Как подобрать электроды для сварки инвертором: Как выбрать электрод для сварки. Инструкция для чайников — интернет-магазин Евротек
Содержание
Как подобрать электроды и важные нюансы электросварки
Инверторный сварочный аппарат имеется у многих домашних мастеров, и многие из них достаточно грамотно им пользуются. Однако в этом деле существует много нюансов, сказывающихся на качестве выполненной работы, и один из них – это умение правильно подобрать электроды, необходимые для того или иного типа сварки. Поэтому-то в сегодняшней статье я и решил рассказать вам о типах обмазочных электродов для ручной дуговой сварки и о том, как следует их использовать, исходя из конкретных обстоятельств.
Содержание
- Как работают электроды и основные параметры их выбора
- Различие электродов в зависимости от расположения шва
- Горизонтальные швы
- Вертикальные швы
- Потолочные швы
- Полярность и тип сварочного тока
Хотите приобрести сварочный аппарат? Тогда прочтите вот эту статью! Она поможет вам сделать правильный выбор.
Как работают электроды и основные параметры их выбора
Электрод представляет собой металлический стержень, плавящийся в электрической дуге и заполняющий собой швы между деталями, края которых он попутно разогревает. При своем сгорании покрытие электрода ионизирует среду, поддерживая непрерывность горения дуги. Его горение также становится причиной выделения газов, вытесняющих кислород из шовного стыка, чем обеспечивается его защита от коррозии и других негативных моментов, возникающих в процессе остывания.
При своем сгорании покрытие электрода ионизирует среду, поддерживая непрерывность горения дуги. Его горение также становится причиной выделения газов, вытесняющих кислород из шовного стыка, чем обеспечивается его защита от коррозии и других негативных моментов, возникающих в процессе остывания.
Понимание сути функционирования электродов позволяет понять, чем вызвано обилие их разновидностей, а также дает пользователям возможность сделать правильный и вполне обоснованный выбор конкретного изделия.
Выбирая электроды для работы, необходимо помнить, что они различаются как по характеристикам создаваемого шва, так и типу применяемого сварочного тока.
Читайте также Сварочные работы: информация, которая может вам пригодиться
Различие электродов в зависимости от расположения шва
Шовное углубление, называемое сварочной ванной, в пространстве может быть ориентировано по-разному, что оказывает определенное влияние на сам процесс сварки.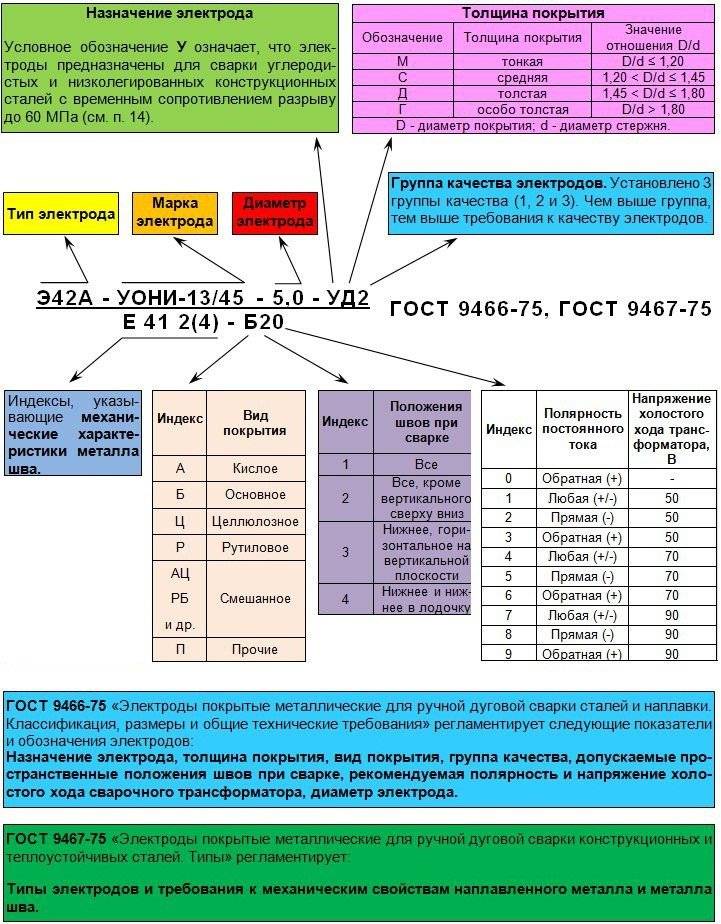
Горизонтальные швы
Горизонтальное положение шва считается самым удобным для выполнения сварочных работ. При такой ориентации расплав электродного материала эффективно заполняет полость шва и фаску, покрываясь равномерной и легко отделяемой коркой шлака. При сварке в таком положении можно использовать практически все марки электродов.
Вертикальные швы
Если шов расположен вертикально, то варить его сложнее. Как правило, в этом случае варят с отрывом, начиная сверху. Покрытие применяемых электродов должно обеспечивать быстрый и кратковременный росжиг дуги, а также эффективное направление расплавленного металла.
Сваривание вертикальных швов можно также производить без отрыва. Однако в данном случае толщина покрытия должна быть больше, чем обычно, для того, чтобы в месте соприкосновения на электроде формировалась полукруглая лунка.
Потолочные швы
При выполнении ручной дуговой сварки такие швы считаются наиболее сложными. Варить их без отрыва практически невозможно. Выполняются они в основном точечным методом так, чтобы предыдущий наплав перекрывался на 3/4. Покрытие на электродах для верхних швов должно иметь такой состав, который гарантирует быстрое расплавление малых порций металла и их быстрое остывание.
Выполняются они в основном точечным методом так, чтобы предыдущий наплав перекрывался на 3/4. Покрытие на электродах для верхних швов должно иметь такой состав, который гарантирует быстрое расплавление малых порций металла и их быстрое остывание.
Иначе ведет себя и шлак, образующийся в ходе сварки. Поскольку электрод располагается под углом, шлак в основном улетает в сторону и накрывает предыдущую точку-прихват. Электроды, предназначенные для выполнения потолочной сварки, обладают, как правило, большой чувствительностью к полярности и соблюдению режима подачи тока.
Читайте также Как сделать заземление в доме
Полярность и тип сварочного тока
Любому владельцу инвертора известно, что ток на его выходе может быть переменным или постоянным, а полярность последнего может быть прямой или обратной. Разберемся, как это используется в процессе выполнения сварочных работ.
