэт” АМГ2Н2 | 1,5х1200х3000 | 170-190 |
| Лист рифленый “Дуэт” АМГ2Н2 | 2х1200х3000 | 170-190 |
| Лист рифленый “Дуэт” АМГ2Н2 | 2х1500х3000 | 170-190 |
| Лист рифленый “Дуэт” АМГ2Н2 | 3х1200х3000 | 170-190 |
| Лист рифленый “Дуэт” АМГ2Н2 | 3х1500х3000 | 170-190 |
| Лист рифленый “Дуэт” АМГ2Н2 | 4х1200х3000 | 170-190 |
| Лист рифленый “Дуэт” АМГ2Н2 | 4х1500х3000 | 170-190 |
Алюминиевый рифленый лист купить алюминий рифленый в Адлере, Азове, Александрове, Анапе, Арзамасе, Архипо-Осиповке, Астрахани
Алюминиевый рифленый лист купить алюминий рифленый в Балахне, Белгороде,Боровичах, Боровске, Бородино, Брянске, Валдай
Алюминиевый рифленый лист купить алюминий рифленый в Великих Луках, Великом Новгороде, Великом Устюге, Верея, Владимире, Волгограде, Вологде
Алюминиевый рифленый лист купить алюминий рифленый в Воронеже, Воткинске, Выборге, Выксе, Вытегре, Вышнем Волочке, Вязьме
Алюминиевый рифленый лист купить алюминий рифленый в Вятском , Галиче, Гатчине, Геленджике, Глазове, Городецке, Гороховецке
Алюминиевый рифленый лист купить алюминий рифленый в Гусь-Хрустальном, Дивеево, Дмитрове, Дубне, Егорьевске, Ейске, Екатеринбурге
Алюминиевый рифленый лист купить алюминий рифленый в Елабуге, Ельце, Железноводске, Зарайске, Звенигороде, Иванове, Ижевске
Алюминиевый рифленый лист купить алюминий рифленый в Изборске, Иркутске, Йошкар-Оле, Кабардинке, Казани, Калининграде, Калуге
Алюминиевый рифленый лист купить алюминий рифленый в Калязине, Касимове, Кашине, Кинешме, Кириллове, Кирове, Кисловодске
Алюминиевый рифленый лист купить алюминий рифленый в Клине, Козельске, Кологриве, Коломне, Костроме, Красной поляне, Краснодаре
Алюминиевый рифленый лист купить алюминий рифленый в Красноярске, Кронштадте, Кубинке-1, Курске, Лазаревском, Липецке, Любытино
Алюминиевый рифленый лист купить алюминий рифленый в Малоярославце, Медыне, Можайске, Москве, Муроме, Мытищах, Мышкине
Алюминиевый рифленый лист купить алюминий рифленый в Некрасовском, Нижнем Новгороде, Новороссийске, Новосибирске, Омске, Оренбурге, Орле
Алюминиевый рифленый лист купить алюминий рифленый в Осташкове, Павлово на Оке, Павловском Посаде, Палехе, Пензе, Переславле-Залесском
Алюминиевый рифленый лист купить алюминий рифленый в Петергофе, Печорах, Плесе, Подольске, Покрове, Порхове, Приозерске
Алюминиевый рифленый лист купить алюминий рифленый в Пскове, Пушкине, Пушкинские горы, Пятигорске, Ростове Великом, Ростове-на-Дону, Рыбинске
Алюминиевый рифленый лист купить алюминий рифленый в Рязани, Самаре, Санкт-Петербурге, Саранске, Сарапуле, Саратове, Сергиев Посаде
Алюминиевый рифленый лист купить алюминий рифленый в Серпухове, Смоленске, Солигаличе, Соловках, Сортавала, Сочи, Старая Русса
Алюминиевый рифленый лист купить алюминий рифленый в Старице, Судогде, Суздале, Таганроге, Тамани, Тамбове, Тарусе
Алюминиевый рифленый лист купить алюминий рифленый в Твери, Тихвине, Тобольске, Тольятти, Томске,Торжке, Торопец
Алюминиевый рифленый лист купить алюминий рифленый в Тотьме, Туапсе, Туле, Тутаеве, Угличе, Ульяновске, Уфе
Алюминиевый рифленый лист купить в Краснодаре
Гибка листового металла, нержавеющего и алюминиевого листа Киев лучшая цена
Изготовление большинства изделий из листа невозможно без гибки листового металла.
Выполняем услугу — гибка листового металла в Киеве по нормальной цене. Качество и сроки работ обеспечивают квалифицированные специалисты — гибка листов металла на листогибочном оборудовании это одно из приоритетных направлений нашей организации.
Гибка листового металла представляет собой специальный процесс по приданию листу нужной формы и получению нового изделия из металла. Операцией гибки листа является растягивание наружного слоя металлического листа и одновременно сжатием внутреннего слоя.
Гибка листового металла специалистом на профессиональном оборудовании позволяет получить деталь с точными параметрами углов и размеров.
Согнуть лист металла – это значит обработать его давлением для того, чтобы получилась криволинейная форма. Отличительная особенность процесса – пластическая деформация касается только очень узкого участка – того места, где происходит контакт с инструментом.
Во время гибки нужно следить за тем, чтобы не появлялись трещины или разрывы слоя.
Гибка алюминиевого листа
Алюминий лист – довольно пластичный материал, но его гибка – дело непростое. Есть определенные нюансы, которых стоит придерживаться, чтобы гибка прошла благополучно. Гибка алюминиевого листа на станках с ЧПУ имеет ряд преимуществ:
• точный угол;
• повторяемость изделий.
Способ гибки алюминиевого листа на ЧПУ листогибе подразумевает, что между пуансоном и матрицей закладывается лист алюминия в порядке очереди гибов. Оборудование с числовым программным управлением позволяет достичь высокой точности параметров гиба. Это очень распространенный метод. Качество гибки листа на прямую зависит от класса оборудования и навыков оператора. Очередность гибов имеет очень важную роль при гибке сложных изделий, для этого каждый заказ проходит через конструктора, который определяем возможность и характеристики изделия на который поступил заказ на гибку листа. Если вам нужно согнуть алюминиевый лист — обращайтесь к нашим специалистам, мы обязательно вам поможем решить вашу задачу.
Гибка нержавеющего листа
Гибка нержавеющего листа может быть осуществлена разными способами. Классический способ подразумевает использование гибочного пресса. Также гибку можно проводить при помощи вальцов. Они позволяют создать круглое, конусообразное или дугообраное изделие. При использовании листогибов давление передает гибочная балка. Она может иметь большую длину и витиеватую форму. Это наиболее подходящий вариант для длинных изделий со сложным поперечным сечением. Благодаря конструкции станка можно получить необходимую форму гнутого листа нержавейки по всей протяженности изделия.
Качественная гибка листа нержавейки возможна только при использовании качественного материала и гибочного оборудования. Компания Авалонинвест сотрудничает только с проверенными поставщиками, которые предлагают высококачественную нержавеющую сталь. Такая услуга, как гибка листа нержавейки это наша повседневная работа — звоните мы просчитаем ваш заказ.
Как заказать гибку металла
Услугу гибки листового металла Киев заказывает преимущественно в индивидуальном порядке.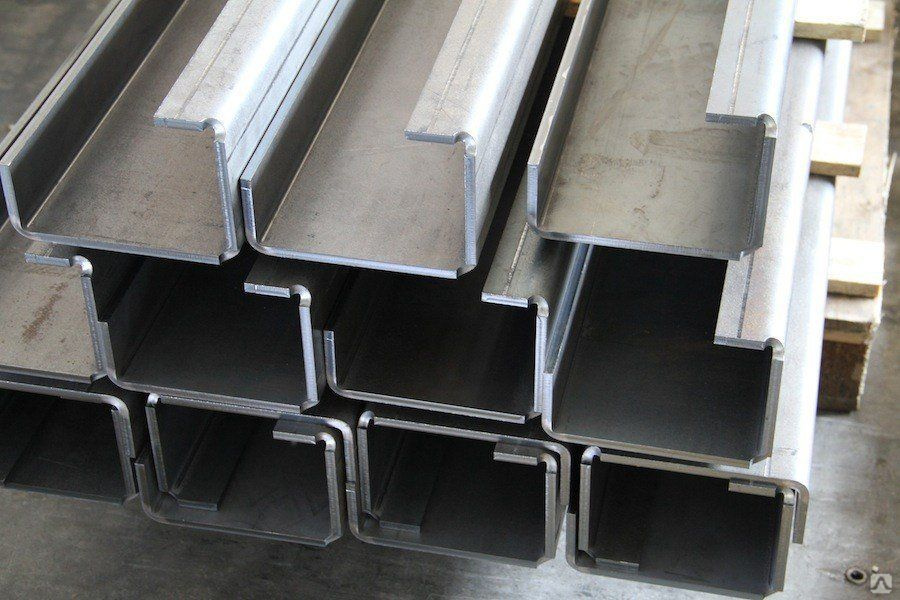 Гибка металла на заказ – это один из профилей работы компании Авалонинвест. Чтобы воспользоваться такой услугой, нужно позвонить по указанному на сайте номеру телефона и оставить свою заявку менеджеру.
Гибка металла на заказ – это один из профилей работы компании Авалонинвест. Чтобы воспользоваться такой услугой, нужно позвонить по указанному на сайте номеру телефона и оставить свою заявку менеджеру.
Гибка листового металла в г. Киев — несколько советов:
Цена на услугу Гибка листового металла формируется на основании вашего ТЗ после просчета нашими менеджерами. Мы можем гарантировать что цена для Гибка листового металла не будет превышать среднерыночную по Киеву а качество вас порадует.
Заказать Гибка листового металла в комапнии Авалонинвест можно по телефонам в контактах, прислав ТЗ на электронную почту, либо связавшись с нами через месенджеры.
Комплексное решение задачи в срок. Мы решаем задачи металлообработки а так же изготовления изделий и конструкций разной сложности. Конструкторский отдел обрабатывает запросы на качественном инженерном уровне.
Металлоконструкции — завод металлоконструкций и изделий из металла Киев Украина
- Борисполь
- Бровары
- Буча
- Васильков
- Винница
- Вишневое
- Вышгород
- Глеваха
- Днепр
- Житомир
- Запорожье
- Ивано-Франковск
- Ирпень
- Кропивницкий
- Львов
- Николаев
- Обухов
- Одесса
- Ровно
- Сумы
- Тернополь
- Ужгород
- Харьков
- Херсон
- Хмельницкий
- Чабаны
- Черкассы
- Чернигов
- Черновцы
- Киев
,
,
,
,
,
,
,
,
,
,
,
,
,
,
,
,
,
,
,
,
,
,
,
,
,
,
,
,
,
Методы обработки композитных панелей
Резка
Для раскроя алюминиевых композитных панелей можно использовать гильотинные ножницы, циркулярные пилы, вертикальные пилы, фрезерно-гравировальные станки с ЧПУ и планшетные режущие плоттеры, оснащенные фрезеровальным модулем.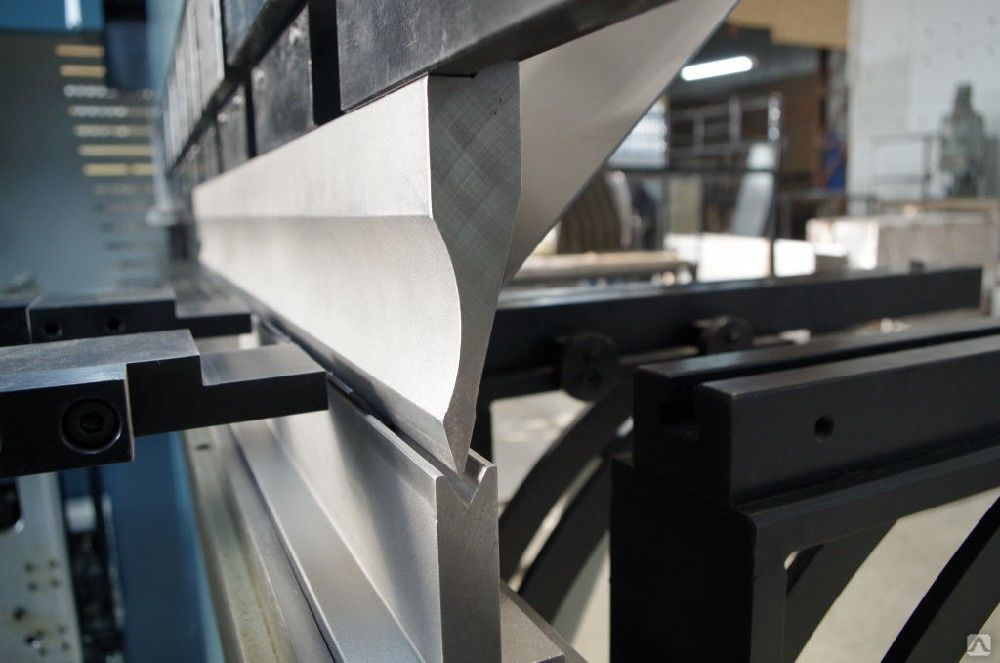 Стоит учитывать, что при раскрое с помощью гильотинных ножниц или так называемой гидравлической «гильотины» может происходить небольшое сжатие алюминиевого листа на лицевой поверхности в виде закругления края в месте реза, что создает повышенное напряжение между сердцевиной и алюминиевым слоем. Поэтому, если изделие из АКП планируется использовать вне помещений, от гильотинной резки лучше отказаться.
