Как нарезать коническую резьбу на токарном станке: Как нарезать коническую резьбу метчиком
Содержание
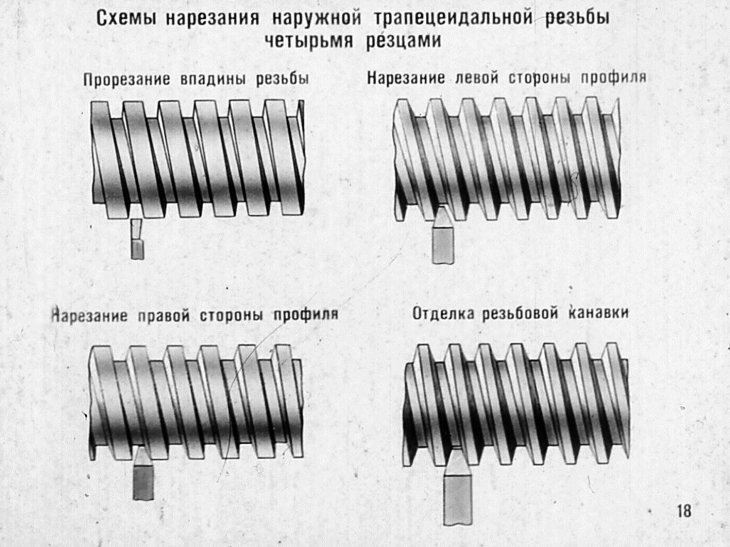
Нарезание резьбы на токарном станке резцом и плашкой
Один из широко известных и универсальных способов металлообработки — нарезание резьбы на токарном станке. Этот технологический процесс выполняется с помощью специальных токарных инструментов:
резцов;
плашек;
метчиков;
резьбонарезных головок.
Качество резьбы влияет на надежность соединения различных элементов. Нарезание резьбы — работа, требующая точности, квалификации и опыта.
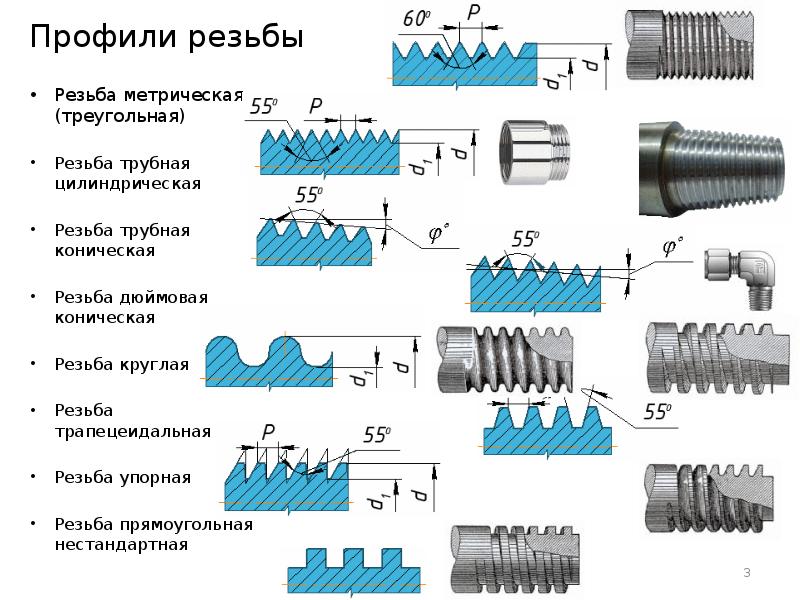
Профили резьбы
Формы заготовок, в зависимости от вида поверхности, бывают цилиндрическими и коническими. Резьбы бывают наружные (на поверхности) и внутренние (в отверстии болванки). Вид резьбового соединения зависит от профиля резьбы.
многозаходная — создается двумя или более нитками, размещенными на одинаковом расстоянии одна от другой.
Основные показатели обоих типов резьбы – шаг и ход. Резьбовой шаг — дистанция меж ближайшими витками и меряется по осевой линии обрабатываемой заготовки. Ходом одной резьбовой нитки называется промежуток посреди двух пиков одного витка на рабочей поверхности изделия. Ход равен произведению резьбового шага на число заходов.
Типы и свойства резцов
Токарный резец по металлу состоит из державки и рабочей головки. Качество обработки деталей напрямую зависит от этих элементов. Державка имеет прямоугольное или квадратное сечение. С ее помощью резец фиксируется на токарном станке.
Рабочей головкой обрабатывают детали. Она составлена из различных режущих плоскостей и кромок. Угол затачивания головки обусловлена материалом, из которого изготовлена деталь.
Наружную и внутреннюю резьбу нарезают резьбонарезными резцами разных типов.
Резьбонарезные резцы
Самые используемые из них:
стержневые;
призматические;
круглые.
Стержневые резцы состоят из стержня с рабочей головкой. Эти типы бывают разных профилей. Самые износостойкие — резцы, к которым припаяны твердосплавные рабочие грани. Они не нуждаются в частом точении, так как долго остаются острыми.
Призматические резцы применяют для обработки только внешней стороны болванки. Их преимущество перед стержневыми – способность обрабатывать большие поверхности. Но их следует чаще подвергать перетачиванию.
Круглые резцы используют в процессе нарезания резьбы внутренней и наружной. Эти инструменты очень удобны в работе, область использования их достаточно широка. Круглые резцы допускают многоразовое перетачивание.
Резьбовые резцы круглые
По конструктивным отличиям металлорежущие инструменты делятся на несколько типов:
прямые;
изогнутые;
отогнутые;
оттянутые.
Вершина любого резьбового инструмента — скругленная головка или фаска. Профиль резьбы формируется резцом должной конфигурации. Режущими инструментами гнутой формы нарезают резьбовую нить на поверхности болванки.
Прямые резцы здесь используются редко. Резьбу внутри детали совершают изогнутыми резцами, иногда прямыми, закрепленными в специальном держателе.
Резцы разделяются по категориям:
изготовленные из быстрорежущей легированной стали;
с напаянными на рабочий элемент твердосплавными пластинами;
режущие приспособления со сменными многогранными пластинами, закрепленными на головке.
По направлению следования винтовой нарезки, инструменты дифференцируют на правые и левые. При работе первыми подача идет слева направо, вторыми — подача идет влево. Правые используют чаще.
Режем резьбу плашкой
Воротки для метчиков
Воротки применяются для работы метчиком. В него вставляется и зажимается хвостовик данного приспособления. Такой ручной инструмент выпускается как нерегулируемый, с фиксированным размером посадочного гнезда, так и регулируемый, с изменяемым размером посадочного гнезда.
Плоский нерегулируемый вороток обычно имеет от одного до трех отверстий различного размера под наиболее употребительные размеры квадратов на хвостовиках метчиков. Сегодня такие воротки практически не выпускаются. За рубежом выпускаются нерегулируемые воротки с шаровой головкой. В головке под прямым углом сделаны четыре квадратных отверстия разных размеров из приведенного выше размерного ряда.
Регулируемые воротки содержат в своей конструкции винтовой механизм, двигающий зажимные части, фиксирующие хвостовик приспособления. При работе в труднодоступных местах могут потребоваться удлинители. Обычно они нерегулируемые и рассчитаны только на один размер присоединительного квадрата.
Торцевые воротки применяются для работы в труднодоступных местах. Они снабжаются фиксирующим патроном с губками, на которых сделаны выборки под квадрат на хвостовике метчика. Они изготавливаются как с фиксированным патроном, так и с храповиком. Храповик должен иметь переключатель направления на три положения (средний режим стопорит патрон).
При работе таким инструментом необходимо соблюдать простые правила, а именно:
Применять смазывающую жидкость, которая содействует минимизации силы, увеличению качества работы и срока службы приспособления;
При проходе первым метчиком обязательно, а при проходе последующими — при создании сопротивления вращению, на каждые четверть или треть оборота давать обратный ход для удаления стружки.
Техника нарезки на металлической детали
Винтовая поверхность, образованная резцом, называется резьбой. Она обеспечивает важные задачи — с ее помощью элементы деталей могут перемещаться относительно друг друга, сочленяются или значительно уплотняются соединения в различных механических приспособлениях.
