Как нарезать резьбу на токарном станке резцом: Нарезание резьбы на токарном станке резцом
Содержание
Как нарезается резьба на токарном станке
Содержание
- 1 Особенности работы на токарном станке
- 2 Методы получения резьб
- 3 Подготовка станка
- 4 Применяемое оборудование
- 4.1 Резцы
- 4.2 Плашки и метчики
- 4.3 Резьбонарезные головки
- 5 Контроль
Нарезание резьбы — одно из наиболее распространенных направлений в металлообработке с использованием токарных станков. Данная технологическая операция используется в 40% работ, связанных с металлообработкой.
Резьбу возможно создавать своими руками слесарным инструментом или на токарно-винторезных станках. Однако качество работы резцом зависит от основного момента: вращение шпинделя станка и подача резца должны быть синхронны.
Резьбовые соединения сейчас чаще всего применяются в машиностроении и на строительных площадках. Металлические конструкции и элементы активно соединяются с помощью болтов, шурупов, винтов и аналогичных изделий. Подобные детали также выполняют функцию усиления или движения во многих механизмах. В качестве примера можно привести домкрат.
В качестве примера можно привести домкрат.
Содержание
- Особенности работы на токарном станке
- Методы получения резьб
- Подготовка станка
- Применяемое оборудование
- Резцы
- Плашки и метчики
- Резьбонарезные головки
- Контроль
Особенности работы на токарном станке
Создание резьбы на токарно-винторезном станке – наиболее часто используемая, но трудоемкая операция. Трудность состоит в регулировании основных настроек станков и в эксплуатации дополнительного инструмента. Чтобы на токарном станке точно выполнить поставленное задание, следует соблюдать технологию работы и всегда помнить о технике безопасности.
Чтобы резьба полностью отвечала исходным характеристикам, необходимо правильно зафиксировать резец по центру обрабатываемой детали. Для того чтобы это правильно и точно сделать, специалисты применяют шаблон, который закрепляют на заранее подготовленной плоскости детали параллельно прямой от центров станка.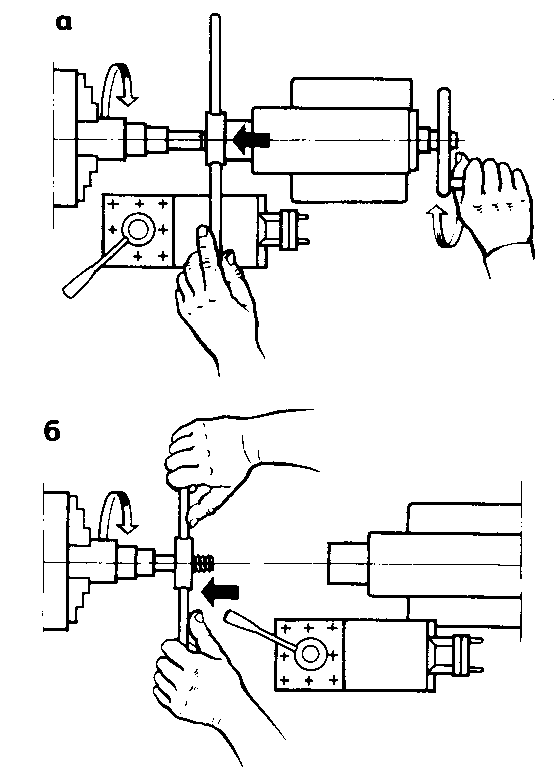 Резец сопоставляют с шаблоном и проверяют качество установки детали.
Резец сопоставляют с шаблоном и проверяют качество установки детали.
Методы получения резьб
Теперь разберем, по каким методикам получают соответствующую нарезку. Изготовление обеспечивается двумя парами резцов, которые находятся в специальной вращающейся головке. Данную конструкцию закрепляют на суппорте токарно-винторезного станка. Из-за того, что резцы врезаются поочередно, обеспечивается высокая скорость обработки детали, создавая тем самым минимальную шероховатость производимой резьбовой плоскости и высокую точность профиля. Ключевые критерии винтовой линии — угол ее подъема и накатка, величина которого измеряется прямой между плоскостью, находящейся около винтовой линии и касательной, которая относительно вертикальна оси вращения элемента. Она обуславливается:
- подачей инструмента, который двигается параллельно оси заготовки;
- количеством витков вращения детали.

Шаг – это ключевой критерий технологической операции. Он определяет дистанцию между пограничными витками.
