Как пользоваться газорезкой: Как пользоваться газовым резаком — Avantcom Статьи
Содержание
Особенности резки металла, описание и особенности процесса
Для высокоточного скоростного раскроя металлических заготовок, в том числе – серийных и отличающихся сложной конфигурацией, рекомендуется применять плазменную либо лазерную технологию реза. Если же точность, качество и время выполнения работ вторичны, либо при необходимости выполнения операций в «полевых» условиях, резка металла газовым резаком остается самым востребованным методом обработки металлопроката. Воспользоваться на выгодных условиях услугой газорезки и сварки в Челябинске предлагает компания ООО ПКФ «ЧМП».
Технология резки металла газовым резаком
Распространенность методики обусловлена ее простотой, доступностью и дешевизной. Технология процесса заключается в:
- предварительном нагреве факелом открытого пламени места реза до температуры ≈ 1100 ˚С-1300 °С. Выделяемая при этом кислота активизирует прогрев внутренних слоев металла;
- подачи в рабочую зону струи чистого технического кислорода.
 Он выступает в роли непосредственно режущего инструмента за счет реакции с металлом, который в месте контакта сгорает с образованием расплавленного оксида.
Он выступает в роли непосредственно режущего инструмента за счет реакции с металлом, который в месте контакта сгорает с образованием расплавленного оксида.
Для реализации функционала газорезки обрабатываемую зону тщательно очищают от загрязнений, окислов и ржавчины, лакокрасочного покрытия, что достигается ручным или агрегатным способом чистки поверхности. При соблюдении этого правила и температуре плавления материала более высокой, чем температура горения режущей струи, технология позволяет выполнять рез заготовок толщиной до 300 мм и даже более.
Особенности технологии
Область применения газовой резки – раскрой углеродистых конструкционных сталей, черного металла, нержавеющей стали. Так же с ее помощью удается резать легированную хромом (свыше 8%) сталь и алюминий.
Техника резки металла газовым резаком Р1-01П заключается в применении газа двух видов – пропана либо ацетилена, с помощью которого нагревают заготовку, и кислорода для решения основной задачи. Стабильность подачи обоих видов газа – залог эффективности процесса и получения качественного результата.
Стабильность подачи обоих видов газа – залог эффективности процесса и получения качественного результата.
Алгоритм выполнения работ:
- разогрев стартовой точки до температуры 1100-1300 °С;
- после начала горения металла – подача кислорода в виде узконаправленной струи;
- перемещение резака под углом 85°, противоположным направлению реза;
- после прохождения участка в 20-25 мм – изменение угла наклона на 20-30°.
Резак необходимо перемещать плавно и с неизменной скоростью – так удается избежать незапланированного прогорания металла или наличия непрорезанных участков.
Оборудование
Комплект оборудования для газорезки включает только мобильные компоненты, благодаря чему им допустимо пользоваться не только в стационарной мастерской, но и в удаленных от цивилизации местах:
- резак, укомплектованный насадками. В его конструкцию включены два блока:
- подогревающий, в состав которого входят инжекторная ячейка, наружный мундштук, регулирующие вентили и т.
 д.;
д.; - режущий – внутренний мундштук, подающая трубка, запорный вентиль.
- подогревающий, в состав которого входят инжекторная ячейка, наружный мундштук, регулирующие вентили и т.
- два баллона – пропановый (ацетиленовый) и кислородный;
- понижающий давление редуктор и манометр для контроля показателей;
- соединительные шланги.
Резаки по ГОСТ 5191-79Е представлены в трех вариантах мощности. Для резки газовым резаком толстого металла – от 10 до 300 мм – следует использовать модель большой мощности с внешним мундштуком 5-6 размера.
Преимущества
Газовая резка не теряет своей популярности уже более века, благодаря комплексу достоинств:
- выгодному соотношению стоимости, скорости и качества;
- универсальным возможностям применения;
- автономности;
- возможности проведения только поверхностной обработки материала и выполнения работ разного уровня сложности;
- разрезание материалов толщиной до 300 мм.
Недостатки
В практическом применении встречается несколько методов резки газом – копьевой, кислородно-флюсовый, воздушно-дуговой, пропаном. Некоторые из них позволяют выполнять обработку высоколегированных сплавов, титана, алюминия, но наибольшая результативность газорезки характерна для раскроя низкоуглеродистых сталей. При этом точность конечного результата невелика в сравнении с плазменной или лазерной технологией.
Некоторые из них позволяют выполнять обработку высоколегированных сплавов, титана, алюминия, но наибольшая результативность газорезки характерна для раскроя низкоуглеродистых сталей. При этом точность конечного результата невелика в сравнении с плазменной или лазерной технологией.
Также несоблюдение технологического регламента, недостаточная квалификация или нехватка опыта у исполнителя приводят к деформационным изменениям материала. Для исправления дефекта придется проводить правку заготовки на вальцах, либо применять методы дополнительной термической обработки – обжиг либо отпуск.
Наличие в составе комплекта оборудования взрывоопасных газов требует строгого соблюдения техники безопасности – как в ходе выполнения рабочих операций, так и при транспортировке и хранении баллонов с газом.
Порядок открытия вентилей при газорезке и газосварке — Страница 2 — Плазма и газ-резка, сварка, напыление
#21
tig
Отправлено 16 September 2012 21:57
По правилам ТБ :сначала кислород, потом горючий газ, тушить в обратной последовательности- горючий газ, потом кислород
я не знаю что такое «кемпомат» и «болгарка»-Я знаю П/А и УШМ
- Наверх
- Вставить ник
#22
Metallist
Отправлено 17 September 2012 20:26
Ну мы сначала пропан поджигали, прижимали пламя горелки к верстаку (например) , а потом открывали кислород. ..
..
И еще — на пропане обычно стоят редукторы без манометров (лягушками называют их , плоские такие), а сегодня на работе смотрю — редуктор с манометром (одним) , а спросить не у кого. Скока там атмосфер выставлять? 4?
Или там просто показывает давление в баллоне?
Занимаюсь собирательством ценной информации о электрогазосварке.
- Наверх
- Вставить ник
#23
morgmail
Отправлено 18 September 2012 03:57
Скока там атмосфер выставлять? 4?
При обычных нуждах, не больше одного кг. давление горючего газа всегда дожно быть меньше кислорода, иначе огонёк по шлангу побежит…
Никогда нельзя дожигать полностью кислород, остаточное давление кислорода, всегда должно быть больше горючего газа, иначе бах, не всегда конечно, несколько раз может и пронести, а может и нет. Редуктора и манометры всегда должны быть рабочими, ну если дорого своё здоровье (жизнь) и окружающих.
Редуктора и манометры всегда должны быть рабочими, ну если дорого своё здоровье (жизнь) и окружающих.
- Наверх
- Вставить ник
#24
svarnjuk
Отправлено 18 September 2012 08:54
Рекомендуемые значения давления газов (и горючего и кислорода) обычно указываются в паспорте горелки или резака в виде таблицы. Значения давления меняются в зависимости от толщины матерьяла.
- Наверх
- Вставить ник
#25
илья алтухов
Отправлено 11 October 2012 19:24
Может не совсем в эту тему но интересует порядок открытия вентилей на кислородно пропановом агрегате для резки стали маяк 2 все с кем работаю открывают сначала пропан, потом общий кислород, ну и потом в процессе режущий кислород. Хотя в теории вроде надо сначала общий кислород,потом пропан. В чем разница и какая опасность когда сначала пропан, потом кислород отрывают.
Хотя в теории вроде надо сначала общий кислород,потом пропан. В чем разница и какая опасность когда сначала пропан, потом кислород отрывают.
- Наверх
- Вставить ник
#26
KiraY
Отправлено 13 October 2012 21:08
предпологаю што если перестаратся с пропаном и чиркнуть зажигалкой можно без бровей(бороды) остаться или оставить того кто рядом ..поэтому рекомедуется давать немного кислорода штоб направить пламя резака. ну ето мне так кажется))
BMW e36 coupe ,BBS LM,m52b28, ///M
Главное вовремя понять когда кончается экстрим,и начинается полный п…..!
http://vk.com/id523467
- Наверх
- Вставить ник
#27
Metallist
Отправлено 13 October 2012 21:30
Ну я открываю пропан, поджигаю, прижимаю резак/горелку пламенем к поверхности металла и врубаю кислород. Вот так.
Вот так.
Занимаюсь собирательством ценной информации о электрогазосварке.
- Наверх
- Вставить ник
#28
svarnjuk
Отправлено 13 October 2012 22:22
Попробуйте наоборот: сначала кислород (поменьше), затем пропан (чуть больше). Стабильный (один размер пламени) поджиг прийдёт со временем. Сначала запаливал так на ветру (при любом ветре не тухнет), потом автоматом стал поджигать так всегда. Это удобно.
Обратная последовательность опасна возможным обратным ударом. Должен заметить, что (поджигая пропан) у меня обратного удара не было ни разу. Эта опасность перекочевала с ацетиленовой аппаратуры, помоему это уже кто-то упоминал.
Попробуйте несколько раз и будете поджигать так постоянно.
- Наверх
- Вставить ник
#29
Metallist
Отправлено 14 October 2012 09:48
Хорошо, попробую так.
Занимаюсь собирательством ценной информации о электрогазосварке.
- Наверх
- Вставить ник
#30
LamoBOT
Отправлено 15 October 2012 09:25
большинство современных горелок и резаков — инжекторные (струя кислорода увлекает за собой горючий газ так же, как в газовоздушных струя пропана увлекает за собой воздух). поэтому для правильной работы горелки сначала открывается кислород. инжектор должен быть исправен — при отключенном от горелки рукаве горючего газа при открывании подогревающего кислорода и вентиля ГГ в канале ГГ должно создаваться довольно сильное разряжение — палец заметно притягивает. горелки, которыми пользуются несколько человек, надо иногда проверять на инжекцию, а то идиоты всякие бывают — могут и выкрутить инжектор.
поэтому для правильной работы горелки сначала открывается кислород. инжектор должен быть исправен — при отключенном от горелки рукаве горючего газа при открывании подогревающего кислорода и вентиля ГГ в канале ГГ должно создаваться довольно сильное разряжение — палец заметно притягивает. горелки, которыми пользуются несколько человек, надо иногда проверять на инжекцию, а то идиоты всякие бывают — могут и выкрутить инжектор.
книги по сварке: http://rutracker.org…c.php?t=2616333
- Наверх
- Вставить ник
#31
Александр Михайлович
Отправлено 28 May 2014 06:13
До ужаса боюсь газосварки. Вот нужда заставила столкнутся с данным видом деятельности. Конкретно интересует такой момент. Два балона, кислород и газ. Резак. На нем три вентиля. Учился давно, на резаке вентили были окрашены краской. Не могу вспомнить в какой последовательности нужно открывать вентили на резаке. Два вентиля с верху, один с боку. Вентили с верху расположенны друг за другом. Но один из них на отдельной трубке. Что нужно открывать для розжига резака, какой вентиль открывать для подачи кислорода и какой что бы резать.
Резак. На нем три вентиля. Учился давно, на резаке вентили были окрашены краской. Не могу вспомнить в какой последовательности нужно открывать вентили на резаке. Два вентиля с верху, один с боку. Вентили с верху расположенны друг за другом. Но один из них на отдельной трубке. Что нужно открывать для розжига резака, какой вентиль открывать для подачи кислорода и какой что бы резать.
- Наверх
- Вставить ник
#32
svarnoi69
Отправлено 28 May 2014 06:41
Александр Михайлович, http://uti.tpu.ru/ed…airs/sp/tsp.pdf
- Наверх
- Вставить ник
#33
Шурпет
Отправлено 28 May 2014 07:31
Александр Михайлович, так Вы варить или резать будете? Исходя из Ваших вводных, намечается резка. 3 вентиля — горючий газ ( пропан — бутановая смесь) — тот, что сбоку. Два вентиля сверху на одной трубке — подогревающий и режущий кислород. Один регулирует кол.-во кислорода, подаваемого в смесительную камеру резака, а второй — тот, что ближе к соплу — регулирует поток режущей струи, выходящей из центрального канала мундштука.
3 вентиля — горючий газ ( пропан — бутановая смесь) — тот, что сбоку. Два вентиля сверху на одной трубке — подогревающий и режущий кислород. Один регулирует кол.-во кислорода, подаваемого в смесительную камеру резака, а второй — тот, что ближе к соплу — регулирует поток режущей струи, выходящей из центрального канала мундштука.
- Наверх
- Вставить ник
#34
Александр Михайлович
Отправлено 28 May 2014 07:43
Александр Михайлович, http://uti.tpu.ru/ed…airs/sp/tsp.pdf
спасибо очень помогло!
Александр Михайлович, так Вы варить или резать будете? Исходя из Ваших вводных, намечается резка.
3 вентиля — горючий газ ( пропан — бутановая смесь) — тот, что сбоку. Два вентиля сверху на одной трубке — подогревающий и режущий кислород. Один регулирует кол.-во кислорода, подаваемого в смесительную камеру резака, а второй — тот, что ближе к соплу — регулирует поток режущей струи, выходящей из центрального канала мундштука.
и вам спасибо. Помогли.
Александр Михайлович, так Вы варить или резать будете? Исходя из Ваших вводных, намечается резка. 3 вентиля — горючий газ ( пропан — бутановая смесь) — тот, что сбоку. Два вентиля сверху на одной трубке — подогревающий и режущий кислород. Один регулирует кол.-во кислорода, подаваемого в смесительную камеру резака, а второй — тот, что ближе к соплу — регулирует поток режущей струи, выходящей из центрального канала мундштука.
а подскажите, какой вентиль открывать первый. Я открывал газ, потом подачу кислорода и резал. После резки делал все обратно, закрывал кислород, а потом газ. Все правильно?!
Я открывал газ, потом подачу кислорода и резал. После резки делал все обратно, закрывал кислород, а потом газ. Все правильно?!
- Наверх
- Вставить ник
#35
Шурпет
Отправлено 28 May 2014 07:56
Вспоминаю правила работы на газопламенном оборудовании.) Если меня спрашиваете — порядок действий таков : открыл вентили на баллонах, посмотрел на манометры. Все нормально, немного открыл вентиль горючего газа. Зажигалка, есть факел. Сопло положил чуть под углом на разрезаемую деталь (или на ближайшую металлическую поверхность — св. стол, лист железа и пр), не слишком резко открыл вентиль подогрева. Есть рабочее пламя. По необходимости подрегулировал соотношение «кислород — газ», далее — подогрев кромки, чуть заискрило — открываем режущий. По завершении — закрываем режущий кислород, затем — горючий газ, в завершение — подогревающий кислород. И не забываем о средствах пожаротушения, правилах ОТ и ТБ))) Вроде так.
По завершении — закрываем режущий кислород, затем — горючий газ, в завершение — подогревающий кислород. И не забываем о средствах пожаротушения, правилах ОТ и ТБ))) Вроде так.
Вышесказанное — не есть правила » из учебника», при желании можно найти 3 — 4 отступления от теории, за которые можно «схлопотать»)
- Наверх
- Вставить ник
#36
Александр Михайлович
Отправлено 28 May 2014 10:17
Вспоминаю правила работы на газопламенном оборудовании.) Если меня спрашиваете — порядок действий таков : открыл вентили на баллонах, посмотрел на манометры. Все нормально, немного открыл вентиль горючего газа. Зажигалка, есть факел. Сопло положил чуть под углом на разрезаемую деталь (или на ближайшую металлическую поверхность — св.
стол, лист железа и пр), не слишком резко открыл вентиль подогрева. Есть рабочее пламя. По необходимости подрегулировал соотношение «кислород — газ», далее — подогрев кромки, чуть заискрило — открываем режущий. По завершении — закрываем режущий кислород, затем — горючий газ, в завершение — подогревающий кислород. И не забываем о средствах пожаротушения, правилах ОТ и ТБ))) Вроде так.
Вышесказанное — не есть правила » из учебника», при желании можно найти 3 — 4 отступления от теории, за которые можно «схлопотать»)
Теперь все предельно ясно и понятно. Огромное вам спасибо.
- Наверх
- Вставить ник
#37
PolLitrovaYa_MuLII
Отправлено 28 May 2014 11:31
Самое главное использовать исправный газовый резак или горелку,Если подключаете новую то не поленитесь,проверьте наличие разряжения в газовом штуцере(при использовании инжекторной аппаратуры)
А очередность открытия вентилей,тут много споров.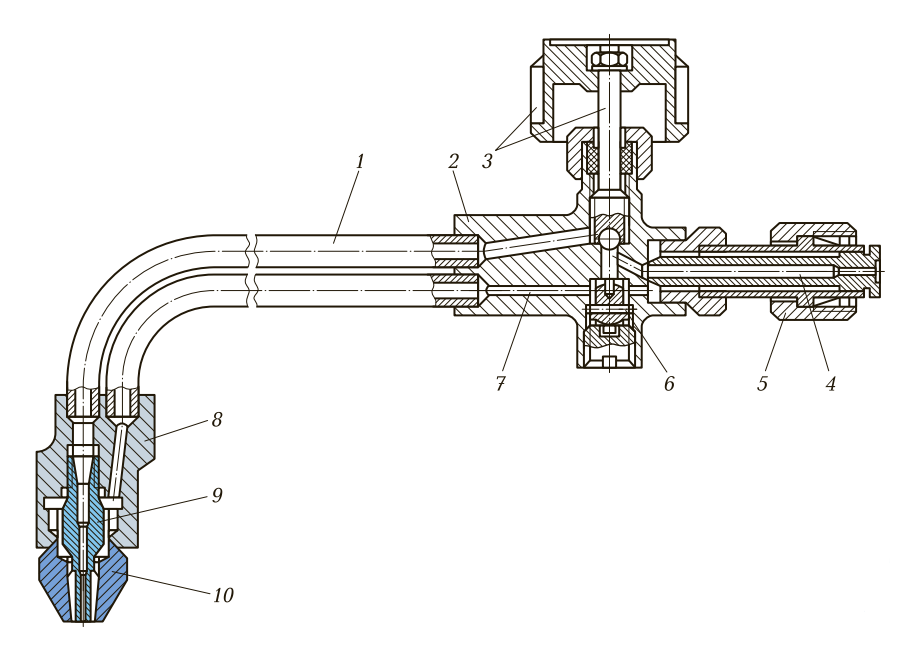 .Книжка пишет что нужно сначала открывать кислород,и потом газ и поджигать уже смесь..
.Книжка пишет что нужно сначала открывать кислород,и потом газ и поджигать уже смесь..
Но на практике особенно с горелкой удобнее регулировать пламя постепенно добавляя кислород в факел ацетилена..