Стоит учитывать, что при раскрое с помощью гильотинных ножниц или так называемой гидравлической «гильотины» может происходить небольшое сжатие алюминиевого листа на лицевой поверхности в виде закругления края в месте реза, что создает повышенное напряжение между сердцевиной и алюминиевым слоем. Поэтому, если изделие из АКП планируется использовать вне помещений, от гильотинной резки лучше отказаться.
Раскрой АКП с помощью дисковой пилы осуществляется так же, как и резка алюминиевых листов. Оптимальным считается использование ленточных и дисковых пил со скоростью резки до 3000 м/мин. В обработке крупных партий алюминиевых композитных панелей успешно зарекомендовали себя вертикальные пилы. Осуществлять раскрой рекомендуется с обратной стороны панели.
Дисковый фрезер Festool для обработки АКП
Фрезеровка
Для придания желаемой формы алюминиевым композитным панелям используется технология фрезеровки и последующей гибки. На обратной стороне материала с помощью фрезы вырезают V-образный паз. При этом необходимо оставить нетронутыми лицевую алюминиевую поверхность и слой наполнителя толщиной приблизительно 0,3 – 0,4 мм. Если паз недостаточно глубок, при сгибе может наблюдаться эффект «пружины» и надежно согнуть АКП под желаемым углом не удастся.
При этом необходимо оставить нетронутыми лицевую алюминиевую поверхность и слой наполнителя толщиной приблизительно 0,3 – 0,4 мм. Если паз недостаточно глубок, при сгибе может наблюдаться эффект «пружины» и надежно согнуть АКП под желаемым углом не удастся.
V-образный паз радиусом 90 градусов для сгибания АКП под прямым углом
В зависимости от требуемого угла сгиба и будущей формы паз (или канавка) может составлять 90 или 135 градусов. Первый используется для получения прямоугольного изгиба. Второй – для образования угла 45 градусов, что позволяет состыковывать две изогнутые таким образом панели и объединять их в прямоугольную конструкцию. Также выполняют фрезерование канавок шириной 10 – 14 мм, что дает возможность делать сгиб более скругленным и плавным.
V-образный паз радиусом 135 градусов для сгибания АКП под углом 45 градусов
Паз, позволяющий сделать сгиб АКП под прямым углом более округленным и плавным
Фрезеровка V-образных пазов может осуществляться с помощью ручных дисковых фрезеров (к примеру, производства компании FESTOOL), специальных насадок для вертикальных пил и фрезерно-гравировальных станков. Достоинства ручных дисковых фрезеров заключаются в их относительно невысокой цене и портативности. Так, многие строительные компании часто осуществляют раскрой и фрезеровку АКП непосредственно на объекте. Однако в силу человеческого фактора такой подход не гарантирует стабильно высокое качество получаемых изделий. Поэтому, если работать с алюминиевыми композитными панелями рекламно-производственной компании приходится ежедневно, рекомендуется приобрести фрезерно-гравировальный станок. Такое оборудование позволяет обрабатывать АКП с максимально возможной степенью автоматизации рабочих процессов и с высоким качеством, осуществлять раскрой и фрезеровку V-образных пазов в ходе выполнения одного задания, а также фрезеровать разнообразные нестандартные канавки для придания АКП оригинальных форм в соответствии с дизайн-проектом.
Достоинства ручных дисковых фрезеров заключаются в их относительно невысокой цене и портативности. Так, многие строительные компании часто осуществляют раскрой и фрезеровку АКП непосредственно на объекте. Однако в силу человеческого фактора такой подход не гарантирует стабильно высокое качество получаемых изделий. Поэтому, если работать с алюминиевыми композитными панелями рекламно-производственной компании приходится ежедневно, рекомендуется приобрести фрезерно-гравировальный станок. Такое оборудование позволяет обрабатывать АКП с максимально возможной степенью автоматизации рабочих процессов и с высоким качеством, осуществлять раскрой и фрезеровку V-образных пазов в ходе выполнения одного задания, а также фрезеровать разнообразные нестандартные канавки для придания АКП оригинальных форм в соответствии с дизайн-проектом.
К фрезеровке также прибегают в тех случаях, когда необходимо сделать кромку или окантовку по краю АКП. Для этого осуществляют плоский рез на глубину вплоть до лицевого алюминиевого листа, полностью удаляя слой наполнителя. Ширина реза равна толщине панели. Затем получившуюся полоску алюминия загибают по всей длине панели поверх сердцевины. Таким же образом (вырезанием наполнителя до лицевой стороны из алюминия на ширину толщины панели) получают пазы для последующего соединения отдельных элементов из АКП под прямым углом. После фрезерования сгибать АКП в требуемых местах легко вручную. Для достижения наилучших результатов рекомендуется использовать зажимное гибочное устройство или алюминиевые профили с ручками, в пазах которых зажимаются борта панели перед гибкой.
Ширина реза равна толщине панели. Затем получившуюся полоску алюминия загибают по всей длине панели поверх сердцевины. Таким же образом (вырезанием наполнителя до лицевой стороны из алюминия на ширину толщины панели) получают пазы для последующего соединения отдельных элементов из АКП под прямым углом. После фрезерования сгибать АКП в требуемых местах легко вручную. Для достижения наилучших результатов рекомендуется использовать зажимное гибочное устройство или алюминиевые профили с ручками, в пазах которых зажимаются борта панели перед гибкой.
Вальцовка
Придание желаемой формы алюминиевым композитным панелям осуществляется с помощью листогибочных прессов, гибочных станков для металла и вальцовочных станков. Для гибки АКП используются те же методы, что и при сгибании листовой стали или листового алюминия. Защитную пленку на материале перед гибкой удалять не рекомендуется. Более того, желательно создавать дополнительную защиту лицевой поверхности путем наклеивания еще одной самоклеящейся пленки или же путем использования прокладок из полиэтиленовых или виниловых полос толщиной 1 – 2 мм. Минимальный радиус изгиба рассчитывается по формуле r = Z x T, где T – толщина панели в миллиметрах, а Z – коэффициент от 15 до 33, который варьируется в зависимости от марки АКП. К примеру, для алюминиевых композитных панелей DIBOND толщиной 2 мм радиус изгиба составляет 2 мм х 30 = 60 мм.
Минимальный радиус изгиба рассчитывается по формуле r = Z x T, где T – толщина панели в миллиметрах, а Z – коэффициент от 15 до 33, который варьируется в зависимости от марки АКП. К примеру, для алюминиевых композитных панелей DIBOND толщиной 2 мм радиус изгиба составляет 2 мм х 30 = 60 мм.
Методы соединения
Соединение отдельных элементов из алюминиевых композитных панелей осуществляется стандартными методами, которые применяются в производстве изделий из металла и пластиков. При монтаже АКП вне помещений следует учитывать их тепловое расширение, чтобы предотвратить их деформацию в дальнейшем.
Популярным методом соединения алюминиевых композитных панелей является склеивание. Для этого используются универсальные клеевые составы или клеи для металлов. При изготовлении изделий с низкими требованиями к прочности на растяжение или к прочности на сдвиг применяются двухсторонние клейкие ленты (к примеру, 3М-VHB). Для эластичных соединений рекомендуется использовать однокомпонентные клеевые составы на полиуретановой основе.
Часто для соединения АКП используются вытяжные пустотелые заклепки, которые устанавливают в предварительно просверленные отверстия. В большинстве случаев производители алюминиевых композитных панелей предоставляют подробные инструкции о методе заклепывания выпускаемых их материалов, при соблюдении которых достигаются оптимальные результаты в течение длительного времени эксплуатации готовых конструкций.
Еще один способ, успешно зарекомендовавший себя в работе с АКП, — сварка горячим воздухом, которая обычно применяется для соединения термопластиков. Полимерную сердцевину алюминиевых композитных панелей можно сваривать при использовании полиэтиленовой сварочной проволоки. Однако этот метод не желателен при использовании АКП в строительстве. Для достижения качественных результатов при сварке АКП горячим воздухом необходимо, чтобы место соединения было должным образом подготовлено, сварочная проволока была высокого качества, использовался чистый горячий воздух правильной температуры и применялось рекомендованное производителем АКП давление на соединение при правильной скорости сварки.
Декорирование лицевой поверхности
Прежде, чем приступать к декорированию АКП, рекомендуется очистить поверхность 70%-ным раствором изопропилового спирта. Не следует в этих целях использовать мыльные растворы или растворители, поскольку они могут оставить после себя пленку, которая негативно повлияет на силу сцепления алюминия с самоклеящейся пленкой или УФ-отверждаемыми чернилами. Поверхность алюминиевых композитных панелей можно оклеивать литыми или каландрированными самоклеящимися пленками. При использовании качественных АКП лакокрасочное покрытие панели не отслаивается даже при многократной замене аппликаций. Отличные результаты также достигаются при планшетной широкоформатной печати УФ-отверждаемыми чернилами. Как правило, полученные с помощью этой технологии вывески и другие рекламные конструкции обладают высокой стойкостью к выцветанию и могут успешно использоваться вне помещений в течение длительного времени.
Количество просмотров: 3691
База знаний
Материаловедение
Энциклопедическая информация обо всех типах материалов, применяемых в производстве рекламы
Теория печати
Необходимая информация для тех, кто производит или заказывает цифровую широкоформатную печать
Вопрос-ответ
Ответы на вопросы, которые можете задать и вы!
Аббревиатура
Расшифровка практически всей аббревиатуры, которая встречается в описании материалов для рекламы
Словарь терминов
Терминология, используемая в рекламной индустрии от «А» до «Я», от «А» до «Z»
Другие публикации раздела
Смотреть все публикации
Литая и каландрированная самоклеящаяся пленка.
 Какую выбрать?
Какую выбрать?
07 июля 2022
Теория
Как правильно выбрать самоклеящуюся пленку, чтобы она оптимально подходила под обозначенные требования? Разумеется, обратить внимание на её характеристики. Но иногда достаточно узнать о способах производства пленки, чтобы пойти в правильном направлении.