Чтобы понять, как нарезать резьбу на токарном станке, нужно проследить за процессом нарезки — он достаточно прост и понятен. Резец закрепляют в суппорте токарного станка. Он равномерно перемещается вдоль оси вращающейся детали. Заостренная вершина инструмента прорезает на поверхности детали винтовую линию.
Чтобы правильно установить и направить режущий инструмент, используют специальный шаблон, который размещают над болванкой. Резец располагают вдоль осевой линии станка. По образующемуся просвету определяют, насколько точно проводится нарезка резьбы.
Нарезание имеет свои характерные особенности:
процесс формирования резьбы имеет некоторые особенности;
материал, из которого изготовлена деталь, задает передний угол резца;
величина угла зависит от вязкости, твердости и хрупкости металла;
плоскости резца на задних боковых углах не должны тереться о нарезанные канавки;
внутренняя резьба нарезается в уже расточенных или просверленных отверстиях.
Под каждый обрабатываемый материал предназначены определенные металлорежущие инструменты. Для болванок из стали используют резцы, пластины которых сделаны из твердых сплавов Т15К6, Т14К8, Т15К6, Т30К4. Для чугунных заготовок используют режущие инструменты с твердосплавными пластинами ВК4, В2К, ВК6М, ВК3М.
Правила нарезки
резьбовой шаблон используется для контроля правильности нарезания резьбы
Чистота резьбы определяется постановкой и направлением движения инструмента. Чтобы использовать инструмент правильно существует шаблон. Он размещается параллельно серединам станка на заготовке. Проекции инструмента и шаблона накладывают друг на друга и исследуют просвет. Резак размещают исключительно по центральной линии станка.
Внутренняя резьба нарезается изогнутыми инструментами (при небольшом поперечнике отверстия). Можно использовать ровный инструмент, вставив его в оправку. Наружная — чаще гнутыми, в редких случаях ровными. Выбор резца зависит от типа металла и параметров резьбы.
Правила размещения рабочей грани инструмента зависят от планируемого профиля. Треугольный выполняют при вершине 60 или 55 град. (для метрической или дюймовой). Так как иногда во время движения суппорта возможны погрешности, используют инструмент с вершиной 59 градусов 30 минут.
Передний угол инструмента выбирается в соответствии с материалом детали в пределах 0 — 25 град. Чем тверже и хрупче материал, тем меньше угол. Так, для болванок из стали берут инструмент с углом 0 градусов, высоколегированные стали можно нарезать углом до 10 градусов.
Впадина выполняется гладкой, скругленной или с риской, под форму подбирают верхушку резака.
Показатель боковых углов инструмента сзади должен быть таковым, чтобы во время нарезки боковые грани не соприкасались с поверхностью резьбы. Обычно справа и слева они равны: при угле резьбового подъема выше 4 градусов — от 6 до 8 градусов и от 3 до 5 градусов, если угол до 4 градусов.
Внутренние резьбы режут непосредственно по окончанию расточки или сверления. В связи с тем, что при работе металл деформируется, поперечник отверстия берется чуть больше, нежели внутренний поперечник. Потому к расчетному показателю прибавляют до 0,02 для хрупких металлов и до 0,4 для вязких.
Иногда резьбу следует оканчивать канавкой. Внутренний поперечник канавки нужно делать на 0,3 мм меньше, чем аналогичная характеристика резьбы.
Чтобы на торце выполнить качественную резьбу, необходимо сделать уступ до 3 мм не меняя диаметр. С помощью этого выступа обозначают итоговый проход резака. По окончанию нарезки уступ удаляют.
Черновой проход выполняется со скоростью до 30 метров в минуту, чистовой до 55 метров в минуту. При обработке чугуна скорость не более 25 метров в минуту. Твердосплавными инструментами сталь режется со скоростью до 150 м\минуту. Когда шаг резьбы меньше 2 мм используют повышенные скорости, когда шаг от 6 мм — пониженные (точные показатели можно найти в специальных таблицах).
Режется резьба в несколько проходов, по окончанию каждого прохода инструмент устанавливается в начальную позицию.
Когда необходимо на длинную заготовку нанести наружную резьбу, суппорт вручную устанавливают в начальную позицию, отключив гайку разъема. Чтобы сделать следующий проход нарезания следует попасть точно в канавку.
Параметры и соответствующие ГОСТы
Инструкция по нарезанию резьбы в видеоролике:
Режущий инструмент – плашка
Плашка – режущий токарный инструмент, изготовленный в форме гайки. Просверленные в ней отверстия делают для отвода стружки. Инструмент состоит из режущих элементов, расположенных на каждой его стороне и образующих заборный конус. Плашкой на токарном станке формируется резьба на болтах, шпильках, винтах и других металлоизделиях.
Наиболее используемые виды плашек:
метрические;
левые;
трубные.
Нарезание резьбы плашкой следует предварить обработкой нужного участка детали. При этом наружное сечение резьбы должны быть больше обработанного участка детали. Сложность нарезки резьбы плашкой — в отсутствие у нее специального захода, что мешает ровно прорезать начальные витки.
Облегчить задачу можно, сделав на торце небольшую фаску так, чтобы ее высота совпала с высотой профиля резьбы. Размер плашки должен совпадать с диаметром детали.
Затем плашку нужного размера фиксируют в плашкодержателе, закрепленный в задней бабке токарного станка. Скорость нарезки резьбы зависит от материала для заготовки: изделия из латуни обрабатываются около 15 м/мин., чугунные – 3 м/мин., стальные болванки — 4 м/мин.
При такой скорости обработки плашка меньше изнашивается. В процессе нарезки каждый оборот плашки нужно сменять ее поворотом назад на треть окружности, чтобы очистить отверстия от стружки.
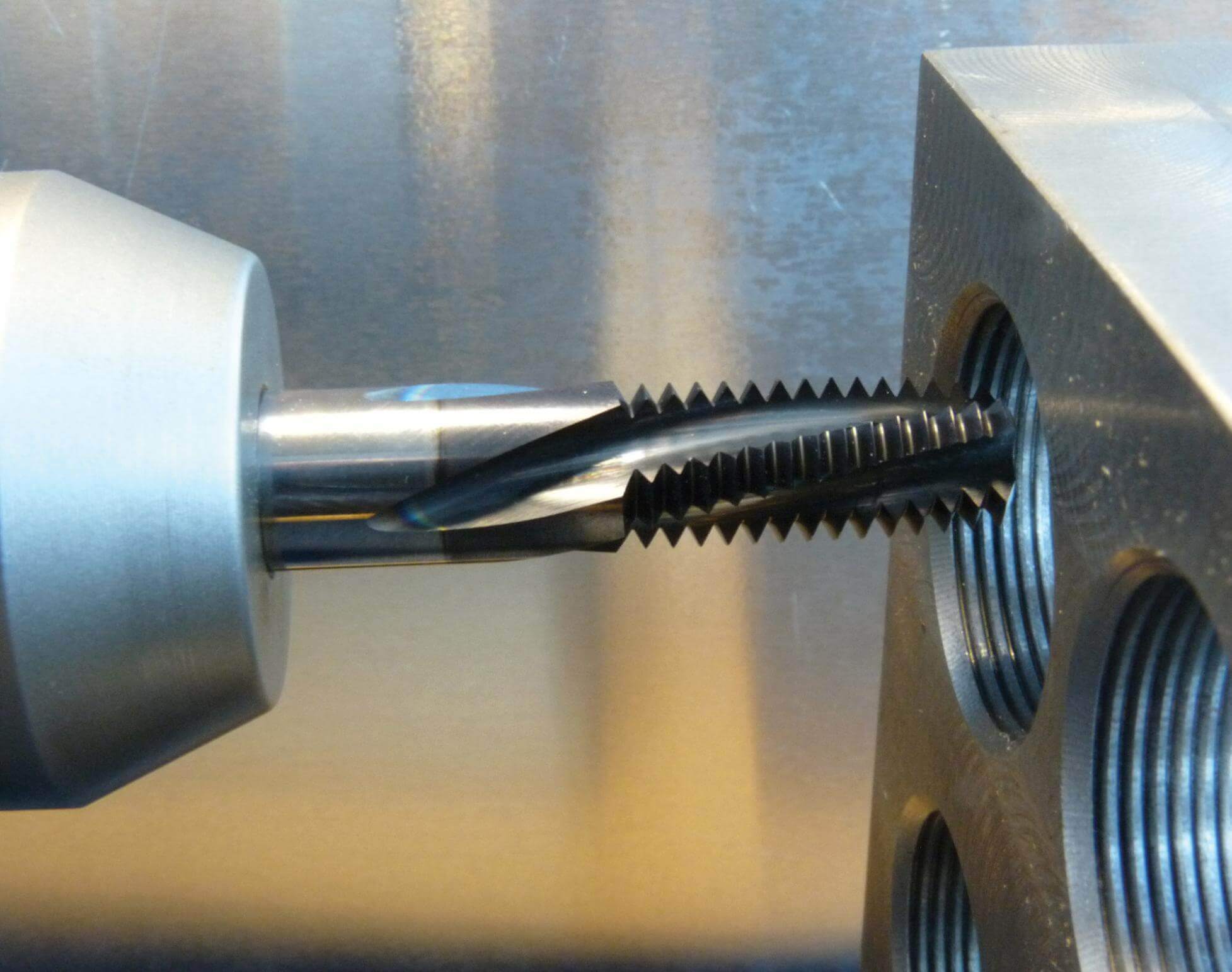
Чем нарезается внутренняя резьба — общая информация
Приспособление называется метчик. Он может быть двух разновидностей – ручным и машинным, в соответствии со способами нанесения борозд. Материал, который подвергается обработке, – это металл, но не только он. Также есть облегченные модели, они создают нарезку в пластике или дереве. Последний вариант нельзя назвать самым распространенным.
