Как крепят дисковые и концевые фрезы: Фрезы и как их выбирать
Содержание
Фреза дисковая
Заточка дисковых пил и фрез на этом приспособлении осуществляется обычным способом — путем шлифования передних граней их зубьев. При этом зубья пил для продольного распиливания затачивают под прямым углом к боковой поверхности ( рис. 180 а), а зубья пил для поперечного распиливания — под углом 60-70 ° ( рис. 180 б). При необходимости данное устройство позволяет восстановить правильную затыловку режущей кромки зубьев, а также устранить биение пильных дисков по диаметру.[ …]
Коэффициент использования концевых фрез несравненно выше коэффициента использования дисковых фрез, что обусловлено их конструкцией. Заточка инструмента здесь может производиться многократно вплоть до полного израсходования твердосплавного материала. Тем не менее существуют концевые фрезы, используемые в производстве крупногабаритного оборудования, конструктивные особенности которых не позволяют использовать их до полной выработки. Чтобы продлить срок службы, такие фрезы приходится несколько модифицировать [16]. [ …]
[ …]
| П5. Способы фрезерования ящичных шипов |
Механизмы обоих этих процессов — проходки туннелей дисковыми фрезами и бурения с помощью водяных струй — сейчас изучаются в Колорадском горном училище [132] и в Институте горного дела им. А. А. Скочинского (Московская обл.) [72].[ …]
Прямые ящичные шипы выполняют фрезерованием в торец дисковыми фрезами, насаженными на оправку с шагом, равным шагу шипового соединения ( рис. 135 а ). Ящичные шипы “ласточкин хвост” фрезеруют фасонными концевыми фрезами ( рис. 135 6).[ …]
Возможности указанного приспособления не ограничиваются заточкой ножей, дисковых пил и фрез. Оно позволяет затачивать практически все бытовые инструменты: железки ручных рубанков и стругов, стамески и резцы и даже ножи для фрезерных головок с фигурной режущей кромкой. Необходимо изготовить только несложные держатели для этих инструментов.[ …]
Для фрезерования шипов и проушин на концах брусковых заготовок применяют сборные дисковые пазовые фрезы. [ …]
[ …]
Поверхностно-послойная добыча торфа механизирована. После осушения болота его обрабатывают фрезой, зубовой или дисковой бороной, на глубину 5—10 см; как только этот слой подсохнет, торф особыми большими лопатами (на конной или тракторной тяге) сгребают в кучи. Просушенный в них торф может быть зимой вывезен на поле. Вносить его лучше в пару под озимые.[ …]
Последняя имеет специальный кольцевой выступ, с диаметром, равным диаметру посадочного отверстия дисковой пилы (фрезы) — 16,20,22 … мм.[ …]
На нормальных суходолах сначала проводят осеннюю вспашку плугами с предплужпикамн, весной — дискование дисковой бороной, затем — боронование в 2—3 следа зубовой бороной. На суходолах временно избыточного увлажнения осенью применяют вспашку кустарниково-болотным плугом ПБН-100А и дискование, затем повторное дискование весной и боронование зубовыми боронами. Такие луга осенью и весной можно также обрабатывать фрезой ФБН-1,5 с последующим прикатываиием.[ …]
Рабочий орган машины представляет двусторонний отвал с симметрично расположенными по бокам под углом 45° двумя дисковыми фрезами с рыхлителями. Отвал делит грунт в выемке на две части, равномерно подает его на фрезы, защищает отрытый канал от попадания в него грунта, пассивно режет грунт нижней частью отвала до 150 мм. Изготавливают его из листовой стали и с помощью кронштейнов крепят к раме.[ …]
Отвал делит грунт в выемке на две части, равномерно подает его на фрезы, защищает отрытый канал от попадания в него грунта, пассивно режет грунт нижней частью отвала до 150 мм. Изготавливают его из листовой стали и с помощью кронштейнов крепят к раме.[ …]
