Как подключить инвертор сварочный: Сварка на инверторе: подключение, настройка, процесс работы
Содержание
Как подключить сварочный инвертор — руководство пользователя
При подключении к источнику питания и применении инверторного сварочного оборудования необходимо соблюдать ряд правил, которые не только необходимы для безопасной эксплуатации устройства, но и способны значительно продлить срок его службы. Эти правила подходят для всех сварочных инверторов, вне зависимости от вида (профессиональный, промышленный или бытовой).
Рекомендации по безопасной эксплуатации устройства можно разделить на категории:
- розетки и пробки
- проводка
- кабели
- напряжение и мощность
- удлинители
Кроме того, необходимо отдельно рассмотреть подключение сварочного инвертора к сети и к электрическому генератору.
Подсоединение к сети
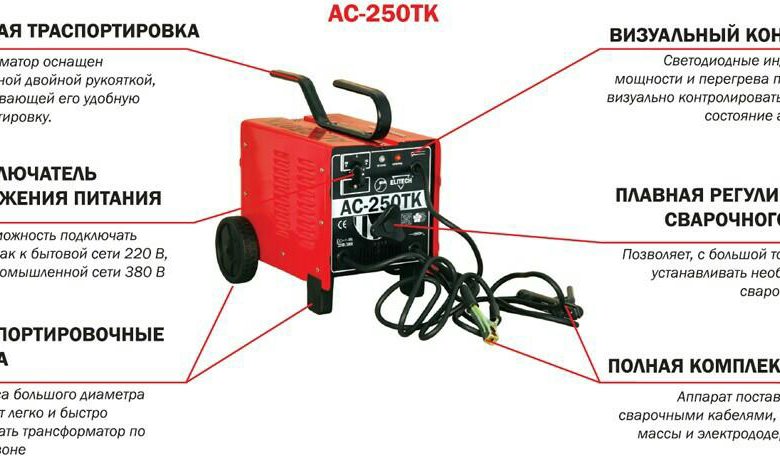
Подключение сварочного инвертора к сети возможно при напряжении в 220 или 380 В. При этом необходимо учитывать ряд внешних факторов и условий, которые могут повлиять на срок службы устройства.
Единственные элементы в схеме подключения инвертора, с которыми вряд ли возникнут проблемы – это соединительный кабель с вилкой. Конечно, если они не повреждены. Каждый производитель тщательно рассчитывает максимальную мощность устройства, и кабель с вилкой способны выдержать ее без проблем. Немного сложнее все обстоит с остальными элементами.
И первый из них – проводка в помещении, в котором проводятся сварочные работы. Она рассчитана на определенную максимальную мощность, при достижении или превышении которой срабатывает защитное устройство.
Защитное устройство может быть как сложным автоматизированным агрегатом, так и обычной бытовой пробкой.
Стандартным значением для большинства элементов современной бытовой электрической сети является 16 А – именно столько проводка, розетки и вилки могут выдержать без получения повреждений. Поэтому некоторые мощные сварочные инверторы способны при включении вызвать срабатывание защитной системы. Следует сразу же проверить, может ли местная сеть выдержать.
Следует сразу же проверить, может ли местная сеть выдержать.
Сварка в домашних условиях с питанием от сети возможна не всегда
При этом недостаточное напряжение не должно вызывать неисправностей в самом инверторе. Такие устройства оснащены несколькими уровнями защиты. Поэтому, если напряжение будет слишком низким (к примеру, 190 В), агрегат просто не включится. То же самое произойдет и в случаях:
1. Слишком маленького сечения проводки
2. Перегруза сети
3. Неисправного предохранителя
Почти все популярные сварочные инверторы работают с низкочастотным (50 Гц) током, перерабатывая его в высокочастотный (20-80 кГц).
Подключение к электрическому генератору
Подключение к электрическому генератору необходимо в следующих случаях:
- отсутствие электрической сети
- слишком маленькое сечение проводки (напряжение снижается из-за сопротивления)
- срабатывание защитного устройства при включении инвертора
- перегруз сети, скачки напряжения
- другие варианты, при которых подключение инвертора к сети невозможно
Основной характеристикой, влияющей на возможность использования того или иного электрогенератора с конкретным инвертором, является мощность. Причем учитывать необходимо не только среднюю, но и максимальную мощность, взятую с запасом. К сожалению, в большинстве случаев производители не указывают все нужные параметры в технической документации устройства. Но рассчитать мощность генератора можно самостоятельно. Для этого всего лишь нужно выяснить значение рабочего тока инвертора. Часто оно находится в диапазоне от 100 до 200 А.