На заводах применяется механизированная техника – металлические сверла делают сквозные отверстия (или несквозную полость), после лезвия наносят несколько витков с заранее определенным шагом. Достоинство такой обработки – высокая точность. Расчеты производятся с помощью компьютерных программ для автоматизированного проектирования, затем данные вводятся в модуль управления – вручную или с помощью ЧПУ. Второе преимущество – фактически невозможен перекос угла спирали, ошибки.
Но в домашних условиях и на мелких производствах чаще применяют более простую, но менее точную процедуру – нарезание внутренней резьбы метчиком вручную. Работу можно проводить на месте, для этого нужно купить само приспособление и сверло, чтобы сделать предварительное отверстие.
Инструмент напоминает по форме елочку из-за того, что рабочая поверхность – ребристое лезвие. Конструктивно изделие представляет собой довольно сложную конфигурацию из инструментальной стали. Такой материал используется из-за его прочности и возможности обрабатывать большинство сплавов, даже чугун. Не очень хорошо получается работать только с каленым металлом – он имеет внутренние напряжения, поэтому считается хрупким и может крошиться в процессе нарезки.
Нарезание резьбы конической на токарном станке
Главная » Разное » Нарезание резьбы конической на токарном станке
Дюймовая коническая резьба: особенности, технология нарезки
Дюймовая коническая резьба – вид резьбы, при котором все выступы располагаются на конической поверхности по винтовой линии. Все её параметры выражаются в дюймах (1 дюйм равняется 25,4 мм или 2,54 см).
Особенности дюймовой конической резьбы
Дюймовая коническая резьба нашла своё применение в промышленном секторе Европы и США. Этот вид нарезки используется для изготовления муфт, угольников, тройников, контргаек и иных трубных соединений. Благодаря своей прочности, коническая резьба применяется в производстве шестерней для компаса, винтовых конструкций и креплений для создания сантехнического оборудования, бытовой техники и вычислительных машин, включая ПК.
Эта разновидность нарезки обладает следующими особенностями:
вершины и витки дюймовой конической резьбы обрезаны или притуплены, что обеспечивает лучшую непроницаемость;
угол профиля является константой и равняется 55°;
конусная поверхность всегда находится под углом и отклоняется в пропорции равной 1:16;
максимальный диаметр конуса равен 6’’;
вершины треугольника резьбы всегда обрезаны или притуплены;
основные параметры нарезки (внешний, внутренний и средний диаметры, ход и шаг) являются табличными величинами.
Этот вид не может объединяться с цилиндрическим видом резьбы, создавая особые соединения. Это обусловлено разными значениями углов профилей. Если угол дюймовой конической резьбы равняется 55°, то угол цилиндрической нарезки по стандарту равен 60°.
Главным преимуществом конической резьбы является деформация витков, что обеспечивает высокую непроницаемость соединения.
Это свойство обусловлено конусной формой винтовой поверхности. Во время натяжения витки уплотняются, образуют прочное, непроницаемое соединение и герметизируют внешние впадины труб и крепительных конструкций. Эта особенность автоматически исчезает при демонтаже или повторном создании витков.
Большая часть параметров дюймовой конусной резьбы обозначена в специальных нормативных справочниках, где в табличной форме записаны размеры и другие технические характеристики. Разработка всех деталей и зазоров должна выполняться в рамках установленных значений. В противном случае конструкции не смогут крепко совместиться друг с другом. Механизмы, связанные при помощи этого типа нарезания, легко реконструируются и монтируются из-за устранения внешних дефектов и деформаций соединений посредством плотного расположения всех витков.
Отличия от метрической резьбы
Одним из самых первостепенных различий между метрической и дюймовой резьбой являются единицы измерения. Если в первом случае все числовые значения характеристик высчитываются в миллиметрах, то во втором – при помощи дюймов. Значения таких показателей, как ход и шаг, будут колоссально различаться при пересчёте из одной единицы измерения в другую. По этой причине меняется соотношение между диаметром и высотой нарезки. Есть выраженные отличия и в форме профиля, заключающиеся в разности градусных мер углов при вершинах. Градусная мера подобных углов при метрической резьбе равняется 60°, при дюймовой – 55°.
Незначительные отличия есть и в способе измерения некоторых параметров. Процесс происходит по идентичным правилам. Человек должен взять один из измерительных приборов (гребенки, резьбомер, микрометр, штангенциркуль) и произвести расчёты плотности посадки вкрученного болта. Но для каждой разновидности понадобятся приборы с совершенно разными калибрами.
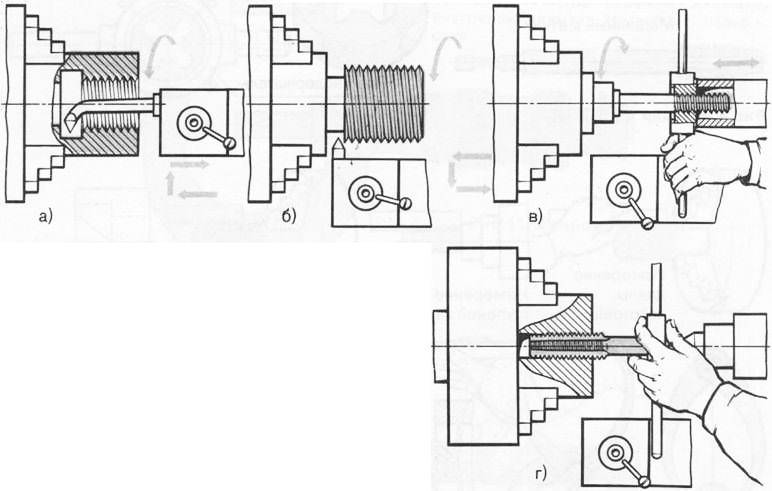
Отличия существуют и в технологии нарезки. Метрическая нарезка происходит как с наружной части детали, так и во внутренней. Для осуществления этого процесса используются метчики и плашки. Дюймовая коническая резьба создаётся при помощи зажима комплектующей в тисках и ввинчивающих движений метчика. Необходимо обращать внимание на строение профиля и местоположения винтовых проходов.