Каждый тут делает по себе-дело опыта просто)
И не бойтесь—соблюдайте не хитрые правила из любой книжки по газ.сварке или резке и все у вас будет ок!
- Наверх
- Вставить ник
#38
ЛехаКолыма
Отправлено 28 May 2014 18:18
День добрый,но все таки правильней будет с начало приоткрывать вентиль кислорода,а затем уже горючего газа,но на практике очень часто : нарушают делая на оборот это как раз в большенстве и приводит к хлопкам так и до обратного удара не далеко.
- Наверх
- Вставить ник
#39
PolLitrovaYa_MuLII
Отправлено 29 May 2014 11:28
Это верно. ..Тут все в том что если вентиль горючего газа подизносился то в смесителе резака или горелки может быть гремучка.
..Тут все в том что если вентиль горючего газа подизносился то в смесителе резака или горелки может быть гремучка.
Поэтому всегда перед поджигом необходимо произвести продувку кислородом.
Я пробовал горелку на ацетилене поджигать так—открываю кислород на 1 оборот,подношу огонь и постепенно открываю ацетилен.
Как только бледный появился фитилек то уже добавляю ацетилена сколько нужно.
- Наверх
- Вставить ник
#40
nik87
Отправлено 23 January 2015 18:51
Я лично делаю так сначала открываю кислород потом добавляю пропан и уже поджигаю смесь иногда получается сразу рабочее пламя, а если нет то просто до регулирую до рабочего. Ну и вопрос не опасен ли такой способ или правильнее сначала поджечь пропан, а потом добавить кислород.
- Наверх
- Вставить ник
Обратный удар при резке изделий из металла. Основные риски. Как избежать?
При работе с открытым пламенем горючего газа работник подвергается риску пострадать из-за воспламенения горелки или других элементов оборудования. Обратный удар при резке металла сопровождается резким хлопком, дымом из мундштука и прекращением (продолжением) горения. Чтобы избежать этого явления, необходимо проверить оборудование и при необходимости уменьшить величину отверстия подачи газа в горелке или снизить объем кислорода в смеси.
Обратный удар при газовой резке
Cтраница 1
Предотвращение обратных ударов достигается двумя путями: снижением количества первичного воздуха в смеси до размеров, образующих самопроизвольно негорючую смесь , и уменьшением величины огневых отверстий с размерами ниже критических величин. Размеры критических отверстий, через которые не происходит обратных ударов пламен, могут приниматься не более: для природных и сжиженных газов — 2 5 мм, сланцевых — 2 0 мм, коксовых — 1 5 мм, водорода — 0 9 мм.
Предотвращение обратных ударов достигается двумя путями; снижением количества первичного воздуха в смеси до размеров, образующих самопроизвольно негорючую смесь , и уменьшением размеров огневых отверстий до 2 5 мм и меньше.
Предотвращение обратных ударов достигается двумя путями: снижением количества первичного воздуха в смеси до размеров, образующих самопроизвольно негорючую смесь , и уменьшением величины огневых отверстий до размеров 2 5 мм и меньше.
Для предотвращения обратного удара пламени предлагается применять металлокерамические огнепреградители
Плавно увеличиваем струю кислорода, которая поджигает расплавленный металл. Если начался бурный процесс, и сталь загорелась, то можно постепенно увеличивать давление кислорода . Если реакция не началась , то следует добавить кислорода и разогреть его.
Начали резать металл и медленно передвигаемся вдоль линии реза. Все продукты обработки сдуваются струей к задней стороне зоны разрезания. Если этот поток замедляется или возвращается, то следует уменьшить скорость резки или остановиться и прогреть материал.
Обратный удар & причины возникновения и защита
Клапан обратного удара
Выполнение газопламенных работ сопряжено с риском возникновения обратного удара пламени.
Если воспламенение проникло в горелку , оно движется по газовым каналам с огромной скоростью.
Последствия такого негативного развития событий могут быть разнообразными:
• выход из строя оборудования
• разрыв рукавов, редукторов, баллонов с ацетиленом или пропаном
• человеческие жертвы!
Причины обратного удара
Что приводит к возникновению такой фатальной ситуации:
• неверное разжигание – ошибочная регулировка кислорода и горючего газа, силы пламени;
• слишком большой разогрев мундштука и трубки, на которую он накручивается, что приводит к самовоспламенению смеси газов еще до выхода ее из горелки;
• в мундштуке накапливается сор, если он забьет отверстие на его конце, давление газа на выходе увеличится;
• закрытие выходного отверстия мундштука путем касания к детали – тоже мешает нормальному выходу газа в окружающую среду.
• если закончился баллон с кислородом или забился инжектор и т.д. – то есть все что влияет на давление кислорода, резкое изменение его значения
Внешние признаки:
• резкий хлопок, но горение пламени продолжается ;
• хлопок с прекращением горения из мундштука идет дым.
Защита защита от обратного удара & клапан
Установка клапана обратного удара спасет Вам жизнь, обезопасит оборудование от порчи, разрушения.
Работает он следующим образом: поток пламени, проникающий в горелку или рукава, немедленно гасится огнегасителем. Противоток пропана, ацетилена или кислорода прекращается запорной пружиной. Процесс блокируется вставкой из металлокерамики, спеченной из порошка.
Неисправности газовых горелок
Небольшие «взрывы», известные как обратные удары пламени и обратные вспышки, могут происходить во время сварки и резки. Самыми распространенными причинами таких неисправностей являются:
aLEX 19 Ноя 2013
Приветствую уважаемую публику. Столкнулся с проблемой обратного удара при увеличении подачи кислорода. Теперь подробнее и сначала. Имеется новый комплект газосварочного оборудования по смыслу буржуйского производства, а точнее мне кажется как всегда Китай, никаких паспортов нет. Так вот, при подключении мундштука для сварки никаких проблем нет, все работает штатно.
Столкнулся с проблемой обратного удара при увеличении подачи кислорода. Теперь подробнее и сначала. Имеется новый комплект газосварочного оборудования по смыслу буржуйского производства, а точнее мне кажется как всегда Китай, никаких паспортов нет. Так вот, при подключении мундштука для сварки никаких проблем нет, все работает штатно.
А вот когда подключаю резак начинаются пляски с бубном. Классическим способом, то есть приоткрыть кислород для эжекции и после ацетилен и при поднесении зажигалки происходит обратный удар . Если сразу открыть ацетилен и поджечь то все ОК, но как начинаешь добавлять кислород – сразу обратный удар. Точнее не сразу, ну можно добиться сильно восстановительного пламени.
Но увеличивая подачу кислорода и приближаясь к нормальному пламени происходит обратка. Пляшу с бубном вокруг резака уже 2й день, параллельно ища подобную проблему в сети, но все тщетно. Давлениями, как кислорода так и ацетилена играл, то есть пробовал поднять/опустить – никакой реакции. Сейчас выставлено Кислород-5атм, ацетилен – 0.8атм.
Сейчас выставлено Кислород-5атм, ацетилен – 0.8атм.
Сопла на резаке пробовал менять, но там и так новое стоит, но пробовал другие, фирменные и новые — все без результатно. Как я понял по конструкции эжектор там встроен в самом сопле. См. фото. То есть регулировать там нечего. Зато выкручивается трубочка, то же см. фото которую я сразу принял за эжектор, но после того как разобрал весь узел оказалось что нет.
И самое интересное, при проверке на эжекцию как это обычно делается, открыв кислород и ацетилен, естественно при этом отсоединив шланг последнего – разряжения нет! А при увеличении подачи кислорода даже наоборот, из ацетиленового шланга идет кислород. Куда копать дальше не знаю, своих мозгов не хватает, надеюсь на ваши рекомендации.
Такими резаками работаю давно, лет 10 уже и никогда не были никаких проблем. Все обслуживание сводилось к чистке сопел и или замене. Предвидя советы, что нужно вернуть его обратно или сдать на ремонт сразу оговорюсь – такой возможности нет.
С возвратами-ремонтами никто заниматься не будет, легче, проще и безгеморойнее заказать новый комплект, но ждать минимум 3 месяца, а то и все пол года, а резать надо и прямо сейчас. Сегодня резали болгаркой листы 16мм замучались! Нужен резак – помогите отремонтировать!
Резка металла
Резка металла представляет собой процесс отделения честей металла для получения заготовки из проката, отливки или другихпоковки и т.п. с помощью специального оборудования. Резать метал можно путем его нагрева и расплавления или механическим способом. В первом случае используют электрическую, газовую, лазерную резку, во втором — резку ножницами, фрезами, рубку гильотиной.
Первые упоминания о газовой резке металлов были сделаны в 1888г. в докладе, прочитанном в Англии Томасом Флетчер. В 1901 году был видан германский патент Герману А. Е. Менне на применение кислорода для резки или, как было сказано, для плавки.
В сентябре 1906 года был выдан в САСШ патент Феликсу Жотранд на процесс резки листов труб и других металлических изделий при помощи приспособления, использующего смесь кислорода и водорода или другого горючего газа совместно со струей кислорода.
Единственными металлами, которые можно резать с успехом, являются железо, мягкая сталь и стали с малым содержанием углерода. Стали с высоким содержанием углерода можно резать струей кислорода при надлежащем предварительном подогреве, зависящем от количества углерода.
Чем выше содержание углерода, тем более высокой должна быть температура подогрева. Например бурый нагрев оказывается достаточным для обыкновенной инструментальной стали, тогда как для некоторых специальных сортов инструментальной стали требуется темно-красный нагрев.
Резка чугуна находится еще в стадии испытаний, но некоторые успехи уже получены при пользовании электрической дугой.
Латунные и бронзовые листы можно резать, помещая их между стальными листами.
Для резки горелка устанавливается на слегка окисляющее пламя: Когда пламя касается стального листа, то, как только будет открыт кран для кислорода, идущего вдоль нагревающего пламени, температура листа весьма быстро достигает точки белого каления.
Тогда металл, нагретый до белого каления, загорается и горение его сопровождается дождем искр. Горящий или окисляющийся металл стекает вниз по сторонам прорези, воспламеняя и расплавляя металл на своем пути.
Быстрота резания меняется с толщиною металла, с размером наконечника горелки, а также зависит от искусства рабочего. Применение газовой резки имеет весьма большое значение там, где производительность, быстрота и экономия в расходах являются руководящими факторами.
Кислородная резка
Получение, транспортировка и хранение кислорода. Горючие газы для кислородной резки.
Свойства и способы получения ацетилена.
1.11. Применение СИЗОД следует сочетать с другими СИЗ удобными для работника способами.
Вспомогательным рабочим, работающим непосредственно с резчиком, рекомендуется пользоваться защитными очками со стеклами марки СС-14 со светофильтрами П-1800.
1.16. При питании газорезной аппаратуры от единичных баллонов между баллонными редукторами и резаком следует устанавливать предохранительное устройство.

применять аппаратуру, работающую на жидком горючем;
оставлять без присмотра резаки и рукава во время перерыва или после окончания работы.
1.22. Газопламенные работы следует производить на расстоянии не менее 10 м от переносных генераторов, 1,5 м от газопроводов, 3 м от газоразборных постов при ручных работах.
Указанные расстояния относятся к газопламенным работам, когда пламя и искры направлены в сторону, противоположную источникам питания газами.
В случае направления пламени и искры в сторону источников питания газами следует принять меры по защите их от искр или воздействия тепла пламени путем установки металлических ширм.
Источники: www.ngpedia.ru, koa-svarka.net, svarka-master.ru, weldzone.info, websvarka.ru, ruswelding.com, www.tehbez.ru
Преимущества и недостатки
Резка металла пропаном обладает рядом достоинств, среди которых можно выделить следующие:
- Газовая резка востребована в ситуации, когда возникает необходимость в разрезании металла значительной толщины или создании изделий по шаблонам, предусматривающим изготовление криволинейного реза, который нельзя выполнить при помощи болгарки.
 Также не обойтись без газового резака и тогда, как стоит задача по вырезанию диска из толстого металла или выполнению глухого отверстия на 20-50 мм.
Также не обойтись без газового резака и тогда, как стоит задача по вырезанию диска из толстого металла или выполнению глухого отверстия на 20-50 мм. - Газовый резак является очень удобным в работе инструментом и отличается малым весом. Всем домашним мастерам, которые имели опыт обращения с бензиновыми моделями, известны неудобства, связанные с большим весом, размерами и шумом. Помимо того, что значительные неудобства создает вибрация, оператор вынужден обеспечить серьезное давление во время работы. Газовые же модели представляются более привлекательной альтернативой за счет отсутствия у них всех вышеобозначенных минусов.
- Использование резки металла газом позволяет в 2 раза ускорить работы, что невозможно сделать при помощи аппарата, оснащенного двигателем на бензине.
- Среди большинства газов, включая и бензин, пропан выделяется более низкой ценой. По этой причине он лучше подходит для выполнения значительного объема работ, например, если возникла задача по резке стали на металлолом.

- При использовании пропановой резки удается создать более узкую кромку среза, нежели при работе с ацетиленовыми резаками. При этом рассматриваемый метод позволяет создать более чистый срез, чем тот, который можно выполнить при помощи бензиновых горелок или болгарки.
Среди недостатков, которыми обладают пропановые резаки, следует выделить лишь единственный: их можно использовать лишь для ограниченного круга видов металлов. Они подходят для резки исключительно низко- и среднеуглеродистых сталей, а помимо этого, и ковкого чугуна.
Особенности использования
Подобные инструменты не подходят для резки высокоуглеродистых сталей по той причине, что они имеют достаточно высокую температуру плавления, которая почти не отличается от температуры пламени. Это приводит к тому, что вместо выброса окалины, имеющей вид столпа искр, с обратной стороны листа, происходит ее смешивание с расплавленным металлом по краям разреза. В результате кислород не может достичь толщи металла, из-за чего ему не удается прожечь материал.
Трудности во время резки чугуна создает форма зерен, а также графит между ними. Правда, это не относится к ковкому чугуну. Не получается решить поставленную задачу, если приходится иметь дело с алюминием, медью и их сплавами.
Важно остановиться на следующем моменте: категорию низкоуглеродистых сталей представляют марки от 08 да 20Г, среднеуглеродистых — марки от 30 до 50Г2. Характерной особенностью марок углеродистых сталей является наличие в их названии спереди буквы У.
Обратный удар при резке металла
Явление, известное под названием обратный удар пламени, описывается как процесс обратного перемещения струи горящих газов во внутреннюю часть горелки.
В данной статье мы попытаемся разобраться в причинах и механике возникновения этого процесса в случае, если приходиться пользоваться газовой резкой.
Как проявляется
Обратный удар пламени чаще всего наблюдается в виде резкого хлопка, после чего происходит:
— угасание пламени горелки, а из мундштука выделяется дым черного цвета;
— пламя не пропадает, но хлопков может быть несколько. В основном связано с неправильной настройкой оборудования или низкой мощности подаваемого в горелку газа;
В основном связано с неправильной настройкой оборудования или низкой мощности подаваемого в горелку газа;
— угасание пламени как последствие чрезмерно длительных манипуляций с окислительным пламенем.
Последний вариант наиболее опасен. Он может сопровождаться не только микро- и макроразрывами шланга, горелки, но и способен спровоцировать взрыв баллонов.
Почему возникает обратный удар пламени? Основные причины
Спровоцировать данное явление могут несколько факторов, к которым относятся:
— неправильный подбор газовой смеси;
— малая мощность подаваемого потока газов;
— мундштук или сменный наконечник горелки сильно перегреваются;
— последствие налипания на мундштук брызг металла;
— наличие песка в горелке;
— произошло случайное касание горелки в детали и перекрылся выход;
— закончился воздух в кислородном баллоне.
Варианты решения проблемы
- На горелке перекрывается кислородный вентиль, а после перекрывают подачу воспламеняющегося газа.

- Проверяется уровень давления в баллонах и параметры регулятора.
- Ждем пока охладится горелка, после чего при надобности проводим ее чистку.
- В случае сильных хлопков проводим дополнительно осмотр шланга, регулятора, баллона.
- Если все хорошо, повторно зажигаем пламя, проверяем как все работает.
Дополнительно также могут устанавливаться устройства, блокирующие обратный газовый поток.
К ним относятся предохранительные затворы, подсоединяемые между горелкой/резаком и источником поступления горючего газа.
Затворы бывают гидравлические (заполняются водой) и сухие (огнепреградители (засыпаются металлокерамическим порошком с мелкопористой структурой).
Небольшие затворы монтируются между горелкой и шлангами, а те что больше по размерах – устанавливаются на выходах регуляторов. Не забывайте, чтобы затворы работали – требуется регулярное их обслуживание.
Таким образом, внедрив все изменения для оборудования, обратный удар пламени будет маловероятен.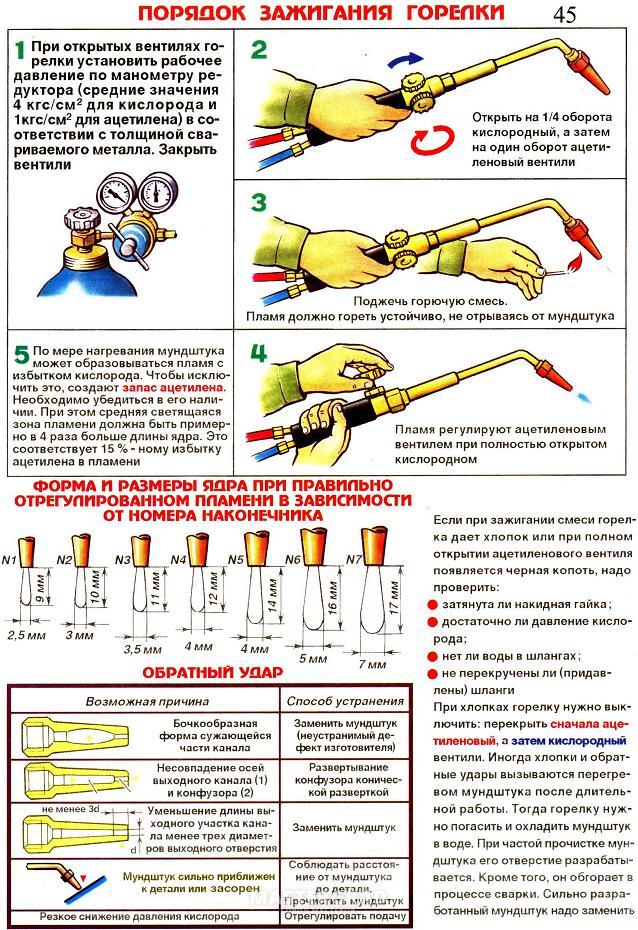 Одним из вариантов решения проблемы может быть более прогрессивная плазменная резка.
