Как нарезать резьбу на токарном станке: Нарезание резьбы на токарном станке резцом
Содержание
Такой страницы не существует
Такой страницы не существует
Кемерово оборудование для металлообработки Online трансляции посмотреть на карте заказать бесплатный звонок найти
скидка
Хит
- ХитMetal Master MML 1830V Цена:99 996 р. Без скидки:110 058
- ХитMetal Master LBM 200 PRO Цена:189 900 р. Без скидки:208 900
- ХитMetal Master BSM-712N B20 220V Цена:142 974 р. Без скидки:157 326
- ХитMetal Master MML 2550M Цена:347 958 р. Без скидки:382 824
NEW
- NEWMetal Master MasterTurn 2550G Цена:222 846 р.
- NEWMetal Master MasterTurn 3660G Цена:389 922 р.
- NEWMetal Master BSM-350 SAF Цена:685 386 р.
- NEWMetal Master M20D Цена:38 922 р.
Оборудование для заготовительного производства: Тенденции развития рынка
Лазерные станки Metal Master – современные технологии, доступные каждому!
Ручной мобильный листогиб Metal Master Euromaster LBM 200 PRO
Цена за 1 шт 1 183 510 ₽
Итого 2 183 510 ₽
Продолжить покупки Перейти в корзину
Вам так же могут быть интересны
- Листогибы
- Токарные станки
- Ленточнопильные станки
- Станки с ЧПУ
- Фрезерные станки
- Сверлильные станки
- Гильотины
- Прочий инструмент
- Сделано в Турции
*Количество Количество товаров.
*Ваше имя Укажите своё имя.
*Телефон Важно указать правильный телефон, иначе мы не сможем дозвониться.
E-mail Укажите свой E-mail.
*Город Укажите свой город.
Нажимая на кнопку «Оформить», я даю согласие на обработку персональных данных.
Поля отмеченные * обязательны для заполнения
Спасибо! Ваша заявка отправлена.
*Ваше имя Укажите своё имя.
*Телефон Важно указать правильный телефон, иначе мы не сможем дозвониться.
E-mail Укажите свой E-mail.
Нажимая на кнопку «Отправить», я даю согласие на обработку персональных данных.
Поля отмеченные * обязательны для заполнения
Спасибо! Ваша заявка отправлена.
*Ваше имя Важно указать правильный телефон, иначе мы не сможем дозвониться.
*Телефон
*Город Укажите свой город, что бы наш менеджер связался с Вами.
Нажимая на кнопку «Оформить», я даю согласие на обработку персональных данных.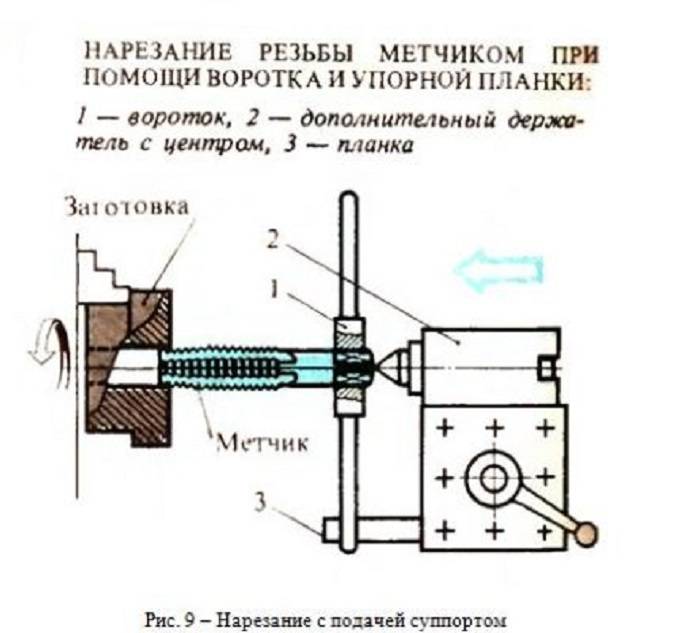
Спасибо! Ваша заявка отправлена.
*Телефон Важно указать правильный телефон, иначе мы не сможем дозвониться.
Нажимая на кнопку «Заказать», я даю согласие на обработку персональных данных.
Спасибо! Мы перезвоним Вам в рабочее время.
*Ваше имя Напишите, как к Вам обращаться, а так же номер телефона.
*Телефон Важно указать правильный телефон, иначе мы не сможем дозвониться.
*Город Укажите свой город, что бы наш менеджер связался с Вами.
*Ссылка на товар который вы нашли Укажите ссылку на товар, который оказался дешевле чем у нас на сайте.