Причем учитывать необходимо не только среднюю, но и максимальную мощность, взятую с запасом. К сожалению, в большинстве случаев производители не указывают все нужные параметры в технической документации устройства. Но рассчитать мощность генератора можно самостоятельно. Для этого всего лишь нужно выяснить значение рабочего тока инвертора. Часто оно находится в диапазоне от 100 до 200 А.
Для примера возьмем рабочий ток в 150 А и напряжение дуги 25 В (стандартное значение). Умножаем эти цифры друг на друга, учитываем КПД (в среднем – 90 %), получаем 150х25/0,9=4166 Вт. Также прибавляем к этому значению 25 %, чтобы генератору не приходилось работать на полной мощности (это может уменьшить срок его службы), и получаем 4166+4166х0,25=5207 Вт. Именно такой генератор потребуется вам для инвертора с рабочим током в 150 А.
Выбор соединительного кабеля
Профессиональны предпочитают КГ в качестве соединительного кабеля
Соединительный кабель идет от инвертора к держателю электрода. Большинство профессиональных сварщиков используют КГ или КОГ1 (более гибкую разновидность). Марка КГ имеет диапазон сечения от 1х16 до 1х95. При этом КГ 1х16 выдерживает нагрузку до 189 А, а КГ 1х25 – до 240 А, чего хватит для большинства ситуаций.
Большинство профессиональных сварщиков используют КГ или КОГ1 (более гибкую разновидность). Марка КГ имеет диапазон сечения от 1х16 до 1х95. При этом КГ 1х16 выдерживает нагрузку до 189 А, а КГ 1х25 – до 240 А, чего хватит для большинства ситуаций.
Использование удлинителя
Удлинитель – это то, что повышает сопротивление провода из-за дополнительной его длины. Как следствие, напряжение и сила тока падает. Может появиться проблема с направлением дуги. Для ее решения придется повышать силу тока на инверторе и заставлять его работать на пределе возможностей. Это негативно сказывается на сроке службы изделия.
Поэтому по возможности от использования удлинителя лучше отказаться. Но есть ситуации, в которых это невозможно. В этом случае следует руководствоваться максимальной длиной провода определенного сечения, при котором напряжение будет достаточным для комфортной работы. К примеру, для инвертора с рабочим током 150 А провод длиной 20 м и сечением 2 кв. мм не будет создавать проблем при работе.
мм не будет создавать проблем при работе.
Как правильно подключить инвертор — плюсом на электрод или минусом
Содержание статьи:
Как правильно подключить инвертор — плюсом на электрод или минусом
Многие из начинающих сварщиков не знают, что инвертором можно варить по-разному. Они так до сих пор и используют, стандартное подключение — плюс на электрод, а минус на металл.
Однако если подключить инвертор по-другому, к минусу электрод, а к плюсу металл, то можно добиться лучшего углубления сварочного шва. Простыми словами, при таком подключении инвертора, основная температура будет приходиться на металл, в результате чего заготовка прогреется лучше.
Ну и, наоборот, при «стандартном» подключении инвертора, когда электрод подсоединяется к плюсу, а металл к минусу, удастся не прожечь тонкую заготовку. Как это работает и в чем смысл? Как правильно подключить инвертор, плюсом на электрод или минусом? Читайте в этом обзоре.
Подключение сварочного инвертора — плюс и минус
Как было сказано выше, многие начинающие сварщики не уделяют должного внимания полярности при сварке инвертором. А если быть точнее, то некоторые и вовсе про неё ничего не слышали.
А если быть точнее, то некоторые и вовсе про неё ничего не слышали.
В результате этого возникает масса проблем — тонкий металл быстро прожигается, а толстый, наоборот, недостаточно проплавляется. Просто попробуйте поэкспериментировать при подключении инвертора.
Для начала подсоедините держак к плюсу аппарата, и начните варить, а затем подключите инвертор, наоборот, держателем к минусу. Вы обязательно почувствуете разницу.