Одним из вариантов решения проблемы может быть более прогрессивная плазменная резка.
Она не только более производительная, универсальная, но и более безопасная.
СОВЕТЫ ГЛАВНОГО СВАРЩИКА
БЕЗОПАСНОСТЬ ГАЗОВОЙ СВАРКИ И РЕЗКИ
СОХРАНИТ ВАМ ЖИЗНЬ И ЗДОРОВЬЕ!
ВСТУПЛЕНИЕ
Газопламенная обработка металлов (газокислородная резка, газовая сварка и т.д.) – это целый ряд технологических процессов, которые объединяет обработка металлов высокотемпературным газовым пламенем. Газопламенные работы сопряжены с рядом вредных воздействий и опасностью для человека и его окружения, наиболее часто встречающимися из которых являются:
— вероятность взрыва газов и их смесей; — вредное действие на организм человека выделяющихся газов, паров и пыли; — возможность ожогов и термического воздействия пламени на организм; — вредное воздействие излучения на зрение; — вероятность механических травм;
— повышенная опасность возникновения пожаров.
Помимо известных многим мер и прописных истин по предотвращению подобных случаев, таких как использование спецодежды и обуви, проверки исправности газового оборудования перед началом работ, недопущения курения вблизи баллонов и т.д.
, в настоящее время существует и различные технические приспособления и аксессуары для снижения риска возникновения вредных воздействий и опасностей для здоровья, жизни человека и окружающего его пространства.
Рассмотрим их ассортимент, научимся правильно использовать и сделаем выводы о целесообразности их применения.
КЛАПАНЫ ОБРАТНЫЕ И ЗАТВОРЫ ПРЕДОХРАНИТЕЛЬНЫЕ
Клапан обратный предназначен для предотвращения обратного потока газа в рукава и далее в газовое оборудование. Устанавливается на резак либо горелку. Представляет из себя корпус, в который встроен подпружиненный ниппель, свободно пропускающий поток газа только в одну сторону.
Газ, поступающий из рукава под давлением, преодолевая усилие пружины, перемещает ниппель. При возникновении же перед клапаном обратного тока газа с давлением, равного или превышающего входное давление, обеспечивается мгновенное перекрытие потока газа в обратном направлении.
При возникновении же перед клапаном обратного тока газа с давлением, равного или превышающего входное давление, обеспечивается мгновенное перекрытие потока газа в обратном направлении.
Наиболее распространены два типа клапанов обратных: кислородные (КО, синие) и газовые (ГО, красные).
Экспериментальными методами выявлено, что при обратном ударе пламя распространяется быстрее, нежели ударная волна успевает прижать ниппель в обратном клапане, поэтому данное устройство не всегда способно обеспечить защиту в данных условиях.
Надежным средством защиты от обратного удара являются огнепреградительные устройства – затворы предохранительные, отличающиеся от обратных клапанов тем, что, кроме запирающего ниппеля, в них также встроен пламягаситель.
Таким образом, затвор предохранительный предназначен для предотвращения обратного удара, возникающего при газопламенных работах, в защищаемое газовое оборудование (баллон). Благодаря продуманной конструкции, способен удерживать противоток газа давлением от 0,03 кгс/см и выше, выдерживает не менее 100 обратных ударов подряд.
Затворы предохранительные имеют целый ряд модификаций, предназначенных для установки на резак/горелку, редуктор, в разрыв сварочного рукава. С вариантами присоединения затворов предохранительных и клапанов обратных Вы можете ознакомиться здесь.
ВЕНТИЛИ
Вентили, как и предохранительные устройства, рассмотренные выше, являются обязательными и важными элементами в составе газосварочного оборудования. Баллонный вентиль — это запорное устройство, предназначенное сохранять сжатый или сжиженный газ в баллоне. Шпиндель вентиля перемещается при помощи маховика, открывая или закрывая клапан. Резьба вентиля имеет коническую резьбу.
Вентиль на газовый баллон, должен обеспечивать как точное дозирование потока газа, так и абсолютную герметичность. Баллонные вентили имеют одинаковое назначение, но при этом их конструкция может быть разной.
Выделяют три основных типа вентилей: для баллонов со сжиженным газом, кислородных и пропан-бутановых баллонов.
Отличаются также друг от друга разной резьбой во избежание установки на баллон несоответствующего ему вентиля.
Крайне важно соблюдать чистоту кислородного вентиля, не допуская попадания на него масла и жира. Кислородные вентили можно устанавливать на баллоны с аргоном, азотом, сжатым воздухом и углекислотой.
Вентиль, как правило, состоит из корпуса, сборного запорного элемента, маховика, прокладок, мембран и крепежа. Баллонные вентили возможно менять как в сборе, так и отдельно по частям. Процедуру замены вентиля необходимо выполнять только на специализированных станциях обслуживания.
НАБОР ДЛЯ ЧИСТКИ РЕЗАКОВ, ГОРЕЛОК
Набор для чистки мундштуков и сопел резаков и горелок представляет собой несколько тонких стальных «шарошек», расположенных в удобном корпусе. Предназначен для очистки мундштуков (сопел) горелок и резаков от налипших брызг металла, окалины, нагара, копоти и т. д., образующихся в процессе работы.
В процессе газосварочных и газорезательных работ на наружной поверхности и во внутренних проходных отверстиях образуется нагар, копоть, налипают брызги металла, что не лучшим образом влияет на стабильность и безопасность работы газового оборудования, на время и качество выполняемых работ.
Необходимое оборудование
Как и в случае с любой другой работой, еще до начала резки металла газом следует подготовить необходимое оборудование:
- Баллон с пропаном и кислородом — 1 шт.;
- Шланги высокого давления;
- Резак;
- Мундштук, который должен иметь определенные размеры.
Обязательным условием является наличие на всех баллонах редуктора, при помощи которого можно будет настраивать подачу газа. Следует помнить о том, что баллон с пропаном имеет обратную резьбу, из-за чего навернуть на него дополнительный редуктор не получится.
В общем же газовое оборудование для резки металла имеет схожее устройство, вне зависимости от производителя. В конструкции можно выделить три вентиля:
В конструкции можно выделить три вентиля:
- первый обеспечивает поступление пропана;
- второй вентиль позволяет изменять подачу кислорода;
- последним является вентиль режущего кислорода.
Для обозначения кислородных вентилей обычно используют синюю маркировку, а для вентилей, обеспечивающих подачу пропана — красную или желтую.
Читать также: Труба нержавеющая диаметры таблица
Резку металла обеспечивает струя горячего пламени, воздействующая на металл, которая создается при помощи резака. Когда его включают, в особой смесительной камере происходит смешивание пропана и кислорода, что приводит к появлению горючей смеси.
При помощи пропанового резака можно резать металл, толщина которого не превышает 300 мм. Подробная установка укомплектована элементами, которые в большинстве своем являются сменными. По этой причине при выходе из строя той или иной детали оператору не составит труда выполнить ремонт непосредственно на рабочем месте.
С особой тщательностью следует подойти к выбору мундштука. Ключевой параметр, на который нужно обращать внимание — толщина металла. Если приходится иметь дело с предметом, предусматривающим элементы разной толщины, находящейся в диапазоне от 6 до 300 мм, то придется подготовить мундштуки, имеющие внутренние номера от 1 до 2, а внешние — от 1 до 5.
Обратный удар причины возникновения при газорезке металла
Cтраница 1
Предотвращение обратных ударов достигается двумя путями: снижением количества первичного воздуха в смеси до размеров, образующих самопроизвольно негорючую смесь , и уменьшением величины огневых отверстий с размерами ниже критических величин. Размеры критических отверстий, через которые не происходит обратных ударов пламен, могут приниматься не более: для природных и сжиженных газов — 2 5 мм, сланцевых — 2 0 мм, коксовых — 1 5 мм, водорода — 0 9 мм.
Предотвращение обратных ударов достигается двумя путями; снижением количества первичного воздуха в смеси до размеров, образующих самопроизвольно негорючую смесь , и уменьшением размеров огневых отверстий до 2 5 мм и меньше.
Предотвращение обратных ударов достигается двумя путями: снижением количества первичного воздуха в смеси до размеров, образующих самопроизвольно негорючую смесь , и уменьшением величины огневых отверстий до размеров 2 5 мм и меньше.
Для предотвращения обратного удара пламени предлагается применять металлокерамические огнепреградители
Плавно увеличиваем струю кислорода, которая поджигает расплавленный металл. Если начался бурный процесс, и сталь загорелась, то можно постепенно увеличивать давление кислорода . Если реакция не началась , то следует добавить кислорода и разогреть его.
Начали резать металл и медленно передвигаемся вдоль линии реза. Все продукты обработки сдуваются струей к задней стороне зоны разрезания. Если этот поток замедляется или возвращается, то следует уменьшить скорость резки или остановиться и прогреть материал.
Что такое — обратный удар
Обратным ударом называется процесс горения газа по направлению, противоположному перемещению струи. Скорость сгорания выше скорости истечения, огонь перемещается в мундштук, рукава или баллон.
Скорость сгорания выше скорости истечения, огонь перемещается в мундштук, рукава или баллон.
Важно знать, как происходит обратный удар при резке металла. Всегда слышен хлопок, потом:
- пламя горелки гаснет, появляется черный дым из мундштука;
- пламя горит, слышно еще несколько хлопков;
- горелка гаснет, дым отсутствует.
Наиболее опасен последний вариант, так как может случиться взрыв.
После первого хлопка нужно перекрыть подачу кислорода и газа. Обязательна проверка давления в баллонах. После того, как горелка охладилась, ее необходимо почистить. Если хлопков несколько, следует осмотреть шланги, проверить герметичность соединений. После окончания всех манипуляций можно повторно зажечь горелку.
Причины возникновения
Причин возникновения обратного удара при резке металла несколько:
- ошибки при регулировке объемов подачи газа и кислорода;
- неправильный подбор пропорций смеси;
- перегрев мундштука, провоцирующий воспламенение газа;
- накопление в мундштуке сора, повышающего давление потока;
- нечаянное прикосновение к мундштуку, перекрывающее отверстие;
- переохлаждение редуктора;
- засорение инжектора;
- пустой баллон кислорода.

Это значит, что основная причина обратного удара – увеличение давления кислорода до уровня, превышающего пропускную способность горелки, или снижение из-за утечки или пустого кислородного баллона.
Причины аварий проще предотвратить, чем последствия. Поэтому работая с газом, необходимо:
- затянуть соединения и проверить герметичность обмыливанием;
- в процессе эксплуатации соблюдать правила, установленные Гостехнадзором;
- перемещать баллоны на специальных тележках;
- предотвратить удары баллонов друг о друга;
- закрепить баллоны и отделить барьером, предотвращающим удары и попадание искр;
- закрытые рабочие помещения оснастить качественной вентиляцией;
- не хранить емкости с газом вместе с емкостями с кислородом;
- запасные баллоны хранить в отдельном помещении;
- не допускать попадания на баллоны жиров и масел;
- не греть металл газом без примеси кислорода.
Важно так же каждые 5 лет проводить освидетельствование баллонов.
Последствия обратного удар
Обратный удар при резке металла пропановым резаком может разорвать шланг, редуктор, баллон, выводя оборудование из строя. Но самые страшные последствия: ожоги, травмы, человеческие жертвы.
Чтобы обезопасить работников, необходимо на горелку или редуктор установить клапан. Существуют 2 вида этих устройств: для горючих газов и кислорода. Принцип работы простой. Пламя, проникшее в рукав или горелку, гасится специальным веществом. Потоки кислорода и газа перекрывает запорная пружина.
Чтобы не страдать от обратного удара, необходимо соблюдать технику безопасности и принять дополнительные меры, позволяющие обезопасить работников. Покупка и монтаж клапанов экономически выгоднее, чем восстановление испорченного или взорвавшегося оборудования. А травмы или потерю жизни никакими деньгами не возместить.
Как бороться: обратный удар пламени горелки
Явление, известное под названием обратный удар пламени, описывается как процесс обратного перемещения струи горящих газов во внутреннюю часть горелки.
В данной статье мы попытаемся разобраться в причинах и механике возникновения этого процесса в случае, если приходиться пользоваться газовой резкой.
Почему стреляет пропановый резак?
Здравствуйте! Ситуация, когда стреляет газовый резак, называется обратный удар или противоток и в большинстве случаев ее возникновение зависит от опыта и квалификации сварщика. Пропановый резак хлопает в случае, когда область сгорания газа по разным причинам смещается внутрь горелки и шлангов. То есть скорость сгорания газов оказывается больше, чем скорость их истечения из баллонов.
Скорее всего, пропановый резак стреляет по одной из следующих причин:
- Неправильно отрегулировано давление пропана и кислорода при разжигании.
- Перегрето сопло или ствола резака. Это приводит к преждевременному самовоспламенению смеси еще внутри.
- Уменьшилось проходного сечения сопла резака из-за механического загрязнения.
- Сопло горелки прикоснулось к детали или к поверхности реза.

- Неправильно отрегулирован инжектор смесительной камеры.
- Закончился кислород или по каким-то причинам резко уменьшилось его давление. Например, забился инжектор смесительной камеры.
Обратный удар опасен возможным разрушением резака, редукторов, мест соединения, разрывом шлангов и взрывом. Это очень опасная ситуация и необходимо ее избегать всеми возможными способами.
Если случился противоток, то следует быстро закрыть вентиль горючего газа, потом кислорода и охладить резак. После охлаждения нужно прочистить инжектор, смесительную камеру и мундштуки, все подтянуть и проверить резак на герметичность.
Во избежание возникновения обратного удара рекомендуем использовать резаки ДОНМЕТ 142 или Донмет 300. За счет запатентованной конструкции смесительного узла они обладают высокой безопасностью при резке и стойкостью к обратным ударам. В случае если у Вас уже есть резак другого производителя, то рекомендуем использовать обратные клапаны «Донмет» ОБК и ОБГ или клапаны огнепреградительные КОК и КОГ. Они устанавливаются непосредственно на резак отдельно для кислорода и горючего газа.
Они устанавливаются непосредственно на резак отдельно для кислорода и горючего газа.
Если у вас все еще не получается устранить эти хлопки — свяжитесь с нашими консультантами по телефону +7.
источник
Обратный удар при газовой сварке
Cтраница 1
Предотвращение обратных ударов достигается двумя путями: снижением количества первичного воздуха в смеси до размеров, образующих самопроизвольно негорючую смесь , и уменьшением величины огневых отверстий с размерами ниже критических величин. Размеры критических отверстий, через которые не происходит обратных ударов пламен, могут приниматься не более: для природных и сжиженных газов — 2 5 мм, сланцевых — 2 0 мм, коксовых — 1 5 мм, водорода — 0 9 мм.
Предотвращение обратных ударов достигается двумя путями; снижением количества первичного воздуха в смеси до размеров, образующих самопроизвольно негорючую смесь , и уменьшением размеров огневых отверстий до 2 5 мм и меньше.
Предотвращение обратных ударов достигается двумя путями: снижением количества первичного воздуха в смеси до размеров, образующих самопроизвольно негорючую смесь , и уменьшением величины огневых отверстий до размеров 2 5 мм и меньше.
Для предотвращения обратного удара пламени предлагается применять металлокерамические огнепреградители
Плавно увеличиваем струю кислорода, которая поджигает расплавленный металл. Если начался бурный процесс, и сталь загорелась, то можно постепенно увеличивать давление кислорода . Если реакция не началась , то следует добавить кислорода и разогреть его.
Начали резать металл и медленно передвигаемся вдоль линии реза. Все продукты обработки сдуваются струей к задней стороне зоны разрезания. Если этот поток замедляется или возвращается, то следует уменьшить скорость резки или остановиться и прогреть материал.
Подготовка к работе
Еще до начала резки газом необходимо обследовать прибор, удостовериться, что пропановый резак находится в рабочем состоянии. Далее нужно выполнить следующие операции:
- Подготовка аппарата для резки начинается с подключения к нему шлангов. Ещё до присоединения рукава его продувают газом — это позволит убрать из него мусор и грязь.

- Кислородный шланг необходимо подсоединить к штуцеру с правой резьбой, для этой цели используют ниппель и гайку. Что же касается шланга, через который будет поступать пропан, то его крепят к штуцеру с левой резьбой. Обязательно нужно еще до подключения рукава с газом выяснить, присутствует ли подсос в каналах резака. Эту задачу можно решить путем подключения кислородного шланга к штуцеру кислорода, при этом нужно убедиться, газовый штуцер останется свободным.
- Далее потребуется выставить уровень подачи кислорода на 5 атмосфер, после чего нужно открыть вентили, регулирующие поступление газа и кислорода. Прикоснитесь пальцем к свободному штуцеру — так вы узнаете о наличии подсоса воздуха. В случае его отсутствия придется прочистить инжектор и продуть каналы резака.
- После этого нужно убедиться, являются ли герметичными разъемные соединения. Если удастся выявить утечку, ее устраняют путем подтягивания гаек или замены уплотнителей. Также следует удостовериться в том, достаточно ли герметичны крепления газовых редукторов, в рабочем ли состоянии находятся манометры.

Приступаем к работе
Сначала необходимо перевести кислородный редуктор в позицию, соответствующую 5 атмосфер, газовый — 0,5. Также нужно убедиться, что каждый вентиль находится в закрытом положении.
После этого нужно взять пропановый резак и слегка приоткрыть пропан, а затем поджечь его. Сопло резака нужно расположить таким образом, чтобы оно упиралось в металл, после чего нужно не спеша открыть регулирующий кислород. Далее следует настроить эти вентили один за другим, тем самым будет обеспечена требуемая сила подачи пламени. Во время подобной настройки нужно последовательно открывать газ, кислород, газ, кислород.
При выборе силы пламени необходимо ориентироваться на толщину металла. С увеличением толщины листа придется увеличить силу пламени, что приведет к повышению расхода кислорода и пропана. После настройки силы пламени можно приступать к резке металла. Сопло необходимо держать по отношению к краю металла таким образом, чтобы оно было удалено от разрезаемого предмета на расстоянии 5 мм, а само оно должно располагаться под углом 90 градусов. В некоторых случаях может понадобиться прорезать лист или изделие в центре. В этом случае за стартовую точку выбирают то место, от которого пойдет разрез.
В некоторых случаях может понадобиться прорезать лист или изделие в центре. В этом случае за стартовую точку выбирают то место, от которого пойдет разрез.
