Как правильно пользоваться газорезкой: Как пользоваться газовым резаком — Avantcom Статьи
Содержание
как правильно пользоваться пропан-кислород, сварка для начинающих, настроить температуру – Расходники и комплектующие на Svarka.guru
Резка металла газовым резаком — это простой процесс по сравнению с аналогичной сваркой, не требующий от исполнителя особых навыков. Главное для исполнителя — изучить технологию разрезания металла при помощи оборудования, работающего на смеси, состоящей из пропана и кислорода, который обеспечивает устойчивое горение и высокую температуру, позволяющую прожигать практически любой металл.
Содержание
- 1 Достоинства и минусы
- 2 Особенности применения
- 3 Резка по поверхности
- 4 Соотношение пропана и кислорода
- 5 Комплект оборудования
- 6 Подготовительные работы
- 7 Начало работы
- 8 Особенности резки
- 8.1 Сколько расходуется газа
- 8.2 Нюансы
- 8.3 Негативная деформация
- 8.4 Опасность обратного удара
- 8.5 Правила использования
- 9 Техника безопасности
- 10 Выводы
Достоинства и минусы
Газовая резка и сварка металлов обладает многими преимуществами, но нас интересует только резка, имеющая такие плюсы:
- Востребована, когда разрезается металл большой толщины или нужна вырезка по трафарету, а болгарка с криволинейными участками не справляется.

- Газовый аналог гораздо удобнее для работы, имеет малый вес, действует в два раза быстрее, чем оборудование с бензиновым двигателем.
- Пропан по стоимости ниже ацетилена и бензина, так что его использование рентабельнее.
- Кромка среза намного уже, а структура чище, нежели от болгарки или бензинового оборудования.

Недостатки — узкий круг металлов, подверженных аналогичной обработке.
Особенности применения
Чтобы понимать, как правильно резать металл резаком, надо изучить конструкцию и знать, что подобное оборудование не используется для резки сталей с высоким содержанием углерода, т. к. нет возможности создать температуру, способную обеспечить устойчивое плавление. При резке чугунных заготовок или конструкций происходит концентрация графита между зерен металла, что затрудняет работу.
[stextbox id=’warning’]Резак нельзя использовать для разрезания изделий, состоящих из алюминия, меди и сплавов на её основе.[/stextbox]
Резка по поверхности
Пользователей, конечно же, интересует такой вопрос — как пользоваться резаком во время фигурной резки. Такая методика выполняется соплом инструмента, при этом расплавленный шлак разогревает металл, но, не превышая температуру плавления. Резак располагается под углом до 80 градусов, а после подачи кислорода угол изменяется в пределах 18—450.
Такая методика выполняется соплом инструмента, при этом расплавленный шлак разогревает металл, но, не превышая температуру плавления. Резак располагается под углом до 80 градусов, а после подачи кислорода угол изменяется в пределах 18—450.
Канавки образуются при регулировке скорости резки, если нужен их больший размер, то меняют угол мундштука и немного замедляют скорость резки, регулируя подачу кислорода. Ширину канавок изменяют путём настройки подачи струи горящего газа через сопло, этот параметр приравнивается как 1 к 6, при этом надо следить, чтобы не было затоков.
[stextbox id=’alert’]Чтобы кромки выемки были чистыми, надо увеличить подачу кислорода.[/stextbox]
Соотношение пропана и кислорода
Чтобы правильно резать металлы кислородно-пропановым резаком, надо отрегулировать подачу газов к соплу. Такая регулировка осуществляется по рекомендациям справочников, где имеются таблицы и диаграммы, при отсутствии нужной литературы надо свериться с технологией, указанной в документах на изделие. При отсутствии нормативной документации, используют соотношение одна часть пропана к десяти частям кислорода.
При отсутствии нормативной документации, используют соотношение одна часть пропана к десяти частям кислорода.
Комплект оборудования
До начала газовой резки или сварки следует тщательно подготовить оборудование:
- Емкости с газами.
- Шланги для подключения.
- Резак.
- Мундштук, имеющий определенные размеры.
- Редукторы регулировки и контроля объема.
Оборудование не зависит от производителя, маркировка вентилей стандартная.
Подготовительные работы
Как надо настраивать резак для резки металла — прежде всего, нужно удостовериться, что изделие находится в исправном состоянии, готово к работе, затем выполняется следующий порядок действий:
- Шланги от баллонов подключаются к резаку, предварительно продув изделие для удаления изнутри посторонних вкраплений.
- Кислород подсоединяется к штуцеру с правой резьбой, а пропан — к штуцеру с левосторонней резьбой.
- Уровень подачи пропана выставить на 0,5, а кислорода — на 5,0 атмосфер.

- Проверяем соединения на предмет утечки, а также работу редукторов и манометров.
Если обнаружены утечки газов, то подтягиваются гайки или меняются прокладки.
На схеме указано правильное подключение баллонов к резаку.
Начало работы
Как нужно резать металл газовым резаком — выполнив подготовку, исполнитель приоткрывает вентиль пропана, зажигает струю газа, при этом сопло изделия упирается в поверхность металла. Теперь нужно произвести настройку силы пламени, попеременно добавляя пропан и кислород. После установки оптимальной силы струи горящей смеси, изделие располагается под прямым углом к поверхности детали, сопло располагается не ближе 5 мм.
Если разрез начинается в середине листа, то точку старта устанавливают в начале разреза. Поверхность разогревается до температуры не менее 1000 0C, с виду она как бы намокает, затем увеличивается подача кислорода для образования мощной узконаправленной струи.
Особенности резки
Резак надо вести плавно вдоль линии разреза и следить за углом наклона, который отклоняется на 5—6 градусов против движения инструмента. При толщине металла более 0,95 м отклонение увеличивают, прорезав металл на глубину около 20 мм, угол отклонения опять уменьшается. Как резать резаком, чтобы срез был ровным, мы уже подробно объясняли в предыдущем разделе.
При толщине металла более 0,95 м отклонение увеличивают, прорезав металл на глубину около 20 мм, угол отклонения опять уменьшается. Как резать резаком, чтобы срез был ровным, мы уже подробно объясняли в предыдущем разделе.
Сколько расходуется газа
Расход газов при резке металла пропаново-кислородным резаком, зависит от толщины конструкции и конфигурации разреза. Для наглядности приводим расположенную ниже таблицу:
| Размер заготовки (толщина), мм | Время на отверстие, сек | Размер разреза (ширина), мм | Расход, на м3 реза | |
| пропана | кислорода | |||
| 4,0 | 5—8 | 2,5 | 0,035 | 0,289 |
| 10,0 | 8—13 | 3,0 | 0,041 | 0,415 |
| 20,0 | 13—18 | 4,0 | 0,051 | 0,623 |
| 40,0 | 22—28 | 4,5 | 0,071 | 1,037 |
| 60,0 | 25—30 | 5,0 | 0,087 | 1,461 |
Расход газов существенно снижается, когда выполняется наплавка или пайка.
Нюансы
Главная задача исполнителя — правильно выдерживать скорость:
- нормальный режим — искры летят под прямым углом относительно поверхности заготовки;
- малая скорость — разлет от исполнителя и угол менее 85 градусов.
После окончания процесса вначале перекрывается подача кислорода, а пропан — отключают в последнюю очередь.
[stextbox id=’info’]Т. Н. Ишкулов, образование: ПТУ, специальность: сварщик пятого разряда, опыт работы: с 2005 года: «Исполнителям, впервые выполняющим резку при помощи кислородного оборудования, надо помнить, что начинать новый разрез после внезапной остановки надо с другой точки, а не там, где был процесс окончен».
Негативная деформация
Начинающих сварщиков волнует вопрос, как надо правильно пользоваться резаком пропан кислород, чтобы не произошло коробления поверхности детали. Вначале нужно разобраться — какие же факторы способствуют возникновению этих дефектов:
- при неравномерном нагреве поверхности;
- была выбрана высокая скорость движения резака;
- произошло резкое охлаждение места нагревания.

Чтобы исключить возникновение перечисленных факторов на заготовки, их предварительно надежно закрепляют и прогревают, а скорость наращивают постепенно. Если же коробление всё-таки произошло, то вернуть первоначальную форму можно при помощи обжига или отпуска, а листы править на вальцах.
Опасность обратного удара
При неправильном режиме горения струи происходит хлопок и пламя втягивается вовнутрь изделия, что приводит к взрыву, т. к. огонь распространяется по шлангам и доходит до емкостей с газами. Чтобы предотвратить опасную ситуацию, резак оборудуется обратным клапаном, который отсекает пламя и не допускает его распространения.
Правила использования
Они аналогичны технике безопасности при проведении сварки, но имеют специфические дополнения:
- Средствами защиты пренебрегать не рекомендуется, т. к. это приводит к получению травм в виде ожога кожи или повреждения роговицы глаз разлетающимися искрами, поэтому обязательны очки и перчатки с длинными раструбами до локтя.

- Одежда и обувь исполнителя изготавливается из негорючего материала.
- Баллоны с газами располагаются не ближе пяти метров от места проведения резки.
- Пламя резака направляется только в противоположную от шлангов сторону.
- Резка производится в помещениях, оборудованных сильной вентиляцией или на открытых площадках.
При длительном простое оборудования нужно провести профилактические работы, прежде чем использовать резак по назначению.
Техника безопасности
Оборудование относится к категории взрывоопасных, поэтому место выполнения работ нужно снабдить следующими принадлежностями:
- огнетушитель;
- ящик с песком;
- пожарный стенд с соответствующими инструментами.
Каждый исполнитель должен иметь комплект защитной одежды.
Не допускается наличие под защитой одежды из легко возгораемого материала, например, из синтетик, а края рукавов должны плотно облегать тело, чтобы внутрь не попали искры.
Выводы
Перед началом работы исполнители обязаны пройти инструктаж с записью в специальный журнал, к работе допускаются только лица, сдавшие зачеты по знанию теории процесса и практического исполнения резки.
Как выбрать мундштук для газового резака?
Обилие мундштуков для газовых резаков порой вводит в ступор, и не всегда есть понимание какой именно подойдет для выполнение ваших задач. Поэтому в этой статье мы решили подробно рассказать про ассортимент мундштуков ПТК, какие виды бывают и для каких резаков подходит тот или иной товар.
Классификация мундштуков
Перед тем как подробно описать виды и особенности мундштуков, разберем их краткую отличительную классификацию.
1. Конструктивные особенности газового резака.
Обратите внимание с каким резаком вы работаете. Выделяют следующие типы по смешению газа:
- Инжекторные
- 3-х трубные внутриголовочного смешения
- 3-х трубные внутрисоплового смешения
Ранее мы рассказывали, как правильно подобрать резак для работы, ознакомьтесь с материалом этой статьи.
2. Тип мундштука, который используется при работе с определенным видом резаков.
- Разборный
- Неразборный
- Внутренний
- Наружный
3.
 Горючий газ, который будет использоваться.
Горючий газ, который будет использоваться.
- Ацетилен
- Пропан
4. Толщина разрезаемого металла.
- до 100 мм
- до 300 мм
Мундштуки для инжекторных резаков
Инжекторные резаки – это газовые резаки, где смешение кислорода и горючего газа происходит через инжектор в камере смешения. Применяется горючий газ ацетилен или пропан-бутан.
Мундштуки, относящиеся к данному типу резака, стоит рассматривать по 3 классификациям:
- Наружный или внутренний мундштук.
- Для работы с каким газом предназначен мундштук – ацетилен или пропан.
- Толщина разрезаемого металла.
Для инжекторных резаков всегда используются мундштуки в тендеме, т.е. внутренний и наружный. В головку резака сначала крепится внутренний мундштук, затем наружный.
Маркировка наружных мундштуков, как правило, состоит из двух символов – цифры и буквы. Встречаются цифры 1 и 2, где 1 обозначает толщину реза до 100 мм, 2 – от 100 до 300 мм. Буква в гравировке обозначает газ, который будет использоваться при резке: А – ацетилен, П – пропан.
Встречаются цифры 1 и 2, где 1 обозначает толщину реза до 100 мм, 2 – от 100 до 300 мм. Буква в гравировке обозначает газ, который будет использоваться при резке: А – ацетилен, П – пропан.
Ещё одна отличительная особенность наружных мундштуков, которые используются с внутренними мундштуками с кольцевым зазором, это внутреннее отверстие. У пропановых мундштуков оно будет больше, чем у ацетиленовых.
Обратите внимание, что толщина реза не зависит от установленного наружного мундштука, она зависит от установленного внутреннего мундштука. Но, от наружного мундштука зависит применяемый горючий газ, т.к. внутренние мундштуки имеют лишь разделение по толщинам реза, и устанавливаются на оба резака.
Классическая гравировка на внутренних мундштуках – это цифра, которая обозначает номер мундштука и его толщину реза, но встречается гравировка с указанием буквы «П». Как правило, двойное буквенное отображение может быть у внутренних мундштуков для инжекторных резаков серий Р3П, Р3ПУ, Р3А, Р333, Р333У, т. е. у тех резаков, которые способны разрезать металл толщиной до 300 мм. Внутренние мундштуки для инжекторных резаков данной серии имеют классический кольцевой зазор.
е. у тех резаков, которые способны разрезать металл толщиной до 300 мм. Внутренние мундштуки для инжекторных резаков данной серии имеют классический кольцевой зазор.
Ниже в таблице приведена памятка по толщине разрезаемого металла и номеру внутреннего мундштука для инжекторных резаков с кольцевым зазором.
Резаки серии Р1П, Р1А
| №1 | 8–15 мм | Все внутренние мундштуки используются совместно с наружными мундштуками №1П и №1А |
| №2 | 15–30 мм | |
| №3 | 30–50 мм | |
| №4 | 50–100 мм |
Резаки серии Р3П, Р3А, Р333
| №1 | 8–15 мм | Все внутренние мундштуки используются совместно с наружными мундштуками №2П и №2А |
| №2 | 15–30 мм | |
| №3 | 30–50 мм | |
| №4 | 50–100 мм | |
| №5 | 100–200 мм | |
| №6 | 200–300 мм |
Артикул: 020. 150.014
150.014
Мундштук внутренний №6 (200–300 мм) к Р3П, Р3ПУ, Р3А, Р333, Р333У
Латунный внутренний мундштук №6 для инжекторных пропановых резаков Р3П, Р3ПУ, ацетиленовых резаков Р3А и пропановых резаков Р333, Р333У (тип «Маяк»). Толщина разрезаемого металла 200–300 мм.
Цена:
156 р
Артикул: 020.150.013
Мундштук внутренний №5 (100–200 мм) к Р3П, Р3ПУ, Р3А, Р333, Р333У
Латунный внутренний мундштук №5 для инжекторных пропановых резаков Р3П, Р3ПУ, ацетиленовых резаков Р3А и пропановых резаков Р333, Р333У (тип «Маяк»). Толщина разрезаемого металла 100–200 мм.
Цена:
114 р
Артикул: 020.150.010
Мундштук внутренний №4 (50–100 мм) к Р3П, Р3ПУ, Р3А, Р333, Р333У
Латунный внутренний мундштук №4 для инжекторных пропановых резаков Р3П, Р3ПУ, ацетиленовых резаков Р3А и пропановых резаков Р333, Р333У (тип «Маяк»). Толщина разрезаемого металла 50–100 мм.
Толщина разрезаемого металла 50–100 мм.
Цена:
114 р
Артикул: 020.150.009
Мундштук внутренний №3 (30–50 мм) к Р3П, Р3ПУ, Р3А, Р333, Р333У
Латунный внутренний мундштук №3 для инжекторных пропановых резаков Р3П, Р3ПУ, ацетиленовых резаков Р3А и пропановых резаков Р333, Р333У (тип «Маяк»). Толщина разрезаемого металла 30–50 мм.
Цена:
114 р
Артикул: 020.150.008
Мундштук внутренний №2 (15–30 мм) к Р3П, Р3ПУ, Р3А, Р333, Р333У
Латунный внутренний мундштук №2 для инжекторных пропановых резаков Р3П, Р3ПУ, ацетиленовых резаков Р3А и пропановых резаков Р333, Р333У (тип «Маяк»). Толщина разрезаемого металла 15–30 мм.
Цена:
114 р
Артикул: 020.150.007
Мундштук внутренний №1 (8–15 мм) к Р3П, Р3ПУ, Р3А, Р333, Р333У
Латунный внутренний мундштук №1 для инжекторных пропановых резаков Р3П, Р3ПУ, ацетиленовых резаков Р3А и пропановых резаков Р333, Р333У (тип «Маяк»). Толщина разрезаемого металла 8–15 мм.
Цена:
114 р
Особо хочется выделить внутренние мундштуки для резаков серии Р3П-01, Р3П-03 и Р3П-03Р. Данные мундштуки предназначены для работы на пропане, и имеют двойную гравировку в виде номера мундштука и применяемого горючего газа при резке металла.
Конструктивная особенность данных мундштуков – шлицевые пазы для выхода подогревающего пламени. Такая конструкция мундштука позволяет рассеивать пламя и равномерно прогревать металл для комфортного реза.
| №1 | 8–15 мм | Внутренние мундштуки используются совместно с наружным мундштуком №1 |
| №2 | 15–30 мм | |
| №3 | 30–50 мм | |
| №4 | 50–100 мм | |
| №5 | 100–200 мм | Внутренние мундштуки используются совместно с наружным мундштуком №2 |
| №6 | 200–300 мм |
Артикул: 020. 150.022
150.022
Мундштук наружный №2П к Р3П-01, Р3П-02, Р3П-22 и Р3П-03
Медный наружный мундштук для пропановых инжекторных резаков серии Р3П-01, Р3П-02, Р3П-22 и Р3П-03. Маркировка мундштука №2П. Толщина разрезаемого металла зависит от установленного внутреннего мундштука. Совместим с внутренними мундштуками №1П, 2П, 3П и 4П.
Цена:
310 р
Артикул: 020.150.021
Мундштук наружный №1П к Р3П-01, Р3П-02, Р3П-22 и Р3П-03
Медный наружный мундштук для пропановых инжекторных резаков серии Р3П-01, Р3П-02, Р3П-22 и Р3П-03. Маркировка мундштука №1П. Толщина разрезаемого металла зависит от установленного внутреннего мундштука. Совместим с внутренними мундштуками №1П, 2П, 3П и 4П.
Цена:
310 р
Мундштуки для 3-х трубных резаков внутриголовочного смешения
Резаки 3-х трубные внутриголовочного смешения – это газовые резаки, где смешение газов происходит внутри головки резака.

Резаки внутриголовочного смешения газов считаются универсальными резаками, так как они могут работать на пропане и ацетилене. Выбор газа зависит от установленного мундштука.
Мундштуки имеют неразборный вид конструкции и два запорных пояска для прохождения кислорода и подогревающей смеси, смешение газа происходит благодаря специальной форме головки.
Использование таких мундштуков, и резаков в целом, является максимально безопасным, так как резак не требует установки огнепреградительных клапанов.
Маркировка мундштуков состоит из номера мундштука и буквенного обозначения, где А – ацетилен, П – пропан.
Ниже в таблице отображены данные по подходящим мундштукам и толщинам их реза для универсальных резаков Р1-01 и Р3-01.
|
|
Р1-01
|
Р3-01
|
Ацетиленовые мундштуки
| №1А (2–10 мм) | №1А (3–30 мм) |
| №2А (10–25 мм) | №2А (30–50 мм) | |
| №3А (25–50 мм) | №3А (50–100 мм) | |
Пропановые мундштуки
| №1П (2–10 мм) | №1П (3–30 мм) |
| №2П (10–25 мм) | №2П (30–50 мм) | |
| №3П (25–50 мм) | №3П (50–100 мм) | |
| №4П (50–80 мм) | №4П (100–150 мм) |
Мундштуки для 3-х трубных резаков внутрисоплового смешения
Резаки 3-х трубные внутрисоплового смешения – это газовые резаки, где смешение газов происходит внутри газосмесительного мундштука.
Это одна из самых интересных и многообразных групп мундштуков, которые можно найти в ассортименте товаров ПТК. Сначала рассмотрим ассортимент товаров с привязкой к определенным резакам и газам, затем отдельно рассмотрим специальные серии мундштуков.
Мундштуки для резаков серии Р3-300 и Р3-345
Классифицировать мундштуки для данных резаков можно по газу (ацетилен, пропан) и по конструкции мундштука. Встречаются разборные и неразборные мундштуки.
Буквенно-цифровое обозначение схоже с маркировкой ранее описанных мундштуков, но может встречаться и буквенное обозначение «PM». Это аббревиатура горючего газа – пропана, дословный перевод с английского языка «propane mouthpiece».
Ацетиленовые мундштуки для резаков серии Р3-300, Р3-345 имеют неразборную конструкцию. Сам газосмесительный мундштук имеет три запорных пояска, которые предотвращают перетечку газов и обеспечивают смешение газов непосредственно в мундштуке, тем самым обеспечивая безопасное использование.
Пропановые мундштуки имеют разборную конструкцию, и так же обладают тремя запорными поясками, как и ацетиленовые мундштуки.
В таблице приведен перечень ацетиленовых и пропановых мундштуков с разбивкой по номеру и толщине реза.
Ацетиленовые мундштуки
|
Пропановые мундштуки
|
| №0А (3–10 мм) | №0PM (3–10 мм) |
| №1А (8–15 мм) | №1PM (8–15 мм) |
| №2А (15–30 мм) | №2PM (15–30 мм) |
| №3А (30–50 мм) | №3PM (30–50 мм) |
| №4А (50–100 мм) | №4PM (50–100 мм) |
| №5А (100–200 мм) | №5PM (100–200 мм) |
| №6А (200–300 мм) | №6PM (200–300 мм) |
Специальные мундштуки для резаков серии Р3-300 и Р3-345
К таким мундштукам можно отнести 2 группы товаров из ассортимента фирменной продукции ПТК – это мундштуки PNME 9 и HEAVY DUTY. Подробнее о каждом типе:
Подробнее о каждом типе:
Мундштуки PNME 9
Данный тип мундштуков отличается конструкцией латунной части мундштука, а именно шлицевыми пазами. В мундштуках PNME — 9 широких пазов, а в классической версии пропановых мундштуков их 18. В переводе аббревиатура PNME обозначает использование кислорода и пропана при резке, и применима только к резакам внутрисоплового смешения.
Мундштуки HEAVY DUTY
Разборный мундштук, предназначенный для работы на пропане. Отличительная особенность – увеличенная толщина стенки медной части мундштука. Благодаря этому, ресурс мундштука увеличен до 2,5 раза, что увеличивает срок его эксплуатации.
Ассортимент мундштуков и толщины их реза:
PNME 9
|
HEAVY DUTY
|
| №1П (8–15 мм) | №0П (3–10 мм) |
| №2П (15–30 мм) | №1П (15–25 мм) |
| №3П (30–50 мм) | №2П (25–50 мм) |
| №4П (50–100 мм) | №3П (50–75 мм) |
Дилеров и потребителей продукции ПТК хотим оповестить, что разборные пропановые мундштуки серии PREMIUM в скором времени будут выводиться из ассортимента фирменной продукции, так как им на замену пришли другие, более усовершенствованные товары, о которых мы рассказали выше.
Мундштуки для резаков серии Р3-362
Перед тем как рассмотреть мундштуки, акцентируем внимание на резаке Р3-362.
Резак Р3-362 – это аналог резака Харрис, где усиленная смесительная камера и инжектор расположены в массивной головке. Такой тип конструкции обеспечивает безопасность резчика в случае обратных ударов пламени.
Мундштуки для резаков Р3-362 обладают особой прочностью, что гарантирует долгий срок их службы, и в дальнейшем позволит сэкономить на закупке расходных материалов. Формируют мощное и сфокусированное подогревающее пламя, которое обеспечивает быстрое врезание.
Пропановые мундштуки имеют разборный тип конструкции, а ацетиленовые неразборные. Как правило мундштуки этой группы имеют только числовое обозначение номера мундштука, без буквенной привязки к горючему газу. Пропановые и ацетиленовые мундштуки имеют одинаковую нумерацию и толщину реза:
| №00 | 5–10 мм |
| №1 | 15–25 мм |
| №2 | 25–50 мм |
| №3 | 50–75 мм |
| №4 | 75–150 мм |
| №5 | 150–200 мм |
| №6 | 200–300 мм |
На что обратить внимание при выборе мундштука для газового резака?
При выборе мундштука для работ с газовым резаком в первую очередь обращайте внимание на эти вещи:
- Толщина медных стенок у разборных мундштуков.