На естественных кормовых угодьях, в лесостепи: и степи первичная обработка почвы включает вспашку, обработку пласта дисковыми или зубовыми боронами, а также фрезами.[ …]
В перивд выращивания черенков в питомнике рыхлят почву, культивируют до пяти раз. Для междурядной обработки применяют дисковые бороны, культиваторы, фрезы. Чтобы не повредить растения, машины снабжают обтекателями. Поздней осенью в почву вносят пестициды с помощью опрыскивателей ОН-10 и ОМБ-400.[ …]
На станции юных техников г. Валуйки Белгородской области разработано очень удобное устройство (рис. 93), облегчающее процесс затачивания дисковых фрез. Устанавливаемое на стол станка под шлифовальный круг, приспособление обеспечивает точную фиксацию фрезы. [ …]
[ …]
При разливах нефти на суше сорбенты разбрасываются прямо на загрязненную поверхность, с последующим перемешиванием с загрязненным грунтом фрезами, дисковыми или роторными рыхлителями. После этого замазученный грунт с помощью техники помещается в емкость с водой, где происходит сепарация: грунт опускается на дно, а сорбент, насыщенный нефтепродуктами, всплывает. Нефтенасыщенный сорбент собирается с помощью устройств сетчатой конструкции и ловушек, после чего используется как топливо или подвергается регенерации при помощи отжимного устройства.[ …]
Недостаток резцов из ножовочных полотен — ограниченная глубина прохождения в металл ввиду плоской формы инструмента. Этого недостатка лишены резцы, изготовленные из сработавшихся фрез. Дисковые фрезы уже имеют соответствующий угол осей от периферии к центру. Поэтому затачивать боковые углы резца нет необходимости. Дисковой пилой с алмазным или карборундовым напылением разрезают фрезу на ряд заготовок, заточив которые, получают серию резцов. Вставив в державку, их укрепляют в суппорте токарного станка. Коэффициент использования металла 0,5—0,6.[ …]
Вставив в державку, их укрепляют в суппорте токарного станка. Коэффициент использования металла 0,5—0,6.[ …]
Обработка заплечиков шипа фрезерованием в торец показана на рис.133-7. Торцовое фрезерование каждого заплечика отдельным инструментом позволяет получать большую длину шипа при относительно малом диаметре фрез. Выборку проушин производят фрезерованием в торец дисковой фрезой ( рис. 133- 8). Кроме того, фрезерование в торец применяют для получения косого заплечика ( рис.133-9 ). В этом случае пласть шипа остается плоской.[ …]
Машина состоит из станины с фуговальным механизмом, направляющей линейки, рабочего стола и приспособления для пиления и фрезерования. Регулировку толщины обработки заготовок осуществляют с помощью прижимного устройства. Машина комплектуется также зажимным патроном, дисковой фрезой и пилами для продольной и поперечной распиловки.[ …]
Шипорезный рамный односторонний станок ШО16-4 показан на рис. 136. На станине 1 смонтирован механизм подачи и суппорты. Первый суппорт оснащен круглой пилой 9 для торцовки заготовок в размер по длине или на заданный угол. Второй и третий суппорты размещены один под другим и оснащены электродвигателями [ …]
Первый суппорт оснащен круглой пилой 9 для торцовки заготовок в размер по длине или на заданный угол. Второй и третий суппорты размещены один под другим и оснащены электродвигателями [ …]
Устройство предназначено для выполнения таких операций: раскроя пиломатериалов шириной не более 100 мм, сверления отверстий диаметром не более 6 мм, фрезерования пазов шириной не более 6 мм, токарной обработки заготовок диаметром не более 70 мм, заточки инструмента. Для выполнения этих операций имеются все необходимые приспособления. В частности, в комплект устройства входят: пила дисковая диаметром 160 мм, толщиной 1,2 мм; круг шлифовальный; фреза концевая; резец для токарных работ; нож строгальный длиной 100 мм, толщиной 3 мм и шириной 32 мм; патрон сверлильный.[ …]