Чаще всего сварка производится при обратной полярности. В этом случае электрод соединяется с положительным контактом, а деталь – с отрицательным. Характерная особенность сварки, выполняемой при обратной полярности, заключается в непрерывном движении электронов от «—» к «+», что провоцирует сильный разогрев электрода и его покрытия, тогда как разогрев металла свариваемой детали обеспечивается лишь с помощью косвенного излучения.
Характерная особенность сварки, выполняемой при обратной полярности, заключается в непрерывном движении электронов от «—» к «+», что провоцирует сильный разогрев электрода и его покрытия, тогда как разогрев металла свариваемой детали обеспечивается лишь с помощью косвенного излучения.
Если при сварке используется прямая полярность, то направление движения электронов меняется, и они движутся в направлении электрод-деталь, провоцируя сильный разогрев последней. Обгорание электрода происходит достаточно медленно и сопровождается добавлением в ванну лишь небольших порций расплавленного металла. При таком способе сварки эффективного заполнения стыка, имеющего широкий зазор, не происходит.
Таким образом, прямая полярность хороша лишь при сварке хорошо подогнанных между собой деталей, шов между которыми имеет равномерную толщину. Данный способ подходит, например, для сварки металлических листов, а шов между ними в этом случае оказывается минимально заметным. Высокая температура сварочной ванны, получаемая при прямой полярности, делает оптимальным сваривание массивных деталей, нуждающихся в максимальной глубине прогрева.
Читайте также Сварочный аппарат на дачу: оптимальный вариант по разумной цене
Что касается сварки переменным током, то ее характерным признаком, как правило, является сильное разбрызгивание расплавленного металла. Электроды, используемые для сварки переменным током, имеют покрытие с присадками, стабилизирующими дугу. В состав покрытия также входят некоторые легирующие примеси, благодаря которым расплав становится более вязким. Качество сварных швов при использовании электродов, подходящих для работы на переменном токе, считается наивысшим среди других разновидностей ручной дуговой сварки.
next post
Нажмите, на одну из кнопок, чтобы узнать понравилась Вам статья или нет.
Электроды для сварки инвертором новичку — какие лучше для инверторного сваривания — как подобрать диаметр по толщине металла
Что такое электрод: устройство
Это стержень из металла или другого электропроводного состава. Он обеспечивает поставку тока от аппарата к предмету, которому требуются сварочные работы. Элементы бывают разной длины: от 25 до 45 см. У каждого из них есть защитное покрытие. Оно предотвращает процесс окисления. «Голой» остается лишь небольшая часть расходника – та, что вставляется в держатель. Поэтому при поиске комплектующих важно учитывать их толщину. Самыми востребованными считаются трёхмиллиметровые. Варианты в 1 и 2 мм менее популярны у специалистов. Тонкие используются со стальными листами и другими деталями, требующими ювелирного подхода. В магазинах вы легко найдете пятимиллиметровые элементы, но начинающим они требуются редко. Стержни с торцом больше 3 мм нужны для сплавов, образующих толстые листы. Для работы с ними нужен аппарат большой мощности, который найдется не у каждого новичка. Разнообразие выбора заставляет задаться вопросом, как правильно выбрать сварочные электроды для инвертора и подобрать их диаметр по толщине металла для качественной сварки. Мы рекомендуем руководствоваться следующим принципом: соотнесите значения на комплектующих и материале, с которым планируете иметь дело.
Элементы бывают разной длины: от 25 до 45 см. У каждого из них есть защитное покрытие. Оно предотвращает процесс окисления. «Голой» остается лишь небольшая часть расходника – та, что вставляется в держатель. Поэтому при поиске комплектующих важно учитывать их толщину. Самыми востребованными считаются трёхмиллиметровые. Варианты в 1 и 2 мм менее популярны у специалистов. Тонкие используются со стальными листами и другими деталями, требующими ювелирного подхода. В магазинах вы легко найдете пятимиллиметровые элементы, но начинающим они требуются редко. Стержни с торцом больше 3 мм нужны для сплавов, образующих толстые листы. Для работы с ними нужен аппарат большой мощности, который найдется не у каждого новичка. Разнообразие выбора заставляет задаться вопросом, как правильно выбрать сварочные электроды для инвертора и подобрать их диаметр по толщине металла для качественной сварки. Мы рекомендуем руководствоваться следующим принципом: соотнесите значения на комплектующих и материале, с которым планируете иметь дело. К примеру, для двухмиллиметровых металлических листов используйте стержни в 2 мм.
К примеру, для двухмиллиметровых металлических листов используйте стержни в 2 мм.
Классификация расходников
| по назначению | обозначение | |
| для углеродистых и легированных сталей конструкционных с временным сопротивлением разрыву до 600 мпа | э38, э42, э42а, э46, э46а, э50, э50а, э55, э60 | у |
| для легированных конструкционных металлов со стойкостью на разрывание более 600 мпа | э70, э85, э100, э125, э150 | л |
| для теплоустойчивых материалов, прошедших легирование | э09м, э09мх и др. | т |
| сваривание высоколегированных деталей с особыми свойствами | э12х13, э06х13м, э10х17т и др. | в |
| наплавка поверхностных покрытий с особенными характеристиками | э10г2, э11гз, э16г2хм и др. | н |
Выделение общих групп среди великого множества вариантов – сложная задача, за которую берутся не все опытные мастера. их схематично делят по назначению, химическому составу оплавленного сплава, видам, толщине, материалу, из которого они сделаны, механическим свойствам. Специалисты со стажем используют те расходники, к которым привыкли, или те, что удовлетворяют их по соотношению цены и качества. При выборе они обычно учитывают два критерия:
- Тип металла, с которым нужно будет работать. Если сварочные работы проходят дома, то чаще всего речь идет о железе и сплавах на его основе – так называемых черных. В этом случае единственный момент, который стоит учитывать новичку, это содержание углерода. Выясните, с какой сталью придется иметь дело: высоко, средне, низкоуглеродистой или чугуном.
 Знакомство также часто приходится начинать с «нержавейки».
Знакомство также часто приходится начинать с «нержавейки». - Требования к конструкции. Прежде чем решать, какие электроды для инверторной сварки выбрать и как, необходимо понять, будут ли швы подвергаться вибрационным нагрузкам или перепадам температуры. В этом случае стоит обратить внимание на стержни с повышенными свойствами.
Основные характеристики сварочных стержней
Подбирая электроды для сварки обращают внимание на следующие характеристики:
- Диаметр. Значение этого показателя связано с тем, какие детали или изделия необходимо соединить сварным методов, каков их размер, толщина. Также это определяется особенностями сварочного аппарата. Самый распространенный показатель диаметра – 3 мм.
- Марка электрода. Определяется свойствами материалов, использованных при изготовлении стержней.