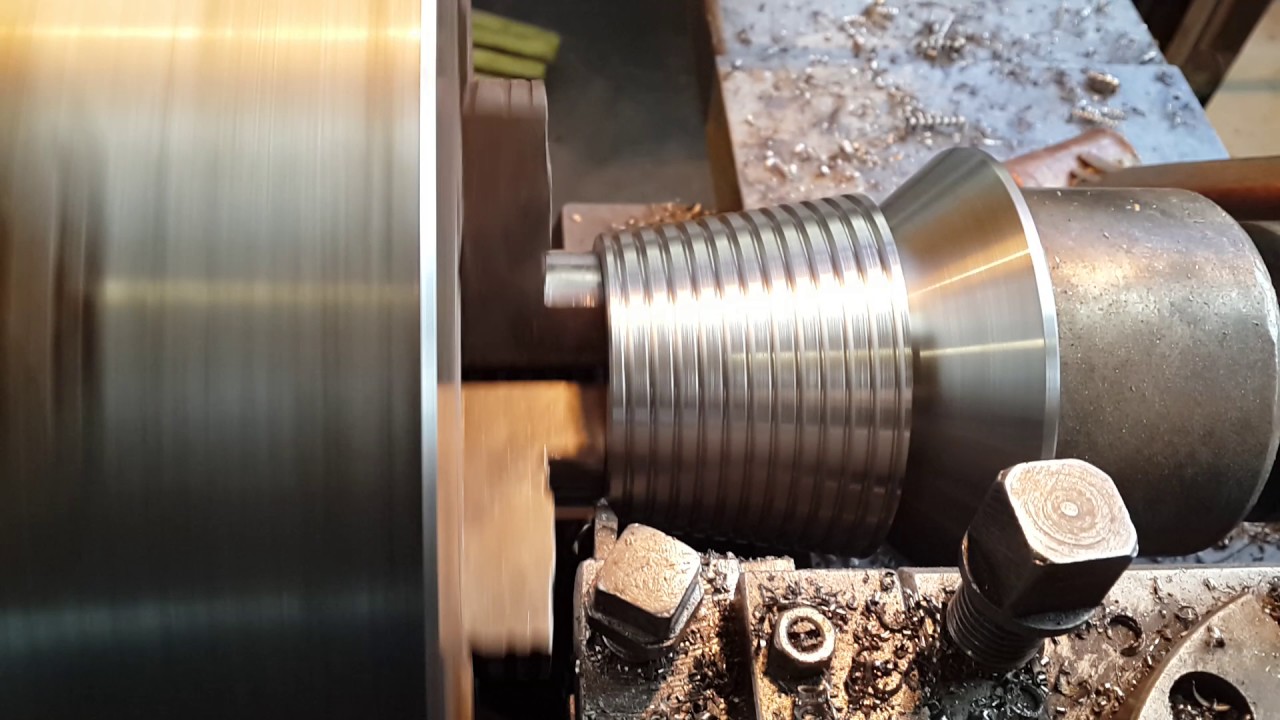
Технологии нарезки
Чаще всего нарезка производится при помощи механического станка. Заготовка располагается на станке в вертикальном положении. Механический станок обрабатывает заготовку при помощи резьбовых инструментов – резцов, изготавливаемых из прочных железных сплавов. Внутренняя нарезка производится резцами изогнутой формы, наружная нарезка осуществляется резцами прямой или выгнутой формы. Чтобы получить максимально точную резьбу на механическом станке, нужно правильно соотнести частоту оборотов заготовки и угол воздействия резцов, учитывая параметры производительности станка.
Чтобы осуществить внутреннее нарезание вручную, необходимо создать отверстие в детали при помощи сверления.
Нарезка производится посредством метчиков – стержней с режущими кромками. Метчики подбираются, исходя из диаметра и шага, и закрепляются в тисках. Изначально используется черновой метчик для придания приблизительных размеров. После применяется чистовой метчик, посредством которого изделию придаются точные формы, в соответствии с заданными параметрами. Внутренняя резьба выполнена правильно только в том случае, если болты ввёртываются в трубу легко и плотно.
Наружное нарезание также может осуществляться вручную при помощи плашки. Этот инструмент закрепляется винтами на плашкодержателе, к нему прикрепляется стержень. Плашка должна находиться под углом 90° относительно оси нарезаемой детали. Далее мастер производит несколько переменных оборотов плашки до тех пор, пока не будет достигнута точная длина заготовки. Правильность выполнения наружного нарезания проверяется калибрами или гайками.
Маркировка и классы точности
В соответствии с ГОСТом 6111-52, дюймовая коническая резьба делится на 3 класса точности, обозначаемые цифрами от 1 до 3. После цифровых значений ставится буква, обозначающая тип нарезания (A – внешняя, B – внутренняя). К 1 классу относятся резьбы с низкой степенью точности нарезания. Представителями 2 категории являются резьбы средней степени точности. К 3 классу относятся варианты высокой точности, выполняемые по строгим нормативам.
Скачать ГОСТ 6111-52
Для определения качества изделия необходимо изучить его номенклатуру с обозначениями. Вид нарезки обозначается отдельной буквой. Например, символ R обозначает дюймовую конусную резьбу. После него следует значение диаметра, выраженное либо целым числом, либо дробью. Символы L (Left) и R (Right) указывают направление витков. В конце маркировки пишется длина свинчивания. В некоторых обозначениях дополнительно пишется класс.
Для правильной маркировки изделия нужно изучить его качества. Для измерений идеально подходят калибры, определяющие множество характеристик дюймовой резьбы. Но в большинстве случаев эти цифры являются табличными величинами. В редких случаях люди прибегают к использованию линеек. Стоит учитывать единицу измерения резьбы, чтобы правильно определить обозначение.
Таблица размеров
Табличный регламент ГОСТ 6111-52 устанавливает размер и другие характеристики нарезки. В следующей таблице представлены значения этого ГОСТа для дюймовой конической резьбы с углом профиля 60°:
Размер резьбы, дюйм
Внешний диаметр, мм.
Средний диаметр, мм.
Внутренний диаметр, мм.
Число ниток на 1 дюйм
Шаг, мм.
Высота профиля, мм.
3/16
4,67
4,14
3,11
24
1,25
0,78
1/4
6,24
5,43
4,84
20
1,33
0,92
5/16
8,72
7,58
6,27
18
1,58
1,01
3/8
9,81
8,93
7,51
16
1,64
1,23
7/16
11,53
10,21
8,84
14
1,95
1,34
1/2
12,36
11,16
10,49
12
2,24
1,46
9/16
14,45
13,57
11,636
11
2,24
1,46
5/8
15,54
14,72
13,31
10
2,43
1,53
3/4
19,26
17,43
15,83
9
2,61
1,75
Несмотря на то, что сейчас дюймовая конусная резьба не пользуется широкой популярностью среди рядовых производителей, она применяется в производстве комплектующих для разнообразной электротехники.
Этот вид имеет множество преимуществ, по сравнению с метрической резьбой. Он располагает прочностью и лёгкостью конструкции. И в будущем его потенциал будет раскрыт во многих отраслях, особенно в сфере по изготовлению пластиковых и металлических соединительных механизмов.
Страница не найдена | MIT
Перейти к содержанию ↓
образование
Исследовательская работа
новаторство
Прием + помощь
Студенческая жизнь
Новости
Alumni
О MIT
Больше ↓
Прием + помощь
Студенческая жизнь
Новости
Alumni
О MIT
Меню ↓ Поиск Меню О, похоже, мы не смогли найти то, что искали! Попробуйте поискать что-нибудь еще! Что вы ищете? Посмотреть больше результатов
Предложения или отзывы?
,Токарно-винторезный станок с ручным управлением
для поворота трубной резьбы
Ручной режим Токарно-винторезный станок для токарной резьбы труб
Q-130 Q-225
Особенности:
Токарные станки с масляной резьбой используются для токарной резьбы труб, внутри и снаружи ,
Их можно использовать для изготовления внешних кругов, отверстий и торцевых поверхностей валов или дисков в качестве обычных станков.
Массивная шпиндельная бабка с прецизионным шпинделем в конических роликоподшипниках, 2 зажимных патрона с обеих сторон
Высокий крутящий момент на рабочем шпинделе обеспечивает высокую скорость удаления стружки при обработке деталей большого диаметра.
Тяжелая станина из чугуна высшего качества с закаленными и шлифованными направляющими.
Центральный, практичный контроль для подачи и резьбовых выводов.
Широкий спектр дюймовых и метрических нитей.
Зубчатые колеса закалены и отшлифованы.
Сверхмощный 4-позиционный держатель инструмента.
Система охлаждения включена.