Все дело в полярности, поскольку сварочный инвертор в отличие от трансформатора переменного тока, выдаёт постоянный ток. И если на трансформаторных аппаратах такой разницы в подключении кабелей нет, то вот при сварке на постоянном токе, она ещё как есть, и, причём существенная.
Обратная полярность инвертора
В данном случае речь идёт о стандартном подключении сварочного аппарата. То есть, держатель с электродом подсоединяется к плюсовой клемме инвертора. Таким образом, есть возможность варить на обратной полярности. Что это даёт?
Во-первых, уменьшается разбрызгивание металла. Во-вторых, тонкий металл, менее 2 мм, толщиной, практически не прожигается, если выдерживать очень короткую дугу и использовать электроды подходящего диаметра, не более 2-3 мм.
Во-вторых, тонкий металл, менее 2 мм, толщиной, практически не прожигается, если выдерживать очень короткую дугу и использовать электроды подходящего диаметра, не более 2-3 мм.
Многие металлы, которые не терпят перегревания, варят именно на обратной полярности. Например, нержавейку.
Прямая полярность инвертора
В данном случае, держатель электрода подсоединяется к минусовой клемме, а масса к плюсовой. Таким образом, появляется возможность хорошо проварить толстый металл, углубить корень сварочного шва и добиться более качественного соединения.
При это важно знать, что основная часть тепла, будет приходиться на металл при сварке. В результате уменьшиться расход электродов, чем на прямой полярности. Связанно это с тем, что на обратной полярности, температура на кончике электрода больше, чем на прямой полярности, поэтому и сгорание электродов происходит быстрей.
Поделиться в соцсетях
Как легко подключить инверторный сварочный аппарат к портативному генератору
Последнее обновление: 4 июля 2022 г.
Очень важно понимать разницу между сварочным генератором и обычным портативным генератором. Сварочный генератор в основном работает с постоянной нагрузкой, а обычный генератор — нет:
- Запускаешь генератор и включаешь сварочный аппарат, а там нет нагрузки уе т;
- Как только электрод касается металла, возникает электрическая дуга и нагрузка скачет до максимума
- Как только вы уберете электрод и дуга исчезнет, нагрузка снова упадет и двигатель заглохнет .
Важно отметить, что сварочные аппараты обычно имеют большие пусковые токи . По этой причине вы не можете использовать их с любым типом генератора. Чтобы эффективно использовать сварочный генератор, вы должны приобрести портативный генератор, который обеспечивает большой пусковой ток.
Обратите внимание, что стандартный асинхронный газогенератор производит волновые выбросы. Из-за этой ситуации КПД двигателя обычно снижается и, следовательно, значительно падает. Срок службы любого оборудования, которое вы к нему подключаете, также имеет тенденцию к сокращению. Для хорошей работы и оптимальной работы сварочного аппарата вам всегда требуется стабильное напряжение в качестве обязательного условия.
Срок службы любого оборудования, которое вы к нему подключаете, также имеет тенденцию к сокращению. Для хорошей работы и оптимальной работы сварочного аппарата вам всегда требуется стабильное напряжение в качестве обязательного условия.
Стабильное напряжение
Идеальной альтернативой будет использование инверторных генераторов. К сожалению, они часто слишком дороги по сравнению со стоимостью покупки обычного генератора. В идеальных ситуациях инверторные генераторы предназначены для использования с высокоточным оборудованием. Они подходят для измерительных устройств, которым требуется стабильное напряжение.
Всякий раз, когда вы решите купить генератор, разумно выбрать модель, мощность которой примерно на 25-50% больше, чем у вашего сварочного аппарата. Объяснить это легко: штатная работа генератора на максимальной мощности может очень быстро вывести его из строя. Более того, такая ситуация не позволит генератору использовать сварочный аппарат на полную мощность.
Как рассчитать мощность генератора для сварки
Возможно, по каким-то причинам у вас нет информации о мощности вашего сварочного инвертора. Как вы должны это сделать? Это легко вычислить, используя простую формулу. Вот формула, как указано ниже:
Максимальная сила тока * напряжение дуги / КПД сварочного инвертора = Максимальная мощность.
Вам нужно знать только значение максимального тока. Это верно, потому что две другие составляющие почти всегда постоянны (напряжение дуги 25 В, а КПД инвертора 0,85).