Заготовка торфа. Торф заготавливают поверхностно-послойным способом. Сущность этого способа состоит в следующем. Вначале производят осушение торфяного болота. Затем удаляют пни, валуны и кустарник. Если слой дернины большой, то его либо срезают и вывозят на обочины поля для подготовки дерновой земли, либо чаще всего проводят глубокую вспашку с полным оборотом пласта.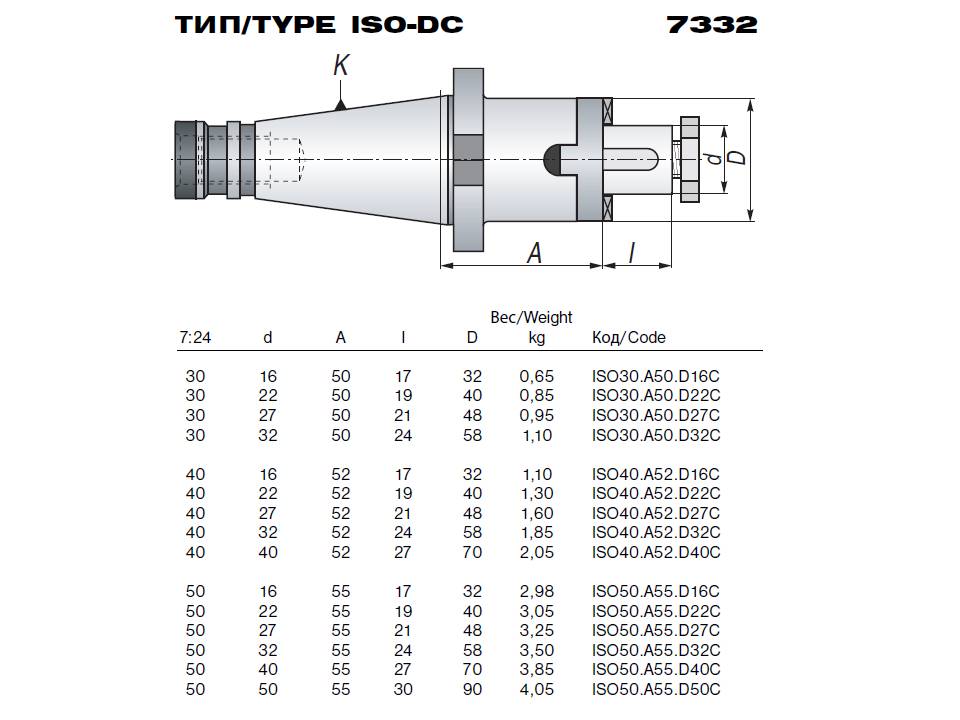 Пласт разделывают дисковой бороной или фрезой на глубину 8—18 см, превращая торф в крошку.[ …]
Пласт разделывают дисковой бороной или фрезой на глубину 8—18 см, превращая торф в крошку.[ …]
Сверху и снизу столика 1 проходят два вала 3, на одном конце которых закреплены роликовые ножи 2, на другом — сопрягающиеся одинаковые шестерни 4, взятые, в частности, от двигателя мопеда. Необходимо, чтобы ролики 2 сопрягались и чуть-чуть заходили друг за друга режущими кромками. К шестерне верхнего вала привинчена ручка 5. Вращая последнюю, приводят в действие устройство. В качестве роликов могут быть использованы отслужившие дисковые фрезы после соответствующей заточки кромки.[ …]
Летучие гербициды обычно обладают очень низкой (порядка 0,001—3 мг/л) растворимостью в воде. Это обстоятельство уже само по себе ограничивает возможности их применения для довсходовой обработки поверхности почвы, поскольку эффективная концентрация большинства таких препаратов намного превышает их растворимость. Широкому их применению для поверхностной обработки препятствует и недостаточное в условиях ВНР количество осадков, не обеспечивающее проникания действующих веществ в почву.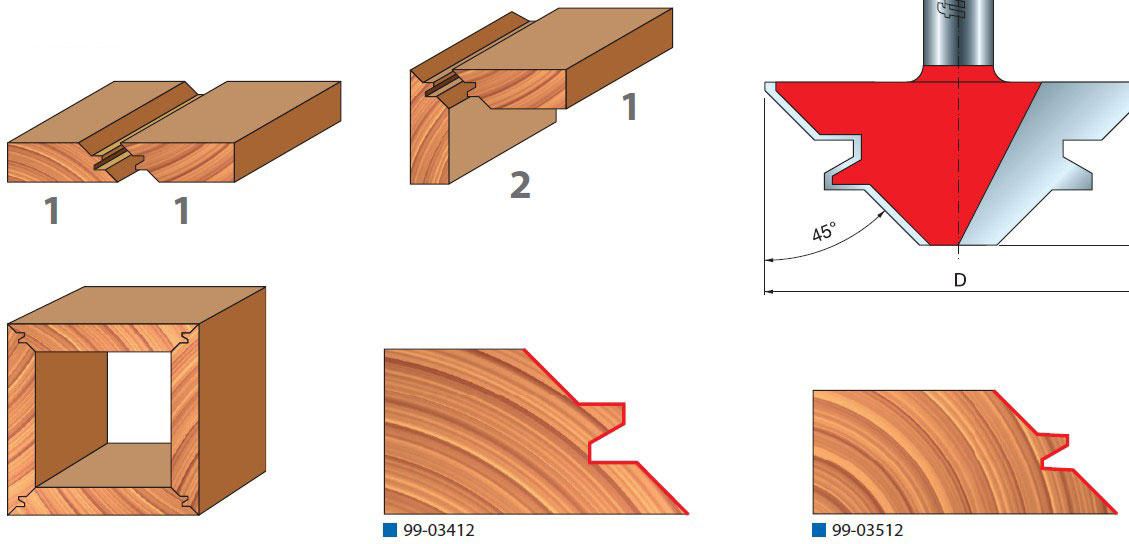 Такие гербициды необходимо заделывать в почву с помощью дисковых борон или почвенных фрез. По поведению в почве и реакции на почвенную влагу летучие гербициды также отличаются от нелетучих.[ …]
Такие гербициды необходимо заделывать в почву с помощью дисковых борон или почвенных фрез. По поведению в почве и реакции на почвенную влагу летучие гербициды также отличаются от нелетучих.[ …]
На направляющую (постель) устанавливается столик с нижней и верхней плитами. К нижней плите приваривается металлический брусочек, который заходит в паз постели, и плита привертывается болтом. По углам этой плиты четыре направляющих втулки, в них входят штыри держателей верхней плиты, она поднимается и опускается с помощью двух винтов. Посередине этой плиты выбрано окно, которое закрывается подбором пластин, позволяющих заключить режущий инструмент в прорезь. Таким образом, наш механизм выполняет функции распиловочного, фрезерного и заточного станков. На нем можно циркулярным диском диаметром 200 мм распилить плаху толщиной до 60 мм за один проход, а с разворотом на обратную сторону — до 120 мм. Тонким диском диаметром 75-100 мм можно выпилить брусочек в пределах спички. Фигурной фрезой можно сделать выборку различного профиля; прямыми фрезами выбираются четверти, канавки, шпунты и т. д. Отрезным диском по металлу можно раскроить стальную пластину на стамески и другие резаки; на наждаках затачивается инструмент, а на войлочном круге делается доводка. При снятой верхней плите конусным наждачным кругом, по форме тарелки, затачиваются зубья дисковой пилы, а на отрезном круге, боковой ™о частью, можно заточить фигурную ррезу.[ …]
д. Отрезным диском по металлу можно раскроить стальную пластину на стамески и другие резаки; на наждаках затачивается инструмент, а на войлочном круге делается доводка. При снятой верхней плите конусным наждачным кругом, по форме тарелки, затачиваются зубья дисковой пилы, а на отрезном круге, боковой ™о частью, можно заточить фигурную ррезу.[ …]