Специалисты делят резьбу на четную и нечётную. В четной речь идет о нарезках, которые получают целое четное число линий нарезки по шагам. Соответственно, нечетная нарезка подразумевает нечетную.
Подготовка станка
Чтобы четко выполнить работу по заданным критериям, нужно правильно настроить станок. Сначала необходимо состыковать вращение шпинделя с перемещением суппорта. Параллельная подача шпинделя должна быть равна шагу резьбы. Существует большое количество сочетаний соединений, что дает возможность настроить станок на любую желаемую резьбу.
Резьба создается путем механической обработки вне зависимости от вида токарного станка. С помощью настройки инструмента специалист рассчитывает, как левый угол винтовой прямой будет влиять на внешнюю часть заготовки, которая располагается в вертикальном положении по отношению оси вращения. Также необходимо сказать о том, что все станки имеют различную производительность и количество витков вращения деталей. Поэтому, чтобы механизм мог продуктивно справиться с поставленной задачей, важно первоначально грамотно соотнести угол воздействия обрабатывающего инструмента и частоту оборотов детали.
Поэтому, чтобы механизм мог продуктивно справиться с поставленной задачей, важно первоначально грамотно соотнести угол воздействия обрабатывающего инструмента и частоту оборотов детали.
Применяемое оборудование
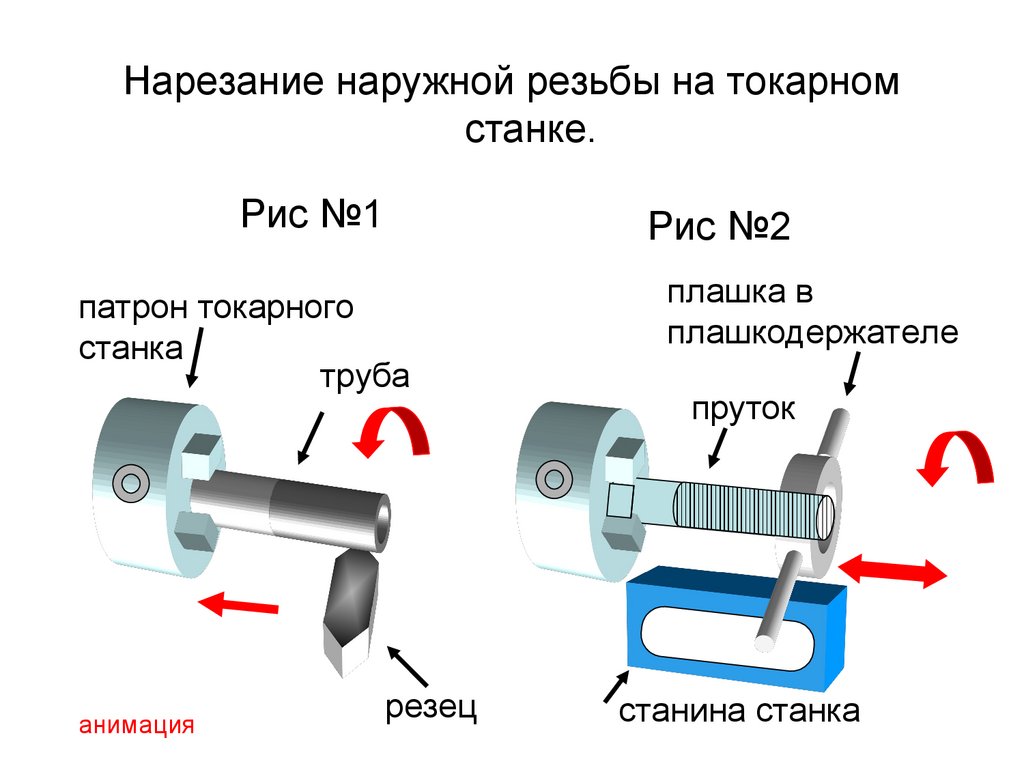
Есть два способа нарезать резьбу: ручной способ и токарных станках. При изготовлении детали вручную применяют зажимы и механизмы, которые называются плашки и метчики. При работе на токарном станке можно проводить работу резцами. С их помощью формируют нарезку как на внешней, так и внутренней стороне детали. Нарезание резьбы на токарном станке с помощью резцов предполагает:
- качественную заточку;
- использование различных режимов работы станка;
- правильную установку инструмента по центру детали с применением допустимого шаблона;
- контроль полученных деталей заданными шаблонами или калибрами.
