Как из сварочного аппарата сделать точечную сварку: Точечная сварка своими руками из аккумулятора и сварочника
Содержание
Точечная сварка своими руками из инвертора
Точечную сварку можно встретить не только на производстве, но и в бытовых условиях. Преимущества выбора такого вида сварки заключается в ее надежности. Данным способом крепления легко соединить разноуглеродные стали, цветной металл. При этом, можно строить практически любые конфигурации и совмещения с металлами.
Позволяет создавать изделие под любые фантазии и потребности.
Спектр применения
Чаще всего, точечная сварка получила широкое применение в ремонте кабелей и бытовой техники. Точечная сварка позволяет производить ремонт аккумуляторов и других мобильных переносных устройств.
Технология сварки
Технология сварки аккумуляторов достаточно проста, пример можно посмотреть по видео ниже.
Весь процесс сварки заключается в нагреве рабочей металлической поверхности до пластичного состояния. В таком состоянии изделия легко деформируются и соединяются.
В таком состоянии изделия легко деформируются и соединяются.
Для обеспечения качества требуется постоянное проведение процесса плавления. Непрерывность и определенная скорость рабочего темпа, сила нажатия являются ключевыми в работе. В дальнейшем эти параметры характеризуют качество изделий.
Основой принципа работы данной сварки служит преобразование электрической энергии в тепловую. Под воздействием тепла металлическая поверхность подвергаются плавлению.
Контакт электродов следует помещать в местах соединения 2 рабочих поверхностей деталей, необходимых для закрепления.
Застывание расплавленной массы происходит в момент отключения тока. Тем самым, исключается эффект растекания поверхности швов. Поэтому, данный вид сварки носит название точечный.
Клещи
Присоединение частей деталей осуществляется за счёт закрепления поверхности при помощи специальных клещей. Которые, подразделяются на подвесные и ручные.
- Подвесные.
 Получили широкое применение в условиях завода и промышленных предприятий, подлежат многократному использованию.
Получили широкое применение в условиях завода и промышленных предприятий, подлежат многократному использованию. - Ручные. Основной функцией служит передача электротока на электроды.
Ряд преимуществ
- Высокая скорость работы;
- Наивысшая степень электробезопасности;
- Обеспечение качественного соединения;
- Изготовить устройство для сварки можно в ручную.
Технический процесс
Вся система построена на элементарной передаче тепла в целях плавления металла в местах закрепления. На качество сварки может повлиять плохая очистка поверхности, видимые окислы.
Ознакомиться с техпроцессом можно по ссылке на видео.
Пользуясь законом теплопроводности, следовало бы учитывать этот параметр для большинства распространенных металлов. Параметры теплопроводности для некоторых из них представлены ниже в таблице.
Наименование металла | Температура плавления, Сᵒ |
Железо (низкоуглеродистая сталь) | ~1400 |
Медь | ~690 |
Алюминий | ~430 |
Цинк | ~1120 |
Электроды должны тоже соответствовать некоторым параметрам:
- Теплопроводность;
- Электропроводимость;
- Механическая прочность;
- Скорость обработки.
Электроды недолговечны и требуют бережного отношения. При постоянном воздействии температурного режима, необходимо прерываться. Данная возможность позволяет остыть электродам и свариваемой поверхности. Таким образом, продлевается ресурс электродов.
Диаметр электродов влияет на характеристику силы тока, а соответственно и на качество шва. Диаметр сечения электрода подбирается исходя из толщины рабочей поверхности. Электрод должен быть приблизительно в два раза толще закрепляемых изделий.
Контактная сварка
Контактная сварка позволяет проводить работы в обычных домашних условиях. Но, чаще всего, этот способ широко применяется в промышленности.
Видео по теме контактная сварка своими руками.
Заводы-изготовители позаботились о том, чтобы домашних условиях не присутствовали громоздкие аппараты по точечной сварке. Уже давно придуманы компактные мобильные устройства. Их предназначение заключается в ремонте домашней бытовой техники.
Такое устройство получило название споттер. Устройство оснащено двумя выводами, предназначенными для закрепления одного из них к рабочей поверхности изделия. Второй же вывод подводится к электроду.
Второй же вывод подводится к электроду.
В данной конфигурации в клещах нет необходимости. Источник тока должен располагаться на достаточно близком расстоянии от места проведения работ.
Не стоит обращать на малогабаритное устройство, она достаточно функционально для своего размера.
Наиболее простые устройства используют однофазный ток. Но надеяться на то, чтобы закрепить деталь более одного миллиметра не стоит. Закрепление более сложных деталей производится с привлечением дополнительного трансформатора.
Стоимость
Стоимость споттеров достаточно невелика. В самой дорогой категории находятся инверторные.
Как правило, бытовые устройства не требует больших мощностей. Поэтому, можно обойтись и самодельным аппаратом.
Точечная сварка отличается своим качеством шва. В большинстве случаев, чтобы его разрушить требуется применение серьезных механических воздействий. Чаще всего, для этого используются сверла.
Схема аппарата
Если существует такая потребность, есть желание сделать устройство самому, то собрать его вполне возможно в домашних условиях.
Размеры аппарата по точечной сварке зависит, прежде всего, от потребностей. Наиболее удобными выступают устройства со средними габаритами.
Рисунок. Схема сварочного аппарата по точечной сварке.
Работа устройства заключается на принципе Ленца-Джоуля. Требования физического закона гласит, что проводник должен вырабатывать тепло в количестве равным пропорции с сопротивлением проводника, а также квадратом тока и затраченного времени.
К такому схемному решению обязательна установка выпрямительного моста. Через тиристорный мост происходит заряд конденсатора. Первый тиристор выступает в качестве катода.
Конденсаторный блок является своеобразной защитой и служит в качестве высвободителя тока. Создается принцип качели, постоянная зарядка и разрядка конденсаторов. Данный принцип позволяет создавать эффект точечной пайки. Шов равномерно и своевременно остывает, не позволяя расплываться металлу.
Для увеличения мощности в схему, также добавляются дополнительный тиристор с реле выключения.
Самодельный аппарат
Важной деталью сварочного аппарата служит трансформатор. Минимальное значение по мощности должно составлять 750 Вт.
Видео по созданию собственноручного устройства.