Рассмотрим один пример: Если ваш сварочный аппарат имеет максимальный ток 180 Ампер, то его мощность составляет приблизительно 180А * 25В / 0,85 = 5294 Вт. Это означает, что мощность генератора составляет 5294 Вт + запас 25% = 6617,5 Вт. Если перевести это в кВт, то получится 6,6 кВт. В таком случае лучшим выбором для сварки будет Honda EU7000is или аналогичный генератор эквивалентной мощности.
Снижение силы тока
Вы можете легко использовать генератор для инверторной сварки. В любом случае мощность выбранного генератора должна быть меньше, чем у инвертора. В таких случаях следует использовать его с некоторой осторожностью. Это означает, что вы должны уменьшить силу тока до рекомендуемого значения.
В любом случае мощность выбранного генератора должна быть меньше, чем у инвертора. В таких случаях следует использовать его с некоторой осторожностью. Это означает, что вы должны уменьшить силу тока до рекомендуемого значения.
Что произойдет, если, например, вы решили приобрести модель генератора мощностью 4 кВт? Чтобы выяснить это, мы можем использовать формулу, которая используется для определения мощности. Единственная разница в том, что мы будем делать это в обратном порядке. Рассмотрим формулу, используемую ниже:
Мощность * КПД / напряжение дуги = Ток или 4000 * 0,85 / 25 = 136 А.
Вы действительно можете сваривать, используя генератор мощностью 4 кВт и инвертор. Вы можете сделать это без заметной потери качества. Действительно, таким образом можно набрать силу тока до 130А.
Выбор мощности по диаметру электродов
Если приходится использовать электроды большего диаметра, то выбор мощности должен быть большей силы тока. Это связано с тем, что существует зависимость между сетью нагрузки и диаметром электродов. Посмотрим на таблицу диаметров электродов, как показано здесь:
Это связано с тем, что существует зависимость между сетью нагрузки и диаметром электродов. Посмотрим на таблицу диаметров электродов, как показано здесь:
| Диаметр электрода | Минимальная мощность генератора |
|---|---|
| 2/25″ 2,0 мм | 2,5 кВт |
| 0,12″ 3,00 мм | 3,5 кВт |
| 5/32» 4,0 мм | 4,5 кВт |
| 5,0 мм | 5,5 кВт |
Для анализа этих данных рассмотрим пример: Если у вас инверторная сварка питается от 4,5 кВт, то самые значимые электроды, которыми можно сваривать металл, 4 мм. Если вставить электрод диаметром 5 мм, то мощности в 4,5 кВт будет недостаточно, чтобы расплавить качественный металл. В таком случае получившийся шов будет либо некачественным, либо вообще не проваренным. По этим причинам автономная мощность должна выбираться в первую очередь с учетом максимального потенциала инвертора.
Запомните главный принцип: не все сварочные аппараты могут работать от генератора и наоборот. Имея это в виду, перед покупкой уточните у продавца, сможет ли предпочитаемая сварочная модель работать от силовой установки. Одним из важных моментов является то, что производитель всегда указывает это в инструкции к изделию.
Имея это в виду, перед покупкой уточните у продавца, сможет ли предпочитаемая сварочная модель работать от силовой установки. Одним из важных моментов является то, что производитель всегда указывает это в инструкции к изделию.
Сварочный аппарат + портативный генератор против сварочного генератора
Сварочный генератор сочетает в себе конструкцию газогенератора и сварочного аппарата. Типичная электростанция спроектирована таким образом, чтобы обеспечить возможность проведения сварочных работ. Таким образом, этот генератор обычно имеет более длительный срок службы.
Сварочный генератор обладает следующими заметными преимуществами:
- Защита от короткого замыкания.
- Вы можете работать в удаленных местах, вдали от центрального источника питания. Это может быть окраина города, далекие поля или дальние дороги.
- Обеспечивает более компактную конструкцию, чем если бы сварка выполнялась отдельно.
- Стоит дешевле дизельного генератора аналогичной мощности.

Недостатки:
- Этот электрогенератор можно использовать только для сварки.
- В нем используется бензин, расход топлива которого выше, чем у дизельного топлива.
- Невозможно питание от центральной сети.
- Имеет более короткий срок службы.