Суть процедуры сводится к разогреву верхней кромки до температуры 1000-1300 градусов Цельсия. Точная температура определяется с учетом металла. На практике подобная работа будет иметь вид, когда поверхность как будто «намокает». На сам разогрев потребуется не более 10 секунд. Дождавшись воспламенения металла, нужно открыть вентиль режущего кислорода, после чего начнет поступать мощная узконаправленная струя.
Особенности резки
При открывании вентиля пропанового резака не стоит спешить. В этом случае зажигание кислорода произойдет естественным путем в результате взаимодействия с разогретым металлом. Действуя подобным образом, вы исключите риск обратного удара пламени, во время которого можно наблюдать хлопок. Нужно медленно вести кислородную струю строго параллельно заданной линии. Здесь важно не ошибиться с углом наклона.
Читать также: Чертеж зубчатого колеса автокад
Сперва его выдерживают величиной 90 градусов, после чего необходимо создать незначительное отклонение на 5-6 градусов в направлении, которое противоположно движению резака. Если приходится иметь дело с металлом, толщина которого составляет более 95 мм, то разрешается увеличить отклонение до 70 градусов. После того как прорез в металле достигнет 15-20 мм, угол наклона начинают увеличивать до 20-30 градусов.
Орбита» – машина для газокислородной резки труб
Переносная машина «Орбита» представляет собой производительное оборудование для механизированной газокислородной резки труб, а также снятия фасок под разными углами для последующих сварочных работ. Выпускается в нескольких модификациях в зависимости от назначения и характеристик.
Что это такое?
«Орбита» – это машина для оперативного и высокоточного раскроя труб по их окружности в перпендикулярном направлении оси. Оборудование предназначено для резания трубного проката с диаметрами от 160 до 1420 мм и толщиной стенок 5-75 мм.
Конструктивно устройство состоит из таких компонентов:
- тележка самоходная;
- резательный блок;
- устройство натяжения;
- приводная цепь;
- бандажные пояса.
В зависимости от модели в комплект также может входить блок питания – в этом случае она будет работать от сети – перемещаться по окружности трубы в автоматическом режиме.
Рисунок 1. Конструктивная схема трубореза марки «Орбита»
Принцип функционирования заключается в перемещении самоходной тележки по бандажному поясу. В движение она приводится при помощи звездочки и специализированной приводной цепи, основу которой составляют штампованные звенья. При этом конструкция цепи разборная – звенья набираются до любой необходимой длины. Рассоединяются они предельно просто – методом смещения одного относительно другого.
На тележке с ведущим механизмом расположена штанга с резаком для газокислородной резки. Для перемещения по трубному прокату служит ручной или электрический привод (зависит от условий выполнения работ и модификации).
Преимущества «Орбиты»:
- Малая высота – минимизирует объемы земляных работ во время ремонта уже проложенных трубопроводов.
- Повышенная точность центровки – предельное отклонение в диапазоне между началом и концом реза обычно не превышает 1 мм.
- Достаточно качественный рез – при правильной настройке рабочих режимов резки дополнительная обработка кромок перед сваркой не требуется.
- Возможность одновременной резки и снятия фаски под углом от 0 до 40° под последующую сварку – при условии оснащения машины двумя резаками.
Назначение и область применения
Труборезы марки «Орбита» разработаны специально для суровых условий эксплуатации. Их успешно используют в диапазоне температур от -40 до +40 °C.
Особым спросом машины пользуются при ремонтных работах на трубопроводах в полевых условиях, поскольку производятся модификации с ручным приводом, не требующие подключения к электросети. На предприятиях более распространены модели с электрическим приводом, оснащенные блоком питания и приводящиеся в движение автоматически от сети.
Фото 2. Работа трубореза в полевых условиях
Технические характеристики
Компактная машина для газокислородной резки труб марки «Орбита» считается производительным, надежным и достаточно экономичным оборудованием. Она отличается такими характеристиками:
- Диаметры разрезаемого трубного проката – 160-1420 мм.
- Диапазоны разрезаемых толщин – в пределах от 5 до 75 мм.
- Тип привода перемещения самоходной тележки – ручной или электрический в зависимости от модели.
- Вес оборудования: модель с электроприводом – 20 кг, с ручным приводом – 10 кг.
Основные модели
Сегодня выпускается несколько основных модификаций машины «Орбита»:
- РМ – применяется для резания трубного проката с диапазоном диаметров 160-1420 мм. Отличается наличием ручного привода, что делает оборудование незаменимым при выполнении работ в полевых условиях. Также устройство имеет меньшие габаритные размеры (580×385×320 мм) и вес (всего 10 кг).

Фото 3. «Орбита-РМ»
- БМ – используется для газокислородного раскроя труб с диаметрами от 530 до 1420 мм. Оборудуется электрическим приводом, что существенно облегчает работу, поскольку нет необходимости в процессе резки крутить ручной привод. Обычно используется на промышленных предприятиях, где часто требуется резать трубный металлопрокат. Характеризуется немного большими габаритами (344×518×447 мм) и весом (20 кг). Скорость перемещения самоходной тележки по направляющей может составлять от 100 до 1200 мм/мин. Также данная модель может одновременно работать двумя резаками.
Фото 4. «Орбита-БМ»
Советы по выбору
Основной критерий выбора трубореза «Орбита» – это условия использования:
- Ремонт трубопроводов в полевых условиях – выбирается модификация РМ с ручным приводом, которая работает без подключения к электросети.
- Резка трубного проката на промышленных предприятиях – покупается модель БМ с электроприводом, которая автоматизирует процесс раскроя, но работает от электросети.

По техническим характеристикам эти модели практически не отличаются, однако есть один момент – устройство РМ рассчитано на работу с более малыми диаметрами труб (от 160 мм), а БМ режет только трубный прокат диаметром не менее 530 мм.
При покупке важно обращать внимание на качество исполнения машины и всех ее составляющих элементов. Также обязательно проверяется комплектация оборудования, наличие паспорта и гарантии.
Как правильно подготовить машину к работе?
Подготовка машины «Орбита» заключается в выполнении нескольких простых операций:
- Подсоединение газовых шлангов от оборудования к штуцерам коллектора.
- Подготовка трубы – в направлении радиальном от поверхности трубного проката обеспечивается свободное пространство на расстоянии примерно 600 мм.
- Установка «Орбиты» на трубе. Для этого на трубном прокате закрепляется соответствующий его диаметру бандажный пояс, устанавливается тележка, накидывается цепь на звездочки, подбирается нужная длина и замыкается.
 Затем цепь натягивается с помощью специального натяжного устройства.
Затем цепь натягивается с помощью специального натяжного устройства. - Поджиг пламени и регулировка его размеров, формы (техника не отличается от работ с обычным газокислородным резаком).
- Подведение горелки к поверхности заготовки и фиксация зажимом.
- Резание трубы – перемещение машины выполняется путем вращения рукоятки ручного привода или автоматически с помощью электропривода.
По окончанию работ требуется перекрыть подачу горючего газа и кислорода от источников питания. Все элементы оборудования важно держать в чистоте для обеспечения стабильной и бесперебойной работы составляющих компонентов, поэтому после резки их нужно тщательно очищать от загрязнений.
В следующем видео показан процесс резки трубы большого диаметра труборезом «Орбита» с ручным приводом:
Услуги газорезчика в Москве и М.
 О. Оперативно! Доступные цены.
О. Оперативно! Доступные цены.
Резку металла, а также изготовление металлических деталей и конструкций можно выполнять разными методами раскроя металлопроката: с помощью газа, плазмы и абразива. Кислородная газорезка является самым распространенным процессом резки и раскройки металлов. Она может производиться практически во всех положениях, включая вертикальной плоскости. Кислородная резка состоит из нескольких этапов:
- нагревание металла;
- воспламенение металла;
- выдувание шлака.
Газорезка – наша профессия и призвание
Компания М-Сварка осуществляет демонтаж различных металлоконструкций, включая негабаритные, проводим высотные работы. Мы предлагаем услуги газовой резки металла в любой районе Москвы и в Московской области, для этого вам необходимо лишь оставить заявку на сайте или в телефонном режиме, позвонив по номеру, указанному здесь же. Мы гарантируем максимально оперативный выезд и высокое качество услуг по резке металла газом.
Мастерство наших аттестованных газорезчиков не вызывает сомнений. Они знакомы со всеми тонкостями искусства резки металла: могут правильно установить давление режущего кислорода, которое определяет скорость и качество резки, контролировать его уровень, способны чувствовать и находить наиболее благоприятный режим, сохраняя его на протяжении всего режущего процесса, грамотно настраивать пламя резака. В своей работе мы используем дополнительные приспособления: направляющие линейки, опорные тележки, циркули.
Профессиональные бригады опытных газорезчиков – мы всегда готовы прийти на помощь.
Дело, творимое нашими руками, не может быть скучным, особенно если оно направлено на предоставление качественных услуг нашим клиентам.
Перечень предоставляемых услуг по резке металла
Высококлассные специалисты М-Сварка режут различные металлические конструкции и сооружения из металла:
- грузовые контейнеры;
- металлические гаражи, цеха и ангары;
- станки и промышленное оборудование;
- металлические заборы, гаражные ворота и калитки;
- морские и речные суда;
- цистерны и градирни;
- ж/д вагоны и полувагоны;
- автоприцепы и полуприцепы;
- краны на опорах-козлах, опорные и подвесные кран-балки;
- металлические трубы и армирующие материалы любых диаметров;
- стальные рельсы, балки и швеллера.

Для демонтажа металлоконструкций без хорошего газорезчика не обойтись. Каждый специалист компании М-Сварка осуществляет газоэлектрическую и кислородную резки конструкций из сплавов и цветных металлов. Для создания изделий из металла они мастерски выполнят любую разметку и осуществят резку по шаблонам.
услуги газорезчика
| Ждем ваших вопросов по телефону: +7 (999) 834-06-27 +7 (919) 724-24-51 (WhatsApp) Так же Вы можете отправить заявку на почту: [email protected] |
| Принцип нашей деятельности: Выполняй работу хорошо- или никак! |
М-Cварка это:
Максимальная ответственность при выполнении каждого объекта.
Своевременное оказание услуг и пунктуальность.
Выполнение всех обязательств согласно договоренности.
Актуальная и тщательно взвешенная ценовая политика.
Работа на достижение максимального результата.
Комплексное решение поставленных задач.
Активность и целеустремленность!
Кислородная резка металлов
С помощью газосварочного аппарата можно не только сваривать, но и резать металл. Трубка для режущего кислорода превращает сварочную горелку в резак (разделительный нож). Принцип кислородной резки не сложен. Сталь на узком участке нагревается газовым пламенем, а затем сгорает в струе кислорода. Это возможно потому, что температура воспламенения железа в кислородной среде ниже температуры его плавления. Железо сжигается, оставаясь в твердом состоянии.
Кислородная резка встречается повсюду: на крупных промышленных производствах, строительных площадках, ее пользуются механики автомастерских и скульпторы по металлу. Это один из самых распространенных способов термической обработки углеродистых и низколегированных сталей. Универсальным кислородным резаком можно резать сталь толщиной от 3 мм до 300 мм.
Это один из самых распространенных способов термической обработки углеродистых и низколегированных сталей. Универсальным кислородным резаком можно резать сталь толщиной от 3 мм до 300 мм.
Получить максимально качественный разрез с небольшой шириной и чистыми кромками обеспечивает не ручная, а машинная резка. Переносные газорезательные машины могут выполнять прямолинейную резку, вырезать диски большого диаметра. Диски и фланцы малого диаметра вырезают переносными фланцерезами. Стационарные шарнирные машины способны вырезать по копиру фигурные малогабаритные детали, а портально-консольные, используя фотоэлектронное копирование – крупные детали любой формы.
Кислородно-флюсовая резка
Возможности кислородной резки ограничены. Высоколегированные стали обычной кислородной резке не поддаются, поскольку мешает образующаяся пленка тугоплавких оксидов. Чтобы ее расплавить к универсальному резаку добавляют трубку для флюса – железного порошка. Он непрерывно подается в зону реза, где интенсивно сгорая, повышает температуру. Тугоплавкие оксиды переходят в жидкотекучее состояние и удаляются без труда. С помощью флюса можно резать даже стойкую к коррозии нержавеющую сталь толщиной 100 мм и более.
Тугоплавкие оксиды переходят в жидкотекучее состояние и удаляются без труда. С помощью флюса можно резать даже стойкую к коррозии нержавеющую сталь толщиной 100 мм и более.
Газорезка пропаном
Газовая разделительная резка металла пропаном – это самый доступный, недорогой и широко распространённый способ раскроя металла. Он незаменим при работе в труднодоступных местах. Главный недостаток: в зоне реза создается сравнительно низкая температура, поэтому газорезку с использованием пропана применяют исключительно для раскроя низкоуглеродистых и среднеуглеродистых сталей и ковкого чугуну.
услуги по газорезке
| Остались вопросы? Звоните! +7 (999) 834-06-27 +7 (919) 724-24-51 (WhatsApp) Так же Вы можете отправить заявку на почту: [email protected] |
| Принцип нашей деятельности: Выполняй работу хорошо- или никак! |
Классификация газовых резаков
В зависимости от толщины раскраиваемого материала используются различные виды горючей смеси: ацетилен, пропан-бутан, метан, а также жидкое топливо. На изделиях, предназначенных для резки пропаном (С3Н8), маркируются буквой «П», ацетиленом (С2Н2) – буквой «А».
На изделиях, предназначенных для резки пропаном (С3Н8), маркируются буквой «П», ацетиленом (С2Н2) – буквой «А».
Кроме того резаки классифицируются по следующим признакам:
по назначению:
- универсальные Р1 и Р3– для металлов толщиной от 0.3 до 30 см;
- специальные – для металлов толщиной от 30 см.
по типу дозирующего устройства:
- инжекторные;
- с внутрисопловым смешением газов.
по способу подачи газа:
- вентильные;
- рычажные.
Каждый разделительный нож имеет съемный наконечник с трубкой режущего кислорода и набором сменных мундштуков, выполненных из сплавов на основе меди. Их подбирают в соответствии с толщиной обрабатываемого металла. Мундштуки – наиболее ответственная деталь резаков, поэтому важно, чтобы их поверхность и каналы были чистыми, а их соединение было максимально плотным.
Через канал внутреннего мундштука проходит режущий кислород. По зазору между внутренним и внешним мундштуком выходит горючая смесь, создающая нагревающее металл пламя при сгорании. Металлические детали резаков выполняются из стали, латуни и меди, а ствол – из алюминия.
Металлические детали резаков выполняются из стали, латуни и меди, а ствол – из алюминия.
Резка алюминия газом: важные нюансы технологии
Вопросы, рассмотренные в материале:
- Суть процесса газовой резки
- 4 способа резки металла газом
- Технологию кислородно-флюсовой резки алюминия
- Не менее востребованные способы резки алюминия плазмой и лазером
- Газ для лазерной резки алюминия
- Газы для плазменной резки алюминия
Резка алюминия газом – достаточно сложный процесс, имеющий массу нюансов. Дело в том, что применять обычный для данного метода обработки металла кислород тут не представляется возможным, так как последний просто не выделяет нужного количества тепла.
Выход из ситуации был найден с появлением кислородно-флюсовой резки, подробнее о которой мы расскажем в нашей статье. Кроме того, не следует забывать, что методы лазерной и плазменной резки для обработки алюминия также предполагают использование специальных газов.
Суть процесса газовой резки
Процесс резки алюминия газом заключается в нагревании заготовки до температуры около +1 100 °С и последующей подаче в зону реза кислородной струи. При взаимодействии газа с нагретым металлом происходит его воспламенение. Необходимым для раскроя условием является постоянное и стабильное поступление газовой струи. Кроме того, температура горения металла должна быть ниже температуры плавления. Иначе возникнут сложности с удалением из рабочей области частиц, которые расплавились, но не сгорели.
VT-metall предлагает услуги:
Резка алюминия газом происходит в результате сгорания металла в газовой среде. Операция выполняется с помощью резака, обеспечивающего подачу смеси с нужными пропорциями газа (паров жидкого топлива) и кислородных масс. Резак необходим также для воспламенения газовоздушной смеси и отдельной подачи кислорода в зону реза.
Резка алюминия газом – высокопроизводительный термический способ обработки, позволяющий работать с металлами любой толщины. Ежедневная выработка газосварщика может составлять несколько тонн продукции. К достоинствам этого способа обработки металлов специалисты относят автономность от электрического оборудования. Это важно, так как многие работы ведутся в условиях и на объектах, где источники питания отсутствуют.
Ежедневная выработка газосварщика может составлять несколько тонн продукции. К достоинствам этого способа обработки металлов специалисты относят автономность от электрического оборудования. Это важно, так как многие работы ведутся в условиях и на объектах, где источники питания отсутствуют.
Рекомендуем статьи по металлообработке
- Марки сталей: классификация и расшифровка
- Марки алюминия и области их применения
- Дефекты металлический изделий: причины и методика поиска
С помощью ручного газокислородного оборудования можно выполнять резку различных металлов. Исключение составляют латунь, нержавеющая сталь, медь и алюминий.
4 способа резки металла газом
Существует несколько методов газовой резки металлов. Разница между ними состоит в используемых для работы газах. Выбор того или иного способа зависит от стоящей перед резчиком задачи. При наличии возможности подключения к питанию можно выбрать кислородно-электрическую дуговую резку. Для работы с низкоуглеродистыми сталями больше подходит газовоздушная смесь с пропаном.
Для работы с низкоуглеродистыми сталями больше подходит газовоздушная смесь с пропаном.
На практике чаще всего применяются следующие виды резки:
- Воздушно-дуговая резка.
Суть высокоэффективной кислородно-электрической дуговой резки заключается в расплавлении металла электрической дугой с последующим удалением из зоны реза частиц расплавленного металла воздушной струей. Подача газа при этом способе обработки выполняется вдоль электрода. Минус способа заключается в небольшой глубине разреза, в то время как его ширина может быть любой.
- Резка пропаном.
Широко распространена резка металлов пропаном и кислородом, однако при использовании этих газов существует ограничение по видам обрабатываемых металлов. Способ подходит для титановых сплавов, низкоуглеродистых и низколегированных сталей. При содержании в сплаве свыше 1 % углерода или легирующих элементов пропановая резка не рекомендуется. Пропан может быть заменен другими газами, например, метаном, ацетиленом и др.
Пропан может быть заменен другими газами, например, метаном, ацетиленом и др.
- Копьевая резка.
Кислородно-копьевым способом режут габаритные стальные массивы, технологические производственные отходы и аварийные скрапы. Резка характеризуется увеличенной скоростью обработки. При этом методе используется высокоэнергетичная струя, снижающая расход стальных копий. Высокая скорость процесса обусловлена полным и быстрым сгоранием металла.
