Как паяльником паять латунь: Пайка латуни – делаем неразъемное соединение в условиях дома + видео
Содержание
Как паять латунь: технология, инструменты, способы, материалы
Главная
›
Новости
Опубликовано: 06.09.2018
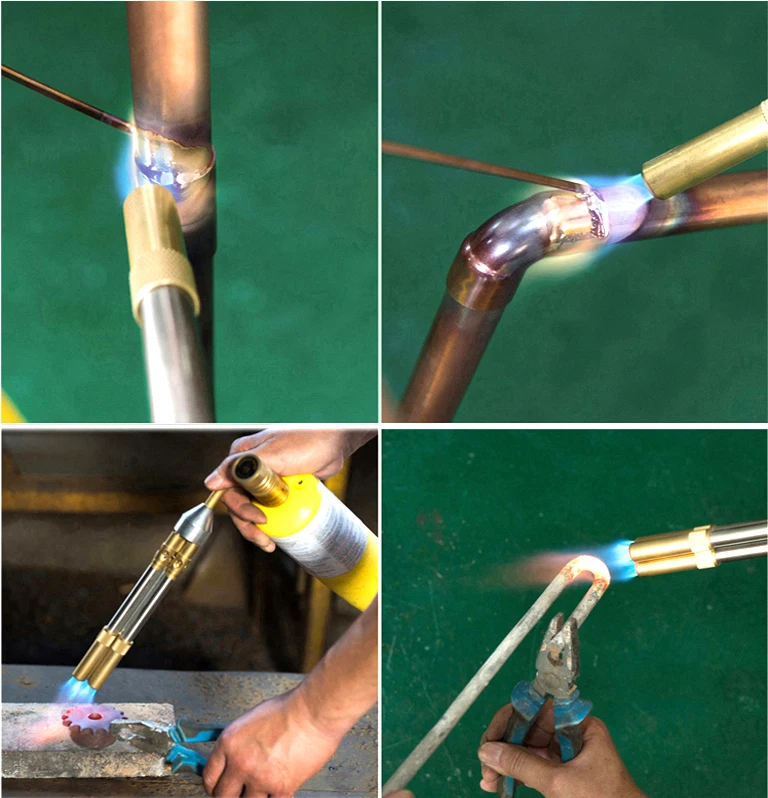
Как запаять провода большого сечения — при помощи горелки и тисков
Латунь – широко применяемый сплав для создания различных изделий, поэтому вопрос, как работать с ним, актуален для многих мастеров. Процесс обладает определенными особенностями и сложностями, может выполняться как в домашних условиях, так и промышленными методами. При соблюдении правил пайка латуни окажется под силу любому человеку.
Нюансы технологии
Латунь представляет собой сплав, в котором основными составляющими являются медь и цинк, а дополнительными элементами – олово и алюминий. Изделиям из металла всегда находят применение в быту. Когда нужно соединить два разных предмета, прибегают к пайке. Метод обладает некоторыми нюансами, о которых следует знать прежде, чем приступать к выполнению работы.
Когда нужно соединить два разных предмета, прибегают к пайке. Метод обладает некоторыми нюансами, о которых следует знать прежде, чем приступать к выполнению работы.
Сварка пластмасс паяльником
Главной особенностью процесса является активное испарение цинка из-за воздействия очень высокой температуры. В результате быстро образуется плотная пленка, особенно если процентное содержание цинка в сплаве составляет более 15%. Разрушить ее не представляется возможным даже при помощи канифоли со спиртом. Поэтому при пайке латуни важно использовать специальные флюсы.
Способы удаления припоя
Также требуется внимательно изучить все этапы процесса, так как это единственно возможный вариант прочно соединить два разных предмета в один. Суть пайки заключается в том, что между двумя соединяемыми деталями вводят расплавленный припой, который и скрепляет их. Главное условие процесса таково – температура разогрева соединяющего элемента должна быть меньше, чем температура плавления соединяемых предметов.
Главное условие процесса таково – температура разогрева соединяющего элемента должна быть меньше, чем температура плавления соединяемых предметов.
Пайка твердым припоем позволяет получать более прочные и термостойкие швы. Технология осуществляется согласно стандартным правилам. Преимуществом метода является то, что можно соединять предметы из разных материалов. При этом их поверхность, структура и свойства не изменяются, как это бывает при сварке.
Подготовительный процесс
Прежде чем соединить латунные изделия, необходимо их подготовить. Для достижения наиболее эффективного результата требуется использовать специальное оборудование – газовую горелку. Тогда пайка получится надёжной, а место соединения не будет бросаться в глаза.
Для обработки деталей из латуни используют щавелевую кислоту или различные бытовые средства. При работе с кислотой следует надеть перчатки и не дышать над раствором, который получается в следующей пропорции: 20 грамм на литр горячей или холодной воды. Приготавливается раствор в пластиковой емкости, чтобы избежать воздействия на другие металлы. Он нужен для очищения сплава, после обработки изделие вытирают и оставляют сушиться.
Приготавливается раствор в пластиковой емкости, чтобы избежать воздействия на другие металлы. Он нужен для очищения сплава, после обработки изделие вытирают и оставляют сушиться.
Чтобы припаять два разных предмета, понадобятся припой и флюс, которые изготавливаются собственноручно. Например, для получения припоя из латуни требуется запастись по 20 грамм меди и серебра, которые перемешиваются и сплавляются газовой горелкой и графитовым тигелем. После чего вещество помещают в холодную воду и вытаскивают, когда припой остынет.
Флюс создают из буры и борной кислоты, взяв по 20 грамм каждого порошка, и развести их 250 мл воды.
Используемые инструменты
Для соединения двух разнородных изделий применяют либо газовую горелку, либо паяльники. В качестве последнего чаще всего используют обычные электрические инструменты. Какой мощности он должен быть, зависит от характера работы. Если соединяются, к примеру, детали толщиной до 1 мм, то подойдет инструмент с мощностью 80-100 Вт.
Когда выполняется пайка латунью, то получается пористый шов из-за испарения цинка. Это ухудшает надёжность и качество соединения. Поэтому изделия рекомендуется соединять внахлест. Используя паяльник, подготовку выполняют в несколько этапов:
Включают в сеть в первый раз и ждут, пока инструмент перестанет дымить. То есть, пока в нем не выгорят все вещества, использованные при прошлом разе использования.
Дождавшись, пока инструмент остынет, затачивают жало.
Если у наконечника нет защитного покрытия, то на кончик наносят тонкий слой олова.
Во время соединения инструмент должен иметь температуру не ниже 500 градусов по Цельсию.
Припои и флюсы
Для качественного скрепления нужно разумно отнестись к выбору флюса и припоя. Это имеет значение, когда работа выполняется или газовой горелкой, или паяльником. Опытные мастера утверждают, что необходимо использовать более активный припой, в состав которого входит хлористый цинк. Именно ему под силу очистить поверхность предметов от появляющихся пленок из оксида цинка во время нагревания.
Именно ему под силу очистить поверхность предметов от появляющихся пленок из оксида цинка во время нагревания.
Поэтому лучше приобретать специальный флюс, в качестве которого может выступать бура. Если предстоит работа со сплавом, содержащим большое количество меди, то лучше использовать серебряные или медно-фосфорные компоненты.
Когда соединяемые предметы различаются по материалу изготовления, то особенно важно знать, какой припой подходит. Припой для пайки латуни должен сочетаться с поверхностями изделий и иметь температуру значительно ниже. Если нет строгих требований к прочности и внешнему виду, соединение возможно оловом.
Как выполнить пайку в домашних условиях
Перейти к непосредственному выполнению спайки, следует после того, как были изучены особенности технологии. Сначала необходимо приготовить следующее оборудование и материалы:
газовая горелка или паяльник;
флюс и припой;
бура.
Задача выполнима и без буры с флюсом, но тогда швы получатся видными, место соединения не будет отличаться особой прочностью.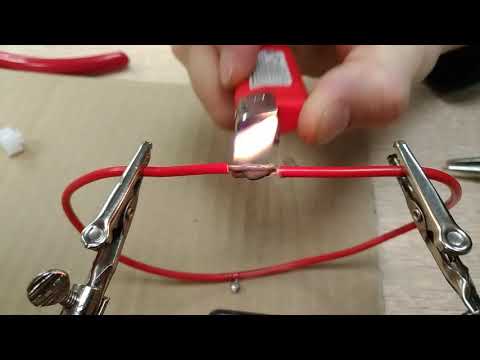
Скрепление изделий выполняется следующим способом:
поверхность деталей обрабатывается флюсом и посыпается стружкой припоя;
затем их подносят к газовой горелке и нагревают до 700 градусов.
Очень крупные изделия необходимо прогревать постепенно.
Пайка с помощью газовой горелки
Когда нужно запаять латунь любой марки, выручит газовая горелка. Сначала детали помещают на асбестовое основание и соединяются. Шов протирается флюсом на основе буры, припой посыпается сверху.
Пламя газовой горелки должно попадать ровно на это место. Когда выполняется пайка меди с латунью, следует заранее приготовить специальное средство для удаления оксидной пленки.
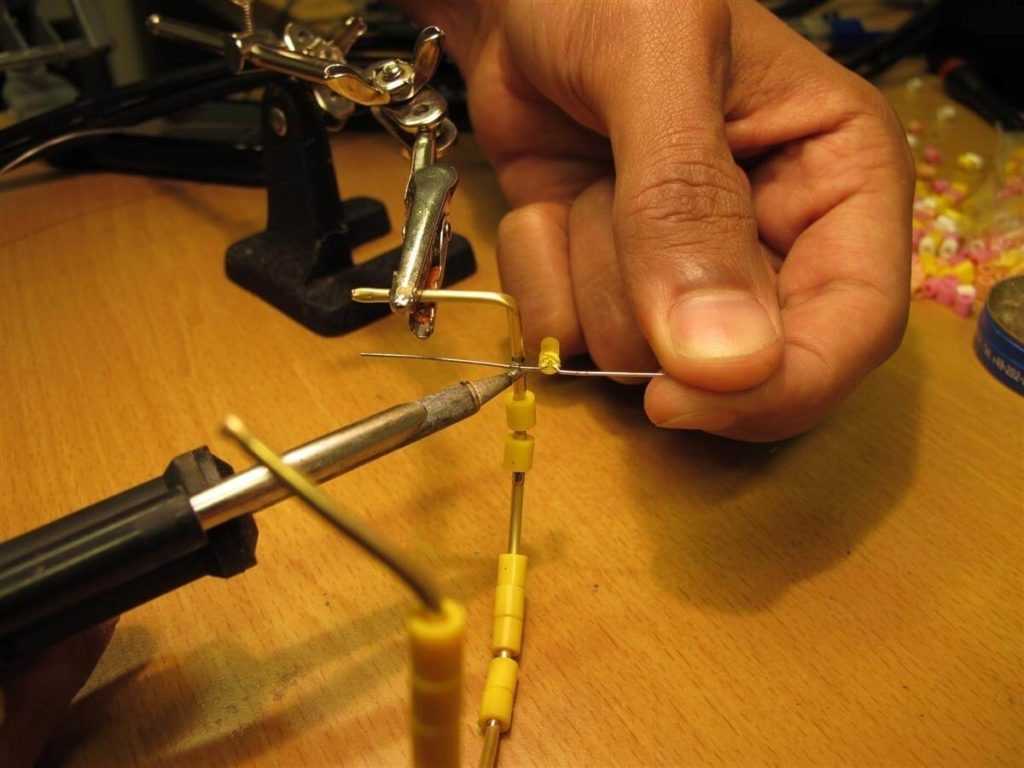
Пайка паяльником
Паяльником также удается добиться прочного соединения двух изделий. В этом случае используют такой флюс, как паяльная или ортофосфорная кислота.