Как решить проблему снижения яркости свечения светодиодных модулей
02 июля 2020
Теория
Все, кто делают светодиодные вывески, когда-либо сталкивались с тем, что их рекламная конструкция светит не так ярко, как должна по расчетам. Например, две абсолютно одинаковые вывески могут иметь разную яркость на одном объекте. Давайте разберемся, в чем может быть заключена проблема и как ее избежать.
Разбираемся в устройстве УФ-принтеров
02 июля 2020
Теория
Обзор базовых принципов перемещения портального модуля по оси Y и систем регистрации его положения на индустриальных планшетных УФ-принтерах различных производителей
Пространственные размышления о светодиодной подсветке
11 марта 2020
Теория
Существует два варианта подсветки вывесок: правильный и неправильный. Стоит позаботиться о том, чтобы вы сделали правильный выбор.
Стоит позаботиться о том, чтобы вы сделали правильный выбор.
Приобрести алюминиевый пруток в Иркутске
Пруток алюминиевый — это вид алюминиевого проката, имеющий в сечении круг. Его производят в соответствии с требованиями ГОСТ 21488-97.
Алюминиевый пруток обладает целым рядом преимуществ. Это легкость, отличная электро- и теплопроводность, долговечность и устойчивость к коррозии, а также эстетичный внешний вид
Пруток используется очень широко. Эстетичный внешний вид, легкость и прочность позволяют использовать его при сооружении прочных и легких конструкций. Простота обработки позволяет использовать алюминиевый пруток в качестве сырья для изготовления разнообразных крепежных изделий — от заклепок до подшипников и пр.
И, конечно же, благодаря высокой электропроводности и низкой стоимости, круглый алюминиевый пруток прекрасно подходит для изготовления проволоки, кабелей, проводов и другой электротехнической продукции, используемой при монтаже линий электропередач.
В качестве материала для изготовления данного профиля применяют алюминий и его сплавы.
- Обратите внимание, что мы отгружаем плоский прокат — от 1 листа, круглый прокат — от 10 см,
- Цены на алюминиевый гладкий лист уточняйте у наших менеджеров по телефону: +7 914 000-761-0, +79025103040 (VIBER WhatsApp).
- Мы ждем вас с понедельника по пятницу с 09:00 до 17:00 по адресу г. Иркутск, ул. Горка, 5, оф. 110 перерыв с 12-00 до 12-30
| Марка сплава | Диаметр прутка, мм | Длина | |
|---|---|---|---|
| АК | 12, 14,16,22,30,32,40, 60, 85, 90, 180, 250 | немерная | |
| АМГ3, АМГ6 | 30, 40,50, 60, 70, 80,90, 100, 110, 120, 130, 200, 248 | немерная | |
| В95ПЧ, В95ПЧТ | 40, 55, 60, 75, 95, 100, 120, 148, 180,180, 190 | немерная | |
| Д16, Д16Т | от 14 мм до 220 мм | немерная |
Пруток алюминиевый – поддающийся деформации стержень из сплавов металла с круглым профилем. Изделие необходимо при изготовлении деталей для крепежа или возведения конструкций. Алюминий и его сплавы подвергаются горячему прессованию, а затем выдерживают состаривание и отожжение. Пруток присадочный алюминиевый незаменим во время сварочных работ.
Изделие необходимо при изготовлении деталей для крепежа или возведения конструкций. Алюминий и его сплавы подвергаются горячему прессованию, а затем выдерживают состаривание и отожжение. Пруток присадочный алюминиевый незаменим во время сварочных работ.
Выгода и плюсы
Продукция в диаметре имеет широкий диапазон – от 8 до 400 миллиметров. В зависимости от качества используемого в производстве сырья изделия могут обладать разными характеристиками.
Среди положительных свойств нужно выделить:
- устойчивость металла к коррозии,
- легковесность,
- высокие конструкционные особенности.
Предлагаем купить алюминиевый пруток 50 мм по приемлемой цене. На сайте компании «Алюминий Иркутск» представлен ассортимент товара, который реализуется в розницу или оптом. Приобрести безопасный металлопрокат можно любым удобным для покупателя способом: за наличный, безналичный расчет, по карте банка.
Прутки из алюминия характеризуются важными преимуществами:
- молекулярная структура обеспечивает высокий уровень проводимости тепла;
- материал пластичен;
- основной компонент изделия – алюминий — представлен на 96%, примести занимают 4 %, поэтому пруток не намагничивается;
- продукт выдерживает довольно низкие температуры, неблагоприятные погодные условия;
- материал отличается прочностью;
- срок службы изделия долгий.
Фольга, трубы, проволока, плиты – различные типы металлопроката из алюминия и его сплавов. Материал востребован, уступает только железу. Пруток алюминиевый 12 мм – популярный вид изделия, поступающий в продажу в разнообразных видах:
- шестигранник;
- квадрат;
- круг.
Алюминиевые прутки имеют широкую область применения: в строительной сфере, в горячих цехах производства, в химической промышленности. Хорошо зарекомендовала себя продукция при создании разнообразных приборов.
Хорошо зарекомендовала себя продукция при создании разнообразных приборов.
В электронной технике изделие применяется как элемент для отвода тепла. Используется как каркасная деталь. Из прутка изготавливают гайки, винты. Материал легко заточить, согнуть в спираль и разогнуть. Таким образом можно создать элементы декора.
Алюминиевые прутки выгодно купить на нашем сайте. Представленные товары оснащены сертификатами, подходят под ГОСТ. Чтобы приобрести пруток и оформить доставку, следует позвонить менеджеру по продажам. Специалист проконсультирует покупателя по возникающим вопросам.
Как согнуть листовой металл без тормоза
Чаще всего для гибки листового металла используются дорогие инструменты для гибки листового металла, называемые тормозами, но вы также можете выполнить эту задачу без них. Сгибание листового металла вручную является выполнимой задачей, если кусок листового металла небольшой и достаточно тонкий, чтобы с ним можно было обращаться.
Также, чтобы знать, какой инструмент вы используете для гибки металла?
Гибочный пресс — этот инструмент отлично подходит для гибки широкого спектра материалов, включая нержавеющую сталь, алюминий или любой высокопрочный сплав. Доступный в нескольких моделях, инструмент помогает производителям листового металла создавать аккуратные изгибы на материалах различной толщины.
Можно спросить, как вы сгибаете алюминиевый лист вручную?
Двигайтесь медленно — листовой алюминий очень мягкий, поэтому вам не нужно прилагать больших усилий. Когда фартук поднимается, он аккуратно сгибает лист вокруг края прижимной планки в выбранной вами точке изгиба. Продолжайте тянуть за ручки, пока лист не примет нужную форму.
Похожие вопросы
Может ли человек гнуть сталь?
Чем прочнее сталь, тем больше изгиб будет похож на букву «V», а чем слабее сталь, тем больше изгиб будет похож на букву «U». Выберите удобную длину стального стержня. Большинство силачей, которые сгибают стальные стержни, предпочитают работать со штангами длиной от пяти до семи дюймов (от 12,5 до 17,5 см).
Как гнут листовой металл?
В нем используется инструмент, известный как пуансон и V-образный штамп, для гибки листового металла под нужными углами . Во время процесса гибочный пуансон давит на листовой металл, расположенный над V-образной матрицей. Угол, образованный листовым металлом, зависит от точки давления пуансона.
Какой молоток используется для гибки листового металла на 180 градусов?
Пояснение: молоток инженера — это ручной инструмент, используемый для нанесения ударов при штамповке, гибке, выпрямлении, рубке, ковке или клепке.
Какой молоток используется для гибки листового металла на 180 градусов?
Пояснение: Инженерный молоток — это ручной инструмент, используемый для нанесения ударов при штамповке, гибке, выпрямлении, рубке, ковке или клепке.
Какой инструмент вы бы использовали, если бы хотели сделать небольшие изгибы в металлической заготовке?
Клещи для гибки листового металла или ручные закаточные машины являются обязательными инструментами для гибки и формовки листового металла. Они отбивают гибку металла с помощью тисков и молотка, руки или зубов. Вы даже можете использовать их, чтобы защипнуть края, которые вы делаете с помощью складной планки. Вам нужно только получить правильный набор для работы.
Они отбивают гибку металла с помощью тисков и молотка, руки или зубов. Вы даже можете использовать их, чтобы защипнуть края, которые вы делаете с помощью складной планки. Вам нужно только получить правильный набор для работы.
Стали лучше гнуть в холодном или горячем состоянии?
Холодная прокатка позволяет получить более гладкую поверхность и, как правило, вызывает меньшую деформацию обрабатываемого изделия . Еще одним преимуществом является повышенная прочность, обеспечиваемая обработкой стали в холодном состоянии.
Можно ли использовать тепловую пушку для гибки металла?
Изгиб ПВХ и металлических труб
Что ж, тепловая пушка — ваш ответ на все эти лайфхаки, и она позволит вам манипулировать формой изделия .
При какой температуре можно гнуть сталь?
При формировании толстого листа с малым радиусом изгиба может потребоваться предварительный нагрев материала от 200 до 300 градусов по Фаренгейту перед изгибом, особенно если вы пытаетесь согнуть листы толщиной 0,75 дюйма или больше.
Как согнуть алюминиевые листы, не сломав их?
При гибке алюминия помните, что чем меньше внутренний радиус изгиба, тем выше вероятность того, что в детали появится трещина. Также знайте, что для достижения наилучших результатов и уменьшения количества трещин на внешней стороне изгиба линия сгиба должна проходить поперек волокон материала или по диагонали, когда и где это возможно .
Можно ли гнуть закаленный алюминий?
Способность алюминиевой серии к изгибу имеет тенденцию к снижению по мере продвижения вниз по списку состояний, от отожженного до T4 и T6. Изгиб этих закаленных сплавов не является невозможным, но очень трудным и, скорее всего, потребует больших радиусов изгиба, чтобы избежать растрескивания на внешней стороне изгиба .
Какое усилие требуется, чтобы согнуть стальной стержень?
Стержень из мягкой стали немного изгибается при любой нагрузке, но значительно после напряжения 35 000 фунтов на кв. дюйм .
Ослабляет ли сталь при изгибе?
По мере того, как сила продолжается и происходит дальнейшая деформация, металл не ослабляется, а упрочняется .
Какой инструмент используется для изготовления колец?
Металлические оправки для колец являются стандартным ювелирным инструментом: вы можете использовать нейлоновый молоток или молоток из сыромятной кожи, чтобы изменить форму или увеличить (изменить размер) кольца, а также текстурировать или штамповать оловянные, алюминиевые и стерлинговые серебряные кольца.
Какие две силы действуют при изгибе листового металла?
Материал снаружи изгиба находится в состоянии растяжения, а материал внутри сжат. Напряжение и сжатие противоположны, поэтому при переходе от одного к другому должна существовать нулевая область. В этой нулевой области на материал не действуют никакие силы.
Сколько существует типов изгиба?
Существует три основных типа гибки на листогибочном прессе , каждый определяется отношением положения конечного инструмента к толщине материала. Эти три — воздушная гибка, дно и чеканка. Конфигурация инструментов для этих трех видов гибки практически одинакова.
Эти три — воздушная гибка, дно и чеканка. Конфигурация инструментов для этих трех видов гибки практически одинакова.
Что такое индукционная гибка?
Индукционная гибка представляет собой передовой процесс гибки металла, обеспечивающий оптимальную точность, эффективность и стабильность . Он подходит для очень широкого спектра применений и полностью преодолевает потенциальные ограничения методов холодной гибки, такие как деформация и утончение стенки.
Достаточно ли горяча пропановая горелка, чтобы гнуть сталь?
Процесс плавки металла займет гораздо больше времени, чем большинство других проектов, так как пропановая горелка может достигать определенной максимальной температуры. Средняя температура плавления большинства типов металлов составляет около 1800 градусов, а максимальная температура плавления пропановой горелки составляет около 1900 градусов .