При производстве резьб недопустимы: занозы, сколы, рваные нитки и т.п. Если использовать вихревые головки со специальным приводом, то можно расширить потенциальные возможности функций токарных станков.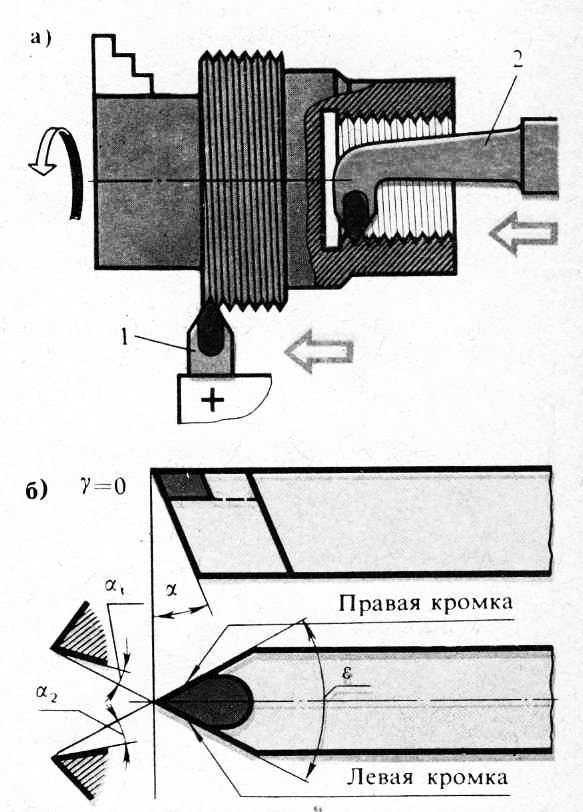
Резцы
Для того чтобы осуществлять работу с использованием модульного станка нужны резьбонакатные резцы. Они производятся из специальной стали, которая качественно и быстро обрабатывает заготовки. Наружный винтовой шаг на детали создается резцом выгнутой или прямой формы. Для создания резьбы внутри элемента требуются только изогнутые инструменты. Представленные фото и видео материалы обязательно помогут разобраться в тонкостях технологической операции.
Заготовки подвергают обработке на токарном станке с помощью резцов с пластинами, изготовленных из твердых сплавов. В пример можно привести такие сплавы как Т15К6, Т14К8, ВК6М, ВК3М и другие.
Плашки и метчики
Метчик — закаленный металлический стержень с нарезанной резьбой определенного профиля. Он состоит из рабочей и хвостовой частей. Последняя предполагает место для фиксации инструмента в патроне. Каждый зуб метчика работает как резец и имеет специальные углы резания, величина которых выбирается в зависимости от планируемого типа и глубины нарезки.
Для изготовления внешней резьбы на винтах, гайках и других деталях используются плашки. Диаметр обрабатываемой детали должен быть немного меньше внешнего двойного радиуса резьбы. Плашку размещают в патрон, который закрепляют в оборудовании.
Резьбонарезные головки
Резьбонарезными головками пользуются гораздо реже, чем резцами, метчиками и плашками. Хотя резьбонарезные головки могут быть использованы для создания резьбы произвольного типа. Гребенки – функциональные элементы резьбонарезных головок. Их ключевая особенность состоит в том, что их внутренние элементы механически расходятся при выполнении обратного хода, тем самым не соприкасаясь с только что накатанной резьбой.
Контроль
Уже после завершения всех операций специалист проводит проверку на соответствие заданным критериям. Для этого применяется шаблон, на корпус которого нанесены оттиски зубчиков. Шаблоном сличается созданная нарезка с эталонной данного типа.
Если создание резьбы на токарном станке резцом производилось с неверным наклоном установленного режущего инструмента, то это будет зафиксировано подходящим по типу и форме шаблоном.
Как нарезать резьбу на токарном станке резцом?
Резьба является наиболее распространенным элементом крепежных деталей. Подразделяется она по ряду признаков, имеет широкое применение и может быть получена на деталях ручными инструментами или резцами на токарно-винторезных станках. Не смотря на то, что цены на токарные работы могут быть достаточно высокими, качество полученной резьбы несравнимо выше. Залогом этому, к примеру, является опыт специалистов компании СибПромДеталь.