В целом наиболее существенным ограничением сварочного генератора является то, что его нельзя использовать в качестве резервного источника питания. Этот генератор предназначен только для сварки. Однако сварочный генератор – лучший вариант, если вы профессионально занимаетесь ремонтными работами или постоянно выезжаете в места, где нет доступа к электричеству.
Ничего подключать и настраивать не надо; запустите двигатель и отрегулируйте ток в соответствии с диаметром электрода. К счастью, у этой машины меньше проводов и, следовательно, ею легче управлять.
Как подключить сварочный аппарат к портативному генератору?
Для подключения сварочного аппарата к генератору можно приобрести штекер с поворотным замком, подходящий для генератора. Отрежьте вилку сварочного аппарата и подключите кабель к новой вилке. Если вы хотите использовать сварочный аппарат с постоянным питанием и соответствующей розеткой, сделайте адаптер.
Отрежьте вилку сварочного аппарата и подключите кабель к новой вилке. Если вы хотите использовать сварочный аппарат с постоянным питанием и соответствующей розеткой, сделайте адаптер.
Купите вилку с поворотным замком для подключения к генератору. Вам также понадобится два или три фута гибкого резинового кабеля 10/3 типа SOW или SJOW. Наконец, возьмите подходящую розетку для вилки сварочного аппарата и сделайте короткий удлинитель или адаптер. Сделав это, вы готовы к работе!
Заключение
Сварочный генератор — ваш лучший выбор, если вы часто путешествуете в отдаленные районы сельской местности, где нет доступа к электросети. Вы мастер по ремонту, который постоянно выполняет работы, требующие быстрой сварки? Сварочный генератор сделает вас гордым. Таким работникам, безусловно, полезно узнать, как подключить сварочный инвертор к переносному генератору. Надеюсь, эта статья поможет вам.
Содержание
- Стабильное напряжение
- Как вычислить мощность генератора для сварки
- Строгая усилитель
- Выбор мощности на диаметре электрода
- Weardable Generator Generator Generator Generator.
 машина к портативному генератору?
машина к портативному генератору? - Заключение
Поделиться:
Как подключить электроды для стержневой сварки
Я всегда ломал голову над тем, как правильно подсоединить сварочные провода к сварочному аппарату. Следует ли подключать заземляющий провод к отрицательной или положительной клемме сварочного аппарата? Куда должен идти провод электрода? Человек может просто усложнять вещи настолько, насколько он хочет.
Многие путаются, разбираясь в соединениях электродуховной сварки. Но скажу вам, позже я понял, что это не так сложно, как кажется.
Сварочные провода можно подсоединять тремя различными способами: соединением DCEN, соединением DCEP и соединением переменного тока. У каждого соединения есть свои плюсы и минусы. Их следует менять в зависимости от области применения сварки, в которой они используются.
В этой статье я подробно расскажу, как подключать электроды для сварочных аппаратов для различных видов сварки.
Давайте сразу приступим.
SMAW или сварка электродом
Дуговая сварка металлом в защитном газе, широко известная как сварка электродом, является наиболее популярной формой дуговой сварки. Он использует электрический ток (обычно постоянный) для расплавления металлической заготовки и стержня электрода, образуя сварочную ванну. Электрод покрыт слоем флюса, который защищает расплавленный шов от загрязнения посторонними частицами (поэтому она называется дуговой сваркой в среде защитного металла).
Установка для сварки стержнем
Установка для сварки стержнем состоит из следующего оборудования:
- Сварочный аппарат
- Сварочные провода (рабочие кабели)
- Держатель электрода
- Заземляющий зажим (рабочий зажим)
2
- Сварочный стержень)
На приведенной ниже схеме показано правильное расположение этих компонентов.
Что такое провода на сварочном аппарате?
Сварочные провода или сварочные кабели, как и другие медные провода, представляют собой электрические проводники, завернутые в изолирующую резиновую оболочку. Эти кабели бывают разного диаметра и длины. Для сильноточных приложений мы используем кабели большого диаметра, так как они имеют меньшее сопротивление току. Точно так же для слаботочных приложений вы можете использовать те, которые имеют меньший диаметр. Все это просто сводится к характеру вашего приложения.