Достаточно ли горяча пропановая горелка, чтобы гнуть сталь?
Процесс плавки металла займет гораздо больше времени, чем большинство других проектов, так как пропановая горелка может достигать определенной максимальной температуры. Средняя температура плавления большинства металлов составляет около 1800 градусов, а максимальная температура нагрева пропановой горелки составляет около 1900 градусов .
Средняя температура плавления большинства металлов составляет около 1800 градусов, а максимальная температура нагрева пропановой горелки составляет около 1900 градусов .
Ослабит ли нагрев стали?
В общих чертах, если у вас есть очень твердый кусок стали, который будет подвергаться воздействию повышенных температур, велика вероятность его размягчения. И наоборот, если у вас есть мягкая сталь и вы подвергаете ее воздействию повышенных температур, вы можете вызвать закалку.
В чем разница между холодной и горячей гибкой?
Методы холодной гибки часто полагаются на чистую физическую силу, чтобы помочь придать трубе ее окончательную форму, в то время как методы горячей гибки используют осторожный нагрев для уменьшения требуемой силы . Каждый метод имеет уникальные преимущества и определяет возможную степень изгиба и окончательную форму трубы.
Ослабляет ли нагревание алюминий?
Как и сталь, алюминиевые сплавы становятся менее прочными при повышении температуры эксплуатации . Но алюминий плавится только при 1260 градусах, поэтому к тому времени, когда достигает 600 градусов, он теряет примерно половину своей прочности.
Но алюминий плавится только при 1260 градусах, поэтому к тому времени, когда достигает 600 градусов, он теряет примерно половину своей прочности.
Какой сорт алюминия можно сгибать?
Алюминиевый сплав 3003 . В большинстве случаев это, пожалуй, лучший сплав для гибки.
Какая сталь лучше всего подходит для гибки?
Углеродистая сталь является наиболее часто гнутым материалом из-за его широкого применения и абсолютной гибкости в качестве прочного и надежного компонента для строительства и целей OEM. Его различные сорта предлагают огромное разнообразие вариантов для изгиба, механической обработки и износостойкости.
Алюминий гнуть легче, чем сталь?
ПЛАСТИЧНОСТЬ. В то время как сталь чрезвычайно прочна и эластична, алюминий значительно более гибок и эластичен .
Можно ли сгибать алюминиевый лист 5052?
Можете ли вы согнуть алюминий 5052? Алюминиевый сплав 5052 является хорошим кандидатом на изгиб . Хотя удлинение не такое высокое, как у алюминиевого сплава 3003, вы все равно видите большую разницу между пределом текучести и пределом прочности.
Хотя удлинение не такое высокое, как у алюминиевого сплава 3003, вы все равно видите большую разницу между пределом текучести и пределом прочности.
Similar Videos
Как согнуть листовой металл без тормоза
Как согнуть листовой металл без тормоза для листового металла
0010
Как согнуть стальную пластину без тормоза
Горные грузовые фрагменты 30 -дюймовые изгибающие тормозные обзоры
Как использовать металлический бендер — стальной лист Брейк (Площики)
9999999999 9,01899999 для гибки листового металла без тормоза
для гибки листового металла без тормоза12 советов по гибке металла с помощью тормоза от давно работающего жестяного станка
Металлический тормоз — это инструмент для гибки нестандартных металлических планок и декоративной отделки. Он есть у каждого подрядчика по сайдингу и у большинства кровельщиков. Но тормоз может пригодиться для самых разных проектов. Это кажется внушительным инструментом, но на самом деле это просто большой зажим с подвижным шарниром. Качественный тормоз стоит от 1300 до 2500 долларов, но вы можете арендовать его примерно за 50 долларов в день или 200 долларов в неделю. Мы покажем вам, как работает тормоз, объясним, как создавать основные профили, и покажем несколько полезных советов, чтобы вы могли безопасно завершить свой проект, не тратя впустую много дорогого материала.

Каждый редакционный продукт выбирается независимо, хотя мы можем получать компенсацию или партнерскую комиссию, если вы покупаете что-то по нашим ссылкам. Рейтинги и цены точны, а товары есть в наличии на момент публикации.
1
/
13
Сделайте прорезь для дозатора в коробке для рулонов
Если вам нужно согнуть много обшивки или обрезков, лучше всего покупать рулоны длиной 50 футов. х 24 дюйма. рулоны. Но не стоит просто вытаскивать катушку из коробки и резать ленту. Если вы это сделаете, катушка начнет разворачиваться и ее будет трудно контролировать. Дозирование катушки из коробки — лучший способ сохранить ее в чистоте и предотвратить появление вмятин и царапин.
Вырежьте отверстие вдоль одной стороны коробки и вытащите нужную длину. Возможно, вам придется открыть один конец коробки, чтобы разрезать ленту, которой крепится рулон, а затем снова заклеить ее лентой.
2
/
13
Надрез и изгиб для резки
Надрежьте рулон канцелярским ножом до нужной длины. После надрезов согните катушку вперед и назад, чтобы разделить части. Столярный угольник отлично работает в качестве ориентира, чтобы линия оставалась прямой. Меняйте лезвия канцелярских ножей, как только они затупятся. Тупое лезвие не прорежет металл достаточно глубоко, чтобы можно было легко отделить куски. Соберите стол для резки из куска фанеры и пары козлов.
После надрезов согните катушку вперед и назад, чтобы разделить части. Столярный угольник отлично работает в качестве ориентира, чтобы линия оставалась прямой. Меняйте лезвия канцелярских ножей, как только они затупятся. Тупое лезвие не прорежет металл достаточно глубоко, чтобы можно было легко отделить куски. Соберите стол для резки из куска фанеры и пары козлов.
3
/
13
Катушка триммера острая!
Всегда надевайте перчатки. Кожаные перчатки и перчатки с покрытием обеспечивают большую защиту, чем тканевые. Установите тормоз в гараже или на стороне дома, защищенной от ветра. Вы же не хотите испортить дорогую катушку, и всегда лучше не допускать, чтобы острые как бритва металлы летали по ветру.
4
/
13
Удалите царапины с помощью ластика
Ластиком царапину на краске не исправить, а вот царапина — это совсем другое дело. Царапина на отделке чаще всего вызвана трением алюминиевой катушки об острую алюминиевую кромку тормоза. Марсы выглядят как царапины, но их можно убрать ластиком.
5
/
13
Если есть возможность, покупайте готовые
Тормоза идеально подходят для создания пользовательских профилей, но есть множество готовых накладок и накладок на выбор. И то, что его нет на полке в домашнем центре, не означает, что его нет в наличии. Объясните, что вам нужно в пиломатериале вашего домашнего центра, и узнайте, можно ли это заказать для вас.
6
/
13
Измерьте метки изгиба три раза
После того, как ваш рулон был обрезан по размеру, быстрее измерить каждое место изгиба по отдельности, чем заранее отмечать их на концах рулона, как вы делали, когда разрезали рулон по ширине. Установите катушку близко к тому месту, где, по вашему мнению, она должна быть, и потяните рукоятку подшивания вперед, но не до упора в положение блокировки. Просто потяните его достаточно далеко, чтобы стопорная наковальня плотно удержала катушку, но не зажала ее.
Измерьте и отрегулируйте один конец катушки, затем измерьте и отрегулируйте другой.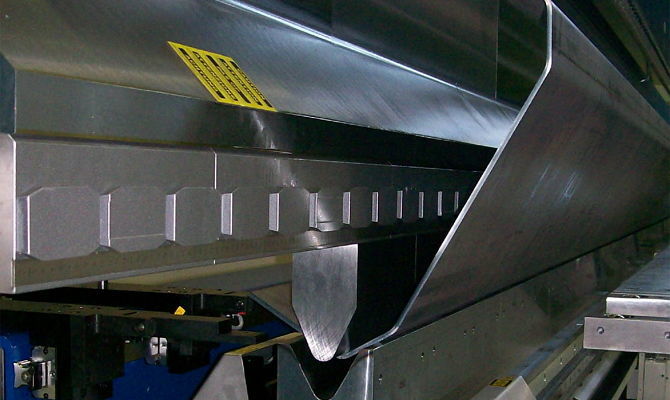 Иногда, когда вы сдвигаете один конец внутрь или наружу, другой конец также имеет тенденцию немного двигаться, поэтому важно перепроверить свое первое измерение, чтобы убедиться, что катушка все еще находится там, где она должна быть. Держите рулетку сбоку, чтобы цифры совпали с краем металла.
Иногда, когда вы сдвигаете один конец внутрь или наружу, другой конец также имеет тенденцию немного двигаться, поэтому важно перепроверить свое первое измерение, чтобы убедиться, что катушка все еще находится там, где она должна быть. Держите рулетку сбоку, чтобы цифры совпали с краем металла.
7
/
13
Обрезка по ширине на тормозе
Шаг 1: Зафиксируйте катушку на месте с помощью ручки для подгибки, расположенной в верхней части тормоза. Надрежьте катушку канцелярским ножом вдоль края наковальни.
Шаг 2: После того, как вы сделали надрезы по всей длине, потяните вверх ручки, соединенные с подвижным шарниром, и согните металл примерно под углом 90 градусов.
Шаг 3: Руками согните его обратно и разделите два куска металла.
8
/
13
Не используйте обработанную древесину
Химически обработанная древесина чрезвычайно агрессивна по отношению к алюминию. Накройте обработанную древесину домашней пленкой или войлочной бумагой, прежде чем обернуть ее алюминием.
9
/
13
Добавление прочности с подгибкой
Подгибка представляет собой полностью загнутый край. Края добавляют прочности открытым краям на всех типах профилей. Вот как сделать лицевую панель с подшитой нижней кромкой:
Шаг 1: Совместите внешний край катушки с резиновой полосой на подвижном шарнире — нет необходимости измерять. Зафиксируйте катушку на месте и потяните ручки вверх до упора.
Шаг 2: Поместите катушку поверх стопорной наковальни и плотно прижмите ее к подвижному шарниру. Потяните ручки петель вверх, чтобы полностью разрушить металл.
Шаг 3: Последний шаг — загнуть нижнюю губу.
10
/
13
Гвозди для скрытия с отделкой подоконника
Большинство креплений окон и дверей прячутся под сайдингом, но это не всегда так. Например, когда вы закрываете кирпичный молдинг и дверные косяки вместе, трудно закрепить накладку рядом с дверью, не оставив крепежных элементов видимыми. Вот где на помощь приходит отделка подоконника.
Прибейте отделку порога рядом с уплотнителем, а затем вставьте отделку в отделку порога. Процесс изготовления отделки порога точно такой же, как и для отделки передней панели, за исключением того, что вы сгибаете нижнюю кромку, а затем складываете ее на себя. Вы в основном создаете двойную кромку.
11
/
13
Сначала сделайте небольшой шаблон
Нет ничего хуже, чем идеально выполнить сложный профиль только для того, чтобы понять, что правильный цвет находится не на той стороне. Избегайте этого, создав небольшой шаблон или прототип. Отрежьте небольшой кусок катушки и согните его так, как вы думаете. Отметьте соответствующие размеры на той стороне шаблона, которая должна быть обращена вверх, когда катушка находится в тормозе. Также укажите, в каком порядке следует выполнять изгибы.