Параметры резьбы
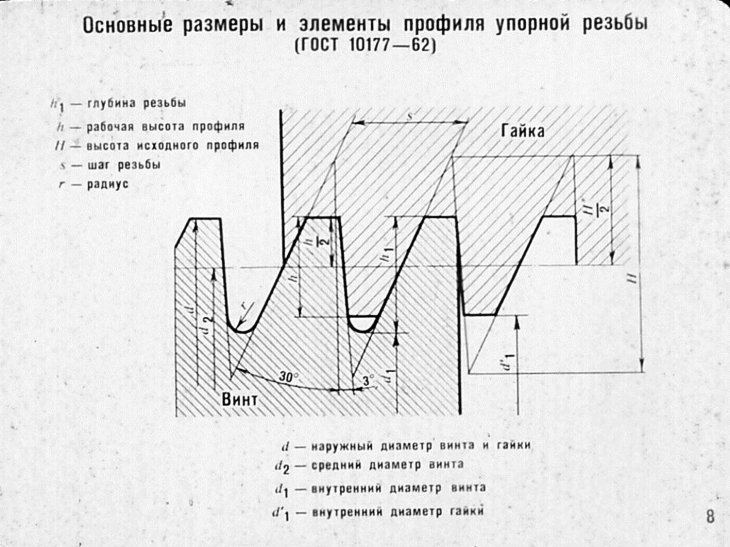
Прежде чем подробнее остановиться на том, как нарезать резьбу на токарном станке резцом, подробнее познакомимся с основными элементами винтовой канавки. Встретить ее можно как на стальных стержнях или гайках, так и на трубной арматуре в газо-, тепло- и водопроводах. Для характеристики резьбы выделяют следующие основные элементы ее профиля (продольного сечения):
- Наружный диаметр;
- Шаг резьбы;
- Угол при вершине.

По диаметру стандартные метрические резьбы до 6 мм имеют шаг в 1 мм, далее – 2 мм. При необходимости на станке не сложно нарезать и семимиллиметровую или девятимиллиметровую резьбу. Ручными резьбонарезными инструментами – метчиками и плашками выполнить такую работу невозможно.
По шагу резьбы делятся на стандартные (1 мм), мелкие (менее 1 мм) и крупные (более 1 мм). Как правило, все метчики рассчитаны на стандартное расстояние между витками. Получить мелкую или крупную резьбу можно лишь на токарно-винторезном станке.
По углу при вершине резьбы разделяются на метрические (угол равен 60о) и дюймовые (угол равен 55о). Для ручного нарезания необходимо иметь набор инструментов под каждый диаметр с различными углами. При механическом нарезании достаточно приобрести лишь два резьбовых резца с нужными углами заточки.
Технология нарезания резьбы
Исходя из указанных параметров, подбирают соответствующий резец и режимы нарезания резьбы. Прежде чем приступить к получению на поверхности детали винтовой канавки треугольного, прямоугольного или трапецеидального сечения необходимо обточить заготовку до необходимого диаметра.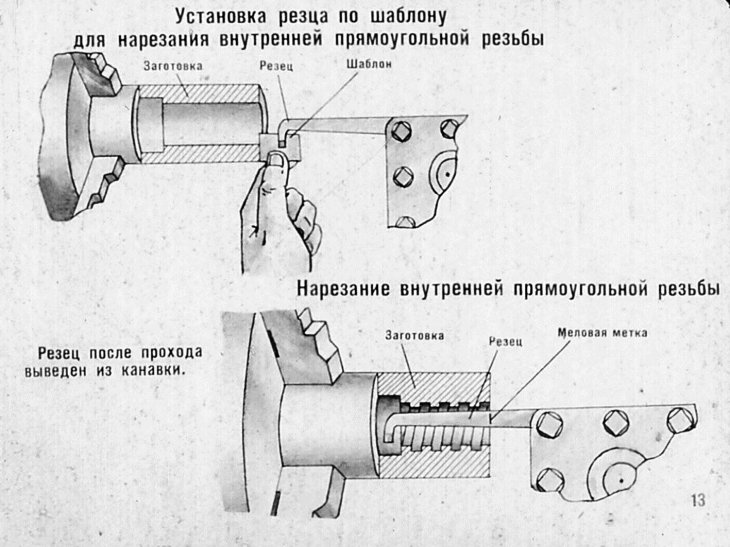
Осуществляется данный вид работ стандартным проходным резцом на соответствующих скоростях. В связи с частичным расширением металла при нарезании диаметр заготовки необходимо изготовить на 0,1 мм меньше требуемого диаметра будущей резьбы.