Предварительно обработав поверхность изделий, после чего подносится паяльник с припоем. В спаиваемых изделиях таким образом можно скрыть дефекты. Пайка выполняется при хорошо разогретом инструменте.
Пайка выполняется при хорошо разогретом инструменте.
Рекомендации
В домашних условиях очень часто можно столкнуться с необходимостью соединить латунные изделия. Например, элементы водопроводных и отопительных систем.
Своими руками удастся выполнить требуемое, когда дома есть два паяльника – маломощный – 40-60 Вт и мощный – от 100 Вт.
Ошибки, которых следует избегать
При нехватке опыта работы с паяльником некоторые мастера не прогревают его до необходимой температуры. Чтобы качественно спаять латунь, необходимо очистить инструмент и поверхность соединяемых деталей.
Контроль качества
При пайке латуни в домашних условиях следует ответственно отнестись к делу и заранее подготовить материалы. Если нет газовой горелки, можно обойтись паяльником. Но в обоих случаях важно досконально разобраться с инструкцией по эксплуатации.
Насколько качественно удалось спаять изделия из латуни можно понять по внешнему виду шва, структуре и механической прочности.
Техника безопасности
Горелка и паяльник – опасные инструменты, поэтому во время работы следует следить за углом наклона инструмента или пламени. Не помешает удостовериться в целостности проводки и вилки. Во время пайки не стоит отвлекаться или оставлять горячий паяльник в зоне доступа детей. Некоторые флюсы выделяют вредные вещества в ходе плавления, поэтому нужно либо работать в респираторе, либо чаще проветривать помещение.
Преимущества и недостатки самостоятельного выполнения
Когда нужно соединить изделия из латуни, пайка – лучшее решение. Изучить, как выполняется процесс, нужно, так как каждый раз звать специалиста окажется накладно для семейного бюджета. Но именно мастер может выполнить работу любой сложности качественно и на долгое время. Когда требуется пайка труб в водоснабжении или электрических проводов, то пайку лучше доверить мастеру. Потому по неопытности можно остаться без света или устроить мини-потоп.
Припои для пайки латуни в Украине.
 Цены на Припои для пайки латуни на Prom.ua
Цены на Припои для пайки латуни на Prom.ua
Припій П-14 з флюсом прутик 2мм, для пайки міді, сталі та латуні
На складе
Доставка по Украине
36 грн
Купить
Магазин «ГЕЛЕОС ПЛЮС»
Припой для пайки сварки алюминия, 50шт 50см 2мм пруток c флюсом
На складе в г. Ровно
Доставка по Украине
530 грн
Купить
Интернет-магазин Zerus
Припой для пайки толщина 3 миллиметра
На складе
Доставка по Украине
50 грн
Купить
West-Imperia
Припой для пайки — РС — 100 грамм — ПРОЗРАЧНЫЙ ПОЛИКАРБОНАТ
На складе в г. Хмельницкий
Доставка по Украине
по 170 грн
от 2 продавцов
170 грн/комплект
Купить
ПластМайстер
Припой для пайки пластмасс — РРО (РРЕ) — 500 грамм
На складе в г. Хмельницкий
Доставка по Украине
590 грн/комплект
Купить
ПластМайстер
Припой для пайки пластика — РОМ — 500 грамм
На складе в г. Хмельницкий
Хмельницкий
Доставка по Украине
590 грн/упаковка
Купить
ПластМайстер
Припой для пайки пластика — РММА — 1 килограмм — PLEXI
На складе в г. Хмельницкий
Доставка по Украине
1 490 грн/кг
Купить
ПластМайстер
Специальный Припой для пайки кузова автомобиля FORCH Германия 1кг Pb70Sn30
На складе в г. Киев
Доставка по Украине
1 299 грн/кг
Купить
ТОВ АЛЕКСГРУПП
Припой для пайки сварки алюминия, 50шт 50см 2.0мм пруток c флюсом
На складе в г. Ровно
Доставка по Украине
530 грн
Купить
KRONS интернет- магазин
Припой для пайки пластика — PP — 200 грамм — МЛЕЧНЫЙ полипропилен
На складе в г. Хмельницкий
Доставка по Украине
250 грн/упаковка
Купить
ПластМайстер
Припой для пайки пластика — PP — 200 грамм — МЛЕЧНЫЙ полипропилен
На складе в г. Ровно
Ровно
Доставка по Украине
248 грн/упаковка
Купить
R-MISS
Припой для пайки пластика — Р/Е — 200 грамм
На складе в г. Ровно
Доставка по Украине
220 грн/комплект
Купить
R-MISS
Припой для пайки пластика — PPТ20 — (200 грамм) — Полипропилен с тальком
На складе в г. Ровно
Доставка по Украине
278 грн/упаковка
Купить
R-MISS
Припой для пайки — PЕMD (MDРЕ) — 200 грамм — полиэтилен средней плотности
На складе в г. Ровно
Доставка по Украине
219 грн/комплект
Купить
R-MISS
Припой для пайки сварки алюминия, 50шт 50см 2.0мм пруток c флюсом, 101240
На складе в г. Ровно
Доставка по Украине
530 грн
Купить
Интернет магазин » Горячий Стиль «
Смотрите также
Припой для пайки полипропилена — РР — 0,5 кг. — МЛЕЧНЫЙ
— МЛЕЧНЫЙ
На складе в г. Ровно
Доставка по Украине
586 грн/комплект
Купить
R-MISS
Прикаточный ролик (валик) для пайки прутком из латуни (6мм.)
На складе в г. Киев
Доставка по Украине
749 грн
649 грн
Купить
… TOP MASTER …
Сменное сопло TURBOPROP для пайки твердым припоем 10 мм SUPER-EGO
Под заказ
Доставка по Украине
1 280 грн
Купить
ООО ПАЙП ТУЛС
Сменное сопло TURBOPROP для пайки твердым припоем 12 мм SUPER-EGO
Под заказ
Доставка по Украине
1 376.64 грн
Купить
ООО ПАЙП ТУЛС
Сменное сопло TURBOPROP для пайки твердым припоем 15 мм SUPER-EGO
Под заказ
Доставка по Украине
1 440 грн
Купить
ООО ПАЙП ТУЛС
Сменное сопло TURBOPROP для пайки твердым припоем 18 мм SUPER-EGO
Под заказ
Доставка по Украине
1 600 грн
Купить
ООО ПАЙП ТУЛС
Сменное сопло TURBOPROP для пайки твердым припоем 24 мм SUPER-EGO
Под заказ
Доставка по Украине
1 960 грн
Купить
ООО ПАЙП ТУЛС
Припой для пайки алюминия HTS-2000
Доставка по Украине
220 грн
Купить
ПРОБУСХОЛОД
Припой для пайки SREMTCH олово 0. 8 мм с флюсом, проволока 100г
8 мм с флюсом, проволока 100г
На складе
Доставка по Украине
по 289 грн
от 2 продавцов
299 грн
289 грн
Купить
Интернет-магазин PARNAS
Припой для пайки сварки алюминия (2 мм х 50 см, пруток c флюсом) горелкой, температура плавления 400 °C
Доставка из г. Львов
70 грн
59 грн
Купить
«Mobileo» магазин качественных товаров
Припой для пайки сварки алюминия, 50шт 50см 2.4мм пруток c флюсом
На складе в г. Ровно
Доставка по Украине
675 — 768 грн
от 7 продавцов
675 грн
Купить
PROMRV
Припой для пайки ПОС 60, 0.3мм с флюсом, катушка 50г JINHU
На складе в г. Ровно
Доставка по Украине
120 — 145 грн
от 13 продавцов
120 грн
Купить
PROMRV
Припой для пайки ПОС 63, 0.6мм с флюсом, катушка 50г JINHU
На складе в г. Ровно
Доставка по Украине
120 — 143 грн
от 12 продавцов
120 грн
Купить
PROMRV
Припой для пайки ПОС 63, 1мм с флюсом, катушка 50г JINHU
На складе в г. Ровно
Ровно
Доставка по Украине
120 — 145 грн
от 13 продавцов
120 грн
Купить
PROMRV
Припой для пайки алюминия паяльником многоканальный Multicore Loctite ALUSOL 45D 4С 1,6 мм 500 гр
Припой для пайки алюминия паяльником многоканальный Multicore Loctite ALUSOL 45D 4С 1,6 мм 500 гр
|
|
-
Провод-
Обмоточный
-
Провод обмоточный ПЭТВ-2 -
Провод лудящийся ПЭВТЛ-2 -
Провод в тройной изоляции TIW-B -
Провод ПНЭТ-имид — медно никелированный -
Обмоточный провод ПСДКТ -
Обмоточные шины -
Эмальпровод ПЭШО, ПЭЛШО -
Литцендрат ЛЭШО -
Литцендрат ЛЭПКО -
Литцендрат ЛЭЛО -
Литцендрат ЛЭП, LITZ
-
-
Монтажный
-
Гибкий в силиконе ( 10, 100, 300 м) -
МГТФ, МПО 33-11 -
Монтажный провод МПО, МПМ, МЛТП -
МГТФЭ, НВЭ (В ЭКРАНЕ) -
Провод монтажный многожильный НВ-4, ПУГВ, ПГВА -
Провод монтажный одножильный HB-1 -
МГШВ в шелке -
МП 37-12, МПЭ 37 -12 -
МС, МСЭ, МСЭО 16-13 ; 15 -11 ;26-13 -
БИФ-Н, БИФ, БИФЭЗ-Н, ПТЛ, БИН -
Миниатюрный провод -
Акустический кабель
-
-
Высокоомные
-
Нихром Х20Н80 по 10 м -
Нихром Х20Н80 на катушках -
Нихром лента Х20Н80 -
Вольфрам ВА-А-I -
Молибден проволока М4-I-А, Листы Мч -
Манганин ПЭМ(м) ПЭМ(т) ПЭШОМ(м) ПЭШОМ(т) -
Константан ПЭК(т) ПЭК(м) ПЭШОК(т) ПЭШОК(м) -
Фехраль Х23Ю5Т -
Кабель термопарный
-
-
Шлейф (провод ленточный) -
Радиочастотный РК -
Кабель разный -
Высоковольтные провода
-
-
Металл-
Медь
-
Листы меди М1, М0Б (150 х 200 ; 200 х 300 мм) -
Лист меди М1, М0Б ( 600 х 1500 мм; 600 х 500мм) -
Медная шина, плита М1 -
Лента медная М1 (на метры) -
Медная проволока ММ -
Медный луженый ММЛ -
Медный пруток М1т, М0Б -
Трубка медная М2 (1 м) -
Трубка медная бухтовая -
Плетенка медная ПМЛ, АМГ -
Провод щеточный ПЩ -
Медная сетка -
Медные радиаторы
-
-
Латунь
-