- Кислородно-флюсовая резка.
Отличительная черта кислородно-флюсовой резки металлов состоит в подаче в зону реза дополнительного компонента – порошкообразного флюса. Он используется для обеспечения большей податливости обрабатываемого материала в процессе обработки.
Технология кислородно-флюсовой резки алюминия
Результативность кислородно-флюсовой резки металлов на 15–20 % выше за счет мощного пламени и отсутствия необходимости в дополнительном прогревании заготовок. Этот способ является намного более эффективным в сравнении с применяемыми ранее. Благодаря высокой скорости обработки получаются чистые высококачественные края среза. Используемый в процессе флюс обладает высокими термомеханическими или механическими свойствами.
Этот способ является намного более эффективным в сравнении с применяемыми ранее. Благодаря высокой скорости обработки получаются чистые высококачественные края среза. Используемый в процессе флюс обладает высокими термомеханическими или механическими свойствами.
Кислородно-флюсовая резка используется для работы с:
- высоколегированными сталями, содержащими хром и никель, частицы которых при сварке образуют тугоплавкие окислы, не удаляющиеся под воздействием кислородной струи;
- с чугуном и цветными металлами, чувствительным к перепадам температур.
Флюсы могут быть следующих видов:
- алюминиевыми и железными порошками;
- кварцевым песком;
- керамическими (силикокальцием и ферросилицием) для работы с низколегированными сталями;
- феррофосфором, подходящим для резки заготовок из цветных металлов.
Кислородно-флюсовая резка алюминия и других металлов возможна как вручную, так и при помощи специального оборудования. Конструкция последнего состоит из резака, флюсопитателя, передатчика, подающего флюс в резак.
Конструкция последнего состоит из резака, флюсопитателя, передатчика, подающего флюс в резак.
В устройствах для кислородно-флюсовой резки используется металлорежущий инструмент большего диаметра, чем в оборудовании для раскроя с помощью одного кислорода. Газовая среда образуется окислителями, пропаном, азотом, флюсонесущими газами, углекислым газом. Для ручной резки используется специальное устройство – копьедержатель. Машинная обработка выполняется при помощи портальных автоматических устройств и установок. Устройства для ручной и автоматической резки подходят для работы со сталями, чугуном, бетоном, алюминием, различными сплавами цветных металлов.
При работе кислородно-флюсовым способом необходимо рассчитать флюсовый состав для резки заготовки из определенного металла по диаграмме состояния, получения шлакового состава, имеющего минимальную температуру плавления и вязкость. Резаки, используемые при этом способе, отличаются от приспособлений для кислородной резки каналами для подачи газа, имеющими меньший диаметр. Техника раскроя аналогична кислородному способу, но с более мощным пламенем (15–20 %), позволяющим флюсу нагреться до возгорания.
Техника раскроя аналогична кислородному способу, но с более мощным пламенем (15–20 %), позволяющим флюсу нагреться до возгорания.
Высокая теплопроводность цветных металлов (латуни, бронзы, медных сплавов) затрудняет работу с ними. Тепла, выделяемого кислородом, недостаточно для резки деталей из цветмета. Для работы с ними к кислороду и флюсовому порошку добавляют дополнительное вещество – феррофосфор. Прежде чем приступить к резке заготовки, ее нагревают до температуры +300…+400 °С. При работе необходимо пользоваться респираторными масками, поскольку выделяемые в процессе раскроя пары вредны для здоровья.
Не менее востребованные способы резки алюминия плазмой и лазером
- Лазерная резка.
Для этого типа резки необходим лазерный резонатор, возбуждающий узконаправленный луч с волной необходимой длины. Луч направляется на обозначенную линию реза и расплавляет металл заготовки за счет сконцентрированной в нем энергии.
Достоинства резки алюминия лазером заключаются в:
- высокой производительности;
- возможности получать детали необходимого размера и конфигурации без дальнейшей доработки;
- отсутствии деформаций кромок среза;
- возможности создавать изделия различной, в том числе сложной, конфигурации.

К такому способу прибегают при необходимости выполнения в заготовках отверстий сложной формы, соблюдения точных размеров допуска и посадки. Благодаря отсутствию контакта с обрабатываемым металлом не происходит его деформация в процессе резки. Суть обработки состоит в передаче импульсного лазерного излучения, возбуждаемого при помощи волоконной, газовой или углекислотной лазерной установки.
- Плазменная резка.
Для создания плазменного потока используется ионизация электрической дугой поступающего под давлением газа. Ионизированный газ (водород, азот, аргон) нагревается до нескольких тысяч градусов по Цельсию. На алюминий и другие металлы оказывается кратковременное высокотемпературное воздействие, расплавленные частицы удаляются из зоны разреза мгновенно.
Достоинства плазменной резки алюминия заключаются в:
- экономичности;
- возможности резать металлы толщиной 200 и более миллиметров;
- высокой производительности;
- широком спектре подвергаемых обработке металлов и сплавов;
- отличном качестве изделий;
- возможности получения изделий сложной конфигурации – как при серийном производстве, так и по индивидуальным чертежам.

При резке газом алюминия и других металлов выбор газа осуществляется исходя из толщины разрезаемой заготовки: менее 20 мм – используется азот, менее 100 мм –смесь азота с водородом, более 100 мм – смесь аргона и водорода.
Газ для лазерной резки алюминия
При лазерной обработке металлов используют 4 вида вспомогательных газов:
- кислород, являющийся активным газом;
- азот, относящийся к условно инертным;
- аргон и гелий – настоящие инертные;
- атмосферный воздух.
Однако лазерная резка именно алюминия выполняется с помощью условно инертного азота, который участвует в химических реакциях, но не является окислителем. А при работе с большинством металлов специалисты стараются не допускать реакций окисления и горения.
Помимо того, что азот не вступает в реакции окисления в области разреза, он вытесняет из нее содержащий кислород атмосферный воздух. Таким образом, О2 также не вызывает окисления краев разреза.
Кислород при резке алюминия газом отрицательно влияет на качество обработки, не позволяя получить чистые и ровные кромки разреза. Выполняя раскрой алюминия с помощью О2, можно получить неровные края с множеством заусенцев. Некоторое время назад он использовался для резки алюминия, так как не существовало более мощного оборудования.Затем неровные кромки изделий обрабатывали механически, повышая их качество. Однако дополнительная механическая обработка увеличивала затрачиваемое на производство время и, соответственно, повышала стоимость готовой продукции.
В настоящее время используется более мощное оборудование, применение азота позволяет сразу получить разрез высокого качества, не требующий дальнейшей обработки кромок. Этот газ подходит для резки алюминия, нержавеющих, высоколегированных сталей, никеля.
Газы для плазменной резки алюминия
Качественный раскрой цветных металлов получается в результате именно плазменной резки. Плазма, с помощью которой выполняют обработку алюминия и его сплавов, образуется за счет использования неактивных газов: водорода, аргона или азота.
Активные газы, например, воздух и кислород, используются для работы с черными металлами.
Резка алюминия газом с использованием плазмореза возможна при толщине заготовок не более 70 мм.
Не подходят для работы с алюминием газовые смеси, в состав которых входят азот и аргон, поскольку они предназначены для обработки высоколегированных сталей толщиной 50 мм.
Резка алюминия чистым азотом возможна, если речь идет о раскрое деталей, толщина которых не превышает 20 мм.
Использование азота и водорода позволяет осуществлять раскрой алюминия и его сплавов при толщине заготовок 100 мм.
Смесь аргона с водородом используется для раскроя заготовок из алюминия толщиной более 100 мм. Содержание водорода в составе должно быть максимум 20 %, в этом случае он обеспечит стабильную горящую дугу.
Качественная серийная резка алюминия газом выполняется с помощью станков с ЧПУ.
Алюминий обладает специфическими характеристиками, что обуславливает необходимость использования иной технологии обработки, чем при раскрое стали. Мастеру необходимо правильно подобрать способ резки, верно выставить исходные параметры (если раскрой осуществляется с помощью автоматизированного оборудования), проконтролировать процесс. Пластичность и вязкость этого металла не позволяют ошибаться в расчетах.
Мастеру необходимо правильно подобрать способ резки, верно выставить исходные параметры (если раскрой осуществляется с помощью автоматизированного оборудования), проконтролировать процесс. Пластичность и вязкость этого металла не позволяют ошибаться в расчетах.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Процесс, типы газов и преимущества
Газокислородная резка (также называемая газокислородной резкой или газовой резкой) является довольно популярным вариантом процесса термической резки, применяемым на промышленном уровне. Существует несколько различных вариантов газа, которые можно использовать для выполнения этого процесса, с заметными различиями в конечных результатах.
Существует несколько различных вариантов газа, которые можно использовать для выполнения этого процесса, с заметными различиями в конечных результатах.
Одной из главных причин его популярности является диапазон материалов, которые он может резать: толщина материала, с которым может работать газовая резка, варьируется от 0,5 мм до 250 мм. Затраты на оборудование для газовой резки также относительно дешевы по отраслевым меркам, а весь процесс можно выполнять механически, а не только вручную.
Процесс газовой резки
Принципиально говоря, процесс газовой резки относительно прост – в своей основной форме газорезка представляет собой сопло, которое направляет как первичный поток кислорода, так и несколько вторичных потоков комбинации кислорода и газа, который служит топливом.
Рассматриваемый металлический предмет предварительно нагревается с помощью комбинации газа и кислорода (приблизительно до 700-900 градусов Цельсия, так называемая температура «воспламенения»). В этом состоянии металлическая деталь недостаточно горячая, чтобы плавиться, но еще достаточно горячая, чтобы можно было проводить процесс резки.
В этом состоянии металлическая деталь недостаточно горячая, чтобы плавиться, но еще достаточно горячая, чтобы можно было проводить процесс резки.
После нагрева соответствующего металлического предмета первичное сопло направляет поток кислорода на нагретый предмет, вызывая химическую реакцию между металлическим предметом и кислородом. Эта реакция создает «шлак» или оксид железа, который сразу же уносится тем же потоком кислорода, который инициировал реакцию, позволяя самому соплу продолжить резку металлической детали.
Газовая резка в целом имеет четыре основных предпосылки, которые необходимо выполнить в первую очередь:
- Уровень разбавления кислородом должен быть как можно меньше, так как это может отрицательно сказаться на производительности процесса резки в целом.
- Как мы упоминали ранее, температура металлической детали должна быть ниже точки плавления, чтобы процесс резки шел по плану.
- Объем реакции окисления между металлом и кислородом должен быть достаточно большим, чтобы температура воспламенения оставалась на том же уровне.
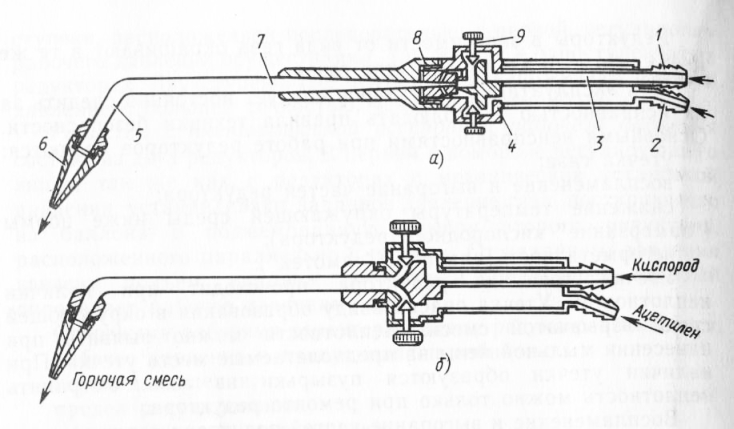
- Температура плавления создаваемого оксида должна быть ниже текущей температуры металла, иначе «шлак» не будет сдуваться потоком кислорода.
Важно отметить, что различные материалы (нержавеющая сталь, различные цветные металлы, чугун и т. д.) имеют разную степень плавления оксида, что требует добавления порошка для снижения температуры плавления оксида и создания « шлак», который можно сдуть.
Различные типы газа
Неудивительно, что газовая резка может использовать различные варианты газа для выполнения процессов газовой резки. Существуют три основные характеристики, по которым можно отличить конкретный тип топливного газа:
- Объем газа, необходимый для начала процесса горения;
- Максимально возможная температура пламени – обычно на конце внутреннего конуса;
- Произведенное тепло сгораемого газа.
Существует пять основных типов газа, которые регулярно используются для выполнения процессов газовой резки: природный газ, MAPP, ацетилен, пропилен и пропан. 3 соответственно). Эта комбинация параметров делает его относительно средним типом газа с точки зрения скорости резки, но его можно использовать при более высоких уровнях давления, что делает его отличным выбором для различных процедур подводной резки.
3 соответственно). Эта комбинация параметров делает его относительно средним типом газа с точки зрения скорости резки, но его можно использовать при более высоких уровнях давления, что делает его отличным выбором для различных процедур подводной резки.
Ацетилен
Если мы ищем тип газа с самой высокой температурой пламени (3160 градусов Цельсия), нам нужен ацетилен. Конечно, самая высокая пиковая температура делает ацетилен одним из газов с одной из самых высоких скоростей резки из всех. Его пламя также намного быстрее, чем что-то вроде пропана, и оно в основном сосредоточено на внутреннем конусе, уменьшая общую площадь металла, на которую воздействует тепло, и, таким образом, уменьшая процент искажения в целом. 93. В то же время у него есть и достаточно большой недостаток, заключающийся в высокой потребности в объеме топливного газа – соотношение кислорода и топливного газа 3,7 к 1.
Пропан
Пропан является последним из пяти типов газа, производящим довольно низкий пиковый уровень тепла, но обеспечивающим большую площадь воздействия тепла вокруг сопла.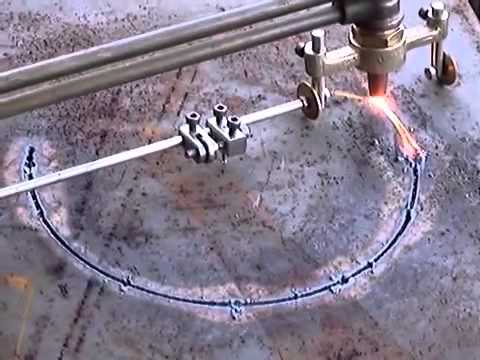 В то время как общая природа пропана делает режущее пламя немного более рассредоточенным по сравнению с чем-то вроде ацетилена, общая скорость резки находится на одном уровне с указанным ацетиленом, даже если скорость прожига ниже из-за более низкого пикового уровня тепла ( 2828 градусов Цельсия).
В то время как общая природа пропана делает режущее пламя немного более рассредоточенным по сравнению с чем-то вроде ацетилена, общая скорость резки находится на одном уровне с указанным ацетиленом, даже если скорость прожига ниже из-за более низкого пикового уровня тепла ( 2828 градусов Цельсия).
Газовая резка в Левстале
Газовая резка — довольно универсальный процесс, в котором используется несколько различных типов газа и наборов сопел, предлагающих различные варианты резки для различных вариантов использования. Специалисты Levstal используют два станка ESAB SXE-P1 4500 для кислородно-струйной резки (газовой резки), и способны работать с черным листовым металлом со следующими параметрами: толщина 15 – 150 мм, ширина до 2800 мм, длина реза до 18000 мм. мм.
Как работает процесс газокислородной резки?
Газокислородная резка Что?
Процесс газокислородной резки позволяет резать сталь с содержанием углерода менее 0,3%. Мягкая сталь состоит из 98% железа, 1% марганца, углерода до 0,3% и различных других элементов в небольших количествах. Газокислородная резка не может резать цветные металлы, такие как алюминий, нержавеющая сталь, латунь или медь. Такие элементы, как хром, никель, молибден, препятствуют резке стали кислородно-топливным процессом. Марганец, кремний, фосфор и сера в нормальных количествах мало влияют на процесс резания.
Мягкая сталь состоит из 98% железа, 1% марганца, углерода до 0,3% и различных других элементов в небольших количествах. Газокислородная резка не может резать цветные металлы, такие как алюминий, нержавеющая сталь, латунь или медь. Такие элементы, как хром, никель, молибден, препятствуют резке стали кислородно-топливным процессом. Марганец, кремний, фосфор и сера в нормальных количествах мало влияют на процесс резания.
Кислородно-топливная резка предлагается на ЧПУ KANO™ HD
VIEW KANO™ HD
Нагрев и окисление
Это простой вопрос тепла и добавления кислорода, что приводит к быстрому окислению. В газокислородных резаках используется медный наконечник с рядом отверстий, расположенных по кругу, для подачи смеси топливного газа и кислорода для создания пламени предварительного нагрева. Температура пламени предварительного нагрева будет варьироваться от 4440° до 6000°F в зависимости от используемого топливного газа и отрегулированного соотношения кислорода и топливного газа.
Как толсто!?
Механизированные газокислородные механизированные резаки, длина которых обычно составляет 10 или 18 дюймов, обычно рассчитаны на резку до 12–15 дюймов. Некоторые специальные механизированные резаки рассчитаны на резку до 30 дюймов и более. Резка толстого листа не требует высокого давления кислорода. Однако для резки толстого листа требуется гораздо больший объем кислорода. Кроме того, шланги и газовый коллектор должны быть рассчитаны на подачу требуемых потоков. Например, машина для резки, предназначенная для резки толстых листов несколькими резаками, обычно имеет внутренний диаметр 1 дюйм. шланги подачи кислорода.
Топливные газы
Природный газ (при наличии достаточного давления) обеспечивает превосходную производительность и минимальные затраты на фут реза. В качестве альтернативы, пропан также даст отличные результаты. При резке низколегированной стали следует рассмотреть использование пропилена или смесей пропилена.
Ацетилен превосходит другие газы на тонких пластинах (менее ¼ дюйма). Однако в 1980-х годах этот сегмент рынка был захвачен плазмой, а затем лазером. Кроме того, ацетилен является самым дорогим топливным газом на кубический фут. Также требуется, чтобы многочисленные цилиндры были соединены вместе, чтобы обеспечить требуемый поток для операций с несколькими резаками.
В Справочнике AWS указано:
- Кислород, используемый для резки, должен иметь чистоту 99,5% или выше
- Более низкая чистота снижает эффективность операции резки
- Снижение чистоты кислорода на 0,1% снизит скорость резки на 10 %
- Кислород низкой чистоты также увеличивает количество и устойчивость шлака к прилипанию
- Чистота кислорода ниже 95% приводит к неприемлемому действию плавления и промывки
Одиночные и двухкомпонентные наконечники
Цельные режущие наконечники обычно предназначены для резки ацетиленом. Цельные медные наконечники с просверленным и обжатым отверстием для центрального режущего потока кислорода и от четырех до шести просверленных отверстий для потока газа предварительного нагрева.