Технический параметр:
Спецификация
Устройство
Q-130
Q-200
Q-225
Capness над кроватью
мм
Φ630 / Φ800
Φ630 / Φ800
Φ630 / Φ800
Качели через поперечную горку
мм
Φ340 / Φ540
Φ340 / Φ54034048
9005 Ф443 Расстояние между центрами
мм
1500/3000
1500/3000
1500/3000
Диапазон резьбы труб
мм
Φ30-126
Φ50-193
Φ50-220
Ширина кровати
мм
550
550
550
Ход по оси X
320
320
320
Ход по оси Z
мм
1310/2810
1310/2810
1310/2810
Макс. грузоподъемность
кг
3000
3000
3000
Шпиндель
Отверстие шпинделя
мм
Φ130
Φ200
Φ225
Шаг шпинделя
шагов
FWD.18 /REV.9
FWD.12 / REV.6
FWD.12 / REV.6
Скорость шпинделя
об / мин
12-642 / 19-800
24-300 / 38-384
24-300 / 38-384
Размер патрона
мм
Φ400
Φ520
Φ520
Тип патрона
—
3-кулачковый ручной
4-кулачковый ручной
4 4 с ручным управлением
револьверная головка
револьверная головка
—
ручная 4 станции
ручная 4 станции
ручная 4 станции
размер хвостовика инструмента
мм
32×32
32 x32
32×32
Ход турели
мм
200
200
200
Подача
Подача оси X / диапазон
мм / р
22/0. 02-0,45
22 / 0,02-0,45
22 / 0,02-0,45
быстрая подача по оси X
мм / мин
2300
2300
2300
виды подачи по оси Z / диапазон
мм / р
26 / 0,07-1,33
26 / 0,07-1,33
26 / 0,07-1,33
быстрая подача по оси Z
мм / мин
4000
4000
4000
Нарезание резьбы
№метрической резьбы и диапазона
мм
52 / 1-224
24 / 1-14
24 / 1-14
№ дюймовой резьбы и диапазона
T.P.I.
40 / 2-28
40 / 2-28
40 / 2-28
№ модуля резьбы и диапазона
мм
—
—
—
№ резьбы DP и диапазон
DP
—
—
—
Задняя бабка
Диаметр хвостовой бабки
мм
Φ100
Φ100
Φ100
Коническая шишка задней бабки
—
MT5 #
МТ5 #
Ход задней бабки
мм
250
250
250
Мощность
Мощность главного двигателя
кВт
7. 5
7.5
7.5
Мощность двигателя быстрого хода
кВт
0.3
0.3
0.3
Мощность двигателя охлаждающей жидкости
кВт
0.125
0.125
0.125
Другие
размеры машины
мм
3657/5157 x1360x1480
3657/5157 x1360x1555
3657/5157 x1360x1555
масса станка
кг
3800 / 4600
4200/5050
4300/5150
Скорость шпинделя и шаги: Благодаря изменению частоты осуществляется плавное изменение скорости переключения.
Для серии Q-130: 3 смены, 30-650 об / мин.
Для серии Q-200: 4 смены, 20-500 об / мин.
Для серии Q-225: 4 смены, 20-500 об / мин.
Стандартная конфигурация:
3/4 — зажимной патрон, 2 комплекта
Конусное токарное устройство, 1 комплект
Опорная планка, 1 шт.
Ручное перемещение задней бабки
Зажим патрона и инструмента
Система охлаждения, галогенная лампа
Инструмент для обслуживания и ящик для инструмента
Руководство по эксплуатации на английском языке
DRO (приобретается дополнительно)
Резьба конусной обработки:
Измерительная коническая резьба:
Фактические фотографии: (Q-200, Q-225)
Информация о компании
Сертификаты
Посетители выставки
9000 Доставка
,
G76 Цикл резьбонарезного станка для токарных станков с ЧПУ (Fanuc)
проходит
Количество проходов, которые нужно обрезать, чтобы сделать вашу нить, очень важно. Сделайте слишком мало проходов, и качество поверхности может быть плохим, и вы можете даже сломать инструмент для нарезания резьбы, заставив его работать слишком усердно. Сделайте слишком много проходов, и вы потеряете много времени.
Вы не можете изменить большую часть информации, касающейся спецификаций потока, поэтому ваши основные инструменты для контроля количества проходов включают в себя:
— Начальная позиция: Отключите все, как я описал выше, чтобы минимизировать работу, которую должен выполнять инструмент для нарезания резьбы.
— Глубина первого прохода: выберите самый большой проход, который вы можете. G-Wizard Calculator даст вам хорошую рекомендацию здесь.
— минимальная глубина прохождения: старайтесь не использовать этот параметр слишком часто и установите его в качестве разрешения на финиш.
— Допуск на чистовую обработку: Меньший припуск на чистовую обработку может означать, что большие проходы черновой обработки удаляют большую часть материала. Только помните, слишком маленькое припуск заставит ваш резак тереться.
— весенние пассы: вам не нужно больше 2 пасов, и 1 может быть достаточно.Поэкспериментируйте с вашей конкретной ситуацией, чтобы увидеть, можете ли вы обойтись без 1 или даже без весенних пассов.
Ваша следующая задача будет заключаться в определении того, сколько проходов будет фактически сделано за цикл. Это не легко, так как G76 будет динамически изменять глубину каждого прохода после первого, чтобы выровнять количество удаленного материала. Вы должны сделать довольно много вычислений, чтобы точно выяснить, сколько проходов будет сделано.
Но если у вас есть симулятор GCode, он может помочь.Посмотрите на этот снимок экрана редактора G-Wizard:
G-Wizard Editor подскажет вам в подсказке под задним графиком, сколько проходов пройдет цикл G76…
Редактор G-Wizard
сообщит вам в подсказке под задним графиком, сколько проходов пройдет цикл G76. Вы можете использовать его для настройки цикла G76, чтобы он не имел чрезмерного количества проходов. Обратите внимание на сообщение ПРЕДУПРЕЖДЕНИЕ, в котором говорится, что допуск на чистовую обработку не будет использоваться, поскольку минимальная глубина резания больше. Это также полезно при настройке всего этого.
Не кормите слишком быстро
На многих токарных станках возникают проблемы с синхронизацией шпинделя, если они подаются слишком быстро. Если ваши потоки не синхронизируются, попробуйте замедлить, пока не улучшится. Как правило, это означает замедление оборотов, которое определяет, насколько быстро вы будете кормить, исходя из шага нити.
Код диалектов для G76 Threading Cycle
Надеюсь, вы собрали значения для всех параметров, описанных выше.Возможно, вы можете использовать электронную таблицу, чтобы сделать этот процесс проще и более полным. Теперь вы готовы подключить параметры к определенному диалекту GCode, используемому вашим управлением:
Двухступенчатый поточный цикл Fanuc G76
G76 P (м) (r) (а) Q (дмин) R (д)
G76 X (U) Z (W) R (i) P (k) Q (d) F (L)
P Word: P-слово состоит из 6 цифр, состоящих из трех 2-значных кластеров для m, r и a.
м: количество повторений отделки (от 1 до 99) — весенние проходы.
Q Word: dmin — минимальная глубина резания. Если глубина чернового или чистового прохода меньше этой, она зажимается так, чтобы быть как минимум такой же.
R Слово: d — финишный припуск.
Слова X / Z / U / W (2-я строка): укажите координаты конечной точки. X, Z используют текущий режим (абсолютный или относительный), в то время как U, W могут использоваться для указания относительного положения.
R Слово (2-я строка): i — величина конусности при нарезании конической резьбы.
P Слово (2-я строка): k — высота резьбы, выраженная в виде значения радиуса (не диаметра).
Q Word (2-я строка): d — глубина первого среза.
F Слово (2-ая строка): L — ведущая нити.
Пример: линия Fanuc 2 G76 нарезает коническую трубную резьбу:
Редактор G-Wizard
подскажет вам в подсказке под графиком, что делают все параметры G76…
Фанук однолинейный G76 Цикл резьбы
G76 X. , Z .. I .. K .. D .. F .. A .. P .. X = диаметр последнего прохода резьбы Z = положение конца резьбы I = конус по всей длине K = одна глубина резьбы — положительный D = глубина первого прохода резьбы — положительный A = угол наклона вставки — положительный P = метод подачи (один из 4)
Haas G76 Цикл заправки
G76 D .. K .. X .. Z .. U .. W .. I .. P .. F .. A ..