В первые годы после посадки необходимо создать условия для быстрого развития корней в более глубоких слоях почвы. Это достигается глубокой обработкой почвы ближе к приствольной полосе, а также удобрением и орошением приствольных кругов или полос, где размещается основная масса корней. На участках с близким залеганием грунтовых вод или соленосных горизонтов не следует создавать условия для глубокого залегания корневой системы. Уход за приствольной полосой заключается в накоплении и сохранении нитратов и влаги в зоне размещения корней, улучшения структуры почвы и ее водно-воздушного режима, борьбе с корневой порослью и сорняками. Поэтому независимо от системы содержания почвы в междурядьях сада приствольная полоса плодовых деревьев должна быть свободной от любой растительности. В первые годы в садах применяют преимущественно садовые фрезы ФС-0,9 или ФА-0,76, агрегатируемые с тракторами «Беларусь» всех модификаций, или Т-54В, дисковые бороны БДС-3,5, БДСТ-2,5, БДН-1,3, по мере подрастания деревьев — культиваторы с выдвижной секцией (КСГ-5, КСЛ-5, КСМ-5) или садовые плуги-лущильники. Через 3—4 года после посадки механические обработки совмещают с внесением гербицидов.[ …]
В первые годы в садах применяют преимущественно садовые фрезы ФС-0,9 или ФА-0,76, агрегатируемые с тракторами «Беларусь» всех модификаций, или Т-54В, дисковые бороны БДС-3,5, БДСТ-2,5, БДН-1,3, по мере подрастания деревьев — культиваторы с выдвижной секцией (КСГ-5, КСЛ-5, КСМ-5) или садовые плуги-лущильники. Через 3—4 года после посадки механические обработки совмещают с внесением гербицидов.[ …]
Фрезы для обработки плоскостей и их установка на станке » Ремонт Строительство Интерьер
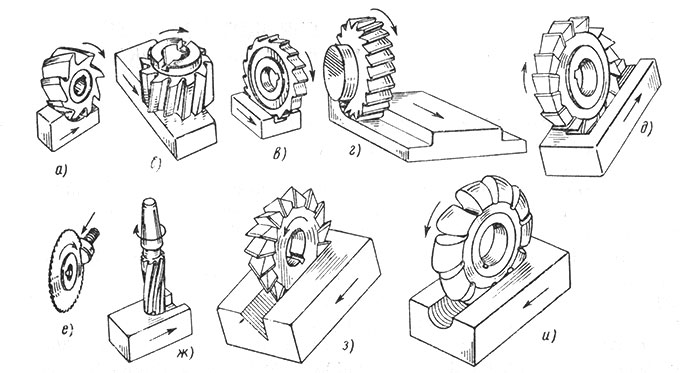
Типы применяемых фрез. Обработку плоскостей в основном выполняют цилиндрическими и торцовыми фрезами, иногда (при небольшой ширине обрабатываемой поверхности) используют концевые и дисковые двух- и трехсторонние фрезы.
Цилиндрические фрезы, применяемые на станках с горизонтальным расположением шпинделя, выпускаются цельными, с винтовыми пластинками твердого сплава и сборными.
Цельные цилиндрические фрезы из быстрорежущей стали (рис. 27, а) изготавливаются в двух исполнениях — с крупными и мелкими зубьями.
27, а) изготавливаются в двух исполнениях — с крупными и мелкими зубьями.
Мелкозубые предусмотрены для чистового фрезерования, что объясняется необходимостью увеличения количества одновременно работающих зубьев для повышения равномерности фрезерования и уменьшения шероховатости обрабатываемой поверхности. Во всех прочих случаях используются крупнозубые фрезы, при фрезеровании которыми необходимая шероховатость достигается за счет выбора соответствующей подачи.
Высокая производительность фрезерования достигается применением цилиндрических фрез с винтовыми пластинками из твердого сплава (рис. 27,б). Пластинки припаиваются к корпусу фрезы из конструкционной стали. На их стыках в шахматном порядке выполняются угловые стружкоразделительные канавки, облегчающие процесс резания.
Сборные цилиндрические фрезы (рис. 27, в) состоят из корпуса 1, в пазах которого с помощью рифлений 3 и клиньев 2 крепятся ножи 4 из быстрорежущей стали. Такие фрезы выпускаются одинарными длиной L = 40…65 мм и составными (две-шесть штук в комплекте). Фрезы, собираемые в комплект, имеют различное направление наклона зубьев с целью уравновешивания осевых сил, возникающих в процессе резания.
Такие фрезы выпускаются одинарными длиной L = 40…65 мм и составными (две-шесть штук в комплекте). Фрезы, собираемые в комплект, имеют различное направление наклона зубьев с целью уравновешивания осевых сил, возникающих в процессе резания.