Следующий этап – настройка станка, а конкретнее – гитарного механизма, регулирующего скорость подачи резца. С помощью соответствующих таблиц в зависимости от желаемого шага необходимо выполнить установку необходимых зубчатых колес. После этого можно нарезать резьбу на токарном станке.
Для этого в резцедержатель устанавливают резьбовой резец с необходимым углом заточки и используют для его управления рукоятку подключения суппорта к ходовому винту. Благодаря данному приспособлению вершинка режущего инструмента осуществляет спиральное движение вдоль поверхности детали, постепенно проход за проходом углубляясь на требуемую глубину до получения полного треугольного профиля.
5,203 просмотров всего, 2 просмотров сегодня
Процедура нарезания резьбы на токарном станке
1 Комментарий
/ Производство / Автор: Администратор
Содержание
Совместное использование означает заботу :)-
MegaSack 2022 — Effetto Mariposa To. ..
..
Пожалуйста, включите JavaScript
MegaSack 2022 — Effetto Mariposa Torque Set
3 говорить о том, как нарезать резьбу на токарном станке, очень важно знать, что такое резьба? Резьба на языке неспециалистов — это «серия гребней и впадин» или «винтовая канавка», созданная вдоль цилиндрической или конической поверхности. Технически это определяется как спиральный гребень с однородным поперечным сечением, обернутый вокруг цилиндра или конуса. Нить обычно классифицируется как
внешняя и внутренняя резьба, иногда также называемая наружной и внутренней резьбой. Резьба используется как крепеж или как передатчик движения или преобразует вращательное движение в поступательное и т. д.
Раз уж мы познакомились с резьбой, давайте поговорим о токарном станке. Токарный станок — это машина, которая используется для придания формы дереву, металлу и т. д. путем удаления материала. Токарный станок может выполнять различные операции, такие как токарная обработка, накатка, торцевание и т. Д. На токарном станке заготовка вращается вдоль оси вращения, и для выполнения различных операций с заготовкой используются различные станки.
Д. На токарном станке заготовка вращается вдоль оси вращения, и для выполнения различных операций с заготовкой используются различные станки.
Ниже приведены некоторые основные термины резьбы. оси цилиндра.
Теперь обсуждаем нарезание резьбы на токарном станке. Прежде чем нарезать резьбу, необходимо рассчитать шаг, шаг, большой диаметр, меньший диаметр и глубину.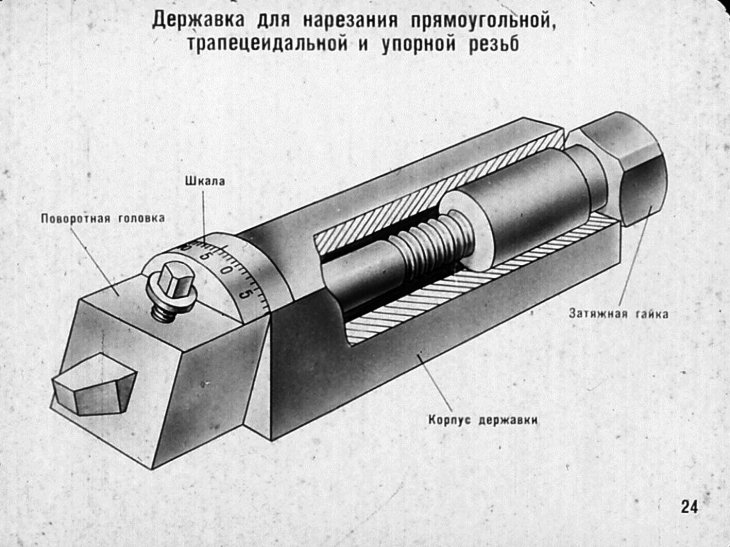 Чтобы обрезать нить, a 9Используемый одноточечный режущий инструмент 0043 представляет собой токарный инструмент с твердосплавной пластиной. Теперь выполните следующие шаги: –
Чтобы обрезать нить, a 9Используемый одноточечный режущий инструмент 0043 представляет собой токарный инструмент с твердосплавной пластиной. Теперь выполните следующие шаги: –
- Прежде всего, обработайте заготовку до большого диаметра резьбы, которую необходимо нарезать, с помощью токарного центра.
