Как на станке нарезать дюймовую резьбу на: нарезание на токарном станке резцом
Содержание
Нарезание внутренней резьбы магнитным сверлильным станком
Для нарезания внутренней резьбы магнитным сверлильным станком потребуются такие инструменты, как метчик и резьбонарезной патрон с необходимыми предохранительными головками, которые, как правило, входят в резьбонарезной набор. При отсутствии резьбонарезного набора можно воспользоваться прямым переходником с метчика на Weldon, но в таком случае есть риск поломки инструмента. Также непосредственно перед процессом нарезания, необходимо предварительно просверлить отверстие в детали соответствующего диаметра.
Метчик — это специальный инструмент для нарезания внутренней метрической резьбы в сквозных и глухих отверстиях. Как правило, метчики идут комплектом по две штуки: один черновой — для первичного нарезания резьбы, другой чистовой — для финишной обработки отверстия. Отличие одного метчика от другого в том, что режущая поверхность чернового метчика выражена не так ярко, как чистового.
|
Черновой и чистовой метчики |
Важно! Метчики должны быть изготовлены из качественного материала! У дешевого китайского инструмента режущая кромка быстро затупится, нарезать резьбу не получится. Метчик просто застрянет в материале, т.к. сработает механизм защиты в предохранительной вставке. С его извлечением проблем будет намного больше, чем с покупкой нового инструмента.
Резьбонарезной патрон и предохранительные вставки
Для нарезания резьбы потребуется резьбонарезной набор. Такой набор включает в себя резьбонарезной патрон с хвостовиком конус Морзе и комплект быстросменных вставок (втулок) для установки метчиков.
В патроне имеются системы защиты от перегрузки и осевой компенсации шага резьбы. Вставки имеют механизм регулировки крутящего момента, что позволяет предотвратить поломку инструмента (при увеличении момента метчик останавливается), а так же выполнить качественную резьбу.
Резьбонарезной патрон применяется в магнитных сверлильных станках как с реверсом вращения шпинделя, так и без него. Разница в том, что магнитный сверлильный станок с реверсом обеспечивает переключение с правого вращения на левое, что позволяет удобно вывести метчик обратно из отверстия, не вынимая его из патрона.
|
Набор резьбонарезной M12-M24 с предохранительными вставками
|
 Вставки имеют удобный механизм быстрой смены метчика обеспечивая при этом его надежную фиксацию.
Вставки имеют удобный механизм быстрой смены метчика обеспечивая при этом его надежную фиксацию.
Какого диаметра брать сверло под отверстие, в котором будем нарезать резьбу?
Подходящий диаметр сверла подбираем в зависимости от диаметра резьбы и ее шага. Рекомендуемые значения диаметров отверстий приведены в конце статьи.
Процесс нарезания резьбы
Для глухой резьбы необходимо включить правое вращение и «утопить» метчик в отверстии, после его остановки — переключить направление вращения на левое и метчик плавно выйдет обратно по своей резьбе. Без реверса такой резьбы выполнить невозможно.
Без реверса такой резьбы выполнить невозможно.
Для сквозной резьбы при правом вращении проходим метчиком насквозь вниз в нужной детали, и потом переключением на левое вращение проходим медленно вверх. Для сквозной резьбы в магнитных сверлильных станках без реверса после прохода метчика, его необходимо будет извлечь вручную, прежде чем продолжить работу.
Рекомендации по процессу нарезания резьбы
Резьбу необходимо выполнять на низких оборотах. При этом нельзя делать резких движений, метчик должен идти очень плавно!
Обязательно следует обильно использовать смазывающую охлаждающую жидкость (концентрат СОЖ) в магнитных сверлильных станках с интегрированной системой ее подачи, или же смазывать извне специальными воском, пастой или пеной.