Торцовые фрезы бывают цельными и сборными. Цельные фрезы из быстрорежущей стали сравнительно небольшого диаметра (до 100 мм) выполняются с креплением на продольной (рис. 28, а) и на торцовой шпонках (рис. 28, б) с мелкими и крупными зубьями. Фрезы более крупного диаметра для экономии дорогостоящих инструментальных материалов изготавливаются сборными (рис. 28, в и г) с ножами из быстрорежущей стали либо оснащенными пластинками твердого сплава. Крепление таких фрез осуществляется с помощью торцовых шпонок, для которых со стороны нерабочего торца фрезы предусмотрены прямоугольные пазы (см. сеч. А—А).
Установка фрез на станке. Цилиндрические фрезы устанавливаваются на горизонтально-фрезерных станках при помощи центровых оправок (рис. 29), которые в зависимости от конструкции подшипника серьги станка могут иметь поддерживающую втулку 6 (рис. 29, а) или цилиндрическую цапфу 8 (рис. 29,б).
29), которые в зависимости от конструкции подшипника серьги станка могут иметь поддерживающую втулку 6 (рис. 29, а) или цилиндрическую цапфу 8 (рис. 29,б).
Центровая оправка состоит из хвостовика, шейки, рабочей части и резьбы.
Хвостовики оправок могут иметь коническую форму с конусностью 7:24 для непосредственной установки в отверстие шпинделя или конус Морзе. В последнем случае оправки крепят на станке при помощи переходных втулок. Резьбовое отверстие 2 служит для затяжки хвостовика в отверстие шпинделя шомполом.
На шейках оправок предусмотрены фланцы 3 с прямоугольными пазами 1 или две лыски (см. рис. 29, б, сеч. А—А), предназначенные для восприятия крутящего момента непосредственно от поводковых шпонок шпинделя станка или от торцового паза переходной втулки (см. рис. 30, размер S).
Цилиндрическая рабочая часть оправок выполняется соответственно стандартным диаметрам d посадочных отверстий фрез (13, 16, 22, 27, 32, 40 и 50 мм) и различной длины, что позволяет подбирать их в зависимости от условий выполняемых работ. Для передачи крутящего момента фрезе рабочая часть оправок снабжена длинной призматической шпонкой 5 (см. рис. 29, а).
Для передачи крутящего момента фрезе рабочая часть оправок снабжена длинной призматической шпонкой 5 (см. рис. 29, а).
На резьбовой части оправок обычно нарезается левая метрическая резьба с мелким шагом. Благодаря этому уменьшается вероятность самоотвинчивания гайки 7 во время работы, так как при наиболее часто употребляемом левом вращении шпинделя силы резания будут стремиться затянуть ее, усиливая тем самым крепление фрезы.
Центровые оправки комплектуются набором установочных колец 4 различной ширины (1…50 мм), которые позволяют располагать фрезу вдоль оправки на необходимом расстоянии от шпинделя.
При установке цилиндрической фрезы на станке (рис. 31) фреза 17 при помощи установочных колец 9, поддерживающей втулки 8 и гайки 1 закреплена на рабочей части центровой оправки. Хвостовик 13 оправки установлен в отверстие шпинделя 12 и затянут шомполом 14, снабженным для этой цели шестигранной головкой 16 и гайкой 15. Передача крутящего момента от шпинделя на оправку осуществляется поводковыми шпонками 10, которые входят в пазы фланца 11. Свободный конец оправки совместно с поддерживающей втулкой введен в отверстие подшипника 7 серьги 5. Для повышения износостойкости подшипник серьги изготовлен из бронзы и имеет форму втулки с наружным конусом и продольным разрезом, что позволяет периодически регулировать его (по мере износа) гайкой 2, В серьге предусмотрена фитильная смазка 6 подшипника, смотровой глазок 3 для контроля уровня масла и заливное отверстие 4.
Свободный конец оправки совместно с поддерживающей втулкой введен в отверстие подшипника 7 серьги 5. Для повышения износостойкости подшипник серьги изготовлен из бронзы и имеет форму втулки с наружным конусом и продольным разрезом, что позволяет периодически регулировать его (по мере износа) гайкой 2, В серьге предусмотрена фитильная смазка 6 подшипника, смотровой глазок 3 для контроля уровня масла и заливное отверстие 4.
Устанавливая цилиндрические фрезы на станке, необходимо соблюдать определенную последовательность действий:
1. Протереть ветошью оправку, конический участок отверстия шпинделя, установочные кольца, фрезу.
2. Установить хвостовик оправки в отверстие шпинделя так, чтобы поводковые шпонки последнего вошли в пазы фланца оправки.
3. Ввернуть шомпол в резьбовое отверстие хвостовика оправки и затянуть до отказа гайку 15 ключом (см. рис. 31). Чтобы шпиндель при этом не проворачивался, коробку скоростей станка следует настроить на наименьшую частоту вращения.