- Качество проточки отверстий, шлицевых пазов.
- Качество продукции в целом. Под этим подразумевается внешний вид товара и качество упаковки.
Ошибки, при которых повреждаются мундштуки
В ходе эксплуатации мундштуков, встречается ряд ошибок, которые допускают газорезчики, и эти ошибки способствуют повреждению мундштука. Если вы предотвратите это, то в разы увеличите срок службы товара.
- Механическое повреждение мундштука. В месте удара может образоваться вмятина, которая вызывает непроходимость газов и, как следствие, выгорание металла и стенки мундштука.
- Перегрев мундштука из-за его помещения в замкнутое пространство, где возрастает температура выше предельной нормы.
- Не соблюдение норм давления кислорода и пропана, которые соответствуют каждому отдельному размеру сопла и резаку.
Увеличить срок службы помогут вспомогательные товары, например, набор для чистки. Набор для чистки мундштуков удалит нагар, окалины с наружных и внутренних поверхностей, проходных отверстий и торцов мундштуков.
Обратный удар причины возникновения при газорезке металла
Обратный удар при газовой резке
Cтраница 1
Предотвращение обратных ударов достигается двумя путями: снижением количества первичного воздуха в смеси до размеров, образующих самопроизвольно негорючую смесь , и уменьшением величины огневых отверстий с размерами ниже критических величин. Размеры критических отверстий, через которые не происходит обратных ударов пламен, могут приниматься не более: для природных и сжиженных газов — 2 5 мм, сланцевых — 2 0 мм, коксовых — 1 5 мм, водорода — 0 9 мм.
Предотвращение обратных ударов достигается двумя путями; снижением количества первичного воздуха в смеси до размеров, образующих самопроизвольно негорючую смесь , и уменьшением размеров огневых отверстий до 2 5 мм и меньше.
Предотвращение обратных ударов достигается двумя путями: снижением количества первичного воздуха в смеси до размеров, образующих самопроизвольно негорючую смесь , и уменьшением величины огневых отверстий до размеров 2 5 мм и меньше.
Для предотвращения обратного удара пламени предлагается применять металлокерамические огнепреградители
Плавно увеличиваем струю кислорода, которая поджигает расплавленный металл. Если начался бурный процесс, и сталь загорелась, то можно постепенно увеличивать давление кислорода . Если реакция не началась , то следует добавить кислорода и разогреть его.
Начали резать металл и медленно передвигаемся вдоль линии реза. Все продукты обработки сдуваются струей к задней стороне зоны разрезания. Если этот поток замедляется или возвращается, то следует уменьшить скорость резки или остановиться и прогреть материал.
Обратный удар & причины возникновения и защита
Клапан обратного удара
Выполнение газопламенных работ сопряжено с риском возникновения обратного удара пламени.
Если воспламенение проникло в горелку , оно движется по газовым каналам с огромной скоростью.
Последствия такого негативного развития событий могут быть разнообразными:
• выход из строя оборудования
• разрыв рукавов, редукторов, баллонов с ацетиленом или пропаном
• человеческие жертвы!
Причины обратного удара
Что приводит к возникновению такой фатальной ситуации:
• неверное разжигание – ошибочная регулировка кислорода и горючего газа, силы пламени;
• слишком большой разогрев мундштука и трубки, на которую он накручивается, что приводит к самовоспламенению смеси газов еще до выхода ее из горелки;
• в мундштуке накапливается сор, если он забьет отверстие на его конце, давление газа на выходе увеличится;
• закрытие выходного отверстия мундштука путем касания к детали – тоже мешает нормальному выходу газа в окружающую среду.
• если закончился баллон с кислородом или забился инжектор и т.д. – то есть все что влияет на давление кислорода, резкое изменение его значения
Внешние признаки:
• резкий хлопок, но горение пламени продолжается ;
• хлопок с прекращением горения из мундштука идет дым.
Защита защита от обратного удара & клапан
Установка клапана обратного удара спасет Вам жизнь, обезопасит оборудование от порчи, разрушения.
Работает он следующим образом: поток пламени, проникающий в горелку или рукава, немедленно гасится огнегасителем. Противоток пропана, ацетилена или кислорода прекращается запорной пружиной. Процесс блокируется вставкой из металлокерамики, спеченной из порошка.
Неисправности газовых горелок
Небольшие «взрывы», известные как обратные удары пламени и обратные вспышки, могут происходить во время сварки и резки. Самыми распространенными причинами таких неисправностей являются:
aLEX 19 Ноя 2013
Приветствую уважаемую публику.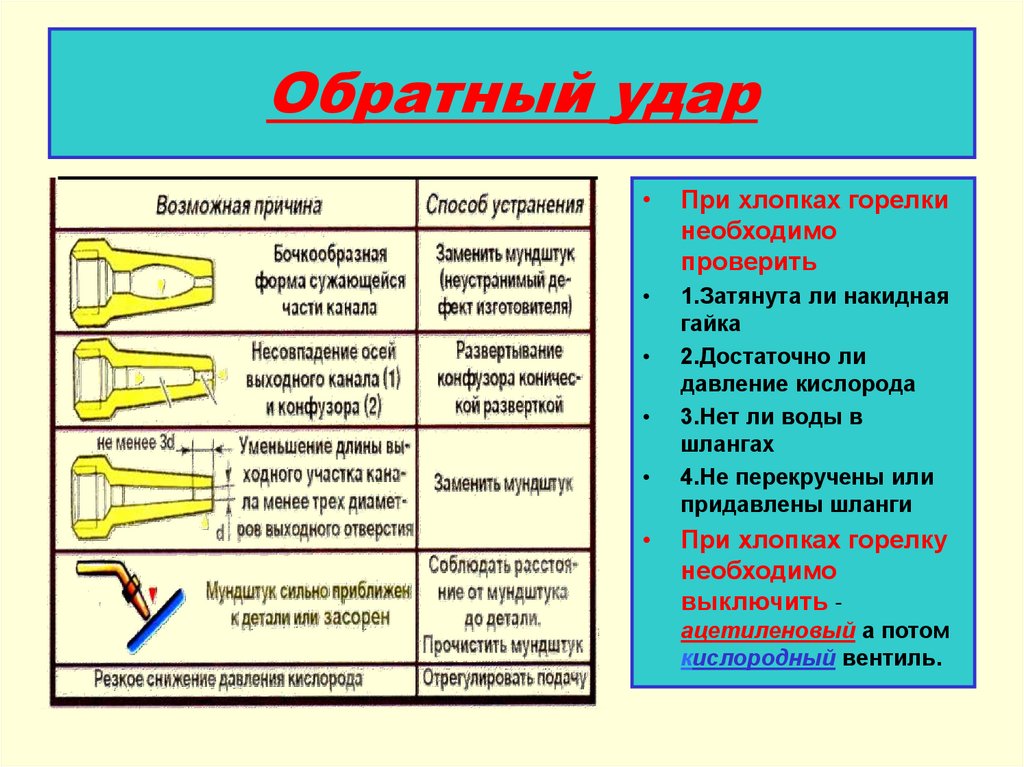 Столкнулся с проблемой обратного удара при увеличении подачи кислорода. Теперь подробнее и сначала. Имеется новый комплект газосварочного оборудования по смыслу буржуйского производства, а точнее мне кажется как всегда Китай, никаких паспортов нет. Так вот, при подключении мундштука для сварки никаких проблем нет, все работает штатно.
Столкнулся с проблемой обратного удара при увеличении подачи кислорода. Теперь подробнее и сначала. Имеется новый комплект газосварочного оборудования по смыслу буржуйского производства, а точнее мне кажется как всегда Китай, никаких паспортов нет. Так вот, при подключении мундштука для сварки никаких проблем нет, все работает штатно.
А вот когда подключаю резак начинаются пляски с бубном. Классическим способом, то есть приоткрыть кислород для эжекции и после ацетилен и при поднесении зажигалки происходит обратный удар . Если сразу открыть ацетилен и поджечь то все ОК, но как начинаешь добавлять кислород – сразу обратный удар. Точнее не сразу, ну можно добиться сильно восстановительного пламени.
Но увеличивая подачу кислорода и приближаясь к нормальному пламени происходит обратка. Пляшу с бубном вокруг резака уже 2й день, параллельно ища подобную проблему в сети, но все тщетно. Давлениями, как кислорода так и ацетилена играл, то есть пробовал поднять/опустить – никакой реакции. Сейчас выставлено Кислород-5атм, ацетилен – 0.8атм.
Сейчас выставлено Кислород-5атм, ацетилен – 0.8атм.
Сопла на резаке пробовал менять, но там и так новое стоит, но пробовал другие, фирменные и новые — все без результатно. Как я понял по конструкции эжектор там встроен в самом сопле. См. фото. То есть регулировать там нечего. Зато выкручивается трубочка, то же см. фото которую я сразу принял за эжектор, но после того как разобрал весь узел оказалось что нет.
И самое интересное, при проверке на эжекцию как это обычно делается, открыв кислород и ацетилен, естественно при этом отсоединив шланг последнего – разряжения нет! А при увеличении подачи кислорода даже наоборот, из ацетиленового шланга идет кислород. Куда копать дальше не знаю, своих мозгов не хватает, надеюсь на ваши рекомендации.
Такими резаками работаю давно, лет 10 уже и никогда не были никаких проблем. Все обслуживание сводилось к чистке сопел и или замене. Предвидя советы, что нужно вернуть его обратно или сдать на ремонт сразу оговорюсь – такой возможности нет.
С возвратами-ремонтами никто заниматься не будет, легче, проще и безгеморойнее заказать новый комплект, но ждать минимум 3 месяца, а то и все пол года, а резать надо и прямо сейчас. Сегодня резали болгаркой листы 16мм замучались! Нужен резак – помогите отремонтировать!
Резка металла
Резка металла представляет собой процесс отделения честей металла для получения заготовки из проката, отливки или другихпоковки и т.п. с помощью специального оборудования. Резать метал можно путем его нагрева и расплавления или механическим способом. В первом случае используют электрическую, газовую, лазерную резку, во втором — резку ножницами, фрезами, рубку гильотиной.
Первые упоминания о газовой резке металлов были сделаны в 1888г. в докладе, прочитанном в Англии Томасом Флетчер. В 1901 году был видан германский патент Герману А. Е. Менне на применение кислорода для резки или, как было сказано, для плавки.
в докладе, прочитанном в Англии Томасом Флетчер. В 1901 году был видан германский патент Герману А. Е. Менне на применение кислорода для резки или, как было сказано, для плавки.
В сентябре 1906 года был выдан в САСШ патент Феликсу Жотранд на процесс резки листов труб и других металлических изделий при помощи приспособления, использующего смесь кислорода и водорода или другого горючего газа совместно со струей кислорода.
Единственными металлами, которые можно резать с успехом, являются железо, мягкая сталь и стали с малым содержанием углерода. Стали с высоким содержанием углерода можно резать струей кислорода при надлежащем предварительном подогреве, зависящем от количества углерода.
Чем выше содержание углерода, тем более высокой должна быть температура подогрева. Например бурый нагрев оказывается достаточным для обыкновенной инструментальной стали, тогда как для некоторых специальных сортов инструментальной стали требуется темно-красный нагрев.
Резка чугуна находится еще в стадии испытаний, но некоторые успехи уже получены при пользовании электрической дугой.
Латунные и бронзовые листы можно резать, помещая их между стальными листами.
Для резки горелка устанавливается на слегка окисляющее пламя: Когда пламя касается стального листа, то, как только будет открыт кран для кислорода, идущего вдоль нагревающего пламени, температура листа весьма быстро достигает точки белого каления.
Тогда металл, нагретый до белого каления, загорается и горение его сопровождается дождем искр. Горящий или окисляющийся металл стекает вниз по сторонам прорези, воспламеняя и расплавляя металл на своем пути.
Быстрота резания меняется с толщиною металла, с размером наконечника горелки, а также зависит от искусства рабочего. Применение газовой резки имеет весьма большое значение там, где производительность, быстрота и экономия в расходах являются руководящими факторами.
Кислородная резка
Получение, транспортировка и хранение кислорода. Горючие газы для кислородной резки.
Свойства и способы получения ацетилена.
1.11. Применение СИЗОД следует сочетать с другими СИЗ удобными для работника способами.
Вспомогательным рабочим, работающим непосредственно с резчиком, рекомендуется пользоваться защитными очками со стеклами марки СС-14 со светофильтрами П-1800.
1.16. При питании газорезной аппаратуры от единичных баллонов между баллонными редукторами и резаком следует устанавливать предохранительное устройство.
применять аппаратуру, работающую на жидком горючем;
оставлять без присмотра резаки и рукава во время перерыва или после окончания работы.
1.22. Газопламенные работы следует производить на расстоянии не менее 10 м от переносных генераторов, 1,5 м от газопроводов, 3 м от газоразборных постов при ручных работах.
Указанные расстояния относятся к газопламенным работам, когда пламя и искры направлены в сторону, противоположную источникам питания газами.
В случае направления пламени и искры в сторону источников питания газами следует принять меры по защите их от искр или воздействия тепла пламени путем установки металлических ширм.
Источники: www.ngpedia.ru, koa-svarka.net, svarka-master.ru, weldzone.info, websvarka.ru, ruswelding.com, www.tehbez.ru
Обратный удар при резке металла
Явление, известное под названием обратный удар пламени, описывается как процесс обратного перемещения струи горящих газов во внутреннюю часть горелки.
В данной статье мы попытаемся разобраться в причинах и механике возникновения этого процесса в случае, если приходиться пользоваться газовой резкой.
Как проявляется
Обратный удар пламени чаще всего наблюдается в виде резкого хлопка, после чего происходит:
— угасание пламени горелки, а из мундштука выделяется дым черного цвета;
— пламя не пропадает, но хлопков может быть несколько. В основном связано с неправильной настройкой оборудования или низкой мощности подаваемого в горелку газа;
— угасание пламени как последствие чрезмерно длительных манипуляций с окислительным пламенем.
Последний вариант наиболее опасен. Он может сопровождаться не только микро- и макроразрывами шланга, горелки, но и способен спровоцировать взрыв баллонов.
Почему возникает обратный удар пламени? Основные причины
Спровоцировать данное явление могут несколько факторов, к которым относятся:
— неправильный подбор газовой смеси;
— малая мощность подаваемого потока газов;
— мундштук или сменный наконечник горелки сильно перегреваются;
— последствие налипания на мундштук брызг металла;
— наличие песка в горелке;
— произошло случайное касание горелки в детали и перекрылся выход;
— закончился воздух в кислородном баллоне.
Варианты решения проблемы
- На горелке перекрывается кислородный вентиль, а после перекрывают подачу воспламеняющегося газа.
- Проверяется уровень давления в баллонах и параметры регулятора.

- Ждем пока охладится горелка, после чего при надобности проводим ее чистку.
- В случае сильных хлопков проводим дополнительно осмотр шланга, регулятора, баллона.
- Если все хорошо, повторно зажигаем пламя, проверяем как все работает.
Дополнительно также могут устанавливаться устройства, блокирующие обратный газовый поток.
К ним относятся предохранительные затворы, подсоединяемые между горелкой/резаком и источником поступления горючего газа.
Затворы бывают гидравлические (заполняются водой) и сухие (огнепреградители (засыпаются металлокерамическим порошком с мелкопористой структурой).
Небольшие затворы монтируются между горелкой и шлангами, а те что больше по размерах – устанавливаются на выходах регуляторов. Не забывайте, чтобы затворы работали – требуется регулярное их обслуживание.
Таким образом, внедрив все изменения для оборудования, обратный удар пламени будет маловероятен. Одним из вариантов решения проблемы может быть более прогрессивная плазменная резка.
Она не только более производительная, универсальная, но и более безопасная.
СОВЕТЫ ГЛАВНОГО СВАРЩИКА
БЕЗОПАСНОСТЬ ГАЗОВОЙ СВАРКИ И РЕЗКИ
СОХРАНИТ ВАМ ЖИЗНЬ И ЗДОРОВЬЕ!
ВСТУПЛЕНИЕ
Газопламенная обработка металлов (газокислородная резка, газовая сварка и т.д.) – это целый ряд технологических процессов, которые объединяет обработка металлов высокотемпературным газовым пламенем. Газопламенные работы сопряжены с рядом вредных воздействий и опасностью для человека и его окружения, наиболее часто встречающимися из которых являются:
— вероятность взрыва газов и их смесей; — вредное действие на организм человека выделяющихся газов, паров и пыли; — возможность ожогов и термического воздействия пламени на организм; — вредное воздействие излучения на зрение; — вероятность механических травм;
— повышенная опасность возникновения пожаров.
Помимо известных многим мер и прописных истин по предотвращению подобных случаев, таких как использование спецодежды и обуви, проверки исправности газового оборудования перед началом работ, недопущения курения вблизи баллонов и т. д.
д.
, в настоящее время существует и различные технические приспособления и аксессуары для снижения риска возникновения вредных воздействий и опасностей для здоровья, жизни человека и окружающего его пространства.
Рассмотрим их ассортимент, научимся правильно использовать и сделаем выводы о целесообразности их применения.
КЛАПАНЫ ОБРАТНЫЕ И ЗАТВОРЫ ПРЕДОХРАНИТЕЛЬНЫЕ
Клапан обратный предназначен для предотвращения обратного потока газа в рукава и далее в газовое оборудование. Устанавливается на резак либо горелку. Представляет из себя корпус, в который встроен подпружиненный ниппель, свободно пропускающий поток газа только в одну сторону.
Газ, поступающий из рукава под давлением, преодолевая усилие пружины, перемещает ниппель. При возникновении же перед клапаном обратного тока газа с давлением, равного или превышающего входное давление, обеспечивается мгновенное перекрытие потока газа в обратном направлении.
Наиболее распространены два типа клапанов обратных: кислородные (КО, синие) и газовые (ГО, красные).
Экспериментальными методами выявлено, что при обратном ударе пламя распространяется быстрее, нежели ударная волна успевает прижать ниппель в обратном клапане, поэтому данное устройство не всегда способно обеспечить защиту в данных условиях.
Надежным средством защиты от обратного удара являются огнепреградительные устройства – затворы предохранительные, отличающиеся от обратных клапанов тем, что, кроме запирающего ниппеля, в них также встроен пламягаситель.
Таким образом, затвор предохранительный предназначен для предотвращения обратного удара, возникающего при газопламенных работах, в защищаемое газовое оборудование (баллон). Благодаря продуманной конструкции, способен удерживать противоток газа давлением от 0,03 кгс/см и выше, выдерживает не менее 100 обратных ударов подряд.
Затворы предохранительные имеют целый ряд модификаций, предназначенных для установки на резак/горелку, редуктор, в разрыв сварочного рукава. С вариантами присоединения затворов предохранительных и клапанов обратных Вы можете ознакомиться здесь.
С вариантами присоединения затворов предохранительных и клапанов обратных Вы можете ознакомиться здесь.
ВЕНТИЛИ
Вентили, как и предохранительные устройства, рассмотренные выше, являются обязательными и важными элементами в составе газосварочного оборудования. Баллонный вентиль — это запорное устройство, предназначенное сохранять сжатый или сжиженный газ в баллоне. Шпиндель вентиля перемещается при помощи маховика, открывая или закрывая клапан. Резьба вентиля имеет коническую резьбу.
Вентиль на газовый баллон, должен обеспечивать как точное дозирование потока газа, так и абсолютную герметичность. Баллонные вентили имеют одинаковое назначение, но при этом их конструкция может быть разной.
Выделяют три основных типа вентилей: для баллонов со сжиженным газом, кислородных и пропан-бутановых баллонов.
Отличаются также друг от друга разной резьбой во избежание установки на баллон несоответствующего ему вентиля.
Крайне важно соблюдать чистоту кислородного вентиля, не допуская попадания на него масла и жира. Кислородные вентили можно устанавливать на баллоны с аргоном, азотом, сжатым воздухом и углекислотой.
Вентиль, как правило, состоит из корпуса, сборного запорного элемента, маховика, прокладок, мембран и крепежа. Баллонные вентили возможно менять как в сборе, так и отдельно по частям. Процедуру замены вентиля необходимо выполнять только на специализированных станциях обслуживания.
НАБОР ДЛЯ ЧИСТКИ РЕЗАКОВ, ГОРЕЛОК
Набор для чистки мундштуков и сопел резаков и горелок представляет собой несколько тонких стальных «шарошек», расположенных в удобном корпусе. Предназначен для очистки мундштуков (сопел) горелок и резаков от налипших брызг металла, окалины, нагара, копоти и т. д., образующихся в процессе работы.
В процессе газосварочных и газорезательных работ на наружной поверхности и во внутренних проходных отверстиях образуется нагар, копоть, налипают брызги металла, что не лучшим образом влияет на стабильность и безопасность работы газового оборудования, на время и качество выполняемых работ.
Обратный удар причины возникновения при газорезке металла
Cтраница 1
Предотвращение обратных ударов достигается двумя путями: снижением количества первичного воздуха в смеси до размеров, образующих самопроизвольно негорючую смесь , и уменьшением величины огневых отверстий с размерами ниже критических величин. Размеры критических отверстий, через которые не происходит обратных ударов пламен, могут приниматься не более: для природных и сжиженных газов — 2 5 мм, сланцевых — 2 0 мм, коксовых — 1 5 мм, водорода — 0 9 мм.
Предотвращение обратных ударов достигается двумя путями; снижением количества первичного воздуха в смеси до размеров, образующих самопроизвольно негорючую смесь , и уменьшением размеров огневых отверстий до 2 5 мм и меньше.
Предотвращение обратных ударов достигается двумя путями: снижением количества первичного воздуха в смеси до размеров, образующих самопроизвольно негорючую смесь , и уменьшением величины огневых отверстий до размеров 2 5 мм и меньше.
Для предотвращения обратного удара пламени предлагается применять металлокерамические огнепреградители
Плавно увеличиваем струю кислорода, которая поджигает расплавленный металл. Если начался бурный процесс, и сталь загорелась, то можно постепенно увеличивать давление кислорода . Если реакция не началась , то следует добавить кислорода и разогреть его.
Начали резать металл и медленно передвигаемся вдоль линии реза. Все продукты обработки сдуваются струей к задней стороне зоны разрезания. Если этот поток замедляется или возвращается, то следует уменьшить скорость резки или остановиться и прогреть материал.
Что такое — обратный удар
Обратным ударом называется процесс горения газа по направлению, противоположному перемещению струи. Скорость сгорания выше скорости истечения, огонь перемещается в мундштук, рукава или баллон.
Скорость сгорания выше скорости истечения, огонь перемещается в мундштук, рукава или баллон.
Важно знать, как происходит обратный удар при резке металла. Всегда слышен хлопок, потом:
- пламя горелки гаснет, появляется черный дым из мундштука;
- пламя горит, слышно еще несколько хлопков;
- горелка гаснет, дым отсутствует.
Наиболее опасен последний вариант, так как может случиться взрыв.
После первого хлопка нужно перекрыть подачу кислорода и газа. Обязательна проверка давления в баллонах. После того, как горелка охладилась, ее необходимо почистить. Если хлопков несколько, следует осмотреть шланги, проверить герметичность соединений. После окончания всех манипуляций можно повторно зажечь горелку.
Причины возникновения
Причин возникновения обратного удара при резке металла несколько:
- ошибки при регулировке объемов подачи газа и кислорода;
- неправильный подбор пропорций смеси;
- перегрев мундштука, провоцирующий воспламенение газа;
- накопление в мундштуке сора, повышающего давление потока;
- нечаянное прикосновение к мундштуку, перекрывающее отверстие;
- переохлаждение редуктора;
- засорение инжектора;
- пустой баллон кислорода.