Диаметры сверл для отверстий под нарезание метрической резьбы по ГОСТ 19257-73 «Отверстия под нарезание метрической резьбы»
Примечание: подчеркиванием выделены диаметры сверл для отверстий под резьбу с крупным шагом.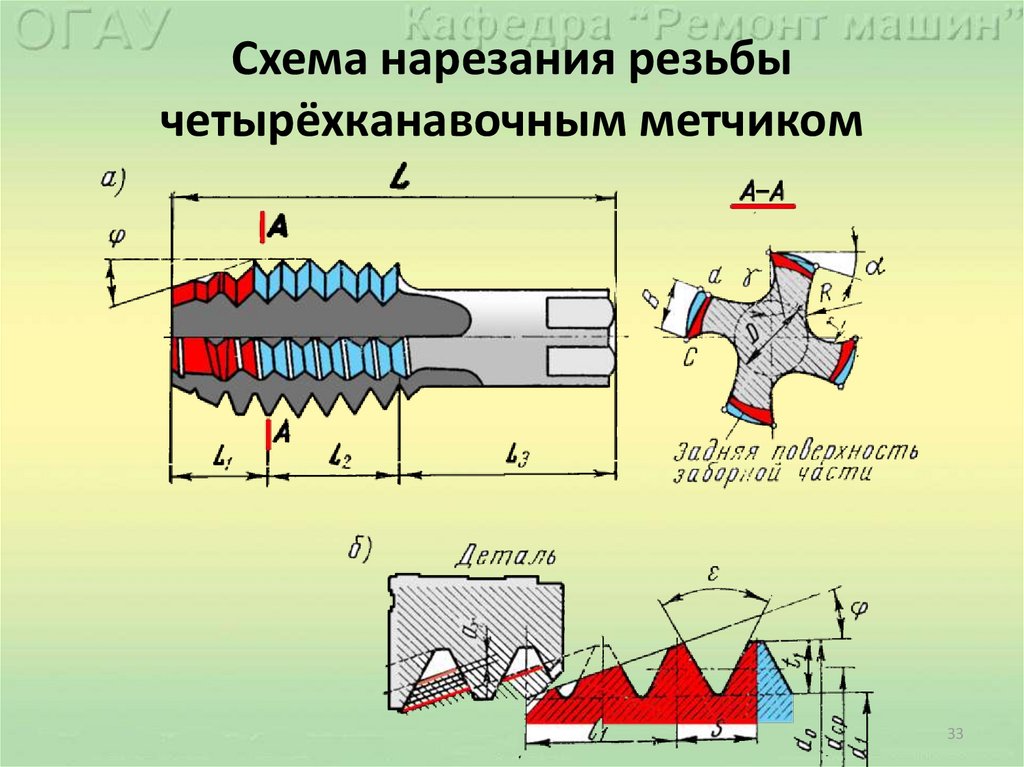
| Номинальный диаметр резьбы | Шаг резьбы | Диаметр сверла |
| 1 | 0,2 | 0,8 |
| 0,25 | 0,75 | |
| 0,2 | 0,9 | |
| 1,1 | 0,25 | 0,85 |
| 0,2 | 1 | |
| 1,2 | 0,25 | 0,95 |
| 0,2 | 1,2 | |
| 1,4 | 0,3 | 1,1 |
| 1,6 | 0,2 | 1,4 |
| 0,35 | 1,25 | |
| 1,8 | 0,2 | 1,6 |
| 0,35 | 1,45 | |
| 2 | 0,25 | 1,75 |
| 0,4 | 1,6 | |
| 0,25 | 1,95 | |
| 2,2 | 0,45 | 1,75 |
| 2,5 | 0,35 | 2,15 |
| 0,45 | 2,05 | |
| 3 | 0,35 | 2,65 |
| 0,5 | 2,5 | |
| 0,35 | 3,15 | |
| 3,5 | 0,6 | 2,9 |
| 0,5 | 3,5 | |
| 4 | 0,7 | 3,3 |
| 0,5 | 4 | |
| 4,5 | 0,75 | 3,75 |
| 5 | 0,5 | 4,5 |
| 0,8 | 4,2 | |
| 5,5 | 0,5 | 5 |
| 0,5 | 5,5 | |
| 6 | 0,75 | 5,25 |
| 1 | 5 | |
| 0,5 | 6,5 | |
| 7 | 0,75 | 6,25 |
| 1 | 6 | |
| 8 | 0,5 | 7,5 |
| 0,75 | 7,25 | |
| 1 | 7 | |
| 1,25 | 6,8 | |
| 0,5 | 8,5 | |
| 9 | 0,75 | 8,25 |
| 1 | 8 | |
| 1,25 | 7,8 | |
| 10 | 0,5 | 9,5 |
| 0,75 | 9,25 | |
| 1 | 9 | |
| 1,25 | 8,8 | |
| 1,5 | 8,5 | |
| 11 | 0,5 | 10,5 |
| 0,75 | 10,25 | |
| 1 | 10 | |
| 1,25 | 9,5 | |
| 12 | 0,5 | 11,5 |
| 0,75 | 11,25 | |
| 1 | 11 | |
| 1,25 | 10,8 | |
| 1,5 | 10,5 | |
| 1,75 | 10,2 | |
| 14 | 0,5 | 13,5 |
| 0,75 | 13,25 | |
| 1 | 13 | |
| 1,25 | 12,8 | |
| 1,5 | 12,5 | |
| 2 | 12 | |
| 15 | 1 | 14 |
| 1,5 | 13,5 | |
| 16 | 0,5 | 15,5 |
| 0,75 | 15,25 | |
| 1 | 15 | |
| 1,5 | 14,5 | |
| 2 | 14 | |
| 17 | 1 | 16 |
| 1,5 | 15,5 | |
| 18 | 0,5 | 17,5 |
| 0,75 | 17,25 | |
| 1 | 17 | |
| 1,5 | 16,5 | |
| 2 | 16 | |
| 2,5 | 15,5 | |
| 20 | 0,5 | 19,5 |
| 0,75 | 19,25 | |
| 1 | 19 | |
| 1,5 | 18,5 | |
| 2 | 18 | |
| 2,5 | 17,5 |
| Номинальный диаметр резьбы | Шаг резьбы | Диаметр сверла |
| 22 | 0,5 | 21,5 |
| 0,75 | 21,25 | |
| 1 | 21 | |
| 1,5 | 20,5 | |
| 2 | 20 | |
| 2,5 | 19,5 | |
| 24 | 0,75 | 23,25 |
| 1 | 23 | |
| 1,5 | 22,5 | |
| 2 | 22 | |
| 3 | 21 | |
| 25 | 1 | 24 |
| 1,5 | 23,5 | |
| 2 | 23 | |
| 26 | 1,5 | 24,5 |
| 27 | 0,75 | 26,25 |
| 1 | 26 | |
| 1,5 | 25,5 | |
| 2 | 25 | |
| 3 | 24 | |
| 28 | 1 | 27 |
| 1,5 | 26,5 | |
| 2 | 26 | |
| 30 | 0,75 | 29,25 |
| 1 | 29 | |
| 1,5 | 28,5 | |
| 2 | 28 | |
| 3 | 27 | |
| 3,5 | 26,5 | |
| 32 | 1,5 | 30,5 |
| 2 | 30 | |
| 33 | 0,75 | 32,25 |