4. Надеть на рабочую часть оправки установочные кольца, поддерживающую втулку, фрезу. Слегка смазать резьбу оправки и навернуть на нее гайку. При этом необходимо учитывать, что для повышения жесткости и прочности крепления фрезы ее следует располагать на оправке возможно ближе к переднему концу шпинделя так, чтобы осевая составляющая силы сопротивления резанию Pо (рис. 32) была направлена в его сторону. Последнее условие обеспечивается, если направления винтовых зубьев фрезы и вращения шпинделя разноименны. Поэтому при работе фрезами с правым направлением винтовых зубьев шпиндель должен иметь левое вращение (против хода часовой стрелки, если смотреть со стороны его заднего конца) (рис. 32, а) и, наоборот, для фрез с левым направлением винтовых зубьев оно должно быть правым (рис. 32, б).
5. Выдвинуть хобот на необходимую длину и закрепить его.
6. Установить серьгу на хобот и закрепить ее так, чтобы поддерживающая втулка или цапфа оправки вошла в подшипник серьги.
7. Закрепить фрезу, затянув до отказа гайку оправки ключом.
8. Проверить уровень масла в резервуаре серьги и при необходимости долить.
9. Проверить радиальное биение зубьев фрезы индикатором 1 (рис. 33). Для этого установить индикатор на стол станка так, чтобы его измерительный штифт 2 коснулся режущей кромки зуба фрезы с небольшим натягом (1…2 мм по малой отсчетной шкале). Рукоятки коробки скоростей поставить в такое положение, чтобы, шпиндель легко проворачивался. Вращая оправку вручную в направлении, обратном направлению резания, определить биение фрезы, которое не должно превышать 0,05 мм.
Торцовые фрезы диаметром до 250 мм устанавливаются на станке при помощи коротких концевых оправок (рис. 34), которые в зависимости от способа крепления фрезы выполняются с продольной или торцовой шпонками.
Последовательность действий фрезеровщика при установке на станке торцовых фрез аналогична ранее рассмотренной для цилиндрических фрез с учетом конструкции концевых оправок.
При креплении фрезы с торцовым пазом на вертикально-фрезерном станке (рис. 35, а) оправка хвостовиком 5 устанавливается в отверстие шпинделя 6 и затягивается шомполом 7. На рабочую часть ее надевается фланец 3 и фреза 2 так, чтобы пазы и торцовый выступ фланца совместились с поводковыми шпонками 4 шпинделя и пазом на торце фрезы. Затем фреза вместе с фланцем затягивается винтом 1 с помощью специального торцового ключа.
Крупногабаритные торцовые фрезы устанавливаются непосредственно на передний цилиндрический участок 1 шпинделя (рис. 35, б). При этом поводковые шпонки 3 должны зайти в торцовый паз фрезы, которая затем закрепляется четырьмя винтами 2. Чтобы исключить перекос и биение фрезы, винты затягивают торцовым ключом в диагональном порядке.
Общий | Нужны предложения о том, как нарезать диски по диаметру на фрезерном станке | Практик-механик
Клодбастер
Алюминий
#1
Привет всем,
Итак, у меня есть проект, в котором я пытаюсь использовать узел диска и подшипника для изготовления некоторых других деталей. Это изношенные диски для обработки почвы, поэтому износостойкая сталь более высокого качества, я не знаю характеристик, но они совсем не сверлят и не фрезеруют. Они имеют диаметр около 15 дюймов и толщину 1/8 дюйма, с подшипником 5/8 дюйма. Я пытаюсь уменьшить их до 12 дюймов в диаметре, нужно сделать 18 штук.
Теперь самое сложное. Токарного станка у меня пока нет, да и места под него нет. У меня мельница в Бриджпорте, без поворотного стола. Я попытался создать дугу с показанной настройкой. Он недостаточно жесткий ни для врезания фрезой, ни для дуги, хочет захватить и сломать концевые фрезы.
Как настроить это как повторяемую задачу с машинами, которые у меня есть? Что за оснастка? Отрезной инструмент удерживается в тисках? Сверлильные станки? Открыт для всех предложений.
Спасибо
Ванная L
Алмаз
#2
«Недостаточно жесткая ни для врезания фрезой, ни для дуги, хочет захватить и сломать концевые фрезы» скорость, соответствующая материалу фрезы и работе. Начинайте резать по радиальной линии от края, зафиксировав заготовку, прежде чем повернуть заготовку. Концевая фреза с шестью или восемью зубьями не просверлит собственное отверстие врезанием. Смазочно-охлаждающая жидкость или смазка для стержней Tapmatic Edge продлевают срок службы инструмента.
Ларри
дана шестерня
Горячекатаный
#3
Соберите себе направляющий штифт 5/8 дюйма, измерьте расстояние, необходимое для нужного вам диаметра, например, от центра штифта 5/8 дюйма до центра головки плазменной резки, и изготовьте рычаг, который приваривается к направляющему штифту. и охватит плазменный резак на другом конце и отрежет. Или отнесите их кому-нибудь, у кого есть стол для плазменной резки с ЧПУ, после простой настройки они будут вырезаны примерно за 1 минуту каждый на столе с ЧПУ.