- Теперь заготовка устанавливается в патрон для нарезания резьбы между центрами. Патрон соединен со шпинделем, который приводится в зацепление с ходовым винтом. Для обеспечения правильного соотношения скоростей шпинделя и ходового винта используется быстросменный редуктор.
- Итак, настройте быстросменный редуктор согласно требуемому шагу резьбы.
- Установите насадку инструмента под прямым углом к заготовке с помощью резьбового калибра.
- Теперь переместите насадку резьбонарезного инструмента к заготовке, используя компаунд и поперечную подачу.
- Микрометр обоих каналов должен быть установлен на ноль.
- Каретка перемещается на заданное расстояние за один оборот задания из-за вращения ходового винта.
 Это делается путем установки полугайки каретки так, чтобы она зацепилась с ходовым винтом.
Это делается путем установки полугайки каретки так, чтобы она зацепилась с ходовым винтом. - Полугайка или разрезная гайка должны быть задействованы в точно заданное время для надлежащего выполнения последовательных разрезов. Это делается с помощью шкалы с резьбой или градуированной шкалы . Этот циферблат крепится к каретке и приводится в движение червячной передачей, прикрепленной к ходовому винту. Этот шаг известен как отслеживание резьбового инструмента.
- Лицевая сторона градуированного циферблата разделена на четное количество полных и половинных делений.
- Если разрезная гайка не зацеплена, а ходовой винт вращается, то также вращается шкала резьбы.
- Теперь, если количество витков резьбы, которое нужно было нарезать, четно, то должна была зацепиться разрезная гайка, когда любая линия на шкале резьбы совпадает с нулевой линией, а когда нужно было нарезать нечетное количество витков, то должна срабатывать любая пронумерованная линия.
 совпадают с нулевой линией.
совпадают с нулевой линией. - Сделайте надрез на компоненте без смазки. Отсоедините полугайку на краю разреза, остановите токарный станок и выдвиньте инструмент, используя поперечную подачу. Верните каретку в исходную точку.
- Теперь проверьте шаг резьбы с помощью калибра. Если это правильно, перейдите к следующему шагу.
- Подайте состав от 0,20 до 0,50 мм для первичного байпаса с использованием смазочно-охлаждающей жидкости. По мере приближения к последнему проходу уменьшите глубину резания до 0,025–0,075 мм.
- Процесс продолжается или последовательные нарезки продолжаются до тех пор, пока резьба не приблизится к желаемой глубине или в пределах 0,025 мм от конечной глубины.
- Затем дается чистовой проход на глубину резания 0,025-0,075 мм.
- Теперь проверьте размер с помощью микрометра резьбы или с помощью трехпроводной системы
- После завершения всего этого снимите фаску с конца резьбы, чтобы избежать повреждения резьбы.
Примечание:
- Заготовка подается внутрь либо радиально, либо путем поворота составного упора.

- Для нарезания левой резьбы перемещайте инструмент слева направо, а для нарезания правой резьбы инструмент перемещайте справа налево.
Делиться — значит заботиться 🙂 —
Нарезание резьбы на малом токарном станке
Автор: Горд Торогуд
Ходовой винт — это часть токарного станка, которая определяет шаг или количество нарезаемых витков резьбы на дюйм. Станки с дюймовыми циферблатами и коробками передач будут иметь ходовой винт с четным числом витков на дюйм и будут варьироваться от двух витков на дюйм до, возможно, 16 витков на дюйм на небольших токарных станках, имеющих 8 или 16 витков на дюйм.