Создать устройство можно при помощи инвертора. Прежде чем, приступать к цели, необходимо обладать некоторыми навыками в области электротехники.
Более простой считается схема с использованием трансформатора взамен инвертора. Но такие устройства недостаточно мощные, чтобы производить работы с металлами достаточной толщины более 1 мм.
Шаги создания устройства
- Извлечь трансформатор из ненужной микроволновки;
- Избавиться от вторичной обмотки, креплений, шунтов;
- Произвести вторичную обмотку более толстым проводом, чем в первичной;
- Проверить собранное устройство на утечку тока;
- Утечки устранять изоляцией при помощи ленты;
- Проверить силу тока.
 Значение должно быть не более 2 кА.
Значение должно быть не более 2 кА.
В качестве наконечников или электродов более всего подходит медный провод значительной толщины. Наконечники затачиваются и закрепляются.
Далее необходимо установить тумблер выключателя. Трансформатор следует закрепить к основанию. Для защиты устанавливается заземление. Соединения должны быть изолированы.
Контактная сварка своими руками из инвертора
Довольно часто возникает потребность в проведении сварочных работ в домашних условиях. Как правило, это небольшие объемы, выполняемые от случая к случаю. Поскольку сварочные аппараты заводского изготовления стоят очень дорого, многие мастера предпочитают изготавливать их различными способами из подручных материалов. Неплохим вариантом заводского аналога считается контактная сварка своими руками из инвертора, обеспечивающая высокое качество работ за сравнительно низкую себестоимость.
Содержание
Устройство и принцип работы контактной сварки
Принцип действия любого точечного сварочного аппарата заключается в нагревании электротоком в определенных местах металлических деталей, их последующем расплавлении, смешивании между собой и застывании. В результате, в местах застывания обоих металлов образуется сварочный шов. В процессе работы обе детали надежно сжимаются и фиксируются электродами, на которые подается электрический ток.
В результате, в местах застывания обоих металлов образуется сварочный шов. В процессе работы обе детали надежно сжимаются и фиксируются электродами, на которые подается электрический ток.
Для выполнения контактной сварки в домашних условиях потребуются мощные источники питания, что может привести к перегреванию и выходу из строя бытовой электропроводки. В связи с этим рекомендуется заранее проверить состояние проводки и заменить ее, если это необходимо.
При выполнении точечной сварки две заготовки соединяются между собой по прилегающим краям. Данный способ очень эффективен для работы с небольшими деталями, тонкими металлическими листами и прутками, диаметром до 5 мм.
Соединение поверхностей выполняется одним из трех способов:
- При использовании метода оплавления все детали, предназначенные для сварки, соединяются и нагреваются действием электрического тока до их расплавления. Данная технология широко используется в работе с цветными металлами, низкоуглеродистыми сталями, латунными и медными заготовками.
 В других областях этот метод применяется крайне редко из-за высоких требований к температурному режиму и отсутствию примесей в местах соединений. Точно так же работает и самодельная контактная сварка из сварочного аппарата.
В других областях этот метод применяется крайне редко из-за высоких требований к температурному режиму и отсутствию примесей в местах соединений. Точно так же работает и самодельная контактная сварка из сварочного аппарата. - Непрерывная сварка заготовок методом оплавки выполняется с применением сварочных клещей. Соединение деталей происходит в момент включения тока. После оплавления краев монтируемых деталей, выполняется их осадка, а подача тока прекращается. Данным способом свариваются тонкостенные трубопроводы и заготовки с различной структурой. Основным недостатком этого метода является вероятность вытекания металла из сварочного шва и появление угарного газа.
- Третий способ представляет собой прерывистую оплавку, при выполнении которой обеспечивается поочередное плотное или ослабленное соприкосновение заготовок. Сварочная линия замыкается в области соединения зажимными клещами до поднятия их температуры к отметке 950 градусов. Данный метод применяется, если мощность сварочного устройства изначально недостаточна для выполнения непрерывной оплавки.

Подготовка деталей и сборка точечной сварки
Стандартная конструкция контактного сварочного аппарата состоит из силовой части, автоматического выключателя и защитного устройства. В свою очередь силовая часть включает в себя сварочный трансформатор и тиристорный пускатель, с помощью которых подключается первичная обмотка. Весь инвертор целиком не понадобится для самодельного сварочного аппарата, из него необходимо лишь взять основные детали. Это трансформатор с блоком питания, система управления и выключатель.
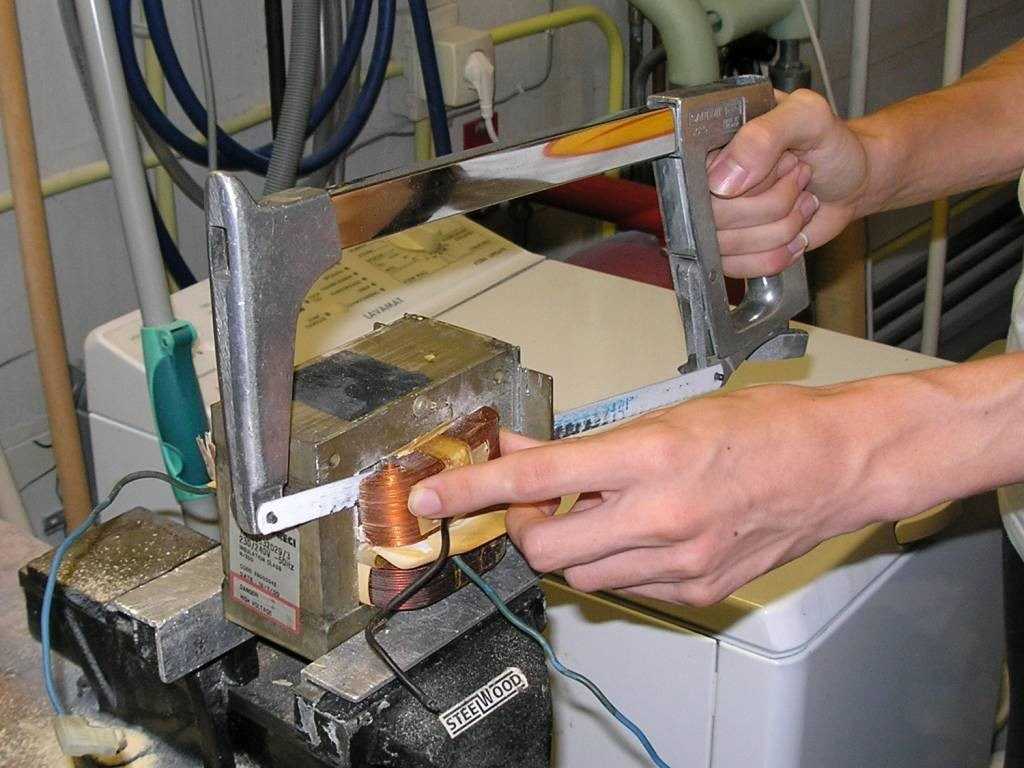
При изготовлении точечной сварки в первую очередь с трансформатора нужно снять вторичную обмотку, поскольку она совсем не используется во время работы. Главное при снятие обмотки – сохранить в целость первичной обмотки. Вместо удаленной вторичной обмотки накладывается другая, сделанная из толстого медного провода, сечением примерно 2-3 см. Затем она обматывается изоляционной бумагой и покрывается лаком с целью дополнительной изоляции и фиксации.