Иллинойанс
Нержавеющая сталь
#4
Забудьте о мельнице. Сделайте шаблон, который находится на центральном отверстии. Резать плазмой.
Сделайте шаблон, который находится на центральном отверстии. Резать плазмой.
Липовые Сами
Алмаз
#5
Плюс еще один на плазме, или ОА факел, …….если еще будут диски для культивации и т.д. — плевать.
Скраффи887
Титан
#6
Я удивлен, что вы так далеко продвинулись с фрезой, свисающей так далеко из цангового патрона. С таким большим вылетом есть хороший шанс, что вы собираетесь раструбить цангу, что сделает ее бесполезной.
С таким большим вылетом есть хороший шанс, что вы собираетесь раструбить цангу, что сделает ее бесполезной.
Ларри Дикман
Титан
#7
трепанация.
Мичиганбак
Алмаз
#8
Прочная распорка снизу возле выреза ровная из дерева и немного прижимается вверх, а валик на верхней стороне прижимается вниз. И то, и другое очень близко к механической обработке. Короткая концевая фреза 3/4 или лучше.
И то, и другое очень близко к механической обработке. Короткая концевая фреза 3/4 или лучше.
Спираль концевой фрезы должна иметь распорку/опору в направлении подъема (с правым EM) очень близко к режущему действию.
*Согласитесь, было бы неплохо разослать.
Вы можете запустить их стопкой, по 6 за раз, чтобы сделать деталь более прочной. зажмите верхнюю и нижнюю параллельные части рядом с вырезом… и переместите их вдоль края выреза… с помощью 3/4-дюймовой 4-зубой концевой фрезы. Вероятно, все еще потребуется верхняя боковая распорка.
Если бы можно было распилить, вы могли бы приблизить его/их, распилив до размера 1/16.
Если бы вы могли распиливать с точностью до 1/32, вы могли бы использовать такую вращающуюся установку для шлифовки на верстаке.
Обрезка срезов пилой до грубой обработки может привести к их отвердению, что затруднит фрезерование.. но можно попробовать отшлифовать в сторону от конечного размера, чтобы посмотреть, затвердеет ли он/будет ли он затвердевать.
Последнее редактирование:
Лимовый Сами
Алмаз
#9
Для тех, кто не знает, …..сталь, обычно используемая для изготовления дисков бороны, лучше всего охарактеризовать как «не предназначенную для механической обработки», и это до того, как образуется нагартованная корка.
Продолжайте механическую обработку, если хотите, но я бы уподобился тому, чтобы просить, чтобы вас неоднократно пнули под дых
Маттидж
Титан
#10
Сельский дом: вращающийся диск на шпинделе и большая угловая шлифовальная машина. Деревянный блок под внешним краем, чтобы обеспечить некоторое торможение.
Клодбастер
Алюминий
#11
Я уже пробовал это с установкой горелки OA. Это делает разрез ровным, но высокая температура деформирует диски в форме колокола, что делает их непригодными для использования в качестве деталей. Мне нужен более холодный процесс.
Кроме того, первое изображение просто демонстрирует то, что я сделал, эта концевая фреза даже не прижата, а рычаг не прикручен болтами. В эксплуатации все держалось крепко.
В эксплуатации все держалось крепко.
Клодбастер
Алюминий
#12
Трепан это?
Не могли бы вы уточнить — это новое для меня.
Клодбастер
Алюминий
№13
И у меня есть большая вертикальная ленточная пила — это хорошая идея. .. но ее слишком сложно пилить.
.. но ее слишком сложно пилить.
бхигдог
Нержавеющая сталь
№14
Клодбастер сказал:
И у меня есть большая вертикальная ленточная пила — это хорошая идея… но и пилить ее слишком сложно.
Нажмите, чтобы развернуть…
Трение увидело их……….Боб
Ричард Уинн
Алюминий
№15
сложить кучу на стол
и сделать набросок
Рэй Бенер
Алмаз
№16
Клодбастер сказал:
Трепан это?
Не могли бы вы уточнить — это новое для меня.
Нажмите, чтобы развернуть…
YouTube
Я с плазменной связкой однако.
ОКТАНОВЫЙ МЕХАНИЗМ
Алюминий
# 17
Water-Jet, сохраняет прохладу и не имеет значения, из какого материала.
рыхлитель
Нержавеющая сталь
# 18
ОКТАНОВОЕ ОБОРУДОВАНИЕ сказал:
Water-Jet, сохраняет прохладу и не имеет значения, из какого материала.
Нажмите, чтобы развернуть…
Почти уверен, что если бы у ОП была водометная струя, у нас бы не было этого разговора. стержень и измельчить их правильно.
Мне бы снились кошмары, если бы я перемалывал их на своей мельнице
Мне немного любопытно, для чего нужен конечный результат?
Отправлено с моего iPhone с помощью Tapatalk Pro
Лимовый Сами
Алмаз
# 19
Клодбастер сказал:
Я уже пробовал это с настройкой горелки OA. Это делает разрез ровным, но высокая температура деформирует диски в форме колокола, что делает их непригодными для использования в качестве деталей. Мне нужен более холодный процесс..
Нажмите, чтобы развернуть.
..