- Покрытие. Предохраняет стержень от процессов коррозии. Другая задача – создание защитного облака газов вокруг места сварки для предотвращения окисления и шлакообразования.

- Условия хранения. Покрытия способны впитывать влагу, она отрицательно сказывается на качестве шва, розжиге дуги.
- Бренд производителя.
Разновидности стержней, так же, как требования к ним описываются в нормативных документах ГОСТ.
Классификация по типу покрытия
Выделяют 4 варианта:
Основное или фтористо-кальциевое
Идентифицируется буквой «Б». Оно состоит из карбонатов кальция и магния. В его составе может быть мрамор, магнезит, доломит. Эти элементы обладают малой окислительной способностью, за счет чего процесс удаления из расплавленного металла кислорода идет быстрее. Второе название появилось благодаря тому, что разбавителем шлака служит природный фторид кальция – флюорит. Преимущество фтористо-кальциевых электродов в низком содержании водорода. Этот фактор позволяет получить прочный шов, без газов и примесей, а также свести к минимуму риск возникновения горячих трещин. Расходники с основным защитным слоем прекрасно подходят для трубопроводов, по которым проходят сероводородные соединения, поскольку хорошо сопротивляются растрескиванию. Но есть и нюанс. Все должно проходить при постоянном токе обратной полярности, поскольку фторид кальция тормозит работу комплектующих с переменным напряжением и сварочная дуга может гореть нестабильно. Выбирайте электроды с этим типом покрытия, если планируете работать со сталью с высоким содержанием серы или материалом, который должен выдерживать большие нагрузки или будет регулярно подвергаться воздействию значительных температур. Они также подходят для сварки жестких конструкций.
Но есть и нюанс. Все должно проходить при постоянном токе обратной полярности, поскольку фторид кальция тормозит работу комплектующих с переменным напряжением и сварочная дуга может гореть нестабильно. Выбирайте электроды с этим типом покрытия, если планируете работать со сталью с высоким содержанием серы или материалом, который должен выдерживать большие нагрузки или будет регулярно подвергаться воздействию значительных температур. Они также подходят для сварки жестких конструкций.
Рутиловое
Несмотря на то, что «основным» назван другой вид, именно этот вариант используется в 95% работ. Газ, который выделяется во время горения, не токсичен, поэтому это самое безопасное для здоровья мастера решение. Металлический шов, выполненный с помощью концентрата, устойчив к трещинам, не сгибается и не ломается, поскольку материал расходника увеличивает вязкость. Такое покрытие идеально, если сварщик работает коротким швом, потому что дуга горит хорошо, даже если в сети скачет напряжение.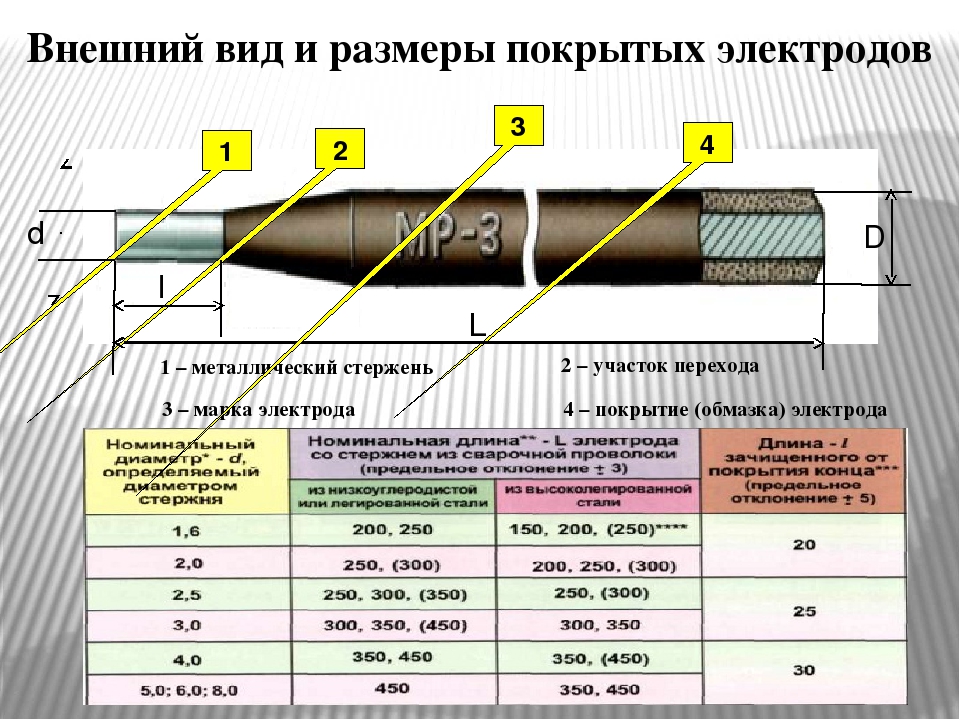 Для людей, которые еще не набили руку и не могут удерживать ее на протяжении всего рабочего процесса, это лучший вариант. Кроме того, с ним можно действовать в любой пространственной плоскости.
Для людей, которые еще не набили руку и не могут удерживать ее на протяжении всего рабочего процесса, это лучший вариант. Кроме того, с ним можно действовать в любой пространственной плоскости.
Кислое
Подходит, если сварочные работы требуется ускорить за счет форсирования или удлинения дугового разряда. Это наиболее токсичный тип. Из-за повышенного уровня разбрызгиваемости с ним можно взаимодействовать только в нижнем положении. Не стоит применять его при высокотемпературной прокалке. Начинающим не рекомендуется.
С целлюлозным видом обмазки
Наполовину состоит из органических соединений – муки, крахмала, целлюлозы, наполовину из природных и синтетических силикатов. Это очень тонкие расходники, поэтому использовать их можно в любой плоскости. Шов с их помощью создается очень легко, что увеличивает скорость выполнения задачи в несколько раз, но поверхность шва неровная, требует шлифовки. Выбирайте целлюлозное покрытие, если придется работать углеродистыми и низколегированными сталями. Оно также подойдет для труднодоступных конструкций, поскольку диаметр таких элементов минимален.