D = начальная глубина резания
K = высота резьбы
X * = абсолютное конечное местоположение оси X
Z * = абсолютное конечное местоположение оси Z.Определяет длину резьбы.
U * = Инкрементальное расстояние по оси X до конца. Может использоваться вместо X.
W * = Инкрементальное расстояние по оси Z до конца. Может использоваться вместо Z.
I * = величина конусности резьбы (мера радиуса).
P * = метод последующего прохода (1-4)
F * = подача
A * = угол наклона вершины инструмента (0 -120 градусов. 0 предполагается, если не указано)
LinuxCNC / PathPilot G76 Цикл потоков
G76 P., Z .. I .. J .. R .. K .. Q .. H .. E .. L .. P = шаг резьбы на расстоянии за оборот Z = конечное положение резьбы I = смещение пика резьбы , Отрицательный для внешнего, положительный для внутреннего. J = начальная глубина резания K = полная глубина резьбы R = глубина выемки (опция). R = 1 — постоянная глубина, R = 2 — постоянная площадь. Q = составной угол скольжения (опция) H = пружинные проходы (опция) E = расстояние по линии привода для конуса L = какой конец резьбы сужается.L0 = нет конусности. L1 = входной конус. L2 = выходной конус. L3 = вход и выход конусности.
Mach 3 G76 Цикл заправки
G76 X .. Z .. Q .. P .. H .. I .. R .. K .. L .. C .. B .. T .. J .. X = X конец Z = Конец Z Q = пружинные проходы (опция) P = шаг H = глубина первого прохода I = угол подачи R = X старт (опция) K = Z запуск (опция) L = фаска (опция) C = X Зазор B = Глубина последнего прохода (опция) T = Конус (опция) J = Минимальная глубина за проход (опция)
,
Смотрите также
Листогибочный станок своими руками чертежи
Как плести на маленьком станке из резинок
Чем отличается токарный станок от фрезерного
Что лучше станок или электробритва для мужчин
Самодельный фуговальный станок по дереву
Работа на деревообрабатывающих станках
Станок для загиба арматуры своими руками
Станок для пропила в торце камня
Рейсмусовый станок по дереву что делает
Станок для производства шлакоблоков чертежи
Листогибочный станок своими руками с чертежами
Нарезание конической резьбы.
— BBS журнала The Home Shop Machinist & Machinist’s Workshop Magazine
Существует разница в резьбе, нарезанной за счет смещения заготовки, по сравнению с резьбой, нарезанной с помощью конусной насадки. Существует третий метод, который можно использовать на некоторых токарных станках, а именно вращение передней бабки. Но это было бы то же самое, что и смещение на задней бабке. Тем не менее, разница не из-за частичных потоков, как вы, кажется, подразумеваете: они имеют небольшое значение или не имеют никакого значения в том, что касается подгонки.
Реальная разница в шаге резьбы. Если вы используете коническую насадку, вы получите количество витков на дюйм, которое вы установили для смены шестерен для ИЗМЕРЕНИЯ ПАРАЛЛЕЛЬНО ЦЕНТРАЛЬНОЙ ОСИ РАБОТЫ. Однако, если вы сместите заготовку на задней бабке или повернете переднюю бабку, то шаг резьбы будет вдоль угла конусности, и он будет другим, если измерять его относительно оси заготовки.
При малом угле конуса резьба, вероятно, совпадет, но при увеличении этого угла у вас возникнут проблемы. Например, при угле конусности 5 градусов к оси резьба 20 TPI, нарезанная со смещением задней бабки, фактически будет равна 20,076 TPI, измеренной параллельно оси. И коническая гайка 20 TPI, вероятно, подойдет без видимых проблем. Обратите внимание, что он идеально подходит для резьбового калибра 20 TPI.
Однако, если угол конусности составляет 30 градусов от оси, то значение TPI, измеренное параллельно оси, будет равно 23,094 TPI, и «соответствующая» гайка с 20 TPI, измеренным параллельно центральной оси, определенно не подойдет.
Дело в том, что если вы собираетесь указать и нарезать коническую резьбу, вы должны решить, как вы собираетесь указать и измерить шаг резьбы; параллельно центральной оси изделия или параллельно углу конусности одной стороны.
Другим важным вопросом при нарезании конической резьбы является положение инструмента перпендикулярно оси заготовки или углу конуса. Это будет иметь значение в подгонке. Опять же, при малых углах конусности это не имеет большого значения или вообще не имеет значения. Но при больших углах это становится более важным.
В Справочнике по машинному оборудованию указано, что трубная резьба в США нарезается с конусностью 1 к 16 по диаметру, а V-образная резьба устанавливается относительно оси трубы. Это угол конусности всего 3,58 градуса с одной стороны. Это меньше, чем в приведенном выше примере с 5 градусами, а разница в шаге резьбы, измеренном по оси, по сравнению с углом конуса составляет всего 0,2%. Это всего лишь 0,002 дюйма на дюйм. Таким образом, практически не имеет значения, как вы нарежете эти резьбы.
Первоначальное сообщение от ДжЧаннум
Посмотреть сообщение
Я не могу понять половину того, что говорит джентльмен на видео, но поскольку кажется, что он не может прямо застегнуть свой магазинный пиджак, я должен сомневаться в ценности любой информации, которую он может предоставить.
Существует два типа конической резьбы, и для каждого из них необходимо использовать разные методы:
1. Трубная резьба коническая, но заготовка прямая. Нить глубокая на конце, сужающаяся к нулю. Их можно вырезать с помощью конусной насадки или методом смещения. Инструмент подают под углом 90* к заготовке.
2. Коническая резьба на конической заготовке имеет одинаковую глубину по всей длине. Их также можно нарезать с помощью конусной насадки или путем смещения заготовки, сначала поворачивая ее до желаемого конуса, а затем нарезая резьбу тем же методом. Инструмент в данном случае представлен на 90* к конусу.
как нарезать коническую резьбу
Ответов: 4
Как нарезать коническую резьбу? Я предполагаю, что мне нужно будет использовать мою конусную насадку.
Нажмите, чтобы развернуть…
3
Автор:
3удар
Зарегистрировано · От GA
Сообщения
224
Оценка реакции
76
Очки
28
Р. Дж. Саковски
#2
Либо коническая насадка, либо токарный станок с ЧПУ. вы также можете повернуть между центрами и сместить заднюю бабку на величину конуса.
На станке с ЧПУ, резьбофрезе.
П. Уоллер
#3
3strucking сказал:
Как происходит нарезание конической резьбы? Я предполагаю, что мне нужно будет использовать мою конусную насадку.
Нажмите, чтобы развернуть…
Раньше я натачивал коническую резьбу на ручном токарном станке. Если у вас нет станка, предназначенного для этого применения (например, токарного станка для нефтяных месторождений), это в лучшем случае утомительно.
При этом это не сложно, просто медленно. Поверните конус с помощью конусной насадки, затем заправьте конус с помощью конусной насадки, используя ползунковую шкалу для глубины резьбы. Имейте в виду, что старый ручной станок с конической насадкой может иметь большой люфт между поперечным суппортом и конусной планкой. Если у вас действительно есть машина, требующая отсоединения ходового винта с поперечным скольжением, используйте состав для контроля глубины резьбы.
Не сложно, просто раздражает. Удачи
3удар
#4
Я никогда не использовал свою коническую насадку, но думаю, что скоро попробую.
Джим18655
#5
Если вы пытаетесь нарезать трубную резьбу, я видел, как кто-то сделал держатель для одной плашки для метчика. Они держали его перпендикулярно трубе и использовали конус матрицы, чтобы сделать коническую резьбу.



 Режущими инструментами гнутой формы нарезают резьбовую нить на поверхности болванки.
Режущими инструментами гнутой формы нарезают резьбовую нить на поверхности болванки.


 Внутренний поперечник канавки нужно делать на 0,3 мм меньше, чем аналогичная характеристика резьбы.