Перед тем, как согнуть «настоящие сделки», приложите шаблон к стене, чтобы проверить, подходит ли он правильно. Покрывая существующую древесину, вы хотите, чтобы детали отделки подходили немного свободно, когда это возможно, может быть, на 1/8 дюйма или около того.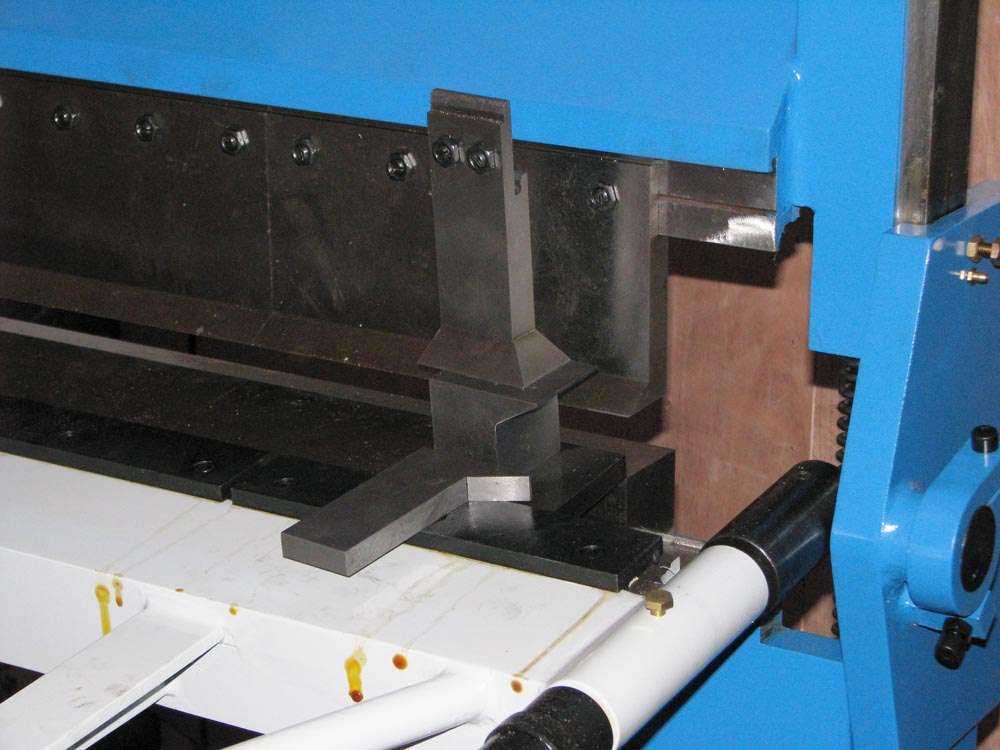 Это уменьшит вероятность того, что металл деформируется, если древесина деформируется или искривляется.
Это уменьшит вероятность того, что металл деформируется, если древесина деформируется или искривляется.
12
/
13
Создание резинки на широких деталях
Трудно уберечь широкие детали от коробления и волнистости. Если открытая поверхность на лицевой панели или другом профиле отделки превышает 8 дюймов, создайте ребро, чтобы придать ей жесткость. Изнаночной стороной вверх сделайте изгиб примерно на 30 градусов. Поверните деталь лицевой стороной вниз и согните еще на 30 градусов. Переверните кусок еще раз и отогните его назад на 30 градусов, или так, чтобы лицевая сторона фасции была прямой. (Я знаю, что 30 градусов x 3 не равны 180 градусам, но точка отсчета меняется с каждым поворотом.)
Используйте резиновую полоску на подвижной петле в качестве ориентира. Сначала потренируйтесь на небольшом кусочке. Вы можете купить приспособление, которое делает ребра за один проход. Это обязательный инструмент для гибочного станка, работающего полный рабочий день, но он не стоит 370 долларов за один или два проекта.
13
/
13
Мы будем рады услышать от вас
У вас есть подсказка по месту работы или инструменту, который сделает вашу работу проще, безопаснее или просто веселее? Почему бы не поделиться им со своими товарищами по строительству? Кроме того, вы можете похвастаться своим профессиональным мастерством перед семьей и друзьями.
Нажмите на изображение ниже, чтобы отправить нам свои профессиональные советы! Пожалуйста, включите изображение, если можете. Мы свяжемся с вами, если запустим вашу заявку на сайте.
Семейный мастер на все руки
Справочная таблица минимального радиуса изгиба
для листового металла
Дом
- »
- Блог
- »
- Листовой металл
- »
- Справочная таблица минимального радиуса изгиба для листового металла
Ознакомьтесь со справочными таблицами для стали и алюминия ниже, чтобы узнать, какой радиус изгиба является наиболее подходящим Ваши проекты по гибке листового металла.
Xometry Europe · 1 июня 2022 г.
При изготовлении листового металла изгиб листов в соответствии с определенным радиусом изгиба является одной из наиболее распространенных операций, используемых для создания фланцев, закруглений, швов и т. д. Кроме того, изгиб придает листовому металлу большую прочность по сравнению с его более плоскими аналогами.
Например, алюминиевый лист, согнутый в V-образное сечение, будет намного жестче и прочнее, чем такой же плоский лист.
Гибка металлического листа обычно сопровождается комплексом расчетов и проектных требований. Внешний край изгиба может треснуть, если он превышает минимальный радиус изгиба, который обычно указывается в соответствии с толщиной металлического листа (t), например 1t, 2t, 3t и т. д.
Типичная рекомендация — 1t для всех деталей из листового металла, что означает наименьший радиус изгиба должен быть не менее толщины листа. Например, если толщина листа 2 мм, минимальный радиус изгиба должен быть 1t, что составляет 2 мм.
Каков правильный радиус изгиба листового металла?
Ниже приведена справочная таблица минимального радиуса изгиба Xometry, основанная на теоретической толщине листового металла.
Steel bend radius reference table
| Standard gauge | Thickness (mm) | Minimum bend radius (mm) | |||
| 3 | 6.350 | 6.073 | |||
| 4 | 5.954 | 5.695 | |||
| 5 | 5.558 | 5.314 | |||
| 6 | 5.159 | 4.935 | |||
| 7 | 4.763 | 4.554 | |||
| 8 | 4.366 | 4.176 | |||
| 3,970 | 3,797 | ||||
| 10 | 3,571 | 1 | 3,410351 3,410351 3,410351 | 3,5711135519 | 3.038 |
| 12 | 2.779 | 2.657 | |||
| 13 | 2.383 | 2.278 | |||
| 14 | 1.984 | 1.897 | |||
| 15 | 1.786 | 1.709 | |||
| 16 | 1.588 | 1.519 | |||
| 17 | 1.430 | 1.367 | |||
| 18 | 1.270 | 1.214 | |||
| 19 | 1.113 | 1.062 | |||
| 20 | 0.953 | 0.912 | |||
| 21 | 0.874 | 0.836 | |||
| 22 | 0.795 | 0.759 | |||
| 23 | 0.714 | 0.683 | |||
| 24 | 0.635 | 0.607 | |||
| 25 | 0.556 | 0.531 | |||
| 26 | 0.478 | 0.455 | |||
| 27 | 0. 437 437 | 0.417 | |||
| 28 | 0.396 | 0.378 | |||
| 29 | 0.358 | 0.343 | |||
| 30 | 0.318 | 0.305 |
 0354
0354Справочная таблица радиусов изгиба из алюминия
| Стандартный калибр | Толщина (мм) | Minimum bend radius (mm) | ||||||
| 3 | 6.350 | 5.827 | ||||||
| 4 | 5.954 | 5.189 | ||||||
| 5 | 5.558 | 4.620 | ||||||
| 6 | 5.159 | 4.115 | ||||||
| 7 | 4.763 | 3.665 | ||||||
| 8 | 4.366 | 3.264 | ||||||
| 9 | 3.970 | 2.906 | ||||||
| 10 | 3.571 | 2. 588 588 | ||||||
| 11 | 3.175 | 2.304 | ||||||
| 12 | 2.779 | 2.052 | ||||||
| 13 | 2.383 | 1.829 | ||||||
| 14 | 1.984 | 1.628 | ||||||
| 15 | 1.786 | 1.450 | ||||||
| 16 | 1.588 | 1.290 | ||||||
| 17 | 1.430 | 1.151 | ||||||
| 18 | 1.270 | 1.024 | ||||||
| 19 | 1.113 | 0.912 | ||||||
| 20 | 0.953 | 0.813 | ||||||
| 21 | 0,874 | 0,724 | ||||||
| 22 | 0,795 | 0,643 | ||||||
| 23 | 0,71114 | 0 | 23 | 0,7114 | 0 | 23 | .0351 0.635 | 0.511 |
| 25 | 0.556 | 0.455 | ||||||
| 26 | 0. 478 478 | 0.404 | ||||||
| 27 | 0.437 | 0.361 | ||||||
| 28 | 0.396 | 0.320 | ||||||
| 29 | 0.358 | 0.287 | ||||||
| 30 | 0.318 | 0.254 |
Bend Orientation Rules
Следующим важным фактором при проектировании деталей из листового металла является ориентация изгиба. Чтобы сэкономить время и деньги, изгибы, исходящие из одной плоскости, должны быть ориентированы в одинаковом направлении, чтобы избежать переориентации детали.
Кроме того, сохранение одинакового радиуса изгиба на всех изгибах приводит к снижению стоимости листового металла, поскольку все элементы могут быть изготовлены с помощью одной и той же настройки и инструментов.
Следует отметить, что точность гибки обратно пропорциональна толщине листового металла. Для достижения высокой точности гибки рекомендуется уменьшить толщину листа.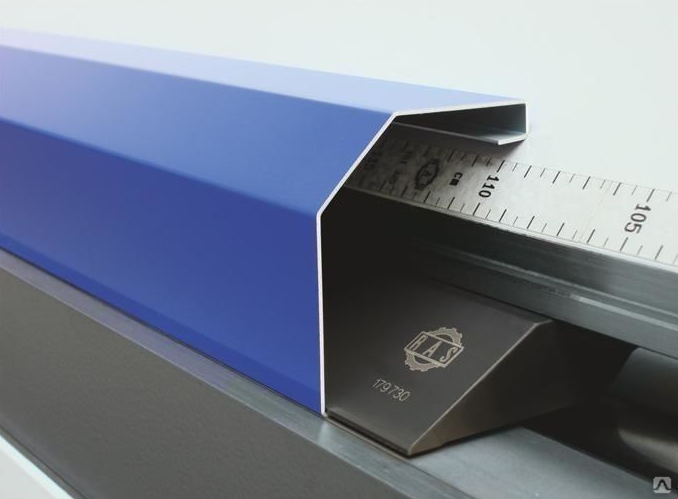
В качестве примера возьмем два изображения ниже, чтобы объяснить правильный радиус изгиба для листа толщиной 1 мм (вверху) и правильную ориентацию изгиба для двух изгибов в одной плоскости (внизу).
Правильный радиус изгиба Правильная ориентация изгиба
Проектирование листового металла с правильным радиусом изгиба
Поскольку минимальный радиус изгиба является одним из самых важных моментов при обработке листового металла, мы первоначальный проект, чтобы получить точную деталь и избежать ненужных расходов.
Компания Xometry Europe предлагает высокоточные услуги по обработке листового металла, а также консультационные услуги по проектированию (DFM).
Благодаря нашему механизму мгновенного расчета стоимости и нашей сети, насчитывающей более 2000 производителей, мы обеспечиваем беспрепятственный процесс производства деталей, от расчета стоимости до доставки на дом.
Инструкции по изгибу — 247TailorSteel
General
- Максимальная толщина листа для окрашенного и промасленного листа WGW S235JR составляет 8 мм.