Латунь лист ( 600 х 1500мм; 500 х 600мм) -
Латунь листы (200 х 300 ;150 х 200 мм) -
Латунь пруток (квадрат) -
Латунь лента -
Латунь трубки -
Латунь прутки (круг) -
Латунь проволока -
Латунь сетка -
Латунь шестигранник -
Латунь трубки (квадрат)
-
-
Мельхиор МН-19
-
Мельхиор лента МН-19 -
Мельхиор листы МН-19 -
Мельхиор проволока МН-19 -
Мельхиор прутки МН-19
-
-
Нейзильбер МНЦ 15-20
-
Нейзильбер пруток -
Нейзильбер лист -
Нейзильбер проволока -
Нейзильбер лента
-
-
Алюминий, дюраль
-
Алюминий листы АМГ2М -
Трубка алюминий АД31Т,АМГ5м -
Алюминий лента, фольга -
Алюминиевая проволока -
Охладитель ,гребенка из алюминия -
Бокс квадрат алюминий -
Шина алюминий АД-31Т -
Уголок алюминий и Профиль -
Дюраль Д16 пруток 100 ; 200 ; 400 мм -
Дюраль Д16Т пруток (Длина 1 метр) -
Дюраль Д16 шестигранник (длина 1 метр) -
Дюраль листы Д16т
-
-
Нержавеющая сталь
-
Лента из нержавейки -
Листы из нержавейки -
Полоса нержавейка АISI 304(неполированная,гк) -
Пруток нержавеющая сталь AISI 304 -
Трубка нержавеющая сталь зеркальная AISI 304 -
Проволока нержавеющая -
Шестигранник нерж. AISI 304
AISI 304
-
Сетка нержавеющая
-
-
Пружинка пруток, проволока SS 321 -
Титан
-
Титан проволока ВТ1-0 -
Титан пинцет -
Титан листы ВТ1-0 -
Титан трубки ПТ7М; ВТ1-0 -
Титан прутки
-
-
Бронза
-
Бронза лист -
Бронза прутки -
Бронза проволока -
Бронза ленты
-
-
Цинк, Пермалой, Свинец, Никель
-
Цинк ,Свинец -
Никелированная лента -
Пермаллой 79 НМ
-
-
Сталь 30ХГСА и 51
-
-
Пластик, Фторопласт-
Капролон ПА-6
-
Капролон прутки 1 м -
Капролон лист и брусок -
Капролон прутки 200 мм
-
-
Полиацеталь ПОМ-С -
Оргстекло Plexiglas
-
Прутки из оргстекла -
Листы из оргстекла, поликарбонат -
Трубка из оргстекла
-
-
АБС, ПВХ
-
АБС-пластик -
ПВХ
-
-
Винипласт, полистирол
-
Винипласт -
Полистирол
-
-
Фторопласт
-
Лента из фторопласта -
Плиты и листы фторопластовые -
Трубка фторопластовая PTFE -
Трубка фторопластовая Ф4д -
Пруток фторопластовый метровый -
Пруток фторопластовый 100-500мм -
Круги и шнуры фторопластовые
-
-
-
Силикон, резина-
Силикон ( трубки, листы )
-
Трубка прозрачные -
Пищевая пластина KSIL 40 -
Электротехнический -
Листы 100 х 100 мм -
Трубки белые -
Трубки ТКСП
-
-
Резина NBR,EVA,EPDM
-
-
Скотч, ленты-
Полиимид
-
Скотч -
Лента, листы
-
-
Тефлоновое полотно, лента
-
Тефлон армированный с защитной подложкой -
Тефлоновое армированное полотно с клеевым слоем -
Тефлоновое армированное полотно без клеевой
-
-
Стеклоткань с покрытием из тефлона (скотч-ролики по 10 м) -
Тефлон армир. лента в скотч-роликах (10 м; 30 м)
лента в скотч-роликах (10 м; 30 м)
-
Медный скотч -
Алюминиевый скотч -
Скотч стеклотканевый -
Скотч усиленный -
Лента полиэстерная R31 -
Бумажный скотч -
Пленка ПЭТ -
Двусторонний скотч
-
Двусторонний скотч вспененный черный -
Двусторонний скотч вспен. серый и прозрачный
серый и прозрачный
-
-
Скотч, ножки-демпферы 3М
-
Двусторонняя клейкая лента 3М -
Ножки — демпферы 3М ™
-
-
-
Изоляционные материалы-
Изоляционные ленты, бумага КОН, Слюда
-
Лента ЛЭС, Кремнеземная -
Лакоткань -
Слюда -
Бумага конденсаторная КОН -
Изоляционные ленты, бумага, картон -
Паронит
-
-
Трубка термоусадочная
-
Термоусадка силиконовая -
Трубка прозрачная 2:1 -
Термоусадка PTFE тефлоновая -
Трубка термоусаживаемая с клеем 3:1 -
Термоусадка цветная на катушках 2:1 -
Термоусадочная трубка наборы, опт 50м -
Трубки термоусадочные 2:1 -
Термоусадка бухтовая черная
-
-
Оплетки жаропрочные, Трубка ПВХ
-
Трубки ПВХ марок ТВ-40, ТВ-50 -
Оплетка, Гофра полиамидная -
Оплетка WURTH (Германия) -
Оплетки кремнеземные -
Трубки жаропрочные 600С
-
-
Электрокартон -
Керамические трубки/чехлы -
Cтеклотекстолит, прутки FR-4, Трубки ТСЭФ
-
Стеклотекстолит листовой -
Стеклотекстолит листы и прутки FR-4 -
Трубки из стеклотекстолита( ТСЭФ)
-
-
Текстолит, Гетинакс
-
Гетинакс листовой и трубка -
Текстолит стержень -
Текстолит листовой
-
-
Эбонит стержень
-
-
Термоинтерфейс-
Термопрокладки НОМАКОН
-
Повышенной теплопроводности 1,4 Вт/мК; 2,0 Вт/мК; 2,5 Вт/мК -
Термопрокладки мягкие λ=0,8 -
Термопрокладки мягкие λ=1,1 -
Стандартные λ=0,8
-
-
Термопрокладки KERATHERM
-
Теплопроводный материал Keratherm -
Подложка изолирующая Keratherm -
Заполнитель зазоров Keratherm
-
-
Термопрокладки SNOWMAN -
Теплопроводная керамика
-
Подложка керамическая с оксидом алюминия -
Керамические пластины ВК-94, Ситалл -
Подложка керамическая с нитридом алюминия
-
-
Компаунды теплопроводные -
Термопасты -
Элементы Пельтье
-
-
Всё для пайки-
Продукция MECHANIC
-
Пинцеты -
Флюс-гель -
Паяльная паста -
Оплетки -
Припои -
Клей
-
-
Паяльное оборудование
-
Жало и паяльники YiHUA -
Паяльные станции YiHUA -
Паяльные ванны, тигели -
Паяльники и микропаяльники пр-во Россия (ЭПСН, МПСЭН) -
Газовое оборудование
-
-
Аксессуары для пайки -
Продукция Goot, Япония
-
Паяльники и паяльные станции Goot -
Подставки для паяльника и припоя Goot -
Нагреватели Goot -
Паяльники газовые и жала Goot -
Жала для паяльников Goot -
Аксессуары Goot -
Оплетка для выпайки Goot wick
-
-
Припои ASAHI -
Припой (размотка от 2 до 10 м) -
Припой ПОС 61 ,ПОС 40 ,ПОС 63 -
Высокотемпературная пайка -
Припои импортные Multicore,LOCTITE, STANNOL -
Припой в прутках -
Сосновая канифоль -
Флюсы гелеобразные -
Флюсы жидкие -
Паяльные пасты, сплавы -
Отмывочные жидкости, очистители
-
-
Материалы для изготовления печатных плат-
Маркеры для плат и цапонлак -
Материалы для изготовления макетных плат
-
-
Химия-
Клей, Холодная сварка, ЭДП, Клей UV -
Заливочный компаунд ,катализатор -
Смазки, масла, пасты -
Аэрозоли
-
Аэрозоли SOLINS Россия -
Другие Аэрозоли -
Аэрозоли CRAMOLIN Германия
-
-
Прочая химия -
Лаки электроизоляционные
-
-
Фольгированные материалы-
Керамика фольгированная ФЛАН -
Фторопласт фольгированный ФАФ-4Д -
Алюминий фольгированный -
Полиимид фольгированный ПФ -
Стеклотекстолит односторонний CФ,FR-4 -
Стеклотекстолит двусторонний СФ,FR-4
-
-
Макетные платы и перемычки-
Макетные платы ( монтажные) -
Беспаечные макетные платы и перемычки
-
-
Блоки питания, Микроскоп -
Инструмент-
Ручной инструмент
-
Мини-дрели, СГМ, Граверы, Шлиф машины -
Фонари UV ( 365нм) -
Бокорезы, cтриппер, плоскогубцы -
Штангенциркуль, линейки, угольник -
Пинцеты -
Ножницы,зажимы, скальпель и прочее -
Прочий инструмент -
Термопистолеты, Клей -
Труборезы
-
-
Абразивы
-
Диски -
Боры, шарошки -
Наборы -
Бумага шлифовальная
-
-
Оборудование -
Патроны, цанги -
Метчики, плашки -
Тиски -
Патроны токарные -
Сверла, фрезы -
Стяжки кабельные
-
Цена:
6240 р.
Арт. 19002
Уже в корзине
Описание товара
Припой «Alusol» применяется для пайки и лужения паяльником проводов из алюминия, мелких алюминиевых изделий и др. металлов. Припой содержит флюс.
Производитель сплава: Multicore
Полное название: ALUSOL 45D 4С
Диаметр припоя: 1,6 мм
Состав: Sn-18% Pb — 80% Ag-2%
Флюс: четыре канала активного водоотмываемого флюса, смывать теплой водой (40..60 С). Содержание флюса 2,3 %.
Вес нетто: 500 г
Температура плавления: 270 С
Температура пайки 350 — 450 С
Рекомендуемая температура жала паяльника 380 С +- (стандартныя температура жала паяльников goot)
Свойства:
Быстрая и прочная пайка алюминия, его сплавов, нержавеющей стали
Особая устойчивость к элетролитической коррозии
Отличная текучесть
Совместимость со стандартными сплавами
Паять можно как паяльником, так и газовой горелкой
Способ работы с припоем:
Зафиксировать спаеваемые детали.
Использовать жало, способное прогреть одновременно обе детали на всем участве пайки.
Подать припой равномерно и постепенно на разогретые до 350 С детали. Через 2-4 секунды образуется паяное соединение.
Не реккомендуется:
Закладывать припой в шов; брать припой на кончик жала; подавать слишком много припоя.
Похожие позиции
6450р.
5800р.
6990р.
Продиэлком
как паять латунь | Форумы NAWCC
FredWJensen
Зарегистрированный пользователь
#1
Я сделал простую сантехнику, спаял «потовые соединения»
Но теперь меня интересует создание простого арт-объекта из латунных полос, стержней и листов.
Пайка латуни припоем аналогична пайке медных соединений??
Лучше всего паять латунь пропановой горелкой?