Затем проверяется направление каждой обмотки с помощью обычного вольтметра. Во вновь созданной цепи не должно быть коротких замыканий. После этого определяется сила тока. Данная процедура является обязательной для всех подобных устройств с двумя и более обмотками. Значение силы тока не должно быть более 2-х килоампер. В случае превышения установленного уровня, ее необходимо уменьшить.
Во вновь созданной цепи не должно быть коротких замыканий. После этого определяется сила тока. Данная процедура является обязательной для всех подобных устройств с двумя и более обмотками. Значение силы тока не должно быть более 2-х килоампер. В случае превышения установленного уровня, ее необходимо уменьшить.
Во время подготовки трансформаторной катушки и наматывания вторичной обмотки рекомендуется соблюдать обязательные правила. Для расчета количества витков можно воспользоваться формулой N = 50/S, в которой N является количеством витков, а S – площадью сердечника (см2). Ускорить вычисления поможет онлайн калькулятор расчета катушки индуктивности. Поскольку в конструкции применяются детали от инвертора, то вначале определяются параметры первичной катушки, производятся необходимые расчеты и только потом можно изготавливать вторичную обмотку.
Следует обратить внимание на заземление обеих обмоток. Это связано с высокой мощностью получаемого тока, который может оказаться смертельно опасным при контакте с деталями, находящимися под напряжением. Наряду с тщательной изоляцией, большое значение имеет плотная укладка витков. Иначе могут возникнуть межвитковые замыкания и провода перегорят в результате перегрева. Необходимо позаботиться и об охлаждении трансформатора. Вполне возможно потребуется устанавливать дополнительную систему охлаждения, в состав которой входят радиаторы, обдуваемые вентиляторами.
Наряду с тщательной изоляцией, большое значение имеет плотная укладка витков. Иначе могут возникнуть межвитковые замыкания и провода перегорят в результате перегрева. Необходимо позаботиться и об охлаждении трансформатора. Вполне возможно потребуется устанавливать дополнительную систему охлаждения, в состав которой входят радиаторы, обдуваемые вентиляторами.
Дополнительные элементы сварочного аппарата
Следующим этапом после изготовления трансформатора будет изготовление контактных клещей. От качества их изготовления во многом зависит, как станет работать контактная сварка из инвертора. Конструкция клещей выбирается в зависимости от специфики будущих сварочных работ. Захватное устройство изготавливается в соответствии с системой привода и размерами соединяемых деталей.
Важнейшей деталью клещей считаются контактные наконечники. Можно использовать медные наконечники от паяльника или приобрести уже готовые изделия. Следует учитывать и то, что они не должны плавиться во время работы, поэтому для их изготовления должен применяться тугоплавкий металл. Обычно используются прутки диаметром около 15 мм. Диаметр подключаемого кабеля всегда меньше диаметра наконечников.
Обычно используются прутки диаметром около 15 мм. Диаметр подключаемого кабеля всегда меньше диаметра наконечников.
Провода соединяются с электродами с помощью обычных медных наконечников. Непосредственное соединение осуществляется болтами или пайкой, что значительно снижает вероятность окисления в местах контактактов. Пайка чаще всего используется в маломощных аппаратах, позволяя исключить неправильные соединения, вызывающие нарушения тока на выходе устройства.
Основным преимуществом болтовых соединений является возможность быстрой замены деталей, вышедших из строя, без проведения дополнительных работ по пайке. Все болты и гайки должны быть медными. Если же предполагается накладывать соединительные швы с большой протяженностью, в этом случае наконечники оснащаются специальными роликами.
После изготовления клещей наступает время для решения не менее сложной задачи – обеспечение необходимого давления электродов в точке сваривания деталей. Основная сложность связана с тем, что вручную невозможно создать высокое и равномерное давление. Если другие варианты не рассматриваются, то лучше всего изначально отказаться от изготовления точечной сварки из инвертора, потому что эффективность такого аппарата будет крайне низкой.
Если другие варианты не рассматриваются, то лучше всего изначально отказаться от изготовления точечной сварки из инвертора, потому что эффективность такого аппарата будет крайне низкой.
В промышленности эта проблема успешно решается путем использования усилителей на основе пневматических или гидравлических систем. В домашних условиях изготовить такие приспособления практически невозможно. Для самодельной точечной сварки лучше всего подойдет система, работающая на сжатом воздухе, которая приводится в действие обычным пневматическим компрессором. Наиболее оптимальным максимальным показателем, необходимым для нормальной работы, будет усилие на концах электродов, составляющее 100 кг и более. Изменение давления происходит с помощью отдельного регулятора, который может быть встроен и в общую систему управления.
На завершающем этапе сборки контактной сварки из инвертора остается лишь смонтировать всю систему. Для монтажа рекомендуется воспользоваться уже готовыми элементами, что существенно упрощает сборку и улучшает эксплуатационные характеристики. Все недостающие детали находятся в инверторе, из которого уже был взят трансформатор.
Все недостающие детали находятся в инверторе, из которого уже был взят трансформатор.
Что это? И как это работает?
Точечная сварка обычно используется для сварки листового металла. Это простой процесс, но есть много причин, по которым что-то может пойти не так, если у вас нет опыта точечной сварки.