Оно также подойдет для труднодоступных конструкций, поскольку диаметр таких элементов минимален.
| тип(обозначение в маркировке) | марки |
| основное (б) | уони-13/45, уони-13/45а, уонии-13/45, уонии-13/45а, уони-13/45р, тму-46, уони-13/55, уони-13/55к, уони-13/55с, уони-13/55у, уонии-13/55р, уони-13/65, озс-22р, 55-у, фно-т, фно-тм, фно-тм/н, итс-4, итс-4с, озс-18 и др. |
| кислое (а) | омм-5, см-5, мэз-4 и др. |
| рутиловое (р) | ано-21, ано-21м, ано-36, озс-4, озс-12, озс-30, озс-32 и др. |
| целлюлозное (ц) | всц-4, всц-4м, ома-2, всц-4а и др. |
| смешанные: карбонатно-рутиловое (рб) | озс-28,ано-3, ано-4 и др. |
| рутилово-карбонатно-фтористое | озл-9а и др. |
| ильменитовое | озс-41, мр-3у, мр-3р и др. |
| рутилово-целлюлозное (рц) | ано-13, фно-29м и др. |
| кисло-рутиловое (ар) | ано-6, ано-6м, ано-17, озс-23, ано-24 и др. |
| рутилово-ильменитовое | мр-3м и др. |
| с железным порошком (ж): рутиловое с порошковым наполнителем (рж) | озс-6, ано-1, ано-27, уони-13/55тж и др. |
| прочие (п) | для чугуна, цветных сплавов, солевые. |
Как правильно использовать инверторный сварочный аппарат
В опытных руках инвертор способен дать хороший шов, нужно следовать трем правилам:
- выставить оптимальную силу тока;
- выбрать правильный диаметр электрода;
- учесть толщину свариваемых деталей.
Диаметр – основной залог качественного шва, он него же зависит и плотность тока. Нельзя, чтобы плотность была выше, потому что дуга будет нестабильной, а значит металл хуже сварится и шов будет шире.
Конечно, это не повлияет на качество, но если важна эстетика, то лучше избежать этого. Если нужно варить тонкие изделия, то лучше взять полуавтоматический аппарат.
Инверторная сварка даст ненадежный шов, а при выборе толстых сварочных стержней в стыке появятся поры, которые снизят его прочность.

Чтобы узнать оптимальную силу тока при работе с выбранными стержни, достаточно посмотреть маркировку на упаковке. Отклоняться от этого параметра не рекомендуется.
Как выбрать электроды для сварки инвертором
Диаметр и толщина металла
Сравните эти два критерия. Они должна быть примерно одинаковыми. Для инверторного оборудования обычно берут стержни до 2 мм, потому что для более габаритных заказов не подойдут.
Назначение
Существует много тонкостей. Выбор зависит от технологии работы, которую вы будете использовать, сварочного оборудования, исходного материала. Универсальный совет – не гонитесь за дешевыми предложениями. конечно, мастер может качественно выполнить задачу, взяв любые подручные средства, но следует обратить внимание на варианты средней ценовой категории, которые минимизируют ошибки и не ударят по карману.
Какими электродами лучше варить: выбираем по видам металлических изделий
Забор
Расходники с рутиловым покрытием – беспроигрышны для новичка. Это AHO с номерами 4,6, 21, 36., МР-3, ОК-4600. Также можно брать стержни смешанной рецептуры «Монолит», «Гранит», «Арсенал». Преимущество – легкое возбуждение электрической дуги. Вы сможете варить с отрывом, при этом поры в шве образовываться не будут. Эффективно, когда требуется оперативно возвести многометровую конструкцию.
Это AHO с номерами 4,6, 21, 36., МР-3, ОК-4600. Также можно брать стержни смешанной рецептуры «Монолит», «Гранит», «Арсенал». Преимущество – легкое возбуждение электрической дуги. Вы сможете варить с отрывом, при этом поры в шве образовываться не будут. Эффективно, когда требуется оперативно возвести многометровую конструкцию.
Тонкий металл
Чтобы не прожечь дырки, ищите элементы с минимальным диаметром: как выбрать нужный электрод для сварки мы уже говорили выше – соотносите с толщиной листа.
Трубы
Газовые обрабатывают марками ОК-46 и ЛБ-52. Для системы отопления приобретите Э42А, УОНИ-13/45, для водопровода – МН-5 и МНЖ5.
Швеллер
Здесь все зависит от размера детали. Если они небольшие, то выбирает пяти, шести миллиметровые АНО-21. С ними можно варить даже ржавые поверхности. Если габариты швеллера внушительны, только УОНИ-13/55У. Они не ограничивают мастера: переменный и постоянный ток, обратная и прямая полярность.
Рельсы
Специалисты рекомендуют марки УОНИ-13/45 и УОНИ-13/55.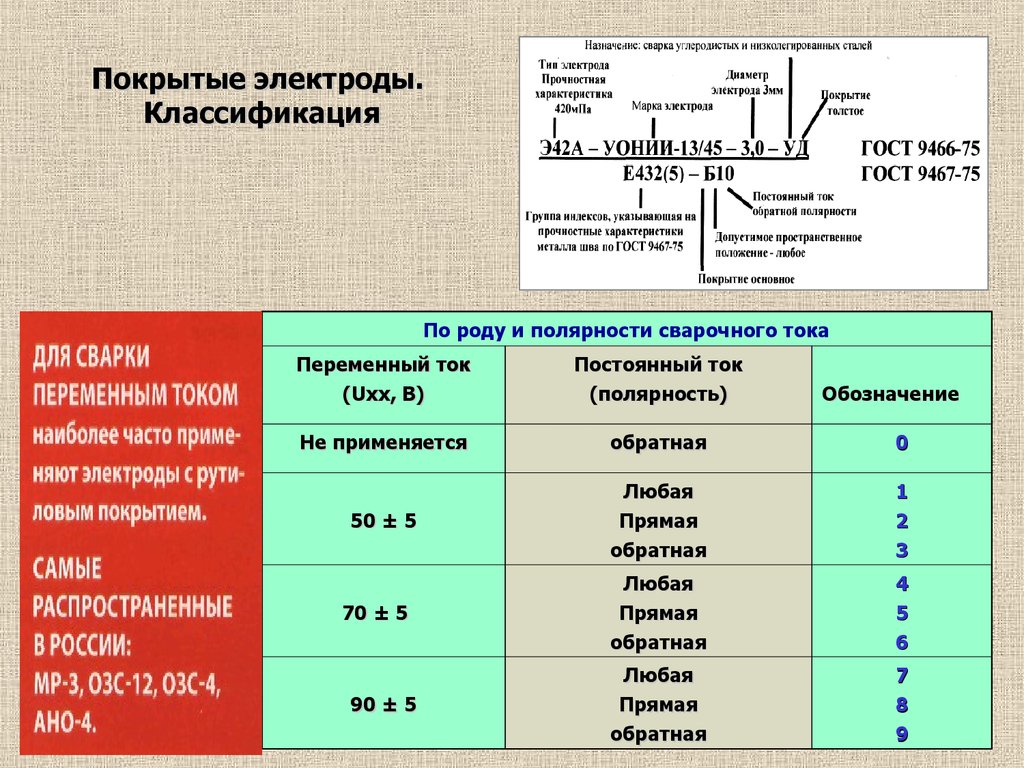
Какова функция покрытия электродов
Покрытие нужно, чтобы улучшить характеристики сварочных стержней. Популярные покрытия – из рутила и основное. Последнее применятся в большинстве марок, потому что гарантирует хорошее качество шва при сварке инвертором.