Это значит, что основная причина обратного удара – увеличение давления кислорода до уровня, превышающего пропускную способность горелки, или снижение из-за утечки или пустого кислородного баллона.
Причины аварий проще предотвратить, чем последствия. Поэтому работая с газом, необходимо:
- затянуть соединения и проверить герметичность обмыливанием;
- в процессе эксплуатации соблюдать правила, установленные Гостехнадзором;
- перемещать баллоны на специальных тележках;
- предотвратить удары баллонов друг о друга;
- закрепить баллоны и отделить барьером, предотвращающим удары и попадание искр;
- закрытые рабочие помещения оснастить качественной вентиляцией;
- не хранить емкости с газом вместе с емкостями с кислородом;
- запасные баллоны хранить в отдельном помещении;
- не допускать попадания на баллоны жиров и масел;
- не греть металл газом без примеси кислорода.
Важно так же каждые 5 лет проводить освидетельствование баллонов.
Последствия обратного удар
Обратный удар при резке металла пропановым резаком может разорвать шланг, редуктор, баллон, выводя оборудование из строя. Но самые страшные последствия: ожоги, травмы, человеческие жертвы.
Чтобы обезопасить работников, необходимо на горелку или редуктор установить клапан. Существуют 2 вида этих устройств: для горючих газов и кислорода. Принцип работы простой. Пламя, проникшее в рукав или горелку, гасится специальным веществом. Потоки кислорода и газа перекрывает запорная пружина.
Чтобы не страдать от обратного удара, необходимо соблюдать технику безопасности и принять дополнительные меры, позволяющие обезопасить работников. Покупка и монтаж клапанов экономически выгоднее, чем восстановление испорченного или взорвавшегося оборудования. А травмы или потерю жизни никакими деньгами не возместить.
Как бороться: обратный удар пламени горелки
Явление, известное под названием обратный удар пламени, описывается как процесс обратного перемещения струи горящих газов во внутреннюю часть горелки.
В данной статье мы попытаемся разобраться в причинах и механике возникновения этого процесса в случае, если приходиться пользоваться газовой резкой.
Обратный удар при газовой сварке
Cтраница 1
Предотвращение обратных ударов достигается двумя путями: снижением количества первичного воздуха в смеси до размеров, образующих самопроизвольно негорючую смесь , и уменьшением величины огневых отверстий с размерами ниже критических величин. Размеры критических отверстий, через которые не происходит обратных ударов пламен, могут приниматься не более: для природных и сжиженных газов — 2 5 мм, сланцевых — 2 0 мм, коксовых — 1 5 мм, водорода — 0 9 мм.
Предотвращение обратных ударов достигается двумя путями; снижением количества первичного воздуха в смеси до размеров, образующих самопроизвольно негорючую смесь , и уменьшением размеров огневых отверстий до 2 5 мм и меньше.
Предотвращение обратных ударов достигается двумя путями: снижением количества первичного воздуха в смеси до размеров, образующих самопроизвольно негорючую смесь , и уменьшением величины огневых отверстий до размеров 2 5 мм и меньше.
Для предотвращения обратного удара пламени предлагается применять металлокерамические огнепреградители
Плавно увеличиваем струю кислорода, которая поджигает расплавленный металл. Если начался бурный процесс, и сталь загорелась, то можно постепенно увеличивать давление кислорода . Если реакция не началась , то следует добавить кислорода и разогреть его.
Начали резать металл и медленно передвигаемся вдоль линии реза. Все продукты обработки сдуваются струей к задней стороне зоны разрезания. Если этот поток замедляется или возвращается, то следует уменьшить скорость резки или остановиться и прогреть материал.
Обратный удар причины возникновения при газорезке металла — Справочник металлиста
» Статьи » Обратный удар при газовой сварке
Клапан обратного удара
Выполнение газопламенных работ сопряжено с риском возникновения обратного удара пламени. Если воспламенение проникло в горелку (резак), оно движется по газовым каналам с огромной скоростью.
Т.е обратный удар – это такая ситуация, при которой газ начинает сгорать в направлении противоположном своему истечению и скорость его сгорания выше, чем скорость его истечения.
Последствия такого негативного развития событий могут быть разнообразными:
• выход из строя оборудования • разрыв рукавов, редукторов, баллонов с ацетиленом или пропаном
• человеческие жертвы!
Защита защита от обратного удара — клапан
Установка клапана обратного удара спасет Вам жизнь, обезопасит оборудование от порчи, разрушения.
Работает он следующим образом: поток пламени, проникающий в горелку (резак) или рукава, немедленно гасится огнегасителем . Противоток пропана, ацетилена или кислорода прекращается запорной пружиной. Процесс блокируется вставкой из металлокерамики, спеченной из порошка.
Процесс блокируется вставкой из металлокерамики, спеченной из порошка.
Всего существует их два вида:
• на кислород • и на горючий газ.
Они всегда идут в паре. Устанавливаются на редуктор или горелку (резак) и выдерживают минимум сто обратных толчков пламени идущих один за другим.
Обратный удар пламени
Обратным ударом пламени называют распространение горения газов внутрь горелки (сопла, шлангов), в направлении, противоположном направлению истечения горючей смеси газов.
При нормальном горении пламени, скорость истечения горючей газовой смеси равна скорости горения.
V истечения = V горения
В случае нарушения этого равенства, возможны два варианта:
- V истечения > V горения – отрыв пламени;
- V истечения
Причины возникновения обратного удара:
— засорение мундштука брызгами от расплавленного металла;
— перегрев сопла горелки;
— неправильная регулировка состава смеси газов и мощности пламени.
Внешне проявления обратного удара можно разделить на три вида:
— раздается хлопок, но пламя продолжает гореть, обычно происходит из-за малой мощности пламени или неправильной регулировки;
— так же происходит хлопок, и пламя при этом гаснет, чаще вызвано длительной работой с окислительным пламенем, может стать причиной разрывов шланга и горелки, далее пламя может добраться до баллонов, вызвав взрыв;
— раздается хлопок с угасанием пламени и выделением черного дыма из мундштука, тоже опасный вариант.
Во всех трех случаях следует перекрыть подачу горючих газов, принять меры для выявления и устранения причин и последствий обратного удара.
Обратный удар является крайне нежелательным явлением, так как может привести к порче оборудования для газопламенной обработки.
Для предотвращения последствий обратного удара на генераторах и на шлангах устанавливаются специальные защитные приспособления — затворы и обратные клапаны.
Затворы могут быть двух видов: «мокрые» и «сухие».
Схема мокрого затвора
1 – корпус затвора;
2 – отверстие для залива жидкости;
3 – клапан;
4 – мембрана из алюминиевой фольги, рассчитана на увеличение давления в два раза по сравнению с рабочим;
5 – шланг для подачи газа от генератора;
6 – клапан для отбора газа с запорным вентилем.
При нормальной работе газ, подаваемый от генератора, поднимает клапан 3 и, проходя через воду (или другую жидкость), поступает к потребителю.
При обратном ударе пламя поступает к затвору через шланги в верхнюю часть, где происходит сгорание газа. При этом повышается давление. Давление передается через воду на клапан 3, и он закрывается, мембрана при этом разрывается, и продукты горения выбрасываются в атмосферу.
Схема сухого затвора
1 – отсекатель пламени (воспринимает ударную волну пламени).
При нормальной работе клапан 3 открывается, при этом сжимается пружина 4 и газ, проходя через перфорированные экраны 2 и пористую массу 5, поступает к потребителю.
При обратном ударе кинетическая энергия пламени гасится отражателем 1, перфорированными экранами 2 и полностью гасится в пористой массе 5.
При этом повышенное давление в затворе приводит к закрытию клапана 3, тем самым предотвращаются последствия обратного удара.
Также по теме:
svarder.ru
5.6. Обратный удар
Обратным ударом называется воспламенение горючей смеси в каналах горелки или резака и распространение пламени навстречу потоку горючей смеси. Обратный удар характеризуется резким хлопком и гашением пламени.
Обратный удар характеризуется резким хлопком и гашением пламени.
Горящая смесь газов устремляется по ацетиленовому каналу горелки или резака в шланг, а при отсутствии предохранительного затвора — в ацетиленовый баллон, что может привести к взрыву ацетиленового баллона и вызвать серьезные разрушения и травмы.
Ацетиленокислородная смесь сгорает с определенной скоростью. Горючая смесь вытекает из отверстия мундштука горелки или резака также с определенной скоростью, которая всегда должна быть больше скорости сгорания.
Если скорость истечения горючей смеси станет меньше скорости ее сгорания, то пламя проникает в канал мундштука и воспламенит смесь в каналах горелки или резака, произойдет хлопок и возникнет обратный удар пламени.
Обратный удар может произойти от перегрева горелки и засорения канала мундштука горелки.
Рис. 87. Плакат (24)
Возможные причины обратного удара
1.Бочкообразная форма сужающейся части канала
Рис. 88. Мундштук (24)
Способ устранения:
Заменить мундштук (неустранимый дефект изготовителя)
2.Несовпадение осей выходного канала (1) и конфузора (2)
Рис. 89. Мундштук (24)
Способ устранения:
Развертывание конфузора конической разверткой
3.Уменьшение длины выходного участка канала менее трех диаметров выходного отверстия
Рис. 90. Мундштук (24)
Способ устранения:
Заменить мундштук
4.Мундштук сильно приближен к детали или засорен
Рис. 100. Наконечник горелки (24)
Способ устранения:
Соблюдать расстояние от мундштука до детали. Прочистить мундштук
5.Резкое снижение давления кислорода
Способ устранения:
Отрегулировать подачу газа
Запомни
Обратный удар может произойти от перегрева горелки и засорения канала мундштука горелки.
Техника безопасности при газовой сварке
Любые работы, производимые с открытым огнем, являются особо опасными, не исключение и газовая сварка. К тому же такой метод сваривания имеет и другой фактор опасности, так как для работ используется ацетилен и кислород — газы, которые относятся к взрывоопасным.
Как выбрать резак для резки металла
Главная » Разное » Как выбрать резак для резки металла
Как выбрать газовый резак?
Постоянный покупатель Торгового Дома «ДОКА», газорезчик со стажем, решил поделиться с нами как выбрать газовый резак. Обращаем Ваше внимание, что в статье высказана точка зрения, которая несколько отличается от мнения наших специалистов по данному вопросу. Мы выскажем свои собственные рекомендации в одной из наших ближайших статей.
Итак, как правильно выбрать газовый резак?!!
1. Для начала следует уяснить, что любое приобретение влечет за собой неминуемые затраты. Если Вы готовы приобретать для каждой конкретной задачи какой-то узкоспециализированный газовый резак, то дальнейший текст Вам будет неинтересен.
2. Любой производитель (в том числе и газосварочного оборудования
) — продавец по своей сути. И тому (производителю) и другому (продавцу) важно продать свой товар, причем продать как можно больше в количественном выражении.
3. В связи с этим (см. пункт 2) смехотворно смотрятся многочисленные рекламные ролики от различных производителей, в частности ролик начальника лаборатории ведущего украинского производителя газосварочного оборудования. Перед ним на столе восемь резаков и он говорит о моделях Р1 и Р3, как о совершенно разных резаках.
4. Перед началом поиска резака необходимо уяснить для себя, что несмотря на многообразие горючих газов (пропан, ацетилен) и смесей (бензин, керосин) Вам, как и всем остальным жителям планеты, в 99 случаях из 100 придется иметь дело с пропановыми резаками, чисто из соображений экономии. Резать Вы будете черный металл (сталь) толщиной преимущественно 3-4 мм, возможно иногда 10-20 мм. С такой толщиной, впрочем, как и 300 мм, да хоть 800 мм, справится любой пропановый резак. Для резки толстого металла потребуется увеличить рабочее давление и поставить на резак внутренний и наружный мундштуки большего размера.
Для резки толстого металла потребуется увеличить рабочее давление и поставить на резак внутренний и наружный мундштуки большего размера.
5. Очень мечтаю увидеть ролик от вышеупомянутых уважаемых производителей газосварочного оборудования, в котором также доходчиво будут объяснены 10 различий между резаками Р1 и Р3.
6. Так как, данный ролик никогда не появится, с Вашего позволения это сделаю Я. Так вот: различие между резаками Р1 и Р3 любого производителя — это толщина разрезаемого металла по определению и комплектация последнего (Р3) внутренними мундштуками больших размеров. Опыт работы газорезчиком дает право заявлять: резаком Р1 свободно режется металл любой свободно доступной толщины.
Непосредственный выбор газового резака
1. Перед покупкой:
— Посмотрите на резак, он должен выглядеть для Вас эстетически приятно — Вам с ним работать, а как работать тем, что жутко выглядит?!
— Возьмите резак в руку, подержите одной вытянутой рукой. Резак не должен тянуть руку к земле, как кувалда. Хороший резак легок и удобно лежит в руке, независимо от толщины.
Хороший резак легок и удобно лежит в руке, независимо от толщины.
2. Подумайте о длине резака. По опыту работы стандартная длина 485 мм на практике означает 25 сантиметров от кисти руки держащей резак до жала пламени. На чистом листовом прокате эти цифры ничего не скажут, но на окрашенных, замасленных поверхностях Вы скоро пожалеете, что не взяли удлиненный газовый резак (768-800 мм).
3. Смотря на длину, не забывайте, что она указана от мундштука до кончика штуцера, а это минус почти 10 сантиметров.
Надеюсь, что помог сделать правильный выбор!
www.tddoka.ru
Как правильно выбрать резак Р1 и Р3 по внешнему виду?
I. Возьмите газовый резак в руки!!! (Невозможно сделать выбор по картинке, рекламному проспекту или только на основании цены).
II. Определитесь! Для выполнения каких работ Вам необходим резак? Например: Если вам необходимо резать металл толщиной не более 100мм, оптимальным выбором для вас будет газовый резак типа Р1 (с рукавом под Dy = 6 мм), если же предстоит резать металл более 100 мм (до 300мм) выбирайте резак газовый типа Р3.
Определитесь с типом доступного Вам газа (пропан-бутан, ацетилен, метан, МАФ).
III. Обратите внимание на внешний вид газового резака:
1) Мундштук наружный должен быть изготовлен из технической меди. Термическая стойкость технической меди в 3–4 раза выше латуни. Мундштук из технической меди имеет красноватый цвет в отличии от жёлтой латуни.
Для ацетиленового резака и внутренний мундштук должен быть изготовлен из меди!!
2) Корпус и трубки соединений, латунные, медные или из нержавеющей стали.
3) Наконечник и инжекторный узел, должны быть отъемными и легко заменяемыми. В случае выхода из строя, засорения наконечника, инжектора, их можно быстро прочистить или заменить на новые, и не придется покупать новый резак.
4) У профессиональных газовых резаков, барашек вентиля кислорода режущего (КР) должен иметь диаметр не менее 40 мм или клапан рычажный. Это обусловлено удобством открытия и закрытия кислорода режущего (КР) при длительной работе.
6) Маховики должны вращаться с небольшим усилием (не болтаться, но и не туго вращаться), так как в случае свободного вращения существует большая вероятность самопроизвольной разрегулеровки состава пламени во время работы (это не удобно и опасно). При тугом вращении маховиков, не удобно производить настройку пламени резака и его гашение, или даже не возможно.
7) Шпиндели узлов вентилей должны быть из нержавеющей стали (средний срок службы таких шпинделей не менее 15000 циклов открыто-закрыто). Изготовление их из латуни недопустимо, так как такие узлы не выдерживают более 500 рабочих циклов открыто-закрыто, в дальнейшем они не обеспечивают герметичности запирания. Как следствие: утечки горючего газа и кислорода, что опасно и может привести к взрыву скопившейся горючей смеси.
Допускается применение комбинированных шпинделей латунь — «нержавейка», они значительно лучше по своим характеристикам, чем цельные латунные шпиндели.
8) Для резаков Р3 (для резки металла до 300мм) не допускается применение комбинированных 6/9 ниппелей. Комбинированный ниппель 6/9 уменьшает проходное сечение в 3 раза по сравнению с ниппелем 9, что не достаточно для обеспечения расходов газов.
Комбинированный ниппель 6/9 уменьшает проходное сечение в 3 раза по сравнению с ниппелем 9, что не достаточно для обеспечения расходов газов.
9) Выбирайте латунные ниппеля! Алюминиевые ниппеля изнашиваются быстрее.
10) Наличие запасных частей у продавца обязательно!!! (В противном случае вы покупаете «разовое» изделие).
11) Наружное покрытие под цвет латуни или меди скрывает недостатки пайки, пороки в металле а так же вводит Вас в заблуждение, выдавая алюминий за латунь или медь.
Внешний «блеск» не обеспечивает безопасность и работоспособность газового резака.
svarka59.ru
Пропановый резак — как выбрать лучший газовый резак
Как выбрать пропановый резак
Содержание статьи
На сегодняшнее время существуют различные виды резаков для газовой сварки, поэтому для того чтобы выбрать лучший газовый резак придется постараться. Все газовые резаки имеют свои технические особенности и характеристики.
Одни их виды подходят идеально для выполнения различного рода монтажных работ, а другие напротив, предназначены исключительно для разрезания металлов.
Итак, о том, какие бывают виды резаков для газовой сварки и как выбрать пропановый резак, будет рассказано ниже.
Как выбрать пропановый резак. Лучший газовый резак
Сегодня для газовой сварки чаще всего используются следующие разновидности резаков:
Кислородный резак – является бюджетным вариантом для резки металла, а его конструкция представляет собой инжекторную установку для формирования горящей струи посредством кислорода.
Резак керосиновый – чаще всего используется в промышленных целях из-за своих сложных конструктивных особенностей. Применим для резки металла не толще чем 20 сантиметров, а сам процесс разрезания металлических частей происходит под воздействием керосинового пара.
Пропановый резак – подходит для резки, как черных, так и цветных металлов. Резак пропановый отличается от всех остальных видов своей надежностью и безопасностью, что делает его очень популярным инструментом при выполнении газосварочных работ.
Ацетиленовый резак – в большинстве случаев применяется для резки толстых металлов. Имеет вентили, которые можно регулировать по отдельности, тем самым, увеличивая или уменьшая мощность и скорость подачи газа.
Резак пропановый Корд-Р-01П-L535
Вопрос – как выбрать пропановый резак непростой, тем более что на сегодняшнее время на рынках данное оборудование представляет множество различных производителей. Поэтому чтобы выбрать лучший газовый резак необходимо отталкиваться от множества нюансов.
Хорошие пропановые резаки предлагает сегодня потребителю такой производитель сварочного оборудования как компании «Корд». Это надёжный и проверенный временем производитель.
Отзывы о продукции «Корд» только положительные, это объясняется тем, что компания за все годы своей упорной работы всегда использовала в производстве своей продукции только качественное сырьё, соответствующее всем нормам и правилам безопасности, установленным согласно государственным стандартам и требованиям.
Резак пропановый Корд-Р-01П-L535 отличается своей надёжностью при эксплуатации, а также мобильностью. Это удобное приспособление для ручной резки углеродистых, а также низколегированных сталей.
Основные характеристики пропанового резака модели «Корд-Р-01П-L535» таковы:
- Оборудование имеет рычаг, предназначенный для включения подачи режущего газа – кислорода. Рычажный способ включения намного удобнее и предпочтительней вентильного, так как способствует сокращению затрат газа, экономит режущий кислород.
- Стандартный пропановый резак этой модели имеет вес, равный 1,12 килограмм. Такой вес позволяет легко производить действия и работу с оборудованием, а параметры размера резака способствуют производству более точной и качественной резки стальных изделий.
- Головка пропанового резака наклонена под оптимальным для работы углом, равным ста десяти градусам.
- Устройство работает достаточно тихо, уровень шума, который достигается в работе с оборудованием такого типа, очень низкий, не превышает восьмидесяти децибел.
 Это полноценно обеспечивает комфортную работу и меньшее напряжение для рабочего.
Это полноценно обеспечивает комфортную работу и меньшее напряжение для рабочего.
В плюс ко всем преимущественным сторонам резаков от компании «Корд» можно добавить и то, что цены на данную продукцию невысокие, но с лихвой оправдывают высокое качество оборудования.
Оценить статью и поделиться ссылкой:
samastroyka.ru
Газовый резак — виды, назначение и правила использования
Резка металла газовым резаком – самый легкий и удобный способ разделить цельную металлическую поверхность на необходимые части. Но для такого вида деятельности потребуется специальное оборудование, о выборе которого мы поговорим в этой статье. Помимо баллона с топливом и самого резака стоит обратить внимание на дополнительные советы по уходу за запасными частями и о принципах работы.
Главные комплектующие газовых резаков практически одинаковы, они варьируются в зависимости от назначения резки. Устройство различается лишь у эжекторных газовых аппаратов, но с ним можно ознакомиться лишь внимательно изучив инструкцию по эксплуатации:
- система подачи топлива, бывает инжекторная и эжекторная;
- входы и соединительные трубки;
- камера смешивания компонентов;
- регулировочные вентили для подачи смешанных элементов;
-
сопло – наконечник для подачи жидкости и газа.