Комментарий
Нажимая на кнопку «Отправить», я даю согласие на обработку персональных данных.
Спасибо! Мы перезвоним Вам в рабочее время.
§ 3. Нарезание внутренней резьбы метчиком. Технология обработки металлов. Муравьев Е.М.
Главная сайта | В меню | Нарезание внутренней резьбы метчиком
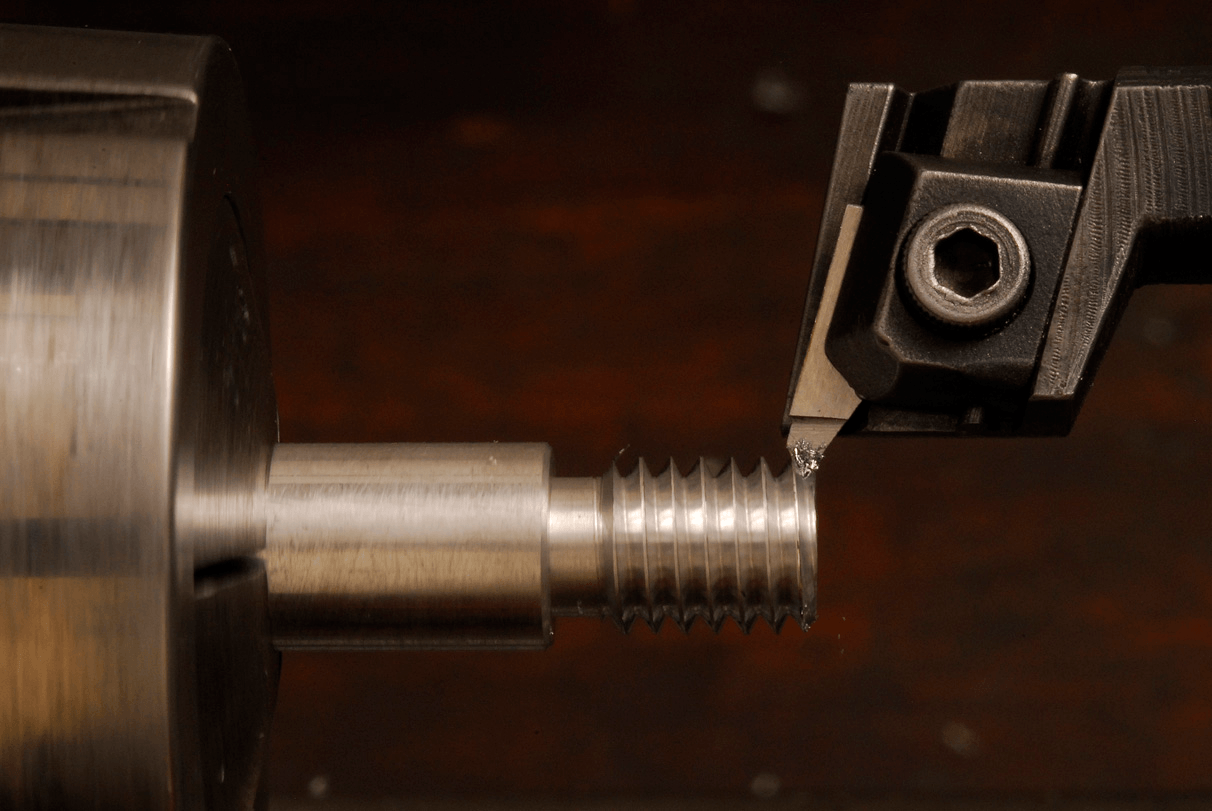
Нарезать внутреннюю резьбу метчиком можно и вручную, и на токарном станке. При нарезании резьбы на станке вращательное движение совершает заготовка, а поступательное — метчик. Вначале сверлят отверстие под резьбу. Диаметр сверла при этом выбирают по специальным таблицам, так как он должен быть несколько меньше, чем наружный диаметр резьбы.
При нарезании резьбы на станке вращательное движение совершает заготовка, а поступательное — метчик. Вначале сверлят отверстие под резьбу. Диаметр сверла при этом выбирают по специальным таблицам, так как он должен быть несколько меньше, чем наружный диаметр резьбы.