Опытный сварщик, выбирая такое покрытие и правильный диаметр, сварит прочный шов, способный выдержать большие нагрузки.
Для сварки инвертором низкоуглеродистых металлов выбирают рутиловые стержни. Оно не дает появляться порам в швах, варят с любыми видами тока, такие электроды используют несколько раз. Их удобно использовать, особенно в непростых местах.
Во время горения они не выделяют токсичные вещества, поэтому и считаются более безопасными.
Выбор электродов для сварки инвертором для начинающих: как и какие выбрать по видам металла
Очень часто в домашних условиях главным критерием, которым руководствуется начинающий сварщик становится материал.
Нержавеющая сталь
Это одно из самых часто используемых комплектующих, поэтому расходники для него даже выделяют в отдельную группу. Для ручной берите ЦЛ-11 – это надежный и простой в эксплуатации вариант.
Для ручной берите ЦЛ-11 – это надежный и простой в эксплуатации вариант.
Чугун
Здесь также есть своя группа расходных элементов. Они бывают никелевые, медные и железно-медно-никелевые. Отдайте предпочтение марке ОЗЧ. Для ковкого сплава подойдет изделие с номерами 2 и 6, для литого – 1 и 3.
Арматура
Для нее годится товар с рутиловым или основным покрытием АНО-21.
Оцинковка
Популярные среди изделий из этого материала – УОНИ 13/55, ЦУ-5, ЦЛ-20, ТМУ-21.
Медь
Специальные расходники для пластичного металла – ОЗБ-2М и АНЦ/ОЗМ-2.
Как подобрать лучшие электроды для сварки инвертором
Опытные мастера рекомендуют следующие марки:
Фтористо-кальциевое покрытие
- ESAB;
- УОНИ 13/55.
Рутиловый слой
- АHO-4;
- МP-3;
- ОК 46.00.
Нержавеющая сталь
- НЖ-13;
- ОЗЛ-8;
- ЦЛ-11.
Мы рассказали вам, как начинающему мастеру выбрать подходящие расходники, дали указания, на каких вариантах остановиться, если пока не можешь оценить ситуацию с высоты собственного опыта, и рассказали, как выбирают определенный диаметр электрода.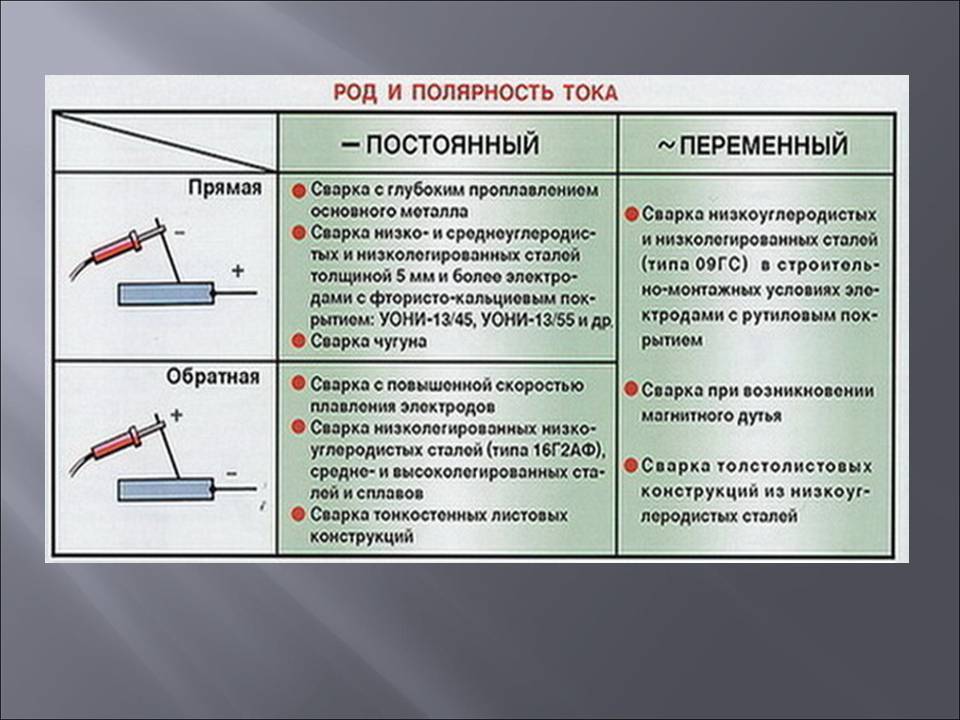 Надеемся, наши рекомендации позволят вам качественно выполнить работу и помогут дальше совершенствовать свое мастерство. занимается продажей ленточнопильных станков, для индивидуальной консультации свяжитесь с нашими менеджерами по контактным телефонам, указанным на странице.
Надеемся, наши рекомендации позволят вам качественно выполнить работу и помогут дальше совершенствовать свое мастерство. занимается продажей ленточнопильных станков, для индивидуальной консультации свяжитесь с нашими менеджерами по контактным телефонам, указанным на странице.
Регулировка сварочного тока
Сварочный ток, используемый в инверторе Ресанта, выставляется в соответствии с диаметром электрода. Данная информация приведена в таблице, она также указывается и на упаковке изделий. Простейший расчет предполагает для каждого миллиметра в диаметре от 20 до 30 А сварочного тока. Несмотря на такой широкий диапазон, получаются хорошие результаты, приемлемые для работы. Кроме того, нужно учитывать, каким образом будет накладываться шов. Если сварка выполняется без отрыва – следует пользоваться низкими токами, а с отрывом – потребуется повышенный ток.
Welding Electrodes: Размеры и применение сварочных прутков
Независимо от того, являетесь ли вы профессиональным сварщиком, домашним любителем или новичком, заинтересованным в полноценной работе в области сварки, сварочные электроды будут занимать центральное место в ваших сварочных проектах. Из-за их важной роли вы должны знать, какой тип электрода использовать для различных работ.
Из-за их важной роли вы должны знать, какой тип электрода использовать для различных работ.
Вот что вам нужно знать об электродах, чтобы всегда выбирать правильный электрод для каждого применения:
Что такое сварочные электроды?
Электрод представляет собой металлическую проволоку с покрытием, изготовленную из материалов, аналогичных основному металлу. Сварочные электроды представляют собой отрезки проволоки, подключенные к сварочному аппарату для создания электрической дуги при прохождении через них электрического тока, и дуга выделяет достаточно тепла для плавления и плавления металлов.