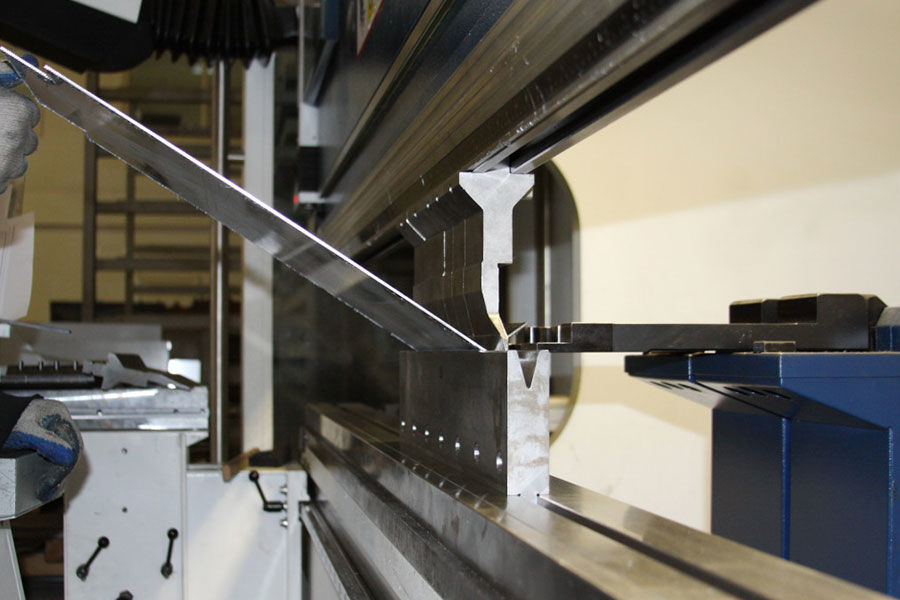
- Максимальная толщина листа для гнутых изделий из кортеновской стали составляет 4 мм.
- Максимальная толщина листа для всех других сталей составляет 6 мм.
- Максимальная толщина листа из нержавеющей стали 6 мм.
- Максимальная толщина листа алюминия 8 мм.
- Максимальный вес 45 кг.
- Максимальные размеры 2980 x 1200 мм.
- Все эти размеры даны для угла 90°. Если изделие содержит один или несколько острых изгибов, используйте размеры из таблиц острых углов для всех изгибов в изделии.
- Кромочное изделие всегда должно иметь радиус изгиба.
Допуски
Допуски всегда симметричны относительно номинального размера.
- Angle precision: see table
- Leg length (per setting): see table
| S. | A | B | C | D | Е | F |
| t/m 3 mm | ± 0,2 mm | ± 0,5 mm | ± 0,8 mm | ± 0,5 mm | ± 0,5° | 15′/100MM |
| 4 mm | ± 0,3 mm | ± 0,6 mm | ± 1,2 mm | ± 0,6 mm | ± 0,5° | 15 ′/100 мм |
| 5 т/м 6 мм | ± 0,4 мм | ± 0,8 мм | ± 1,6 мм | ± 0,8 мм | ° 0,80354 | 15′/100MM |
| 8 mm | ± 0,5 mm | ± 1 mm | ± 2 mm | ± 1 mm | ± 0,5° | 15′/100MM |
| 10 mm | ± 0,8 mm | ± 1,6 mm | ± 3,2 mm | ± 1,6 mm | ± 0,5° | 15′/100MM |
| Решетка | 2 мм | 1,5 ° | ||||
9000
9
79. 1011111111111111111111111111111111111111 собой 701111111111111111111111111111011111111111111111119 годы. Радия.
1011111111111111111111111111111111111111 собой 701111111111111111111111111111011111111111111111119 годы. Радия.
Sophia® скорректирует нарисованные радиусы, чтобы сохранить форму конечного продукта.
Для справки: эти внутренние радиусы можно использовать для угла 90 градусов.
Внутренний радиус 90 degrees
| Material thickness | Steel | Stainless steel | Aluminum |
|---|---|---|---|
| 0,8 mm | 1,39 | 1,56 | — |
| 1 mm | 1,40 | 1,58 | 1,27 |
| 1,25 mm | 1,42 | 1,57 | — |
| 1,5 mm | 1,65 | 1,9 | 1,47 |
| 2 mm | 1,88 | 2,22 | 1,67 |
| 2,5 mm | 2,41 | 2,94 | 2,11 |
| 3 mm | 2,75 | 3,75 | 2,50 |
| 4 mm | 3,02 | 4,48 | 3,3 |
| 5 mm | 3,62 | 7,82 | 4,07 |
| 6 mm | 4,62 | 11,91 | 5,34 |
| 8 mm | 6,97 | — | 6,33 |
Internal Radius Sharp
| Material thickness | Steel | Stainless steel | Aluminum |
|---|---|---|---|
| 0,8 mm | 1,41 | 1,72 | — |
| 1 mm | 1,35 | 1,62 | 1, 28 |
| 1,25 mm | 1,27 | 1,52 | — |
| 1,5 mm | 1,19 | 1,42 | 1,12 |
| 2 мм | 1,3 | 1,59 | 1,22 |
| 2,5 mm | 1,73 | 2,17 | 1,61 |
| 3 mm | 2,51 | 3 ,73 | 2,86 |
| 4 mm | 2,24 | 3,28 | 2,48 |
| 5 mm | 2,45 | 5,44 | 2,7 |
| 6 мм | 3,08 | 8,78 | 3,53 |
| 8 mm | 4,74 | — | 4,33 |
Minimum leg length
Steel and Aluminum 90 градусов
Все типы
| Толщина | Ширина паза (ш) | Длина ноги (б) |
|---|---|---|
| 0,63 мм | 8 мм | 5,60 мм |
| 0,8 mm | 8 mm | 5,70 mm |
| 0,88 mm | 8 mm | 5,80 mm |
| 0,9 mm | 8 мм | 5,80 мм |
| 1 мм | 8 мм | 5,90 мм |
| 1,25 мм | 8 мм | 6,10 мм |
| 1,5 мм | 10 мм | 7,50 мм |
| 2 мм | 12 мм | 9,10 мм |
| 2,5 мм | 16 мм | 12,00 мм |
| 3 мм | 16 мм | 12,40 мм |
| 4 мм | 24 мм | 17,70 мм |
| 5 мм | 30 мм | 22,60 мм |
| 6 мм | 40 mm | 29,60 mm |
| 8 mm | 60 mm | 42,60 mm |
Stainless Steel 90 degrees
All types
| Thickness | Ширина паза (w) | Длина ножки (b) |
|---|---|---|
| 0,63 мм | — | — |
| 8 mm | 5,7 mm | |
| 0,88 mm | — | — |
| 0,9 mm | — | — |
| 1 mm | 8 мм | 5,9 мм |
| 1,25 мм | 8 мм | 6,10 мм |
| 1,5 мм | 10 мм | 7,60 мм |
| 2 мм | 12 мм | 9,20 мм |
| 2,5 мм | 16 мм | 12,10 мм |
| 3 мм | 20 мм | 15,00 мм |
| 4 мм | 24 мм | 17,90 мм |
| 5 мм | 40 мм | 29,20 мм |
| 6 мм | 60 mm | 41,80 mm |
| 8 mm | — | — |
High-Strength Steel 90 degrees
S355 rolled blue and CorTen A
| Thickness | Groove width (w) | Leg length (b) |
|---|---|---|
| 0,63 mm | — | — |
| 0,8 mm | — | — |
| 0,88 mm | — | — |
| 0,9 mm | — | — |
| 1 mm | — | — |
| 1,25 мм | — | — |
| 1,5 мм | 12 мм | 8,70 мм |
| 2 мм | 16 мм | 9,20 мм |
| 2,5 мм | — | — |
| 3 мм | 24 мм | 16,80 мм |
| 4 мм | 30 мм | 21,70 мм |
| 5 мм | 40 мм | 28,70 мм |
| 6 мм | 40 мм | 29,35 мм |
| 8 мм | 60 мм | 42,40 мм |
Сталь и алюминиевый острый
26 мм 10 мм
Stainless Steel Sharp
All types
| Thickness | Groove width (w) | Leg length (b) |
|---|---|---|
| 0,63 mm | — | — |
| 0,8 mm | 8 mm | 9,90 mm |
| 0,88 mm | — | — |
| 0,9 мм | — | — |
| 1 мм | 10 мм | 10,10 мм |
| 1,25 мм | 10 мм | 10,20 мм |
| 1,5 мм | 10 мм | 10,40 мм |
| 2 мм | 12 мм | 12,45 мм |
| 2,5 мм | 16 мм | 15,35 мм |
| 3 мм | 24 мм | 21,50 мм |
| 4 мм | 24 мм | 22,20 мм |
| 5 мм | 40 мм | 29,20 мм |
| 6 мм | 60 мм | 41,80 мм |
| 8 мм | — | — |
Высокопроницаемая стальная шарла
S355. Голубая и Corten A
Голубая и Corten A
| . | — | — |
|---|---|---|
| 0,8 mm | — | — |
| 0,88 mm | — | — |
| 0,9 mm | — | — |
| 1 мм | — | — |
| 1,25 мм | — | — |
| 1,5 мм | 12 мм | 11,90 мм |
| 2 мм | 12 мм | 12,30 мм |
| 2,5 мм | — | — |
| 3 мм | 24 мм | 21,15 мм |
| 4 мм | 30 мм | 21,90 мм |
| 5 мм | 40 мм | 28,70 мм |
| 6 мм | 40 мм | 29,35 мм |
| 8 мм | 60 мм | 42,40 мм | 42,40 мм | 42,40 мм | 42,40 мм | 42,420008 Чтобы предотвратить столкновение с инструментами во время Z-изгиба, необходимо учитывать минимальное значение X, указанное в таблице. Обратите внимание: Если угол больше 90 градусов, то минимальная длина стороны V-образной канавки должна быть больше. Сталь и алюминий,Z-образный изгиб 90 градусов Все типы
Steel and Aluminum, Z-bend SharpAll types
Stainless Steel,Z-bend 90 degrees All types
Stainless Steel, Z-bend SharpAll types
9 | — | — | — | — | — | — |

 Z-образный изгиб
Z-образный изгиб| Толщина листа | Ширина паза (w) | Длина полки (x) |
|---|---|---|
| 0,63 mm | — | |
| 0,8 mm | — | — |
| 0,88 mm | — | — |
| 0,9 мм | — | — |
| 1 мм | — | — |
| 1,25 мм | — | — |
| 1,5 мм | 12 мм | 12,30 мм |
| 2 мм | 12 мм | 13,40 мм |
| 2,5 мм | — | — |
| 3 мм | 24 мм | 23,45 мм |
| 4 мм | 30 мм | 31,80 мм |
| 5 мм | 40 мм | 40,40 мм |
| 6 мм | 40 mm | 41,15 mm |
| 8 mm | 60 mm | 60 mm |
High-strength Steel, Z-bend Sharp
S355 rolled blue and CorTen A , Z-bend
| Sheet thickness | Groove width (w) | Leg length (x) |
|---|---|---|
| 0,63 mm | — | — |
| 0,8 mm | — | — |
| 0,88 mm | — | — |
| 0,9 mm | — | — |
| 1 мм | — | — |
| 1,25 мм | — | — |
| 1,5 мм | 12 мм | 18,95 мм |
| 2 мм | 12 мм | 20,15 мм |
| 2,5 мм | — | — |
| 3 мм | 24 мм | 33,75 мм |
| 4 мм | 30 мм | 35,45 мм |
| 5 мм | 40 мм | 40,35 мм |
| 6 мм | 40 mm | 41,15 mm |
| 8 mm | 60 mm | 60 mm |
Maximum bend angle
Steel and Aluminum
All types
| Толщина | Угол изгиба |
|---|---|
| до 4 мм | 37° |
| от 5 до 8 мм | 67° |
Нестандартная сталь
Все типы
.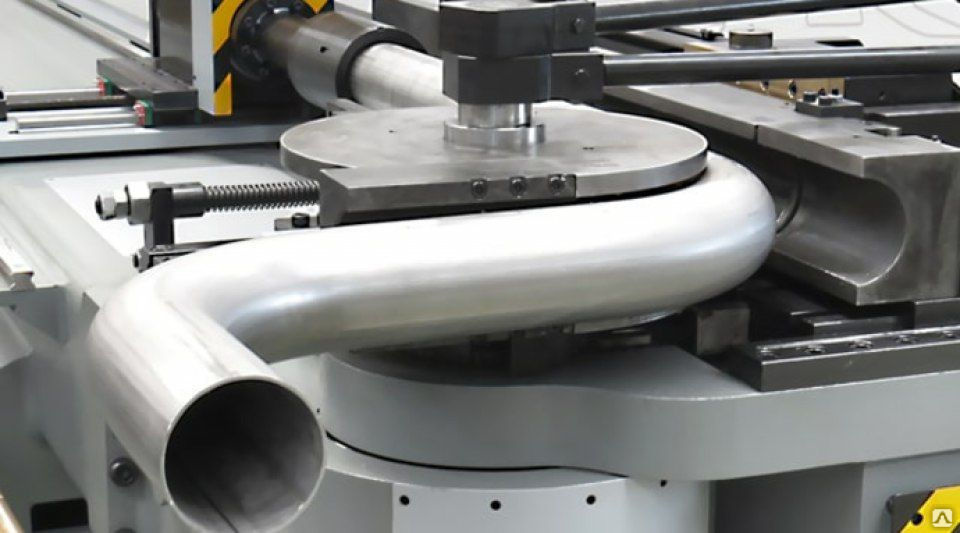 | 37° |
|---|---|
| 5 mm to 6 mm | 67° |
High-Strength Steel
S355 rolled blue and CorTen A
| Thickness | Bend angle |
|---|---|
| до 3 мм | 37° |
| от 4 мм до 8 мм | 67° |
на нижней балке гибочного станка. Если выступающая часть не длиннее 58 мм, то максимальный угол равен 37˚.