Заготовку закрепляют в патроне токарного станка, а сверло с помощью сверлильного патрона — в пиноли задней бабки. Просверлив отверстие, заготовку оставляют закрепленной в патроне, а сверлильный патрон со сверлом вынимают из отверстия пиноли задней бабки. Вместо сверлильного патрона в пиноли закрепляют упорный центр. C помощью рукояток коробки скоростей устанавливают наименьшую частоту вращения шпинделя — 60 или 130 мин-1. Подбирают комплект метчиков соответствующих размера и резьбы. Устанавливают метчик № 1 (черновой) в вороток. Метчик, смазанный машинным маслом, вставляют заборной частью в отверстие. При этом упорный центр поджимает центр хвостовика метчика, а рукоятка воротка упирается в суппорт станка или специальную планку, закрепленную в резцедержателе (рис. 143).
143).
Рис. 143. Нарезание резьбы на токарном станке метчиком.
Включают станок кнопкой «Вперед» и маховичком пиноли задней бабки поджимают метчик, пока он полностью не врежется в заготовку. Когда проход выполнен полностью, обратным вращением шпинделя вывинчивают метчик из отверстия заготовки. После нарезания резьбы первым (черновым) метчиком такими же приемами выполняют нарезание резьбы вторым (чистовым или получистовым), а при необходимости и третьим (чистовым) метчиком.
Более удобно нарезать резьбу с помощью специальной оправки для закрепления метчика, которая устанавливается в пиноли задней бабки (рис. 144).
Рис. 144. Нарезание резьбы на токарном станке метчиком с помощью оправки.
Проверяют правильность нарезания внутренней резьбы ввинчиванием болта с соответствующей резьбой. Если болт ввинчивается без особых усилий, но входит достаточно плотно, то резьба нарезана правильно.
Виды брака и возможности его предотвращения
При нарезании внутренней резьбы, так же как и в случае нарезания наружной резьбы, возможны аналогичные виды брака; рваная или неполная резьба. Рваная резьба, как правило, получается, когда выбранное сверло имеет диаметр меньший, чем внутренний диаметр резьбы, либо вследствие отсутствия или недостаточной смазки метчика. Неполная резьба нарезается в случае завышения диаметра сверла при сверлении отверстия под резьбу.
Рваная резьба, как правило, получается, когда выбранное сверло имеет диаметр меньший, чем внутренний диаметр резьбы, либо вследствие отсутствия или недостаточной смазки метчика. Неполная резьба нарезается в случае завышения диаметра сверла при сверлении отверстия под резьбу.
Правила безопасности труда
При нарезании внутренней резьбы соблюдайте общие требования безопасной работы на токарном станке.
1. Будьте внимательными.
2. Следите за тем, чтобы пальцы рук не попали между рукояткой воротка и суппортом во время нарезания резьбы, что может привести к травме.
3. Не проверяйте качество резьбы, трогая ее пальцами, так как можно пораниться об острые кромки гребешков резьбы.
Вопросы для самоконтроля
1. В чем заключается подготовка к нарезанию внутренней резьбы на токарном станке?
2. Как закрепляются заготовка и метчик во время нарезания внутренней резьбы?
3. Объясните, почему возникает явление самопроизвольной подачи при нарезании на станке внутренней резьбы метчиком, так же как и при нарезании наружной резьбы плашкой.
Объясните, почему возникает явление самопроизвольной подачи при нарезании на станке внутренней резьбы метчиком, так же как и при нарезании наружной резьбы плашкой.
4. Какие требования безопасности труда нужно соблюдать при выполнении данной операции?
Где находится шкала резьбы при нарезании резьбы на ручном токарном станке?
Токарный станок представляет собой осьминога с 500 руками.
Мне об этом напомнил начинающий слесарь, который спросил в гугле, где находится циферблат на ЛеБлонде для нарезания резьбы на ручном токарном станке .
Вот как выглядит шкала резьбы:
Если вам кажется, что вы боретесь с 500-руким осьминогом или смотрите на миллион переключателей и элементов управления в кабине самолета, у нас есть наглядное руководство, которое напомнит вам об этом. что срабатывать и где при нарезании резьбы на ручном токарном станке.
ГДЕ ЭТА НУЖНАЯ РЕЗЬБА?
При нарезании резьбы на ручном токарном станке вы можете ЛИБО всегда зацепить полугайку ходового винта и вернуть каретку, изменив направление вращения шпинделя с помощью моторного привода …
… ИЛИ вы можете использовать шкалу резьбы или индикатор, который входит в зацепление с ходовым винтом и показывает, когда полугайка может быть задействована, так что инструмент будет резать по той же резьбе.
Вот изображение набора резьбы на ручном токарном станке LeBlond RKL:
Шкала резьбы состоит из червячного колеса, находящегося в зацеплении с ходовым винтом. Он соединен коротким стержнем с индикаторным циферблатом. Циферблат откалиброван четырьмя пронумерованными линиями и четырьмя другими посередине между ними.