Наконечники, состоящие из двух частей, имеют внешнюю медную оболочку и внутреннюю вставку с несколькими механически обработанными шлицами для подачи газов предварительного нагрева. Режущие наконечники, состоящие из двух частей, обычно предназначены для резки с использованием альтернативных видов топлива, таких как природный газ и пропан.
Собранный двухсекционный наконечник Victor Equipment слева, а также медный корпус и латунная вставка. Цельный медный наконечник показан справа.
Правильный наконечник
Каждый производитель наконечников резака предоставляет таблицы с указанием надлежащего размера наконечника в зависимости от толщины материала. Ниже приведена диаграмма от Harris для их горелки типа 98-6 при использовании в качестве топлива пропана или природного газа. Премиум-результаты требуют тщательного соблюдения технологической карты резки. Наконечники для машинной резки обычно представляют собой наконечники с расходящимся отверстием и коническим или расширяющимся выпускным отверстием. Наконечники с расходящимся отверстием потребляют 70–100 фунтов на квадратный дюйм режущего кислорода и обеспечивают увеличение скорости резания на 25 % по сравнению с наконечниками с прямым отверстием.
Наконечники с расходящимся отверстием потребляют 70–100 фунтов на квадратный дюйм режущего кислорода и обеспечивают увеличение скорости резания на 25 % по сравнению с наконечниками с прямым отверстием.
Пламя предварительного нагрева
После воспламенения газов предварительного нагрева пламя предварительного нагрева настраивается на нейтральное пламя (равное количество топлива и кислорода), окислительное пламя (избыточное количество кислорода) или науглероживающее пламя (избыточное количество топлива). Газокислородная резка обычно выполняется нейтральным пламенем.
Нейтральное пламя предварительного нагрева Окислительное пламя предварительного нагрева Науглероживающее пламя предварительного нагрева
Пламя предварительного нагрева регулируется для получения более мягкого или более агрессивного пламени за счет увеличения количества топлива и кислорода. Некоторые называют эту технику «хождением вверх» по пламени. Агрессивное предварительное пламя быстрее доводит металл до температуры воспламенения.
Расстояние предварительного нагрева
Базовые системы предлагают ручную регулировку подъема горелки оператором вверх/вниз. Усовершенствованные системы автоматически управляют подъемником резака с помощью электронной схемы, измеряющей емкость или индуктивность между резаком и разрезаемым металлом. Наконечник горелки располагается над пластиной на высоте, соответствующей используемому горючему газу.
Пламя предварительного нагрева ацетилена устанавливается прямо над поверхностью пластины для максимального подведения тепла. Пламя предварительного нагрева природного газа и пропана устанавливается примерно на ¾ дюйма выше пластины для максимального подвода тепла.
Связанный:
Машина для резки плазмы с ЧПУ
Просмотр Машины
См. В действии
Время предварительного нагрева
Если высокое предварительное пламя очень мягкое, время до достижения добра может достичь до 2
. минут. Если сильное пламя предварительного нагрева является достаточно агрессивным, время предварительного нагрева материала размером от ½ до 6 дюймов может составлять всего 10 секунд.
минут. Если сильное пламя предварительного нагрева является достаточно агрессивным, время предварительного нагрева материала размером от ½ до 6 дюймов может составлять всего 10 секунд.
Пламя предварительного нагрева должно образовать на листе узор в виде звезды во время предварительного нагрева листа перед включением кислородной резки – как показано ниже.
Внутри круга пламени предварительного нагрева есть отверстие, которое доставляет поток кислорода высокой чистоты. Поток кислорода для резки включается, когда металл достигает оранжевого цвета, что соответствует температуре воспламенения (1600–1800 ° F). Нейтральное пламя предварительного нагрева с потоком кислорода для резки на
. Поток кислорода высокой чистоты вызывает быстрое окисление стали и эта реакция сильно экзотермична. Экзотермическая реакция — это химическая реакция, при которой выделяется энергия света или тепла. Поток кислорода заставляет сталь загореться так же, как бумагу или дерево. Поток кислорода для резки стали заданной толщины одинаков независимо от того, какой топливный газ используется. Слишком мало кислорода вызывает медленный и неровный порез. Слишком много кислорода вызывает широкий вогнутый разрез.
Слишком мало кислорода вызывает медленный и неровный порез. Слишком много кислорода вызывает широкий вогнутый разрез.
Параметры процесса
Оператор должен выбрать правильный топливный газ для задачи и режущий наконечник правильного размера. Источник газов и шланги (как топливный газ, так и кислород) должны обеспечивать требуемый расход при заданном давлении. Давление кислорода и топливного газа должно быть установлено правильно. Пламя предварительного нагрева (низкое и сильное) должно быть отрегулировано на надлежащее соотношение кислорода и топливного газа. Скорость резки должна быть установлена в соответствии с технологической картой резки. Должны быть установлены высота прожига, время предварительного нагрева и время прожига. Во время резки необходимо соблюдать правильное расстояние между наконечником горелки и рабочим расстоянием.
Управление технологическим процессом с ЧПУ
Базовые системы требуют, чтобы оператор станка вручную регулировал давление, контроль скорости прожига и синхронизацию технологических событий для каждого задания. Тем не менее, современные системы ЧПУ все чаще включают в себя встроенные карты резки, которые подсказывают оператору станка, как выполнять резку. После того, как оператор станка выбирает производителя резака, толщину материала и топливный газ, в технологической карте резки обычно отображаются предлагаемая скорость резки, давление газа, синхронизация технологических событий (время предварительного нагрева, время прожига) и наконечник резака правильного размера.
Тем не менее, современные системы ЧПУ все чаще включают в себя встроенные карты резки, которые подсказывают оператору станка, как выполнять резку. После того, как оператор станка выбирает производителя резака, толщину материала и топливный газ, в технологической карте резки обычно отображаются предлагаемая скорость резки, давление газа, синхронизация технологических событий (время предварительного нагрева, время прожига) и наконечник резака правильного размера.
Управление газом
Система управления газом должна обеспечивать возможность индивидуального контроля давления для топлива с низким предварительным подогревом, кислорода с низким предварительным подогревом, топлива с высоким предварительным подогревом, кислорода с высоким предварительным подогревом и кислорода для резки. Он также должен контролировать скорость подъема режущего кислорода во время прожига, чтобы свести к минимуму чрезмерное разбрызгивание во время прожига. Контроль скорости прожига особенно важен при прожиге стали толщиной более 2 дюймов.
Давление газа, заданное ЧПУ
ЧПУ Hypertherm имеют аналоговые выходы, которые могут управлять пропорциональными регуляторами газа, как показано на схеме ниже. Использование этой стратегии позволяет уменьшить количество регуляторов, необходимых для системы подачи газа, с обычных шести до трех, как показано ниже. Аналоговые выходы доступны для трех каналов: топливный газ, предварительный нагрев кислорода и прожиг/резка кислорода.
Регулировка давлений и таймеров
При регулировке давлений газа или таймеров используйте программную клавишу Применить, чтобы отправить давления в систему резки. Пока вы настраиваете систему в соответствии со своими требованиями, вы можете выбрать «Применить», изменить давление на экране и снова выбрать «Применить», не закрывая экран.
Изображение взято из руководства по программному обеспечению ЧПУ Hypertherm Phoenix. Он отображает давление газа и время, которым может управлять ЧПУ.
Автоматический контроль высоты и внутреннее зажигание
Система IHT FIT + с тремя горелками и системой управления позволяет автоматически поддерживать высоту горелки до листа, а также подавать газы по команде с ЧПУ. Система контролирует высоту предварительного нагрева, высоту прожига, высоту резки и высоту возврата после резки.
Система контролирует высоту предварительного нагрева, высоту прожига, высоту резки и высоту возврата после резки.
IHT FIT + три механизированных резака
Ссылки
- http://www.harrisproductsgroup.com/en/Expert-Advice/tech-tips/theory-of-oxy-fuel-gas-cutting.aspx
- http://www.esabna com/us/en/education/blog/oxy-fuel-torch-preheat-and-its-proper-adjustment.cfm
- https://www.thefabricator.com/article/consumables/identifying-the-right-cutting -и-сварочные наконечники
Решения для кислородно-топливной резки
Из всех компаний, с которыми мы работаем в сфере оборудования и инструментов, ответ и обслуживание Park Industries самые лучшие.
Грант Лейман
Производство и поставка Spraggins
Изучив множество плазменных столов, представленных на рынке, мы были рады нашему решению выбрать Park Industries®.
Возможности KANO™ вселили в нас уверенность в том, что мы можем выполнять более разнообразные работы, чем раньше. Легкое общение со службой технической поддержки при возникновении каких-либо проблем делает работу с Kano без стресса, поэтому мы можем сосредоточиться на развитии нашего бизнеса. Мы постоянно ищем новые способы включения машины в нашу повседневную деятельность.
Майк Бренсеке
Сварка и производство Breseke
Служба поддержки клиентов
Park была очень полезной, и мы очень довольны станком плазменной резки с ЧПУ KANO HD.
Макс Стек
Сварка и производство Breseke
Обзор и советы по газовой резке
— Baker’s Gas & Welding Supplies, Inc.
Сварщики, сантехники и многие другие строители и производители часто используют кислородно-топливную резку — процесс, в котором для резки металлов используется топливный газ и кислород. Горелка со специально разработанным наконечником соединяется с топливным баком, обычно ацетиленом или одним из трех популярных альтернативных видов топлива, и смешивает топливо с кислородом, чтобы получить высокотемпературный конус пламени для резки металлов.
Горелка со специально разработанным наконечником соединяется с топливным баком, обычно ацетиленом или одним из трех популярных альтернативных видов топлива, и смешивает топливо с кислородом, чтобы получить высокотемпературный конус пламени для резки металлов.
Кислородно-кислородная резка с использованием таких видов топлива, как ацетилен, обеспечивает простой способ быстрой резки металлов без износа пилы. Это приложение для резки является очень портативным и требует минимальных первоначальных инвестиций, что особенно привлекательно для случайного пользователя, который не хочет вкладывать средства в дорогостоящий блок плазменной резки.
В следующей справочной статье представлены основные виды топлива, советы по резке, использование и меры предосторожности при кислородной резке.
Типы топлива для резки
Для газокислородной резки используются четыре основных вида газа: ацетилен, пропан, пропилен и МАПП (метилацетиленпропадиен).
Ацетилен: Ацетилен был предпочтительным топливом для кислородной сварки, пайки и резки, поскольку он достигает максимально возможной температуры, обеспечивает чистый, эффективный рез и предлагает универсальность. Тепло в пламени ацетилена концентрируется внутри конуса пламени.
Тепло в пламени ацетилена концентрируется внутри конуса пламени.
Высокая стоимость ацетилена и его недавняя нехватка побудили многих сварщиков рассмотреть альтернативные виды топлива, которые не обязательно горят так же сильно, как ацетилен (хотя добавка пропана HGX может это изменить), но предлагают свои преимущества.
Пропан для кислородной резки
Пропан и другие виды топлива на основе пропана часто используются в качестве заменителей ацетилена. На самом деле, многие операции по резке перешли на пропан, чтобы сэкономить на расходах на топливо. Внешний конус пропана обеспечивает большое количество БТЕ, в отличие от пламени ацетилена, которое концентрирует тепло внутри конуса . Сварщики, привыкшие к ацетилену, должны будут адаптировать свои методы путем предварительного нагрева и резки внешним конусом пропанового пламени, чтобы достичь соответствующей температуры резки.
Сварщикам, которые используют пропан вместо ацетилена, может потребоваться немного больше времени, чтобы нагреть металл, но если они используют внешний край нагревательного конуса, они обнаружат, что предварительный нагрев не займет намного больше времени, чем ацетилен. Переход с ацетилена на пропан или любое другое альтернативное топливо потребует замены оборудования для наконечника горелки, самой горелки и шланга в зависимости от топлива.
Переход с ацетилена на пропан или любое другое альтернативное топливо потребует замены оборудования для наконечника горелки, самой горелки и шланга в зависимости от топлива.
HGX Пропан
HGX-3 — новый продукт на рынке, который можно добавлять в пропан для повышения его производительности. Эта смесь, обычно называемая пропаном HGX, режет металл при температурах, сравнимых с ацетиленом. Один галлон HGX-3 можно добавить к 1000 галлонам пропана.
HGX-3 увеличивает температуру пламени газообразного пропана на 15%, достигая температуры пламени 5400°F, и использует меньше кислорода, чем ацетилен. Это делает пропан HGX жизнеспособной альтернативой для сварщиков, привыкших к тепловой мощности и скорости, достигаемой при газовой резке ацетиленом. Подобно другим альтернативным видам топлива, пропан HGX снижает образование шлака и обеспечивает более гладкую и чистую резку.
Одним из самых больших преимуществ альтернативных топливных газов, таких как пропан HGX, по сравнению с ацетиленом является его поставка и хранение. Ацетилен должен поставляться в отдельных баллонах с максимальной вместимостью примерно 400 кубических футов на цилиндр, в то время как альтернативные топливные газы могут поставляться либо в баллонах, либо в наливных станциях, и даже из трубопровода.
Ацетилен должен поставляться в отдельных баллонах с максимальной вместимостью примерно 400 кубических футов на цилиндр, в то время как альтернативные топливные газы могут поставляться либо в баллонах, либо в наливных станциях, и даже из трубопровода.
Пропилен : Подобно пропану, пропилен часто ошибочно считают неэффективным в качестве топлива для резки, поскольку для достижения оптимального теплового потока требуется инжекторная горелка, а также резка и концентрация тепла на внешних краях теплового конуса. Наконечники для пропилена редко нуждаются в очистке и имеют восемь отверстий для эффективного предварительного нагрева. Другими словами, эффективное использование пропилена полностью зависит от правильной настройки горелки и наконечника.
Welding Tips and Tricks рекомендует пропилен в качестве отличной альтернативы, поскольку он не предлагает ограничения в 15 фунтов на квадратный дюйм по рабочему давлению, не содержит сажи, дает больше тепла для нагрева толстого металла и обеспечивает быструю резку металла.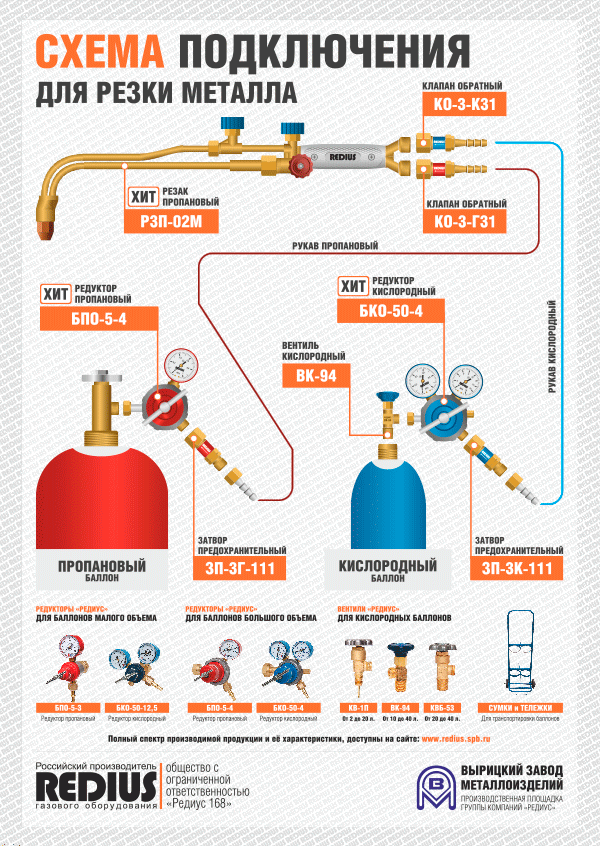
MAPP
Газ MAPP обычно используется вместо ацетилена, поскольку его можно использовать при давлении выше 15 фунтов на квадратный дюйм, и поэтому он гораздо менее опасен при резке стали толщиной до 12 дюймов. MAPP горит при более низкой температуре, чем ацетилен, и представляет собой сжиженный нефтяной газ, который легче хранить, поскольку он легко сжимается.
Газ MAPP чаще используется вместо ацетилена при кислородной сварке. В то время как другие газы, такие как пропан, пропилен и пропан HGX, более широко используются для резки и пайки, MAPP можно использовать вместо ацетилена, хотя MAPP не так сильно горит и может быть дорогим для крупномасштабных операций.
Советы по резакам
Советы по резакам предназначены для каждого конкретного вида топлива и определяют, насколько эффективно вы сможете резать. Использование неправильного наконечника для определенного вида топлива не позволит вам достичь оптимальной температуры и ограничит эффективность резака для резки. Например, наконечник ацетиленовой горелки не имеет нужного количества отверстий для резки пропаном, поэтому пропан с ацетиленовым наконечником не будет достигать оптимального нагрева и будет крайне неэффективен для резки.
Например, наконечник ацетиленовой горелки не имеет нужного количества отверстий для резки пропаном, поэтому пропан с ацетиленовым наконечником не будет достигать оптимального нагрева и будет крайне неэффективен для резки.
Наконечники для резки горелки бывают двух видов: цельные и составные.
Цельные наконечники изготовлены из медного сплава и используются с ацетиленом. Они имеют 4 или 6 предварительно нагретых отверстий и могут работать с легким, средним и сильным предварительным нагревом. Существуют различные цельные режущие наконечники для резака, которые выполняют различные функции, от выдалбливания металла до резки листового металла и других специальных функций. В цельных наконечниках используется метилацетиленпропадиен (MAPP), ацетилен и пропилен, хотя у каждого топлива есть разное количество отверстий, соответствующих определенному типу топлива, поэтому обязательно обратите внимание на количество отверстий в каждом наконечнике горелки.
Наконечники из двух частей требуют более холодных и медленно горящих топливных газов, таких как пропан. В случае с пропаном также важно использовать правильный тип горелки. Инжекторная горелка позволяет сварщикам выполнять разрезы, которые, как утверждают некоторые, чище и быстрее, чем ацетилен. Пропан также предлагает больше возможностей для гибки и нагрева.
В случае с пропаном также важно использовать правильный тип горелки. Инжекторная горелка позволяет сварщикам выполнять разрезы, которые, как утверждают некоторые, чище и быстрее, чем ацетилен. Пропан также предлагает больше возможностей для гибки и нагрева.