Эта статья расскажет вам об основах процесса точечной сварки и о том, как он работает, о типичных применениях, подходящих материалах и типичных проблемах, с которыми вы можете столкнуться.
Что такое точечная сварка?
Электроды медные для точечной сварки
Точечная сварка — это процесс сварки сопротивлением, используемый в основном для сварки двух или более металлических листов вместе. Это достигается приложением давления и электрического тока к зоне точечной сварки. Необходимое тепло вырабатывается внутренним сопротивлением металла электрическому току.
Это достигается приложением давления и электрического тока к зоне точечной сварки. Необходимое тепло вырабатывается внутренним сопротивлением металла электрическому току.
Электрический ток и давление подаются электродами из медного сплава, наконечники которых расположены на противоположных сторонах металлических деталей. Вырабатываемое тепло плавит металл, в то время как давление электродов сжимает расплавленный металл, образуя сварной шов.
Это называется точечной сваркой, потому что этот метод сварки создает крошечный точечный сварной шов, который выглядит как точка. Сварной шов, созданный между медными электродами, также иногда называют самородком.
Для чего используется точечная сварка?
Роботизированная точечная сварка для сборки каркаса кузова автомобильной детали
Точечная сварка используется для соединения электропроводящих металлических листов и проволочных сеток. Обычно он используется для сварки тонких металлов, но толщина более 1 дюйма возможна только при использовании специального оборудования для тяжелых условий эксплуатации.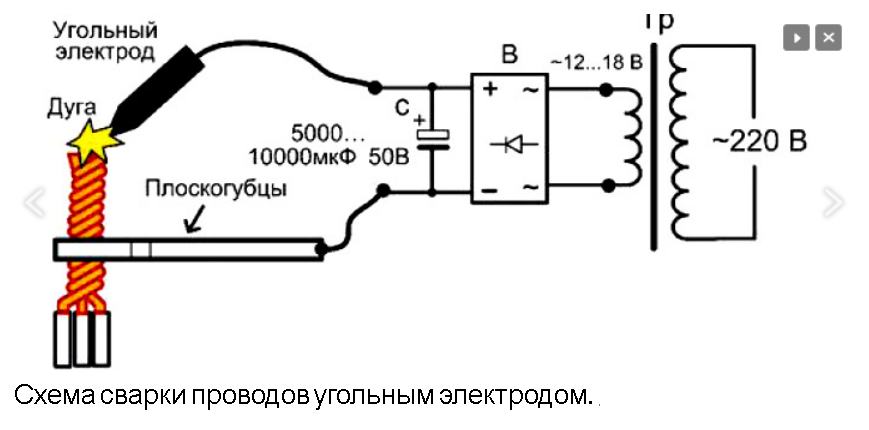
В основном используется для производства автомобилей. У одного автомобиля обычно более 1000 точечных сварных швов на панелях кузова. С помощью роботов для точечной сварки это делается за считанные секунды. Но мастерские по обработке листового металла используют менее изощренные методы при работе с кузовом автомобиля.
Точечная сварка сопротивлением также используется в таких отраслях, как аэрокосмическая, железнодорожная, обрабатывающая, электронная, строительная, аккумуляторная и других. Почти повсеместно роботы для точечной сварки завершают этот процесс сварки в промышленных условиях.
Ручной аппарат для точечной сварки является полезным дополнением к любому сварочному цеху. Хотя он не автоматизирован, он может помочь вам создавать сложные формы с меньшими усилиями по сравнению со сваркой TIG или MIG. Кроме того, большинство работ, требующих контактной точечной сварки, трудно выполнить без нее.
Pros
- Точечная сварка сопротивлением позволяет за короткое время передать высокую энергию в сосредоточенное место
- Сваривает любой токопроводящий металл
- Относительно прост в исполнении – снижает требуемые навыки оператора
- Экономит время и усилия по сравнению с другими процессами сварки
- Наилучший метод для достижения надлежащей прочности сварного шва с тонким металлом без прожога
- Доступно множество типов электродов для точечной сварки для сварки различных металлических сплавов
- Обеспечивает быструю и эффективную сварку
- Электроды решают проблему теплопроводности, отводя тепло от места сварки
- Сварка сопротивлением создает контролируемые воспроизводимые сварные швы
- Это проверенный и проверенный временем процесс сварки с большим количеством доступной литературы
- Высокоэффективное использование сварочного тока
Минусы
- Нельзя точечно сваривать металл, если одна сторона недоступна
- Точечная сварка сопротивлением может упрочнить самородок и материал вокруг него, что приведет к трещинам
- Может повлиять на химические и физические свойства металла заготовки.
 Коррозионная стойкость может быть снижена при использовании нержавеющей стали, алюминия и других металлов
Коррозионная стойкость может быть снижена при использовании нержавеющей стали, алюминия и других металлов - Выдает очень маленькое напряжение (1-20В). Таким образом, любое колебание может повлиять на качество точечной сварки
- В зависимости от типа и толщины металла может потребоваться частый ремонт
Как работает точечная сварка?
Давайте рассмотрим процесс точечной сварки, начав с обзора типичного аппарата ручной точечной сварки. Это простой трехэтапный процесс, но он также имеет много переменных, о которых я расскажу ниже.
Основные сведения о точечной сварке
Сердце всех аппаратов для точечной сварки состоит из блока питания и сварочных электродов. Трансформатор увеличивает выходную силу тока примерно до 10-12 000 А, но снижает напряжение где-то между 1-20 В. Цифры будут различаться в зависимости от типа, марки и модели аппарата для точечной сварки.
Типичный переносной аппарат для точечной сварки, который вы, вероятно, будете использовать, также будет включать в себя трансформатор, электрододержатели, электроды, рычаг и баллон давления.
Эти ручные машины имеют меньшую мощность, чем промышленное оборудование для точечной сварки сопротивлением.
Выравнивание заготовок и металлических листов
Перед выполнением первой контактной точечной сварки необходимо выровнять заготовки. Имейте в виду, что возможны деформации и искажения.
Первые несколько точечных сварных швов должны быть расположены стратегически. Если возможно, расположите их так, чтобы одна мешала другой деформировать металл.
Повторное использование листового металла затруднено, если сварной шов смещен. Лучше начинать со свежих металлических кусочков, чтобы заготовка покоробилась.