Эти кабели бывают разного диаметра и длины. Для сильноточных приложений мы используем кабели большого диаметра, так как они имеют меньшее сопротивление току. Точно так же для слаботочных приложений вы можете использовать те, которые имеют меньший диаметр. Все это просто сводится к характеру вашего приложения.
При сварке электродом имеется два типа сварочных проводов: провод электрода и рабочий провод (также называемый заземляющим проводом). Электродный провод соединяет наш сварочный аппарат с электрододержателем. Точно так же провод заземления подключается к заготовке.
Определение размеров сварочных проводов.
Сварочные провода бывают разных размеров. При подключении сварочных проводов для стержневой сварки вы должны очень внимательно относиться к их размеру. Если вы выбрали неправильный кабель, вы не сможете получить желаемый ток и напряжение на сварочной дуге. Следовательно, могут возникнуть такие проблемы, как чрезмерное разбрызгивание и непровар. Иногда, если сила тока падает слишком низко, ваш сварочный аппарат просто не зажигает дугу.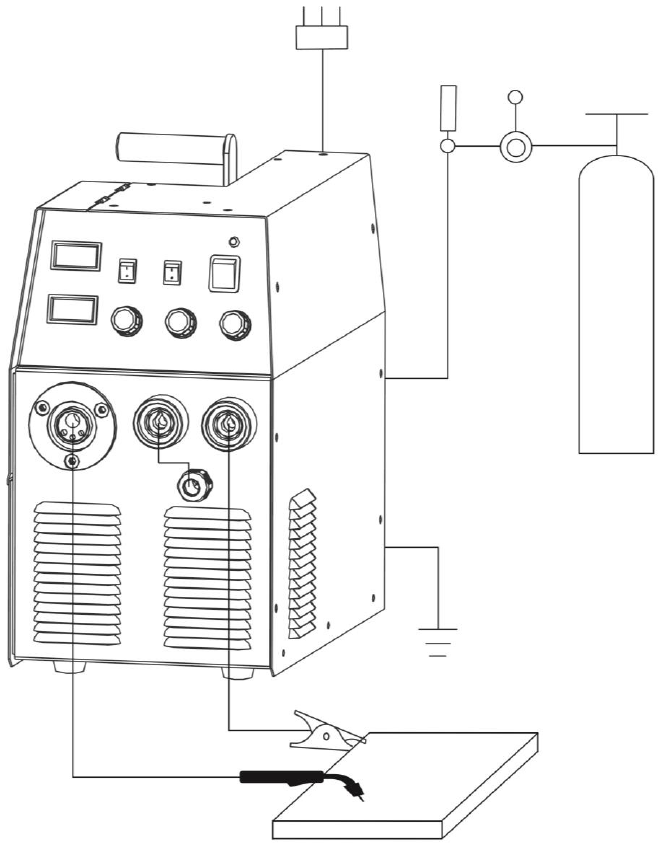
В следующей таблице указаны правильные размеры медных и алюминиевых кабелей для различных значений силы тока при сварке электродом и длины сварочных кабелей.
Например, если ваша заготовка находится на расстоянии около 100 футов от сварочного аппарата, а ваше приложение требует 200 ампер, попросите у своего продавца сварочного оборудования алюминиевый кабель размера 4/0 или медный кабель размера 1. /0.
Шаги по установке проводов для электродуговой сварки
Чтобы правильно подсоединить провода для электродуговой сварки, выполните следующие простые шаги
1. Размещение зажима заземления
Прежде всего, прикрепите зажим заземления в соответствующем месте. Зажим заземления соединяет нашу заготовку с землей через рабочий провод. Вы можете прикрепить его непосредственно к заготовке или к металлическому столу, на котором будет выполняться ваша работа (как показано на рисунке).
2.
 Подсоедините сварочные кабели к сварочному аппарату
Подсоедините сварочные кабели к сварочному аппарату
После этого подключите рабочий кабель к отрицательной клемме сварочного аппарата, а электродный кабель к положительной клемме. Вы также можете выполнить соединения, противоположные этому, в зависимости от применения сварки. Позже в этой статье я подробно расскажу об этих соединениях.
Некоторые сварочные аппараты имеют переключатель, который можно щелкнуть, чтобы изменить полярность. В противном случае вам придется вручную поменять местами соединения сварочных кабелей. Прежде чем менять полярность на сварочном аппарате, обязательно выключите его.