Поиск правильного совета для работы может привести к путанице. Американское общество сварщиков (AWS) выпустило Единую систему обозначения кислородно-топливных форсунок еще в 2000 году. В ней они просили, чтобы на всех стандартных наконечниках было проштамповано название производителя, а также идентифицирующий символ топлива, максимальная толщина материала и составная часть. номер для данных и ссылки; однако многие производители до сих пор не следуют этим обозначениям из-за связанных с этим дополнительных производственных затрат. При покупке наконечников проверьте размер кислородного отверстия, размер отверстия и требуемый топливный газ.
Основы газовой резки
При кислородной резке управление расходом кислорода определяет тип резки. Резка горелкой со слишком большим количеством кислорода увеличивает общую стоимость и приводит к широкому разрезу с изогнутыми краями, а не к острым и чистым краям, которые желательны при резке с помощью горелки. Слишком мало кислорода приводит к медленному, неровному резу, который будет раздражать. Скорость потока кислорода должна соответствовать спецификациям производителя наконечника горелки, используемого для резки.
Резка горелкой со слишком большим количеством кислорода увеличивает общую стоимость и приводит к широкому разрезу с изогнутыми краями, а не к острым и чистым краям, которые желательны при резке с помощью горелки. Слишком мало кислорода приводит к медленному, неровному резу, который будет раздражать. Скорость потока кислорода должна соответствовать спецификациям производителя наконечника горелки, используемого для резки.
Резка горелкой выполняется путем предварительного нагрева металла и последующей резки при высокой температуре. Этот процесс расплавит разрезанный металл. Поэтому установите решетку или другой предмет, который может улавливать расплавленный металл.
Газокислородная резка в основном используется для резки стали. Он почти всегда вдвое быстрее, чем шлифовальный станок, и может резать большие участки с очень небольшим усилием или шумом. Черные металлы толщиной до двух дюймов можно эффективно резать с помощью топлива для кислородной резки, такого как ацетилен.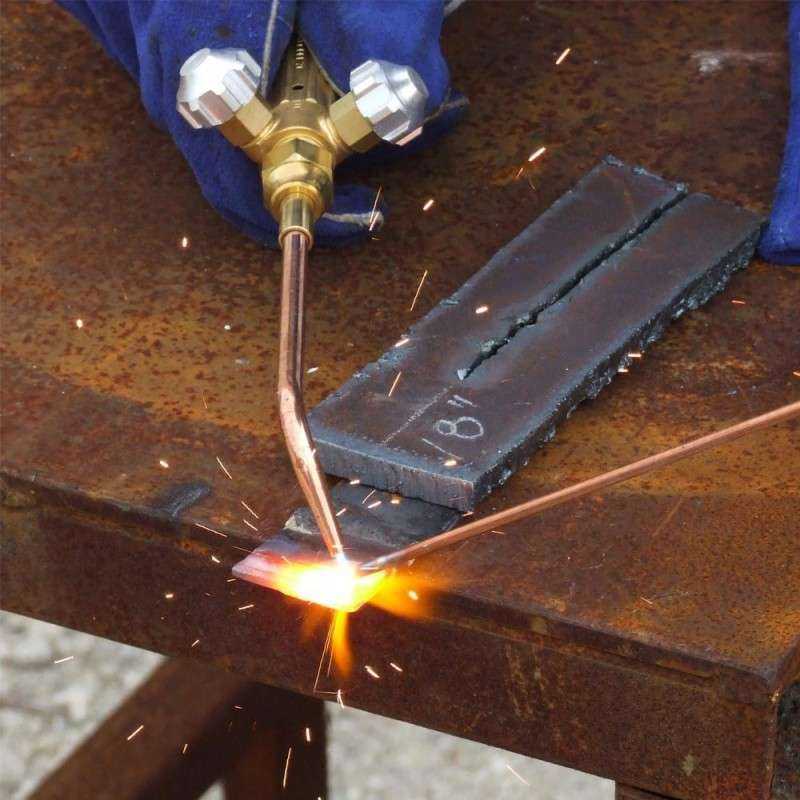
Безопасность газовой резки
Топливо для кислородной резки относится к числу наиболее легковоспламеняющихся и требует соблюдения надлежащих мер безопасности при хранении и использовании. Ацетилен опасен при давлении выше 15 фунтов на квадратный дюйм, так как он становится нестабильным и разлагается со взрывом.
Ни в коем случае нельзя использовать бетон в качестве основы для резки, так как бетон удерживает воду. Когда тепло резака контактирует с бетоном, вода в бетоне расширяется, и бетон взрывается.
Соблюдайте особую осторожность и уделяйте время очистке наконечников резаков. Следите за тем, чтобы отверстие всегда было чистым и гладким. Всегда используйте защитное сварочное оборудование и сварочные экраны. Убедитесь, что вы используете насадку подходящего размера для работы и что насадка соответствует расходу топлива.
Шланги следует регулярно проверять на наличие утечек топлива. Кроме того, использование неподходящего типа шланга для определенного вида топлива со временем приведет к его износу. Хотя некоторые сварщики обнаружили, что иногда они могут использовать такое топливо, как пропан, с ацетиленовым шлангом, лучшим долгосрочным решением является использование подходящего шланга для каждого типа топлива.
Хотя некоторые сварщики обнаружили, что иногда они могут использовать такое топливо, как пропан, с ацетиленовым шлангом, лучшим долгосрочным решением является использование подходящего шланга для каждого типа топлива.
В случае протечки шланга топливные газы, плотность которых выше плотности воздуха (пропан, пропилен, МАПП, бутан и т. д.), скорее всего, будут скапливаться в нижних областях и представлять опасность воспламенения, особенно в подвалах, раковинах, ливневых стоках, и другие закрытые помещения. Топливо для резки предназначено для горения, поэтому примите надлежащие меры предосторожности с рабочей одеждой, расположением огнетушителей, вентиляцией и обслуживанием оборудования.
Газокислородная резка; объяснение основ
Что еще можно автоматизировать при газокислородной резке, кроме простого включения/выключения пламени?
Газокислородная резка — это надежный, точный и конкурентоспособный метод резки, используемый для резки низкоуглеродистой стали. Какие функции следует учитывать при автоматизации этого процесса резки? Ведь речь идет о качестве всего контура подгонки для сокращения времени подгонки и сварки.
Какие функции следует учитывать при автоматизации этого процесса резки? Ведь речь идет о качестве всего контура подгонки для сокращения времени подгонки и сварки.
Газокислородная резка: основы
Перед резкой резак должен предварительно нагреть сталь до температуры воспламенения в начальной точке. При этой температуре около 960°C (в зависимости от типа сплава) сталь теряет защитные свойства от кислорода и остается твердой. Затем чистый кислород направляется через сопло в нагретую зону. Этот тонкий поток кислорода под высоким давлением превращает предварительно нагретую и незащищенную сталь в окисленную жидкую сталь посредством экзотермической реакции.
Этот шлак имеет более низкую температуру плавления, чем сталь, поэтому поток кислорода может выдувать жидкий шлак из полости, не затрагивая неокисленную твердую сталь. Эта экзотермическая реакция является непрерывным процессом и создает разрез по мере движения резака. Чтобы поддерживать экзотермическую реакцию, резак поддерживает сталь в нагретом состоянии во время резки. С помощью этого процесса можно резать только металлы, оксиды которых имеют более низкую температуру плавления, чем сам основной металл. В противном случае, как только металл окисляется, он прекращает окисление, образуя защитную корку. Только низкоуглеродистая сталь и некоторые низколегированные сплавы соответствуют вышеуказанным условиям и могут эффективно резаться кислородно-топливным процессом.
С помощью этого процесса можно резать только металлы, оксиды которых имеют более низкую температуру плавления, чем сам основной металл. В противном случае, как только металл окисляется, он прекращает окисление, образуя защитную корку. Только низкоуглеродистая сталь и некоторые низколегированные сплавы соответствуют вышеуказанным условиям и могут эффективно резаться кислородно-топливным процессом.
Изменения теплопередачи и длины реза; регулирование скорости и предварительный нагрев
Газокислородная резка является трудоемким процессом, особенно при резке толстостенных материалов. Кратчайшее расстояние через материал – разрез перпендикулярно стене. В случае косого реза (углового реза для подготовки к сварке) резак будет находиться под углом, и теплопередача материалу будет меньше, чем при перпендикулярном резе, а длина реза будет больше. Это требует автоматизации управления скоростью для обеспечения точного углового реза.
Использование дополнительной газокислородной горелки (горелка с предварительным нагревом) может быть установлено перпендикулярно материалу, а работа перед резаком может значительно повысить скорость резки (100 % при угле резания 70 градусов и 50 % при угле резания 45 градусов). угол резания). Во избежание ненужного расхода газа этот подогреватель следует активировать только при углах круче 30°.
угол резания). Во избежание ненужного расхода газа этот подогреватель следует активировать только при углах круче 30°.
Защита режущего наконечника от брызг при прожиге; прожиг окунанием
Прожиг представляет собой начальное проникновение в разрезаемую поверхность, при котором используется тот же экзотермический процесс, что и при резке. После предварительного нагрева поверхности кислород будет поступать через сопло, превращая предварительно нагретую твердую сталь в жидкую окисленную сталь (шлак). Во время этого процесса происходит разбрызгивание, потому что кислород уносит шлак вверх во время прошивки. Эти брызги могут прилипнуть к режущему наконечнику и плохо повлиять на поток газа и процесс резки.
Для защиты режущего наконечника от брызг во время прожига резак перемещается вверх во время прожига, и как только материал пробит, резак возвращается на правильное расстояние от резака до материала для резки. Разновидностью этого метода прожига является прожиг с горелкой, расположенной под небольшим углом, чтобы защитить режущий наконечник от брызг, а также защитить нижнюю сторону разрезаемого материала от брызг (например, внутреннюю часть трубы).
Кратер или неудачное пробивание; пропорциональный прожиг
При резке толстостенного материала трудно определить идеальное время и температуру предварительного нагрева, чтобы даже самая глубокая часть материала была нагрета до нужной температуры. Это требует большой практики и опыта.
Если толстый материал предварительно нагревается слишком долго, попадание кислорода вызовет сильное разбрызгивание и образование большого кратера. Это связано с толстой стенкой и избыточным количеством жидкого шлака. С другой стороны, при недостаточном предварительном нагреве полная толщина стенки не достигает температуры воспламенения для поддержания экзотермического процесса. Процесс остановится на полпути, и оператору придется повторить попытку в другой начальной точке, а повреждение контура фитинга потребует гораздо больше шлифовки и сварки.
Для автоматизации этого процесса можно применить метод пропорционального прожига, с помощью которого регулируется поток кислорода для контроля экзотермического процесса во время прожига. После очень короткого периода предварительного нагрева, чтобы поверхность материала достигла температуры воспламенения, процесс прошивки начинается при низком давлении кислорода. Когда горелка начинает двигаться к точке инициализации запрограммированного контура фитинга, она постепенно меняет угол, в то же время давление кислорода постепенно увеличивается до максимального давления, чтобы поддерживать экзотермический процесс и прожигать глубже. Наклон создает пространство для жидкого шлака, что также приводит к минимуму разбрызгивания (защита режущего наконечника).
После очень короткого периода предварительного нагрева, чтобы поверхность материала достигла температуры воспламенения, процесс прошивки начинается при низком давлении кислорода. Когда горелка начинает двигаться к точке инициализации запрограммированного контура фитинга, она постепенно меняет угол, в то же время давление кислорода постепенно увеличивается до максимального давления, чтобы поддерживать экзотермический процесс и прожигать глубже. Наклон создает пространство для жидкого шлака, что также приводит к минимуму разбрызгивания (защита режущего наконечника).
Пропорциональный кислородно-топливный прожиг
Повреждение поверхности среза в начале и конце; радиальный вход и выход
Начало реза всегда должно выполняться близко к фактическому контуру фитинга и в так называемой зоне брака, чтобы избежать повреждения поверхности реза прокалыванием. Движение резака из зоны брака в запрограммированное начальное положение и угол называется вводом. Движение резака в зону брака после завершения резки называется выводом.
Чтобы сделать плавный и контролируемый переход от начала и конца реза (одна и та же точка), резак можно запрограммировать так, чтобы он в начале двигался радиально внутрь, а также радиально наружу.
Характеристики газокислородной резки по сравнению с плазменной
Материал
Газокислородная резка используется для резки низкоуглеродистой стали. С помощью этого процесса можно резать только металлы, оксиды которых имеют более низкую температуру плавления, чем сам основной металл. В противном случае, как только металл окисляется, он прекращает окисление, образуя защитную корку. Вышеуказанным условиям удовлетворяют только низкоуглеродистые стали и некоторые низколегированные сплавы.
Толщина стенки
Кислородная резка позволяет резать материал с более толстыми стенками, чем плазменная резка. Плазма не может резать более толстые стенки из-за огромного количества энергии, необходимой для достижения такой же толщины.
Угол резки
Газокислородная резка позволяет резать под более крутыми углами до 70° (по сравнению с 45° у плазмы) из-за концентрации кислородного луча.
Прямые разрезы
Плазменный луч имеет тенденцию отклоняться, когда угол слишком большой. Однако этот прогиб можно было компенсировать автоматикой.
Затраты
Газокислородная резка является более экономичным решением, чем плазменная резка. Первоначальные инвестиционные затраты, расходные материалы и эксплуатационные расходы ниже, чем при плазменной резке. Однако скорость обработки обычно ниже при толщине стенки менее 20 мм (учитывая трехмерное профилирование в тяжелой сталелитейной промышленности).
- Скачать статью полностью: Газокислородная резка, основы
Плазменный резак: все, что вам нужно знать
11 февраля 2019 г.админ
Плазменная резка — это процесс, разработанный на основе плазменной сварки в 1950-х годах и предназначенный для точной резки как тонких, так и толстых материалов. Однако плазменная резка не была принята производителями и производителями до 1970-х годов из-за стоимости системы и необходимых газов, а также отсутствия знаний о процессе.
Однако плазменная резка не была принята производителями и производителями до 1970-х годов из-за стоимости системы и необходимых газов, а также отсутствия знаний о процессе.
Компания PWP предлагает ряд плазменных резаков . В этой статье мы стремимся предоставить вам всю необходимую информацию об этих высокопроизводительных машинах.
Плазменные резаки
могут стоить от 800 до 45 000 фунтов стерлингов. Это огромный диапазон цен, который полностью зависит от размера машины, нужно ли вам портативное устройство для хобби или более крупная промышленная машина. Необходимо также учитывать качество и требуемые характеристики.
На рынке есть много недорогих плазменных резаков, стоимость которых начинается от 130 фунтов стерлингов, однако, несмотря на то, что эти машины могут производить впечатляющие разрезы, вскоре вам потребуется замена. Известные имена, ведущие производители расходных материалов для сварки и резки, гораздо надежнее, что отразится на возможностях плазменного резака.
Плазменные резаки , которые мы поставляем , отличаются высокой мощностью, удобством в использовании и высочайшим качеством. Мы также можем предложить различные варианты доставки, в том числе на следующий день, если вы сделаете заказ до 15:00, и будем держать вас в курсе хода выполнения вашего заказа.
Как работает плазменный резак?
Плазменные резаки
становятся все более распространенным инструментом во многих отраслях, таких как производство металлов, строительство и ремонт автомобилей. Этот инструмент способен прорезать несколько типов металла, включая сталь, медь, латунь и алюминий, создавая чрезвычайно высокотемпературный электрический канал ионизированного газа, иначе известный как плазма.
Для создания четвертой материи — плазмы — резак посылает электрическую дугу через газ (кислород, азот или аргон), который быстро увеличивает уровень тепла до такой степени, что выходит за пределы твердого тела, жидкости или газа и становится плазмой. Затем машина будет использовать плазму для передачи энергии любому проводящему металлу, позволяя ему прорезать его с очень небольшим сопротивлением или без сопротивления. Этот метод приводит к чистому и быстрому процессу резки.
Затем машина будет использовать плазму для передачи энергии любому проводящему металлу, позволяя ему прорезать его с очень небольшим сопротивлением или без сопротивления. Этот метод приводит к чистому и быстрому процессу резки.
КУПИТЬ ПЛАЗМЕННЫЙ РЕЗАК
Взгляните на плазменный резак в действии
Вам нужен газ для плазменного резака?
Газ необходим для плазменного резака, чтобы он работал и создавал плазму.
Как уже упоминалось, наиболее популярными газами для использования являются кислород, азот или аргон. Некоторые системы плазменной резки включают функции работы с несколькими газами, поэтому различные газы могут использоваться для различных целей.
В зависимости от типа металла, который вы режете, используются различные газы.
- Кислород стал стандартным газом для резки стали, поскольку он обеспечивает самую высокую скорость резки по сравнению с любым плазменным газом.
- Азот — лучший выбор, когда речь идет о резке алюминия и нержавеющей стали, и он может обеспечить превосходное качество резки.
- Аргон идеально подходит для резки толстой нержавеющей стали и алюминия, так как это самая горячая плазма горения.
- Для более экономичного выбора рекомендуется использовать чистый сухой воздух цеха, который будет резать мягкую и нержавеющую сталь, а также алюминий.
Насколько сильно нагревается плазменный резак?
Тепло плазменного резака может достигать впечатляющей температуры в 25 000 градусов Цельсия. Чтобы представить это в перспективе, она горячее, чем поверхность Солнца, температура которой составляет комфортные 5505 градусов по Цельсию.
Безопасность имеет первостепенное значение при использовании плазменной резки. Глядя прямо в пламя, вы можете навсегда повредить глаза, а пламя также очень быстро прорежет кожу, мышцы и кости. Для вас жизненно важно выбрать подходящие СИЗ для рабочего места , которые могут включать каски, защитную обувь, перчатки, средства защиты глаз и органов дыхания Средства защиты для обеспечения безопасности работников.
Имейте в виду, что часто нет необходимости использовать максимальную температуру нагрева плазменного резака, поскольку при этом расходуется значительное количество электроэнергии. Наш совет — по возможности поддерживать его на самом низком уровне нагрева и не оставлять его включенным слишком долго. Используйте машину небольшими порциями, как в интересах вашей безопасности, так и в целях экономии ваших счетов за электроэнергию!
Может ли плазменный резак резать краску?
Да, плазменный резак может резать окрашенный металл, однако для этого потребуется прочное соединение на чистом участке металла, который находится как можно ближе к области, над которой вы работаете.
Единственные случаи, когда плазменная резка не может работать, это если в воздушном компрессоре машины есть вода или влага, а также если давление воздуха неправильное. Если воздуха слишком много, плазма потенциально может вылететь из машины, однако, если воздуха слишком мало, у вас возникнут проблемы с резкой. Чтобы узнать, какое давление воздуха необходимо для вашей машины, ознакомьтесь с рекомендациями на вашем плазменный резак .