Применение давления электрода
Далее вы должны выбрать тип электрода и приложить давление к точке, где вы хотите сделать точечную сварку. В большинстве случаев вы можете использовать стандартные медные электроды. Но в зависимости от свариваемого металла может потребоваться использование вольфрамово-медных, вольфрамовых или молибденовых электродов.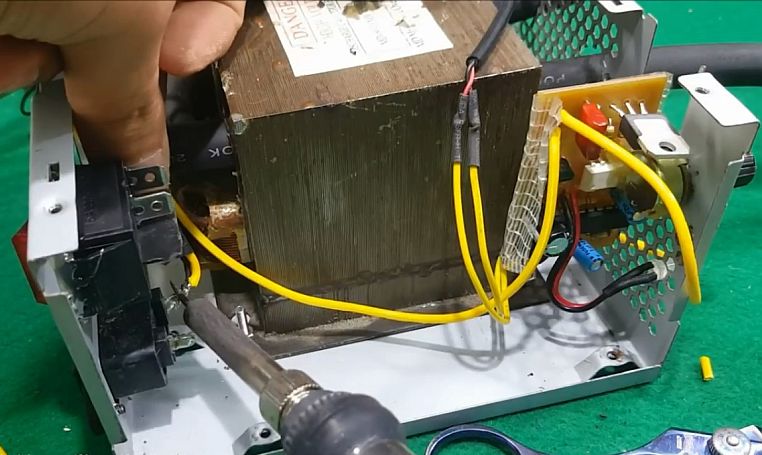
Существуют также медно-хромовые и медно-хромо-циркониевые электроды, применяемые при сварке высоко- и низкоуглеродистых сталей. Стандарт ISO 5182 подробно описывает все электроды для контактной сварки.
После того, как вы точно поместите кончики электродов на металл, вам нужно применить давление. Вы достигаете этого, используя рычаг при работе с переносным аппаратом для точечной сварки.
Пропускание тока через электроды
Щелчок переключателя позволяет току проходить через электроды в металлические детали. Внутреннее сопротивление плавит металл, а давление электродов затвердевает.
Количество тепла, выделяемого металлом, зависит от электрического сопротивления металла, теплопроводности и продолжительности подачи тока. Теплота выражается следующим уравнением:
Q = I2Rt
«Q» — тепло, «I» — ток, «R» — электрическое сопротивление, а буква «t» обозначает продолжительность приложенного тока.
Переменные для точечной сварки
Весь процесс точечной сварки можно изменить, применяя различное давление, электрическую мощность и продолжительность тока. Эти модификации позволяют сваривать разные виды металла, толщину и добиваться разных результатов точечной сварки.
Эти модификации позволяют сваривать разные виды металла, толщину и добиваться разных результатов точечной сварки.
Сила электрода
Сила электрода сжимает металлические листы вместе, и вам придется приложить значительное усилие, чтобы получить качественный сварной шов. Чем сильнее приложенная сила, тем ниже сопротивление из-за лучшего контакта и меньшего выделения тепла. Поэтому, если проект требует более высокого усилия на электроде, вам необходимо увеличить ток, чтобы компенсировать более низкое сопротивление металла.
Типичное усилие составляет около 90 Н на мм2. Однако благодаря «грибовидному» наконечнику электрода на аппарате для точечной сварки площадь поверхности контакта между электродом и листовым металлом увеличивается по мере сварки. Это связано с тем, что поверхность металла будет трансформироваться, чтобы соответствовать форме наконечника электрода, и стороны наконечника также будут соприкасаться с металлом. Таким образом, чтобы сохранить одинаковое усилие электрода на детали во время процесса сварки, вам необходимо постепенно увеличивать приложенное усилие.
Время сжатия
Время сжатия — это интервал между моментом, когда вы прикладываете усилие к электроду, и началом протекания тока. Задержка сварочного тока необходима, потому что она позволяет достичь надлежащего усилия на электроде. Это также помогает при износе электродов, искрении и межфазном вытеснении.
Хотя увеличение времени обжатия улучшает качество точечной сварки, оно увеличивает стоимость точечной сварки. В основном это связано с тем, что это занимает больше времени и приводит к уменьшению количества сварных швов в единицу времени.
Время сварки
Время сварки – это период, в течение которого через металлические детали протекает активный электрический ток. Он рассчитывается с использованием циклов линейного напряжения. Время сварки трудно определить, поскольку оно зависит от реакции точки сварки.
Факторы, которые необходимо учитывать при определении времени сварки:
- Время сварки должно быть как можно короче.
 Это предотвращает проплавление, коробление и защищает электроды
Это предотвращает проплавление, коробление и защищает электроды - При сварке толстого листа должна получиться крупка большого диаметра
- Если ваше оборудование не может обеспечить необходимый сварочный ток и усилие электрода, вы можете компенсировать это увеличением времени сварки до точки
- При сварке листового металла толщиной более 2 мм может потребоваться разделение времени сварки на несколько импульсов во избежание перегрева
.
Время выдержки
Время выдержки необходимо для затвердевания сварного шва. Этот период начинается после окончания времени сварки, а электроды еще приложены к металлу.
Электроды охлаждают сварной шов, отводя тепло от пятна. Не следует перебарщивать со временем выдержки, поскольку слишком большой приток тепла к электродам может ускорить их износ. Кроме того, если свариваемый металл имеет высокое содержание углерода, длительное время выдержки может привести к хрупкости сварных швов.
Точечная сварка различных материалов
Возможна точечная сварка ряда металлов и сплавов. Но для достижения качественных контактных сварных швов требуется особый подход для каждого типа металла.
Углеродистая сталь
Низкоуглеродистая сталь используется во всех процессах сварки, включая контактную точечную сварку. Благодаря высокому электрическому сопротивлению и низкой теплопроводности мягкая сталь идеально подходит для точечной сварки.
Стали с более высоким содержанием углерода (>0,4 %) плохо поддаются точечной сварке. Они имеют тенденцию образовывать твердые и хрупкие микроструктуры при сильном тепловом воздействии. Поэтому требуется специальная термообработка после сварки, чтобы уменьшить вероятность растрескивания. Это делает высокоуглеродистую сталь непригодной для точечной сварки.