Макс. X = 1390 мм при изгибе на 90°
Минимальное расстояние от отверстия до линии сгиба
Из-за кривизны и отклонений отверстия размером более 5 мм могут не попадать в длину ответвления соответствующего типа и толщины материала.
Для отверстий в пределах минимальной длины ноги убедитесь, что сумма диаметров отверстий и/или длины пазов никогда не превышает 10 % длины соответствующей настройки.
Нажмите здесь, чтобы просмотреть минимальные длины ножек
Если отверстие все же должно быть ближе к линии сгиба, можно сделать надрез до линии сгиба.
Не используйте радиус реза более 1 мм в углах разреза.
Условия для линии реза:
- Длина = минимальная длина отверстия (A)
- Ширина = 0,8 x толщина листа (B)
Примечание. Конец линии сгиба должен быть прямым и также включен в расчете на максимальный излом в зоне изгиба.
Если здесь есть скос, мы не можем гарантировать, что продукт будет соответствовать допускам. См. иллюстрацию.
Bendable materials
| Materiaal | Dikte |
|---|---|
| CRS CR4 | 0,8 up to 3 mm |
| HRS 14 HR pickled & oiled | 3 up to 8 mm |
| HRS 50F45 pickled & oiled | 3 up to 6 mm |
| HRS 14 HR | 2 mm |
| HRS 46F40 | 3 up to 8 mm |
| HRS 46F40 pickled & oiled | 3 up to 8 mm |
| HRS CorTen A | 3 up to 5 mm |
| CRS CorTen A | 1,5 up to 2 mm |
| AlMg3 EN AW 5754 h211 | 1 up to 8 mm |
| AlMg3 ENAW5754 h211 1sc | 1 up to 3 мм |
| Sendzimir DX51+Z275 | 0,75 up to 4 mm |
| Zincor St12 ZE25/25-03 | 0,8 up to 3 mm |
| Brass CuZn37 HH | 1 up to 3 mm |
| Magnelis S250 + ZM310 | 1 up to 4 mm |
| Materiaal | Dikte |
|---|---|
| AISI304L 2B | 0,8 up to 6 mm |
| AISI304L 2B 1s coated | 1 up to 3 mm |
| AISI304L 240Si grit 1s coated | 2 mm |
| AISI304L 320Si grit 1s coated | 1 up to 4 mm |
| AISI316L 2B | 1 up to 5 mm |
| AISI316L 320Si grit 1s coated | 1 up to 3 mm |
| AISI430 240 grit 1s coated | 1 mm |
| AISI430 finish 2R | 1 mm |
AISI 1. 4003 CR finish 2B 4003 CR finish 2B | 1, 5 до 2 мм |
| AISI 1,4003 HR.0325 AISI304L 2B | 3 up to 5 mm |
| AISI316L 1D | 6 mm |
| HRS 14 HR pickled & oiled | 8 mm |
| HRS 46F40 | 6 мм |
| HRS 46F40 протравленный и промасленный | 6 мм |
| AlMg3 EN AW 5754 h211 903 мм0354 |
Столкновение с инструментами/машинами
Способность манипулировать материалом во многом зависит от используемых инструментов. Для создания U-образных профилей 247TailorSteel использует специальные D-образные инструменты. Во избежание переутомления инструментов инструменты D10 используются для гибки U-образных профилей до 5 мм для стали и до 4 мм для нержавеющей стали. Сталь 8 мм, нержавеющая сталь 6 мм и высокопрочная сталь 6-8 мм гнутся с помощью инструмента R-10. Однако существует предел возможного соотношения ширины и высоты U-образной формы. См. рисунки ниже, чтобы определить возможное соотношение ширины и высоты.
Сталь 8 мм, нержавеющая сталь 6 мм и высокопрочная сталь 6-8 мм гнутся с помощью инструмента R-10. Однако существует предел возможного соотношения ширины и высоты U-образной формы. См. рисунки ниже, чтобы определить возможное соотношение ширины и высоты.
Вид на сторону штампа J-10
Вид на сторону штампа D-10
Вид на сторону штампа R-10
Передний вид марки
.
Во избежание столкновения с машиной максимальная высота коробчатых изделий составляет 230 мм.
Большие/конические радиусы
Большие или конические радиусы должны поставляться сегментами.
Изделия с таким радиусом изгибаются поэтапно, при этом расстояние между изгибами должно удовлетворять правилу «минимальной длины полки».
Если радиус сгибается конически с использованием нескольких последовательных настроек, то линии сгиба, которые встречаются в «точке», не могут быть отображены как перекрывающиеся.
Минимальная ширина изгиба
Наши самые узкие инструменты имеют ширину 20 мм. Для таких изгибов, как на изображении ниже, это необходимо учитывать. Вот почему должно быть достаточно места для формы, чтобы выполнить изгиб.
Для того, чтобы согнуть настройки (в углы), как показано ниже, необходимо сделать надрез, как показано красными линиями.
Ширина этого разреза должна быть не меньше ширины устанавливаемой стороны.
Минимальное расстояние между 2 настройками
Стороны, которые должны быть установлены (углы), не могут быть проведены полностью друг против друга из-за наших допусков.
Рекомендуем:
- Толщина листа до 3 мм, расстояние между ними 0,5 мм;
- Толщина листа от 4 до 6 мм, расстояние между ними 1 мм;
- Толщина листа от 7 до 8 мм, расстояние между ними 1,5 мм.
Всегда учитывайте зазор не менее 0,5 мм между установочной стороной и стороной, которая останется плоской.
Упорные планки
Чтобы иметь возможность обрабатывать продукт, нам нужна стоп-линия длиной не менее 10 мм, параллельная краю, см. пример.
Если невозможно создать прямую стоп-линию, мы также можем добавить ребра. выступы на расстоянии не более 40 мм друг от друга (один упор) или не менее 200 мм друг от друга (два упора). см. изображение.
Подшивка
247TailorSteel не подшивает.
Changelog
| Date | Change Type | Description |
|---|---|---|
| 13/11/2018 |
| Updated bending information |
| 26/ 06/2018 |
| Обновленная информация о изгибе |
| 09.02.2017 |
| Страница опубликована |
Woodward Fab
Изготовление листового металла включает в себя различные процессы, облегчающие придание металлу необходимой формы и размера. Обработка с ЧПУ уже давно используется для формовки и структурирования металлов. Это может включать удаление заусенцев, формование, резку, изгиб и многие другие процессы в зависимости от требований. Гибка листового металла может быть сложной задачей, когда речь идет о гибке труб или цилиндрических стержней. Кроме того, в зависимости от требуемого количества, это может быть повторяющаяся задача, которая также требует точности. Несмотря на то, что технологии развились, чтобы решить эти проблемы, связанные с качеством изготовления, используемые материалы и инструменты должны быть точными, чтобы можно было добиться идеального изгиба листового металла. Этот пост предлагает несколько советов по гибке листового металла.
Процесс гибки придает металлу новую форму, которая может либо стать самостоятельным продуктом, либо использоваться в качестве компонента конечного продукта. Независимо от того, какую технологию вы используете, рассматриваемые материалы, качество станков и инструментов, а также фактор смазки являются наиболее важными элементами, когда речь идет о точности и качестве в любом процессе изготовления листового металла. Вот несколько советов и указателей, которые могут быть полезны для получения правильного изгиба:
Независимо от того, какую технологию вы используете, рассматриваемые материалы, качество станков и инструментов, а также фактор смазки являются наиболее важными элементами, когда речь идет о точности и качестве в любом процессе изготовления листового металла. Вот несколько советов и указателей, которые могут быть полезны для получения правильного изгиба:
- Изгиб может быть достигнут с использованием различных методов в зависимости от используемого материала и требований. Это включает воздушную гибку, ротационную гибку, гибку валков, чеканку и так далее.
- Тип изгиба выбирается в зависимости от требуемой формы. Например, гибка валком используется для изогнутых форм, а гибка эластомера используется для чувствительных или хрупких материалов любой формы. Он также используется на гладких или обработанных поверхностях.
- Для изгибов со смещением нестандартной формы используется изгиб с уступом.
- Листогибочные прессы используются для воздушной гибки или чеканки для получения требуемой точности.

- Для гибки обычно используются медь, алюминий, нержавеющая сталь, углеродистая сталь, латунь или сплавы любого из этих металлов.
- Изгиб труб и трубопроводов может быть сложной задачей. Этого можно достичь с помощью серводвигателя и процесса трехточечной гибки.
- Для достижения точности при гибке труб необходимо знать физические свойства используемого материала. Это включает в себя тип металла, толщину его стенки, размер или длину трубы или трубки, внутренний и внешний диаметр и радиус центральной линии.
- Во избежание повреждений также важно знать допуск на толщину стенки или верхний предел.
- Важно знать радиус изгиба, чтобы труба не сжималась и не растягивалась при приложении давления.
- Когда для гибки используются листогибочные прессы, металлическая труба или труба пружинят, увеличивая тем самым радиальный рост.
- Обычно трубка из твердого материала имеет небольшой центральный радиус.
- Чем сильнее пружинит трубка, тем больше будет радиальный рост.

- В сварных трубах, если стыки не выровнены должным образом, это может повлиять на форму или округлость трубы.
- В некоторых случаях труба или труба могут удлиняться при изгибе. Хотя металл будет сопротивляться удлинению, округлость внешней поверхности может измениться, что сделает ее немного овальной. Некоторое удлинение может быть приемлемым в некоторых случаях, но это повлияет на точность готовой детали.
- Для достижения максимальной точности ваши инструменты должны быть подходящими и хорошего качества. Итак, убедитесь, что у вас есть обновленный и поддерживаемый инструментарий.
- Убедитесь, что у вас есть как твердые, так и мягкие наборы большинства инструментов. Например, для твердых заготовок потребуется мягкая оправка и наоборот.
- Для достижения нужной точности гибки сварка должна быть на должном уровне без каких-либо проблем в соединениях.
- То, как вы размещаете и используете инструменты во время гибки, имеет большое значение.