Эти линии используются при нарезании резьбы на ручном токарном станке. При установке в положение линия становится отправной точкой для захвата нити и, во время дополнительных проходов, для достижения нужной глубины резьбы.
ПРИ НАНЕСЕНИИ РЕЗЬБЫ НА РУЧНОМ СТАНОКЕ
На шкале нитей нажмите кнопку, и она переместится внутрь.
Вы хотите каждый раз вставлять полугайку в одно и то же место.
Прежде чем навинтить полугайку, запустите станок и убедитесь, что токарный станок вращается медленно.
Проверьте шкалу ниток и убедитесь, что она вращается медленно. Если он не поворачивается, у вас большая головная боль.
При завинчивании полугайки вы должны убедиться, что ваши цифры на шкале резьбы или достигают вершины несколько раз. Найдите отметку вверху, где они совпадают во время вращения.
Найдите отметку вверху, где они совпадают во время вращения.
РЕЗЬБА С ЧЕТНЫМ И НЕЧЕТНЫМ ШАГОМ
Затяните и отсоедините полугайку. Попробуйте найти золотую середину несколько раз.
Точное положение посадки для четной, нечетной и других резьб см. в этой таблице:
НАРЕЗАНИЕ МЕТРИЧЕСКОЙ РЕЗЬБЫ НА РУЧНОМ СТАНОКЕ
При нарезании метрической резьбы всегда задействуйте полугайку. Верните каретку, изменив направление вращения шпинделя через моторный привод.
Для получения дополнительной информации о нарезании метрической резьбы посмотрите это видео.
Надеюсь, это визуальное руководство поможет вам идентифицировать диск для нарезания резьбы, один из многих придатков осьминога, которые нужно задействовать при нарезании резьбы на ручном токарном станке! Если что-то непонятно, напишите нам в комментариях ниже.
ЗАИНТЕРЕСОВАНЫ:
LeBlond или K.O. Оборудование Lee, нажмите на этот RFQ …
OEM запчасти для LeBlond, K. O. Lee, Standard Modern, Johnson Press, Deka Drill или W.F. & John Barnes, щелкните эту форму …
O. Lee, Standard Modern, Johnson Press, Deka Drill или W.F. & John Barnes, щелкните эту форму …
ИЛИ позвоните нам по телефону +1 (888) 532-5663.
Нарезание дюймовой и метрической резьбы
В Интернете есть много подробной информации о том, как нарезать резьбу на токарном станке, которую я не буду здесь повторять — быстрый поиск даст вам любое количество руководств и несколько видеороликов на YouTube с процессом в действии. В руководстве пользователя Clarke CL300M есть базовое руководство по нарезанию резьбы. Важным принципом является то, что ходовой винт соединен с главным приводным шпинделем с гораздо более высоким передаточным отношением, чем обычно используется для механической подачи, и это передаточное отношение выбирается таким образом, чтобы режущий инструмент перемещался на нужное расстояние, чтобы нарезать один виток резьбы для каждого шага. поворот главного шпинделя.