Оцинкованная сталь покрыта цинком и требует более высокого электрического тока, чем сталь без покрытия. Это сложная задача для точечных сварщиков, потому что медные электроды быстро разрушаются при контакте с цинковыми сплавами. Электроды приходится часто заменять или «заправлять» резаком. С помощью резака удаляются загрязненные поверхности и изменяется форма электрода.
Электроды приходится часто заменять или «заправлять» резаком. С помощью резака удаляются загрязненные поверхности и изменяется форма электрода.
Нержавеющая сталь
Нержавеющая сталь чувствительна к высоким концентрированным источникам тепла. Но можно точечной сваркой. Существует множество методов и переменных, которые необходимо правильно настроить в зависимости от типа нержавеющей стали, толщины и требований к отделке. При работе с этим металлом всегда полезно получить спецификацию производителя и проверить предлагаемые требования к сварке.
Медно-кобальт-бериллиевые электроды часто используются для точечной сварки нержавеющей стали. Они обеспечивают оптимальную прочность на растяжение и электропроводность.
Алюминий
Алюминий является наиболее сложным металлом для точечной сварки. Это потому, что это отличный проводник тепла и электричества. Электричество проходит через него без особого сопротивления, и выделяется меньше тепла. Кроме того, тепло быстро рассеивается от сварного шва и затрудняет формирование жидкой лужи.
Единственный способ точечной сварки алюминия — использовать в два-три раза больший сварочный ток, чем при сварке стали. Вот почему для этого требуется аппарат для точечной сварки с трехфазным входом. Кроме того, аппарат точечной сварки должен иметь конденсаторную систему. Это позволяет ему «заряжаться» и накапливать электричество, а затем мгновенно разряжать значительное количество энергии. В результате генерируемая мощность будет выше, чем может проводить алюминий, и листы будут сплавляться друг с другом.
Точечная сварка сопротивлением любого алюминиевого сплава значительно ухудшает качество электродов уже после нескольких сварок. Поэтому точечная сварка алюминия в больших объемах не является приемлемым вариантом.
Медь
Медь можно сваривать точечной сваркой. Но неудивительно, что стандартные медные электроды для точечной сварки не работают. Молибденовые и вольфрамовые электроды являются основным выбором для точечной сварки меди. Эти металлы имеют высокое электрическое сопротивление и температуру плавления.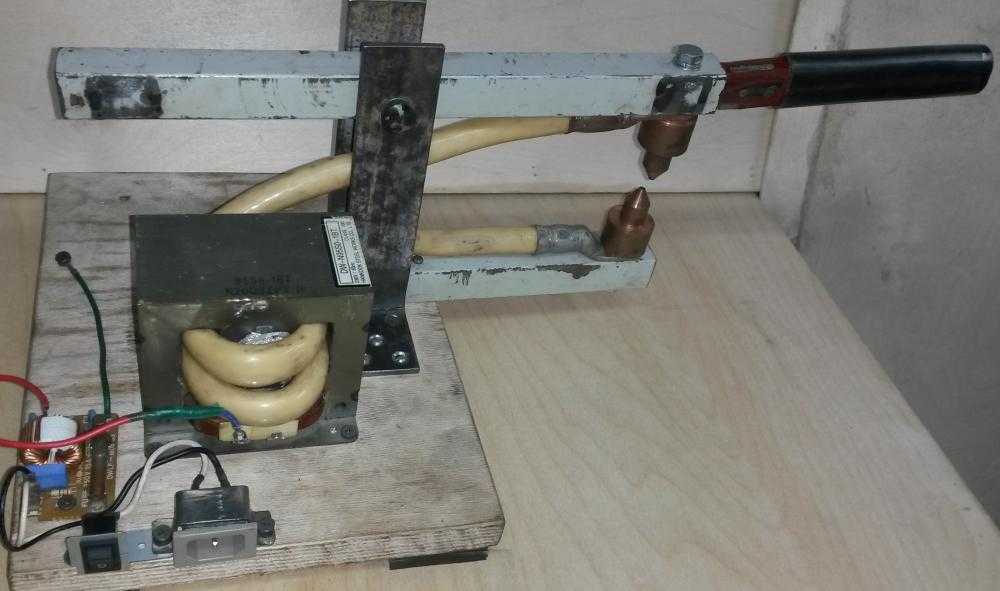
Распространенные проблемы при точечной сварке
Некоторые из наиболее заметных проблем при точечной сварке:
- Брызги ухудшают внешний вид
- Стоимость электродов может быстро возрасти
- Снижение качества сварки из-за смещения электрода
- Холодные сварные швы исключительно слабые
- Вдавление электрода на металлической поверхности
- Сварка слишком близко к краю может ухудшить качество сварки
Завершение сварки
Точечная сварка — это специализированный процесс, используемый в основном для листового металла, который хорошо подходит для определенных применений. Но в отличие от сварки MIG или TIG, она не подходит для широкого спектра применений.
Шовная сварка представляет собой аналогичный процесс, основанный на тех же принципах, но обеспечивающий линейный сварной шов. Область контактной сварки шире и использует дисковые или «роликовые» электроды. Таким образом, точечная сварка — не единственный метод, основанный на внутреннем сопротивлении металла для выделения тепла.
Таким образом, точечная сварка — не единственный метод, основанный на внутреннем сопротивлении металла для выделения тепла.
Другие методы сварки
Холодная сварка
Точечная сварка Объяснение | Fractory
Точечная сварка — это процесс сварки сопротивлением, при котором металлы соединяются друг с другом путем приложения давления при подаче электрического тока в зону сварки. Впервые он был представлен в 1885 году, когда Элиу Томсон в ходе эксперимента случайно сплавил вместе два медных провода.
Точечная сварка стала основным процессом сварки в производстве и сборке, особенно в секторе изготовления листового металла и автомобильной промышленности. Пригодность для автоматизации играет большую роль в росте ее популярности, поскольку роботизированная точечная сварка отличается скоростью и эффективностью.
Давайте углубимся и поймем, что представляет собой контактная точечная сварка.
Что такое точечная сварка сопротивлением
Точечная сварка (RSW) — это процесс сварки сопротивлением, при котором металлы внахлест соединяются между двумя электродами. Давление прикладывается путем сжатия заготовок между электродами, а тепло генерируется при прохождении сварочного тока через резистивные металлы. Это позволяет материалам плавиться и создавать сварное соединение. Соединение, созданное контактной точечной сваркой, напоминает пуговицу или самородок, поэтому термин «точечная сварка» был придуман, поскольку ток подается точно на небольшой участок поверхности металла.