Внутренний поперечник канавки нужно делать на 0,3 мм меньше, чем аналогичная характеристика резьбы.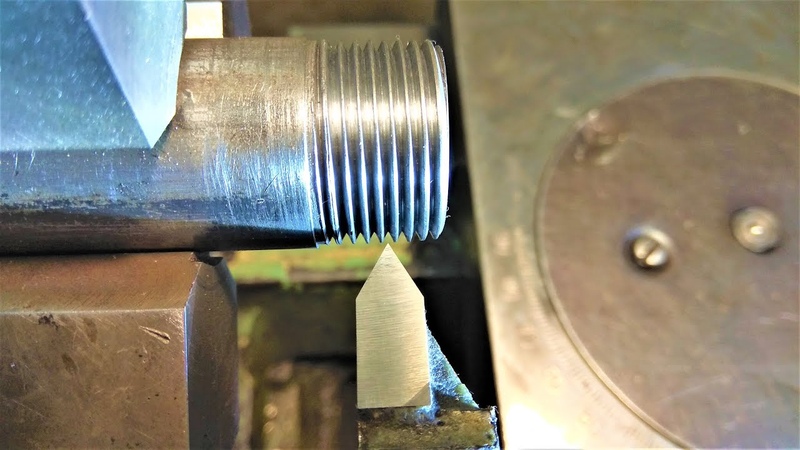
 Размер плашки должен совпадать с диаметром детали.
Размер плашки должен совпадать с диаметром детали.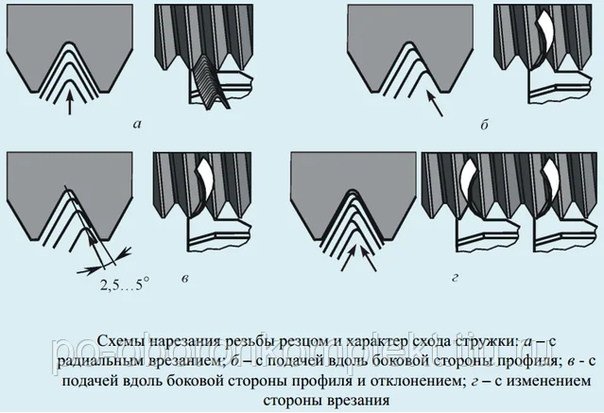 Достоинство такой обработки – высокая точность. Расчеты производятся с помощью компьютерных программ для автоматизированного проектирования, затем данные вводятся в модуль управления – вручную или с помощью ЧПУ. Второе преимущество – фактически невозможен перекос угла спирали, ошибки.
Достоинство такой обработки – высокая точность. Расчеты производятся с помощью компьютерных программ для автоматизированного проектирования, затем данные вводятся в модуль управления – вручную или с помощью ЧПУ. Второе преимущество – фактически невозможен перекос угла спирали, ошибки.
 Все её параметры выражаются в дюймах (1 дюйм равняется 25,4 мм или 2,54 см).
Все её параметры выражаются в дюймах (1 дюйм равняется 25,4 мм или 2,54 см).
 Механизмы, связанные при помощи этого типа нарезания, легко реконструируются и монтируются из-за устранения внешних дефектов и деформаций соединений посредством плотного расположения всех витков.
Механизмы, связанные при помощи этого типа нарезания, легко реконструируются и монтируются из-за устранения внешних дефектов и деформаций соединений посредством плотного расположения всех витков. Но для каждой разновидности понадобятся приборы с совершенно разными калибрами.
Но для каждой разновидности понадобятся приборы с совершенно разными калибрами.
 Для измерений идеально подходят калибры, определяющие множество характеристик дюймовой резьбы. Но в большинстве случаев эти цифры являются табличными величинами. В редких случаях люди прибегают к использованию линеек. Стоит учитывать единицу измерения резьбы, чтобы правильно определить обозначение.
Для измерений идеально подходят калибры, определяющие множество характеристик дюймовой резьбы. Но в большинстве случаев эти цифры являются табличными величинами. В редких случаях люди прибегают к использованию линеек. Стоит учитывать единицу измерения резьбы, чтобы правильно определить обозначение.
 грузоподъемность
грузоподъемность 02-0,45
02-0,45 5
5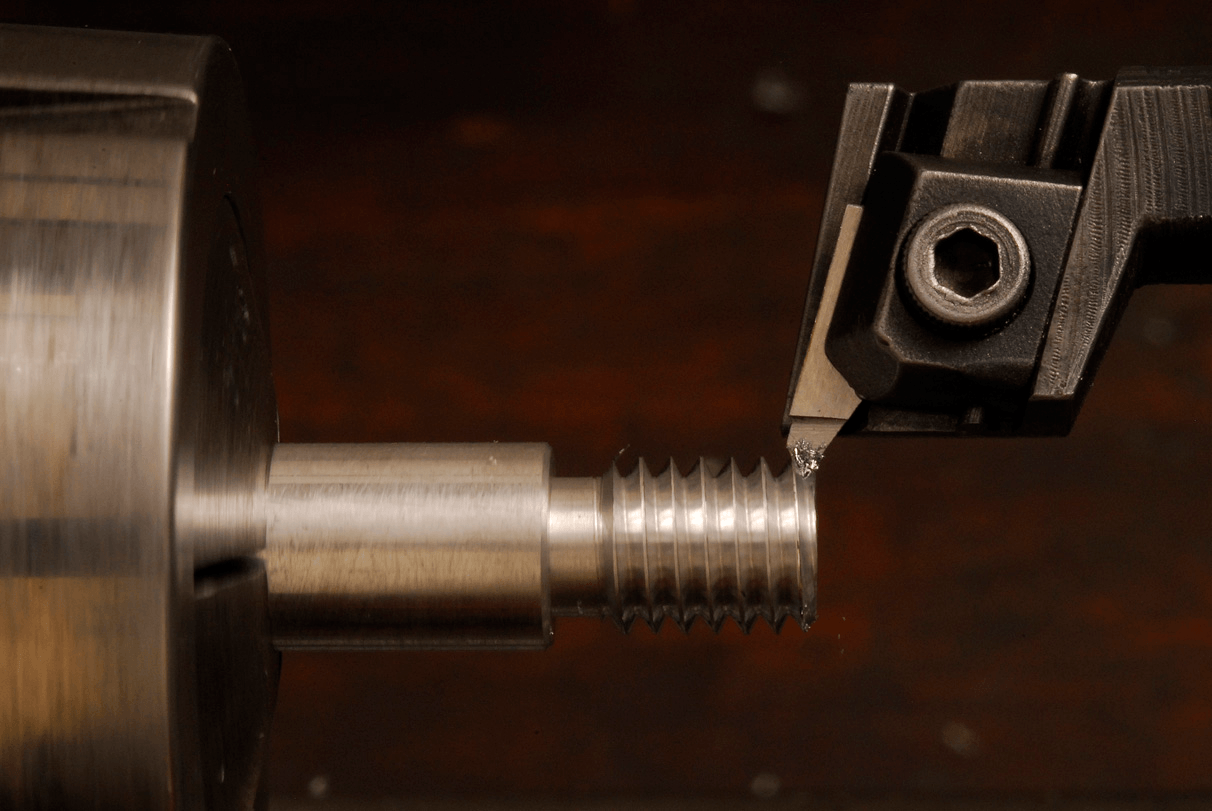
 Сделайте слишком много проходов, и вы потеряете много времени.
Сделайте слишком много проходов, и вы потеряете много времени.
 Это также полезно при настройке всего этого.