Многие версии мини-токарных станков в стандартной комплектации поставляются с дюймовым ходовым винтом 16 т/дюйм, включая тот, который есть у меня.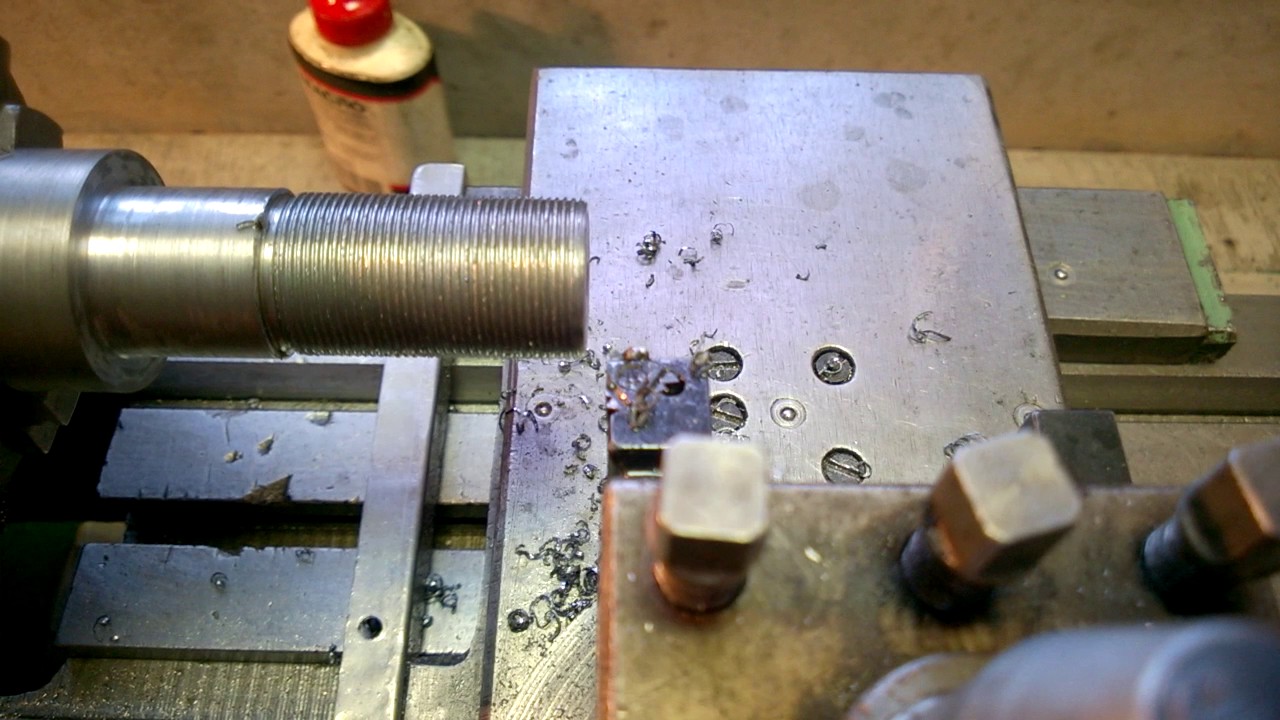 Это означает, что на каждые 16 оборотов ходового винта седло перемещается на дюйм. Если ходовой винт рассчитан на работу с той же скоростью, что и шпиндель, то вы получите резьбу 16 т/д. Если он предназначен для работы на половинной скорости, вы получите поток 32 т/д, а если он рассчитан на работу с удвоенной скоростью, вы получите поток 8 т/д. (Что касается механической подачи, мой рассчитан на работу со скоростью 1/16 скорости шпинделя, что, кстати, эквивалентно 256 т/д.)
Это означает, что на каждые 16 оборотов ходового винта седло перемещается на дюйм. Если ходовой винт рассчитан на работу с той же скоростью, что и шпиндель, то вы получите резьбу 16 т/д. Если он предназначен для работы на половинной скорости, вы получите поток 32 т/д, а если он рассчитан на работу с удвоенной скоростью, вы получите поток 8 т/д. (Что касается механической подачи, мой рассчитан на работу со скоростью 1/16 скорости шпинделя, что, кстати, эквивалентно 256 т/д.)
Очевидно, что нарезать резьбу с очень крупным шагом на маленьком токарном станке будет проблематично, так как наступает момент, когда основное усилие нарезания приходится не на приводной шпиндель, а на ходовой винт. Попытка нарезать на этих токарных станках резьбу с шагом намного более крупным, чем родные 16 витков на дюйм ходового винта, приведет к большой нагрузке на (пластиковые) шестерни, которые приводят в движение ходовой винт. Лично я бы не стал пытаться делать на этой машине что-то более грубое, чем около 8 т / д, не задумываясь о минимизации нагрузки, и у меня есть ощущение, что 8 т / д вполне может подтолкнуть его. В других местах люди размышляли о приводе токарного станка с помощью ходового винта вместо шпинделя при попытке нарезать очень грубую резьбу и использовать какой-то шлифовальный станок, а не обычный одноточечный инструмент, поэтому токарный станок не прилагает фактическое усилие резания. .
В других местах люди размышляли о приводе токарного станка с помощью ходового винта вместо шпинделя при попытке нарезать очень грубую резьбу и использовать какой-то шлифовальный станок, а не обычный одноточечный инструмент, поэтому токарный станок не прилагает фактическое усилие резания. .
«Официально», если у вас дюймовый ходовой винт, то вы можете нарезать только дюймовую резьбу, хотя все знают, что это не обязательно так. Существует комплект для переоборудования метрического ходового винта, и некоторые из этих мини-токарных станков стандартно поставляются с метрическим ходовым винтом. Что бы у вас ни было, нарезание «неправильной» резьбы на этих токарных станках сопряжено с несколькими потенциальными проблемами:
- Вы должны каким-то образом придумать передаточное отношение, которое позволит получить желаемый шаг резьбы.
- Шаг нарезки, неподходящий для ходового винта и циферблатного индикатора, означает, что вы не можете отсоединить и снова зацепить полугайки во время нарезания резьбы.