Давление прикладывается путем сжатия заготовок между электродами, а тепло генерируется при прохождении сварочного тока через резистивные металлы. Это позволяет материалам плавиться и создавать сварное соединение. Соединение, созданное контактной точечной сваркой, напоминает пуговицу или самородок, поэтому термин «точечная сварка» был придуман, поскольку ток подается точно на небольшой участок поверхности металла.
Поскольку металлы сплавляются с использованием большого количества энергии за короткий промежуток времени (примерно 10-100 миллисекунд), область вокруг точки сварки остается неповрежденной избыточным теплом, поэтому зона термического влияния минимальна, а чистый сварной шов созданный.
Количество тепла, выделяемого при точечной сварке, выражается формулой тепловой энергии:
Q = I2Rt
Где Q — тепловая энергия, I — ток, R — электрическое сопротивление, t — время или продолжительность, в течение которой ток применяется.
Процесс точечной сварки
Процесс точечной сварки основан на подаче сильноточных электрических импульсов низкого напряжения на сварочные электроды для почти мгновенного плавления металла при приложении достаточного давления для сплавления металлов. Этот процесс напоминает процесс холодной сварки с точки зрения приложения давления, но при холодной сварке к сварному шву не подается электрический ток.
Этот процесс напоминает процесс холодной сварки с точки зрения приложения давления, но при холодной сварке к сварному шву не подается электрический ток.
Первым этапом точечной сварки является укладка металлических листов или заготовок внахлест. После того, как металлы прочно сели на место, выполняется приложение давления через силу электрода. Это давление может создаваться вручную, пневматически, пружинами или гидравликой, в зависимости от типа машины.
Второй этап заключается в подаче сильного тока на целевую область между электродами. Расплавленный металл образуется, когда ток реагирует с внутренним сопротивлением металла. Металлы достигают около 2000 ° C, что выше их температуры плавления. Электроды должны иметь более высокую температуру плавления, чем заготовки. Как правило, используются электроды из медного сплава, но в зависимости от свариваемого металла электроды также могут быть изготовлены из вольфрама, молибдена и других материалов.
Заключительный этап включает охлаждение и затвердевание самородка. На этом этапе сварочные электроды остаются в контакте с самородком и действуют как опора, пока металлы остывают и затвердевают. Процесс заканчивается, когда металлы остынут.
На этом этапе сварочные электроды остаются в контакте с самородком и действуют как опора, пока металлы остывают и затвердевают. Процесс заканчивается, когда металлы остынут.
Производство сетки — Автоматическая машина для сварки сетки
Что касается проволочных сеток, точечные сварные швы создаются в месте контакта двух проволок, расположенных перпендикулярно. Это обеспечивает постоянное соединение между проводами, обеспечивая прочность и долговечность. Это отличная альтернатива плетеной проволочной сетке, которая не срастается постоянно.
Это обеспечивает постоянное соединение между проводами, обеспечивая прочность и долговечность. Это отличная альтернатива плетеной проволочной сетке, которая не срастается постоянно.
Параметры точечной сварки
Существует довольно много переменных, которые необходимо проверить и отрегулировать во время цикла сварки, чтобы получить сварной шов удовлетворительного качества:
Давление
Приложение правильного давления или силы электрода имеет первостепенное значение для получения качественных сварных швов. Соединение будет слишком маленьким и слабым, если прилагаемое давление будет недостаточным. С другой стороны, слишком большое давление может привести к растрескиванию точечного сварного шва, так как расплавленный металл может привести к утончению листов. Рекомендуется, чтобы глубина углубления электрода никогда не превышала 25% толщины листа.
Текущий
Количество выделяемого тепла зависит от электрического сопротивления и теплопроводности металла.
 Классификацию металла следует учитывать при определении величины тока для машины.
Классификацию металла следует учитывать при определении величины тока для машины.Диаметр наконечника
Диаметр сварочного наконечника определяет размер точечной сварки. Если наконечник слишком мал, сварной шов может быть слишком маленьким и слабым, тогда как слишком большой наконечник может вызвать перегрев металлов и образование пустот и газовых карманов.
Временной цикл сварки
Результаты точечной сварки могут быть улучшены, а дефекты устранены путем регулировки времени, в течение которого металл подвергается воздействию давления электрода и сварочного тока.
Время сжатия относится к периоду, когда сварочный наконечник электрода оказывает давление на перекрывающиеся металлы.
Нарастание — это время, за которое электрический ток достигает своего пикового значения.
Время сварки — это продолжительность, в течение которой электрический ток протекает между электродами.
 За это время выделяется тепло и происходит сплавление металлов.
За это время выделяется тепло и происходит сплавление металлов.Нисходящий уклон — это участок, на котором электрический ток отключается от его пикового значения.
Время выдержки относится к периоду покоя, когда расплавленный металл затвердевает. Давление электрода в этот период сохраняется, и электроды отводят тепло от сварного шва.
Время выключения используется для обозначения задержки тока от конца последовательности до начала следующей.
Чтобы обеспечить высокое качество и безопасность точечной сварки, свариваемые металлы могут быть подвергнуты таким методам контроля, как ультразвуковой контроль и испытание на механическую прочность (испытания на сдвиг, отрыв и т. д.)
Точечный Сварка различных материалов
Точечная сварка лучше всего подходит для металлов с низкой теплопроводностью и высоким электрическим сопротивлением, таких как низкоуглеродистая сталь. Хотя точечная сварка все еще может выполняться на металлах, которые не обладают этими внутренними свойствами (например, на высокоуглеродистых сталях). Но имейте в виду, что сварные швы более склонны к изломам и растрескиванию, поскольку они могут иметь хрупкую и твердую микроструктуру.
Хотя точечная сварка все еще может выполняться на металлах, которые не обладают этими внутренними свойствами (например, на высокоуглеродистых сталях). Но имейте в виду, что сварные швы более склонны к изломам и растрескиванию, поскольку они могут иметь хрупкую и твердую микроструктуру.