Каков наилучший состав и размер припоя?
Также какой тип паяльной пасты используется.
Любое руководство с благодарностью.
поля_документов
Зарегистрированный пользователь
#6
Как человек, который много использует припой, с моей электронной шляпой, бессвинцовый припой — это абсолютная PITA! Забудь это.
Никогда не пользуюсь — не лудит как следует, стыки со временем становятся «сухими». Припой сантехников
имеет другое соотношение цинка и свинца, чем тот, который используется в радио и т.п. — он имеет более «пастообразную» фазу при нагревании — радиоприпой мгновенно переходит из твердого состояния в жидкое.
Что касается вашего первоначального вопроса, Фред, латунь содержит до 70% меди, так что разницы нет; используете ли вы утюг или паяльную лампу, зависит от размера работы.
Многожильные припои здесь содержат флюс — не знаю, как в США.
ХТХ
Переключить подпись
Майк — забаненный член общества одноразового использования.
Дэйв Б
Запрещено
#7
Майк Фелан сказал:
Как человек, который много использует припой, с моей электронной шляпой, бессвинцовый припой — это абсолютная ПИТА! Забудь это.
Никогда не пользуюсь — не лудит как следует, стыки со временем становятся «сухими».Припой сантехников имеет другое соотношение цинка и свинца, чем припой, используемый в радио и т.п. — он имеет более «пастообразную» фазу при нагревании — радиоприпой мгновенно переходит из твердого состояния в жидкое.
Что касается вашего первоначального вопроса, Фред, латунь содержит до 70% меди, так что разницы нет; используете ли вы утюг или паяльную лампу, зависит от размера работы.
Многожильные припои здесь содержат флюс — не знаю, как в США.ХТН
Нажмите, чтобы развернуть.
..
Я многое узнал о пайке от моего деда, который был инженером в Westinghouse с 1919 по 1963 год. Вот чему он научил меня: Во-первых, паять нужно чисто!! ЭТО ЗНАЧИТ ХИМИЧЕСКИ ЧИСТЫЙ, А НЕ ТОЛЬКО ВИЗУАЛЬНО ЧИСТЫЙ. Во-вторых, используйте правильный тип припоя для работы.
Радиоприпой был — или был раньше, до всей шумихи о вдыхании свинцовых паров — 60/40 свинец/олово, с канифольным сердечником. Он имеет довольно низкую прочность на растяжение, что может быть проблематично при работе часов. Кроме того, я считаю, что канифоль PITA удалить.
Припой сантехника — здесь снова, с той же оговоркой — олово 50/50. Для этого требуется кислотный флюс, который невозможно полностью удалить с латуни — кислота вызывает молекулярные изменения в латуни. Это. также имеет низкую прочность на растяжение. Припой Tix содержит сурьму, которая повышает предел прочности при растяжении, но лишь незначительно повышает температуру плавления. Но, как и серебряный припой, флюс — это своего рода боль. Однако лучше всего подойдет припой Tix. Купите также «антифлюс» — он не даст флюсу течь туда, куда вы не хотите, чтобы припой попадал. Для нагрева, в зависимости от размера деталей, используйте либо маленькую бутановую горелку, либо пистолет Веллера мощностью 150 (или более) ватт. Сохраните пропановую горелку для термообработки таких вещей, как специальные ключи, пружины и тому подобное. Кроме того, для тех молодых людей — посмотрите фермерские аукционы старых бензиновых паяльных ламп. У них достаточно теплоемкости для термообработки и отжига вещей, которые вы сойдете с ума, пытаясь сделать с пропановой горелкой Bernz-O-Matic. Но используйте свою бензиновую паяльную лампу на открытом воздухе; иногда они могут быть немного непокорными освещения, и создать огнемет Второй мировой войны, пока они не прогреются до температуры.
Однако лучше всего подойдет припой Tix. Купите также «антифлюс» — он не даст флюсу течь туда, куда вы не хотите, чтобы припой попадал. Для нагрева, в зависимости от размера деталей, используйте либо маленькую бутановую горелку, либо пистолет Веллера мощностью 150 (или более) ватт. Сохраните пропановую горелку для термообработки таких вещей, как специальные ключи, пружины и тому подобное. Кроме того, для тех молодых людей — посмотрите фермерские аукционы старых бензиновых паяльных ламп. У них достаточно теплоемкости для термообработки и отжига вещей, которые вы сойдете с ума, пытаясь сделать с пропановой горелкой Bernz-O-Matic. Но используйте свою бензиновую паяльную лампу на открытом воздухе; иногда они могут быть немного непокорными освещения, и создать огнемет Второй мировой войны, пока они не прогреются до температуры.
Переключить подпись
Во-первых, не навреди.
Майк Фелан
Зарегистрированный пользователь
#8
Дэйв Б сказал:
Имеет довольно низкую прочность на растяжение, что может быть проблематично при работе часов.
Нажмите, чтобы развернуть…
Я бы никогда не стал использовать мягкий припой в качестве замены механической прочности.
Помните, что с 1600-х годов большинство колесных цанги припаивались к оправке в напольных и настольных часах.
Переключить подпись
Майк — забаненный член общества одноразового использования.
Билл Уорд
#9
Дэйв Б сказал:
Но используйте бензиновую паяльную лампу на открытом воздухе; иногда они могут быть немного непокорными освещения, и создать огнемет Второй мировой войны, пока они не прогреются до температуры.
Нажмите, чтобы развернуть…
Здорово! Одно упоминание об этой штуке вызывает душераздирающие воспоминания — картину пылающих капель бензина, стекающих по стенам. Они также могут взрываться.
В наши дни более высокие температуры достигаются с помощью газа MAPP. Это немного дороже, чем пропан, и требует профессиональной горелки.
Но Фред не говорил, что паяет часовой механизм; он сказал произведение искусства. Это подразумевает более крупные объекты. Если его оставить на открытом воздухе, дождевая вода (при условии, что он находится в месте, где идет дождь) в конечном итоге смоет кислотный флюс, а патина скроет любые пятна. Кровельщики используют очень большие паяльные котлы (не утюги), которые легче лужить, и нагревают их в угольной или пропановой печи (которую легко сделать из куска 5- или 6-дюймовой трубы с кругом толстого экранирования в ней, чтобы подставка для угля и отверстие сбоку для вставки котлов. Нужно несколько котлов, потому что они достаточно горячие, чтобы их можно было использовать в течение нескольких секунд, но для нагрева требуется несколько минут. Очень трудно достать листовую медь, или латуни, до нужной температуры для пайки горелкой.0009
Формула желтого припоя для латуни — Обсуждение ювелирных изделий
janetb
#1
Я не получил ответов, поэтому пишу повторно: Ни у кого нет формулы
для желтого припоя для латуни…
Джанет в Иерусалиме
leonid_Surpin
#2
Мне не ответили, поэтому пишу повторно: Ни у кого нет формула желтого припоя для латуни...
попробуйте припой из низкопробного золота.
Леонид Сурпин
www.studioarete.com
Гэри5
#3
Я использовал Johnson Matthey Mattibraze 34 с хорошими результатами, но мне
сказали, что его производство прекращено, так как он содержит кадмий. 9Рекомендуемая производителем замена 0018 — Silver-Flo 40, но я лично не пробовал
. Если попробуете, отпишитесь.
С уважением, Гэри Вудинг
King_Jamie1
#4
Janet,
Я использовал только купленный припой для латуни и бронзы, но
работает довольно хорошо. Из Рио-Гранде. Кроме того, 9-каратное желтое золото отлично работает в пинче
.
http://www.ganoksin.com/gnkurl/1za
Джейми
ДеннисК
#5
Вы можете попробовать это.
Спасибо!!!
Деннис К.
dialrepair.com
Джуди Бьоркман
#6
Джанет, в Архивах орхидей должно быть что-то об этом,
, но позвольте мне еще раз сказать, что я использую. Пока вы используете красную латунь,
лучшее совпадение, которое я нашел, это желтоватый припой, доступный в
местах, где продаются сварочные материалы. Возьмите наименьший размер (диаметр 1/16″
), раскатайте его на полоски и нарежьте на пайоны.
Я использую с ним черный (высокотемпературный) флюс. Его температура плавления
близка к температуре красной латуни ( и выше, чем у стандартных латуни).
Конкретная марка, которую я имею под рукой, это «Lincoln Low-Fuming Bronze»,
, но на самом деле это латунь.0018 имеют флюсовое покрытие, флюс имеет тенденцию трескаться и отваливаться.
Еще одна вещь, которая работает, это ремонтный припой из 6-каратного золота (возможно,
слишком дорого сейчас!). Но если вы не покрыли готовое изделие из латуни
(чего я никогда не делаю), то латунь постепенно темнеет, а шов
остается красивого ярко-золотистого цвета. Это может быть эффект, который вы могли бы использовать в украшениях из латуни, но я еще не экспериментировал с ним.
У Джесси Бреннана обычно есть предложения по этой теме. надеюсь ему
все еще с нами.
Я хотел бы знать, есть ли у вас другие варианты.
Джуди Бьоркман
Овего, Нью-Йорк США
hans_meevis1
#7
Привет Джанет,
Я делаю свои собственные латунные припои и что я делаю, чтобы расплавить медь на цинк
в соотношении 50/50% дым и причудливое цветное пламя, но
, в конце концов, с низким восстановительным пламенем у меня примерно 40% цинка к
меди.
Это дает желтый припой с довольно высокой температурой по отношению к латуни патрона
(который я использую), но он имеет приятный желтый цвет. Сначала в
расплавленная медь ненавидит цинк, много брызг и дыма
, но по мере того, как в расплав вводится больше цинка, он приобретает легкий вид расплава припоя
.
То есть он остается блестящим, жидким и серебряным дольше и
дольше после того, как пламя убрано.
Таким образом, когда вы отодвинете пламя, вы увидите, сколько времени потребуется для затвердевания
, и сможете оценить, насколько легким или твердым будет припой. Если
слишком легкий, он затвердевает целую вечность, а когда он слишком твердый
, он все еще серебристого цвета, но твердый на ощупь при плавлении палочки
.
Может быть, кто-нибудь из корифеев Орхидеи, например, Леонард или Донован
, сможет предложить лучший способ плавления двух металлов, но я делаю это
именно так.
Адрес моего блога всегда удаляется из моих писем, но если вы перейдете к
на моем веб-сайте и щелкните значок «Новости» вверху, он перенесет вас на
мой блог, где вы сможете увидеть мое последнее произведение искусства из латуни
под названием «Мой драконий лук».
Это сложное упражнение по пайке латуни, в котором я широко использую формулу
и методологию изготовления латунного припоя.
Я знаю, что вы опытный ювелир, Джанет, поэтому я говорю
это для тех, кто все еще учится.
Описанный мной припой имеет высокую температуру плавления.
Таким образом, при высоких температурах, приближающихся к температуре плавления основного металла
, латунь становится очень слабой и будет заметно провисать, если
не поддерживать правильно.
Кроме того, при дальнейшем повышении температуры образуется эвтектический раствор
, который разрушает изделие.
Контроль пламени и хороший флюс решают все.
Ура, Ханс
http://www.meevis.com
http://hansmeevis.blogspot.com
1 Нравится
hans_meevis1
#8
Амнезия часть 2.