| 1 | 32 | |
| 1,5 | 31,5 | |
| 2 | 31 | |
| 3 | 30 | |
| 3,5 | 29,5 | |
| 35 | 1,5 | 33,5 |
| 36 | 1 | 35 |
| 1,5 | 34,5 | |
| 2 | 34 | |
| 3 | 33 | |
| 4 | 32 | |
| 38 | 1,5 | 36,5 |
| 39 | 1 | 38 |
| 1,5 | 37,5 | |
| 2 | 37 | |
| 3 | 36 | |
| 4 | 35 | |
| 40 | 1,5 | 38,5 |
| 2 | 38 | |
| 3 | 37 | |
| 42 | 1 | 41 |
| 1,5 | 40,5 | |
| 2 | 40 | |
| 3 | 39 | |
| 4 | 38 | |
| 4,5 | 37,5 | |
| 45 | 1 | 44 |
| 1,5 | 43,5 | |
| 2 | 43 | |
| 3 | 42 | |
| 4 | 41 | |
| 4,5 | 40,5 | |
| 48 | 1 | 47 |
| 1,5 | 46,5 | |
| 2 | 46 | |
| 3 | 45 | |
| 4 | 44 | |
| 5 | 43 | |
| 50 | 1,5 | 48,5 |
| 2 | 48 | |
| 3 | 47 | |
| 52 | 1 | 51 |
| 1,5 | 50,5 | |
| 2 | 50 | |
| 3 | 49 | |
| 4 | 48 | |
| 5 | 47 |
Как нарезается резьба на токарном станке
Содержание
- 1 Особенности работы на токарном станке
- 2 Методы получения резьб
- 3 Подготовка станка
- 4 Применяемое оборудование
- 4.
 1 Резцы
1 Резцы - 4.2 Плашки и метчики
- 4.3 Резьбонарезные головки
- 4.
- 5 Контроль
Нарезание резьбы — одно из наиболее распространенных направлений в металлообработке с использованием токарных станков. Данная технологическая операция используется в 40% работ, связанных с металлообработкой.
Резьбу возможно создавать своими руками слесарным инструментом или на токарно-винторезных станках. Однако качество работы резцом зависит от основного момента: вращение шпинделя станка и подача резца должны быть синхронны.
Резьбовые соединения сейчас чаще всего применяются в машиностроении и на строительных площадках. Металлические конструкции и элементы активно соединяются с помощью болтов, шурупов, винтов и аналогичных изделий. Подобные детали также выполняют функцию усиления или движения во многих механизмах. В качестве примера можно привести домкрат.
Содержание
- Особенности работы на токарном станке
- Методы получения резьб
- Подготовка станка
- Применяемое оборудование
- Резцы
- Плашки и метчики
- Резьбонарезные головки
- Контроль
Особенности работы на токарном станке
Создание резьбы на токарно-винторезном станке – наиболее часто используемая, но трудоемкая операция.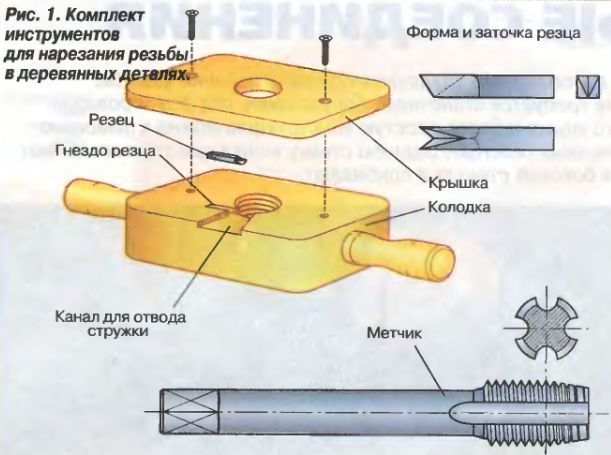 Трудность состоит в регулировании основных настроек станков и в эксплуатации дополнительного инструмента. Чтобы на токарном станке точно выполнить поставленное задание, следует соблюдать технологию работы и всегда помнить о технике безопасности.