Это также полезно при настройке всего этого.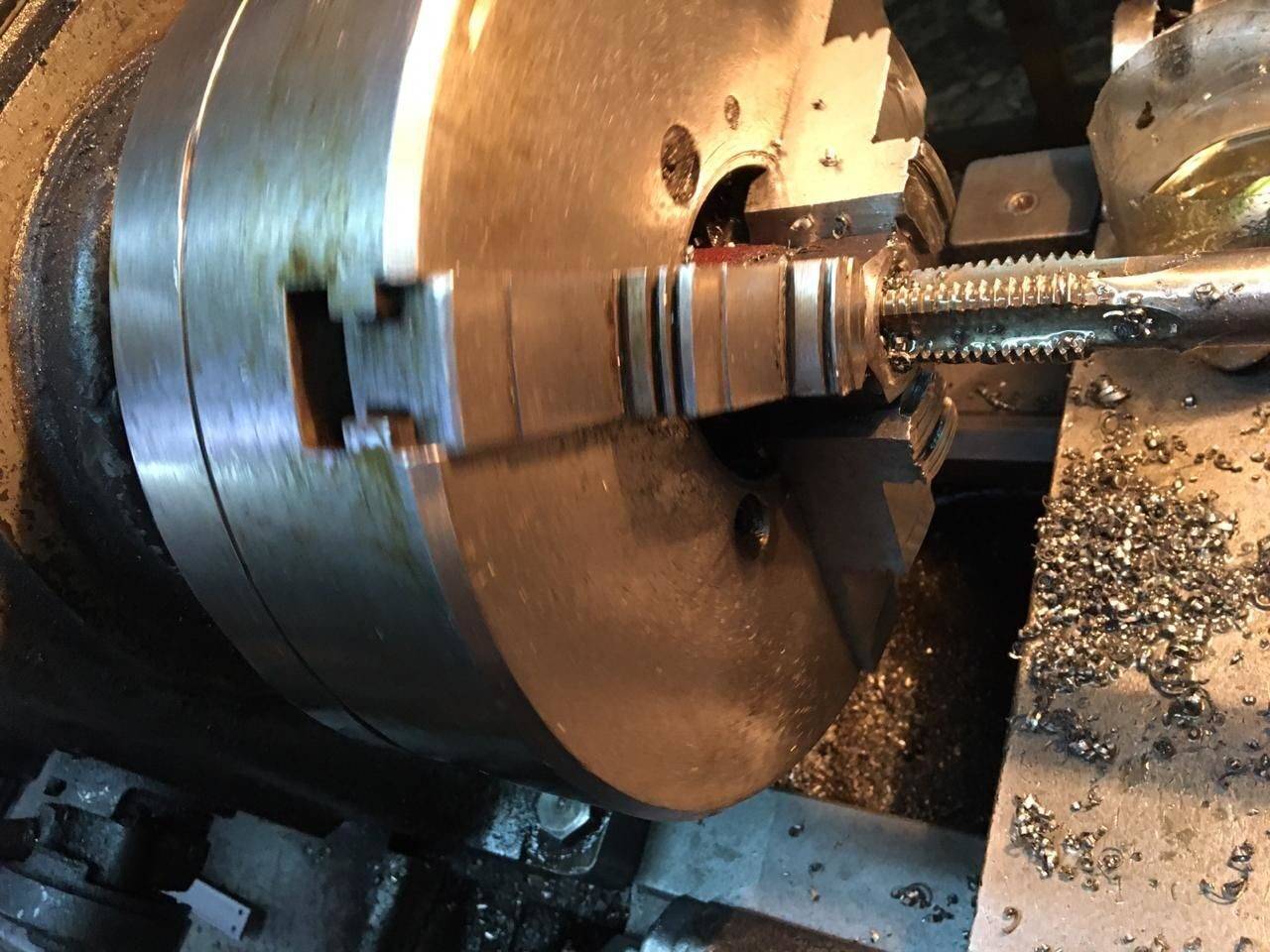
 , Z .. I .. K .. D .. F .. A .. P ..
, Z .. I .. K .. D .. F .. A .. P ..  0 предполагается, если не указано)
0 предполагается, если не указано) — BBS журнала The Home Shop Machinist & Machinist’s Workshop Magazine
— BBS журнала The Home Shop Machinist & Machinist’s Workshop Magazine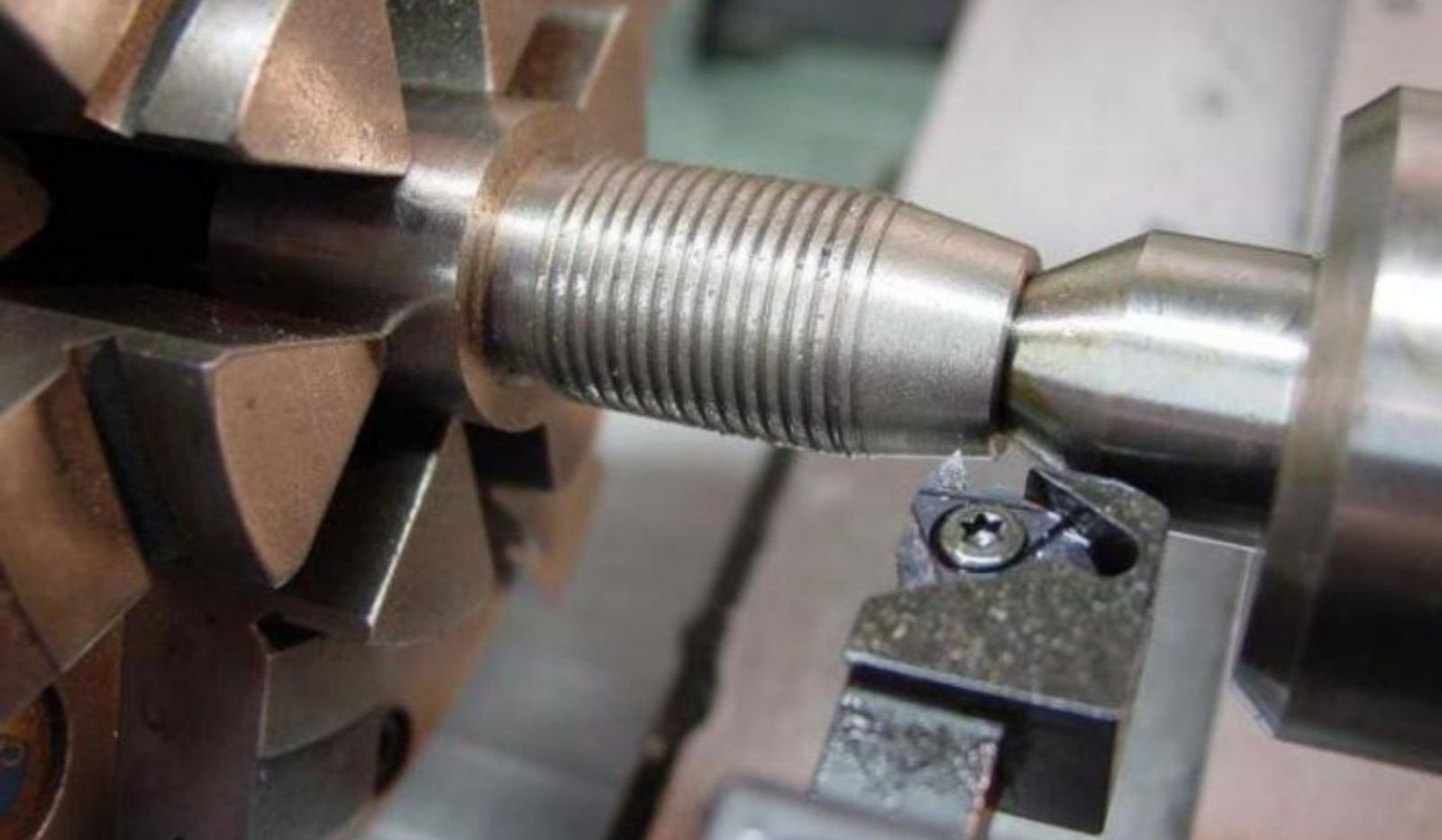 Например, при угле конусности 5 градусов к оси резьба 20 TPI, нарезанная со смещением задней бабки, фактически будет равна 20,076 TPI, измеренной параллельно оси. И коническая гайка 20 TPI, вероятно, подойдет без видимых проблем. Обратите внимание, что он идеально подходит для резьбового калибра 20 TPI.
Например, при угле конусности 5 градусов к оси резьба 20 TPI, нарезанная со смещением задней бабки, фактически будет равна 20,076 TPI, измеренной параллельно оси. И коническая гайка 20 TPI, вероятно, подойдет без видимых проблем. Обратите внимание, что он идеально подходит для резьбового калибра 20 TPI. Но при больших углах это становится более важным.
Но при больших углах это становится более важным. Трубная резьба коническая, но заготовка прямая. Нить глубокая на конце, сужающаяся к нулю. Их можно вырезать с помощью конусной насадки или методом смещения. Инструмент подают под углом 90* к заготовке.
Трубная резьба коническая, но заготовка прямая. Нить глубокая на конце, сужающаяся к нулю. Их можно вырезать с помощью конусной насадки или методом смещения. Инструмент подают под углом 90* к заготовке.