Существует два основных типа сварочных электродов: плавящиеся и неплавящиеся. При сварке стержнем, также известной как дуговая сварка металлическим электродом (SMAW), электроды являются расходуемыми, используются во время сварки и вплавляются в сварной шов. С другой стороны, вольфрамовые электроды для сварки в среде инертного газа (TIG), обычно изготавливаемые из вольфрама, являются неплавящимися и не вплавляются в сварной шов.
Дуговая сварка металлическим газом (GMAW), или сварка MIG, как ее обычно называют, использует в качестве электродов проволоку с непрерывной подачей. В то же время при дуговой сварке с флюсовой проволокой также используется плавящаяся проволока с непрерывной подачей, но это трубчатый электрод, содержащий флюс.
Выбор подходящего электрода
Выбор электрода определяется требованиями сварочного задания. К ним относятся:
- Прочность: Обеспечивает соответствие электрода требуемой прочности соединения.
- Положение сварки: выбор электродов ограничен в зависимости от положения сварки: над головой, горизонтально, вертикально и плоско.
- Источник питания: вы не можете использовать стержень, который не работает от вашего источника питания.
- Тип соединения: Факторы включают проникновение, доступ к соединению для удаления шлака, толщину материала и чистоту поверхности.
- Материал: стержневые сварочные электроды изготавливаются из чугуна, высокоуглеродистой стали, мягкой стали, не содержащей железа (цветной) и специальных сплавов.

Какие существуют типы сварочных электродов и идеальные области применения каждого типа?
Расходуемые электроды используются при дуговой сварке стержнем, MIG и дуговой сварке с флюсовой проволокой, а стержневые электроды далее делятся на электроды с толстым покрытием (защитная дуга) и электроды с легким покрытием.
Электроды с толстым покрытием: Как следует из названия, эти электроды имеют более толстое покрытие, наносимое погружением или экструзией. Они производятся в трех типах: эти целлюлозные покрытия, минеральные покрытия или их комбинация. Электроды с целлюлозным покрытием защищают расплавленный металл газовой зоной вокруг зоны сварки, а электроды с минеральным покрытием образуют шлаковый налет. Электроды с толстым покрытием рекомендуются для сварки сталей, чугуна и твердосплавных наплавок.
Электроды со светлым покрытием: Светлые покрытия уменьшают количество примесей, помогают сделать металл более однородным, повышают стабильность дуги и производят тонкий шлак.
Что означают цифры на сварочных электродах?
Среди многочисленных вещей, которые вам нужно будет усвоить, когда вы начнете сварку электродами, это отличать один электрод от другого. Вы можете определить тип сварочного электрода, который у вас есть, изучив несколько цифр и букв, напечатанных на основании электрода.
Каждый стержневой электрод уникален, например, некоторые хорошо работают на ржавом металле, а другим требуется чистая сталь. Некоторые подходят для любого положения сварки, а другие предназначены только для плоской сварки. Идентифицировать стержневой электрод относительно легко, если вы знаете, как интерпретировать четырех- или пятизначный буквенно-цифровой код, который говорит вам, что вам нужно знать.
Вот пример номера сварочного электрода:
E7018
Первая буква означает «электрод», расходуемый проводящий элемент сварочной цепи, создающий дугу.
Первые две цифры обозначают предел прочности при растяжении наполнителя электрода. Прочность на растяжение указывается в тысячах фунтов на квадратный дюйм, поэтому этот электрод будет выдерживать нагрузку 70 000 фунтов или обозначаться как 70. Прочность материала на растяжение относится к максимальному растягивающему напряжению, которое он может выдержать до разрушения.
Прочность на растяжение указывается в тысячах фунтов на квадратный дюйм, поэтому этот электрод будет выдерживать нагрузку 70 000 фунтов или обозначаться как 70. Прочность материала на растяжение относится к максимальному растягивающему напряжению, которое он может выдержать до разрушения.
Третья цифра в идентификационном номере электрода — 1, что указывает на то, что этот электрод подходит для всех положений сварки. Если бы цифра была 2, это означало бы, что этот электрод подходит только для плоской и горизонтальной сварки. И, пропуская цифру 3, цифра 4 идентифицирует электрод как подходящий для сварки только в плоском, горизонтальном, вертикальном положении вниз и в верхнем положении.
Четвертая цифра в идентификационном номере электрода указывает тип покрытия и ток. В следующей таблице поясняется:
Цифра | Покрытие | Сварочный ток |
0 | Натрий с высоким содержанием целлюлозы | DC+ |
1 | Калий с высоким содержанием целлюлозы | AC, DC+ или DC- |
2 | Высокое содержание титана натрия | переменного тока, постоянного тока- |
3 | Высокое содержание титана калия | AC, DC+ |
4 | Железный порошок, диоксид титана | AC, DC+ или DC- |
5 | Натрий с низким содержанием водорода | DC+ |
6 | Калий с низким содержанием водорода | AC, DC+ |
7 | Высокое содержание оксида железа, порошок калия | AC, DC+ или DC- |
8 | Калий с низким содержанием водорода, железный порошок | AC, DC+ или DC- |
|
|
|
Идентификационный номер электрода указывает на то, что электрод (E) имеет предел прочности при растяжении 70 000 фунтов (70) и подходит для всех положений сварки (1).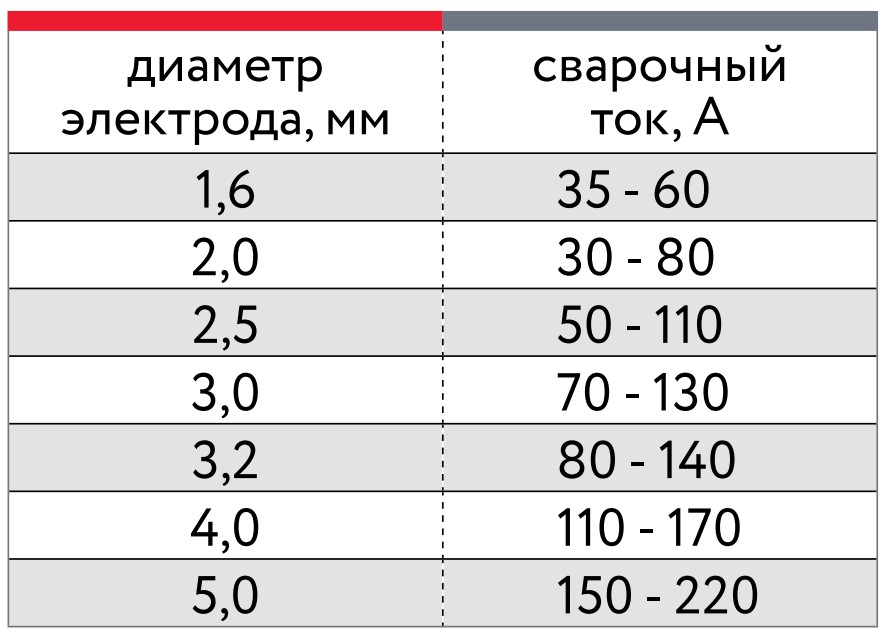 Как видно из диаграммы выше, покрытие представляет собой порошок калия и железа с низким содержанием водорода при сварке переменным, постоянным или постоянным током.