Трудность состоит в регулировании основных настроек станков и в эксплуатации дополнительного инструмента. Чтобы на токарном станке точно выполнить поставленное задание, следует соблюдать технологию работы и всегда помнить о технике безопасности.
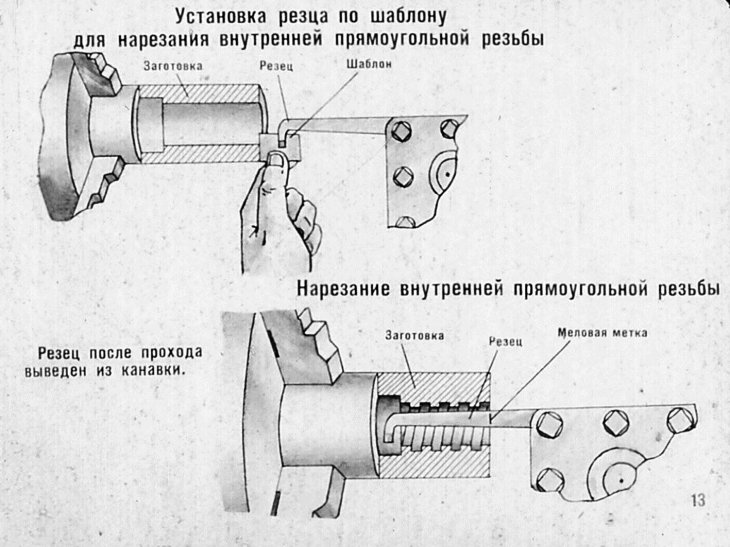
Чтобы резьба полностью отвечала исходным характеристикам, необходимо правильно зафиксировать резец по центру обрабатываемой детали. Для того чтобы это правильно и точно сделать, специалисты применяют шаблон, который закрепляют на заранее подготовленной плоскости детали параллельно прямой от центров станка. Резец сопоставляют с шаблоном и проверяют качество установки детали.
Методы получения резьб
Теперь разберем, по каким методикам получают соответствующую нарезку. Изготовление обеспечивается двумя парами резцов, которые находятся в специальной вращающейся головке. Данную конструкцию закрепляют на суппорте токарно-винторезного станка. Из-за того, что резцы врезаются поочередно, обеспечивается высокая скорость обработки детали, создавая тем самым минимальную шероховатость производимой резьбовой плоскости и высокую точность профиля. Ключевые критерии винтовой линии — угол ее подъема и накатка, величина которого измеряется прямой между плоскостью, находящейся около винтовой линии и касательной, которая относительно вертикальна оси вращения элемента. Она обуславливается:
Из-за того, что резцы врезаются поочередно, обеспечивается высокая скорость обработки детали, создавая тем самым минимальную шероховатость производимой резьбовой плоскости и высокую точность профиля. Ключевые критерии винтовой линии — угол ее подъема и накатка, величина которого измеряется прямой между плоскостью, находящейся около винтовой линии и касательной, которая относительно вертикальна оси вращения элемента. Она обуславливается:
- подачей инструмента, который двигается параллельно оси заготовки;
- количеством витков вращения детали.
Шаг – это ключевой критерий технологической операции. Он определяет дистанцию между пограничными витками.
Специалисты делят резьбу на четную и нечётную. В четной речь идет о нарезках, которые получают целое четное число линий нарезки по шагам. Соответственно, нечетная нарезка подразумевает нечетную.
Подготовка станка
Чтобы четко выполнить работу по заданным критериям, нужно правильно настроить станок. Сначала необходимо состыковать вращение шпинделя с перемещением суппорта. Параллельная подача шпинделя должна быть равна шагу резьбы. Существует большое количество сочетаний соединений, что дает возможность настроить станок на любую желаемую резьбу.
Сначала необходимо состыковать вращение шпинделя с перемещением суппорта. Параллельная подача шпинделя должна быть равна шагу резьбы. Существует большое количество сочетаний соединений, что дает возможность настроить станок на любую желаемую резьбу.
Резьба создается путем механической обработки вне зависимости от вида токарного станка. С помощью настройки инструмента специалист рассчитывает, как левый угол винтовой прямой будет влиять на внешнюю часть заготовки, которая располагается в вертикальном положении по отношению оси вращения. Также необходимо сказать о том, что все станки имеют различную производительность и количество витков вращения деталей. Поэтому, чтобы механизм мог продуктивно справиться с поставленной задачей, важно первоначально грамотно соотнести угол воздействия обрабатывающего инструмента и частоту оборотов детали.