Забыл добавить вторую часть своего поста.
У меня есть другая формула, тоже желтая и с чуть более низкой температурой плавления
.
Медь 50 % Чистое серебро 20 % и цинк 30 % по весу.
Кроме того, когда я смешиваю его, я сначала плавлю медь и серебро, а затем в нужное время
вливаю в расплав цинк.
При правильном времени потери цинка очень малы. После этого я взвешиваю готовый расплав
, исходя из предположения, что испарился бы только цинк
. (или сгоревший)
Иногда немного светлее, но в основном это не имеет значения.
Ура, Ганс
http://www.meevis.com
http://hansmeevis.blogspot.com
janetb
#9
Привет Гэри
Я ищу что-то, что я могу сделать сам. Международные покупки
затратны с точки зрения времени и оформления документов, а также
денег…:-)…
Привет Хайме
1 унция. МИНИМУМ за 40 долларов…
МИНИМУМ за 40 долларов…
Привет Леонид
Я хочу сделать припой без золота.
Любые формулы, кто угодно…:-)…
Джанет в Иерусалиме
peterrowe
#10
Сначала расплавленная медь ненавидит цинк, много брызг и дым
Ганс, вы пробовали сделать это, начав с латуни, такой как латунь
, которую, возможно, потребуется припаять, а затем просто добавив в латунь дополнительное количество цинка
? Мне кажется, что это может быть проще, чем добавление цинка
к гораздо более тугоплавкой меди. Кроме того, в случае, если используемая вами латунь
содержит немного свинца (как это делают некоторые, чтобы упростить обработку
), начиная с этой латуни будет автоматически
отрегулируйте припой, чтобы он соответствовал этому аспекту…
Peter
Judy_Bjorkman
#11
Несколько дней назад Деннис дал ссылку на веб-сайт Эсслингера, где они
описывают шприц с желтой пастой для припоя для меди и латуни,
который предположительно соответствует ярко-желтому покрытию. Заказал один, но
оказался Phos-Copper (этикетка на шприце). я
проверил его, и действительно, он оставляет серый шов, который я уже знал
о Phos-Copper. Так что в качестве припоя он хорош, но
определенно не подходит для латуни или меди. Я позвонил Эсслингерам, и они сказали
, что изменят описание.
Разочарованный,
Джуди Бьоркман
Общие | Восстановить припоем щель в мелкоячеистом латунном экране? | Практик-механик
зеленый багги
Нержавеющая сталь
#1
Решил заменить масло на своем токарном станке Howa. При отсоединении фильтра от впускного шланга насоса моя рука соскользнула и проделала щель примерно 1/2 дюйма в тонкой латунной сетке этого фильтра. Я не знаю, что Хартвиг получает за новый, но думаю, что он будет стоить больше, чем мой грузовик со сроком поставки 2 месяца.0009
Эта сетка уже припаяна к формованным латунным заглушкам, так что я не сомневаюсь, что смогу восстановить щель пайкой. Но мне интересно, как лучше всего использовать припой, использовать ли утюг или небольшую горелку, и как лучше всего очистить эту очень маслянистую сетку фильтра, прежде чем пытаться собрать все обратно. Любые советы приветствуются.
бхигдог
Нержавеющая сталь
#2
Обезжирить растворителем, паяльником, мягким припоем и пастообразным флюсом. Все еще может быть слишком грязным, чтобы хорошо паять. Можно попробовать уксусный душ, чтобы очистить его после растворителя. Или купите квадратный фут любой сетки, которая вам нужна, в McMaster и сверните ее самостоятельно. Я сделал несколько
, и они припаяны без какой-либо причудливой металлической подготовки………. Боб
Морской фермер
Алмаз
#3
У меня проблемы с визуализацией этой части. Рис?
Проволочная ткань дешева в небольших количествах — если у вас есть доступ, лучше всего заменить ее целиком.
Припой работал по краям экрана, потому что тяга была только в одном направлении. Это будет разнонаправленным в середине и не так хорошо. Предполагая, что вы когда-нибудь сможете очистить масляный фильтр настолько, чтобы его можно было припаять, это еще одна целая проблема.
Если бы мне пришлось это сделать, и я не мог бы получить доступ, чтобы заменить весь фильтр, я бы взял тонкую проволоку и зашил разрыв, возможно, с дополнительными витками на концах, чтобы он не расползался.
Вы уверены, что это латунная, а не медная или бронзовая сетка? Макмастер несет все три.
зеленый багги
Нержавеющая сталь
#4
Морской фермер сказал:
Вы уверены, что это латунная, а не медная или бронзовая сетка? Макмастер несет все три.
Нажмите, чтобы развернуть…

Судя по цвету, это латунь
.
Дэйв Пауэлсон
Чугун
#5
гринбагги сказал:
Решил заменить масло на токарном станке Howa. При отсоединении фильтра от впускного шланга насоса моя рука соскользнула и проделала щель примерно 1/2 дюйма в тонкой латунной сетке этого фильтра. Я не знаю, что Хартвиг получает за новый, но думаю, что он будет стоить больше, чем мой грузовик со сроком поставки 2 месяца.
0009
Эта сетка уже припаяна к формованным латунным заглушкам, так что я не сомневаюсь, что смогу восстановить щель пайкой. Но мне интересно, как лучше всего использовать припой, использовать ли утюг или небольшую горелку, и как лучше всего очистить эту очень маслянистую сетку фильтра, прежде чем пытаться собрать все обратно. Любые советы приветствуются.
Нажмите, чтобы развернуть…
Если вы припаиваете его горелкой, купите кусок экрана, так как вам нужно будет заменить его целиком,
после того, как факел сожжет экран.
Гордон Хитон
Нержавеющая сталь
#6
Очистить ацетоном или метилэтилкетона и щеткой. Если вы хотите получить более прочное соединение, положите на щель тонкий латунный стержень (при желании сделайте его плоским или полуплоским), затем залейте флюсом и припойте мягким припоем. Если все в порядке, то электрический паяльник мощностью около 240 Вт должен работать нормально. Если у вас его нет или недостаточно тепла, используйте паяльную «медь» или маленькую бутановую горелку (маленькую, как паяльник, со встроенным резервуаром для бутана).
Если вы хотите получить более прочное соединение, положите на щель тонкий латунный стержень (при желании сделайте его плоским или полуплоским), затем залейте флюсом и припойте мягким припоем. Если все в порядке, то электрический паяльник мощностью около 240 Вт должен работать нормально. Если у вас его нет или недостаточно тепла, используйте паяльную «медь» или маленькую бутановую горелку (маленькую, как паяльник, со встроенным резервуаром для бутана).
зеленый багги
Нержавеющая сталь
#7
Вот фотографии повреждений. Я подумал, что было бы лучше иметь что-то посередине, чтобы захватить обе стороны, мне нравится идея с куском проволоки для припоя, но я бы предпочел не заменять весь экран.
Гордон Хитон
Нержавеющая сталь
#8
Похоже, вы могли бы перекрыть этот зазор с помощью припоя, но я думаю, что проще всего это исправить с помощью полоски-наполнителя.
настоящий нрав
Нержавеющая сталь
#9
Я с Гордоном, сделал бы маленькую заплатку из плоского медного провода и припаял.
Очиститель для духовки отлично справляется с обезжириванием деталей.
Вейрсдейл Джордж
Нержавеющая сталь
#10
Это похоже на область с низким напряжением, и я не вижу необходимости в припое. (Кроме того, припой не обладает хорошей механической прочностью из-за текучести на холоде.) После использования нескольких различных методов обезжиривания (таких как старомодный Gunk, промыть и высушить, затем использовать средство для духовки, промыть и высушить), а затем промыть моющим средством для посудомоечной машины, Я бы покрыл щель слоем эпоксидной смолы, как JB Weld.
Адама
Алмаз
#11
ИМХО такие времена ацетон и бутылка для промывания ваши друзья, брызните немного туда, почистите чем-то вроде кислотной щетки, а затем смойте ацетоном еще раз, дайте высохнуть. Затем я бы нанес немного флюса и просто припаял его, если края мяса хорошо согнуты. Если они не совпадают, вам нужен патч.
Не используйте горелку, утюг легко справится с этим, масса невелика.
Что касается слабости припоя, то и да, и нет, но когда дело доходит до латунных сетчатых фильтров, это своего рода отраслевой стандарт! Это не похоже на то, что он видит какую-либо нагрузку в использовании!
Можно ли приварить латунь к стали? Что тебе нужно знать!
Последнее обновление
Латунь — один из самых податливых материалов, которые можно использовать в процессе сварки. По сути, это сплав цинка и меди, популярный в качестве основного металла и присадочного материала. Его можно соединять с другими металлами для создания прочных и надежных соединений. Но поскольку температуры плавления латуни и стали разные, сварка латуни со сталью может оказаться сложной, но возможной.
По сути, это сплав цинка и меди, популярный в качестве основного металла и присадочного материала. Его можно соединять с другими металлами для создания прочных и надежных соединений. Но поскольку температуры плавления латуни и стали разные, сварка латуни со сталью может оказаться сложной, но возможной.
Латунь изготавливается из сплава меди и цинка, а сталь — прочный металл, часто используемый в строительной отрасли. Эти металлы могут быть сплавлены для создания латунной стали. Однако это очень сложный и опасный процесс, и его должны выполнять только опытные сварщики или в присутствии обученного специалиста.
Итак, почему сплавить сталь и латунь так сложно? Какой метод идеально подходит для сплавления стали и латуни? Каковы опасности и меры безопасности, которые вы должны предпринять? Читай дальше что бы узнать.
Почему трудно приварить латунь к стали?
Основной проблемой, связанной со сваркой латуни со сталью, является разница температур. Эти металлы имеют разную температуру плавления. Латунь будет плавиться где-то между 900° и 940° по Фаренгейту, в то время как температура плавления низколегированной стали составляет 2610°F, а температура плавления высоколегированной стали – 2600°F. Чтобы сплавить эти металлы, вы должны нагреть материалы до самой высокой точки плавления, прежде чем пытаться сваривать.
Латунь будет плавиться где-то между 900° и 940° по Фаренгейту, в то время как температура плавления низколегированной стали составляет 2610°F, а температура плавления высоколегированной стали – 2600°F. Чтобы сплавить эти металлы, вы должны нагреть материалы до самой высокой точки плавления, прежде чем пытаться сваривать.
Таким образом, при сварке двух металлов вместе они нагреваются и расплавляются. Тепло, выделяющееся в процессе сварки, скорее всего, приведет к образованию пузырьков и выделению газов, что типично при нагревании материалов, содержащих много цинка. Это, в свою очередь, создаст пористый сварной шов, который очень восприимчив к растрескиванию.
Также вам необходимо знать процентное содержание цинка в вашей латуни. Процентное содержание цинка в обоих металлах влияет на температуру плавления, что, в свою очередь, влияет на сварной шов. Поэтому крайне важно, чтобы вы знали количество цинка в латуни, прежде чем начинать избегать пористых сварных швов, которые могут треснуть.
Цинковые материалы также создают проблемы при сварке латуни со сталью, поскольку она бурно реагирует на загрязнители окружающей среды. Возможно, вам понадобится защитный газ, например оксиацетилен, для защиты сварного шва.