Работа резчика не столь сложна, сколько опасна. Она требует тщательного соблюдения техники безопасности. Сначала нужно подсоединить баллон с газом, и накачать давление до нужного уровня. В это время все компоненты образовывают единую смесь. Струя газов под давление прожигает металл и не позволяет окислиться изделию.
Какие бывают виды газовых резаков
Важным критерием выбора оборудования является вид топлива, на котором будет работать агрегат. Специалисты выделяют следующие группы изделий:
- Пропановый. Пользуется наибольшей популярностью среди профессионалов и аматеров. Безопасен и имеет высокий коэффициент полезного действия. Способен прорезать толщину металла от 3 до 500 мм, а его вес составляет 900 гр.
- Кислородный. Инжекторная подача топлива. Работает на кислороде, который создает вспышку огня из-за большого давления. Способен прорезать металлические поверхности до 300 мм.
-
Ацетиленовый.
 Хорошо зарекомендовал себя в работе с изделиями, имеющими большую толщину. Регулируемая подача горючего влияет на скорость подачи ацетилена. Представлен в виде переносного аппарата и конкурирует со стационарными аналогами.
Хорошо зарекомендовал себя в работе с изделиями, имеющими большую толщину. Регулируемая подача горючего влияет на скорость подачи ацетилена. Представлен в виде переносного аппарата и конкурирует со стационарными аналогами. - Керосиновый. Применяется в узких областях промышленности – горной и угольной. Можно использовать под землей. Режет углеродистый материал не более 200 мм в толщину.
- Бензиновый. Работает на 80,92 и 95 бензине. Вариант ручного инструмента, выполняет функции керосинового резака.
- Водородный. Смесь водорода и кислорода имеет самую большую рабочую температуру. А чем выше нагрев, тем быстрее получается резка. Обслуживать такой вид резака легко: необходимо просто доливать воду в резервуар. Часто используется в ювелирных работах.
- Комбинированный.
Назначение газовых резаков
По комплектации газовые инструменты для резки различаются по количеству трубок, величине, методу розжига.
- промышленные машины для резки металла используются при постоянно больших объемах;
- переносные резаки, размер которых невелик, предназначены для домашнего применения;
- туристические товары способны работать при разных уровнях наклона;
- изделия с пьезоподжигом запускаются от нажатия кнопки.
Выделяют две группы резаков по металлу:
- Воздушно-дуговые. Их применяют в производстве для работы с цветными и черными металлами. Они имеют высокий показатель КПД, но требуют постоянного контакта с электрической сетью и компрессором. Расходные материалы нужно постоянно докупать. В домашних условиях не используются.
- Трехтрубная система. Отличается от большинства резаков тем, что имеет третью трубку, по которой подается кислород. Считается самым безопасным инструментом. Требуется увеличенное давление газа.
Расходные материалы для работы
Наконечники или сопла резаков часто выходят из строя, поэтому нужно запастись необходимым количеством мундштуков или регулярно ухаживать за деталями. После каждого процесса работы необходимо чистить отверстие сопла медной или алюминиевой спицей, а также следить за уровнем давления газа при работе с разной толщиной материала.
После каждого процесса работы необходимо чистить отверстие сопла медной или алюминиевой спицей, а также следить за уровнем давления газа при работе с разной толщиной материала.
Правила эксплуатации резака по металлу
Предварительно убедитесь, что все трубки подключены правильно, смажьте краны глицерином и плотно закрутите. Обезжирьте поверхность, иначе произойдет взрыв от соприкосновения жира и кислорода. Теперь приступайте к основному этапу резки:
- сначала откройте кран с кислородом, потом с горючим газом;
- подожгите выходящий состав смеси;
- отрегулируйте струю до необходимого размера и скорости;
- пройдитесь по металлической поверхности в месте разреза с целью прогрева;
- открыть вентиль с кислородом, выполнить разрез;
- сначала закройте подачу горючего газа, следом закройте трубу с кислородом;
- остудите наконечник.
Стоит напомнить про средства индивидуальной защиты. Перчатки, маска и натуральная рабочая одежда должна присутствовать на мастере. Подберите удобную обувь.
Перчатки, маска и натуральная рабочая одежда должна присутствовать на мастере. Подберите удобную обувь.
Советы и рекомендации
Опытные специалисты дают ряд полезных советов, как по условиям резки, так и по общим наработанным моментам:
- чтобы начал плавиться металл и получился ровный разрез, температура пламени ниже, чем температура плавления металла, поэтому регулируйте поток;
- чтобы резка прошла успешно, стружка от разреза не может быть холоднее металла;
- подбирайте резаки соответствующие составу металла;
- окислившиеся брызги необходимо тут же удалять;
- выбирайте подходящий материал для сопла резака, на каждом наконечнике стоит маркировка, для каких газов предназначен мундштук;
- обращайте внимание на маркировку вентилей. О – открыть, З – закрыть;
- Патрубки производятся с правой и левой резьбой, для кислорода и для газа соответственно;
-
Шланги не должны мешать работе, уложите их сбоку от изделия.

В этой статье мы рассмотрели все виды газовых резаков по металлу, дали рекомендации и осветили принцип действия работы. Для приобретения газосварочного оборудования, покупателю нужно понять объем работ и выбрать подходящее изделие.
svarka-weld.ru
габариты, устройство, изготовление своими руками
На производстве и в частных мастерских часто возникают ситуации, когда нужно быстро разрезать металлические детали. Для этого может использоваться сварочный аппарат, болгарка, ножовка по металлу. Одним из популярных видов оборудования является газовый резак по металлу.
Газовый резак по металлу
Устройство и параметры
Аппарат для резки металлических деталей с помощью газа состоит из нескольких элементов. Мастеру нужно знать его устройство, чтобы в случае поломки или заклинивания принять определённые меры. Основные детали:
- рукоять;
- корпус;
- каналы для подачи горючего газа, кислорода;
- мундштук;
- форсунка, отвечающая за формирование горящей струи.

Помимо ключевых элементов, резак по металлу имеет регуляторы подачи газа, систему каналов, по которым они проходят через корпус и доходят до выходных отверстий. Габариты аппарата для резки металлических деталей меньше чем у болгарки, однако горелка требует подключения баллонов с расходным веществом, что усложняет доставку оборудования до рабочего места.
Газовые резаки для металла разделяются по разным критериям. Например, существует классификация по используемому газу, габаритам, виду резки, конструкции, методу смешивания расходных веществ.
Ацетиленовый
Представляет собой резак по металлу, который используется при разрезании металлических деталей большой толщины. Ацетиленовое оборудование комплектуется дополнительными вентилями, которые позволяют устанавливать высокую скорость подачи газа. Существуют промышленные и портативные модели резаков. Ацетилен обеспечивает максимальную температуру пламени. Это обуславливает большую глубину реза металла.
Ацетиленовый резак по металлу
Пропановый
Оборудование, работающее на пропане, применяется для разрезания сплавов, цветных и черных металлов. Максимальная толщина реза — 300 мм. Пропановые резаки более надёжные, что обуславливает их долговечность при активной эксплуатации. Мастера обращают внимание на безопасность таких аппаратов. Их часто используют при проведении самостоятельных работ в частных мастерских.
Максимальная толщина реза — 300 мм. Пропановые резаки более надёжные, что обуславливает их долговечность при активной эксплуатации. Мастера обращают внимание на безопасность таких аппаратов. Их часто используют при проведении самостоятельных работ в частных мастерских.
Газовый резак портативный
Можно купить устройство для автономной работы. Мини резаки помещаются в ладонь. Представляют собой металлический баллончик с газом, на который накручивается сопло с системой подачи горючего вещества. Сравнить ручной аппарат можно с турбо-зажигалкой. С помощью спичек, зажигалки или установленной системы зажигания, газ воспламеняется, проходит через специальные форсунки, сопло, которые формируют тонкую струю пламени высокой температуры. Она не гаснет при сильном ветре, что позволяет без труда использовать ручной резак на улице. Чтобы наполнить маленький баллончик можно использовать специальный ниппель для дозаправки или купить новую полную емкость.
Преимущества и недостатки
Если нужно разрезать металлический лист, можно использовать разное оборудование и приспособления. Это может быть роликовый нож, ручные ножницы, болгарка, станок для разрезания лазером или водой. Каждый из способов обладает сильными и слабыми сторонами. Преимущества газовых резаков:
Это может быть роликовый нож, ручные ножницы, болгарка, станок для разрезания лазером или водой. Каждый из способов обладает сильными и слабыми сторонами. Преимущества газовых резаков:
- Большая толщина реза. Зависимо от выбранного вида оборудования, можно разрезать металлический лист толщиной в 500 мм.
- Низкая цена на горелку, баллоны, соединительные шланги.
Недостатки:
- При сильном нагревании металла он подвергается тепловой деформации. Из-за этого изменяется структура материала.
- Большая ширина реза, что недопустимо при соблюдении точных габаритов.
- Если толщина листа небольшая, на срезе заметен конус от пламени.
- Невозможность работать с нержавеющей сталью, цветными металлами.
- Высокая стоимость за метр прорезанного листа.
После проведения резки металлических листов с помощью газовой горелки нужно дополнительно обрабатывать торцы.
Чтобы сделать качественный рез, нужно контролировать расстояние между соплом горелки и поверхностью материала.
Для этого нужно сделать самодельную каретку, которая будет поддерживать рабочую часть оборудования в одном положении над металлическим листом.
Газовый резак
Правила выбора
При выборе газового резака нужно учитывать ряд рекомендаций. Обращать внимание следует на такие факторы:
- Комфорт — важный показатель, отвечающий за то, сколько мастер сможет проработать с аппаратом без усталости. Желательно подержать горелку в руках. Это поможет понять насколько она будет удобна во время работы.
- Материал мундштука — наружная часть этого элемента горелки должна быть сделать из хромистой бронзы. Допускается чистая медь, имеющая красный оттенок.
- Соединительные трубки должны изготавливаться из латуни.
- Желательно выбирать горелку без декоративного покрытия. Краска будет закрывать возможные дефекты сборки аппарата.
- Работая с замасленными или окрашенными поверхностями, нужно выбирать удлинённые резаки (до 800 мм).
 Такая длина позволит уберечь кисть от травмирования пламенем.
Такая длина позволит уберечь кисть от травмирования пламенем. - Выбирать рукоять из алюминия. Пластик менее долговечный и износоустойчивый.
- Температура пламени и скорость потока газа влияют на толщину реза металлических деталей. Глубина реза обозначается специальной маркировкой. Например, если нужно разрезать листы толщиной до 10 см, аппарат будет обозначен P. Чтобы разрезать листы толщиною более 10 см, требуется выбирать маркировку P3.
Важно проверять комплектацию оборудования до выхода из магазина. Чтобы не возникло лишних проблем при возможных поломках газовой горелки, необходимо получить гарантию.
Настройка газового резака
После покупки оборудования нужно провести его сборку и настройку. Этапы сборки аппарата:
- На два баллона необходимо установить редуктора. Красный устанавливается на пропановый, синий на кислородный. Прежде чем из накручивать необходимо проверить наличие резиновых уплотнителей. Сами вентиля должны быть без следов масла или жира.

- Далее нужно закрепить шланги подачи газа. Они вкручивается по резьбе редукторов. Закрепляются хомутами. Лучше использовать металлические крепёжные элементы.
- После подключения шлангов к баллонам необходимо закрепить их на горелке согласно схеме, указанной в инструкции. Она прилагается к аппарату.
Когда сборка окончена, можно переходить к этапу настройки. При этом необходимо соблюдать некоторые рекомендации:
- Работая с ацетиленом, нужно открыть вентиль на один полный оборот. Давление не должно превышать 1 атмосферу. Желательно выставлять давление до 0,54 атмосферы.
- Далее нужно продуть шланги. Для этого требуется открыть вентиль на горелке и дождаться изменения звука.
- После регулировки подачи дополнительного расходного вещества нужно провести настройку потока кислорода. Оптимальная величина давления — 2,0 атмосферы.
- Далее продуваются шланги путём открытия вентилей на баллоне, горелке.
Обычно инструкция по сборке, настройке, дальнейшему использованию указывается на упаковке или в квитках, которые прилагаются к газовому аппарату.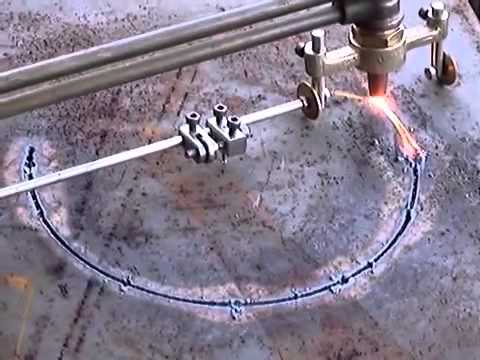
Резак ( пропан) — правильно настроить (пошагово).Cutter — set up correctly (step by step).
Watch this video on YouTube
Подготовка к работе
Прежде чем начинать работу с оборудованием для газовой резки нужно провести подготовку. Она включает действия, которые снижают риск порчи аппарата, заготовки, получения травм. Этапы подготовки:
- Осмотреть баллоны, соединительные шланги, крепёжные элементы, горелку на наличие повреждений. Они должны быть целыми, без видимых дефектов.
- Принюхаться к окружающему воздуху. Так можно определить утечку газа. Изначально необходимо подключить шланги к баллонам и горелке, зажать их хомутами. Горючая смесь не должна вырываться наружу.
- Резиновые уплотнители должны быть целыми. Если на них появляются трещины, их форма изменяется, необходимо немедленно заменить прокладки на новые.
- Прежде чем открывать кислородный вентиль необходимо проверить оборудование на наличие жировых пятен, подтёков масла.
 Даже небольшое количество этих веществ могут вызвать взрыв.
Даже небольшое количество этих веществ могут вызвать взрыв.
Важно правильно соединить шланги, не перепутав подачу газа.
Подготовка к работе газовым резаком
Инструкция по использованию
Резка металла резаком должна проходить по инструкции. Она состоит из нескольких этапов, которые должны идти строго дуг за другом:
- Открыть кислородный вентиль.
- Открыть баллон с газом.
- Поджечь струю смеси газов, которая выходит из сопла горелки.
- С помощью системы вентилей отрегулировать скорость потока газа.
- Нагреть металлическую поверхность до той степени, чтобы её цвет изменился до соломенного.
- Резка металла начинается после открытия вентиля кислорода на горелке.
- Чтобы завершить резку, необходимо перекрыть сначала газ, а затем кислород.
Сопло можно остудить в холодной жидкости.
Газовый резак своими руками
Изготовление газового резака своими руками не представляет больших сложностей. С помощью самодельного аппарата не получится резать толстые листы металла, однако для тонких листов, легкоплавких сплавов оно подходит. Требуемые материалы:
С помощью самодельного аппарата не получится резать толстые листы металла, однако для тонких листов, легкоплавких сплавов оно подходит. Требуемые материалы:
- медная проволока;
- капельницы — 2 штуки;
- металлический баллончик с газом для заправки зажигалок;
- иголка для накачки мячей;
- насос для аквариумов;
- паяльник, расходные материалы к нему;
- надфиль;
- ниппель;
- компрессор.
Изготовление самодельного резака:
- Согнуть иглу от капельницы. Оптимальный угол — 60 градусов.
- Проделать отверстие на боковой части иглы для накачки мечей. Пропустить через неё согнутую иглу от капельницы. Кончик должен выйти на 2 мм.
- Отверстия обмотать медной проволокой, пройти паяльником.
- На окончаниях игл закрепить трубки от капельниц.
- Толстая игла для накачки мячей должна быть соединена с газовым баллончиком, тонкая игла — с компрессором.
Чтобы регулировать поток подачи газа, используются пластиковые перемычки, закреплённые на трубках от капельниц.
Газовый резак по металлу применяется для разрезания толстых металлических листов. С его помощью можно сделать рез на глубину до 50 см. Можно собрать аппарат своими руками, однако его возможности будут гораздо ниже, чем у купленного резака.
metalloy.ru
плюсы и минусы, технология, особенности
Резка газом представляется более простым процессом, нежели газосварочные работы, и потому справиться с ней может даже человек, не обладающий специальными навыками. По этой причине практически любой из нас может освоить работу с газовым резаком. Главное здесь — усвоить суть технологии резки газом. В современных условиях все чаще используются пропановые резаки. Работа с ними требует использования одновременно пропана и кислорода, поскольку сочетание подобных веществ обеспечивает максимальную температуру горения.
Преимущества и недостатки
Резка металла пропаном обладает рядом достоинств, среди которых можно выделить следующие:
- Газовая резка востребована в ситуации, когда возникает необходимость в разрезании металла значительной толщины или создании изделий по шаблонам, предусматривающим изготовление криволинейного реза, который нельзя выполнить при помощи болгарки.
 Также не обойтись без газового резака и тогда, как стоит задача по вырезанию диска из толстого металла или выполнению глухого отверстия на 20-50 мм.
Также не обойтись без газового резака и тогда, как стоит задача по вырезанию диска из толстого металла или выполнению глухого отверстия на 20-50 мм. - Газовый резак является очень удобным в работе инструментом и отличается малым весом. Всем домашним мастерам, которые имели опыт обращения с бензиновыми моделями, известны неудобства, связанные с большим весом, размерами и шумом. Помимо того, что значительные неудобства создает вибрация, оператор вынужден обеспечить серьезное давление во время работы. Газовые же модели представляются более привлекательной альтернативой за счет отсутствия у них всех вышеобозначенных минусов.
- Использование резки металла газом позволяет в 2 раза ускорить работы, что невозможно сделать при помощи аппарата, оснащенного двигателем на бензине.
- Среди большинства газов, включая и бензин, пропан выделяется более низкой ценой. По этой причине он лучше подходит для выполнения значительного объема работ, например, если возникла задача по резке стали на металлолом.