Второй более-менее не проблема на мини-токарном станке, потому что он так же радостно работает как вперед, так и назад, а патрон прикручен к фланцу (так что он не собирается откручиваться и отваливаться при обратном движении) . (Это — это , вроде как можно использовать индикатор, но с таким количеством предостережений, что, честно говоря, это не стоит хлопот.) меняйте шестерни — десять из них — и если вы добавите две 20-зубчатые и две 80-зубчатые шестерни, обычно используемые для силовой подачи, количество достижимых передаточных чисел ошеломляет. Обычно это просто вопрос поиска комбинации, которая работает.
Таким образом, с дюймовым ходовым винтом можно найти зубчатое зацепление, которое даст результат, достаточно близкий к различным метрическим резьбам (легко в пределах практических допусков). Действительно, есть некоторые имперские резьбы за пределами таблицы, напечатанной на крышке переключателя, которые достижимы только очень приблизительно, а некоторые не могут быть выполнены без дополнительных шестерен. Есть также некоторые вполне достижимые имперские резьбы, которые по какой-то причине не включены в стандартную таблицу, в первую очередь 27 т / д, используемые на многих микрофонных стойках.
Есть также некоторые вполне достижимые имперские резьбы, которые по какой-то причине не включены в стандартную таблицу, в первую очередь 27 т / д, используемые на многих микрофонных стойках.
Итак, вот моя собственная таблица передач для дюймового ходового винта 16tpi, полученная после написания небольшой компьютерной программы для просмотра всех возможных комбинаций шестерен, которые у меня есть, и отсеивания выходных данных до шагов, которые, как я думаю, могут быть полезны. . Таблица также включает процентную ошибку, а также «количество выходов на дюйм» и «количество выходов на сантиметр» (в теории — очевидно, вы можете ожидать неизбежную и неучтенную ошибку в самом ходовом винте). такие же, как в таблице, напечатанной на крышке сменного механизма, показаны на полужирный . Я не включил никакой информации из таблицы индикаторов — как правило, независимо от шага, если это дюймовая резьба с целым числом витков на дюйм, вы всегда можете использовать отметку «1» на циферблате индикатора, независимо от этого. Возможно, вы сможете использовать и другие — например, для числа, кратного 8, вы можете использовать любое из 8 положений, а для числа, кратного 16, вы можете просто игнорировать циферблат и задействовать полугайки в любое время. Но едва ли неудобно просто придерживаться «1», если вы не уверены. (Однако это НЕ относится к нецелочисленным числам резьб на дюйм — для них, включая все метрические резьбы, вы должны все время оставлять полугайки затянутыми.)
Возможно, вы сможете использовать и другие — например, для числа, кратного 8, вы можете использовать любое из 8 положений, а для числа, кратного 16, вы можете просто игнорировать циферблат и задействовать полугайки в любое время. Но едва ли неудобно просто придерживаться «1», если вы не уверены. (Однако это НЕ относится к нецелочисленным числам резьб на дюйм — для них, включая все метрические резьбы, вы должны все время оставлять полугайки затянутыми.)
Помните: эта таблица предназначена для дюймового ходового винта 16TPI.
ВАЖНО: применяются очевидные оговорки – я не гарантирую точность этой таблицы и не претендую на целесообразность какой-либо конкретной комбинации передач. Эта информация предлагается как есть и добросовестно, без каких-либо гарантий или заявлений о соответствии назначению. Вы несете полную ответственность за то, чтобы конкретная комбинация передач работала плавно и без чрезмерной нагрузки на вашем токарном станке и чтобы она давала желаемые результаты. Это зависит от ВАС, чтобы проверить, и это зависит от вас, чтобы судить о возможных стрессах. Я не несу никакой ответственности за любой ущерб вашим проектам, токарному станку, человеку или чему-либо еще, возникший в результате использования вами этой информации.
Это зависит от ВАС, чтобы проверить, и это зависит от вас, чтобы судить о возможных стрессах. Я не несу никакой ответственности за любой ущерб вашим проектам, токарному станку, человеку или чему-либо еще, возникший в результате использования вами этой информации.