Как видно из диаграммы выше, покрытие представляет собой порошок калия и железа с низким содержанием водорода при сварке переменным, постоянным или постоянным током.
Каковы стандартные размеры штанг и как они определяются?
Наиболее распространенные диаметры стержневых стержней — 3/32″, 1/8″ и 5/32 дюйма, и эти размеры подойдут для большинства ваших сварочных проектов. Однако было бы лучше, если бы вы понимали, как выбор этих размеров стержней соотносится с толщиной основного металла и какую роль они играют в достижении сварного шва профессионального качества.
Например, стержни меньшего диаметра, такие как 1/16 дюйма и 5/64 дюйма, работать сложнее, чем стержни обычного размера. Эти стержни предназначены для заготовок тоньше 1/8″, но 1/8″ — это самый тонкий материал, рекомендуемый для сварки электродом. Стержни размером менее 1/8 дюйма имеют тенденцию вибрировать на конце, что требует твердой руки. Кроме того, их сложнее найти и они стоят дороже.
Удилища 3/16″ и больше также более сложны в использовании. Они предназначены для самых толстых и больших заготовок и требуют значительного опыта для получения хорошего сварного шва. Они также создают большие лужи, которые трудно контролировать. Вам понадобится сварочный аппарат, способный выдавать большую силу тока, а по мере того, как стержни становятся больше, увеличивается и опасность. Больше тепла, УФ-лучей, дыма, брызг и шума равнозначно проблеме безопасности.
Толщина основного металла
Как правило, вы выбираете стержень на размер тоньше основного металла. Например, если толщина основного металла составляет 1/8″, используйте стержень 3/32″. Это хорошо работает при толщине до 3/16 дюйма и для стандартных сварных швов, таких как односторонний однопроходный стыковой шов.
Конечно, это правило не является жестким и быстрым, поскольку многие профессионалы в области сварки выбирают диаметр стержня, который в два раза меньше толщины основного металла, и получают отличные результаты. Однако, если вы используете стержень намного тоньше, вы рискуете получить низкую скорость осаждения металла.
Однако, если вы используете стержень намного тоньше, вы рискуете получить низкую скорость осаждения металла.
Выбор стержня того же диаметра, что и толщина основного металла, может привести к тому, что тепло пройдёт сквозь металл и создаст чрезмерную деформацию. Некоторые начинающие сварщики ошибочно выбирают стержень толще основного металла, что приводит к слишком сильному нагреву соединения, что делает сварку практически невозможной.
Одно исключение из этого правила относится к очень тонким металлам. Например, если вы свариваете листовой металл 17-го калибра (1,4 мм), наименьший стержень будет 1/16 дюйма (1,6 мм). Однако электродуговая сварка тонких металлов – сложная задача, требующая большого опыта и дающая неудовлетворительные результаты. Сварщики-ветераны иногда используют более толстые стержни для более тонких металлов, поскольку стержни меньшего диаметра труднее найти и стоят дороже.
Кроме того, когда основной металл толще 3/16″, можно скосить соединение для полного провара и сварить его стержнями обычного размера.
Заключительные мысли
Выбор электрода для электродуговой сварки относительно прост, если вы помните несколько советов:
- Учитывайте тип сварки и основной материал
- Узнайте, что обозначают номера электродов. Например, стержень с номером 6011 будет иметь предел прочности при растяжении не менее 60 000 фунтов на квадратный дюйм сварного шва.
- Последние две цифры номера стержня относятся к флюсовому покрытию на стержне, при этом более высокие цифры означают большее экранирование и большее количество флюса или металла.
- Электрод 6011 используется для стандартного обслуживания и может использоваться во всех положениях сварки, работает с грязными металлами и допускает несовершенное соединение.
Сварочный электрод положительный или отрицательный?
Сварка электродом — это популярный и универсальный метод сварки, который используется в самых разных областях, но один вопрос, который ставит в тупик многих энтузиастов сварки, звучит так: электрод для электродной сварки положительный или отрицательный? Этот простой, но важный аспект электродуговой сварки может существенно повлиять на качество и прочность ваших сварных швов.
Являетесь ли вы опытным сварщиком или только начинаете, знание полярности сварочных электродов необходимо для получения первоклассных результатов сварки.
Итак, пристегнитесь и приготовьтесь узнать все тонкости полярности сварочных электродов!
Свяжитесь с нами сейчас
Знакомство с электродом для сварки электродом
Сварка электродом, также называемая SMAW (дуговая сварка в среде защитного металла), представляет собой тип сварки, при котором металлический присадочный электрод, покрытый флюсом, используется для соединения металлических деталей.
Электрод удерживается держателем и вручную перемещается по металлу. При плавлении он выделяет защитный флюс и действует как присадочный материал для сварного шва.
Правильный электрод должен быть выбран для конкретного применения сварки и свариваемого металла.
Основы электродов для сварки электродами
Они выделяют флюс для защиты и экранирования, а также действуют как присадочный материал для сварного шва. Существуют разные типы электродов для различных сварочных работ, и важно выбрать правильный электрод для свариваемого металла и условий сварки.
Существуют разные типы электродов для различных сварочных работ, и важно выбрать правильный электрод для свариваемого металла и условий сварки.
Понимание основ использования электродов для сварки электродами может улучшить результаты сварки.
Электрод для электродной сварки положительный или отрицательный?
При сварке стержнем используется ручной электрод, который перемещается вдоль свариваемых металлических частей.
Электрод подключается к сварочному аппарату с использованием постоянного тока (DC), а полярность электрода, положительная или отрицательная, определяет протекание электрического тока в процессе сварки.
Обычно электрод отрицательный, а металлические части положительные (электрод постоянного тока отрицательный или DCEN), но в некоторых случаях электрод может быть положительным, а металлические части отрицательными (положительный электрод постоянного тока или DCEP).
Правильная полярность зависит от способа сварки и свариваемого металла.
Как правильно определить силу тока для вашего сварочного проекта?