Применяемое оборудование
Есть два способа нарезать резьбу: ручной способ и токарных станках. При изготовлении детали вручную применяют зажимы и механизмы, которые называются плашки и метчики. При работе на токарном станке можно проводить работу резцами. С их помощью формируют нарезку как на внешней, так и внутренней стороне детали. Нарезание резьбы на токарном станке с помощью резцов предполагает:
При работе на токарном станке можно проводить работу резцами. С их помощью формируют нарезку как на внешней, так и внутренней стороне детали. Нарезание резьбы на токарном станке с помощью резцов предполагает:
- качественную заточку;
- использование различных режимов работы станка;
- правильную установку инструмента по центру детали с применением допустимого шаблона;
- контроль полученных деталей заданными шаблонами или калибрами.
При производстве резьб недопустимы: занозы, сколы, рваные нитки и т.п. Если использовать вихревые головки со специальным приводом, то можно расширить потенциальные возможности функций токарных станков.
Резцы
Для того чтобы осуществлять работу с использованием модульного станка нужны резьбонакатные резцы. Они производятся из специальной стали, которая качественно и быстро обрабатывает заготовки. Наружный винтовой шаг на детали создается резцом выгнутой или прямой формы. Для создания резьбы внутри элемента требуются только изогнутые инструменты. Представленные фото и видео материалы обязательно помогут разобраться в тонкостях технологической операции.
Представленные фото и видео материалы обязательно помогут разобраться в тонкостях технологической операции.
Заготовки подвергают обработке на токарном станке с помощью резцов с пластинами, изготовленных из твердых сплавов. В пример можно привести такие сплавы как Т15К6, Т14К8, ВК6М, ВК3М и другие.
Плашки и метчики
Метчик — закаленный металлический стержень с нарезанной резьбой определенного профиля. Он состоит из рабочей и хвостовой частей. Последняя предполагает место для фиксации инструмента в патроне. Каждый зуб метчика работает как резец и имеет специальные углы резания, величина которых выбирается в зависимости от планируемого типа и глубины нарезки.
Для изготовления внешней резьбы на винтах, гайках и других деталях используются плашки. Диаметр обрабатываемой детали должен быть немного меньше внешнего двойного радиуса резьбы. Плашку размещают в патрон, который закрепляют в оборудовании.
Резьбонарезные головки
Резьбонарезными головками пользуются гораздо реже, чем резцами, метчиками и плашками. Хотя резьбонарезные головки могут быть использованы для создания резьбы произвольного типа. Гребенки – функциональные элементы резьбонарезных головок. Их ключевая особенность состоит в том, что их внутренние элементы механически расходятся при выполнении обратного хода, тем самым не соприкасаясь с только что накатанной резьбой.
Хотя резьбонарезные головки могут быть использованы для создания резьбы произвольного типа. Гребенки – функциональные элементы резьбонарезных головок. Их ключевая особенность состоит в том, что их внутренние элементы механически расходятся при выполнении обратного хода, тем самым не соприкасаясь с только что накатанной резьбой.
Контроль
Уже после завершения всех операций специалист проводит проверку на соответствие заданным критериям. Для этого применяется шаблон, на корпус которого нанесены оттиски зубчиков. Шаблоном сличается созданная нарезка с эталонной данного типа.
Если создание резьбы на токарном станке резцом производилось с неверным наклоном установленного режущего инструмента, то это будет зафиксировано подходящим по типу и форме шаблоном.
Как нарезать болты, не повредив резьбу
Поиск
Главная страница Практические руководства Видеоинструкции Как нарезать болты, не повреждая резьбу
Воспроизведение видео не поддерживается
Приспособление для нарезки болтов на нужную длину без повреждения резьбы.
Вместо того, чтобы зажимать металлические болты и крепежные винты в тисках при резке по длине, что может привести к повреждению резьбы, попробуйте этот метод:
- Прикрепите доску 2”x2” к верстаку с помощью винтов.
- Просверлите в доске горизонтальное отверстие того же диаметра, что и болт, который вы собираетесь вырезать.
- Накрутите гайку на болт, затем проденьте болт через отверстие в плате.
- Навинтите на болт еще одну гайку и с помощью гаечного ключа затяните ее по отношению к плате.
- С помощью ножовки отрежьте болт по длине.
- Снимите гайку с болта и болт с платы.
Отвинчивание гайки от болта удалит все металлические заусенцы и выправит деформированную резьбу, оставшуюся после обрезки болта.
Посмотрите это видео, чтобы узнать больше.