Похоже, вы нагреваете его слишком сильно (распространенная ошибка при резке OA), так что могу ли я предложить вам заточить свой резак акт
Сделайте простой зажим, чтобы резак можно было держать на правильном радиусе и расстоянии от плита.
Очистите (с помощью лепесткового диска и т. д.) без ржавчины и краски обе стороны места, где вы собираетесь резать, и след от обода.
Методом проб и ошибок используйте наименьшее возможное сопло, которое для 1/8 дюйма будет самым маленьким из доступных.
Установите наименьшее возможное пламя предварительного нагрева (опять же с помощью T&E), затем быстро двигайтесь от края и начинайте вращать так быстро, как только сможете, и продолжайте резать
Немного практики скоро поможет вам в работе.
При редактировании. Для справки, я сделал ту же самую работу, многие десятки, если не сотни деталей, ……..более 40 лет назад и только с горелкой OA и угловой шлифовальной машиной.
триумф506
Титан
#20
Используйте самую маленькую концевую фрезу.
Так что, если он зацепится и т. д., он сломает концевую фрезу.
Если вы сделаете это большой концевой фрезой, то фреза не сломается, но может повредить вам в зависимости от того, как вы держите диск
Профильные концевые фрезы и радиусные фрезы
Дополнительные продукты можно найти на сайте нашего магазина www.cdt1.com
 org/ListItem»> Домашний
org/ListItem»> Домашний- Режущие инструменты
- Быстрорежущая сталь, кобальт, режущие инструменты, 9 шт.0012
- Фрезы
- Фрезы с хвостовиком
- Концевые фрезы для профильной резки и радиусные фрезы
Концевые фрезы для скругления углов, быстрорежущая сталь и кобальт — радиусная фреза от 1/32 до 1 дюйма
Концевые фрезы для скругления углов, быстрорежущая сталь и кобальт – фреза с радиусом от 1 мм до 20 мм
Фрезы с хвостовиком из быстрорежущей стали и кобальта
58,27 $USD
в наличии
Выберите параметры
Фрезы для скругления углов M42, кобальт 0,625 5/8–1,50 1-1/2 дюйма, большой радиус, внутренний диаметр 1628-
837,09 $USD
Наличие на складе 5-10 дней
Выберите параметры
Вогнутые фрезы Радиус 1/32 1/16 3/32 1/8 5/32 3/16 1/4 9/32 5/16 3/8 Тип хвостовика из быстрорежущей стали ID 4227-
128,99 долл. США
США
Доступность: В наличии
Выберите параметры
Выпуклая фреза Тип хвостовика Быстрорежущая сталь Размеры 1/32 1/16 3/32 1/8 5/32 3/16 1/4 5/16 3/8 Радиус ID 4228-
144,99 $USD
Наличие: In Наличие
Выберите параметры
.437 Радиус 7/16 .750 Хвостовик 3/4 или 1,0 дюйма 4 зуба Концевая фреза для скругления углов M42 Кобальт ID 8797-
$101,99USD
Доступность На складе
Выберите параметры
.500 Радиус 1/2 .750 Хвостовик 3/4 или 1,0 дюйма 4 зуба Концевая фреза для скругления углов M42 Кобальт ID 8802-
$101,99USD
Доступность На складе
Выберите параметры
.625 Радиус 5/8 .750 Хвостовик 3/4 или 1,0 дюйма 4 зуба Концевая фреза для скругления углов M42 Кобальт ID 8809-
194,99 долл. США
Наличие на складе
Выберите параметры
.750 Радиус 3/4 .750 Хвостовик 3/4 или 1,0 дюйма 4 зуба Концевая фреза для скругления углов M42 Кобальт ID 8810-
229,99 долларов США
Доступность На складе
Выберите параметры
. 875 Радиус 7/8 .750 Хвостовик 3/4 4 зуба Концевая фреза для скругления углов M42 Кобальт ID 8811-
875 Радиус 7/8 .750 Хвостовик 3/4 4 зуба Концевая фреза для скругления углов M42 Кобальт ID 8811-
$304.99USD
Доступность На складе
Выберите параметры
Радиус 1,0 0,750 Хвостовик 3/4 или 1 дюйм 4-зубая концевая фреза для скругления углов M42 Кобальт ID 8812-
371,99 долларов США
Наличие на складе
Выберите параметры
.0625 Радиус 1/16 .375 Хвостовик 3/8 4 зуба Концевая фреза M42 Кобальт ID 8813-
$36.99USD
Доступность На складе
Выберите параметры
.0937 Радиус 3/32 .375 Хвостовик 3/8 дюйма 4-зубая концевая фреза для скругления углов M42 Кобальт ID 8814-
$39,99USD
Доступность На складе
Выберите параметры
.1250 Радиус 1/8 .500 Хвостовик 1/2 дюйма Концевая фреза M42 для скругления углов, 4 зуба, кобальт, ID 8815-
53,99 долл. США
Наличие на складе
Выберите параметры
.1562 Радиус 5/32 .500 Хвостовик 1/2 дюйма 4 зуба Концевая фреза для скругления углов M42 Кобальт ID 8816-
$53.