Вот список материалов, которые обычно считаются подходящими для точечной сварки:
Не все металлы подходят для точечной сварки, эти исключения часто могут быть соединены альтернативными методами сварки, такими как пайка или пайка.
Электрод
Сварочные электроды подают электрический ток на металлы и оказывают механическое давление при контакте с заготовками с помощью рычагов и муфты. Механизм приложения давления может приводиться в действие электродвигателем или пневматикой.
Существует два типа неплавящихся электродов, которые используются для точечной сварки:
Токопроводящие электроды
Используется для сварки резистивных материалов, таких как нержавеющая сталь и никель.
 Используются медные электроды или электроды из медного сплава, так как они идеально подходят для того, чтобы ток и тепло проходили в заготовку.
Используются медные электроды или электроды из медного сплава, так как они идеально подходят для того, чтобы ток и тепло проходили в заготовку.Резистивные электроды
Эти электроды обычно используются для проводящих металлов, таких как медь и золото. Лучше всего работают молибденовые и вольфрамовые электроды, так как они имеют низкую проводимость и высокое электрическое сопротивление.
Неправильный выбор электродов может привести к их преждевременному износу, что может привести к изменению формы или замене электродов. Некоторые металлы также могут реагировать с электродами. Стали с цинковым покрытием, например, могут загрязнять сварочные наконечники, что приводит к проблемам при соединении с металлами.
В дополнение к выбору материала электрода также доступны различные геометрические формы электродов. Наконечники могут быть заостренными, усеченными или куполообразными.
Блок питания
Аппараты для точечной сварки обычно работают от сети переменного тока. С помощью трансформатора мощность переменного тока позволяет получить большие токи при низких напряжениях. Напряжение точечной сварки обычно устанавливается в пределах от 5 до 22 вольт, электрический ток обычно составляет от 1000 до 10 000 ампер.
С помощью трансформатора мощность переменного тока позволяет получить большие токи при низких напряжениях. Напряжение точечной сварки обычно устанавливается в пределах от 5 до 22 вольт, электрический ток обычно составляет от 1000 до 10 000 ампер.
Промышленные аппараты для точечной сварки обычно используют трехфазную электроэнергию для достижения высоких пиковых токов в производстве. В частности, он используется для точечной сварки алюминиевых листов для котлов, труб и т.п.
Аппарат для точечной сварки
Аппарат для точечной сварки включает в себя трансформатор для источника питания, сварочные электроды и другие компоненты, позволяющие контролировать параметры сварочных работ (сварочный ток, давление, напряжение и т.д.).
Машины для точечной сварки обычно имеют водяное охлаждение, поскольку за долю секунды выделяется очень большое количество тепла. Электроды имеют каналы для водяного охлаждения для снижения температуры и предотвращения чрезмерного износа.
Оборудование для точечной сварки может управляться вручную или автоматизировано с помощью роботов для точечной сварки. Портативные аппараты для точечной сварки также доступны в виде сварочных пистолетов.
Применение точечной сварки
Автомобильная промышленность
Точечная сварка является ключевым элементом в автомобильной промышленности, поскольку производство автомобильных деталей с использованием этого метода является экономичным, надежным и быстрым. Компании автоматизируют сборочные линии с помощью роботов для точечной сварки. Металлический лист из стали или алюминиевого сплава можно легко превратить в функциональную сборочную деталь за считанные секунды, и все это с исключительной точностью и повторяемостью.
Электроника
Тонкие электронные изделия хорошо подходят для точечной сварки. Качество сварки хорошее, а природа этого метода сварки предотвращает перегрев электронных компонентов. Некоторыми примерами являются переключатели, солнечные батареи, сложные печатные платы и батареи.
Производство гвоздей
Рулоны из углеродистой стали превращают в гвозди, подвергая их сварочному кругу с подачей электрического тока. Этот непрерывный процесс точечной сварки выполняется на высоких скоростях, что позволяет производить тысячи гвоздей в минуту.
Кухонная утварь
Ручки, лопаточки и жестяные чашки часто изготавливаются с помощью точечной сварки. То же самое касается формочек для печенья, которые образованы точечной сваркой металлических лент.
Медицинская промышленность
Медицинская промышленность также использует качество сварки и скорость, с которой этот процесс может выполняться. Ортодонтия, например, использует точечную сварку при креплении зубных имплантатов.
Преимущества точечной сварки
Точечная сварка — один из самых быстрых и чистых методов сварки.
Простой и понятный процесс, в отличие от некоторых других более сложных методов сварки.
В отличие от некоторых общеизвестных процессов (дуговая сварка металлическим электродом в среде защитного газа, сварка TIG и т.
 д.) открытое пламя отсутствует.
д.) открытое пламя отсутствует.Процесс можно легко автоматизировать с помощью сварочных роботов.
Одновременно можно соединить несколько металлических листов.
- Присадочный материал не расходуется, в отличие от некоторых других методов (сварка МИГ).
Экономически эффективен и экономичен, так как не использует инертные газы или присадочные металлы.
Недостатки точечной сварки
Выравнивание заготовки имеет решающее значение.
Точечная сварка деформирует детали из основных металлов.
Сварка толстых листов металлов невозможна.
Создаваемые соединения могут быть не такими прочными, как при использовании некоторых других методов сварки, поскольку они создают только локальные соединения.
Недостаточное давление обжатия приведет к некачественному сварному шву.
Шунтирование может быть вызвано наличием нескольких стыков или других участков металлических листов.
 (Шунтирование означает отведение тока от зоны сварки.)
(Шунтирование означает отведение тока от зоны сварки.)Наконечник электрода может треснуть из-за термоциклирования.
Брызги могут появиться в результате неправильного обращения с параметрами оборудования.
Важные моменты, которые следует помнить
Точечная сварка сопротивлением — это быстрый и экономичный процесс сварки, который широко используется в производстве листового металла. Это привлекательный метод сварки для автоматизации с помощью роботов для точечной сварки, который предлагает невероятную скорость и точность без слишком большого компромисса в прочности сварного шва.
Автомобильный сектор исторически извлекал максимальную пользу из этого метода сварки, поскольку применение этого процесса позволяло увеличить скорость производства и сборки. Он в основном используется для сварки стали в автомобильной промышленности, но с течением времени сталь все больше и больше заменяется алюминием из-за оптимизации массы.