Если вы нарежете 8 витков резьбы на дюйм ходовым винтом с 8 нитями, то шпиндель и ходовой винт будут вращаться с одинаковой скоростью, поэтому полугайки можно закрыть в любом положении на шкале нарезки. Вы подхватите нить в работе, которую вы режете, когда закроете полугайки. Если вы хотите вырезать 16 TPI, то ходовой винт будет вращаться со скоростью, равной половине скорости шпинделя, а 12 TPI будет составлять три четверти скорости шпинделя или 3 оборота на каждые 4 оборота шпинделя.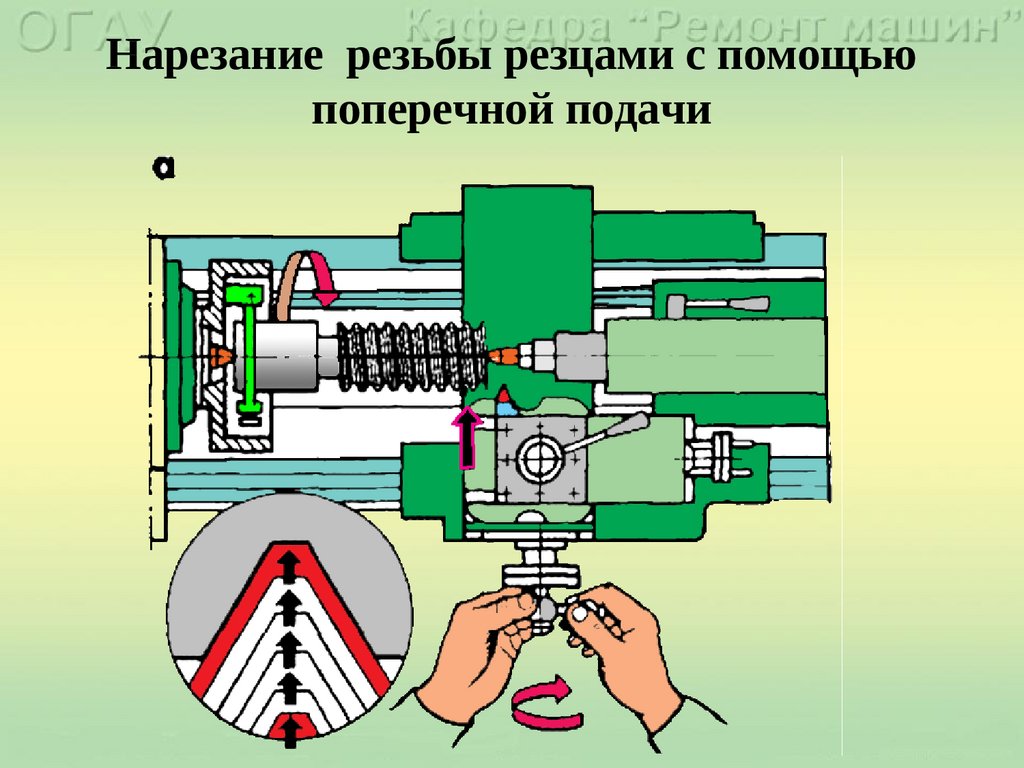
Если на станке нет устройства, сообщающего вам, когда ходовой винт и шпиндель синхронизируются, вам придется закрыть полугайки, когда вы начнете нарезать резьбу, и не открывать их снова, пока резьба не будет завершена. Это можно сделать, только остановив шпиндель, втягивая инструмент и изменяя направление вращения до тех пор, пока каретка не вернется в точку, где можно будет сделать еще один рез. Эта операция повторяется до тех пор, пока поток не будет завершен. Излишне говорить, что это может быть очень утомительным и нервным упражнением.
К счастью, доступны циферблаты для нарезания резьбы, которые позволяют открывать полугайки и перемещать каретку в исходное положение без потери контроля над взаимосвязью винта и шпинделя. Циферблат считывается непосредственно с ходового винта с помощью шестерни, которая подходит к винту. Шестерня на циферблате обычно имеет шестерню с числом зубьев, в 4 раза превышающим шаг винта. Например, винт с восемью шагами будет зацепляться с шестерней с тридцатью двумя зубьями, что дает вам четыре положения на циферблате, где винт синхронизируется с циферблатом.
Циферблат обычно делится на 8 делений, пронумерованных от одного до восьми. У каждого токарного станка будет диаграмма, относящаяся к циферблату, в которой перечислены различные шаги, которые необходимо вырезать, и положения на циферблате, где можно закрыть полугайки. Например, может быть указана группа шагов, и в таблице будет сказано, что вы можете закрывать натсы на любой цифре на циферблате. Вы увидите другую группу питчей в списке, и на графике будет указано, что вы можете закрывать натсы только на один, три, пять и семь.
Вы, вероятно, найдете другие питчи, где в таблице указано, что вы можете каждый раз закрывать натсы только под одним и тем же номером. Нарезание резьбы с помощью циферблата станет для вас второй натурой после небольшой практики.
© Copyright 2010 by Busy Bee Machine Tools® Ltd. Все права защищены.
×
Подпишитесь на нашу рассылку, чтобы получать последние обновления о новых продуктах и предстоящих распродажах на ваш почтовый ящик.