Производители должны знать, что даже минимальное количество влаги может негативно повлиять на инструмент. Если во время резки машина трещит и работает нестабильно, скорее всего, причиной является влага. Чтобы воздух в компрессоре был сухим, используйте одноразовые воздушные фильтры с быстроразъемным соединением в основании инструмента. Для получения дополнительной информации о плазменной резке вы можете загрузить наше руководство по основам.
Какие металлы может резать плазменный резак?
Плазменный резак можно использовать только для проводящих металлов и сплавов. К ним относятся:
К ним относятся:
- Мягкая сталь
- Нержавеющая сталь
- Алюминий
- Медь
- Латунь
- Чугун
- Титан
- Монель
- Инконель
Из-за температуры плавления некоторых из этих металлов с ними будет трудно работать, поскольку режущая способность станка будет уменьшаться по мере увеличения электропроводности металла, что приводит к неровной или «грязной» кромке.
Если вам нужна дополнительная информация о наших плазменных резаках , позвоните нам по телефону 01234 345111 или напишите нам по телефону [email protected] , где член нашей высококвалифицированной команды будет готов дать свой экспертный совет. Мы даже приложим дополнительные усилия, чтобы найти именно тот продукт, который вы ищете, или изменить существующий продукт, если это необходимо.
КУПИТЬ ПЛАЗМЕННЫЙ РЕЗАК
КОНТАКТЫ
Биография автора:
Эта статья была написана Ричардом Фрайером, партнером PWP Industrial с 24-летним опытом работы.
Увлеченный поддержкой профессиональных сварщиков и подтвержденным опытом поставок продукции для сварочной и производственной промышленности, Ричард является бесценным активом PWP Industrial и вносит свой вклад в достижение конечной цели — предоставление инновационных решений. Свяжитесь с Ричардом на Linkedin.
Вернуться к статьям
Использование альтернативных топливных газов для резки и нагрева
На этой свалке используется недорогой природный газ и удлиненный резак для лучшего охвата и перемещения пламени дальше от оператора.
Форд против Шевроле. Канадцы против Мэйпл Лифс. Ацетилен против альтернативных видов топлива. Хорошо, Монреаль доминирует в подсчете Кубка Стэнли, но помимо этого вопрос о том, какой выбор лучше, часто сводится к личным предпочтениям. Ацетилен остается самым популярным топливным газом, но пользователи могут получить преимущества в плане стоимости, безопасности и производительности, используя альтернативное топливо, такое как пропан, природный газ, пропилен и запатентованные газовые смеси. Однако вокруг альтернативных видов топлива существует ряд заблуждений. Эта статья разъясняет некоторые факты, помогает операторам выбрать необходимое оборудование (рис. 1) и дает операторам ручных резаков важные советы для достижения успеха.
Однако вокруг альтернативных видов топлива существует ряд заблуждений. Эта статья разъясняет некоторые факты, помогает операторам выбрать необходимое оборудование (рис. 1) и дает операторам ручных резаков важные советы для достижения успеха.
Заблуждение: альтернативные виды топлива не работают так же хорошо, как ацетилен
Источником этого заблуждения является максимально возможная температура нейтрального пламени, которая составляет 5720 градусов по Фаренгейту для ацетилена и 5112 градусов по Фаренгейту для пропана. (Для иллюстрации в этой статье в качестве репрезентативного альтернативного топлива часто используется пропан из-за его популярности. Обратите внимание, что запатентованные смеси альтернативного топлива на основе пропана, которые содержат 0,5% дополнительных газов, могут гореть при температуре 5800 градусов по Фаренгейту.) Поскольку ацетилен горит примерно На 10 процентов горячее, люди говорят, что с ним они могут резать быстрее.
Однако, во-первых, теплота измеряется в БТЕ, а пропан содержит примерно на 1000 БТЕ больше на кубический фут газа, чем ацетилен (о чем мы вскоре поговорим). Во-вторых, помните, что газокислородная резка представляет собой высокоскоростное окисление, и что настоящую работу выполняет резка кислородом. Топливный газ в основном помогает предварительно нагреть пластину. В-третьих, если вы не сможете поддерживать идеальную технику, вам будет трудно получить каждый дополнительный дюйм скорости, что приводит к четвертому пункту: проблемы с производительностью на пропане в основном связаны с неправильной техникой.
Во-вторых, помните, что газокислородная резка представляет собой высокоскоростное окисление, и что настоящую работу выполняет резка кислородом. Топливный газ в основном помогает предварительно нагреть пластину. В-третьих, если вы не сможете поддерживать идеальную технику, вам будет трудно получить каждый дополнительный дюйм скорости, что приводит к четвертому пункту: проблемы с производительностью на пропане в основном связаны с неправильной техникой.
При работе с ацетиленом вы держите кончик внутреннего конуса основного пламени над металлом, чтобы предварительно нагреть пластину. Это потому, что ацетилен выделяет почти 40 процентов своего тепла в первичном пламени. И наоборот, большая часть тепла в пламени пропана находится во вторичном пламени или внешнем конусе. Первичное пламя выделяет только около 10 процентов тепла. По этой причине вы должны держать горелку примерно на ½ дюйма. при использовании альтернативного топлива (см. рис. 2). Зазор можно уменьшить во время резки, но эффективное доведение листа до температуры растопки требует более длительного зазора. Невыполнение этого требования приводит к увеличению времени предварительного прогрева, что является распространенным источником жалоб при использовании альтернативных видов топлива.
Невыполнение этого требования приводит к увеличению времени предварительного прогрева, что является распространенным источником жалоб при использовании альтернативных видов топлива.
Говоря об отоплении, альтернативные виды топлива превосходят ацетилен в обогреве, потому что они имеют более высокую тепловую мощность. Поскольку альтернативные виды топлива выделяют больше своего тепла во вторичном пламени, говорят, что они создают больше тепла «вымачивания» или «гашения». Например, при нагреве большой тарелки альтернативными видами топлива вы можете легко нагреть всю тарелку до вишнево-красного цвета. При использовании ацетилена начальная точка темнеет к тому времени, когда горелка достигает конца пластины.
Наука, стоящая за числами, показывает, почему. Ацетилен производит примерно 1470 БТЕ на куб. футов, а пропан производит примерно 2500 БТЕ на куб. футов. При использовании пропана многопламенная нагревательная установка размера 15 может производить около 499 600 БТЕ/час. (200 квадратных футов/час расход топлива x 2498). С ацетиленом MFA размера 15 производит около 324 400 БТЕ/час. (расход топлива 220 стандартных кубических футов в час x 1470).
(200 квадратных футов/час расход топлива x 2498). С ацетиленом MFA размера 15 производит около 324 400 БТЕ/час. (расход топлива 220 стандартных кубических футов в час x 1470).
Учитывая более низкую стоимость пропана, выбор отопления с помощью пропана должен быть беспроигрышным решением. Хотя альтернативные виды топлива требуют более высокого отношения кислорода к топливному газу, чем ацетилен (4:1 для пропана против 1,5:1 для ацетилена), они могут снизить затраты на 40% или более в зависимости от выбора топлива. и местные цены.
Заблуждение: пропан недостаточно горячий для сварки
Одно из заблуждений состоит в том, что альтернативные виды топлива нельзя использовать для сварки стали, потому что пламя недостаточно горячее. Учитывая, что сплавы углеродистой стали плавятся при температуре от 2500 до 2800 градусов по Фаренгейту, это не совсем неточно.
Настоящие причины двояки. Во-первых, более концентрированное тепло первичного пламени является основным фактором при газовой сварке, а пропан не имеет достаточно концентрированного тепла. Во-вторых, альтернативные виды топлива не создают защитного газа при горении. И наоборот, правильная смесь кислорода и ацетилена с нейтральным пламенем производит CO2, который, в свою очередь, защищает сварочную ванну от атмосферного загрязнения.
Во-вторых, альтернативные виды топлива не создают защитного газа при горении. И наоборот, правильная смесь кислорода и ацетилена с нейтральным пламенем производит CO2, который, в свою очередь, защищает сварочную ванну от атмосферного загрязнения.
Основное оборудование для резки с использованием альтернативных видов топлива включает (сверху вниз) регулятор для конкретного топлива, режущее приспособление с универсальным смесителем (работающим со всеми топливными газами), шланг марки Т и режущие наконечники для конкретного топлива.
Обратите внимание, что пропан можно использовать для пайки, так как этот процесс не требует защитного газа или концентрированного тепла, необходимого в первичном пламени.
Заблуждение: вам нужно использовать другую горелку для альтернативного топлива
Резаки (и режущие приспособления для комбинированных резаков) смешивают топливный газ и кислород с использованием различных технологий. Те, у кого есть спиральный смеситель (также часто называемый смесителем равного давления), откалиброваны для работы как с альтернативными топливными газами (с более низким давлением нагнетания), так и с ацетиленом (с несколько более высоким давлением нагнетания). Эти горелки удерживают газы под давлением и смешивают их за счет турбулентности между рукояткой и головкой горелки.
Те, у кого есть спиральный смеситель (также часто называемый смесителем равного давления), откалиброваны для работы как с альтернативными топливными газами (с более низким давлением нагнетания), так и с ацетиленом (с несколько более высоким давлением нагнетания). Эти горелки удерживают газы под давлением и смешивают их за счет турбулентности между рукояткой и головкой горелки.
Другие горелки оснащены инжекторным смесителем или смесителем типа Вентури, который не сжимает топливный газ. Поток кислорода фактически откачивает топливо в точке смешивания. Инжекторные горелки зависят от топлива, поэтому вам понадобятся разные горелки для ацетилена и альтернативных видов топлива. Они являются лучшим выбором для работы с давлением 2 фунта на квадратный дюйм (PSI) и ниже (использование наконечника размера 000 для резки листа тоньше 1/8 дюйма, что бывает редко).
В самых популярных на рынке горелках используется универсальная конструкция газового смесителя, сочетающая спиральный и инжекторный принципы. В результате получается высокопроизводительная горелка, которая эффективно работает с любым топливным газом, подаваемым при давлении 2 фунта на квадратный дюйм и выше, поэтому нет необходимости менять горелки при переходе на альтернативные виды топлива.
В результате получается высокопроизводительная горелка, которая эффективно работает с любым топливным газом, подаваемым при давлении 2 фунта на квадратный дюйм и выше, поэтому нет необходимости менять горелки при переходе на альтернативные виды топлива.
Вот основные сведения о конструкции смесителя: смесители всех этих конструкций работают исключительно хорошо, обеспечивая максимальную температуру пламени и интенсивность горения. Главное — убедиться, что регуляторы и клапаны горелки настроены так, чтобы они обеспечивали правильную пропорцию кислорода и топливного газа в смесителе.
Заблуждение: ацетиленовые регуляторы работают с альтернативными видами топлива
Стандарт безопасности ANSI Z49.1-2005, Безопасность при сварке, резке и родственных процессах, гласит, что «Редукторы давления должны использоваться только для газа и давления, для которых они предназначены. помечены». Регулятор для использования с пропаном или пропиленом должен иметь маркировку «L. P. Газ», чтобы указать, что его можно использовать со сжиженными нефтяными топливными газами (см. рис. 3).
P. Газ», чтобы указать, что его можно использовать со сжиженными нефтяными топливными газами (см. рис. 3).
При давлении более 15 фунтов на квадратный дюйм манометра (PSIG) ацетилен считается нестабильным и может бурно разлагаться и взрываться без искры или пламени. Таким образом, UL и CSA требуют, чтобы регуляторы ацетилена имели предел подачи 15 фунтов на квадратный дюйм и красную полосу на манометре выше 15 фунтов на квадратный дюйм в качестве предупреждения. Сжиженные газы работают при более высоких давлениях, поэтому регулятор сжиженного нефтяного газа можно отрегулировать намного выше, чем 15 фунтов на квадратный дюйм. Даже если регулятор может физически обеспечить соответствующее давление, использование регулятора, не зависящего от топлива, увеличивает опасность случайной регулировки выше 15 фунтов на квадратный дюйм, что может быть чрезвычайно опасно. Не делайте этого — НИКОГДА! Всегда используйте регуляторы, которые были специально разработаны и промаркированы для того типа газа, который они обслуживают.
Регуляторы с маркировкой и цветовой кодировкой (например, красный для ацетилена, оранжевый для сжиженного нефтяного газа/пропана и зеленый для кислорода) для облегчения идентификации помогут вам выбрать правильный регулятор. Регуляторы для альтернативных видов топлива будут иметь соединение «510» CGA (Compressed Gas Association). Убедитесь, что вы выбрали регулятор с достаточной производительностью для применения, средней, тяжелой или большой мощности. При необходимости проконсультируйтесь с производителем или дистрибьютором сварочных материалов при переключении регуляторов.
Используйте зазор около 1/2 дюйма при резке пропаном.
Никаких мифов: используйте шланги класса T
Это одна из областей, где большинство пользователей Интернета правильно понимают: используйте шланги класса T для альтернативных видов топлива (рис. 4) в соответствии с рекомендациями CGA и Ассоциации производителей резины. . Неопреновый вкладыш этого шланга не позволит жидкой фазе альтернативного топлива проникнуть через него. Шланги марок R и RM (иногда используемые для ацетилена) потенциально могут позволить сжиженному газу проникать через газовый шланг в кислородный шланг.
. Неопреновый вкладыш этого шланга не позволит жидкой фазе альтернативного топлива проникнуть через него. Шланги марок R и RM (иногда используемые для ацетилена) потенциально могут позволить сжиженному газу проникать через газовый шланг в кислородный шланг.
Характеристики топлива и наконечники для резки
Каждое топливо имеет разную скорость горения или скорость, с которой газ сгорает обратно к наконечнику резака. Хотя пламя может выглядеть так, как будто оно отгорается от факела, на самом деле происходит обратное. Альтернативные виды топлива имеют более низкую скорость горения, чем ацетилен. Достижение надлежащего соединения пламени между концом наконечника и точкой воспламенения пламени требует использования наконечников, специально спроектированных для обеспечения определенной скорости горения топливного газа.
Производители разрабатывают расходные материалы в соответствии с характеристиками каждого топливного газа, поэтому наконечники имеют разные углубления (рис. 5). Альтернативные топливные наконечники с двухкомпонентной конструкцией обеспечивают наилучшую производительность. Скорость горения ацетилена создает естественный зазор, поэтому ацетиленовые наконечники плоские и изготавливаются как единое целое.
5). Альтернативные топливные наконечники с двухкомпонентной конструкцией обеспечивают наилучшую производительность. Скорость горения ацетилена создает естественный зазор, поэтому ацетиленовые наконечники плоские и изготавливаются как единое целое.
При использовании альтернативных видов топлива можно решить распространенные проблемы, используя различные режущие насадки. Например, для более быстрого предварительного нагрева замените наконечник общего назначения (GP) на более тяжелый наконечник предварительного нагрева (HP). Наконечники GP имеют 18 слотов для предварительного нагрева против 22 слотов (рис. 6) для наконечника HP. Четыре дополнительных слота позволяют насадкам HP нагревать больше контактной поверхности, позволяя альтернативным видам топлива почти соответствовать времени предварительного нагрева ацетилена. Наконечники HP зависят от топлива; используйте наконечники с маркировкой HPP для пропилена и HPN для природного газа/пропана.
Кроме того, наконечники HP облегчают поджигание топливного газа, что может помочь при работе на открытом воздухе или в ветреных местах. При работе с пластиной из высоколегированного сплава, сильно ржавой пластиной или при снятии фаски наконечники HP могут повысить производительность. Размеры режущих наконечников соответствуют размерам, используемым с ацетиленом. Также доступны альтернативные топливные наконечники для строжки, промывки заклепок и резки вблизи переборок.
При работе с пластиной из высоколегированного сплава, сильно ржавой пластиной или при снятии фаски наконечники HP могут повысить производительность. Размеры режущих наконечников соответствуют размерам, используемым с ацетиленом. Также доступны альтернативные топливные наконечники для строжки, промывки заклепок и резки вблизи переборок.
Процедура освещения
Если ацетилен весит почти так же, как воздух (0,91), альтернативные виды топлива имеют тенденцию всплывать или опускаться. Природный газ легче воздуха (0,55), а пропан (1,52) и пропилен (1,47) тяжелее. Из-за этих различий вам может потребоваться использовать разные методы зажигания факела с использованием альтернативного топлива.
Чтобы зажечь комбинированный фонарь, полностью откройте кислородный клапан на рукоятке; это обеспечивает максимальный поток кислорода к режущему кислородному рычагу. Затем поверните клапан топливного газа на четверть и зажгите факел. Чередуйте добавление кислорода (через кислородный клапан) и топлива, чтобы «довести» пламя до желаемой температуры и добиться нейтрального пламени (подробнее об этом чуть позже).
Этот регулятор имеет четкую маркировку для альтернативного использования топлива (низкого давления).
Если ветер гасит пламя с помощью первой техники, окажите обратное давление на пламя, чтобы уменьшить скорость его горения. Повернув топливный клапан на четверть оборота, поместите наконечник на рабочую поверхность под углом 45 градусов, зажгите горелку и, удерживая горелку на месте, откройте режущий кислородный клапан до тех пор, пока пламя не встанет на место (рис. 7). Вы услышите настоящий щелчок.
Третий способ зажечь факел с альтернативным топливом — открыть топливный и кислородный клапаны, повернув их на четверть оборота, зажечь пламя и подогреть его до нужной температуры.
Независимо от топливного газа всегда следуйте одной и той же процедуре отключения: сначала кислород, затем альтернативный топливный газ. Отключение кислорода сначала удаляет наиболее критическую часть пожарного треугольника, а после закрытия топливного клапана позволяет проверить наличие утечки из клапана топливного газа. Если небольшое пламя остается прикрепленным к горелке, возможно, пришло время отремонтировать топливный клапан.
Достижение нейтрального пламени
Достижение нейтрального пламени начинается с увеличения потока газа до точки, где исчезает выброс сажи (или когда пламя достигает небольшого отклонения от вершины), а затем добавления кислорода до тех пор, пока вторичное пламя не отступит к точка, где они находятся даже с первичным пламенем или светящимися конусами на кончике. При использовании альтернативных видов топлива пламя необходимо поднимать или заставлять, чтобы предотвратить голодание или гашение пламени.
После зажигания горелки и добавления начального предварительного нагрева кислорода, в качестве альтернативы добавьте больше топлива и больше кислорода, открывая соответствующие клапаны на четверть или пол-оборота за раз, пока клапан топливного газа не будет полностью (или почти полностью) открыт. Затем добавляйте кислород до тех пор, пока пламя не издаст громкий свистящий звук, а первичные колбочки не достигнут самой короткой точки.