Кроме того, при плавлении цинка образуются высокотоксичные пары, которые могут нанести вред здоровью сварщика.
Посмотреть этот пост в Instagram
Пост, которым поделился D_M_mitrijs (@d_m_mitrijs)
Как сварить латунь со сталью?
Как вы, возможно, поняли из приведенной выше информации, сварка латуни со сталью возможна, но не рекомендуется. Это не только опасно, но и неприемлемо, поскольку в процессе выделяется чрезмерное количество тепла, которое может нарушить целостность соединения или повредить металлы.
Кроме того, на внешний вид стали влияют различные методы сварки. Итак, вам нужен метод сплавления латуни и стали для создания прочных и долговечных соединений без ущерба для сварного шва и здоровья сварщика.
Итак, вам нужен метод сплавления латуни и стали для создания прочных и долговечных соединений без ущерба для сварного шва и здоровья сварщика.
Популярными методами плавления латуни со сталью являются плавление и пайка. Давайте посмотрим на них.
Пайка латуни со сталью
Пайка — это процесс соединения металлов, при котором два или более металлов сплавляются путем плавления или направления присадочных материалов в соединение. В этом процессе присадочные металлы имеют более низкую температуру плавления, чем основной металл.
В отличие от дуговой сварки, дутье использует тепло, подаваемое через печь, горелку, индукцию, сопротивление или погружные источники тепла при температуре 840°F. Дуговая сварка, с другой стороны, использует электричество в качестве основного источника тепла, достигая температуры до 10 000°F.
Во время плавки стали и латуни сначала нагревайте основные металлы до тех пор, пока они не станут достаточно горячими, в идеале раскаленными докрасна. Затем присадочному материалу дают возможность затекать в зазор между плотно прилегающими металлическими деталями за счет капиллярного действия. Затем материал наполнителя нагревают до температуры, немного превышающей его температуру плавления, при этом защищая от окисления с помощью флюса.
Затем присадочному материалу дают возможность затекать в зазор между плотно прилегающими металлическими деталями за счет капиллярного действия. Затем материал наполнителя нагревают до температуры, немного превышающей его температуру плавления, при этом защищая от окисления с помощью флюса.
Чтобы пайка прошла успешно, необходимо создать подходящую атмосферу для процесса. Вы можете защитить сварной шов с помощью инертных газов, неорганических паров, аммиака, азота, водорода и вакуума. В процессе также используются источники нагрева, такие как печь, индукционная катушка и горелка.
Затем расплавленный металл распределяется по основному металлу посредством процесса, называемого смачиванием. Наконец, он охлаждается, чтобы сплавить заготовки для создания латунной стали, которая является достаточно прочной и долговечной для применения в производстве металлов. Поскольку базовые материалы не плавятся, они, как правило, сохраняют свои физические свойства.
При пайке важно, чтобы сварка была стабильной. Если скорость слишком низкая или расстояние между основным металлом и горелкой слишком мало, вы рискуете расплавить основной металл. Вы также должны работать в проветриваемом помещении, чтобы уменьшить вдыхание опасного газа, выделяемого расплавленным цинком.
Если скорость слишком низкая или расстояние между основным металлом и горелкой слишком мало, вы рискуете расплавить основной металл. Вы также должны работать в проветриваемом помещении, чтобы уменьшить вдыхание опасного газа, выделяемого расплавленным цинком.
Пайка является коммерчески приемлемым процессом, используемым в самых разных отраслях промышленности благодаря высококачественным соединениям и гибкости. Это также более простая альтернатива сплавлению латуни и стали по сравнению с другими методами. Тем не менее, вам нужно много практики, чтобы сделать это правильно.
Посмотреть этот пост в Instagram
Пост, опубликованный Яниной Кудлашик (@jainaxjaina)
5 шагов полировки латуни сталью
- Сначала используйте проволочную щетку или наждачную шкурку, чтобы очистить поверхность металла от слоев пыли и ржавчины.
 Затем очистите поверхности, используя обезжириватель или мыльную воду, чтобы удалить стойкий мусор.
Затем очистите поверхности, используя обезжириватель или мыльную воду, чтобы удалить стойкий мусор. - Во-вторых, расположите металл в наиболее удобном положении. Во многих случаях соединение внахлест является более подходящим, потому что оно прочнее и легче сплавляется, чем соединение с зазором. При необходимости используйте зажимы, чтобы зафиксировать детали на месте.
- В-третьих, нагрейте место соединения двух металлических частей, пока оно не раскалится докрасна.
- Затем поместите прут для пайки в соединение, продолжая нагревать металлические поверхности. Для больших поверхностей рассмотрите возможность нагрева частей соединения до оптимальной температуры. Затем перейдите к следующей соседней области.
- Наконец, после пайки проволочной щеткой очистите припаянную поверхность, чтобы удалить следы окисления или сварки.
Пайка латуни к стали
Пайка — еще один распространенный метод сплавления стали и латуни. При сплавлении этих материалов получается латунная сталь с привлекательным внешним видом, которая в основном используется для отделки кухонь. Припои представляют собой наполнители для изготовления флюса, предотвращающего окисление соединений в процессе пайки.
Припои представляют собой наполнители для изготовления флюса, предотвращающего окисление соединений в процессе пайки.
Метод пайки подобен пайке твердым припоем, но с одним существенным отличием. Пайка происходит при температуре ниже 840°F, а проплавление происходит при температуре выше 840°F.
Для успешного сплавления латуни и стали методом пайки можно использовать серебряные паяльные палочки. Наиболее распространенными серебряными припоями, применяемыми в области сварки, являются SSQ-6, SSF-6 и Super Alloy 1.
Посмотреть этот пост в Instagram
Пост, опубликованный Эриком Араужо (@ewaraujo)
Шестиэтапный процесс пайки
- Сначала тщательно очистите обе металлические поверхности, чтобы удалить все следы окисления и мусор с поверхности металла. Инструменты, которые вы можете использовать для этого шага, включают наждачную бумагу или проволочную щетку.
 Если вы припаиваете небольшие компоненты, вы также можете использовать проволоку, чтобы создать значительный зазор между соединением и поверхностью сварки.
Если вы припаиваете небольшие компоненты, вы также можете использовать проволоку, чтобы создать значительный зазор между соединением и поверхностью сварки. - После очистки металлической поверхности приступайте к сжатию металлов для подготовки к процессу. Убедитесь, что они прилегают друг к другу как можно плотнее, потому что чем они плотнее, тем лучше сцепление. Это важное соображение, потому что припой действует как клей, поэтому, если зазор слишком большой, ваш припой не удержится.
- После того, как вы подготовили основные металлы, вы можете нанести флюс в том месте, где должен течь припой. Флюс скрепляет детали для пайки. Вы можете использовать флюс для пайки латуни на основе олова. Убедитесь, что металлы правильно сжаты и расположены под углом, который позволяет флюсу проходить естественным путем через капиллярный метод. Вы также можете использовать кисть для нанесения флюса.
- Когда флюс находится в нужном положении, используйте пропановую горелку, чтобы нагреть оба конца соединения.
 Специалисты по сварке рекомендуют прикладывать наибольшее количество тепла к самой толстой стороне двух металлов. Продолжайте нагревать до тех пор, пока латунь не изменит цвет, указывая на то, что она достаточно горячая.
Специалисты по сварке рекомендуют прикладывать наибольшее количество тепла к самой толстой стороне двух металлов. Продолжайте нагревать до тех пор, пока латунь не изменит цвет, указывая на то, что она достаточно горячая. - Перед нанесением припоя на два соединения необходимо сначала проверить температуру, чтобы убедиться, что она достаточно горячая, чтобы расплавить припой. Когда она достаточно нагреется, она начнет течь. Помните, что припой всегда течет к источнику тепла, поэтому позиционирование также имеет решающее значение, чтобы избежать несчастных случаев или слабых сварных швов.
- После того, как вы убедитесь, что металлы равномерно сплавились, вам нужно подождать несколько минут, чтобы они остыли. Приступайте к очистке поверхности пищевой содой или водой, чтобы удалить остатки флюса. Флюс может вызывать коррозию металлов, если его не удалить со сварочного шва.
Меры безопасности при сварке латуни со сталью
Сварка всегда была опасным процессом сплавления металлов. Однако при работе с латунью необходимо соблюдать дополнительные меры предосторожности. Это потому, что латунь сделана из сплава меди и цинка.
Однако при работе с латунью необходимо соблюдать дополнительные меры предосторожности. Это потому, что латунь сделана из сплава меди и цинка.
При воздействии экстремальных температур цинк плавится с образованием токсичных паров, оказывающих неблагоприятное воздействие на здоровье сварщика и людей в непосредственной близости.
- См. также : Можно ли сваривать чугун со сталью? Удивительный ответ!
Поэтому при сварке латуни со стальными пластинами убедитесь, что вы работаете в хорошо вентилируемом помещении. Кроме того, убедитесь, что ваш сварочный шлем достаточно вентилируется.
Кроме того, цинк имеет тенденцию разбрызгиваться в расплавленном виде. Пузырьки, скорее всего, выльют часть расплавленного металла на ваше лицо и кожу. Поэтому, помимо шлема, убедитесь, что у вас есть защитные перчатки и сапоги при работе с латунью.
Заключение
Сварка латуни со сталью — сложный процесс даже для самых опытных сварщиков. Это в основном из-за разницы температур в точках плавления и связанных с этим опасностей для здоровья. Однако это не невозможное усилие.
Это в основном из-за разницы температур в точках плавления и связанных с этим опасностей для здоровья. Однако это не невозможное усилие.
Вы можете использовать процесс пайки и пайки для сплавления стали с латунью. Метод пайки более популярен, поскольку он использует термическую обработку для получения чистых и прочных соединений и идеально подходит для промышленного применения. Пайка, с другой стороны, является менее популярным вариантом, но позволяет получить достаточно прочный наполнитель для создания прочных соединений.
Эти методы не так уж сложны в использовании, если следовать инструкциям. Тем не менее, убедитесь, что у вас есть меры безопасности, чтобы свести к минимуму риски несчастных случаев, связанных со сваркой.
Источники
- Все, что вам нужно знать о пайке металлов
- Как паять латунь паяльником
- Как паять металлы
- Стальные сварочные наконечники
- Меры предосторожности при сварке латуни
- Припои для сварки латуни
Избранное изображение предоставлено: Philipp_Konietzko, Shutterstock
- Почему сложно приварить латунь к стали?
- Как сварить латунь со сталью?
- Массуя латунь для стали
- .
 припаять латунь к латуни в домашних условиях. Пайка латунная
припаять латунь к латуни в домашних условиях. Пайка латуннаяЕе достаточно просто выполнить в домашних условиях, хотя многие мастера не решаются на такую работу, опасаясь определенных трудностей, которые могут возникнуть в процессе ее выполнения.
Между тем техника пайки латуни достаточно проста и не требует специальной подготовки.
Чаще всего пайку латуни производят обычной газовой горелкой, а в качестве припоя для этих целей можно использовать олово, бурый или другой подобный материал, который может заменить традиционный флюс.