| ошибка | ||||||||
| Число шагов на дюйм | мм Шаг | А | Б | С | Д | % т/д | в | за см |
| 8 | 3,175 | 60 | 50* | – | 30 | 0 | н/д | н/д |
| 12 | 2.1167 | 40 | 65 * | – | 30 | 0 | н/д | н/д |
| 13 | 1,9538 | 40 | 65 | 60 | 30 | 0 | н/д | н/д |
| 14 | 1,8143 | 40 | 65 * | – | 35 | 0 | н/д | н/д |
14. 5091 5091 (14.5143) | 1,7506 ( 1,75 мм ) | 40 | 35 | 55 | 57 | -0,036% | 0,00034″ | 0,0034 мм |
| 16 | 1,8143 | 40 | 65 * | – | 40 | 0 | н/д | н/д |
| 16,9231 ( 16,9333 ) | 1,5009 ( 1,5 мм ) | 65 | 55 | 40 | 50 | -0,06% | 0,0006″ | 0,006 мм |
| 17.0182 ( 17 ) | 1.4925 | 55 | 65 | 50 | 45 | +0,107% | 0,00016″ | 0,0016 мм |
| 18 | 1.4111 | 40 | 65 * | – | 45 | 0 | н/д | н/д |
| 19 | 1,3368 | 40 | 65 * | – | 45 | 0 | н/д | н/д |
| 20 | 1,27 | 40 | 65 * | – | 50 | 0 | н/д | н/д |
| 21 | 1. 2095 2095 | 20 | 35 | 60 | 45 | 0 | н/д | н/д |
| 22 | 1.1545 | 40 | 65 * | – | 55 | 0 | н/д | н/д |
| 22,9744 ( 23 ) | 1.1056 | 30 | 35 | 65 | 80 | -0,1115% | 0,0011″ | 0,0111 мм |
| 24 | 1.0583 | 40 | 65 * | – | 60 | 0 | н/д | н/д |
| 25 | 1,016 | 40 | 55 | 50 | 57 | 0 | н/д | н/д |
| 25.4222 ( 25.  4 ) 4 ) | 0,9991 ( 1,0 ) | 50 | 55 | 45 | 65 | 0,09% | -0,0009″ | -0,009 мм |
| 26 | 0,9769 | 40 | 60 * | – | 65 | 0 | н/д | н/д |
| 27 | 0,9407 | 40 | 45 | 40 | 60 | 0 | н/д | н/д |
| 28 | 0,9071 | 20 | 65 * | – | 35 | 0 | н/д | н/д |
| 32 | 0,7938 | 20 | 65 * | – | 40 | 0 | н/д | н/д |
| 36 | 0,7056 | 20 | 65 * | – | 40 | 0 | н/д | н/д |
| 38 | 0,6684 | 20 | 50 | 60 | 57 | 0 | н/д | н/д |
| 40 | 0,635 | 20 | 65 * | – | 50 | 0 | н/д | н/д |
| 44 | 0,5773 | 20 | 65 * | – | 55 | 0 | н/д | н/д |
| 48 | 0,5292 | 20 | 65 * | – | 60 | 0 | н/д | н/д |
| 52 | 0,4885 | 20 | 65 * | – | 65 | 0 | н/д | н/д |
* Для любой комбинации без шестерни «С» шестерня «В» является просто натяжным роликом и может быть любого размера, который окажется под рукой и подойдет. Во всех установках, кроме одной, в руководстве в этой роли предлагается шестерня с 65 зубьями.
Во всех установках, кроме одной, в руководстве в этой роли предлагается шестерня с 65 зубьями.
Обратите внимание, что многие теоретические передачи непрактичны по той или иной причине. Для передаточного числа 16 т/д, например, теоретически любая передача может использоваться для A и D, если они одинаковы, и любая передача может использоваться для B. Однако единственные шестерни, которые дублируются в обычном наборе 20 зуб, 40 зуб и 80 зуб. Во многих случаях ограничения вызваны геометрией шпинделей — некоторые комбинации шестерен просто не могут перекрывать зазор между промежуточным валом с приводом от шпинделя, на котором установлена шестерня А, и ходовым винтом, на котором вы размещаете шестерню D. (во всяком случае, без добавления дополнительного промежуточного вала и/или модификации банджо), а некоторые комбинации приводят к тому, что шестерня контактирует либо с валом, либо с регулировочной гайкой банджо. ВСЕГДА проверяйте наличие зазора при сборке зубчатой передачи! Помните, ничто особенно не мешает вам собрать зубчатую передачу с шестерней «В» на другой стороне линии между шпинделями A и D, за исключением того, что это может потребовать некоторой импровизации с (или заменой) банджо.
Если вы готовы заменить банджо и ввести дополнительное положение шестерни, то диапазон возможных передаточных чисел значительно увеличится, также, если вы добавите шестерни помимо обычного набора. (Для поддержки метрической резьбы люди с дюймовыми ходовыми винтами, особенно если у них есть селекторные редукторы TPI, часто используют пару зубчатых колес 100/127, чтобы получить передаточное число 1: 1,27, необходимое для «преобразования» ходового винта (отсюда и все производные шаги) из tpi. до «витков на 2 см».)