Дополнительная информация
- Как соединить древесину с помощью болтов с квадратным подголовком (видео)
- Как повесить что угодно на что угодно (статья/видео)
ВИДЕО ТЕХНОЛОГИЯ
Джо Труини: Вот простое решение, которому мой папа научил меня в детстве, и оно мне очень нравится. Я использую его постоянно, когда мне нужно укоротить болт с квадратным подголовком или крепежный винт, который слишком длинный.
Я использую его постоянно, когда мне нужно укоротить болт с квадратным подголовком или крепежный винт, который слишком длинный.
Дэнни Липфорд: То, что Джо сделал здесь, вместо того, чтобы зажать это в тисках, он взял кусок дерева и прикрепил его к верстаку с помощью шурупов. Это дает ему хороший опорный механизм для разрезания болта. Затем он просверлил отверстие в куске дерева и вставил в него болт. Он держит его на месте двумя разными гайками — по одной с каждой стороны.
Джо Труини: Тогда все, что вам нужно сделать, это после того, как болт обрезан, ослабить гайку и снять ее с конца болта. Когда он отрывается, он срезает любые колючие заусенцы и обрезает любые деформированные нити. А потом можно просто поставить гайку обратно.
Дэнни Липфорд: Теперь это можно использовать для любого типа резьбового стержня или крепежного винта или почти всего, что у вас есть в вашем доме.
Предыдущая статьяСовет для точного нанесения длинных линий мелом
Следующая статьяСоветы по перемещению тяжелой мебели в вашем доме
ДЖО ТРУИНИ
https://todayshomeowner. com/team/joe-truini/
com/team/joe-truini/
Джо Труини — опытный подрядчик, опытный автор и ведущий программы «Простые решения» на канале Today’s Homeowner TV . Он также каждую неделю появляется в эфире вместе с Дэнни Липфордом в качестве соведущего Today’s Homeowner Radio. Джо — удобный парень, который всегда ищет способы сделать работу по благоустройству дома проще и эффективнее.
Оставайтесь с нами!
Подпишитесь сегодня, чтобы получать эксклюзивный контент и советы на свой почтовый ящик!
Токарные станки Саут-Бенд | Две нити на дюйм | Практик-механик
ТомД
Алюминий
#1
У меня есть несколько 9-дюймовых южных изгибов. Я хотел бы оборудовать один для закручивания винтов с 2 витками на дюйм. Это будет 99% резьба по дереву, с нарезкой фрезером или, возможно, острой формой выемки. Первоначально это будет хорошо иметь возможность выточить 2-дюймовый метчик из стали, чтобы сделать гайки для этих больших болтов с резьбой.
Я хотел бы оборудовать один для закручивания винтов с 2 витками на дюйм. Это будет 99% резьба по дереву, с нарезкой фрезером или, возможно, острой формой выемки. Первоначально это будет хорошо иметь возможность выточить 2-дюймовый метчик из стали, чтобы сделать гайки для этих больших болтов с резьбой.
Что нужно для того, чтобы приспособить токарный станок для выполнения такой работы? Я понимаю, что задействована какая-то понижающая передача, если скорость ходового винта должна поддерживаться на разумном уровне. Я понятия не имею, как это делается, хотя.
Биллтодд
Титан
#2
Ходовой винт SB имеет скорость 8 витков на дюйм, поэтому вам нужно настроить его таким образом, чтобы ходовой винт вращался со скоростью, в четыре раза превышающей скорость шпинделя. Для меня это звучит слишком много, чтобы просить переключения передач.
Для меня это звучит слишком много, чтобы просить переключения передач.
Учитывая, что вам придется запускать его довольно медленно (из-за подшипников ходового винта), как насчет того, чтобы приспособить что-нибудь для привода ходового винта, используя переключатели для привода шпинделя? (переключатели будут испытывать гораздо меньшую нагрузку)
промакджое
Нержавеющая сталь
#3
проблема с нарезанием двух витков резьбы на дюйм заключается в том, что вы перекручиваете ходовой винт в 1–4 раза. То есть 1 оборот шпинделя = 4 оборота ходового винта. Это создает дополнительную нагрузку на зубчатую передачу. Низкая скорость определенно рекомендуется.
Низкая скорость определенно рекомендуется.
, если у вас модель A, вам понадобится шпилька с 22 зубьями и винтовая шестерня с 56 зубьями. Установите левый тумблер на A, а правый тумблер на 1.
если у вас токарный станок модели B. или C. используйте шпильку с 32 зубьями и винтовую шестерню с 32 зубьями. для установки промежуточной шестерни используйте рис. 1 в таблице резьбы.
Будьте осторожны, токарный станок South Bend может нарезать 2 резьбы на дюйм, но нужно соблюдать осторожность.