Следует отметить, что эту работу можно выполнить также специальным графитовым электродом или паяльником, используя соответствующий припой.
По своей сути пайка этого материала чем-то напоминает пайку стали, меди или чугуна, однако имеет некоторые особенности и тонкости, которые необходимо учитывать в обязательном порядке.
Следует отметить, что детали из латуни легче обрабатывать, чем детали из стали, меди или чугуна.

Особенностью пайки латуни, чугуна или меди в домашних условиях, в отличие от стали, является то, что на их поверхности образуется оксидная пленка, которая влияет на качество производимого соединения.
Несмотря на это, в домашних условиях при правильном подходе к делу можно паять дрелью латунные заготовки, а также детали из меди не только газовой горелкой, но и паяльником, в отличие от чугунных или стали, которые свариваются исключительно электродом.
Пайка, по своей сути, является наиболее оптимальным способом получения достаточно прочного и неразъемного соединения, как для деталей из латуни, так и для заготовок из других материалов, в том числе из чугуна. Сварка графитовым электродом, в свою очередь, требует определенных навыков и подготовки.
При соединении элементов обязательно вводится расплавленный припой, для этого можно использовать олово или буру.
Припой должен иметь температуру плавления немного ниже температуры плавления основного материала.

С помощью пайки можно прочно соединять самые разные материалы, в том числе детали из чугуна или меди.
Очень часто это единственный способ склеивания металлических поверхностей различных типов.
Конечно, пайку можно в некотором роде сравнить со сваркой, когда поверхности соединяются электродом, но в этом случае общий только конечный результат.
Суть самого процесса пайки совершенно в другом.
Основное отличие сварки от пайки заключается в том, что при соединении поверхностей электродом плавится основной материал, а при работе паяльником плавится только металл связки.
Кроме того, в пайке должен присутствовать флюс, которым может быть бура.
Конечно, пайка обеспечивает менее прочное соединение алюминиевых, медных или чугунных поверхностей, чем, например, сварка, но позволяет работать даже с небольшими заготовками.
Это можно объяснить тем, что флюс, применяемый при пайке, которым может быть сверло, под воздействием относительно высоких температур выделяет некоторые химические элементы, которые снижают прочность основного соединения, кроме того, самого шва оказывается пористым.

Паять алюминий, как, например, чугун, лучше всего внахлест, а не встык.
Несмотря на то, что пайка несколько уступает электродной сварке по прочности соединения, в настоящее время она активно применяется в различных отраслях промышленности.
С помощью него осуществляется необходимое крепление не только латунных заготовок, но и медных и даже чугунных изделий.
Чаще всего различные виды металлов спаивают паяльником, но при необходимости для этих целей можно использовать и газовую горелку.
Для выполнения пайки, в том числе латунных заготовок, в обязательном порядке требуется припой или флюс, который очень часто выступает в роли сверла.
Следует отметить, что сварка может быть как высокотемпературной, так и низкотемпературной. В домашних условиях используется первый вариант пайки.
На видео выше вы можете увидеть, как паяются латунные заготовки.
Характеристики материала
В общем, латунь представляет собой сплав меди и цинка.
 Особенно часто его используют для производства различной бытовой утвари, труб, радиаторов и многих других устройств.
Особенно часто его используют для производства различной бытовой утвари, труб, радиаторов и многих других устройств.Домашнему мастеру очень часто приходится сталкиваться с необходимостью проведения соответствующей обработки поверхности латуни, а потому необходимо знать все особенности этого специфического металла.
Для выполнения пайки латунной поверхности очень важно правильно подобрать флюс, и в этом случае лучше всего подойдет дрель, способная эффективно удалить с поверхности образовавшуюся оксидную пленку.
Купить этот флюс, роль которого выполняет дрель, можно практически в любом хозяйственном магазине по доступной стоимости. Флюс на основе буры обеспечивает лучшее затекание основного связующего компонента в образовавшиеся зазоры.
Также с особой тщательностью следует выбирать и припой для латуни.
Так что если данные работы будут проводиться в газовой среде, то в этом случае лучше всего использовать серебряные или медно-фосфорные припои.
Такой припой также отлично подходит для работы с латунью, в которой высокое содержание меди. В этом случае можно использовать припой на основе самой латуни с более низкой температурой плавления.
С особой тщательностью и осторожностью следует выбирать припой и флюс, когда необходимо соединить детали из совершенно разных материалов.
Так, например, качество пайки латуни и меди напрямую зависит во многом от типа припоя, который будет использоваться, а также флюса (буры).
Именно эти компоненты в основном влияют на качество сварного шва и его пористость.
При пайке латуни в газовой среде в домашних условиях рекомендуется использовать специфический флюс, который в некоторых случаях можно заменить тонким слоем таких материалов, как никель или медь.
Это позволит избежать выхода содержащегося там цинка с поверхности латуни, соответственно и само соединение получится более прочным и качественным.
В настоящее время можно купить припои, которые в своем составе содержат элементы, заменяющие обычный флюс.

Это позволяет значительно упростить работу, сделать ее лучше и быстрее.
Таким универсальным припоем может выступать медно-фосфорная композиция.
Порядок работы
После того, как все свойства материалов, используемых в процессе пайки латуни, проанализированы и детально изучены, можно переходить непосредственно к самому процессу.
Сначала нужно подготовить все необходимые инструменты и материалы. Под рукой должна быть газовая горелка или паяльник, а также соответствующий припой и флюс.
Эти материалы следует подбирать максимально тщательно, чтобы в итоге шов был максимально качественным и плотным.
В некоторых случаях припой для латуни можно приготовить самостоятельно и для этого потребуется взять медь и техническое серебро в определенных пропорциях, расплавить их в специальном тигле и тщательно перемешать.
Когда расплавленная смесь станет полностью однородной, емкость с ней нужно будет поместить в холодную воду до полного остывания.

При приготовлении припоя своими руками особое внимание следует уделить однородности его структуры, так как от этого во многом будет зависеть качество и прочность будущего соединения.
В этом случае не стоит экономить на расходных материалах и делать выбор в пользу более дешевых и менее качественных комплектующих.
В свою очередь из буры и борной кислоты готовят флюс для пайки, которые также можно свободно приобрести в любом хозяйственном магазине.
Эти компоненты берутся в равных пропорциях и заливаются обычной водой.
После того, как все необходимые компоненты для пайки латуни готовы, можно приступать непосредственно к самой работе.
Для этого берется латунная заготовка, предварительно очищенная от грязи и различных масляных пятен, и аккуратно посыпается толченым припоем.
После этого включается газовая горелка, с помощью которой рабочие поверхности нагреваются до определенной температуры.
Здесь главное не перегреть латунную деталь, чтобы она не лопнула и не деформировалась.

Если латунные поверхности толстые, то их необходимо прогревать постепенно.
Подробнее о том, как паять латунь без посторонней помощи в домашних условиях, подробно смотрите в видео в нашей статье.
Латунь используется для изготовления кранов, скобяных изделий, труб, декоративных предметов интерьера и многих других изделий. Этот материал получают путем легирования меди, цинка (в разных пропорциях) и различных добавок.
Пайка латунная обеспечивает надежное и качественное соединение деталей. Пайка предполагает использование специального инструмента в виде газовой горелки, а также припоя из смеси олова и свинца. В некоторых случаях при изготовлении твердого припоя для латуни используется одна банка.
При наличии необходимых инструментов и материалов, а также после изучения основных приемов обращения с латунью, вы можете самостоятельно заняться пайкой этого материала.
Пайка изделий из латуни имеет ряд особенностей. Эта технология предполагает использование специально приготовленного припоя, который вводится в зазор между деталями и играет роль «схватывающего» элемента.
 Кроме того, важное значение имеет оборудование, на котором расплавляется припой.
Кроме того, важное значение имеет оборудование, на котором расплавляется припой.Обычно для пайки используется газовая горелка, обеспечивающая расплавление припоя при температуре ниже температуры плавления самой латуни. С помощью этой технологии можно надежно спаивать отдельные заготовки из близких по структуре или разнородных материалов.
В некоторых случаях использование латунной пайки является единственно возможным способом получения неразъемных контактов.
Недопустимо сравнивать пайку с методами сварки, при которых каждый из легированных металлов подвергается плавлению. При этом термическому воздействию подвергается только твердый припой с оловом, а состояние самих соединяемых деталей остается неизменным.
Эта функция позволяет обрабатывать латунные изделия очень малых размеров и массы без нанесения им каких-либо повреждений.
При проведении пайки необходимо учитывать, что этот процесс предполагает использование более мягких расходных материалов, чем при сварочных работах.
 В результате соединения, полученные пайкой, считаются менее прочными по сравнению со сваркой.
В результате соединения, полученные пайкой, считаются менее прочными по сравнению со сваркой.В случаях работы с латунью цинк полностью испаряется из тела припоя (из-за его сильного нагрева), в результате чего шов становится пористым, что значительно снижает качество формируемого соединения.
Кроме того, при пайке латунных деталей важно правильно выбрать их взаимное расположение (в этом случае предпочтительны соединения внахлестку).
Применение
Современные технологии обработки медных и цинковых сплавов широко востребованы в таких отраслях, как:
- электроника и электротехника;
- приборостроение и инструментальное производство;
- Производство холодильного и вентиляционного оборудования.
При наличии всего необходимого (припой нужного качества, флюс и паяльная горелка) можно залудить латунные поверхности для защиты их от коррозионного разрушения. Востребована процедура лужения и при ремонте систем отопления и водопровода, выполненных на основе латуни.

В зависимости от типа припоя, используемого для пайки, соединения делятся на высокотемпературные и низкотемпературные. Такое деление позволяет использовать более тугоплавкие соединения для пайки деталей, эксплуатируемых при высоких температурах.
Использование в домашних условиях невозможно, так как в этой ситуации требуется специальное оборудование.
Особенности пайки однородных заготовок
В бытовых условиях часто возникает необходимость пайки двух одинаковых по конструкции латунных заготовок. При этом первостепенное значение имеет правильный выбор состава флюса, отличающегося от традиционного сочетания канифоли со спиртом.
Обычный состав из-за малой активности компонентов не сможет растворить образовавшуюся на поверхности латуни оксидную пленку. Так что для рассматриваемого варианта пайки потребуется более активный флюс, приготовленный на основе хлора и цинка.
Все подробности его приготовления можно посмотреть в таблице, где приведены несколько разновидностей смесей хлористого цинка.

Кроме рассмотренных видов флюсов, при пайке латуни могут применяться составы на основе буры и фтористо-борной соли калия. Смеси, приготовленные из них, занимают не более 5% от общего объема припойной ванны и имеют отличные показатели активности.
Под активностью понимается способность создавать идеальные условия для проникновения расплавленного припоя в зазоры между деталями при пайке.
Наряду с рассматриваемой проблемой нельзя забывать и о грамотном подходе к выбору припоя, идущего к месту соединения в виде калиброванной проволоки того или иного состава.
В случае, когда предполагается эксплуатация паяных латунных изделий в газовой среде, желательно применять специальные виды припоев, изготовленных на основе фосфатов меди и сплавов серебра. Они также подходят для пайки красной латуни с высоким содержанием меди.