Некоторые резьбы, о которых вы, возможно, захотите узнать
В большинстве штативов для небольших камер используется резьба 1/4″ Whitworth (BSW). Это наружный диаметр в четверть дюйма с двадцатью витками на дюйм и профиль резьбы под углом 55 градусов с закругленными гребнями. Шаг и диаметр такие же, как у 1/4″ UNC, а профиль резьбы «достаточно близок» для большинства целей; вы обнаружите, что болты 1/4″ на 20 UNC достаточно хорошо подходят к гнездам штатива, а гайки 1/4″ на 20 UNC достаточно хорошо подходят к большинству винтов штатива.
Большие штативы для камер — большинство профессиональных видеокамер, камер среднего формата и многие штативные головки для фотосъемки, а также многие держатели микрофонов за пределами США, все используют резьбу BSW следующего размера, 3/8″ BSW, 16 точек на дюйм. Опять же, это достаточно близкое совпадение для 3/8″ на 16 UNC.
Многие держатели микрофонов, гусиные шеи и т. д. (большинство в США) используют дюймовую резьбу 5/8″ с 27 витками на дюйм. Форма резьбы (я думаю) UNS, которая в основном имеет ту же форму резьбы, что и метрическая резьба ISO, зуб 60 градусов со сглаженными гребнями.
Гайки ведущего шпинделя мини-токарного станка имеют метрическую резьбу, шаг M27 x 1,5 мм, в соответствии с данным разделом (вы можете знать это, если планируете удлинить шпиндель).
Резьба крепления камеры Leica метрического диаметра с британским шагом – 39мм на 26 точек на дюйм. Я не уверен в форме резьбы. (В ранних советских копиях Leica использовалась метрическая резьба M39x1. 0, которая не совсем подходит для Leicas, то же самое относится и к ранним винтовым креплениям Canon. Шаг 26tpi составляет около 0,977 мм. Как ни странно, крепление Leica обозначается как M39.)
0, которая не совсем подходит для Leicas, то же самое относится и к ранним винтовым креплениям Canon. Шаг 26tpi составляет около 0,977 мм. Как ни странно, крепление Leica обозначается как M39.)
Practica/Pentax Байонет объектива 42 мм — метрический M42x1.0.
T-образная резьба, используемая во многих промышленных объективах и т. д., имеет метрическую резьбу M42x0,75 (T для Tamron. Была более ранняя версия M37x0,75. Tokina сделала версию M47x0,75.)
Объективы CCTV и т. д., как правило, имеют резьбу 5/8″ или 1″ с резьбой 32 tpi.
Большинство круглых фотофильтров имеют метрические размеры с шагом резьбы 0,5 мм, 0,75 мм или 1,0 мм в зависимости от размера.
Многие популярные «установки» для цифровых зеркальных камер (для улучшения работы с камерой во время видеосъемки) используют стержни с обычной метрической резьбой M12x1,75.
В некоторых головках видеоштативов Libec используются винты M6x1,0 с двойным пуском (!) для фиксации механизмов. То есть они имеют шаг 1,0 мм, но шаг 2,0 мм. Вы можете сделать их, но это немного мучительно — проще всего, вероятно, нарезать 2,0-миллиметровую свинцовую резьбу на нужную глубину с шагом 1,0 мм, затем повернуть заготовку в патроне ровно на 180 градусов и нарезать еще одну. Или купите сменный винт у Libec.
То есть они имеют шаг 1,0 мм, но шаг 2,0 мм. Вы можете сделать их, но это немного мучительно — проще всего, вероятно, нарезать 2,0-миллиметровую свинцовую резьбу на нужную глубину с шагом 1,0 мм, затем повернуть заготовку в патроне ровно на 180 градусов и нарезать еще одну. Или купите сменный винт у Libec.
Многие механизмы фокусировки и мелкая резьба большего диаметра являются многозаходными.
Американская «резьба для садового шланга» (GHT) имеет диаметр 27,0 мм и 11,5 витков на дюйм. С другой стороны, британские садовые шланги и почти все остальные, как правило, используют резьбу BSP, обычно 3/4 BSP, с 14 т/д. Обратите внимание, что 3/4 BSP — это не диаметр 3/4″, это было бы слишком просто, а скорее резьба, подходящая для стандартной трубы с внутренним диаметром 3/4″ — 1,059″ или 26,90 мм (что достаточно близко к я думаю, что американский GHT ужасно заедает.) Есть также меньший размер, который обычно встречается на кранах в Великобритании, 1/2 BSP, что составляет 0,839.