промакджоэ
Клайв603
Титан
#4
В Великобритании для небольших токарных станков принято считать, что резьбу с большим шагом, чем у ходового винта, следует нарезать с помощью маховика ходового винта, тем самым отводя шпиндель от винта. Силовой привод не считается хорошей идеей, и обычно ко всему, что меньше половины шага подающего винта, следует подходить с осторожностью. Достаточно легко модифицировать ходовой винт South Bend, чтобы взять ручку на конце задней бабки, удлинив его. Если вы подходите по шкале, это становится полезным для таких вещей, как установка расстояния до ошейников и так далее.
Силовой привод не считается хорошей идеей, и обычно ко всему, что меньше половины шага подающего винта, следует подходить с осторожностью. Достаточно легко модифицировать ходовой винт South Bend, чтобы взять ручку на конце задней бабки, удлинив его. Если вы подходите по шкале, это становится полезным для таких вещей, как установка расстояния до ошейников и так далее.
Поскольку привод осуществляется вручную, усилия достаточно малы, но вам нужен острый инструмент, подаваемый под углом, чтобы резать только одну сторону, иначе это будет довольно тяжелая работа. Удивительно быстро для коротких потоков.
Для нарезания наружной резьбы по дереву рассмотрите возможность установки шпинделя с приводом для фрезерования резьбы. Грязно, как ад, но эффективно.
Хотя promacjoe прав, говоря, что при осторожном и медленном движении коробка передач и подвеска выдерживают большие нагрузки, если что-то пойдет не так, у вас могут быть большие проблемы. Эти грубые нити очень быстро сдвигают седло вниз по кровати, что может серьезно нарушить вашу нормальную реакцию.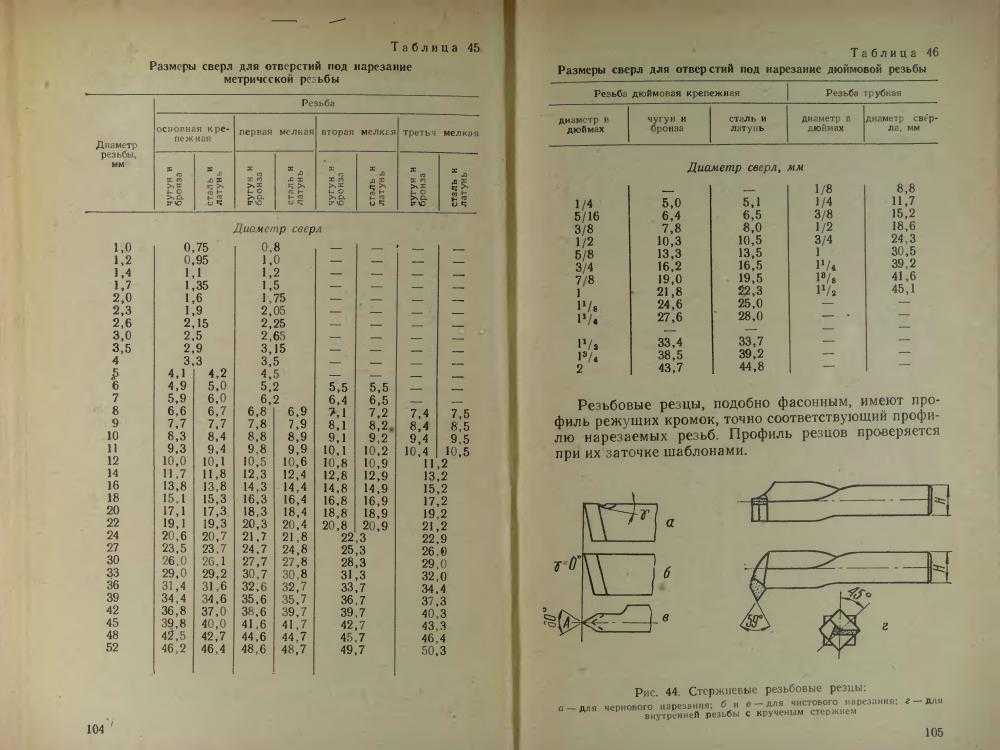 По этой причине я не буду пробовать что-либо более грубое, чем 8 TPI, на токарном станке, у которого в трансмиссии нет кулачковой муфты с одним зубом. ГММД. Если вы все-таки решите работать под нагрузкой, скорость вращения шпинделя должна быть не более 10 об/мин. При 2 TPI это все еще 5 дюймов в минуту!
По этой причине я не буду пробовать что-либо более грубое, чем 8 TPI, на токарном станке, у которого в трансмиссии нет кулачковой муфты с одним зубом. ГММД. Если вы все-таки решите работать под нагрузкой, скорость вращения шпинделя должна быть не более 10 об/мин. При 2 TPI это все еще 5 дюймов в минуту!