 Например, поместите матрицу стеклоочистителя под нужным углом. То же самое относится и к зажимной матрице; она должна быть намного длиннее диаметра трубы. Он должен зажимать заготовку, не искажая ее форму. Таким образом, когда зажимная матрица достаточно длинная, давление, оказываемое зажимом, равномерно распределяется по заготовке.
Например, поместите матрицу стеклоочистителя под нужным углом. То же самое относится и к зажимной матрице; она должна быть намного длиннее диаметра трубы. Он должен зажимать заготовку, не искажая ее форму. Таким образом, когда зажимная матрица достаточно длинная, давление, оказываемое зажимом, равномерно распределяется по заготовке. - Матрицы и оправки грязесъемников должны быть надлежащим образом смазаны, чтобы избежать трения. Вы можете использовать синтетические смазки, которые доступны на рынке в виде геля или пасты.
- Вы должны обновить свои станки с ЧПУ до тех, которые имеют несколько осей. Для гибки вам может потребоваться инструментальное пространство на станке и до 10 осей.
Вы ищете
надежный производитель инструментов для изготовления, который поймет ваши требования
и предложить вам удивительную точность и качество в оговоренные сроки? Если
да, вы можете связаться с опытными производителями листового металла, такими как
Вудворд Фаб. У них есть огромная линейка продуктов, таких как ролики, гибочные станки,
инструменты для стрижки и т.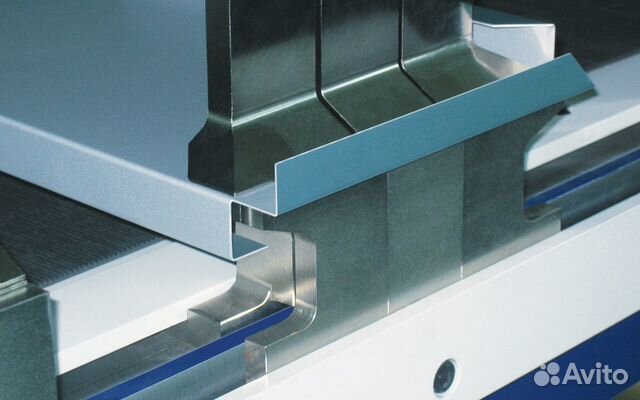 д., которые могут удовлетворить ваши требования. Woodward Fab — один из
д., которые могут удовлетворить ваши требования. Woodward Fab — один из
ведущих поставщиков и производителей высококачественного листового металла на заказ
производственные инструменты и ручные инструменты, необходимые в различных отраслях промышленности.
Самый продаваемый листогибочный пресс:
Связанный пост:
Как эффективно использовать штампы Dimple?
Профилегибочное Против. Листогибочный пресс — какой из них выбрать для вашего следующего производственного процесса?
Полное руководство по эффективной пробивке отверстий в листовом металле
Способы предотвращения распространенных ошибок при гибке листового металла
Как защитить листогибочный пресс, чтобы предотвратить опасности?
Гибка листового металла, изготовление листового металла
Основы гибки листового металла, которые вы должны знать
Кусок листового мяса можно согнуть рукой. Однако это может произойти только в том случае, если листовой металл тонкий. Кроме того, вы можете использовать инструмент для обработки сложных заданий. Наиболее распространенным оборудованием, которое многие используют для гибки, являются тормоза. Листовой металл всегда полезен для различных работ, поскольку он более гибкий в работе. Вам требуется всего несколько основных инструментов для выполнения конкретной задачи. Здесь, в этой статье, мы поделимся несколькими советами, которые вы можете применить, чтобы получить профессионально выглядящий изгиб.
Однако это может произойти только в том случае, если листовой металл тонкий. Кроме того, вы можете использовать инструмент для обработки сложных заданий. Наиболее распространенным оборудованием, которое многие используют для гибки, являются тормоза. Листовой металл всегда полезен для различных работ, поскольку он более гибкий в работе. Вам требуется всего несколько основных инструментов для выполнения конкретной задачи. Здесь, в этой статье, мы поделимся несколькими советами, которые вы можете применить, чтобы получить профессионально выглядящий изгиб.
Содержание
- 1 Тип изгибающего материала
- 2 Методы изгиба
- 2,1 V-сгибания
- 2,2 Air Bending
- 2.3. Изгиб
- 3 Как защитить поверхность
- 4 Когда использовать тормоз
- 5 В заключение
Тип изгибаемого материала
Правда в том, что некоторые конкретные материалы более податливы, чем их аналоги. Под этим мы подразумеваем, что они легко сгибаются. Наоборот, другие типы материалов могут ослабнуть или треснуть в процессе гибки.
Под этим мы подразумеваем, что они легко сгибаются. Наоборот, другие типы материалов могут ослабнуть или треснуть в процессе гибки.
Рассмотрим примеры ниже:
Мягкая сталь: Материалы ковкие. Интересно, что вы также можете согнуть его на морозе без каких-либо заметных проблем.
Пружинная сталь: Полностью отожженная. Когда вы получите желаемую форму, вам также придется нагревать для лучшего результата.
Латунь: Процентное содержание цинка в этом сплаве влияет на его гибкость. Например, если сплав имеет высокое содержание цинка, он будет менее пластичным. Простых изгибов всегда легко достичь. Пользователю может потребоваться резервное тепло для выполнения сложных изгибов.
6061 Алюминий : Пользователю может потребоваться отжечь этот алюминий, чтобы получить надлежащий изгиб. Холодное изгибание приведет к растрескиванию; поэтому этот материал плохо гнётся.
Бронза: Материалы бывают жесткими, поэтому могут треснуть. Вы можете приложить больше тепла, если хотите улучшить формуемость.
5052 Алюминий: Этот металл легко гнется и с ним легко работать. Вы также забудете о взломе. Было бы полезно, если бы вы избегали постоянного разгибания, так как позже он может сломаться.
Медь: Металл очень ковкий. Он легко согнётся.
Титан: Это прочный материал, который может сломать ваш гибочный инструмент. Вы можете использовать больший радиус изгиба для достижения лучших результатов. Интересно, что пользователю приходится сильно сгибать его, чтобы он мог вернуться в желаемую форму.
Методы гибки
Существует несколько методов гибки листового металла. У каждого метода есть свои плюсы. Единственная проблема заключается в том, как сделать точные изгибы, которые повысят удобство использования. Если вы остановитесь на более простых методах, вам, возможно, не потребуются сложные инструменты для получения аналогичных результатов.
Если вы остановитесь на более простых методах, вам, возможно, не потребуются сложные инструменты для получения аналогичных результатов.
V-образная гибка
V-образная гибка является наиболее популярной техникой гибки. В этом методе есть и другие подгруппы, такие как чеканка, дно и гибка на воздухе. Около 90% всех работ по гибке будет связано с гибкой дна и воздушной гибкой.
Воздушная гибка
Воздушная гибка использует V-образную нижнюю матрицу и пробойник. Радиус изгиба определяется профилем пуансона. Глубина хода определяет угол изгиба. Рабочий может отрегулировать глубину хода на машине.
Как пользователь, вы должны разрешить адекватное открытие нижнего штампа. Было бы лучше, если бы вы также приняли во внимание радиус изгиба и толщину материала. Как правило, нижняя матрица должна быть как минимум в 7-12 раз толще материала. Такая конструкция гарантирует долгий срок службы вашего гибочного инструмента.
Днище
Днище также использует V-образный нижний штамп и пуансон. В этом случае пуансон будет прижимать требуемые материалы к внутренней поверхности нижней матрицы. Угол нижнего инструмента определяет угол изгиба.
Если вы хотите добиться большей точности, вы можете использовать этот метод. Кроме того, он имеет меньшую пружинистость по сравнению с методом воздушной гибки.
Использование тепла для толстых и тяжелых изгибов
Тепло необходимо для двух важных аспектов. Они отжига и горячей штамповки. Некоторые металлы, такие как алюминий 6061 и пружинная сталь, нуждаются в этих процессах, поскольку они не трескаются в процессе гибки.
Отжиг
Это процесс размягчения металла, чтобы сделать его более ковким. Процесс обычно удобен как для стали, так и для алюминия.
Горячая гибка
Процесс довольно прост. Вам может понадобиться только нагреть металл, пока он не станет раскаленным докрасна. В результате вы можете согнуть его до желаемой формы. Процесс также сложен для длинных кусков листа. Для небольшого проекта процесс может быть довольно простым.
Вам может понадобиться только нагреть металл, пока он не станет раскаленным докрасна. В результате вы можете согнуть его до желаемой формы. Процесс также сложен для длинных кусков листа. Для небольшого проекта процесс может быть довольно простым.
Как защитить поверхность
Упражнение по изгибу металла приведет к множеству царапин. Как пользователь, вы должны предпринять дополнительные шаги для защиты поверхности металла. Вы можете легко наклеить малярную ленту на поверхность, где, по вашему мнению, она может соприкоснуться с твердым материалом.
Если металл продолжает царапаться, можно наклеить еще малярных лент. Вы также можете использовать деревянные блоки, чтобы получить лучшие результаты.
Когда использовать тормоз
Вы можете использовать тормоз для достижения самых чистых изгибов. Тормоз позволит пользователю сгибать листовой металл в непрерывном движении без какой-либо угрозы деформации.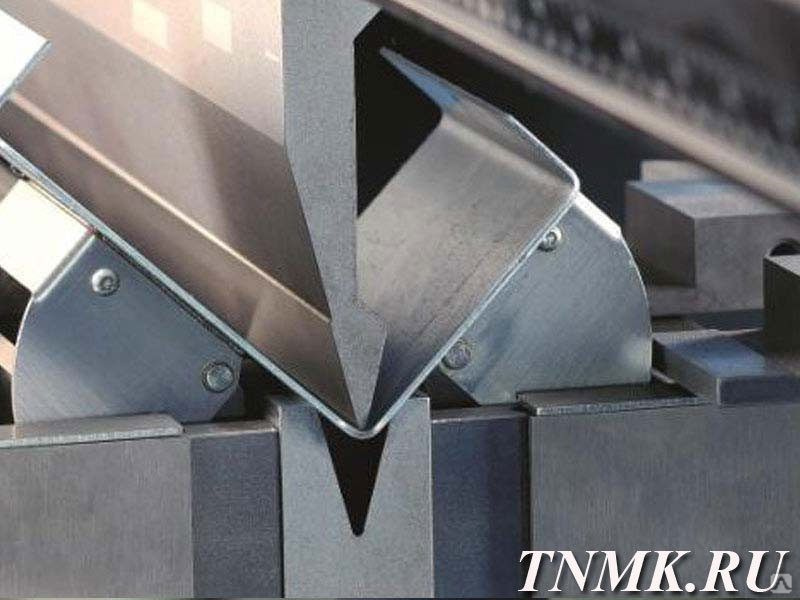 Если в вашем гараже нет этого инструмента, купите его на Amazon или в ближайшем магазине.
Если в вашем гараже нет этого инструмента, купите его на Amazon или в ближайшем магазине.
Если вы не можете позволить себе более дешевый, не волнуйтесь. Есть и другие тормоза для проката. Они недороги в управлении, а их условия выгодны для кармана. Тормоз — жизненно важный инструмент в вашем гараже, который поможет вам выполнить множество задач.
В заключение
Работа с различными металлами требует дополнительных навыков. Вам нужно будет понять их свойства, поскольку вы используете их правильно для достижения конкретной цели.
В связи с этим сгибание листа потребует от вас использования правильных инструментов. Кроме того, вам также следует обработать некоторые металлы, чтобы получить желаемые изгибы. Весь процесс гибки листового металла пройдет легко, если соблюдать меры безопасности.
Этот пост содержит ответы на некоторые вопросы, если вы ищете важные советы о том, как следует сгибать простыню.