3. Подключите сварочный аппарат к сети
Наконец, подключите аппарат к сети и включите его. Настройте его на соответствующие параметры тока и напряжения в соответствии с вашим сварочным приложением. Вы можете идти.
Три типа сварочных аппаратов: DCEN, DCEP и AC
Многие люди спрашивают меня, является ли электродная сварка положительным или отрицательным заземлением.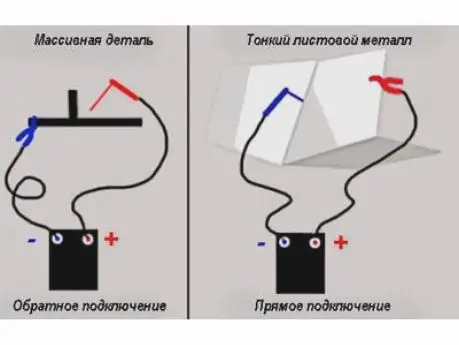 Ответ на этот вопрос: «ОБА». На самом деле, для сварки электродом вы можете подключить сварочные кабели тремя различными способами.
Ответ на этот вопрос: «ОБА». На самом деле, для сварки электродом вы можете подключить сварочные кабели тремя различными способами.
1. Сварочное соединение DCEP
Для положительного соединения электрода DCEP или постоянного тока (ранее известного как обратная полярность) необходимо подключить электрододержатель к положительной клемме, а заземляющий зажим — к отрицательной. В результате электроны будут течь от заготовки к электроду. Для большинства применений дуговой сварки мы используем установку DCEP. На приведенной ниже диаграмме показана настройка подключения DCEP.
2. Сварочное соединение DCEN
В DCEN или отрицательном электроде постоянного тока (ранее известном как прямая полярность) электрододержатель отрицательный, а заготовка положительная. Следовательно, электроны текут от электрода к положительной детали. На следующем рисунке показана схема подключения DCEN.
3. Подключение переменного тока
При сварке переменным током обычно используется переменный ток частотой 60 Гц. Ток меняет направление каждые 120 th доля секунды. Таким образом, сварочное соединение переменного тока не имеет полярности, что приводит к равномерному распределению тепла между электродом и заготовкой. Следующая диаграмма иллюстрирует установку для подключения переменного тока.
Ток меняет направление каждые 120 th доля секунды. Таким образом, сварочное соединение переменного тока не имеет полярности, что приводит к равномерному распределению тепла между электродом и заготовкой. Следующая диаграмма иллюстрирует установку для подключения переменного тока.
DCEP и DCEN: какую полярность следует использовать при сварке?
Для большинства применений мы подключаем сварочные провода в соединение DCEP. Тем не менее, сварка стержнем довольно универсальна с точки зрения полярности.
Имейте в виду, что электроны всегда движутся от отрицательной клеммы сварочного аппарата к положительной клемме. Следовательно, в случае DCEP электроны покидают поверхность металла и движутся к электроду, потому что рабочий провод подключен к отрицательной клемме сварочного аппарата. Эти электроны после столкновения с положительным электродом выделяют большое количество тепла. В результате почти две трети сварочного тепла выделяется на электроде, а оставшаяся треть тепла аккумулируется на изделии. Наоборот, при ДКЭН две трети тепла выделяется на свариваемом металле, поскольку электроны перетекают от электрода к основному металлу.
Наоборот, при ДКЭН две трети тепла выделяется на свариваемом металле, поскольку электроны перетекают от электрода к основному металлу.
Вы не можете просто случайным образом выбрать любую настройку сварки. Каждое соединение имеет свои области применения и ограничения. Точно так же не все электроды работают как с DCEP, так и с DCEN.
DCEP, как я упоминал ранее, сильно нагревает электрод, что приводит к глубокому проплавлению. Однако скорость осаждения электродов в DCEP ниже, чем в DCEN. Таким образом, он не подходит для сварки тонких листов, поскольку может привести к их разрыву.
С другой стороны, соединение DCEN генерирует меньше тепла на электроде, что обеспечивает меньшее проникновение. Однако скорость осаждения присадочного металла довольно высока по сравнению с DCEP. Если вам нужно сваривать тонкие листы, я предлагаю вам использовать DCEN.