Иногда в качестве припоя используется проволока из самой латуни. Однако в этом случае паять латунную деталь можно только в том случае, если температура плавления латунной проволоки ниже аналогичного показателя для обрабатываемых заготовок.

Общий порядок действий
Перед тем, как приступить к самостоятельной пайке латунных деталей, следует тщательно очистить их от посторонних отложений и загрязнений. Далее нужно разместить их на огнеупорной подложке, функцию которой может выполнять речная галька, насыпанная в старое ведро.
Общий порядок пайки латуни можно представить следующим образом.
В процессе пайки недопустим перегрев заготовок, что может вызвать их деформацию. В общем, самостоятельная пайка латуни не является чем-то совсем недоступным.
Чтобы освоить эту технологию, достаточно правильно подобрать все необходимые расходные материалы и точно следовать инструкции.
Пайка латуни имеет свои особенности из-за испарения горячего цинка, а также образования оксидной пленки на поверхности металла. Латунь, содержащая в составе до 15 % цинка, окисляется пленкой, состоящей из связанных частиц CuO и ZnO. В медных сплавах, содержащих достаточно большое количество цинка, оксидная пленка состоит в основном из ZnO, удалить которые значительно труднее, чем в случае пленки оксида меди.

Следующие инструменты и материалы используются для пайки:
- асбестовая основа;
- Горелка газовая;
- графитовый тигель;
- Медь, серебро, бура, борная кислота.
Приготовление припоя
Для начала нужно приготовить в домашних условиях тинол, который будет состоять и из серебра, и из меди в соотношении 2:1 соответственно. Для этого нужно сплавить серебро и медь с помощью газовой горелки. Далее нужно отвесить необходимое количество серебра и меди, после чего их необходимо поместить в тигель и нагреть газовой горелкой.
Тигель графитовый можно изготовить из графитовых углей (контактных элементов троллейбуса), которые нетрудно найти на конечных остановках электротранспорта. Что касается размера тигля, то он должен быть примерно 20х20 миллиметров.
Затем выбираем канавку 5х40 миллиметров полукруглой формы для того, чтобы облегчить удаление шарика припоя (горячий тигель опускают в воду). Как только медь и серебро расплавятся, можно приступать к перемешиванию тиноловых компонентов проволокой.

Флюс кулинарный
Итак, припой готов к работе, но его еще нужно охладить, раскатать в валиках, а также порезать на мелкие кусочки. Теперь нужно приступить к приготовлению флюса. Для этого берут 20 грамм буры (порошок), а также в равной пропорции борную кислоту (порошок), затем ингредиенты тщательно перемешивают и заливают стаканом воды. Далее прокипятить и остудить готовый флюс.
Работаем следующим образом:
- Вам нужно припаять какой-нибудь термостойкий материал. Если будете паять радиаторы, делайте работу полностью. Для этого мы запаслись асбестовой плитой. Таким образом укладываем его на не припаиваемые детали, после чего смачиваем флюсом, обсыпаем припоем. Далее начинаем немного разогреваться.
- Сначала немного нагреваем, чтобы припой прилипал к деталям, после чего доводим процедуру до появления красного оттенка.
- Припой просто затекает в зазор между деталями, спаивая их между собой очень плотно. Стоит обратить внимание на то, что разница между температурой плавления латуни и припоя составляет около 50 гр.
 C, а значит, не перегревать материал.
C, а значит, не перегревать материал. - Полученный шов имеет один ярко выраженный цвет со спаиваемой деталью.
- Далее следует промывка изделия от флюса: промываем изделие в горячей серной кислоте (3%).
Итак, мы получаем отличное сцепление изделий из латуни, которое прослужит долгие годы.
Латунная пайка используется, когда необходимо соединить мелкие металлические детали. Например, его используют в художественной ковке при сборке общей композиции или в домашней мастерской. В этом случае больше всего подходит декоративная сталь плоского или квадратного сечения, где площадь контакта больше, чем у круглых стержней. Помимо того, что латунь можно использовать в качестве припоя для пайки деталей из этого материала, существуют еще и некоторые хитрости для получения качественного шва.
Как пользоваться латунным припоем
Перед началом пайки изделие необходимо собрать. Для этого отдельные детали скрепляются между собой металлической проволокой (скрепкой).
 Когда подготовка окончена, все вместе помещают в горг, где происходит нагрев до тех пор, пока металл не раскалится докрасна. При укладке нужно соблюдать предельную осторожность. Для расчистки места в углях под изделие используется кочерга, топливо остается на колоснике достаточно большим и ровным слоем. При работе с углем важно следить, чтобы он не попадал на поковку даже мельчайшими кусками. Обдув очага не должен быть сильным, чтобы получить равномерное зажигание.
Когда подготовка окончена, все вместе помещают в горг, где происходит нагрев до тех пор, пока металл не раскалится докрасна. При укладке нужно соблюдать предельную осторожность. Для расчистки места в углях под изделие используется кочерга, топливо остается на колоснике достаточно большим и ровным слоем. При работе с углем важно следить, чтобы он не попадал на поковку даже мельчайшими кусками. Обдув очага не должен быть сильным, чтобы получить равномерное зажигание.В качестве флюса, как правило, выступает бура. Перед нанесением его смачивают по всей поверхности водой, после чего приступают к пайке. Оставив флюс на месте, возьмите латунный прутик и пропустите его там, где должны быть соединения. В этот момент пламя в кузнице меняет цвет на зеленый. В процессе пайки заготовка изделия не должна смещаться и смещаться со своего первоначального места. Это поможет избежать случайного смещения деталей относительно друг друга, чтобы не испортить шов, как с точки зрения внешней привлекательности, так и с точки зрения надежности шва.

Если в составе много элементов, то сварка происходит по-другому. В тех местах, где будет производиться пайка, латунь с самого начала раскладывают кусками, в расчете на то, что при нагреве она начнет растекаться, в результате чего детали будут скреплены между собой.
Латунь можно использовать отдельными кусками, стружкой или опилками, заполненными в местах сварки. При этом они должны соответствовать требованиям чистоты, чтобы в них не было примесей и посторонних включений. Железная стружка и другие мелкие металлические части удаляются с помощью магнита.
Для пайки мелких деталей в качестве связующего материала используется глина с добавлением соли. Но при сборке отдельных деталей для крепления используется проволока не из железа, а из латуни. После этого изделие обсыпают коричневым, обмазывают глиной и аккуратно укладывают на лист металла, который отправляют в кузницу. Также необходимо слабо дуть, прогрев глины должен происходить равномерно. После его высыхания подача воздуха активизируется.
 Начавшая трескаться глина свидетельствует о том, что крепление деталей надежное. Пайка отдельных деталей происходит с помощью латунной проволоки, которая в этот момент плавится и скрепляет детали. По окончании процесса под выключают, готовое кованое изделие должно остыть. Завершающим этапом является удаление глины и флюса, излишки припоя счищаются напильником.
Начавшая трескаться глина свидетельствует о том, что крепление деталей надежное. Пайка отдельных деталей происходит с помощью латунной проволоки, которая в этот момент плавится и скрепляет детали. По окончании процесса под выключают, готовое кованое изделие должно остыть. Завершающим этапом является удаление глины и флюса, излишки припоя счищаются напильником.Вернуться к оглавлению
Пайка латуни газовой горелкой
Довольно часто мастера задаются вопросом, как паять латунь. Если необходимо скрепить латунные детали, применяется несколько иная технология. Латунные детали хорошо поддаются обработке, пайке, после чего специально чернеются. В качестве припоя в этом случае многие используют олово: оно есть почти в каждой мастерской и легко плавится обычным паяльником.
Способ достаточно простой, но имеет существенные недостатки:
- готовый шов выделяется на фоне латуни белого цвета, при этом не у всех сразу выходит тонко и аккуратно;
- шов непрочный, не выдерживает изгибов;
- в процессе чернения оба металла ведут себя по-разному, оловянный шов отличается от латунной детали по цвету, они имеют разные оттенки.

Избежать подобных проблем поможет пайка специальным припоем для латуни и флюсом. В результате шов трудно отличить от основного металла изделия по цвету, он отличается высокой прочностью, а по химическому составу гораздо больше похож на латунь, чем на олово.
Работа с латунью больше похожа на сварку из-за высоких температур, для которых не подходит обычный паяльник, но пайкой она называется в основном из-за того, что используется припой.
Прежде всего подготавливается припой.
Состоит из серебра и меди в соотношении 2:1, которые необходимо сплавить между собой на газовой горелке. Медь более тугоплавкая, поэтому можно начать с нее, а затем влить расплавленное серебро и смешать его с проволокой, согнутой в виде крючка. Готовый припой охлаждают, раскатывают в валках или на наковальне, а затем разрезают на куски. Есть более доступный способ: грубым напильником пройти отливку до образования сколов.
Далее подготавливается флюс.
 Порошок буры смешивают с порошкообразной борной кислотой в равных частях по 20 г, после чего заливают стаканом воды. Для того чтобы ингредиенты хорошо растворились, все это необходимо прокипятить. Как один из вариантов использования можно посоветовать выпарить воду, поджечь твердый готовый флюс и растереть его в порошок, который впоследствии смешивается с припоем.
Порошок буры смешивают с порошкообразной борной кислотой в равных частях по 20 г, после чего заливают стаканом воды. Для того чтобы ингредиенты хорошо растворились, все это необходимо прокипятить. Как один из вариантов использования можно посоветовать выпарить воду, поджечь твердый готовый флюс и растереть его в порошок, который впоследствии смешивается с припоем.В предыдущих статьях мы рассмотрели электрические паяльники и газовые горелки, используемые при пайке, а также познакомились с припоями и флюсами.
Важно!!! Используйте ТОЛЬКО БЕЗСВИНЦОВЫЙ припой для всех работ на пищевом оборудовании.
Не забывайте, что при пайке используются горячие предметы, агрессивные жидкости, напряжение 220 В. Будьте предельно бдительны, будьте осторожны.
В этом материале перейдем к практике и пайке меди. Попутно рассмотрим особенности его пайки.
Пайка меди и латуни мало чем отличается друг от друга. Главное отличие – теплопроводность, которая у меди в несколько раз выше.
 Поэтому латунь даже немного легче паять.
Поэтому латунь даже немного легче паять.Медь и латунь паяют оловянным припоем, в качестве флюса используют канифоль, фосфорную и паяльную кислоту. Можно паять аспирином, но это крайний случай.
Я предпочитаю паять медь фосфорной кислотой без механической очистки.
Рассмотрим на примере пайки двух медных трубок между собой..
Сначала нужно расширить один из концов. Для этого я использовал тонкие плоскогубцы.
Второй конец, наоборот, немного подтачиваем, чтобы он входил в расширенную часть.
Перед пайкой контактирующие части трубок необходимо залудить, то есть покрыть слоем олова. Да не просто покрыть, а покрыть качественно, чтобы металлы не отслаивались друг от друга. Для этого поверхность, подлежащую лужению, необходимо нагреть как минимум до температуры плавления припоя. А так как у меди очень высокая теплопроводность, то прогреть даже не очень толстую трубку одним паяльником будет очень сложно.
Для предварительного нагрева я использую газовую горелку, и только потом быстро наношу флюс и наношу и размазываю жалом паяльника припой.