- При использовании пропановой резки удается создать более узкую кромку среза, нежели при работе с ацетиленовыми резаками. При этом рассматриваемый метод позволяет создать более чистый срез, чем тот, который можно выполнить при помощи бензиновых горелок или болгарки.
Среди недостатков, которыми обладают пропановые резаки, следует выделить лишь единственный: их можно использовать лишь для ограниченного круга видов металлов. Они подходят для резки исключительно низко- и среднеуглеродистых сталей, а помимо этого, и ковкого чугуна.
Особенности использования
Подобные инструменты не подходят для резки высокоуглеродистых сталей по той причине, что они имеют достаточно высокую температуру плавления, которая почти не отличается от температуры пламени. Это приводит к тому, что вместо выброса окалины, имеющей вид столпа искр, с обратной стороны листа, происходит ее смешивание с расплавленным металлом по краям разреза. В результате кислород не может достичь толщи металла, из-за чего ему не удается прожечь материал.
В результате кислород не может достичь толщи металла, из-за чего ему не удается прожечь материал.
Трудности во время резки чугуна создает форма зерен, а также графит между ними. Правда, это не относится к ковкому чугуну. Не получается решить поставленную задачу, если приходится иметь дело с алюминием, медью и их сплавами.
Важно остановиться на следующем моменте: категорию низкоуглеродистых сталей представляют марки от 08 да 20Г, среднеуглеродистых — марки от 30 до 50Г2. Характерной особенностью марок углеродистых сталей является наличие в их названии спереди буквы У.
Необходимое оборудование
Как и в случае с любой другой работой, еще до начала резки металла газом следует подготовить необходимое оборудование:
- Баллон с пропаном и кислородом — 1 шт.;
- Шланги высокого давления;
- Резак;
- Мундштук, который должен иметь определенные размеры.
Обязательным условием является наличие на всех баллонах редуктора, при помощи которого можно будет настраивать подачу газа. Следует помнить о том, что баллон с пропаном имеет обратную резьбу, из-за чего навернуть на него дополнительный редуктор не получится.
Следует помнить о том, что баллон с пропаном имеет обратную резьбу, из-за чего навернуть на него дополнительный редуктор не получится.
В общем же газовое оборудование для резки металла имеет схожее устройство, вне зависимости от производителя. В конструкции можно выделить три вентиля:
- первый обеспечивает поступление пропана;
- второй вентиль позволяет изменять подачу кислорода;
- последним является вентиль режущего кислорода.
Для обозначения кислородных вентилей обычно используют синюю маркировку, а для вентилей, обеспечивающих подачу пропана — красную или желтую.
Резку металла обеспечивает струя горячего пламени, воздействующая на металл, которая создается при помощи резака. Когда его включают, в особой смесительной камере происходит смешивание пропана и кислорода, что приводит к появлению горючей смеси.
При помощи пропанового резака можно резать металл, толщина которого не превышает 300 мм. Подробная установка укомплектована элементами, которые в большинстве своем являются сменными. По этой причине при выходе из строя той или иной детали оператору не составит труда выполнить ремонт непосредственно на рабочем месте.
По этой причине при выходе из строя той или иной детали оператору не составит труда выполнить ремонт непосредственно на рабочем месте.
С особой тщательностью следует подойти к выбору мундштука. Ключевой параметр, на который нужно обращать внимание — толщина металла. Если приходится иметь дело с предметом, предусматривающим элементы разной толщины, находящейся в диапазоне от 6 до 300 мм, то придется подготовить мундштуки, имеющие внутренние номера от 1 до 2, а внешние — от 1 до 5.
Подготовка к работе
Еще до начала резки газом необходимо обследовать прибор, удостовериться, что пропановый резак находится в рабочем состоянии. Далее нужно выполнить следующие операции:
- Подготовка аппарата для резки начинается с подключения к нему шлангов. Ещё до присоединения рукава его продувают газом — это позволит убрать из него мусор и грязь.
- Кислородный шланг необходимо подсоединить к штуцеру с правой резьбой, для этой цели используют ниппель и гайку.
 Что же касается шланга, через который будет поступать пропан, то его крепят к штуцеру с левой резьбой. Обязательно нужно еще до подключения рукава с газом выяснить, присутствует ли подсос в каналах резака. Эту задачу можно решить путем подключения кислородного шланга к штуцеру кислорода, при этом нужно убедиться, газовый штуцер останется свободным.
Что же касается шланга, через который будет поступать пропан, то его крепят к штуцеру с левой резьбой. Обязательно нужно еще до подключения рукава с газом выяснить, присутствует ли подсос в каналах резака. Эту задачу можно решить путем подключения кислородного шланга к штуцеру кислорода, при этом нужно убедиться, газовый штуцер останется свободным. - Далее потребуется выставить уровень подачи кислорода на 5 атмосфер, после чего нужно открыть вентили, регулирующие поступление газа и кислорода. Прикоснитесь пальцем к свободному штуцеру — так вы узнаете о наличии подсоса воздуха. В случае его отсутствия придется прочистить инжектор и продуть каналы резака.
- После этого нужно убедиться, являются ли герметичными разъемные соединения. Если удастся выявить утечку, ее устраняют путем подтягивания гаек или замены уплотнителей. Также следует удостовериться в том, достаточно ли герметичны крепления газовых редукторов, в рабочем ли состоянии находятся манометры.
Приступаем к работе
Сначала необходимо перевести кислородный редуктор в позицию, соответствующую 5 атмосфер, газовый — 0,5. Также нужно убедиться, что каждый вентиль находится в закрытом положении.
Также нужно убедиться, что каждый вентиль находится в закрытом положении.
После этого нужно взять пропановый резак и слегка приоткрыть пропан, а затем поджечь его. Сопло резака нужно расположить таким образом, чтобы оно упиралось в металл, после чего нужно не спеша открыть регулирующий кислород. Далее следует настроить эти вентили один за другим, тем самым будет обеспечена требуемая сила подачи пламени. Во время подобной настройки нужно последовательно открывать газ, кислород, газ, кислород.
При выборе силы пламени необходимо ориентироваться на толщину металла. С увеличением толщины листа придется увеличить силу пламени, что приведет к повышению расхода кислорода и пропана. После настройки силы пламени можно приступать к резке металла. Сопло необходимо держать по отношению к краю металла таким образом, чтобы оно было удалено от разрезаемого предмета на расстоянии 5 мм, а само оно должно располагаться под углом 90 градусов. В некоторых случаях может понадобиться прорезать лист или изделие в центре. В этом случае за стартовую точку выбирают то место, от которого пойдет разрез.
В этом случае за стартовую точку выбирают то место, от которого пойдет разрез.
Суть процедуры сводится к разогреву верхней кромки до температуры 1000-1300 градусов Цельсия. Точная температура определяется с учетом металла. На практике подобная работа будет иметь вид, когда поверхность как будто «намокает». На сам разогрев потребуется не более 10 секунд. Дождавшись воспламенения металла, нужно открыть вентиль режущего кислорода, после чего начнет поступать мощная узконаправленная струя.
Особенности резки
При открывании вентиля пропанового резака не стоит спешить. В этом случае зажигание кислорода произойдет естественным путем в результате взаимодействия с разогретым металлом. Действуя подобным образом, вы исключите риск обратного удара пламени, во время которого можно наблюдать хлопок. Нужно медленно вести кислородную струю строго параллельно заданной линии. Здесь важно не ошибиться с углом наклона.
Сперва его выдерживают величиной 90 градусов, после чего необходимо создать незначительное отклонение на 5-6 градусов в направлении, которое противоположно движению резака. Если приходится иметь дело с металлом, толщина которого составляет более 95 мм, то разрешается увеличить отклонение до 70 градусов. После того как прорез в металле достигнет 15-20 мм, угол наклона начинают увеличивать до 20-30 градусов.
Если приходится иметь дело с металлом, толщина которого составляет более 95 мм, то разрешается увеличить отклонение до 70 градусов. После того как прорез в металле достигнет 15-20 мм, угол наклона начинают увеличивать до 20-30 градусов.
Нюансы резки по металлу
Во время резки металла важно выдержать необходимую скорость. Ее подбор осуществляется визуальным путем, для чего оценивают скорость разлета искр.
Если скорость окажется оптимальной, то поток искр будет вылетать под углом около 88-90 градусов по отношению к разрезаемой поверхности. В ситуации, когда поток искр стремится в направлении, которое противоположно движению резака, можно сделать вывод, что установлена чересчур малая скорость резки. В некоторых случаях поток искр вылетает под углом менее 85 градусов. Это является подсказкой о том, что текущая скорость резки чересчур завышена.
Во время резки газом важно учитывать и такой параметр, как толщина металла. Если он имеет значение более 60 мм, то желательно разместить листы под таким углом, чтобы шлаки легко сходили в сторону.
Если приходится работать с металлом, имеющим значительную толщину, то здесь необходимо применять особый подход. Недопустимо двигать резак до момента, когда металл будет разрезан на всю толщину. По мере завершения резки важно постепенно уменьшить скорость продвижения и выдержать угол наклона резака больше на 10-15 градусов. Саму процедуру резки следует проводить таким образом, чтобы во время нее не возникало сколь-нибудь значительных пауз. Если случилось так, что пришлось остановиться на определенном участке, то не нужно возвращаться к резке в той точке, в которой была прервана работа. Ее начинают сначала, причем выбирают новую стартовую точку.
После окончания резки нужно перекрыть подачу режущего кислорода, после чего то же самое выполняют с регулирующим кислородом. Завершающим же действием должно стать отключение пропана.
Поверхностная и фигурная резка
В некоторых ситуациях может потребоваться создать на поверхности рельеф путем вырезания на листе канавки.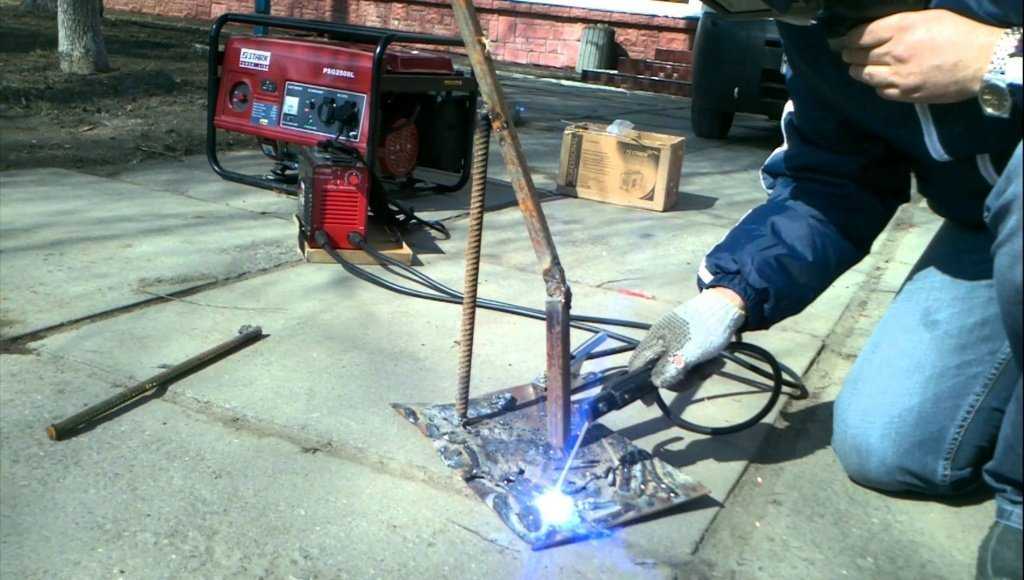 Если решено использовать подобный метод резки, то нагрев металла будет обеспечивать не только одно пламя резака. Свой вклад будет вносить и расплавленный шлак. Становясь жидким, он будет распространяться на всей поверхности, что будет приводить к подогреву нижних слоев металла.
Если решено использовать подобный метод резки, то нагрев металла будет обеспечивать не только одно пламя резака. Свой вклад будет вносить и расплавленный шлак. Становясь жидким, он будет распространяться на всей поверхности, что будет приводить к подогреву нижних слоев металла.
Первым этапом при осуществлении поверхностной резки является прогрев выбранного участка до температуры воспламенения. После начала подачи режущего кислорода вами будет создана зона горения металла, а благодаря равномерному перемещению резака линия разреза получит чистую кромку. Саму операцию нужно выполнять таким образом, чтобы резак находился под углом 70-80 градусов по отношению к листу. Когда начнет поступать режущий кислород, резак располагают таким образом, чтобы он образовывал с обрабатываемой поверхности угол в 17-45 градусов.
Для создания канавок подходящих размеров необходимо изменять скорость резки: для получения большей глубины скорость увеличивается, а для меньшей — уменьшают. Для создания большей глубины необходимо увеличить угол наклона мундштука, резка должна выполняться в замедленном темпе, при этом давление кислорода также придется увеличить. Повлиять на ширину канавки можно при помощи правильного подобранного диаметра режущей кислородной струи. Следует иметь в виду, что разница между глубиной канавки и ее шириной должна достигать 6 раз. Причем преимущество должно быть у последней. В противном случае можно столкнуться с таким неприятным явлением, как возникновение на поверхности закатов.
Для создания большей глубины необходимо увеличить угол наклона мундштука, резка должна выполняться в замедленном темпе, при этом давление кислорода также придется увеличить. Повлиять на ширину канавки можно при помощи правильного подобранного диаметра режущей кислородной струи. Следует иметь в виду, что разница между глубиной канавки и ее шириной должна достигать 6 раз. Причем преимущество должно быть у последней. В противном случае можно столкнуться с таким неприятным явлением, как возникновение на поверхности закатов.
Заключение
Несмотря на то что на фоне газосварочных работ резка газом имеет свои положительные стороны, подходить к выполнению этой работы следует с той же ответственностью. Помимо подготовки необходимого оборудования, следует ознакомиться с основными нюансами выполнения этой работы. И хотя эта операция и кажется достаточно простой, все же в случае допущения ошибок во время резки газом это может привести к серьезным проблемам, связанным с последующим использованием изделия.
Оцените статью: Поделитесь с друзьями!
stanok.guru
Как правильно выбрать хороший газовый резак
Столкнувшись с необходимостью приобрести газовый резак типа Р1 или Р3 следует, прежде всего, понимать, что выбирать его следует не по картинке, а взяв в руки, поскольку выбрать хороший резак по картинке в рекламном проспекте – задача трудновыполнимая.
Начать следует с того, что необходимо четко определиться, для каких конкретно целей вам нужен газовый резак, приняв во внимание тип металла, его толщину, применяемый газ и прочее.
Далее следует обратить внимание на внешний вид инструмента, поскольку это сразу дает понимание многих важных моментов. Обратить внимание следует на такие детали:
1. Качественный наружный мундштук обязательно будет выполнен из термической технической меди, стойкость которой в сравнении с латунью в 3-4 раза выше. По внешнему виду медь от латуни легко можно отличить по цвету: медь имеет красноватый цвет, латунь – желтый.
По внешнему виду медь от латуни легко можно отличить по цвету: медь имеет красноватый цвет, латунь – желтый.
ВАЖНО! Если газ, с которым вы планируете работать, – ацетилен, следует выбирать резак, у которого и внутренний мундштук также медный.
2. Следует убедиться, что сам корпус и соединительные трубки выполнены из латуни, меди или нержавеющей стали.
3. Одной из важных характеристик хорошего резака является съемность и легкозаменяемость наконечника и инжекторного узла, поскольку в случае, если наконечник засорится или выйдет из строя, его можно будет снять и почистить либо заменить. Таким образом, не будет необходимости в покупке нового инструменте раньше срока.
4. Для удобства работы с кислородом режущим (КР) – простого открытия и перекрытия подачи при длительной работе – профессиональный газовый резак должен иметь барашек вентиля диаметром не менее 40 мм или быть оснащен рычажным клапаном.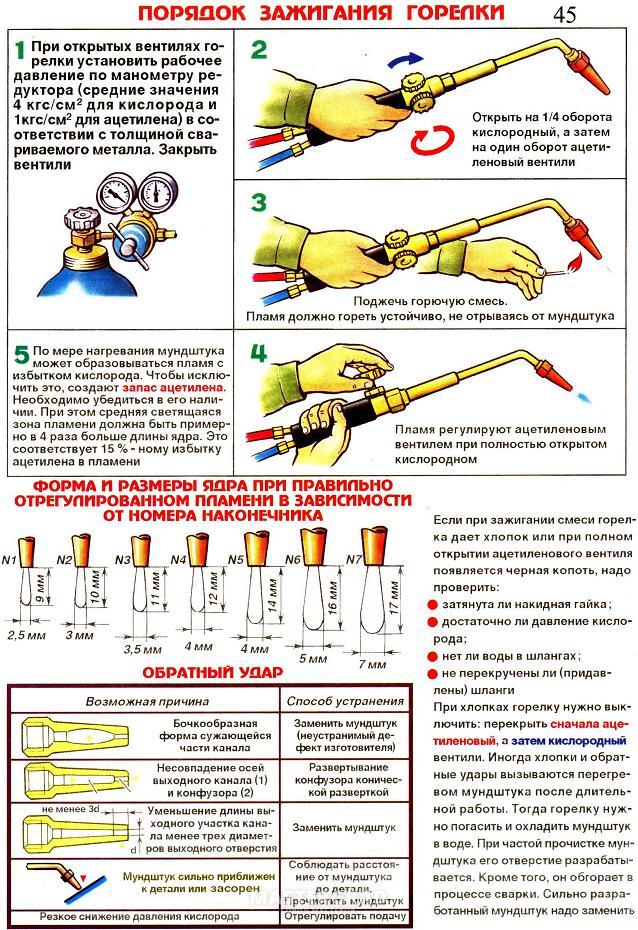
5. Отдельное внимание надо обратить на маховики, которые должны вращаться с небольшим усилием. Остальные варианты не только неудобны, но и опасны. Если маховик будет вращаться свободно, то может самопроизвольно разрегулировать состав пламени, а если слишком туго, то настраивать его будет очень сложно или даже невозможно.
6. Очень важным моментом является материал, из которого изготовлены шпиндели узлов вентилей. Лучшим вариантом будет, если для их изготовления использована нержавеющая сталь, поскольку такой шпиндель обеспечит 15 тысяч циклов «открыть-закрыть». Недопустимо приобретать резак со шпинделями из латуни, поскольку этот металл позволит открыть-закрыть его не более 500 раз. Неплохим вариантом металла, из которого может быть сделан шпиндель, является также комбинация латуни и нержавейки. В отличие от цельнолатунных такие шпиндели выдержат до 10 тысяч циклов закрытия-открытия.
7. Если вы будете резать металл до 300 мм, для чего вам нужен резак Р3, вам следует помнить, что применение комбинированных ниппелей 6/9 не допускается, поскольку они уменьшают проходное сечение в 3 раза, если сравнивать с ниппелем 9. А этого не достаточно, чтобы обеспечить расход газов.
А этого не достаточно, чтобы обеспечить расход газов.
8. Если перед вами стоит выбор между латунными и алюминиевыми ниппелями, выбирайте латунные, поскольку они служат дольше алюминиевых.
9. Важно удостовериться, что предприятие, реализующее вам резак, может предоставить ассортимент расходных и комплектующих материалов, иначе приобретаемое изделие можно считать фактически разовым.
ВАЖНО! Важные детали резака могут иметь покрытие под цвет меди или латуни. То есть вас могут сознательно ввести в заблуждение относительно вида металла, выдавая алюминий за латунь или медь. За внешним блеском могут скрываться недостатки пайки и изъяны в металле. Такой резак в целом может быть не только неработоспособным, но даже опасным.
Будьте внимательны! Удачного вам выбора и приятной работы!
svarka-rti.com.ua
Мы не сейфы громим, а металл режем
Давным-давно автоген был любимым инструментом медвежатников – уголовников, которые громили сейфы. Понятно, что те сейфы были старого образца – тяжеленные бронированные брынды. Медвежатники были профессионалами высочайшей квалификации – настоящими мастерами работы по металлу.
Понятно, что те сейфы были старого образца – тяжеленные бронированные брынды. Медвежатники были профессионалами высочайшей квалификации – настоящими мастерами работы по металлу.
Сейчас все по-другому: сейфы совсем другие, а медвежатники переквалифицировались в хакеров. Современные работы по металлу – широчайшая сфера профессиональной деятельности. Она включает в себя в числе прочего резку по металлу, которая производится газовым резаком, который и есть тот самый автоген по своей сути.
Если металлические листы и профили небольшой толщины, вполне можно резать простыми механическими инструментами типа специальных ножниц по металлу, то резка металла с толстыми краями возможна только , без него с массивными заготовками – никуда.
Среди газовых резаков встречаются самые разнообразные модели с различной конструкцией, размерами и т.д. Но так или иначе, принцип их работы совершенно одинаковый.
Без матчасти никуда
Физика процесса следующая: металл, который нужно резать, разогревается за счет подаваемой горящей газовой смеси. Металл в итоге сгорает в струе чистого кислорода, который подается под давлением из сопла в зону резки.
Металл в итоге сгорает в струе чистого кислорода, который подается под давлением из сопла в зону резки.
Процесс резки металлов.
Процесс резки делится на два этапа:
- Разогрев рабочей зоны до температурного уровня горения металла. Металл греется за счет пламени в факеле, получаемого в результате смешивания кислорода с горючим газом.
- Сам процесс сгорания нагрет ого металла в техническом кислороде с последующим удалением шлака от горения из рабочей зоны.
Самое важное правило работы автогена – это точное соблюдение температурного режима. Горение должно происходить при меньшей температуре, чем плавление. В противном случае металл начнет плавиться и стекать до того, как гореть, то есть резаться. Такое правило несложно соблюдать при работе с низкоуглеродистыми сталями – температура их плавления очень высока.
А вот цветные металлы и чугун начинают плавиться при довольно низкой температуре, с ними работать автогеном чрезвычайно трудно. Легированные стали также не поддаются газовой резке, при ее производстве всегда учитываются допустимые дозы легирующих добавок – примесей, углерода и т. п. При превышении уровня этих доз горение стали в кислороде нестабильное, с перерывами или вообще прекращается.
п. При превышении уровня этих доз горение стали в кислороде нестабильное, с перерывами или вообще прекращается.
Виды газовых резаков
Виды газовых резаков представлены очень широко. Пройдемся по ручным моделям, которые подразделяются по признакам.
По виду разогревающего горючего газа:
- с ацетиленом;
- с метаном;
- резак пропановый;
- универсальный;
- с МАФ.
Принцип работы газовой горелки.
Вид газа влияет на температуру пламени для разогрева металла.
По мощности работы резака:
- малая мощность для резки металла с маркировкой Р1 и толщиной 3 – 100 мм;
- средняя мощность – маркировка Р2 и толщина до 200 мм;
- высокая мощность – маркировка Р3 с толщиной до 300 мм;
- бывают резаки для резки металла с толщиной до 500 мм.
По способу доставки горючего газа:
- инжекторные;
- безинжекторные.
Принципиальная конструкция газового резака
Особенности конструкции резака.
Инжекторный или двухтрубный резак
Это самая популярная модель по своей конструкции. Название «двухтрубный» происходит из-за разделения технического кислорода на два потока. Это делается для функционального разделения .
Верхний поток кислорода с высокой скоростью идет сквозь сопло внутреннего мундштука. Это чрезвычайно важная часть аппарата – она отвечает за непосредственно фазу резки металла. Регулируется этот поток специальным вентилем, который обычно выносится на наружную панель.
Второй поток кислорода идет прямиком в инжектор. Порядок работы в камере инжектора следующий: кислород поступает в камере под большим давлением и с высокой скоростью, в результате чего в этом пространстве образуется зона разреженного давления. Кислород является в данном случае инжектируемым.
Номинальный расход газов.
Через специальные боковые отверстия в стенках камеры в нее втягивается горючий газ – он является в данном случае эжектируемым. Происходит смешение газов, скорости выравниваются, в итоге на выходе из камеры формируется поток из смеси газов, у которого скорость ниже, чем у инжектируемого кислорода, но выше, чем у эжектируемого горючего газа.
На следующем этапе сформированная смесь газов поступает в наконечник – сначала в его головку, а затем через сопло между мундштуками выходит и образует то самое пламя в виде факела, которое разогревает металл до температуры его горения. Все потоки газов регулируются собственными вентилями на внешней стороне корпуса – для подачи кислорода и отдельно для подачи горючего газа в инжектор.
Безинжекторный или трехтрубный газовый резак
В данном случае устройство газового резака сложнее. Кислород в него попадает по двум трубкам, третью трубку по праву занимает горючий газ. В этом сварочном резаке газы смешиваются внутри головки, никакой камеры здесь нет. Такая система является более безопасной, чем двухкамерная модель.
Дело в том, что здесь нет риска для так называемого «обратного удара», который заключается в весьма неприятном и опасном явлении: проникновении горящих газов в каналах и трубках аппарата в обратном направлении.
У этой модели стоимость значительно выше. Кроме этого недостатка у трехтрубного резака имеется еще один нюанс: в работе с ним необходимо очень высокое давление горючего газа – выше, чем с инжекторным аппаратом.
Кроме этого недостатка у трехтрубного резака имеется еще один нюанс: в работе с ним необходимо очень высокое давление горючего газа – выше, чем с инжекторным аппаратом.
Стандарты и габариты
Сварка при помощи сварочной горелки с газом.
Все стандартные измерения, касающиеся , оговорены в ГОСТе 5191-79. Естественно, что вес и размеры аппаратов напрямую связаны с их мощностью. Вес, например, бывает только в двух значения: резаки моделей Р1 и Р2 весят 1,0 кг, а модель высокой мощности Р3 весит 1,3 кг и ни граммом больше или меньше.
Кстати, с мощностью и размерами связан и вид горючего газа. Если мощные резаки Р3 работают только на смеси кислорода с пропаном, то аппарата поменьше типа Р1 и Р2 вполне могут функционировать с любым видом газа.
Вставные газовые резаки:
Кроме классических моделей с разной мощностью существует отдельная категория – так называемые вставные газовые резаки с особой маркировкой РВ. По ГОСТу они называются очень странно: наконечники к газовой горелке для резки металла.
В общем-то они отличаются от традиционных резаков: смешивание горючей смеси и кислорода проводится в самом наконечнике.
По весу эти устройства значительно легче . РВ1 весит 0,6 кг, а РВ2 и РВ3 – всего по 0,7 кг. Но пусть эта кажущаяся изящность не вводит вас в заблуждение. Не будем забывать, что это наконечники к горелке, в комплекте с которой они будут весить ничуть не меньше, чем обычные резаки. В чем тогда преимущество?
В том, что их можно докупить к уже имеющейся горелка и, таким образом, сэкономить кое-какие деньги. И компактность всего комплекта, упакованного в специальный кейс. И еще одна немаловажная деталь, которая касается природы горючего газа. Дело в том, что ацетилен значительно дороже пропана.
Но для сварки металла намного желательнее именно ацетилен: горелка с ним дает пламя с температурой выше на 400°С, чем такая же со смесью кислорода с пропаном.
Портативные модели: малому кораблю – малое плавание
Устройство резака.
На рынке сейчас предлагается множество портативных вариантов автогенов – именно так они позиционируются. Они продаются в виде насадки к компактному цанговому газовому баллону. Но по своей сути и принципу работы это горелки. Большинство из них обеспечивают температуру факела не выше 1300°С.
Они продаются в виде насадки к компактному цанговому газовому баллону. Но по своей сути и принципу работы это горелки. Большинство из них обеспечивают температуру факела не выше 1300°С.
Встречаются, конечно, и портативные модели «профессионального» ряда – цанговые резаки, дающие температуру факела выше – до 2000 – 2500°С, что в общем-то близко по показателям к классическому кислородно-пропановому резаку. Но физика есть физика: даже в этих моделях нет главного компонента, который режет металл – кислородной струи, которая окисляет этот самый металл.
Где хорош портативный газовый резак? При резке легко плавких металлов или сплавов типа олова, латуни, бронзы, меди. Но даже эти «детские» варианты не режутся, а плавятся. Поэтому компактные насадки – резаки используются больше для пайки или сварки маленьких заготовок из цветных металлов. Это могут быть детали бытовых устройств типа холодильника или кондиционера. Сварка, а не резак, одним словом.
В любом случае будьте внимательны при выборе таких моделей далеко не всегда их предлагаемая «портативность» в итоге оправдана.
Как выбрать резак получше?
Принцип действия газового резака.
Предлагаем блок полезной информации, которая поможет вам лучше ориентироваться в спецификациях и технических характеристиках резаков заранее:
- Ниппели бывают латунными алюминиевыми. Латунные варианты долговечнее.
- Если есть возможность, выбирайте модели с алюминиевыми, а не пластиковыми ручками, Какой бы не был пластик теплоустойчивым, он «поплывет» в любом случае быстрее, чем алюминий.
- Рукоятка должна быть достаточно массивной: диаметр не меньше 40 мм.
- Вентили должны хорошо работать. Это значит – проворачиваться без особых усилий.
- Аппараты с рычажным управлением более удобны и экономны в использовании, они экономят газ.
- Вентильные шпиндели должны быть обязательно из нержавеющей стали, а не из латуни, которые слишком недолговечные. Бывают «комбинированные» варианты, они по своей долговечности занимают серединную позицию.
- Лучшим материалом для корпуса резака являются металлы: латунь, медь, нержавеющая сталь.