Клайв
Халкохед
Нержавеющая сталь
#5
Я изначально придумал этот метод (не сказать, что я первый) для нарезания нарезных пуговиц (представьте, что 1 резьба каждые 12 дюймов). Они слишком грубы, чтобы их можно было нарезать с помощью сменных шестерен. В любом случае, вот мой решение:
Рассчитайте, какой диаметр вам нужен, чтобы длина окружности была равна шагу вашей резьбы (для 2 витков на дюйм вам нужно π * диаметр = 0,500, поэтому вам нужен диаметр 0,1591 дюйма).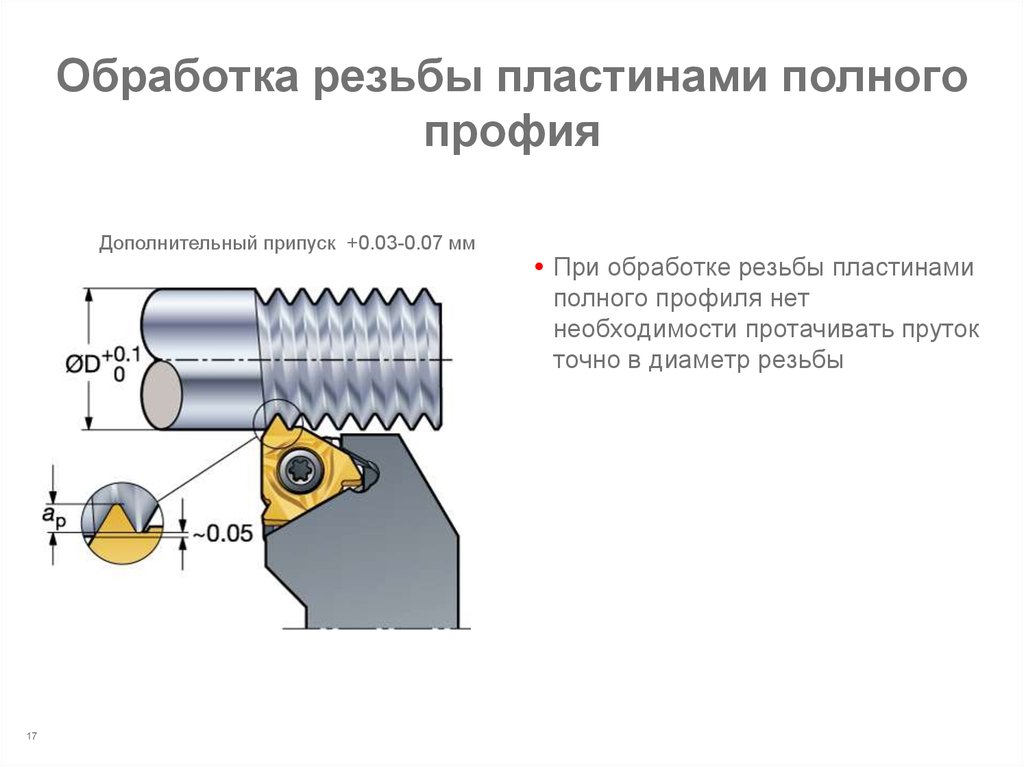 Теперь поверните барабан так, чтобы проволока намоталась на барабан так, чтобы его середина была на этом диаметре (не забудьте учесть диаметр проволоки). Теперь прикрепите шкив к станине и протяните проволоку от этого барабана к боковой части каретки. Отключите все ваши подачи и протяните шпиндель к каретке. Когда вы поворачиваете шпиндель (вручную!), он будет тянуть каретку с желаемым шагом, пока у вас есть место на барабане для проволоки. Не будьте слишком агрессивны с разрезы, так как вы не хотите, чтобы проволока растягивалась, если шаг очень, очень крупный, вы можете тянуть каретку маховиком, и шпиндель будет вращаться автоматически.0003
Теперь поверните барабан так, чтобы проволока намоталась на барабан так, чтобы его середина была на этом диаметре (не забудьте учесть диаметр проволоки). Теперь прикрепите шкив к станине и протяните проволоку от этого барабана к боковой части каретки. Отключите все ваши подачи и протяните шпиндель к каретке. Когда вы поворачиваете шпиндель (вручную!), он будет тянуть каретку с желаемым шагом, пока у вас есть место на барабане для проволоки. Не будьте слишком агрессивны с разрезы, так как вы не хотите, чтобы проволока растягивалась, если шаг очень, очень крупный, вы можете тянуть каретку маховиком, и шпиндель будет вращаться автоматически.0003
Удачи. И будьте осторожны, если вы используете переключатель передач. Срезанные зубы мешают.
Джхолл
Пластик
#6
Я совершенно не разбираюсь в том, как сделать такую грубую резьбу, но я немного разбираюсь в нарезании резьбы по дереву. Использование стационарного резака, каким бы острым он ни был, порвет древесные волокна и сделает резьбу очень слабой. Резка с помощью живого инструмента намного лучше. Дремель или фрезерный станок отлично подходят как для внутренней, так и для внешней резьбы, а фрезы довольно легко изготовить практически любого размера.
Браво5
Алюминий
#7
Я бы сделал это так:
Установите фрезер в стойку с подходящей фрезой.