Выбор электрода для разных полярностей
Различные электроды лучше всего работают при разных типах тока. Некоторые из них хороши для постоянного тока, а некоторые для переменного тока. На самом деле, это во многом зависит от типа покрытия электрода. Следующая таблица может пригодиться, чтобы выбрать подходящий для вашего приложения.
Некоторые из них хороши для постоянного тока, а некоторые для переменного тока. На самом деле, это во многом зависит от типа покрытия электрода. Следующая таблица может пригодиться, чтобы выбрать подходящий для вашего приложения.
Очищающее действие дуги в DCEP
Одним из основных преимуществ DCEP по сравнению с DCEN является его очищающее действие от оксидов.
При дуговой сварке очень важно очистить поверхность металла, чтобы получить хороший сварной шов. Грязь, ржавчина, окислы и другие частицы должны быть удалены. В противном случае эти примеси смешаются с расплавленным металлом, что приведет к слабому сварному шву.
В DCEP лавина электронов движется от основного металла к положительному электроду. Этот поток электронов разрушает непроводящий оксидный слой в металле и по существу удаляет загрязненные частицы из металла, что приводит к прочному сварному шву.
Сварка переменным током и сварка постоянным током
Большинство мощных машин работают на постоянном токе. Некоторые профессиональные сварочные аппараты TIG и SMAW могут работать как на переменном, так и на постоянном токе. Но что лучше, переменный ток или постоянный? Если более 90 процентов времени мы используем постоянный ток, зачем нам вообще нужна сварка переменным током?
Некоторые профессиональные сварочные аппараты TIG и SMAW могут работать как на переменном, так и на постоянном токе. Но что лучше, переменный ток или постоянный? Если более 90 процентов времени мы используем постоянный ток, зачем нам вообще нужна сварка переменным током?
Сварка на постоянном токе более плавная по сравнению со сваркой на переменном токе. Посмотрите на следующую форму сигнала для переменного тока. Каждый раз, когда полярность переключается с положительной на отрицательную, наступает момент, когда текущий ток равен нулю (см. красные метки). Из-за этого прерывистого течения тока дуга образуется довольно неравномерно.
Однако в некоторых случаях вы можете предпочесть переменный ток, а не постоянный. Одним из основных преимуществ переменного тока является его способность устранять дуговой разряд. Ваши сварные швы кривые или волнистые? Вокруг сварного шва слишком много брызг? Если «да», ваш сварной шов может страдать от дугового разряда. Переход на переменный ток может избавиться от таких проблем.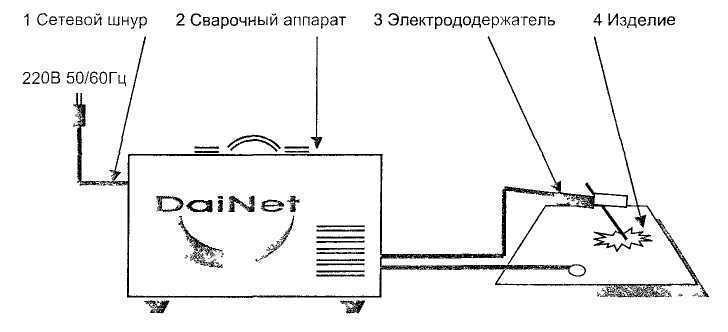 Тем не менее, сварка на постоянном токе имеет гораздо больше преимуществ, чем на переменном токе.
Тем не менее, сварка на постоянном токе имеет гораздо больше преимуществ, чем на переменном токе.
Сварка электродом Поиск и устранение неисправностей сварочных проводов
Профилактика всегда лучше лечения. Неправильное использование сварочных кабелей может привести к таким проблемам, как малый выходной ток, высокое сопротивление и трудности с зажиганием дуги. Поэтому всегда лучше использовать подходящие кабели и использовать правильную технику сварки. Тем не менее, если из-за неправильного использования кабелей возникают некоторые сложности, это небольшое руководство по устранению неполадок может помочь вам избавиться от этих проблем.
- Выпрямите кабели.
- Убедитесь, что в кабеле нет изгибов или витков, так как это может вызвать индуктивность проводов.
- Кабели более низкого качества могут вызвать проблемы с запуском дуги. Используйте высококачественные кабели.
- Используйте сварочные провода подходящего размера. См. таблицу, представленную выше в этой статье.