- Мы помним, что ацетиленовые резаки стоят дороже. Следим за материалом, из которого выполнены детали имеющие прямой контакт с горючим газом перед смешением в камере. Внимание! Они не должны быть сделаны из меди или ее сплавов, где содержание меди не меньше 65%.
- Если конструкция устройства разборная, это лучше: его легче чистить и ремонтировать.
- Только медь! Только медный наружный мундштук!
- Правильный внутренний мундштук на газовый резак ацетиленового типа тоже должен быть из меди. А вот в кислородном резаке по металлу – из латуни. Вот такие нюансики.
- Обязательно проверяйте у продавца состояние дел с запасными частями и расходным материалом.
Советы бывалых: как пользоваться
Инструкции, как пользоваться газовым резаком, можно разделить на общие положения и профессиональные «мелкие» замечания, которые на самом деле являются ценнейшими практическими помощниками.
Таблица резки металлов газовым резаком.
Сначала общие положения:
- Только в маске! Только в маске сварщика или специальных очках проводим любые работы с любым газовым резаком. Работа с автогеном – занятие с морем рисков, технику безопасности выполнять по-настоящему и не по-детски.
- Одежду и перчатки выбираем с огнеупорными свойствами. Если таковых нет, что же: по крайней мере, минимальное требование – не одевать одежду из синтетики.
- На рабочем месте обязательно должен быть огнетушитель со всеми правильными сроками годности и т.п. Средства пожаротушения также нужно разместить неподалеку по правилам пожарной безопасности.
- Перед работой нужно запастись:
- линейкой, специальным карандашом, угольником и рулеткой;
- специальной зажигалкой, которая обычно есть в комплекте с оборудованием.
- Во время работы важно выбрать правильно расположение. Пламя факела должно быть расположено фронтально по отношению к подводящим шлангам. Шланги, в свою очередь, расположить так, чтобы они не мешали вам по ходу процесса.

- Еще одно правило из техники безопасности: газовые баллоны не должны быть ближе 5-ти метров к вам во время работы.
- Проветривание должно быть отличным в течение всей резки, лучше всего работать на открытом воздухе.
- Пол в мастерской должен быть или бетонным, или земляным.
- Если вы давно не работали со своим резаком, либо начинаете использовать новый аппарат, проверьте каналы: они должны быть чистыми. Кроме того, всегда проверяйте уровень разреженности в камере, которая формируется кислородом. Сначала снимите шланг с пропаном – делать это нужно при закрученных вентилях и на резаке, и на баллоне. Затем на баллоне открываете вентиль кислорода и газа при рабочем давлении. Инжектор проверяется просто: прикладываете палец к ниппелю газа, если все правильно, вы почувствуете подсасывание воздуха в этом ниппеле. Закрываете кислород, все вентили и затем шланг с горючим газом подключаете к резаку: работать можно.
Схема резки металла резаком.
Этапы действий во время резки, пропановые резаки:
- Сначала баллон с кислородом: выставляем рабочее давление.

- Потом баллон с горючим газом: также выставляем рабочее давление. Ориентир – давление кислорода. Давление пропана должно быть меньше примерно в десять раз. Если аппарат трехтрубный, то разница будет составлять пять раз.
- Медленно открываем вентиль кислорода и газа, поджигаем газ и формируем с помощью вентилей напор факела разогревающего пламени.
- Ручной газовый резак готов к работе, теперь собственно резка металла резаком.
- К месту горения начинает поступать струя поджигающего кислорода. Если металл нагрет в достаточной степени, нужная реакция начнется немедленно. В этом случае давление подачи кислорода можно еще увеличивать до тех пор, пока металл не будет прорезан в полной степени.
- Теперь автоген можно двигать в нужном направлении – по линии запланированного разреза. Скорость движения нужно определять по ходу дела, она будет зависеть от того, как искры и шлак стекали или сдувались вниз от горелки.
- После выполнения резки осмотрите внимательно рабочий участок на предмет оставшихся кусков расплавленного металла.
 Не дай бог наступить на такие – прожгут даже толстую подошву ботинок.
Не дай бог наступить на такие – прожгут даже толстую подошву ботинок. - Охлаждение деталей проводится или с помощью воды, или естественным образом.
- После окончания резки нужно закончить рабочий процесс, что не менее важно, чем начать работу.
- Сначала закручиваем вентиль кислорода.
- Следующими перекрываются вентили пламени – первым вентиль пропана, следующим – вентиль кислорода.
- Закручиваем вентили на баллонах.
- Освобождаем шланги от газа: открываем и затем поочередно закрываем вентили разогревающей смеси на аппарате.
Настройка, настройка и еще раз настройка
Главное – хорошенько запомнить четыре простых слова – «заводская настройка газового резака». Не только запомнить, но и по-настоящему уважать. Дело в том, что производители такого оборудования в обязательном порядке выполняют настройку в качестве финишного этапа сборки изделия.
Не только запомнить, но и по-настоящему уважать. Дело в том, что производители такого оборудования в обязательном порядке выполняют настройку в качестве финишного этапа сборки изделия.
Ее более чем достаточно, и рабочий с газовым не нуждается в каких-либо дополнительных действиях.
Всякая «художественная» самодеятельность с настройкой попросту запрещается, потому что приведет не только к ухудшению качества работы устройства, но и к высоким рискам типа взрыва оборудования на рабочем месте.
Еще раз: настройка газового резака – дело сугубо заводское.
Схема использования газовой горелки для сварки.
Перед тем, как начинать работать с новым аппаратом, следует произвести сборку и проверку работоспособности только согласно инструкции по использованию, которая всегда прилагается ко всем моделям. Выполняйте лишь пункты в руководстве – это так просто. Лишь после их выполнения можно приступать к работе.
Пара слов о полных запретах. Абсолютно запрещается:
- Продувать шланг для пропана кислородом.

- Менять шланги между собой.
Если вдруг вы потеряли инструкцию или, например, не умеете читать, то перед вами короткая общая инструкция, как начинать работу и как пользоваться газовым резаком:
- Газовый резак по металлу можно начинать собирать только после визуального осмотра всех важных участков.
- Резиновые прокладки должны быть в идеальном состоянии – проверить и заменить, если понадобится.
- Вентиль для кислорода – один из важнейших элементов всего устройства. Никаких следов масла или жира!
- Штуцеры с газом должны иметь специальные клапаны, о которых писалось выше. Их состояние также должно быть идеальным, если обнаружатся хоть малейшие дефекты, убрать их мягким напильником.
- После внешнего осмотра резака для газовой резки следует разместить редукторы: синий редуктор на баллон с кислородом, красный редуктор на баллон с пропаном.
- Если аппарат инжекторного типа, необходимо проверить рабочую эффективность инжекции, о ней писалось выше.

- Шланг с пропаном устанавливается на баллон, после чего подключается горючий газ.
Газовый резак своими руками
Как и многие другие устройства для сварки, ковки или иных операций с металлами, газовый резак своими руками соорудить вполне возможно – это несложно. Если на рынке предлагаются самые разнообразные модели с разной степенью конструктивной сложности, то самодельный резак для резки металла лучше делать простым и компактным.
На нижеследующем примере можно отлично понять принцип действия и построения автогена, иными словами – научиться его делать резаки. А пока делаем легкую версию для резки медных проводов.
А пока делаем легкую версию для резки медных проводов.
Как устроен резак?
Вот что понадобится для изготовления самодельного аппарата:
- компрессор для аквариума;
- баллончик для заправки зажигалок газом;
- игла для насоса мяча;
- медицинские капельницы с иголками – две штуки;
- медная проволока;
- паяльник с причиндалами;
- пистолет с термо-клеем;
- надфиль тонкого помола;
- съемный сосок от камеры автомобиля.
В игле от насоса просверливаем отверстие для малой медицинской иглы со сточенным острым кончиком. Место запаиваем с медной проволокой для полной герметизации. Подача воздуха от компрессора и пропана от баллона производятся как обычно, под давлением. Зажимы капельницы выполняют роль вентилей для регулировки факела пламени.
В качестве резюме еще раз напоминаем об ответственности работы с газом, которая полна серьезных рисков. Если вы новичок в газовых делах, самым оптимальным случаем была бы совместная работа с кем-то из опытных специалистов.
tutsvarka.ru
Устройство и выбор газового резака – как правильно резать металл газовым резаком
Рассмотрим ключевые моменты, на которые необходимо обратить внимание при выборе газового резака для комфортной работы.
При выборе газовых резаков необходимо решить, с металлом какой толщины вы планируете работать:
- Толщина металла до 100 мм
- Толщина металла от 100 мм до 300 мм
Далее надо понять, какой горючий газ вы планируете использовать — ацетилен, пропан-бутан.
Также, обратите внимание на конструктивные особенности резаков. Существуют инжекторные, универсальные 3-х трубные резаки, на которых можно использовать сменные газосмесительные мундштуки под необходимый тип горючего газа, и керосиновые резаки.
Инжекторные резаки давно известны, привычны многим специалистам и имеют довольно широкое распространение. Их отличает простота конструкции — но необходимо помнить, что из-за технологических особенностей такие резаки следует использовать только с установленным огнепреградительным клапаном.
Резаки инжекторные
Артикул: 001.020.169
Огнепреградительные клапаны выпускаются трех видов, в зависимости от способа установки. Они могут быть установлены на:
- входные штуцеры резака или горелки
- выходные штуцеры редуктора
- в разрыв резинотканевых рукавов
Клапаны огнепреградительные
Современную альтернативу инжекторным резакам составляют резаки со смешением газов. В таких резаках газ доставляется к месту смешения (головка резака) по раздельным трубкам – и объем уже смешанных газов минимизирован, что делает работу безопаснее.
В таких резаках газ доставляется к месту смешения (головка резака) по раздельным трубкам – и объем уже смешанных газов минимизирован, что делает работу безопаснее.
По месту смешения резаки разделяются на:
Артикул: 001.020.310 Артикул: 001.020.313
В зависимости от характера запланированных работ – необходимо подобрать длину резака. Как правило, короткие резаки применяют для работ, предполагающих точную вырезку деталей, отрезку мерных профильных заготовок или другую подобную работу. Для выполнения разделительной резки и работ с горячим металлом применяются удлиненные резаки с разными углами загиба головки. Они помогают обеспечить нахождение газорезчика на безопасном расстоянии от пламени резака и разрезаемого металла.
Артикул: 001.020.312 Артикул: 001.020.315 Артикул: 001.020.311 Артикул: 001.020.314
Также резаки отличаются по конструкции узла подачи режущего кислорода. Чаще всего для выполнения точного реза используют вентильные резаки. Стоит обратить внимание на размер «барашка», чтобы он был «по руке». Традиционно «барашки» большего диаметра считаются более удобными, так как с ними проще управляться в защитных рукавицах. Для разделительной резки обычно используют резаки с клапаном. При нагреве металла до температуры плавления резчик открывает клапан режущего кислорода и производит резку. При перенастройке к следующему резу можно подключить только подогревающее пламя с небольшим расходом кислорода.
Стоит обратить внимание на размер «барашка», чтобы он был «по руке». Традиционно «барашки» большего диаметра считаются более удобными, так как с ними проще управляться в защитных рукавицах. Для разделительной резки обычно используют резаки с клапаном. При нагреве металла до температуры плавления резчик открывает клапан режущего кислорода и производит резку. При перенастройке к следующему резу можно подключить только подогревающее пламя с небольшим расходом кислорода.
Артикул: 001.020.316
Надеемся, что этот обзор поможет вам подобрать оборудование, которое будет подходить для решения поставленных задач и позволит работать качественно и с удовольствием.
ptk-svarka.ru
как правильно пользоваться пропан-кислород, сварка для начинающих, настроить температуру – Расходники и комплектующие на Svarka.guru
Резка металла газовым резаком — это простой процесс по сравнению с аналогичной сваркой, не требующий от исполнителя особых навыков. Главное для исполнителя — изучить технологию разрезания металла при помощи оборудования, работающего на смеси, состоящей из пропана и кислорода, который обеспечивает устойчивое горение и высокую температуру, позволяющую прожигать практически любой металл.
Главное для исполнителя — изучить технологию разрезания металла при помощи оборудования, работающего на смеси, состоящей из пропана и кислорода, который обеспечивает устойчивое горение и высокую температуру, позволяющую прожигать практически любой металл.
Достоинства и минусы
Газовая резка и сварка металлов обладает многими преимуществами, но нас интересует только резка, имеющая такие плюсы:
- Востребована, когда разрезается металл большой толщины или нужна вырезка по трафарету, а болгарка с криволинейными участками не справляется.
- Газовый аналог гораздо удобнее для работы, имеет малый вес, действует в два раза быстрее, чем оборудование с бензиновым двигателем.
- Пропан по стоимости ниже ацетилена и бензина, так что его использование рентабельнее.
- Кромка среза намного уже, а структура чище, нежели от болгарки или бензинового оборудования.
Недостатки — узкий круг металлов, подверженных аналогичной обработке.
Особенности применения
Чтобы понимать, как правильно резать металл резаком, надо изучить конструкцию и знать, что подобное оборудование не используется для резки сталей с высоким содержанием углерода, т. к. нет возможности создать температуру, способную обеспечить устойчивое плавление. При резке чугунных заготовок или конструкций происходит концентрация графита между зерен металла, что затрудняет работу.
к. нет возможности создать температуру, способную обеспечить устойчивое плавление. При резке чугунных заготовок или конструкций происходит концентрация графита между зерен металла, что затрудняет работу.
Резак нельзя использовать для разрезания изделий, состоящих из алюминия, меди и сплавов на её основе.
Резка по поверхности
Пользователей, конечно же, интересует такой вопрос — как пользоваться резаком во время фигурной резки. Такая методика выполняется соплом инструмента, при этом расплавленный шлак разогревает металл, но, не превышая температуру плавления. Резак располагается под углом до 80 градусов, а после подачи кислорода угол изменяется в пределах 18—450.
Канавки образуются при регулировке скорости резки, если нужен их больший размер, то меняют угол мундштука и немного замедляют скорость резки, регулируя подачу кислорода. Ширину канавок изменяют путём настройки подачи струи горящего газа через сопло, этот параметр приравнивается как 1 к 6, при этом надо следить, чтобы не было затоков.
Чтобы кромки выемки были чистыми, надо увеличить подачу кислорода.
Соотношение пропана и кислорода
Чтобы правильно резать металлы кислородно-пропановым резаком, надо отрегулировать подачу газов к соплу. Такая регулировка осуществляется по рекомендациям справочников, где имеются таблицы и диаграммы, при отсутствии нужной литературы надо свериться с технологией, указанной в документах на изделие. При отсутствии нормативной документации, используют соотношение одна часть пропана к десяти частям кислорода.
Комплект оборудования
До начала газовой резки или сварки следует тщательно подготовить оборудование:
- Емкости с газами.
- Шланги для подключения.
- Резак.
- Мундштук, имеющий определенные размеры.
- Редукторы регулировки и контроля объема.
Оборудование не зависит от производителя, маркировка вентилей стандартная.
Подготовительные работы
Как надо настраивать резак для резки металла — прежде всего, нужно удостовериться, что изделие находится в исправном состоянии, готово к работе, затем выполняется следующий порядок действий:
- Шланги от баллонов подключаются к резаку, предварительно продув изделие для удаления изнутри посторонних вкраплений.

- Кислород подсоединяется к штуцеру с правой резьбой, а пропан — к штуцеру с левосторонней резьбой.
- Уровень подачи пропана выставить на 0,5, а кислорода — на 5,0 атмосфер.
- Проверяем соединения на предмет утечки, а также работу редукторов и манометров.
Если обнаружены утечки газов, то подтягиваются гайки или меняются прокладки.
На схеме указано правильное подключение баллонов к резаку.
Начало работы
Как нужно резать металл газовым резаком — выполнив подготовку, исполнитель приоткрывает вентиль пропана, зажигает струю газа, при этом сопло изделия упирается в поверхность металла. Теперь нужно произвести настройку силы пламени, попеременно добавляя пропан и кислород. После установки оптимальной силы струи горящей смеси, изделие располагается под прямым углом к поверхности детали, сопло располагается не ближе 5 мм.
Если разрез начинается в середине листа, то точку старта устанавливают в начале разреза. Поверхность разогревается до температуры не менее 1000 0C, с виду она как бы намокает, затем увеличивается подача кислорода для образования мощной узконаправленной струи.
Поверхность разогревается до температуры не менее 1000 0C, с виду она как бы намокает, затем увеличивается подача кислорода для образования мощной узконаправленной струи.
Особенности резки
Резак надо вести плавно вдоль линии разреза и следить за углом наклона, который отклоняется на 5—6 градусов против движения инструмента. При толщине металла более 0,95 м отклонение увеличивают, прорезав металл на глубину около 20 мм, угол отклонения опять уменьшается. Как резать резаком, чтобы срез был ровным, мы уже подробно объясняли в предыдущем разделе.
Сколько расходуется газа
Расход газов при резке металла пропаново-кислородным резаком, зависит от толщины конструкции и конфигурации разреза. Для наглядности приводим расположенную ниже таблицу:
| Размер заготовки (толщина), мм | Время на отверстие, сек | Размер разреза (ширина), мм | Расход, на м3 реза | |
| пропана | кислорода | |||
| 4,0 | 5—8 | 2,5 | 0,035 | 0,289 |
| 10,0 | 8—13 | 3,0 | 0,041 | 0,415 |
| 20,0 | 13—18 | 4,0 | 0,051 | 0,623 |
| 40,0 | 22—28 | 4,5 | 0,071 | 1,037 |
| 60,0 | 25—30 | 5,0 | 0,087 | 1,461 |
Расход газов существенно снижается, когда выполняется наплавка или пайка.
Нюансы
Главная задача исполнителя — правильно выдерживать скорость:
- нормальный режим — искры летят под прямым углом относительно поверхности заготовки;
- малая скорость — разлет от исполнителя и угол менее 85 градусов.
После окончания процесса вначале перекрывается подача кислорода, а пропан — отключают в последнюю очередь.
Т. Н. Ишкулов, образование: ПТУ, специальность: сварщик пятого разряда, опыт работы: с 2005 года: «Исполнителям, впервые выполняющим резку при помощи кислородного оборудования, надо помнить, что начинать новый разрез после внезапной остановки надо с другой точки, а не там, где был процесс окончен».
Негативная деформация
Начинающих сварщиков волнует вопрос, как надо правильно пользоваться резаком пропан кислород, чтобы не произошло коробления поверхности детали. Вначале нужно разобраться — какие же факторы способствуют возникновению этих дефектов:
- при неравномерном нагреве поверхности;
- была выбрана высокая скорость движения резака;
- произошло резкое охлаждение места нагревания.

Чтобы исключить возникновение перечисленных факторов на заготовки, их предварительно надежно закрепляют и прогревают, а скорость наращивают постепенно. Если же коробление всё-таки произошло, то вернуть первоначальную форму можно при помощи обжига или отпуска, а листы править на вальцах.
Опасность обратного удара
При неправильном режиме горения струи происходит хлопок и пламя втягивается вовнутрь изделия, что приводит к взрыву, т. к. огонь распространяется по шлангам и доходит до емкостей с газами. Чтобы предотвратить опасную ситуацию, резак оборудуется обратным клапаном, который отсекает пламя и не допускает его распространения.
Правила использования
Они аналогичны технике безопасности при проведении сварки, но имеют специфические дополнения:
- Средствами защиты пренебрегать не рекомендуется, т. к. это приводит к получению травм в виде ожога кожи или повреждения роговицы глаз разлетающимися искрами, поэтому обязательны очки и перчатки с длинными раструбами до локтя.

- Одежда и обувь исполнителя изготавливается из негорючего материала.
- Баллоны с газами располагаются не ближе пяти метров от места проведения резки.
- Пламя резака направляется только в противоположную от шлангов сторону.
- Резка производится в помещениях, оборудованных сильной вентиляцией или на открытых площадках.
При длительном простое оборудования нужно провести профилактические работы, прежде чем использовать резак по назначению.
Техника безопасности
Оборудование относится к категории взрывоопасных, поэтому место выполнения работ нужно снабдить следующими принадлежностями:
- огнетушитель;
- ящик с песком;
- пожарный стенд с соответствующими инструментами.
Каждый исполнитель должен иметь комплект защитной одежды.
Не допускается наличие под защитой одежды из легко возгораемого материала, например, из синтетик, а края рукавов должны плотно облегать тело, чтобы внутрь не попали искры.
Выводы
Перед началом работы исполнители обязаны пройти инструктаж с записью в специальный журнал, к работе допускаются только лица, сдавшие зачеты по знанию теории процесса и практического исполнения резки.
svarka.guru
РЕЗКА МЕТАЛЛА РЕЗАКОМ [виды, технология]
[Ручные резки металла резаком] пользуются большой популярностью по той причине, что можно быстро и качественно разрезать материал (например, при прокладке трубопроводов), не повредив поверхность.
Использование резака позволяет резать металл любой толщины с минимальными затратами средств и времени (например, при прокладке трубопроводов).
С помощью данной ручной резки осуществляется резка цветных сплавов, чугуна, высокохромистых сталей.
Существует несколько видов резаков, которые нужно знать, чтобы выбрать подходящий вариант для больших и маленьких толщин любого металла, особенно чугуна.
В целом резаки для обработки металла подразделяются на две категории: газовые и воздушно-дуговые.
Газовые резаки
Основой газовой (кислородной) резки является сгорание металлосплавов в потоке чистого кислорода. Перед резкой материал нагревается до температуры горения и окисления.
Таким образом, кислородная резка состоит из двух этапов:
Для нагревания металлического листа, чтобы воспользоваться кислородной резкой, применяются такие горючие газы, как ацетилен, достигающий максимальной температуры сгорания более 3000° (используется для резки рельсов), природный газ, водород, керосин, пары бензина и др.
В таком случае используются резаки небольшой и средней толщины, имеющие конструкцию кислородной горелки.
Газовые резаки включают в себя следующие процессы:
Ручную резку сплавов больших толщин кислородом не во всех случаях возможно сделать резаком.
Для кислородной вариации резки важно правильно выбрать металл с точки зрения температуры плавления, показатель которой не должен превышать температуру возгорания кислорода.
Часто возникают проблемы с газовой резкой материала, содержащего большое количество углерода, например, чугуна.
Одной из разновидностей газовой резки является кислородно-флюсовая, с помощью которой осуществляется обработка нержавеющих хромоникелевых и хромистых сплавов, цветных металлов, чугуна и многого другого. Чаще всего ее применяют для трубопроводов и пр.
Чаще всего ее применяют для трубопроводов и пр.
Суть заключается в том, что на место кислородной резки специальные приспособления беспрерывно подают порошкообразный флюс вместе с кислородом.
Флюс сгорает и образуются оксиды, после чего оксиды начинают плавиться и жидкие текущие шлаки вытекают. В качестве флюса используется мелкогранулированный железный порошок.
А при кислородной резке чугуна еще добавляется доменный феррофосфор. Кислородно-флюсовая резка чугуна и других материалов представлена на видео.
Видео:
При ручной кислородной резке качество работ зависит от правильно расположенного резака над поверхностью металла. Нужно соблюдать угол наклона и скорость, так как при неправильно установленной скорости получается неровный срез.
При резке металла больших толщин до 5 см (как при прокладке трубопроводов) пламя должно направляться непосредственно на кромку, что наглядно представлено на видео.
Мундштук располагается перпендикулярно обрабатываемого материала так, чтобы нагревающее пламя и кислород были вдоль вертикальной грани.
Материал передвигается исключительно после прорезывания всей толщины детали.
При резке материала больших толщин до 20 см, например, рельсов или трубопроводов, чугуна, резак располагается под углом 75° к горизонтали, как на видео.
Скорость нужно выставить выше средней. Чистота и величина среза зависят от толщины материала.
Если нужно разрезать изделие круглого сечения, то угол наклона резака должен быть большим, а в процессе резки угол нужно постоянно уменьшать до перпендикулярно расположения резака.
При обработке фигурных изделий больших или малых толщин резак должен располагаться исключительно перпендикулярно относительно поверхности металла.
Видео:
Перед использованием кислородного резака поверхность обрабатываемого материала необходимо настроить и подготовить: тщательно очистить от грязи и коррозии.
Для резки используется кислород в баллонах, которые имеют редуктор для регулировки давления.
Кислород и горючий газ поступают в резак по отдельным шлангам. Чтобы не взорвался генератор, который питает резак, на нем должен быть водяной затвор, который наполняется водой до начала работы.
Генератор без водяного затвора использовать запрещено. Кислородная резка представлена на видео в разделе.
Конечно, газовая резка имеет некоторые недостатки, например: неравномерный нагрев металла приводит к деформации, поэтому при прокладке трубопроводов необходимо доверить такую работу специалисту.
Во избежание повреждения рекомендуется придерживаться следующих правил:
Также довольно часто применяется поверхностная кислородная резка, с помощью которой можно вырезать канавки на поверхности металла в виде рельефа.
Поверхностная резка производится резаками моделей РАП-62, РПА-62, РПК-62.
Еще одной разновидностью кислородной резки является разделительная, которая применяется для разреза листового материала, вырезания заготовок и иных работ, связанных с разделением материала на несколько частей.
Для ручной разделительной резки используются такие резаки, как «Пламя-62», РГС-60М.
Плазменный резак
Ручной газовый резак, работающий по типу воздушно-дуговой резки (плазменной), является довольно популярным, особенно в промышленности.
Принцип плазменной резки заключается в следующем: материал плавится между электродом и обрабатываемым листом металла, после чего металл выдувается сжатым воздухом.
Технология плазменной резки доступна не только профессиональным сварщикам.
Если обработка металла выполняется ручным способом, то воздушно-плазменная резка является самым экономичным вариантом, но редко применяемым для прокладки тех же трубопроводов.
Достоинствами воздушно-дуговой обработки являются:
Такая резка часто применяется для обработки металла малых и средних толщин до 35 мм. Часто применяется для обработки отливов, устранения дефектов на швах, токопроводящих металлов и т.д.
Плазменной резкой производится не только прямолинейная резка, но и фигурная, как гласит технологическая карта.
Плазменные резаки представлены в виде машины с плазмотроном – рабочей насадкой, в которой размещается электрод. В процессе резки в электрод подается плазмообразующий газ, например, сжатый воздух.
Под воздействием выработки сварочного тока электрод нагревается и зажигается дуга, в результате чего газ превращается в плазму с температурой до 30000°.
Видео:
Так как металл быстро нагревается дугой плазмореза, поэтому происходит плавление только места среза, а другие участки материала не нагреваются.
Благодаря этому, поверхность не деформируется в результате теплового воздействия. Применение плазменной резки позволяет не обрабатывать кромки дополнительно.
Качество ручной плазменной резки напрямую зависит от сопла, находящегося в плазмотроне. Сопло оказывает влияние на скорость, ширину и чистоту среза.
Сопло является деталью, которая часто нуждается в замене, а если длина сопла будет увеличена, то данное обстоятельство улучшит качество резака.