Сварка требует правильного количества электрического тока или силы тока для создания прочного и стабильного сварного шва.
Использование неправильной силы тока может привести к слабому сварному шву или повреждению металлических частей.
См. руководство производителя
- Найдите рекомендуемый диапазон силы тока для используемого сварочного электрода.
- Этот диапазон должен учитывать толщину металлических деталей и положение сварного шва.
Настройка в зависимости от условий сварки
- Учитывайте такие факторы, как используемый источник питания, температура и влажность окружающей среды.
- При необходимости отрегулируйте рекомендуемый диапазон силы тока.
Начните с меньшей силы тока
- Постепенно увеличивайте силу тока, пока не достигнете желаемых результатов.
- Это поможет предотвратить перегрев и деформацию металлических частей.

Мониторинг сварного шва
- Наблюдайте за внешним видом и звуком сварного шва, чтобы убедиться, что он прочный и стабильный.
- Обратите внимание на количество выделяемого тепла, так как слишком большое количество тепла может указывать на слишком высокую силу тока.
Определение полярности электродов для сварки электродами Положительный ( DCEP) или отрицательный электрод постоянного тока (DCEN).
 Важно выбрать правильную полярность для достижения лучшего качества, проникновения и эффективности.
Важно выбрать правильную полярность для достижения лучшего качества, проникновения и эффективности.Раскройте свой сварочный потенциал: откройте для себя правильную полярность сварочных электродов уже сегодня!
Преимущества и недостатки положительной и отрицательной полярности
Сварка стержнем — популярный метод сварки, в котором используется плавящийся электрод, покрытый флюсом, для создания электрической дуги между электродом и свариваемым металлом. Электрод может иметь как положительную, так и отрицательную полярность.
Понимание преимуществ и недостатков каждой полярности важно для принятия обоснованных решений о том, какую полярность использовать для конкретных сварочных работ.
Положительная полярность:
Преимущества:
- Большее проникновение: Повышенное тепловыделение при положительной полярности приводит к более глубокому проплавлению, что делает его идеальным для сварки более толстого металла.

- Улучшенный контроль длины дуги: Положительная полярность позволяет лучше контролировать длину дуги, облегчая поддержание стабильной дуги.
Недостатки:
- Повышенное разбрызгивание: Положительная полярность может привести к увеличению количества брызг, что приведет к увеличению времени очистки и менее привлекательному внешнему виду конечного продукта.
- Сокращение срока службы электрода: Повышенное тепловыделение при положительной полярности также может привести к сокращению срока службы электрода, что означает более частую замену электрода.
Отрицательная полярность:
Преимущества:
- Уменьшение разбрызгивания: Меньшее выделение тепла при отрицательной полярности приводит к меньшему разбрызгиванию, что делает конечный продукт более чистым и привлекательным.
- Увеличенный срок службы электрода: Отрицательная полярность также приводит к увеличению срока службы электрода, что снижает частоту замены электрода.

Недостатки:
- Неглубокое проплавление: Меньшее тепло, выделяемое отрицательной полярностью, приводит к более мелкому проплавлению, что делает его менее подходящим для сварки более толстого металла.
- Меньший контроль длины дуги: Отрицательная полярность может затруднить поддержание стабильной длины дуги, что может привести к проблемам с качеством сварки.
Реальные применения положительной и отрицательной полярности при сварке электродом
Сварка электродом — это широко используемый метод сварки, популярный благодаря своей универсальности, доступности и простоте использования. Полярность электрода, используемого при электродуговой сварке, может оказать существенное влияние на качество и результаты сварки.
Положительная и отрицательная полярность имеют свои уникальные преимущества и недостатки, что делает их подходящими для различных реальных приложений.
Положительная полярность Применение:
- Сварка в тяжелых условиях: Положительная полярность идеально подходит для сварки в тяжелых условиях, требующих глубокого провара, например, при сварке толстых металлических листов или конструкционной стали.

- Наплавка: Положительная полярность часто используется при наплавке, которая включает сварку более твердого, устойчивого к истиранию материала с более мягким основным металлом.
Отрицательная полярность Применение:
- Сварка тонкого металла: Отрицательная полярность идеально подходит для сварки тонкого металла, такого как листовой металл или трубы, поскольку при этом выделяется меньше тепла и снижается риск коробления или деформации металла.
- Сварка в замкнутых пространствах: Отрицательная полярность также часто используется при сварке в замкнутых пространствах, таких как трубопроводы или резервуары, поскольку при этом образуется меньше брызг и дыма, что делает использование в ограниченном пространстве более безопасным.
Факторы, влияющие на выбор полярности
Выбор полярности при сварке электродом влияет на качество и результат сварки. Вот ключевые факторы, которые следует учитывать при выборе полярности:
- Толщина металла: Положительная полярность выделяет больше тепла и идеально подходит для сварки более толстого металла, а отрицательная полярность выделяет меньше тепла и лучше подходит для сварки тонкого металла.

- Тип металла: Тип свариваемого металла может повлиять на выбор полярности, поскольку для разных металлов может потребоваться разный подход.
- Желаемый результат: Положительная полярность часто используется для тяжелых сварочных работ, а отрицательная полярность часто используется для сварки тонкого металла и предотвращения разбрызгивания.
- Среда сварки: Среда сварки, например замкнутое пространство, может повлиять на выбор полярности, чтобы свести к минимуму брызги и дым.
Часто задаваемые вопросы (FAQ)
В: Электрод для электродной сварки положительный или отрицательный?
A: Электрод при сварке электродом обычно считается положительным полюсом, а заготовка — отрицательным полюсом.
В: Какой тип электрода используется для дуговой сварки?
A: При сварке стержнем обычно используются покрытые электроды, изготовленные из металлического сплава и покрытые флюсом.
В: Какова основная цель флюсового покрытия в электродах для сварки электродами?
A: Флюсовое покрытие помогает защитить сварочную ванну, стабилизировать дугу и защитить от атмосферных загрязнений.
В: В чем разница между сваркой электродом на переменном и постоянном токе?
A: Сварка электродом на переменном токе и на постоянном токе отличается направлением тока. AC периодически меняет направление, а DC течет только в одном направлении.
В: Каковы преимущества и недостатки дуговой сварки?
A: Преимущества включают в себя: универсальность, низкую стоимость, простоту использования и возможность работать во всех положениях. К недостаткам относятся: низкая скорость, ограниченное проникновение и ограниченное качество сварки.
В: Можно ли использовать дуговую сварку для нержавеющей стали?
О: Да, дуговая сварка может использоваться для нержавеющей стали, но тип используемого электрода зависит от марки нержавеющей стали и способа сварки.