Особенностью работы плазменного резака является длительное непрерывное время работы более получаса. По истечении данного времени оборудование требуется отключить для остывания.
Воздушно-дуговой резак может работать от трансформаторов и инверторов.
Использование трансформаторов позволяет резать металлы больших толщин до 40 мм, а инверторы для металла меньших толщин — до 30 мм.
Для ручной резки рекомендуется использовать инверторы, так как они более эффективны для работы с нержавеющими сталями, чугуном и мягкими сплавами. Подробно процесс плазменной резки можно посмотреть на видео. При желании можно найти несколько руководств в видео-формате, где рассказан процесс и показана сварка трубопроводов.
Видео:
Плазменная резка используется для обработки цветных сплавов, однако существуют определенные нюансы такой обработки.
Нержавеющие стали не рекомендуется резать с использованием сжатого воздуха. Лучше использовать чистый азот или смешать его с аргоном – это будет зависеть от толщины металла.
Лучше использовать чистый азот или смешать его с аргоном – это будет зависеть от толщины металла.
Также следует иметь в виду, что нержавейка может деформироваться под воздействием переменного тока, а это, в свою очередь, приведет к небольшому сроку эксплуатации.
Для резки алюминия толщиной до 70 мм применяется сжатый воздух.
При меньшей плотности материала толщиной до 20 мм резка осуществляется чистым азотом, при толщине 70-100 мм используется азот с водородом.
Использование резака для резки металла (например, при прокладке трубопроводов) позволяет быстро и качественно выполнить обработку материала. К тому же все работы можно сделать своими руками, зная технологию резки.
Подробно весь процесс представлен на видео, изучение которого позволит правильно использовать резак. Важна также и технологическая карта, в которой даны инструкции о том, как правильно пользоваться тем или иным инструментом.
rezhemmetall.ru
Настройки давления газовой горелки для кислородно-ацетиленовой резки (манометр регулятора)
Одним из наиболее широко используемых режущих инструментов является кислородно-топливная или кислородно-ацетиленовая резка, обычно называемая паяльной лампой. Использование резака в теории несложно. Многим людям трудно его использовать, не говоря уже о том, чтобы сделать хороший разрез.
Использование резака в теории несложно. Многим людям трудно его использовать, не говоря уже о том, чтобы сделать хороший разрез.
Вот почему так важно иметь правильные настройки. Большинство из них понятия не имеют о правильных настройках, особенно о рабочем давлении. Поэтому работа у них некачественная.
Практические правила настройки кислородно-ацетиленовой горелки
Правильное использование кислородно-ацетиленовой горелки гарантирует, что качество резки не уступит плазменным машинам. Особенно это касается правильных настроек давления. Не только это, но и гарантия безопасной работы.
Лучшее, что вы можете сделать, это следовать настройкам кислородно-ацетиленовой горелки, предоставленным производителем используемой вами горелки. В приведенном ниже описании изложены некоторые общие рекомендации, не заменяющие рекомендации производителя.
Комплекты кислородно-ацетиленовой горелки Best
Хотите обновить комплект кислородно-ацетиленовой горелки? В приведенной ниже таблице приведены наши рекомендации по комплектам, когда речь идет о оптимальном соотношении цены и качества. Убедитесь, что вы можете работать безопасно и эффективно!
Убедитесь, что вы можете работать безопасно и эффективно!
Не удалось отобразить таблицу.
Настройки давления кислородно-ацетиленовой резки и таблица
Взгляните на таблицу настроек давления кислородно-ацетиленовой резки, чтобы понять, какое значение должен иметь ваш резак для достижения оптимальных результатов.
| Толщина металла в дюймах | Размер наконечника | Кислород для предварительного нагрева (PSIG) | Кислород для предварительного нагрева (SCFH) | Кислород для резки (PSIG) | Кислород для резки (PSIG) | Acetylene (PSIG) | Acetylene (SCFH) | Kerf Width (inches) | ||||
| 0.125 | 000 | 3/5 | 3/5 | 20/25 | 20/25 | 28/32 | 3/5 | 3/5 | 0.04 | |||
| 0.25 | 00 | 3/5 | 4/8 | 20/25 | 30/35 | 27/30 | 3/5 | 4/ 6 | 0. 05 05 | |||
| 0.375 | 0 | 3/5 | 5/9 | 25/30 | 55/60 | 24/28 | 3/5 | 5/8 | 0.06 | |||
| 0,5 | 0 | 3/6 | 7/11 | 30/35 | 60/65 | 20/24 | 3/5 | 6/10 | 0.06 | |||
| 0.75 | 1 | 4/7 | 9/14 | 30/35 | 80/85 | 17/21 | 3/5 | 8. 150 | 15/19 | 3/6 | 10/16 | 0,09 |
| 1.5 | 2 | 4/12 | 13/20 | 40/45 | 150/160 | 13/17 | 3/7 | 12/18 | 0.09 | |||
| 2 | 3 | 5/14 | 15/24 | 40/45 | 210/225 | 12/15 | 4/9 | 14/22 | 0.11 | |||
| 2.5 | 3 | 5/16 | 18/29 | 45/50 | 225/240 | 10/13 | 4/10 | 16/26 | 0. 11 11 | |||
| 3 | 4 | 6/17 | 20/33 | 40/50 | 270/320 | 9/12 | 5/10 | 18/30 | 0.12 | |||
| 4 | 5 | 7/18 | 24/37 | 45/55 | 390/425 | 8/11 | 5/ 12 | 22/34 | 0,15 | |||
| 5 | 5 | 7/20 | 29/41 | 50/55 | 425/450 | 7/9 | 5/13 | 26/38 | 0.15 | |||
| 6 | 6 | 10/22 | 33/48 | 45/55 | 500/600 | . 55 | 45/55 | 500/600 | 5/6 | 7/14 | 34/50 | 0.19 |
| 10 | 7 | 15/30 | 44/62 | 45/55 | 700/850 | 4/5 | 10/15 | 40/56 | 0.34 | |||
| 12 | 8 | 20/35 | 53. Резка нескольких отверстий Резка нескольких отверстийТопливный газ Рекомендуется настроить регулятор топливного газа на 10 фунтов на кв. дюйм изб., а кислородный регулятор на 45 фунтов на кв. дюйм. Эта рекомендация применима при резке стали толщиной менее 1,5 дюймов с использованием пропана, пропилена или природного газа. Окси-ацетилен Для резки нескольких отверстий рекомендуется установить регулятор кислорода на 40 фунтов на квадратный дюйм, а регулятор ацетилена на 10 фунтов на квадратный дюйм. Как и в предыдущей рекомендации, это относится к резке стали толщиной менее 1,5 дюймов. Давление окси-ацетилена режущего наконечника будет зависеть от размера. Рекомендации производителя следует соблюдать всегда. Сварка и пайка с одним отверстием Начните искать штампованный наконечник с одним отверстием, чтобы узнать, какой у него номер. Как регулятор топливного газа, так и регулятор кислорода должны иметь указанную настройку. Если вы видите, что на наконечнике есть цифра «5», это цифра, на которую следует установить давление кислорода и топливного газа. В отличие от портативной паяльной лампы, эти различные компоненты должны быть правильно установлены. Это обеспечивает правильную работу, которая может привести к качественной работе. Это также сводит к минимуму риск несчастных случаев, особенно воспоминаний и взрывов. Вот важные шаги, которые необходимо выполнить при настройке кислородно-ацетиленовой горелки: Если вам нужна одна горелка, то это она. Распродажа 3 663 отзыва Bernzomatic Отличный фонарь, если вы хотите обновить свою установку. Как настроить кислородно-ацетиленовый резак Давление
Не забывайте следить за пламенем, когда используете его. Если он гаснет во время работы, остановитесь и просто зажгите его снова. Это явление известно как обратный огонь, и это происходит, когда сам факел и разрезаемый металл вступают в непосредственный контакт. Как зажечь Зажечь ацетиленовую горелку довольно просто, но для этого необходимо выполнить правильные действия. Это в основном включает в себя работу с двумя клапанами резака, чтобы получить правильный вид пламени. Следующие шаги являются стандартными процедурами, но всегда уточняйте у производителя конкретные инструкции:
Зажигать спичкой опасно. Вы можете случайно обжечься, как только пламя выйдет. Некоторые также поставляются с устройствами зажигания, поэтому вручную зажигать их зажигалкой не нужно.
При поджигании убедитесь, что наконечник направлен в сторону от людей или легковоспламеняющихся предметов, чтобы избежать несчастного случая. Размеры наконечников и хитростиВыбор правильного размера наконечника для вашего резака в основном зависит от толщины металла и области применения. Например, требования к листовому металлу будут сильно отличаться от требований к более толстым деталям. Различные советы служат одной и той же цели. Необходимо выбрать правильный наконечник, чтобы легче было добиться качественного результата на металле. У каждого производителя есть свои рекомендации по размерам наконечников или сопел, которые зависят от толщины пластины или металла. У них также есть разные способы классификации различных размеров наконечников, но стандартной практикой является присвоение номера. Низкое число указывает на маленький размер наконечника, а большое число указывает на большой размер наконечника. Чем толще металл, тем больше размер сопла или наконечника обычно требуется. Это означает, что для тонкой пластины требуется наконечник с небольшим соплом, чтобы сделать точный разрез. Такой наконечник недостаточен для резки толстого металла. Наконечники общего назначения доступны в других размерах. Этот вариант позволяет им проходить через металлы различной толщины, от ¼ дюйма до 12 дюймов. Специализированные наконечники имеют более ограниченные размеры. Примеры включают угловые. Обратите внимание, что большие наконечники с большими размерами сопла потребуют большего количества кислорода и ацетилена для создания нейтрального пламени и меньшей скорости для чистой резки металла. Как использовать Чтобы использовать его для резки после настройки оборудования в соответствии с приведенным руководством, предварительно нагрейте металл. Это делается при подготовке к резке. Не нажимайте при этом рычаг, так как пламя достаточно горячее для предварительного нагрева. Сделайте это на одном из краев или концов разреза, который необходимо сделать, предпочтительно на самом сложном для разреза участке. Это размягчит металл и облегчит работу. Следите за предварительно нагретым металлом. Остановитесь, когда металлическая поверхность приобретет ярко-вишнево-красный цвет. Этот цвет указывает на то, что металл готов к резке. Когда металл станет достаточно мягким, медленно нажмите на рычаг, чтобы создать подходящее пламя. Начните с предварительно нагретого края. Проверьте, не был ли сделан разрез. Медленно пробирайтесь к другому краю металла с постоянной скоростью и следуйте по отметке, которую вы сделали на металле. Имейте в виду, что после этого металл остается горячим. Дайте им остыть, прежде чем прикасаться к ним даже руками в перчатках. Кроме того, никогда не кладите зажженный факел на какую-либо поверхность. Каково соотношение между двумя газами? Нейтральное пламя образуется при соотношении двух газов 1:1. Настройки рабочего давления кислородно-ацетиленовой горелки: какое значение вы устанавливаете?Для получения нейтрального пламени должно быть равное количество ацетилена и кислорода. При работе с этим оборудованием необходимо соблюдать правильные настройки давления. Это будет зависеть от работы, которую вы делаете. Обратите внимание, что соотношение кислорода отличается от требуемого давления. Это означает, что у них не должно быть одинаковых значений psi, что очень важно. Как правило, кислород должен иметь более высокое давление для оптимальной работы инструмента. Фактическая настройка резака будет зависеть от используемого наконечника и рекомендаций производителя. Но, как правило, для режущих наконечников большего размера требуется большее давление для обоих газов. Допустим, рекомендуемые настройки рабочего давления не указаны. Безопасные значения: 40 фунтов на квадратный дюйм для кислорода и 10 фунтов на квадратный дюйм для ацетилена, независимо от размера наконечника. Просто регулируйте их, пока не получите нейтральное пламя. Обратите особое внимание на давление, чтобы предотвратить превышение предела. Убедитесь, что вы проверили, указал ли производитель что-либо конкретное относительно двух типов давления газа. В этом случае следует всегда соблюдать эти настройки. Какое максимальное рабочее давление для газообразного ацетилена? Максимальное рабочее давление газообразного ацетилена при использовании резака составляет 15 фунтов на кв. дюйм или 103,4 кПа. Если давление превышает это значение, оно становится нестабильным и становится опасным. Это горючий газ. Когда он становится нестабильным, существует риск самовозгорания. Неочищенный газ может вызвать взрыв даже при легком ударе. К счастью, этот риск сведен к минимуму, поскольку он хранится внутри баллонов или баков и растворяется в ацетоне. Жидкий ацетон стабилизирует этот газ, чтобы предотвратить его возгорание. Также сами цилиндры пропитаны ацетоном. Это позволяет безопасно транспортировать или перемещать бензобак или баллон. Если давление ацетилена превышает 15 фунтов на квадратный дюйм, он израсходует ацетон, присутствующий в цилиндре, для обеспечения стабильности. В то время как он оказывает положительное влияние на ацетилен, ацетон отрицательно влияет на компоненты вашей системы. Это может привести к повреждению или износу любых пластиковых или резиновых деталей, что повлияет на качество работы. В конечном итоге это приведет к отказу регулятора и остановке всей системы. Этот отказ является признаком того, что присутствующий ацетон почти исчерпан. В основном в цилиндре остается опасный сырой ацетилен. В худшем случае резиновый шланг испортится раньше, чем выйдет из строя регулятор, потому что он набрал слишком много ацетона. Что вы отключаете в первую очередь, кислород или ацетилен?Выключение резака должно выполняться в правильном порядке для безопасной работы, особенно при использовании кислорода и ацетилена. Однако для многих это является предметом спора. Одни считают, что сначала нужно перекрыть ацетиленовый клапан, другие выступают за то, чтобы сначала перекрыть подачу кислорода. Производители согласны с тем, что кислород должен быть отключен в первую очередь. После этого выключите ацетилен, а не наоборот. Это позволяет сдуть ацетиленом любую сажу, осевшую на горелке. Скопление сажи может помешать правильному закрытию топливного клапана, что приведет к его утечке. Этот метод также позволяет увидеть наличие утечек до того, как вы полностью отключите цилиндры. Если есть утечка, после отключения обоих газов останется небольшое пламя. Обнаружение возможной утечки имеет решающее значение для предотвращения взрыва. Поменять местами можно, но услышать громкий хлопок более вероятно, если вы выключите ацетилен перед кислородом. Это всплывающее окно указывает на мини-воспоминание. Когда это произойдет, необходимо немедленно отключить кислород. Даже мини-воспоминания могут быть потенциально опасными. Надеемся, эта статья помогла вам! Часто задаваемые вопросыКакой горелкой вы пользуетесь для резки металла? Кислородно-ацетиленовая горелка также известна как паяльная лампа. Используется для резки металла. Вы можете начать разогревать металл горелкой, пытаясь разрезать металлические трубы или куски. Когда вы увидите, как металл загорается свечением, нажмите на спусковой крючок и разрежьте металл так, как вы хотите. Вуаля! Все готово для следующей задачи. Для чего используется резак? Подобно сварочной горелке, кислородно-ацетиленовый резак используется для резки таких материалов, как различные металлы и сплавы. Какие существуют два типа резаков? На рынке есть как кислородно-ацетиленовые горелки, так и паяльные лампы и горелки для плазменной резки. У обоих есть свои плюсы и минусы, а также качества, которые делают их уникальными. Электрическая энергия добавляется к нейтральному газу в плазменном резаке, а воспламенение происходит от смешения электрода и сопла. В результате получается плазмообразующий газ, используемый для разрезания металла и других материалов. Плазменные резаки могут резать больше металлов, чем другие типы горелок. Они даже могут оказаться более точными в резке. Он не требует предварительного нагрева и, таким образом, экономит время. Можно ли использовать пропан для резака? Если вы думаете: «Можете ли вы использовать любой другой газ в вашем магазине, когда у вас закончится ацетилен?» Вот ваш ответ? Вы можете использовать пропан в своей горелке и даже обнаружить, что его использование дешевле, чем ацетилен. Но если вы хотите что-то, что сгорает быстро, ацетилен горячее пропана и может быть более эффективным для вашей задачи. Но имейте в виду, что вам придется дольше ждать, пока пламя воспламенит металл, так как пропан имеет меньшую теплотворную способность. Кроме того, пропан не сможет сварить некоторые металлы, потому что его нельзя заставить превратиться в нейтральное пламя. На что должен быть настроен мой резак? Если вы выполняете резку нескольких отверстий, вам нужен кислород, установленный на 40 фунтов на квадратный дюйм, и топливо на 10 фунтов на квадратный дюйм. Вот важный вопрос, особенно если вы только начинаете пользоваться паяльной лампой. Для правильного обращения с резаком вам потребуются рекомендации экспертов и правила техники безопасности. Ниже приведена полная процедура. Почему мой резак трещит? Вот как это исправить. – Сделай это из металлаМало что раздражает больше, чем борьба с вашими инструментами. Ацетиленокислородная горелка, которая постоянно трещит и тухнет, не может не раздражать. Так как же решить эту проблему и приступить к работе? Причина, по которой ацетиленокислородный резак трещит и гаснет, связана с проблемой подачи газа. Короче говоря, это может быть несколько вещей. Давайте рассмотрим возможности и выясним, как решить вашу проблему. Однако сначала давайте рассмотрим термины, чтобы определить, что на самом деле означает этот хлопающий звук. Содержание Что происходит, когда ваш фонарь хлопаетСуществует несколько различных терминов, используемых для описания хлопков, которые вы можете услышать. Вот они, от незначительных проблем до серьезных проблем: Обратный эффектПроисходит следующее: пламя входит в сопло с очень громким хлопком. Пламя может полностью погаснуть, а может снова загореться. На самом деле пламя не уходит слишком далеко назад по линии, так что обычно это не столько проблема безопасности, сколько раздражение. В основном это только замедлит вас и расстроит вас. Устойчивая обратная реакция Это немного большая проблема. Вместо громкого хлопка вы услышите хлопок, сопровождаемый шипением или свистом, когда пламя горит внутри вашего факела. Немедленно выключите газ, пока не исчезнет шипящий звук. ВоспоминанияЭто большая проблема. Для этого пламя не просто попадает внутрь вашей горелки — оно также возвращается вверх по линии и в систему подачи. Это может привести к катастрофе. В лучшем случае действительно ничего не произойдет. Или ваш шланг может лопнуть под давлением внутреннего взрыва. Или ваш танк может взорваться. Очень быстро все может стать серьезным. Наилучший способ полностью избежать этого – установить пламегасители как на выходе регулятора, так и на входе резака. Таким образом, ничего не взорвется, даже если у вас есть утечка в шланге. Обратный потокЭто тоже серьезно. В основном это происходит из-за того, что газ высокого давления (кислород) отталкивает газ низкого давления (ацетилен) и смешивается в шланге. Если вы установите эти разрядники, то этот риск будет практически исключен. Во всяком случае, пока вы заботитесь о своем оборудовании. Итак, помимо того, что вы должны убедиться, что у вас установлены разрядники, чтобы гарантировать, что вы не взорветесь, давайте рассмотрим некоторые другие способы устранения этой проблемы: Грязное соплоЭто самый простой способ исправить, так что мы могли бы также начать здесь. Что-то вроде лекарства типа «ваш компьютер включен». По сути, здесь происходит следующее: грязь попадает в сопло и ограничивает подачу кислорода и ацетилена. Когда это не смешивается должным образом, будет действительно громкий хлопающий звук, и пламя может погаснуть. Просто взгляните на свой наконечник. Он черный и противный? Есть ли что-нибудь в отверстии, откуда выходит газ? Возьмите щетку из латунной проволоки и очистите ее. У вас обязательно должен быть очиститель наконечника в вашем наборе инструментов (или в кармане), когда вы работаете с горелкой. Я видел, как ребята засовывали туда куски стальной проволоки, чтобы вычистить. Однако, если вы купите подходящий очиститель сопла, у вас будет меньше шансов его повредить. Неправильные настройки потокаДругой распространенной причиной этого являются неправильные настройки потока. Каждый раз, когда вы покупаете новую насадку, к ней прилагается небольшой буклет с инструкцией по эксплуатации. Это будет включать настройки потока для этого конкретного наконечника. Наконечник №8 будет сильно отличаться от наконечника №1. Как узнать правильный расход для вашей форсункиВот пример расхода для форсунок Victor. Используйте таблицу, чтобы определить размер сопла, а затем соответствующим образом отрегулируйте регулятор. Если у вас есть фонарик другой марки, просто выполните поиск в Google, чтобы узнать, сможете ли вы найти эту конкретную диаграмму. Также имейте в виду, что эти значения относятся к заданному размеру и длине шланга. Всякий раз, когда я устанавливаю скорости потока, я начинаю с середины диапазона. Обычно это будет довольно близко к тому, где вам нужно быть, но вы всегда можете настроить его по ходу дела. Слишком близко к рабочему местуЕсли резак трещит во время резки, это может быть связано с тем, что вы держите наконечник слишком близко к рабочему месту и ограничиваете поток газа. Просто включите горелку и посмотрите, сохраняется ли проблема. Неправильная процедура зажиганияЕсли хлопки происходят во время зажигания или через мгновение после него, это может быть связано с тем, что вы зажигаете слишком рано и при слишком низком давлении ацетилена. Если это ваша проблема, то ее довольно легко исправить: просто используйте правильную процедуру освещения. Вот шаги: Настройка предварительного зажигания
Процедура розжига
Если вы будете следовать этим шагам, то вы значительно уменьшите вероятность проблем с потоком газа, и очень маловероятно, что у вас возникнут какие-либо хлопки, если ваше оборудование находится в хорошем состоянии. Убедитесь, что вы Используем зажигалку. Обожженные руки — это не весело. УтечкаЕще одна причина, по которой вы можете слышать хлопки, — это утечка. Если сопло установлено неправильно, возможно, через него поступает воздух. Отвинтите сопло и хорошо очистите его. Когда вы устанавливаете его, покрутите его вперед и назад в цанге, чтобы убедиться, что он правильно сидит. Как проверить наличие утечекЕсли вы не уверены, есть утечка или нет, используйте мыльную воду, чтобы проверить ее. Откройте кислород и закройте наконечник пальцем. Посмотрите, не появятся ли пузырьки. Проведите тест с мыльной водой по всей линии, включая соединения шланга, регулятора и цилиндра. Наиболее частым местом утечек являются уплотнительные кольца. Перегретое соплоЕсли хлопки появляются только после того, как вы использовали резак в течение некоторого времени, например, через полчаса или около того, это может быть связано с тем, что сопло становится слишком горячим. Здесь происходит то, что тепло заставляет отверстие сопла увеличиваться, поэтому оно не ограничивает поток газа, как должно. В принципе это похоже на слишком низкое давление. Вот самый простой способ справиться с этим: Выключить горелку с помощью клапанов горелки. Когда пламя погаснет, откройте кислородный клапан. Затем опустите насадку в воду. Это мгновенно охладит его, и вода не попадет внутрь вашего факела. Приобретите новую насадкуИногда вы ничего не делаете неправильно. Оборудование подвержено износу, и ваши форсунки не являются исключением. Обычно, если ваши насадки изношены и устали, отверстие на наконечнике уже не красивое, чистое и круглое. Если на нем есть признаки износа, возможно, пришло время заменить сопло. Хорошо, вот оно. Это должно решить любые вероятные проблемы, из-за которых у вас появляется треск. У вас есть другие советы или другие способы решения проблемы? Поделитесь им в комментариях. На что следует обратить внимание при первом использовании резака?Использование огня для выполнения работ сопряжено с риском. Тем не менее, с небольшой предосторожностью и знанием процесса резка горелкой может быть безопасной. Резак и его части Два газа, кислород и ацетилен, соединяются и смешиваются в рукоятке. Объемы для каждого точно настраиваются с помощью регулировочных клапанов на ручке. Перед резкой стали необходимо обеспечить правильную настройку пламени. Топливный газ — ацетилен. Кислород добавляется для увеличения температуры до 6300 градусов по Фаренгейту. Каждый газ содержится в своем собственном отдельном баллоне. Регуляторы подключены для контроля высокого давления в каждой бутылке и снижения или регулирования давления до приемлемого уровня. В верхней части рукоятки, где смешиваются газы, крепится узел резака. Третий клапан является частью режущего приспособления. Этот дополнительный клапан является вторым клапаном в линии, регулирующим подачу кислорода к режущему наконечнику. Первый клапан на линии, расположенный на рукоятке, должен оставаться полностью открытым. Рычаг на задней стороне режущего узла подает полное давление кислорода на наконечник по желанию. Это давление и поток полностью не ограничены и регулируются любым регулятором на баллоне с кислородом. Резак состоит из следующих частей:
Как пользоваться сварочной горелкой? Сварщики используют резаки для резки металла. Действия перед тем, как резать с помощью резакаНиже приведены основные шаги, которые необходимо выполнить перед началом резки: Работа резака
Настройка регуляторовРегуляторы предназначены для баллонов с кислородом или ацетиленом. Их невозможно случайно переключить, потому что баллон с кислородом имеет соединение с наружной правой резьбой, а баллон с ацетиленом имеет соединение с внутренней резьбой с левой резьбой. После того, как регуляторы подсоединены к баллонам, а шланги правильно подсоединены к регуляторам и рукоятке горелки, настало время правильно настроить регуляторы. Примечание: ацетиленовый шланг будет красным с левой резьбой, а кислородный шланг будет зеленым с правой резьбой. Будьте осторожны, чтобы не перекрутить мягкие латунные фитинги, и не перетяните их. Просто затяните фитинги так, чтобы они не протекали. С закрытыми ручками управления на ручке горелки и повернутыми до упора регулировочными ручками на регуляторах до минимального положения медленно открывайте одну бутылку за другой. Регулятор давления ацетиленаМедленно открывайте ручку регулятора давления ацетилена до тех пор, пока манометр на стороне низкого давления не покажет от 6 до 8 фунтов на квадратный дюйм. Слегка приоткройте ацетиленовый клапан на горелке, чтобы выпустить небольшой поток газа, и проверьте, остается ли значение давления на том уровне, на котором вы его установили. Если нет, продолжайте регулировку, пока не установите правильно. Не допускайте, чтобы давление на стороне низкого давления ацетиленового регулятора когда-либо превышало 15 фунтов на квадратный дюйм. Примечание : На полной бутылке ацетилена должно быть +/- 225 фунтов на квадратный дюйм на стороне высокого давления регулятора. Регулятор кислорода Медленно открывайте ручку регулятора давления кислорода, пока манометр на стороне низкого давления не будет показывать от 30 до 40 фунтов на квадратный дюйм. Примечание. Полный баллон с кислородом должен показывать +/- 2250 фунтов на квадратный дюйм на стороне высокого давления регулятора. Зажигание факелаРезак С широко открытыми клапанами бутылок и установленными регуляторами давайте зажжем факел. Убедитесь, что наконечник горелки направлен от вас и не направлен на что-либо легковоспламеняющееся.
Выполнение разреза
Что происходит в процессе резки?Когда головка резака прикреплена к кислородно-ацетиленовой рукоятке, она становится мощным инструментом для резки металлов. Сфокусированное пламя на конце наконечника горелки предварительно нагревает металл до вишнево-красного цвета. Затем поток кислорода под давлением значительно увеличивает нагрев и выдувает расплавленный металл прямо из наконечника. Начальное пламя факела только запускает процесс. Это взрыв кислорода, вызывающий образование оксида железа, буквально заставляющий металл гореть, что создает дополнительное тепло, необходимое для разрезания металла. Затем резак перемещается по заданной траектории до завершения резки. Расплавленный металл, выдуваемый из разрезаемой детали, называется шлаком. Когда кислородно-топливная смесь отрегулирована правильно, можно сделать чистый рез, не оставив большого количества шлака, прикрепленного к основному металлу. Читать далее
Категории Плазменный резак Опасность для здоровья при кислородно-ацетиленовой резке и сварке — июнь 2015 г.
опубликовано 30 июня 2015 г. ОБНОВЛЕНИЕ OCCUSAFE Июнь 2015 г. В ЭТОМ НОМЕРЕ: Опасность для здоровья при кислородно-ацетиленовой резке и сварке Ацетиленово-кислородная резка, также известная как газовая или кислородно-топливная резка, часто считается менее опасной, чем традиционная сварка . Соответственно, опасности для здоровья часто игнорируются. Тем не менее, большинство или все опасности сварки все еще могут существовать. При газовой резке металл нагревают с помощью горелки до температуры самовоспламенения, а затем поток кислорода направляют на металл, превращая его в оксид металла, который вытекает в виде шлака. Ацетилен является наиболее распространенным газом, используемым для заправки резаков. В промышленности кислородная резка может быть частью рабочего процесса, в ходе которого определяются опасности и осуществляется контроль. Но чаще это делается как ремонтные работы или нерутинные работы. В строительстве это часто делается как работы по сносу. В этих случаях вентиляция может быть недоступна, интенсивность и продолжительность работы могут варьироваться, а опасности не определены. Например, на строительных работах, где рабочие режут окрашенный металл с помощью газовой горелки, уровни индивидуального отбора проб могут намного превышать стандарты воздействия свинца на рабочем месте. Опасность для здоровья при газовой резке связана с излучением и токсичными парами или газами, выделяемыми во время процесса. Дым, образующийся при газовой резке, представляет собой смесь очень мелких частиц и газов. Могут присутствовать многие вещества, такие как хром, никель, мышьяк, асбест, марганец, диоксид кремния, бериллий, кадмий, оксиды азота, фосген, акролеин, соединения фтора, окись углерода, кобальт, медь, свинец, озон, селен и цинк. Возникающие в результате газовой резки проблемы со здоровьем могут включать:
Перед проведением газовой резки:
Для получения дополнительной информации по этой теме и обсуждения потребностей вашей компании в области безопасности и промышленной гигиены позвоните в OccuSafe по телефону (214) 662-6005 или свяжитесь с нами по адресу [email protected]. OccuSafe Industrial Hygiene & Safety, Inc. предоставляет навыки и знания для распознавания, оценки и контроля опасностей и травм в области промышленной гигиены, охраны труда и здоровья. OccuSafe обслуживает компании всех размеров в различных отраслях. Этот информационный бюллетень публикуется ежемесячно компанией OccuSafe Industrial Hygiene & Safety Services, Inc. Опубликовано в Промышленная гигиена и безопасность, Информационный бюллетень | Теги: ACGIH, Бериллий, рак, соответствие, инженерный контроль, газовая резка, опасные химические вещества, промышленная гигиена, свинец, OSHA, PEL, программа защиты органов дыхания, TLV, вентиляция, опасности сварки, опасности на рабочем месте « Борьба со страхом сотрудников перед химическими веществами -май 2015 Профессиональные респираторные заболевания — июль 2015 г. » Как пользоваться сварочной горелкойПьер Янг Сварка горелкой может быть продуктивным и творческим способом разумно использовать свое время и сделать что-то, чем вы сможете гордиться. Многие обычные люди занимаются сваркой газовой горелкой в качестве хобби, чтобы построить с нуля все, от кронштейнов, ворот, заборов и рам до целых мотоциклов и автомобилей. Но многие новички задаются вопросом, как эффективно пользоваться сварочной горелкой? Существуют некоторые советы по безопасности и стандартные рабочие процедуры, которым вы всегда должны следовать, когда впервые начинаете сварку горелкой. Эти советы не только предотвратят несчастный случай, но и повысят качество создаваемых вами проектов. Основы сварки горелкойСварка горелкой используется уже давно. Он широко использовался в сельском хозяйстве и сельских общинах до того, как стало доступно электричество. Сварочные аппараты с горелкой вырабатывают тепловую энергию, сжигая смесь ацетилена и кислорода. Оборудование для газовой сварки достаточно эффективно и может обеспечивать температуру пламени до 3200°C или 5620°F. структура. Для этого требуется одна единица оборудования, которая может создать свой собственный портативный источник тепла. Сварочный аппарат с горелкой можно использовать для нагрева, резки сварного шва и пайки различных видов металлов. Сварочный аппарат с горелкойОсновной комплект горелки состоит из двух баллонов высокого давления с разными газами. В одном баллоне кислород, в другом ацетилен. Оба цилиндра соединены с горелкой через два соответствующих регулятора давления. Двойной шланг подает кислород и ацетилен от регуляторов. Различные типы наконечников могут быть подключены к соплу горелки для получения желаемого результата. Рукоятка может быть оснащена режущей головкой, сварочным наконечником или нагревательной насадкой для резки, сварки или формовки металла по мере необходимости. Если вы используете горелку для резки металла, вам понадобится дополнительный режущий наконечник, который крепится к концу режущей головки. Этот дополнительный наконечник помогает контролировать толщину пламени, что облегчает резку даже более толстых металлов. В большинстве случаев сварочное оборудование с кислородной и ацетиленовой горелкой достигает одинаковой рабочей температуры 5620 градусов. Перед началом работы над проектом рекомендуется заполнить баллоны соответствующим газом. Это избавит вас от проблем с нехваткой газа во время работы. Газ можно пополнить в большинстве магазинов сварочных материалов. Подготовка к сварочным работамБезопасность должна быть вашей главной заботой, когда вы работаете над сварочным проектом. Убедитесь, что вы надели защитную одежду, включая перчатки с длинными рукавами, длинные брюки и рубашки, сварочную обувь и достаточное покрытие для глаз и лица. При сварке горелкой образуется очень сильное пламя. Вы также получите много брызг, когда будете резать металл. Убедитесь, что вы работаете на открытом пространстве, и вокруг нет легковоспламеняющихся материалов или химикатов, которые могут вызвать пожар. Прежде чем зажечь фонарик, проверьте следующее.
Запуск горелкиВыполните следующие действия, чтобы зажечь горелку.
Применение горелкиСварку горелкой можно использовать для различных целей, включая резку, сварку и нагрев металла. Резка металлаРезка – наиболее широко используемый процесс сварки газовой горелкой. Вам нужно прикрепить режущую головку к ручке горелки и подключить режущий наконечник на конце. Насадка и наконечник сжигают смесь ацетилена, обогащенного кислородом, для создания критически высоких температур. Когда кислородный рычаг нажат, он подает в пламя поток кислорода, который может прорезать большинство типов металлов. Преимущества газовой резки
Недостатки газовой резки
Нагрев металла Факельное оборудование также широко используется для нагрева металла. Нагревательный наконечник крепится непосредственно к рукоятке горелки. Этот нагревательный наконечник имеет несколько отверстий в сопле, которые позволяют нескольким пламени выходить из наконечника. Эти множественные пламена могут быстро нагревать большую площадь металлической поверхности, что облегчает сгибание или выпрямление металлической детали. Преимущества газового нагрева
Недостаток газового нагрева
Сварка металла Хотя это не самый предпочтительный метод сварки, горелку также можно использовать для сварки . Контролируемое пламя используется для создания очень высокой температуры, при которой основной металл плавится до состояния лужи или жидкости. На этом этапе стержень для газовой сварки погружается в расплавленную ванну. Стержень сливается с основным металлом, и они становятся одним куском металла, образуя сварной шов. Сварочный стержень должен соответствовать сочетанию стали основного металла для чистого плавления и хорошего качества сварных швов. Преимущества газовой сварки
Недостатки газовой сварки
Связанные вопросыМожно ли сваривать ацетиленовой горелкой? Ацетиленовая сварочная горелка использует смесь углерод-водородного газа и чистого кислорода для создания пламени, температура которого может достигать более 3000°C. Можно ли сваривать резаком?Можно использовать один аппарат для кислородно-ацетиленовой сварки как для резки, так и для сварки. Однако вам нужно будет прикрепить к соплу соответствующее режущее или сварочное приспособление, чтобы получить подходящую горелку. В чем разница между резаком и сварочной горелкой?Резак используется для резки металлов на более мелкие части, а сварочная горелка используется для сплавления и соединения различных кусков металла вместе. В газокислородном резаке есть два кислородных клапана, а в сварочном пистолете используется один клапан. Вы начинаете резать металл по краю одним резаком, а затем включаете второй клапан, чтобы разрезать лист. Что вы включаете в первую очередь кислород или ацетилен? После того, как вы подсоединили кислородный и ацетиленовый баллоны, вы должны сначала включить ацетиленовый газовый баллон, чтобы зажечь пламя. При выключении горелки сначала отключите подачу кислорода, а затем топливо. Фотография flickr «Сделай сам», сделанная Fort George G. Meade https://flickr.com/photos/ftmeade/66 | 779, предоставленная по лицензии Creative Commons (BY) О Пьере ЯнгеЗдравствуйте, я Пьер Янг, квалифицированный сертифицированный сварщик AWS. Сваркой я занялся в 2009 году как подработку. С тех пор я занимаюсь всевозможными сварными швами — и для работы, и для удовольствия. Погружаясь в это замечательное хобби, я на собственном опыте узнал, какие сварочные приспособления работают, а какие нет. Welding Headquarters — это сайт, на котором я делюсь всем, что узнал. Газокислородная резка – основы и области применения Газокислородная резка, также называемая газокислородной резкой и газокислородной резкой, является наиболее экономичным процессом резки мягкой и низколегированной стали, даже при подготовке к сварке. Более 100 лет компания Messer Cutting Systems поставляет и разрабатывает передовые технологии для мировой металлообрабатывающей промышленности. Мы усовершенствовали конструкцию и функционирование машин для прямой газокислородной резки и машин для кислородной резки со скосом, которые обеспечивают высокое качество резки, надежное обслуживание и значительную экономию в процессе резки. Когда следует использовать процесс газокислородной резки? Процесс газокислородной резки идеален, когда поверхность разрезаемого материала изготовлена из мягкой стали и низколегированной стали, а толщина разрезаемого материала превышает 2 дюйма (50 миллиметров). Процесс газокислородной резки предпочтительнее, когда кромка плазменной резки считается неприемлемой или если вы ищете недорогую альтернативу. Если у вас есть вопросы о том, является ли процесс газокислородной резки идеальным для применения, наш отдел продаж готов ответить на ваши вопросы и обсудить конкретные продукты. Преимущества и недостатки кислородной резки При кислородной резке топливный газ и кислород используются для создания пламени резки. Messer Cutting Systems поставляет газы, в том числе ацетилен, MAPP, пропан и природный газ, а также информацию, соответствующую вашим требованиям. Преимущества:
Недостатки:
Что включает в себя процесс газокислородной резки? Газокислородная резка – это процесс сжигания с использованием кислорода или пламени горючего газа. Пламя нагрева нагревает материал до температуры воспламенения. Затем на нагретое место обдувают струей кислорода чистотой не менее 99,5%, окисляя металл. Горящий металл сразу же превращается в жидкую окись железа. Эта кислородная струя является источником термина «пламенная резка». Затем резак перемещается, и создается узкая прорезь, обычно называемая пропилом. Шлак удаляется из пропила. Качество реза зависит от состояния поверхности материала, скорости реза и толщины. С помощью этого процесса можно резать всю низколегированную сталь с толщиной материала до нескольких дюймов. Несмотря на растущую известность других процессов резки, таких как плазменная резка и лазерная резка , кислородно-пламенная резка остается высокоэкономичным процессом. Когда дело доходит до резки тяжелых материалов толщиной до 35 дюймов (900 миллиметров), газокислородная резка просто не имеет себе равных как процесс резки. Газокислородная резка обеспечивает надежную пробивку отверстий и высокое качество резки. Производство компонентов будет иметь готовые размеры без необходимости дальнейшей обработки. Для подготовки сварного шва могут быть выполнены фаски V, Y, X и K. Характеристики газокислородной резки
Функции газокислородной резки
Типы газа для газокислородной резки К распространенным типам топливного газа относятся ацетилен, MAPP, пропан и природный газ.
Варианты машин для кислородной резки Компания Messer Cutting Systems предлагает две широкие категории машин для кислородной резки: машины для кислородной резки прямой резки и машины для кислородной резки со скосом. Газокислородный резак для прямой резки Кислородный резак ALFA: Кислородный резак ALFA устанавливает высокую планку для газокислородной резки. В ALFA Oxyfuel Torch встроены такие функции, как определение высоты и автоматическое зажигание, которые раньше приходилось размещать снаружи. Кислородная горелка MS832 Turbo Flame™: Кислородная горелка MS832 Turbo Flame™ чрезвычайно универсальна, может использоваться со всеми топливными газами и очень безопасна в эксплуатации. Конструкция этой горелки предотвращает вспышки даже при прожиге толстых и тяжелых материалов. Пониженное потребление кислорода, достигаемое без потери качества или скорости резки, снижает затраты на коммунальные услуги. Газокислородный станок для резки со скосом Компания Messer Cutting Systems предлагает следующие кислородно-топливные станки для резки со скосом: тройной резак D/AFL, однопозиционный газокислородный станок для снятия фаски, трехпозиционный кислородно-топливный станок для резки и газокислородный контурный станок для снятия фаски. Тройной резак D/AFL: автоматический и имеет бесступенчатое вращение, предназначен для резки V, Y, X и K. Скосы режут листы толщиной до 3,25 дюймов (80 миллиметров), а прямые пропилы делают листы толщиной до 4,75 дюймов (120 миллиметров). Однопозиционный кислородный станок для снятия фаски: Однопозиционный кислородный станок для снятия фаски представляет собой машину с ручной регулировкой для прямолинейных скосов с ручным зажиганием и регулировкой подачи газа. Скосы можно резать только по оси «X». Вырезая поперечное сечение V, Y, X и K за один проход, газокислородная установка Triple Torch с ручной регулировкой предназначена для резки под углом по продольной оси (X). Трехпозиционный газокислородный фацет: Наш трехпозиционный кислородный фацет с ручной регулировкой предназначен для прямолинейных фасок с ручной регулировкой подачи газа и ручным зажиганием. Определение высоты осуществляется электромеханическим устройством, которое перемещается по пластине. Трехпозиционный блок газокислородной резки с тремя горелками обеспечивает подготовку кромок под сварку и прямоугольную форму листа за один проход. Вырезая поперечное сечение V, Y, X и K за один проход, газокислородная установка Triple Torch с ручной регулировкой предназначена для резки по прямой линии со скосом. Устройство для кислородной резки по контуру: Устройство для резки по контуру для кислородной резки Messer Cutting Systems обеспечивает непрерывную резку под углом в низкоуглеродистой стали с автоматическим управлением контуром, ручным зажиганием и регулировкой угла наклона. Этот станок срезает верхнюю и нижнюю фаски за один проход. Отдел продаж Messer Cutting Systems может помочь вам Если у вас есть вопросы о том, подходит ли процесс газокислородной резки для применения на вашем предприятии, наш отдел продаж может ответить на ваши вопросы. Они могут обсуждать конкретные продукты, получать образцы деталей, проводить живые демонстрации и многое другое.  |
 Эта рекомендация не относится к вариантам инжекторного типа.
Эта рекомендация не относится к вариантам инжекторного типа.
 Вручную закрутите их вручную как можно туже и используйте гаечный ключ с фиксированным отверстием, чтобы закончить их затяжку.
Вручную закрутите их вручную как можно туже и используйте гаечный ключ с фиксированным отверстием, чтобы закончить их затяжку.
 Утечка присутствует, если вы видите какие-либо маленькие пузырьки на покрытых поверхностях после того, как раствор постоит в течение нескольких минут.
Утечка присутствует, если вы видите какие-либо маленькие пузырьки на покрытых поверхностях после того, как раствор постоит в течение нескольких минут.